Obtención de acero dual phase mediante recocido contínuo
Anuncio

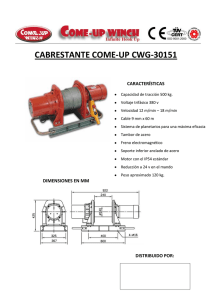
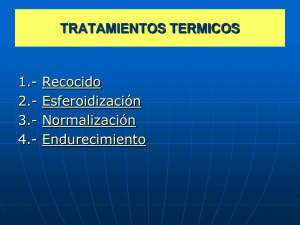
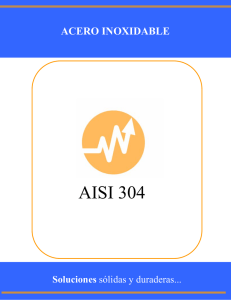
CONAMET/SAM-2008 OBTENCIÓN DE ACERO DUAL PHASE MEDIANTE RECOCIDO CONTINUO A. Artigas(1), F. Castro(1), Y. Houbaert(2), R. Colás(3) y A. Monsalve(1) (1) Dpto. Ingeniería Metalúrgica Facultad de Ingeniería Universidad de Santiago de Chile amonsalv@usach.cl (2) Department of Metallurgy and Materials Science Universiteit Gent - Technologiepark 903 B-9052 Gent-Zwijnaarde (Belgium) (3) Facultad de Ingeniería Mecánica y Eléctrica, Universidad Autónoma de Nuevo León, 66451 San Nicolás de los Garza, N.L. México. Se sometieron a diversos ciclos de recocido continuo muestras de acero laminado en caliente y deformado en frío, obteniéndose la microestructura dual phase (DP). Durante los ciclos de recocido continuo se controló la velocidad de calentamiento, el tiempo y la temperatura de mantenimiento y la velocidad de enfriamiento. Las temperaturas críticas de cambio de fase se determinaron mediante calorimetría diferencial de barrido. Posterior a los diferentes ciclos de recocido continuo se realizaron ensayos de tracción con el fin de caracterizar mecánicamente cada una de las muestras, realizándose además el análisis metalográfico para cuantificar las fases presentes. De esta forma pudo determinarse la combinación de variables de recocido continuo que entregan el acero DP con las mejores propiedades de embutición, a través del estudio del índice de anisotropía. Finalmente se realizó un estudio de la evolución de las diversas componentes de texturas presentes en el material a través de la medición de las funciones de distribución de orientaciones, encontrándose que las componentes del tipo fibra gamma se incrementan para recocidos realizados por debajo de 800ºC. 1. INTRODUCCIÓN Los aceros DP destacan entre los aceros del tipo AHHS por sus excelentes propiedades mecánicas, siendo una alternativa ampliamente utilizada para la fabricación de estructuras que requieren buena conformabilidad y capacidad de deformación. La mayoría de los grados de acero DP recocidos en continuo que se comercializan actualmente son para la utilización en partes estructurales de carrocería en automóviles y en piezas de sección delgada que requieren alta resistencia y buena tenacidad. El estudio de las variables de proceso como la velocidad de enfriamiento o la temperatura y tiempo a los cuales es realizado el recocido ha sido motivo de numerosos trabajos en este material, y la evaluación metalúrgica de esas variables sigue presentando un amplio campo en la investigación de aceros. proceso de laminación en frío alcanzando un 70% de reducción. La composición química del acero utilizado se muestra en la tabla 1. Se cortaron probetas de tracción en dirección paralela a RD, luego se procedió a realizar ciclos de calentamiento, mantenimiento y enfriamiento de las muestras para simular un proceso de recocido continuo. Para lo anterior se utilizó un equipo de recocido continuo que calienta la probeta mediante efecto Joule y es controlado mediante un software. El tiempo que transcurre para que la probeta alcance la temperatura de tratamiento es de 40 s, por lo tanto la velocidad de calentamiento es variable. La probeta se mantuvo a la temperatura de tratamiento durante otros 40 s y luego se enfrió al aire. El control de la temperatura se realizó mediante una termocupla soldada a la muestra. La tabla 2 muestra el detalle de los tratamientos realizados. 2. PROCEDIMIENTO EXPERIMENTAL Tabla 1. Se tomaron muestras de un acero aleado al C-MnSi disponible comercialmente de 145 mm de largo 65 y 26 mm de ancho y espesor, respectivamente, y se las sometió a un proceso de laminación en caliente hasta alcanzar un espesor de 3 mm. Posteriormente se sometió el material a un Acero Composición química. %C 0,061 %Mn 0,84 %Si 1,54 %P 0,015 %S 0,0078 Tabla 2. -Detalle de los ciclos de recocido continuo. Tiempo de Tiempo de Calentamiento Temperatura Permanencia Temperatura (ºC) (ºC) Muestra (s) (s) LF-680 40 680 40 680 LF-750 40 700 40 700 LF-850 40 850 40 850 Luego de realizados los ciclos de recocido se tomaron las muestras generadas para realizar ensayos de tracción y análisis metalográfico. El primero se realizó en un equipo de ensayos mecánicos marca Tinius & Olsen, modelo 60 super L que posee un sistema de celda de presión accionado por un pistón hidráulico, de 30 t de carga máxima. El control del equipo y la captura de datos se realizó mediante el software UTM for Windows. La observación metalográfica se realizó en un microscopio marca LEICA modelo LMDM, Se utilizó para ataque metalográfico el reactivo LePera(1), que permite diferenciar la martensita de la ferrita y bainita. La figura 1 muestra las curvas de esfuerzo – deformación correspondientes a cada muestra. 3.2 Metalografía En las figuras 2, 3 y 4 se muestran las microestructuras observadas para cada muestra. Se tomaron imágenes a 100 y 500 aumentos. Se observan zonas claras que corresponden a martensita y austenita, mientras que las zonas café claro corresponden a ferrita. No se detectó la presencia de bainita ni perlita en las muestras. a) a) 3. RESULTADOS 100 µm 3.1 Ensayo de Tracción La tabla 3 muestra el resumen de las propiedades mecánicas obtenidas de la realización de ensayos de tracción según ASTM E–8M a las probetas anteriormente citadas. Tabla 3. Resultados de los ensayos de tracción realizados Esfuerzo de fluencia UTS Alargamiento Probeta kgf/mm2 kgf/mm2 % LF-680 48 58 15 0,11 LF-750* 41 63 9 0,19 LF-850 28 62 25 0,26 Índice n * Fractura fuera de marcas Figura 1. Curvas de esfuerzo – deformación obtenidas. b) b) 20 µm Figura 2. Imágenes obtenidas a distintos aumentos (a) 100x y (b) 500x de la muestra LF680. 4. ANALISIS DE RESULTADOS La muestra LF – 680 tiene un comportamiento en tracción menos característico del acero DP(2), al presentar una alto límite elástico y un bajo índice n. Se observa que la microestructura de esta muestra es la más gruesa, en comparación con las otras. Las muestras LF – 750 y 850 tienen un comportamiento mecánico característico de los aceros DP obtenidos por recocido continuo, esto es: una baja razón fluencia – UTS, un alto índice n y una elevada ductilidad(3). La muestra LF – 750 tiene una baja elongación a rotura medida (tabla 3), sin embargo, esto es a causa de la fractura fuera de marcas. El elevado índice de endurecimiento por deformación que exhibe la muestra LF – 850 se debe probablemente al fenómeno TRIP que ocurre en este tipo de microestructuras. La microestructura observada en estas 2 muestras es muy similar, apreciándose zonas de martensita y posiblemente austenita retenida muy finas y dispersas en la matriz. La microestructura observada en la muestra LF680 corresponde a ferrita y perlita. Arel(4) determinó las temperaturas críticas de transformación de este acero situando A1 alrededor de 700 ºC, por lo que no es posible la transformación martensítica. Esto explica que la curva de tracción de esta muestra presente fluencia heterogénea. c) a) 100 µm d) b) 20 µm Figura 3. Imágenes obtenidas a distintos aumentos (a) 100x y (b) 500x de la muestra LF750. a)e) 100 µm Para la muestra LF-750 se observa que la segunda fase se ubica bandeada y formando regiones de alta concentración de estas zonas alrededor de los granos de ferrita. Esta disposición puede racionalizarse considerando que la transformación de ferrita a martensita ocurre en el campo bifásico, por lo tanto la austenita tendrá una alta concentración en carbono. El bandeamiento de la segunda fase se debe a la segregación de manganeso y al conformado mecánico al que se sometió la pieza. La transformación a martensita ocurrió durante el enfriamiento al aire debido a la mayor templabilidad de la austenita formada durante el tratamiento isotérmico. Se ha medido(5) que la concentración de carbono en la austenita retenida en los aceros DP puede ser del orden de 0,4 a 1,4 %, por lo tanto el valor del índice n tiene la eventual contribución del fenómeno TRIP. La muestra LF-850 fue tratada en la zona austenítica y la transformación a ferrita ocurrió durante el enfriamiento continuo en aire. Por esta razón la segunda fase no parece tan bandeada como en la muestra LF-750 y se encuentra distribuída más homogéneamente en la microestructura. Se observa que el límite elástico de este material es el menor de todos, posiblemente por la mayor formación de martensita durante el enfriamiento y su distribución. El índice de endurecimiento por deformación es el más elevado, además de la elongación final y el UTS. 5. CONCLUSIONES b)f) 20 µm Figura 4. Imágenes obtenidas a distintos aumentos (a) 100x y (b) 500x de la muestra LF850. Se estudió el comportamiento de un acero aleado al C-Mn-Si sometido a un proceso de recocido continuo, encontrándose en las muestras recocidas a mayor temperatura el comportamiento mecánico clásico de los aceros DP. La microestructura observada corresponde a ferrita con zonas finas y dispersas de martensita y austenita retenida, que corresponde también a la esperada en un acero Dual Phase. 5. AGRADECIMIENTOS Los autores agradecen a la DICYT-USACH y a CONICYT (proyecto FONDECYT Nº 1060008), por el apoyo prestado al presente trabajo 6. REFERENCIAS 1. Frank S. LePera, “Improved Etching Technique to Emphatize Martensite and Bainite in High-Strength Dual – Phase Steel”, National Steel Corporation, Weirton, West Virginia, 1980. 2. G. Thomas and J. Y. Koo, “Developments in Strong, Duplex, Ferrite – Martensite Steels”, American Institute for Mining, Metallurgical and Petroleum Engineers, 1979. 3. T. Waterschoot, L. Kestens and B.C. De Cooman, “Hot Rolling Texture Development in CMnCrSi Dual Phase Steels”, Laboratory for Iron and Steelmaking, Ghent University, Technologiepark 9, B-9052 Ghent, Belgium 4. Arel P., “Construcción de un diagrama TTT para un acero DP”, Tesis Ing. Ejec. en Metalurgia, USACH, 2008. 5. A. García-Junceda, F. G. Caballero, C. Capdevila, C. García de Andrés, “Determination of local carbon content in austenite during intercritical annealing of Dual Phase steels by PEELS analysis” Revista Scripta Materialia 57, 89 – 92. 2007. Figura 2. Imágenes obtenidas a distintos aumentos (100 y 500x) de las distintas muestras (a – LF680, b – LF-750 y c – LF-850).