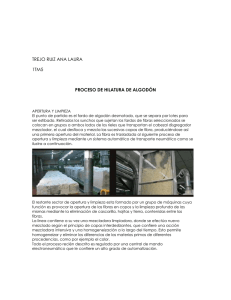
UNIVERSIDAD NACIONAL DE INGENIERIA FACULTAD DE INGENIERIA QUIMICA Y TEXTIL Departamento Académico de Ingeniería Textil INFORME N°2 (PIT22-A) MECHERA Profesor: Ing. Segundo Arroyo Alumnos: - Jaime Jonathan Alva Castillo 20182751A - Lizbet Alexandra Cayani Pariachi 20182748K Fecha de entrega del trabajo 08/06/2021 LIMA-PERÚ 2021 ÍNDICE INTRODUCCIÓN....................................................................................................................... 3 1. OBJETIVOS ........................................................................................................................ 4 2. MARCO TEORICO ........................................................................................................... 4 2.1. MECHERA .................................................................................................................. 4 2.2. DEMANDAS FOCALIZADAS SOBRE LAS MECHERAS MODERNAS .......... 5 2.3. TAREA DE LA MECHERA ...................................................................................... 5 2.4. FUNCIONES DE LA MECHERA ............................................................................ 6 2.4.1. SECUENCIA DE OPERACIÓN ........................................................................... 6 2.4.2. EFECTOS DE LA DISTRIBUCIÓN DE LAS BOBINAS EN DOS COLUMNAS ........................................................................................................................... 7 2.4.3. LAS REGIONES DE OPERACIÓN DE LAS MECHERAS .............................. 8 2.4.3.1. LA FILETA ......................................................................................................... 8 2.4.3.2. TREN DE ESTIRAJE ......................................................................................... 9 2.4.3.3. LAS BANDITAS ............................................................................................... 10 2.4.3.4. PRESION APLICADA PARA LOS CILINDROS SUPERIORES .............. 11 2.4.3.5. EL CONDENSADOR ....................................................................................... 11 2.4.3.6. ESPACIOS PARA LAS BANDITAS SUPERIOR E INFERIOR ................ 12 2.4.4. EL HUSO Y LA ALETA ...................................................................................... 13 2.4.4.1. TORSION IMPARTIDA .................................................................................. 13 2.4.4.2. EL HUSO ........................................................................................................... 13 2.4.4.3. LA ALETA......................................................................................................... 14 3. INNOVACIONES TECNOLOGICAS ............................................................................ 15 3.1. MECHERA MARZOLI FTSDN ................................................................................. 15 3.2. MECHERA RIETER .................................................................................................... 16 4. CONCLUSIONES ............................................................................................................. 18 5. BIBLIOGRAFIA ............................................................................................................... 18 INTRODUCCIÓN La mechera, procedente de carda (para hilos muy gruesos y corrientes), de estirador (para fibras regulares a finas), o bien, de peinadora (para fibras de calidad superior). Tiene por objeto dar un adelgazamiento a la masa de fibras, hasta convertir la cinta de manuar en una mecha o pabilo, con una pequeña torsión para que resista la envoltura y manipulación en el proceso siguiente. Dicha transformación se consigue al aplicar alto estiraje con un dispositivo o tren de 3 sobre 3, entre cilindro intermedio y productor se encuentra la bandita o manguito de alto estiraje; las velocidades, encartamientos o distancias estarán en relación a las características físicas de las fibras y al número o grosor del pabilo que se desea obtener como en el siguiente laboratorio desarrollado. 1. OBJETIVOS ➢ Conocer los objetivos del proceso de la fibra en la máquina. ➢ Analizar el flujo de trabajo de la máquina. ➢ Conocer su función en cada proceso (alpaca, vicuña y lana). 2. MARCO TEORICO 2.1.MECHERA El manuar produce una cinta que ya exhibe todas las características requeridas para la creación de un hilo, es decir una hebra de fibras limpias y ordenadas en forma paralela unas a otras. Es usual preguntarse por qué esta cinta no es utilizada como un material de alimentación para las máquinas de hilatura por continuas de anillos, en lugar de ser procesada de manera cara para crear una mecha como alimentación para hilatura. La máquina pabilera en si es complicada, propenso a fallas, causa defectos, aumenta los costos de producción y entrega un producto que es sensible en el enrollado y desenrollado. El uso de la máquina es forzado en las hilanderías como un mal necesario por dos razones principales. La primera razón está relacionada al estiraje requerido. La cinta de manuar es una hebra fina y no torcida que tiende a ser velluda y crea pelusilla. El estiraje necesario para convertir esta a hilo está en el rango de 300 - 500. El tren de estiraje de la continua de anillo, en su forma común, no es capaz de procesar esta hebra en una operación simple de estiraje para crear un hilo de fibras cortas en el que se encuentre todas las demandas normales de tales hilos. La mecha fina y torcida se adapta significativamente mejor para este propósito. La segunda razón es que el manuar puede representar el peor modo concebible de transporte y presentación de material de alimentación para una continua de anillos. A pesar de esto se han hecho considerables esfuerzos durante décadas, para eliminar la mechera. El esfuerzo es justificado, pero desafortunadamente con relación a la continua de anillos, esto permanece sin éxito. Por otro lado, en todos los procesos nuevos en plantas de hilatura de fibra corta, la mechera se ha convertido en algo trivial. 2.2.DEMANDAS FOCALIZADAS SOBRE LAS MECHERAS MODERNAS Las hilanderías están obligadas a utilizar tal maquinaria anticuada, la cual es en principio algo redundante, entonces esta provee al menos la capacidad óptima en operación. Igualmente, en este aspecto, no obstante, aún es necesario mejoramiento de la mechera. Los esfuerzos de los fabricantes de máquinas podrían ser dirigidos hacia los siguientes aspectos: ➢ ➢ ➢ ➢ Diseño de máquinas más simples menos propensas a fallas; Aumento de la proporción de rotación del huso, Formatos más grandes, Automatización de la maquina y del transporte de los mazos. Estos mejoramientos deben ser llevados a cabo sin aumentar los costos de producción para la hilandería. 2.3.TAREA DE LA MECHERA La tarea principal de la mechera es la atenuación de la cinta. Debido a que la hebra fina resultante tiene apenas un poco de cohesión, la torsión protectora debe ser insertada a fin de mantenerla unida. La tercera tarea no puede ser directamente atribuida a la hilatura: esta recae en el devanado (de la mecha o pabilo) en los mazos, que pueden ser transportados, almacenados y llevados a la continua de anillos. La operación del devanado es la que por encima de todo hace que la mechera sea una máquina relativamente compleja, y plagada de problemas. La operación de enrollado requiere, además del huso y la aleta, una transmisión de mando por cono (o engranajes variables), un engranaje diferencial y un mecanismo formador. 2.4.FUNCIONES DE LA MECHERA 2.4.1. SECUENCIA DE OPERACIÓN La cinta de manuar es presentada a la pabilera en botes largos (1). El diámetro de los botes no corresponde a la distancia entre los husos, es por eso que los botes no son distribuidos en una columna, sino en varias, los cuales tienen que ser dispuestos atrás de la máquina. Por encima de los botes se proveen rodillos de transporte (2). Estos jalan las cintas desde los botes y por delante de ellos hacia el tren de estiraje (3). El tren de estiraje atenúa la cinta con un estiraje entre 5 a 20. La hebra de salida es bastante delgada para mantenerse unida por si misma y es necesario un paso para impartir fuerza inmediatamente a la salida del tren de estiraje. Esto es llevado a cabo mediante la inserción de una torsión de protección, usualmente en el rango de 30 a 65 vueltas por metro (TPM). Las vueltas son creadas por medio de la rotación de la aleta (6) y son transmitidas dentro de la longitud suspendida (5) entre la aleta y la salida del tren de estiraje. La aleta en si forma parte del mando del huso (7) y es girada con él. Para asegurar que la mecha pase con cuidado y sin daño al punto de arrollado, esta atraviesa el guia-hilo de la aleta y el agujero del brazo de la aleta, y es arrollada de 2 a 3 veces alrededor del brazo de presión antes de alcanzar la bobina (8). Para hacer posible el devanado, se le da a la bobina una velocidad tangencial mayor que la de la aleta y así la mecha es jalada del brazo de la aleta. Las espiras deben ser distribuidas muy cercanamente y paralelas unas a otras, de modo que la mayor cantidad posible de material sea ocupada en el mazo (bobina). Por este propósito, el carro porta bobinas (balancín) (9) con los mazos colocados deben ascender y descender continuamente. Esto puede ser efectuado, por ejemplo, mediante la elevación y descenso de la palanca (10) sobre la cual esta sostenido el carro porta bobinas. Dado que el diámetro de la bobina aumenta con cada capa de devanado, con un correspondiente aumento en la longitud de devanado de mecha por espira, la velocidad del movimiento del carro porta bobinas debe ser reducido mediante una pequeña cantidad después de cada capa completa. Análogamente, debido al aumento en el diámetro del mazo, el RPM de la bobina debe ser reducido después de cada capa, porque la salida es constante y, por lo tanto, la diferencia entre las velocidades tangenciales del mazo y de la aleta también se debe mantener constante a lo largo de toda la operación. Solamente en este paso se puede lograr una operación controlada de devanado. 2.4.2. EFECTOS DE LA DISTRIBUCIÓN DE LAS BOBINAS EN DOS COLUMNAS La distribución de los mazos es un poco inusual para las máquinas de hilatura. Las bobinas no están dispuestas individualmente o en una columna simple. En lugar de ello, éstas son distribuidos en la sección de salida en dos columnas una detrás de otra, (con las bobinas de una columna relativamente separadas de las otras). Este arreglo extremadamente económico en espacio, pero concibe varias desventajas: el diseño es más complicado, la operación de la máquina es menos conveniente y la automatización es impedida. Las desventajas tecnológicas son aún más significantes. El ángulo de acercamiento de la mecha con la parte superior de la aleta es diferente para las dos columnas (alfa, Fig. 3). Este guía diferente condiciones de enrollado en el punto de entrada de la mecha a la parte superior de la aleta. Existe también una diferencia en los ángulos barridos dos (beta) por las dos mechas en el cilindro frontal y así en las longitudes de los triángulos de hilatura. Otro defecto es producido por la diferencia en las longitudes sin apoyo (L), es decir que las longitudes entre el tren de estiraje y la parte superior de la aleta. Juntas, estas diferencias conducen a una inserción desigual de la torsión, diferentes grados de entrelazamientos de fibras y finalmente las variaciones de la finura entre las columnas frontales y posteriores. 2.4.3. LAS REGIONES DE OPERACIÓN DE LAS MECHERAS 2.4.3.1. LA FILETA Por encima de los botes existen varias columnas de los rodillos de mando para ayudar a las cintas en su trayectoria al tren de estiraje, la cual es a menudo una distancia considerable desde los botes. Debido al alto grado de paralelización de las fibras en las cintas (especialmente en el caso de la cinta peinada), la cohesión de la hebra no es a menudo muy grande. Por lo tanto, los rodillos de transporte pueden fácilmente crear falsos estirajes. Las plantas podrían tomar en cuenta de esta fuente de posibles fallas. Se debe tener cuidado para asegurar que las cintas sean pasadas al tren de estiraje sin perturbación; que sean estiradas, por ejemplo, más o menos verticalmente fuera de los botes; y que los cilindros guía giren fácilmente. Un perfecto manejo de los cilindros es por lo tanto muy importante. Esto es efectuado usualmente por cadenas o ejes cardantes. 2.4.3.2. TREN DE ESTIRAJE De todos los sistemas de alto-estiraje que han sobresalido, algunos de los cuales fueron utilizados solamente por un corto periodo, únicamente el sistema de 3-sobre-4 (3/4) cilindros y el arreglo de doble bandita aún son encontrados en las maquinas modernas desarrolladas por los fabricantes. La distribución de 3-sobre-4 se encuentra relativamente poco, mientras que el sistema de arreglo de doble bandita es más convencional. Solamente la distribución de doble bandita facilita el estiraje de 20 mientras mantiene las fibras más o menos bajo control durante su movimiento. En general, los arreglos de tres cilindros son utilizados, pero cuatro cilindros pueden ser necesarios para un estiraje alto. Ellos usualmente comprenden rodillos inferiores acanalados y cilindros de presión recubiertos con caucho. La dureza de los cilindros superiores se encuentra entre 80o y 85o Shore, pero los rodillos sobre los cuales circula la bandita a menudo tienen una dureza ligeramente mayor a 60° Shore. Esto hace capaz un mejor acercamiento y dirección de la hebra de fibras durante el estiraje. El estiraje a menudo tiene límites no sólo en el extremo superior (20-22) sino también en el inferior, esto es aproximadamente 5 para algodón y 6 para fibra sintética. Si se intentan estirajes por debajo de estos límites inferiores, entonces las masas de fibras transportadas son bastante grandes, la resistencia del estiraje se vuelve bastante alto y la operación de estiraje es difícil de controlar. Los estirajes previos son seleccionados usualmente alrededor de 1.1 (1.05 - 1.15) para algodón, y ligeramente más alto para fibras sintéticas y cintas de algodón prensadas fuertemente entregadas de manuares de alta performancia. Se alcanzan valores de 1.3 y ligeramente más altos. El efecto principal del estiraje previo es, visto en la uniformidad de la mecha. 2.4.3.3. LAS BANDITAS Las banditas superiores (2) son pequeñas y hechas ya sea de cuero o, más comúnmente, de caucho sintético. Estas tienen un espesor de aproximadamente 1 mm y están sujetas por dispositivos tensores (4). Por otro lado, las banditas inferiores (1) son más largas y hechas usualmente de cuero, aunque el caucho sintético también es utilizado. Ellas van por encima de las barras guía (portabolsas) (3) hacia las posiciones cercanas a la línea de pinzaje de los cilindros de salida. Las banditas de cuero cooperan una con la otra para guiar Y transportar las fibras durante el estiraje y ellas ejercen una influencia muy significante en la operación de estiraje. Es importante que las banditas pudieran extenderse lo más cercano posible a la línea de pinzaje de los cilindros frontales. La longitud guía, referida como la longitud cuna (a), debe ser adaptada aproximadamente a la longitud de la fibra. De acuerdo con los datos provistos por Rieter, las siguientes longitudes cuna podrían ser utilizadas: Longitud cuna (mm) 36 40 43 – 50 50 – 60 Material Algodón arriba de 1 1/8” Algodón arriba de 1 1/8” Fibra sintética Fibra sintética 2.4.3.4. PRESION APLICADA PARA LOS CILINDROS SUPERIORES Los cilindros superiores deben ser presionados con una fuerza relativamente alta en contra de los cilindros inferiores para asegurar la dirección de las fibras. Las presiones están en el rango de 100 a 250 N (300 N) por cilindro (eje) y dependen de la materia prima y el volumen. El ajuste puede ser continuo o en varios pasos. Prácticamente todos los fabricantes evalúan los rodillos por presión de origen, siendo las excepciones siendo Rieter, quien prefiere la carga neumática, y Platt Saco Lowell, quien a menudo ofrece carga magnética además de la carga de origen. 2.4.3.5. EL CONDENSADOR Los embudos de la cinta (condensadores de alimentación) son montados en una barra correspondiente (mecanismo transversal de cinta) detrás del cilindro del tren de estiraje. Son diseñados para conducir la cinta dentro del tren de estiraje. El movimiento transversal se extiende igualmente por sobre el espesor total de las cubiertas de los cilindros (cots). El primer condensador o guía mecha está ubicado delante del primer cilindro. Diseñado para conducir la cinta dentro del tren de estiraje. Un segundo condensador de cinta esta provisto en el área estiraje previo, también en una barra correspondiente, y un tercero es ubicado en el área del estiraje principal. Sin embargo, el ultimo se apoya sobre el movimiento de la cinta de fibras, sin ser ajustado. El propósito de estos condensadores es regresar las fibras unidas nuevamente, dado que durante el estiraje tienden a separarse continuamente. Las masas de fibras dispersas son más difíciles de mantener bajo control en el estiraje, y ello causa irregularidad. Además, una hebra ampliamente dispersada que deja el tren de estiraje conlleva a niveles altos de pelusilla y vellosidad en la mecha, puesto que las fibras tampoco están entrelazadas (y se pierde), o son sostenidas solamente en un extremo por lo que en el otro extremo se proyecta como un llamado vello. Los condensadores podrían ser adaptados precisamente al volumen de la cinta de fibras. Las dimensiones apropiadas pueden ser encontradas de tablas. 2.4.3.6. ESPACIOS PARA LAS BANDITAS SUPERIOR E INFERIOR Las banditas superiores están forzadas por la presión de origen en contra de las banditas inferiores. La intensidad de su sujeción entre las fibras, y así la dirección, de las fibras, depende de esta presión y también de la distancia entre las dos banditas. La presión efectiva podría ser considerable, pero muy alta, por otro lado, es posible lograr un estiraje controlado de las fibras que están fuera de la hebra paralizada y unida. La disposición debe permitir precisar el ajuste de la distancia mínima para el volumen de fibras. Con el fin de ser capaz de mantener esta distancia mínima definida entre las banditas, se insertan "piezas de distancia" (Fig. 7 (a)), de alturas variables, entre la barra saliente de la bandita inferior y el extremo cuna de la bandita superior, es decir en la abertura de la salida (M). A estas piezas de distancia se les ha dado otros nombres tales como espaciadores (Rieter), clips de distancia (SKF), espaciadores cuna (Suessen). El correcto clip para un uso puede ser determinado dentro de un rango de tolerancia de tablas provistas por los fabricantes, pero el ajuste correcto tiene que ser establecido experimentalmente. 2.4.4. EL HUSO Y LA ALETA 2.4.4.1. TORSION IMPARTIDA La aleta inserta la torsión. Cada rotación de la aleta crea una vuelta en la mecha. En el análisis final, por lo tanto, dado que el RPM de la aleta se mantiene contaste, la torsión por unidad de longitud de la mecha depende de la velocidad de salida, y por consiguiente puede ser influenciada, puesto que la torsión está dada por: Altos niveles de torsión de la mecha, por lo tanto, siempre representan pérdidas de producción y posibles problemas de estiraje en la continua de anillos. Por otro lado, bajos niveles de torsión pueden causar falsos estirajes o talvez cortes de la mecha durante el devanado de la bobina. Niveles normales de torsión se muestran en el diagrama dado por Rieter. 2.4.4.2. EL HUSO El huso es simplemente un elemento de soporte y conducción para la aleta, sin alguna función auxiliar. Es un eje largo de acero, montado en su extremo inferior en un soporte y sujeto en el medio por el eje vertical correspondiente de la bobina, actuando como un soporte de cuello. La rotación es causada de una manera bien directa y sobre una distancia de transmisión desde el eje principal por la trayectoria de un tren de engranaje y un eje longitudinal que se extiende por todos los husos y es adaptado con los engranajes cónicos. La punta del huso es cónica y provista con una hendidura. Cuando la aleta es colocada en el cono del huso, un pasador en la aleta sobresale dentro de la hendidura para que la aleta y el huso se conviertan en una unidad para propósitos de manejo. 2.4.4.3. LA ALETA Así como impartir la torsión a la mecha, la aleta tiene que dirigir la hebra muy sensible desde la parte superior de la aleta hacia la bobina sin introducir falsos estirajes (una tarea no exactamente fácil). Por un lado, la hebra tiene solamente torsión de protección y es muy propensa a romperse. Por otro, la aleta está rotando, junto con la mecha, a una velocidad de 1500 RPM. La hebra de fibra debe ser por lo tanto protegida contra fuertes corrientes de aire. Para este propósito, en la mayoría de mecheras hoy en día, uno de los brazos de la aleta (4) ha sido usualmente hueco, es decir con una profunda ranura guía que está abierta en una dirección opuesta a la dirección de rotación. La hebra es jalada a través de este agujero. Lo segundo, el brazo íntegro de la aleta sirve para balancear el brazo hueco. 3. INNOVACIONES TECNOLOGICAS 3.1. ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ MECHERA MARZOLI FTSDN Se ofrece con o sin automudador con aletas de 6" x 16" hasta 192 husos, para una longitud total de 24 metros Ahorra espacio de piso. Reduce el consumo anual de repuestos. Simplifica el sistema de transporte de las bobinas y, por consiguiente, estimula la automatización de la hilandería. Mudada automática con bobinas de recogida y carga de tubos de vacío hacia arriba. La conexión a las bobinas totalmente automático y el transporte los tubos de vacío sistemas con intercambiador en el cabezal Menor consumo de energía gracias a su sistema de transmisión independiente a varios motores. Bobina programable desde el panel de control con la optimización de la formación tensión itinerante para cada proceso. Formación de velocidad programable de la canilla, relacionados con la tensión itinerante para obtener bobinas siempre perfecto en todas las condiciones de trabajo. Máquinas de unidades con motores programables por el propietario de francos en ➢ ➢ ➢ ➢ ➢ condiciones de garantizar la máxima flexibilidad de trabajo y la parada controlada de la máquina en caso de la falta de tensión. Automático de la pieza por la mecha al comienzo de la canilla después de la mudada. Panel de control con pantalla gráfica. reducción en el tiempo de cambio de lotes. Los elementos de la máquina convencional, tales como el engranaje de los conos, el mecanismo del formador y los engranajes de cambio mecánico son reemplazados por mandos eléctricos separados para el sistema de estiraje, las aletas, las bobinas y el riel portabobinas. Parámetros tecnológicos tales como la torsión, la tensión de la mechera, la formación de la bobina, el movimiento del riel portabobinas y la velocidad de las aletas son ajustados directamente en el panel de control de la máquina. 3.2. MECHERA RIETER ➢ Son de fácil manejo, alta fiabilidad y flexibilidad. ➢ Hasta 160 puntos de hilatura, lo cual hace que la productividad de la maquina aumente. ➢ Poco espacio ocupado con la separación de 110 mm entre los husos. ➢ Concepto de maquina abierto, rediseñado para mejorar accesibilidad Y operación simplificada. ➢ Entrada de parámetros de trabajo importantes directamente en el panel. ➢ Vigilancia electrónica y regulación de la tensión de las mechas durante la formación entera de la bobina. ➢ Vigilancia de roturas de mecha con célula fotoeléctrica o, como solución optima, con sensores en cada punto de hilatura. ➢ Brazos guiadores con carga neumática para presión uniforme y máxima uniformidad de las mechas atraves de la maquina entera. ➢ Rodillos con accionamiento positivo en la fileta de alimentación para la extracción de cintas sin deslizamiento, sin estirajes falsos ➢ Mecheras con doffer automático. ➢ Tiempo de mudada muy corto (menos de dos minutos) gracias al perfeccionamiento del doffer. ➢ Combinación optima con Rieter SERVOtrail- transporte automático de las bobinas de mecha entre mechera y máquina de hilar a anillos. ➢ Velocidades hasta 1500 m\min ➢ En caso de una falla de la corriente está asegurado un paro controlado de la maquina. ➢ No hay paros falsos debido a pelusas. ➢ Panel de servicio sencillo y comprensivo que presenta graficas que facilitan la operación. ➢ La mudada es facilitada por un dispositivo auxiliar que baja del carro de bobinas, con las bobinas llenas, y además lo gira hacia fuera en posición inclinada. ➢ Tiempo de mudada más corto (menos de 2 minutos). ➢ Mayor uniformidad mediante la regulación de la tensión de la mecha. 4. CONCLUSIONES ➢ La tarea principal de la mechera es la atenuación de la cinta ➢ Se le da una ligera torsión a la delgada cinta formando una mecha o un pabilo. ➢ Debemos corregir el enredo en la zona de estiraje ya que puede traer dificultades sino se corrige a tiempo. 5. BIBLIOGRAFIA Eduardo, F., & lavado, L. (2012). III. La industria textil y su control de calidad. Hilanderia. En F.Eduardo, & L. lavado, III. La industria textil y su control de calidad. Hilanderia (pág. 30). lima: creative commons. fundacion wikimedia. (15 de mayo de 2017). wikipedia. Recuperado el 10 de mayo de 2017, de https://es.wikipedia.org/wiki/Hilado M. e. (2008). ingenieria textil . Recuperado el 15 de mayo de 2017, de http://opteratextil.blogspot.pe/sanchez, m. t. (20 de julio de 2013). issuu. Recuperado el 12 de mayo de 2017, dehttps://issuu.com/mayratsanchez/docs/proceso_de_peinado_del_algod__n___.