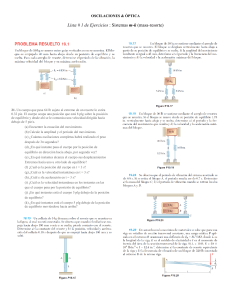
INDUCCION A LA SOLDADURA Temas Aseguramiento de la Calidad. ¿Productividad o Calidad? ¿Porque debemos apostarle a la Calidad? Aseguramiento de la Calidad Es el conjunto de acciones que toman las empresas con el propósito de entregar un producto que cumpla con las expectativas del cliente. (Mejoramiento – Calidad – Inspectores – Lideres – Supervisores). En el año 2022 Forsa en garantías pagó aproximadamente 2 mil millones de pesos. Durante lo que va en el año 2023 en garantías aproximadamente se ha pagado en 800 millones de pesos. Garantías México Guatemala ¿Productividad o Calidad? ¿Por qué las empresas le apuestan a la calidad? Finanzas Comercial Relaciones públicas Técnicas ¿Calidad en Forsa? Objetivo Satisfacer las necesidades de los Clientes entregando oportunamente un sistema constructivo versátil y ágil, con el acompañamiento en la consecución y ejecución de sus proyectos soportados en el crecimiento y desarrollo de nuestro talento humano, garantizando a través de la cultura del mejoramiento continuo el cumplimiento de los requisitos de nuestros accionistas, colaboradores, proveedores y la comunidad. Planes para lograr el objetivo Entrenamiento al trabajador Seguimiento continuo Evaluación al trabajador y proceso Conversión de Unidades Sistema Internacional Sistema Ingles Conversiones de unidades a sistema métrico decimal. Ejercicios por grupos prácticos en tablero Pasar unidades de longitud propuestas. 2mts a cm 200 cm 34cm a mm 340mm 1,8 mts a cm y mm 180 cm Equivalencias 1 mm = 0,001 mt 1” plg = 2,54 cm 1 cm = 0,01 mt 1” plg = 25,4 mm 1 mts = 1.000 mm 1 pie = 30,48 cm 1 cm = 10 mm 1 pie = 12” plg 1 mts = 100 cm 35mm a cm 3,5 cm 15cm a mts 0,15 mts 1376 mm a cm 137,6 cm 1800 mm Conversión de unidades sistema métrico ingles Unidades de medida longitudes inglesa 1 pie = 30,48 cm = 0,3048 mts Ecuación para pasar de plg a cm y mm 1 pie = 12” plg = 30,48cm 2” x 2,54cm = 5,08 cm 1” plg = 2,54 cm = 0,0254 mts 2” x 25,4mm = 50,8mm 1” plg = 25,4 mm Pasar fracción de plg a cm Ecuación para pasar de cm o mm a plg 3/8” a cm ? 2,54cm ÷ 8 x 3 = 0,95cm 46 cm ÷2,54 = 18,11” plg 345mm ÷ 25,4 = 13,58” plg Implementación e interpretación de instrumentos de medición Control de equipos de medición en forsa de acuerdo a la Norma ISO ¿Porque son importantes los equipos de seguimiento y medición en los sistemas ISO 9001:2015? El estándar ISO 9001:2015 contiene los requisitos que debemos cumplir en el control de los equipos que utilizamos para realizar mediciones o efectuar el seguimiento de variables relativas al producto o al proceso Interpretación del flexómetro Interpretación del pie de rey o calibrador Interpretación del transportador de grados Este instrumento que se utiliza en planta en mas sencillo de utilizar ya que solo mide en grados desde 0° 90° y 180° y la escuadra mide grados de 45° y 90° Ejercicio prácticos Interpretación del transportador de grados Especificaciones y criterios de calidad Especificaciones de calidad en nuestros procesos y producto Las especificaciones de calidad de nuestro producto comienzan desde el desarrollo o diseño de las partes o piezas que conformaran nuestros equipos, puntualizando. Forma, materia prima y características en medidas. ( todas las partes o componentes que fabriquemos y comercialicemos). Especificaciones de calidad en nuestros procesos y producto Toda las especificaciones son traducidas del diseño al plano Especificaciones de calidad en nuestros procesos y producto Toda las tareas están explicadas en operación POE para que el operario pueda seguir paso a paso la construcción de las piezas según el plano Planes de calidad (auto inspección, formatos, PNC y sistema socio calidad). CUMPLIMIENTO EN LA META 0,8% ENERO 2,5% 2,2% 2,0% 1,5% 1,0% 1,0% 0,5% 0,1% 0% 0,0% % PART OPERATIVO % PART PLANEAC 0,8% % PART INGEN % PART MANTE META % Autoinspección Actualmente esta pieza carece de la dimensión correspondiente a la que indica el sticker, su longitud debe ser de 2.99 metros y esta físicamente tiene 2.00 metros como lo muestra la imagen presente. La inspección visual es una técnica para detectar defectos a simple vista para asegurar que los equipos funcionan correctamente o que los productos se están fabricando de acuerdo con la especificación. Esto puede incluir el control dimensional. Tolerancias de calidad en formaletas forsa. Tolerancia en el corte: -1 mm/+ 0mm Corte de lamina, perfilería o accesorios Las medidas se deben tomar por cara de contacto en pieza ya fabricada o por componentes de la pieza por separado Tolerancia de borde a eje de perforación: -/+ 0,5 mm La medida se toma desde el borde de la formaleta hacia el centro de la perforación el borde sean en la longitud o en el ancho. Tolerancia entre perforaciones: -/+ 1 mm La medida se toma desde el centro de la perforación inicial al centro de la perforación siguiente, aplica para todas las perforaciones. Tolerancia en profundidad de fresado: -0 mm/ +0,3 mm Esta medida solo se puede tomar con instrumento pie de rey o dispositivo de verificación actualizado por metrología. Tolerancia Ancho y Alto de piezas: -1 mm/ +0 mm Corresponde al mismo principio de los criterios para cortes pero ya en pieza terminada y cumple para todas las piezas en general. Tolerancia en grado de ángulos: -/+ 1° Aplica para todos los grados en todas las piezas y se deben verificar con el goniómetro o transportador. Tolerancia en diagonales de piezas: -/+ 2 mm Esta medida se debe tomar en las piezas con flexómetro y su método nos muestra si la pieza realmente tiene buena escuadra. Tolerancia en rectitud – pandeo – Torsión (Twis): -/+ 2 mm El pandeo o viramiento se debe verificar con escuadras y si se presenta se debe someter la pieza a prensa hidráulica para corregir. Defectos propios, implicación e importancia en obras. FALTANTE DE SOLDADURA MALA APARIENCIA DE SOLDADURA SOLDADURA POROSA SOLDADURA DESCONTINUA O SOCABADA PANDEO SUPERIOR A 3 MM, TOMANDO COMO REFERENCIA DE MEDIDA EL CENTRO DE LA FORMALETA PERDIDA DE DIMENSION EN ANCHO Y ALTO SUPERIORES A -3 MM POR CARA DE REFUERZO PERDIDA DE DIMENSION EN ANCHO Y ALTO SUPERIORES A -1 MM POR CARA DE CONTACTO SOLDADURA FISURADAS O REVENTADAS POR FRICCION O APORTE Estos criterios aplican para todas las piezas que se fabrican en planta aluminio, también deben cumplir con todos sus componentes como triángulos, platina contra golpes, refuerzos , pin flecha, bushin, manijas, fresados según la descripción del plano y debidamente identificada con su respectivo sticker. Defectos propios, implicación e importancia en obras. SOLDADURA PASA A CARA DE CONTACTO EXCESO DE PULIDO FALTA DE PULIDO NO TIENE ESCUADRA Todas las piezas que tengan algún tipo de defecto NO permitido en el estándar de calidad debe ser reportada y anexada al sistema PNC con su respectivo código de PNC e información completa. PULIDOS PRONUNCIADOS CARA DE CONTACTO GOLPES CARA DE CONTACTO DILATACION CON FALTANTE SOLDADURA INICIANDO EXTREMOS Defectos propios, implicación e importancia en obras. 2) Calidad funcionalidad y durabilidad 2) Calidad cumplir las exigencias de fabricación del cliente y especificaciones de medidas Defectos propios, implicación e importancia en obras. 2) Calidad funcionalidad y durabilidad