CD-6319.pdf
Anuncio

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA MECÁNICA
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE
CONTINGENCIA CRÍTICA PARA EL DISEÑO DE UN SISTEMA DE
ALIVIO DE UNA PLANTA DESTILADORA DE CRUDO PARA LA
EMPRESA DOWNSTREAMS.
PROYECTO PREVIO A LA OBTENCION DEL TÍTULO DE
INGENIERO MECÁNICO
LÓPEZ CARRIÓN ALEXIS PAUL
e-mail: alexmh_10@hotmail.com
DIRECTOR:
ING. EDUARDO JOSÉ ROJAS MORILLO
e-mail: eduardo.rojas@downstreamsi.com
CO-DIRECTORES:
ING. ADRIÁN PATRICIO PEÑA IDROVO
e-mail: patricio.pena@epn.edu.ec
ING. MIGUEL FERNADO ALDÁS CARRASCO
e-mail: miguel.aldas@epn.edu.ec
Quito, Junio 2015
© Escuela Politécnica Nacional 2015
Reservados todos los derechos de reproducción
i
DECLARACIÓN
Yo, López Carrión Alexis Paúl, declaro bajo juramento que el trabajo aquí descrito
es de mi autoría; que no ha sido previamente presentada para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas que se
incluyen en este documento.
La
Escuela
Politécnica
Nacional,
puede
hacer
uso
de
los
derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normatividad institucional vigente.
__________________________
Alexis Paúl López Carrión.
ii
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Alexis Paúl López Carrión,
bajo mi supervisión.
_______________________
Ing. Eduardo Rojas
DIRECTOR DEL PROYECTO
_______________________
Ing. Adrián Peña
CO-DIRECTOR DEL PROYECTO
________________________
Ing. Miguel Aldás
CO-DIRECTOR DEL PROYECTO
iii
AGRADECIMIENTO
A la Escuela Politécnica Nacional por brindarme los conocimientos necesarios y
fundamentales que me ayudan en el ámbito laboral en el cual me estoy
desenvolviendo en estos momentos como Ingeniero Mecánico.
A mi Director de Tesis Externo, Ing. Eduardo Rojas, por compartir sus amplios
conocimientos y por su acertada dirección para la elaboración de este proyecto.
A mi Director de Tesis Ing. Adrián Peña y Co Director de Tesis Ing. Miguel
Aldás por sus sugerencias y el apoyo brindado en el transcurso de la realización
del tema propuesto.
A las Ingenieros Francys Rivero, Arlenys Gonzales y Ricardo Acosta por su
valiosa colaboración en el desarrollo del proyecto.
A la Empresa Downstream Soluciones Integradas S.A, por otorgarme toda la
información necesaria acerca de planta destiladora la cual fue parte fundamental
del proyecto.
A mis compañeros Andrés, Jonathan y Leonardo por su continuo y afectuoso
aliento.
Y a todas las personas que ayudaron en la realización del este proyecto, de mi
parte hago extensivo mi más sincero agradecimiento.
iv
DEDICATORIA
Este proyecto va dedicado especialmente a dos pilares fundamentales en mi vida
Cristóbal López y Martha Carrión que gracias a sus enseñanzas y palabras de
aliento pude y podré culminar con mucho éxito todos los objetivos propuestos en
mi ámbito profesional y personal.
A mi hermano Christian que siempre fue ejemplo y guía en mi vida, indicándome
el camino académico por el cual debo seguir. A mi hermano menor Randy que le
sirva de motivación para su futuro y que cualquier cosa que se proponga en la
vida lo pueda lograr porque los mayores éxitos siempre están acompañados de
esfuerzo, sacrificio y dedicación.
A los mejores amigos que pude encontrar en la vida: Richi, Chino, Negro y Gabo
unidos desde hace 11 años en los patios del colegio Juan Pío Montufar y como
olvidarme de mi pana rosca Cristian, gracias amigos – hermanos por ser leales y
brindarme una voz de aliento y motivación en el transcurso de todo este tiempo.
A mis amigos de la infancia, Lenincho, Marleins, Oscarin, Davinchi, Locrif,
Petizo, Roly, Betoso, Mono y Piñucs, gracias muchachos por su amistad
sincera.
v
ÍNDICE DE CONTENIDOS
PÁGINA
CAPÍTULO 1 ....................................................................................................................... 1
1.
GENERALIDADES .................................................................................................... 1
1.1 OBJETIVOS. ............................................................................................................. 1
1.1.1
OBJETIVO GENERAL. ................................................................................... 1
1.1.2
OBJETIVOS ESPECÍFICOS. ........................................................................... 1
1.2 ALCANCE. ............................................................................................................... 2
1.3 JUSTIFICACIÓN DEL PROYECTO. ...................................................................... 2
1.4 DESCRIPCIÓN DE LA EMPRESA. ........................................................................ 3
1.4.1
EXPERIENCIA. ................................................................................................ 3
1.4.2
MISIÓN. ............................................................................................................ 4
1.4.3
VISIÓN. ............................................................................................................. 4
CAPÍTULO 2 ....................................................................................................................... 5
2.
MARCO TEÓRICO. ................................................................................................... 5
2.1 SISTEMAS DE ALIVIO DE PRESIONES. ............................................................. 5
2.2 VÁLVULAS DE SEGURIDAD (ALIVIO DE PRESIÓN). ..................................... 6
2.2.1
TIPOS DE VÁLVULAS DE ALIVIO. ............................................................. 8
2.2.1.1
Válvulas de Alivio Convencional. ............................................................. 8
2.2.1.2
Válvulas de Alivio Balanceada. ................................................................ 8
2.3 CABEZAL DE DESFOGUE. ................................................................................... 9
2.4 RECIPIENTE SEPARADOR DE LÍQUIDO KOD (KNOCKOUT DRUM). ........ 10
2.5 FLARE. ................................................................................................................... 11
2.6 BOMBAS DE DESCARGA. .................................................................................. 12
CAPITULO 3 ..................................................................................................................... 13
3.
MARCO METODOLÓGICO .................................................................................. 13
vi
3.1 RECURSOS. ........................................................................................................... 13
3.1.1
RECURSOS HUMANOS. .............................................................................. 13
3.1.2
RECURSOS MATERIALES. ......................................................................... 14
3.2 METODOLOGÍA PARA EL DESARROLLO PROYECTO................................. 14
3.2.1
RECOLECCIÓN DE INFORMACIÓN. ......................................................... 16
3.2.2
ADAPTACIÓN DE LOS DIAGRAMAS DE TUBERÍA E
INSTRUMENTACIÓN (P&IDS). .............................................................................. 20
3.2.3
EVALUACIÓN DE ESCENARIOS POSIBLES DE CONTINGENCIA. ..... 20
3.2.3.1
Obtención de los parámetros de los equipos y la composición del gas. .. 21
3.2.3.2
Definición de las contingencias a evaluar ............................................... 23
3.2.3.3
Evaluación de Escenarios de Contingencia. ............................................ 24
3.2.3.4
Calcular las Cargas Alivio para cada contingencia. ................................ 26
3.2.3.4.1 Alivio por Caso Fuego. ........................................................................ 26
3.2.3.4.2 Alivio Térmico. .................................................................................... 29
3.2.4
CÁLCULOS HIDRAULICOS. ....................................................................... 32
3.2.4.1
Estructurar la simulación con el Programa INPLANT 4.0. ..................... 33
3.2.4.2
Resultados del Simulador Inplant Versión 4.0. ....................................... 38
3.2.5
SELECCIÓN DE VALVULAS DE ALIVIO Y DIMENCIONAMIENTO
DEL NUEVO KOD. .................................................................................................... 45
3.2.5.1
Selección de válvulas de alivio. ............................................................... 45
3.2.5.2
Dimensionamiento del Nuevo KOD........................................................ 47
3.2.5.2.1 Elección de los Soportes para el Recipiente KOD. .............................. 50
3.2.6
SELECCIÓN DE BOMBAS DE TRASFERENCIA DE CONDENSADOS
DESDE EL KOD. ........................................................................................................ 54
3.2.6.1.1 Premisas de Cálculos. .......................................................................... 54
3.2.6.1.2 Datos de Entrada. ................................................................................. 55
3.2.6.1.3 Cálculos Preliminares. ......................................................................... 56
3.2.7
ESPECIFICACIÓN DE MATERIALES. ....................................................... 69
3.2.7.1
Criterios de diseño para la Selección de Materiales ................................ 69
3.2.7.1.1 Presión de Diseño................................................................................. 69
3.2.7.1.2 Temperatura de Diseño. ....................................................................... 70
3.2.7.2
Especificaciones de Materiales. ............................................................... 70
3.2.7.2.1 Tubería. ................................................................................................ 70
vii
3.2.7.2.2 Bridas. .................................................................................................. 71
3.2.7.2.3 Válvulas. .............................................................................................. 71
3.2.7.2.4 Accesorios (Codos, Tee, Reducciónes, Coupling, Niples, Tapón) ...... 71
3.2.7.2.5 Empaquetaduras ................................................................................... 72
3.2.7.2.6 Espárragos y Tuercas. .......................................................................... 72
3.2.8
CÁLCULO DE ESPESOR DE TUBERIA. .................................................... 75
3.2.8.1
3.2.9
Cálculo de Espesores de Pared de Tubería .............................................. 75
HOJA DE DATOS. ......................................................................................... 78
3.2.10
PLANOS ISOMÉTRICOS Y LISTADO DE MATERIALES. .................. 78
3.2.11
PRESUPUESTO REFERENCIAL. ............................................................ 81
CAPÍTULO 4. .................................................................................................................... 84
4.1 CONCLUSIONES. .................................................................................................... 84
4.2 RECOMENDACIONES. .......................................................................................... 86
REFERENCIA BIBLIOGRÁFICAS............................................................................... 87
NORMAS UTILIZADAS ................................................................................................. 89
viii
ÍNDICE DE TABLAS
Tabla 3. 1 Taxonomía de Equipos Estáticos y Rotativos ................................................... 16
Tabla 3. 2 Válvulas de Alivio existentes ........................................................................... 18
Tabla 3. 3 Normas Internacionales utilizadas en el Proyecto ............................................ 19
Tabla 3. 4 Parámetros de Equipos. .................................................................................... 21
Tabla 3. 5 Dimensionamiento de Equipos. ........................................................................ 22
Tabla 3. 6 Composición del Gas. ....................................................................................... 23
Tabla 3. 7 Cargas de Alivio por Caso Fuego para cada equipo. ........................................ 31
Tabla 3.8 Cargas de Alivio por caso de Alivio Térmico para los Intercambiadores de
Calor ................................................................................................................. 31
Tabla 3. 9 Cargas de Alivio de las contingencias para cada equipo. ................................. 32
Tabla 3. 10 Resultado de Alivio para Válvula SV-16 / Equipo V-3 (Fraccionadora). ...... 38
Tabla 3. 11 Resultado de Alivio para Válvula SV-20 / Equipo VF-2 (Filtrador). ............ 39
Tabla 3. 12 Resultado de Alivio para Válvula SV-11 / Equipo V-2 (Desaladora). ........... 39
Tabla 3. 13 Resultado de Alivio para Válvula SV-9 / Equipo PE-7A (Intercam. de Calor).
........................................................................................................................ 40
Tabla 3. 14 Resultado de Alivio para Válvula SV-8 / Equipo PE-7B (Intercam. de Calor).
........................................................................................................................ 40
Tabla 3. 15 Resultado de Alivio para Válvula SV-7 / Equipo PE-4A (Intercam. de Calor).
........................................................................................................................ 41
Tabla 3. 16 Resultado de Alivio para Válvula SV-6 / Equipo PE-4B (Intercam. de Calor).
........................................................................................................................ 41
Tabla 3. 17 Resultado de Alivio para Válvula SV-5 Lado Casco / Equipo PE-6 (Intercam.
de Calor). ........................................................................................................ 42
Tabla 3. 18 Resultado de Alivio para Válvula SV-4 Lado Tubo / Equipo PE-6 (Intercam.
de Calor). ........................................................................................................ 42
Tabla 3. 19 Resultado de Alivio para Válvula SV-3 Lado Casco / Equipo PE-3 (Intercam.
de Calor). ........................................................................................................ 43
Tabla 3. 20 Resultado de Alivio para Válvula SV-2 Lado Tubo / Equipo PE-3 (Intercam.
de Calor). ........................................................................................................ 44
ix
Tabla 3. 21 Diámetros Seleccionados para Tuberías de Salida de las Válvulas de Alivio.
........................................................................................................................ 45
Tabla 3. 22 Selección de Válvulas de Alivio..................................................................... 46
Tabla 3. 23 Datos de Entrada para el Dimensionamiento del KOD. ................................. 48
Tabla 3. 24 Resultados del Dimensionamiento del KOD. ................................................. 49
Tabla 3. 25 Resumen de los resultados de la tabla anterior. .............................................. 50
Tabla 3. 26 Dimensiones Elegidas para las Silletas. ......................................................... 52
Tabla 3. 27 Datos de Entrada de la Bomba 1 .................................................................... 55
Tabla 3. 28 Pérdidas Secundarias de Accesorios en la succión. ........................................ 60
Tabla 3. 29 Pérdidas Secundarias de Accesorios en la Descarga. .................................... 64
Tabla 3. 30 Resultados de los Cálculos Preliminares de la Bomba 1. ............................... 68
Tabla 3. 31 Formato para la Especificación de Materiales del Sistema de Alivio. ........... 73
Tabla 3. 32 Espesores Comerciales seleccionados para las Tuberías del Sistema de Alivio.
........................................................................................................................ 77
Tabla 3. 33 Listado de Materiales para el Sistema de Alivio de la Planta Destiladora. .... 79
Tabla 3. 34 Continuación del Listado de Materiales para el Sistema de Alivio de la Planta
Destiladora. .................................................................................................... 80
Tabla 3. 35 Presupuesto Referencial del Listado de Materiales. ....................................... 82
x
ÍNDICE DE FIGURAS
Figura 2. 1 Régimen de Presiones para una válvula de seguridad con sobrepresión del
10%................................................................................................................... 6
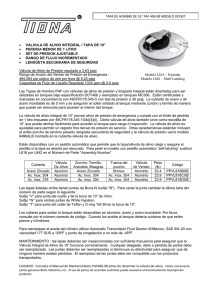
Figura 2. 2 Válvulas de Alivio de Tipo Convencional y Balanceada. ............................... 9
Figura 2. 3 Cabezales de 36’’ de diámetro para el sistema de desfogue del Centro de
Distribución de Gas Marino ........................................................................... 10
Figura 2. 4 Recipiente Separador de Líquido KOD. ......................................................... 10
Figura 2. 5 Flare del CPF-Bloque 15 (Limoncocha-Petroamazonas EP).......................... 11
Figura 3. 1 Esquema del Desarrollo del Proyecto ............................................................. 15
Figura 3. 2 Esquema de Tipos de Líneas para las Instalaciones de la Planta .................... 20
Figura 3. 3 Esquema del Sistema de Alivio de la Planta. ...... ¡Error! Marcador no definido.
Figura 3. 4 Tipo de Simulación. ........................................................................................ 34
Figura 3. 5 Selección del Tipo de Flare. ............................................................................ 34
Figura 3. 6 Composición del Gas que se introducen en el Simulador. .............................. 35
Figura 3. 7 Estructura del Sistema de Alivio..................................................................... 35
Figura 3. 8 Ventana de Premisas de Operación para la Válvula SV-2. ............................. 36
Figura 3.9 Ventana de Longitud de Tubería y Diámetro Nominal de la línea L1 del
Sistema. .......................................................................................................... 37
Figura 3. 10 Posición del Nuevo KOD en el Nodo J011................................................... 47
Figura 3. 11 Silletas para Recipientes Horizontales. ......................................................... 51
Figura 3. 12 Detalle de las Silletas para Recipientes Horizontales. ................................. 52
Figura 3. 13 Distancia entre Sillas..................................................................................... 53
xi
ÍNDICE DE ANEXOS
ANEXO I.
Adaptación de PI&Ds. ................................................................................. 91
ANEXO II.
Tabla 2 de la Norma API 521 ..................................................................... 92
ANEXO III
Resultados De La Simulación con el Programa Inplant. ........................... 93
ANEXO IV Hoja de Cálculo para el Dimensionamiento de las Válvulas de Alivio para
cada equipo. ................................................................................................. 97
ANEXO V. Tabla 4.2 Dimensiones de Silletas para Recipientes. ................................. 108
ANEXO VI. Tablas A-24 para el factor “K” .................................................................. 109
ANEXO VII. Process Industry Practices ......................................................................... 111
ANEXO VIII Tablas ASME B31.3 para la Especificación de Materiales. ..................... 114
ANEXO IX.
Dimensiones de Tuberías de Acero Comercial. ...................................... 116
ANEXO X.
Tabla A-1 ASME B31.3 – Esf. de Fluencia para API 5L. ....................... 117
ANEXO XI. Factor de Calidad de Juntas de Soldadura y Coeficiente por efecto de la
Temperatura. ASME B31.3 ..................................................................... 119
ANEXO XII. Hojas de Datos. ........................................................................................ 120
ANEXO XIII. Imágenes en perspectiva Isométrica del Sistema de Alivio. ................... 123
ANEXO XIV. Planos Isométricos del Sistema de Alivio de la Planta Destiladora de
Crudo. ...................................................................................................... 130
xii
GLOSARIO DE TÉRMINOS
AARH: en español significa la media aritmética de rugosidad altura, y es el
método que se usa para expresar la rugosidad.
Caudal de Alivio Requerido: Es el flujo calculado de descarga de fluido en las
condiciones de alivio requeridas para mantener la presión en el equipo protegido
en el valor de la acumulación permitida o por debajo de ella.
Class o Clase en tubería: designación adimensional para clasificación de
componentes de tubería, que relaciona un rango de presión-temperatura con base
a las propiedades mecánicas de los materiales.
Contingencia: Evento anormal que causa una condición de emergencia por
sobrepresión en los equipos.
Contrapresión: Es la presión que existe a la salida de la válvula como resultado
de conectar la válvula a un sistema de tuberías; la contrapresión es un parámetro
muy importante en los sistemas de alivio, ya que puede causar restricción en la
apertura de la válvula, reducción del flujo de salida, inestabilidad y puede definir la
selección del tipo de válvula de alivio.
Evento: suceso que envuelve el comportamiento de un equipo, una acción
humana o un agente o elemento externo al sistema y que causa desviación de su
comportamiento normal.
Falla: Es la ocurrencia que origina la terminación de la capacidad de un
componente o equipo para realizar su función, bajo condiciones adecuadas de
operación.
Flare: mechero que se utiliza para la quema controlada y segura de gases
disminuyendo las características inflamables, tóxicas y corrosivas.
Knock-Out Drum: recipientes diseñados para separar mezclas con una relación
vapor/líquido alta, es decir la cantidad de vapor a manejar es grande con respecto
a la cantidad de líquido
xiii
Máxima Presión de Trabajo Permisible (MAWP): es la máxima presión que un
componente puede soportar con seguridad en servicio.
Peligro: Condición física o química que pueden causar daños a las personas, al
medio ambiente y/o a la propiedad.
Piping Class: es un documento que contiene las especificaciones de materiales
que deben ser empleados en cada uno de los servicios de los sistemas de
tuberías de una instalación.
Presión de Diseño: es la presión usada en el diseño de equipos y/o elementos
de una instalación.
Presión de Operación: es la presión requerida en el proceso y con la que la
instalación normalmente opera.
Riesgo: Es la probabilidad de causar pérdidas o daños personales, al medio
ambiente y/o a la propiedad como consecuencia de sucesos no deseados.
Sistema: Conjunto de elementos interrelacionados entre sí que cumplen con un
fin específico o función bajo unas condiciones determinadas.
xiv
ABREVIATURAS
ASME:
American Society of Mechanical Engineers.
API:
American Petroleum Institute.
ASTM:
American Society for Testing and Materials.
BPD:
Barrels per day (Barriles por día)
cf/D:
Cubic feet per day (Pies cúbicos por día)
gpm:
Gallons per minute (Galones por Minuto)
KOD:
Knock-Out drum.
MAWP:
Maximum Allowable Operating Pressure (Máxima Presión de Trabajo
Permisible).
NPS:
Nominal Pipe Size. (Diámetro Nominal de Tubería)
NPSH:
Net Positive Suction Head (Cabeza o Altura Neta Positiva de
Succión)
NPSHa:
Net Positive Suction Head Available (Cabeza o Altura Neta Positiva
de Succión disponible)
NPSHr:
Net Positive Suction Head Required (Cabeza o Altura Neta Positiva
de Succión requerida)
PFD:
Process Flow Diagram. (Diagrama de Flujo de Proceso)
PIP:
Process Industry Practices.
P&ID:
Piping and instrumentation Diagram. (Diagrama de Tubería e
Instrumentación)
PSV:
Válvulas de Seguridad y Alivio de Presión.
xv
RESUMEN
El proyecto que se realizó proporciona una ayuda muy útil para la planta
destiladora de crudo la cual no cuenta con un sistema de alivio que proteja al
personal, al ambiente y a los equipos en caso que suceda una desviación en los
parámetros operacionales de la instalación, es decir, que ocurra un evento crítico
en la instalación por una desviación en las variables de proceso o falla del
sistema. Se tiene como antecedentes reportes históricos de eventos con impactos
perjudiciales como fugas de hidrocarburos al ambiente, sobrepresiones y daño de
integridad en los equipos.
Para la elaboración de este proyecto se establece una estructura por fases o
etapas que se deben cumplir para su completa ejecución en base al alcance
establecido, estas etapas son las siguientes:
1. Visualización del Proyecto.
2. Ingeniería Conceptual.
3. Ingeniería Básica.
4. Ingeniería de Detalle.
El proyecto “Evaluación de Escenarios y Determinación de Contingencia Crítica
para el Diseño de un Sistema de Alivio de una Planta Destiladora de Crudo” se
enfocó en la Ingeniería Básica y de Detalle, teniendo en cuenta que en la última
se realizó un estimado de costos (presupuesto) que determinará la magnitud de la
inversión. La razón por la cual no se realizaron las etapas de Visualización y de
Ingeniería Conceptual es porque la planta destiladora de crudo se encuentra
operativa desde hace algunos años y desde el punto de vista de seguridad y
riesgo, se justifica el diseño de un sistema de alivio que garantice el cumplimiento
de las normas de seguridad y diseño aplicadas en instalaciones de manejo de
hidrocarburos, mitigando el posible riego de eventos en la instalación.
A continuación se indica la EDT (Estructura de Descomposición de Trabajo) de
las actividades de una forma lógica y sistemática del proyecto “Evaluación de
Escenarios y Determinación de Contingencia Crítica para el Diseño de un Sistema
de Alivio de una Planta Destiladora de Crudo”, la cual resume en forma general y
xvi
global todo lo que se ha realizado con el fin de alcanzar las metas y los objetivos
propuestos en un principio.
PROYECTO
xvii
INTRODUCCIÓN
El sistema de alivio es la protección de los equipos en operación, es un sistema
mecánico, sin restricciones al flujo, cuya función es proteger y evitar que la
instalación sufra sobrepresiones en equipos y líneas del proceso, llevando el flujo
de alivio hacia el separador KOD (Knock Out Drum) reteniendo los líquidos que
eventualmente están en la corriente y puedan ser retornados por el sistema de
bombeo al inicio del proceso de la planta y direccionar la formación de gases de
hidrocarburo hacia la quema segura por medio de un flare.
En la etapa de Ingeniería Básica y de Detalle se desarrolló una revisión y
comprobación de los documentos entregados por parte del personal de la
empresa, se analizaron los diagramas de tubería e instrumentación (P&IDs) de la
planta para la familiarización del proceso y detección temprana de deficiencias de
diseño y/o sistemas de seguridad. De la revisión de estos diagramas se
generaron los listados de los equipos estáticos, rotativos y el número total de
válvulas de alivio que posee la planta. El proyecto contempla en su alcance la
identificación de las válvulas de alivio de presión existentes que ventean a la
atmósfera en sus puntos de descarga, reemplazándolas por válvulas con nuevas
especificaciones, posteriormente se realiza el diseño de tuberías por medio de
simulación hidráulica que permita unir una red de tuberías por medio de un
colector de descarga a un separador KOD receptor de fluidos, que separa la
corriente en dos fases (líquido/gas), la fase líquida es desalojada del recipiente
(KOD) por medio de un sistema de bombeo que basa su funcionamiento por
interruptores de nivel y los vapores de hidrocarburo son llevados a un punto de
quema segura por medio de un flare.
En visitas realizadas a la planta destiladora de crudo se detectó y se recomendó
como parte de las mejoras de seguridad en el diseño implementar un sistema de
alivio, puesto que la instalación hasta la presente fecha opera con venteos
abiertos, produciendo como consecuencia, que en caso del accionamiento de las
válvulas de alivio estos fluidos se ventean a la atmósfera, lo que produce un alto
riesgo e impacto al ambiente y a la seguridad.
xviii
Por tal motivo es necesario la realización del proyecto “Evaluación de Escenarios
y Determinación de Contingencia Crítica para el Diseño de un Sistema de Alivio
de una Planta Destiladora de Crudo”, que garantice la reducción de fluidos hacia
el ambiente, enviando dichos fluidos hacia un sistema de alivio confinado,
protegiendo los equipos y tuberías de un exceso de presión, disminuyendo con
esto, cualquier evento no deseado dentro y fuera de la planta.
1
CAPÍTULO 1
1. GENERALIDADES
El capítulo contiene los objetivos y los alcances que debe cumplir el presente
proyecto, con su respectiva justificación que avala la realización del mismo, se
tendrá también una breve descripción de la Empresa DOWNSTREAM
SOLUCIONES INTEGRADAS S.A.
1.1 OBJETIVOS.
1.1.1
OBJETIVO GENERAL.
Evaluar los escenarios de contingencia más críticos que pueden impactar de
forma negativa al medio ambiente, al personal o comunidades alrededor y a la
operación de la planta, para posteriormente establecer el diseño de un sistema de
alivio para la planta destiladora de crudo.
1.1.2
·
OBJETIVOS ESPECÍFICOS.
Desarrollar la Ingeniería Básica y de Detalle del Sistema de Alivio de una
Planta Destiladora atmosférica de 26.000 barriles de petróleo para las mejoras
de Operación, Seguridad y disminución del Impacto Ambiental, basado en
Normas Nacionales e Internacionales.
·
Estimar los costos del proyecto considerando la relación costo beneficio para
la empresa.
·
Aplicar los conocimientos adquiridos para desarrollar el proyecto de forma
adecuada, asegurando la confiabilidad y la seguridad integral de la instalación.
2
1.2 ALCANCE.
En el presente proyecto se recopilará y evaluará la información de las variables
del proceso de la instalación y se obtendrá por medio de simulaciones el caso
más crítico o de mayor riesgo.
Se seleccionarán las Válvulas de Alivio para los recipientes a presión e
intercambiadores de calor y se diseñará el sistema de tuberías (cabezal y sus
derivaciones) en base a los parámetros de procesos evaluados, con el cometido
de que las tuberías desalojarán el fluido a un separador KOD (Knock-out Drum).
El separador se diseñará de acuerdo a la Norma ASME Sección VIII División 1,
para confinar el fluido que provienen del sistema de alivio. Luego de la entrada de
fluido al recipiente se produce la separación o condensación de los fluidos más
pesados, dividiéndolos en dos corrientes; la corriente de gas continúa su
trayectoria por un cabezal que culminará en un flare, y la corriente líquida es
almacenada en el separador KOD hasta alcanzar el nivel máximo calculado.
El sistema de bombeo se calculará y seleccionará para desalojar el líquido del
recipiente KOD que tendrá su descarga o recirculación en un punto de entrada al
proceso de la instalación asegurando un menor impacto por perdida de
hidrocarburo.
Por último, se elaborarán los planos que proporcionarán todos los accesorios y
equipos del sistema de alivio, de esta forma se podrá dimensionar el área de
afectación y estimar los costos de materiales del proyecto.
1.3 JUSTIFICACIÓN DEL PROYECTO.
En la actualidad la fuente más importante de la economía del Ecuador es la
exportación de crudo y sus derivados que en los últimos 10 años ha oscilado
entre un 43 y 66% del total de exportaciones del país y entre un 43 y 59% del
presupuesto general del Estado.
Como parte de las mejoras a implantar por la Gerencia de Seguridad de Procesos
en una instalación petrolera que no cuentan con un sistema alivio de presión y
3
que opera con venteos abiertos produciendo como consecuencia que estos
fluidos vayan a la atmósfera en caso de accionamiento de las válvulas de
seguridad y alivio, lo que produce un alto riesgo e impacto al ambiente y la
seguridad. Por tal motivo es necesario la realización de este proyecto, para
disminuir las emisiones de fluidos hacia el ambiente de forma segura, evitando el
fallo de los equipos o tuberías por un exceso de presión, enviando los fluidos que
salen del sistema de alivio hacia sistemas cerrados y confiables, disminuyendo
con esto, cualquier evento no deseado dentro y fuera de la planta.
Desde el punto de vista teórico, el estudio permitirá conocer aspectos importantes
de la Ingeniería Básica y de Detalle para el diseño de un sistema de alivio de una
planta destiladora de crudo, lo que puede servir de soporte, para estudios
posteriores relacionados con otras instalaciones. Así mismo, con la realización de
este proyecto se establecerán procedimientos para adecuar sistemas de alivio de
fluidos asegurando la disponibilidad y confiabilidad de la instalación.
1.4 DESCRIPCIÓN DE LA EMPRESA.
DOWNSTREAMS
profesionales
SOLUCIONES
especializados en
INTEGRADAS
Confiabilidad,
está
conformada
Mantenimiento,
por
Inspección,
Ingeniería, Optimización de Procesos, y Negocios; comprometidos en garantizar
soluciones integrales técnicas y económicas en la Industria, Comercialización y
Transporte mediante la utilización de Herramientas y Técnicas avanzadas que
garantizan a nuestros Clientes el cumplimiento de Estándares, Códigos y Normas
Nacionales e Internacionales en sus procesos.
1.4.1
EXPERIENCIA.
DOWNSTREAMS SOLUCIONES INTEGRADAS ha desarrollado Proyectos para
Clientes tanto del Sector Público como Privado, sobresaliendo en el Sector
Hidrocarburífero. Específicamente en Proyectos de Confiabilidad Integral e
4
Ingenierías Conceptuales, Básica y de Detalle en el área de Producción,
Transporte, Refinación y Comercialización; así como la presentación de
Propuestas Técnicas de Confiabilidad Operacional para mejora de Instalaciones.
1.4.2
MISIÓN.
Proveer soluciones integradas mediante la utilización de recurso humano
altamente calificado en el uso de herramientas y técnicas avanzadas, con el
objetivo de mejorar los procesos productivos de nuestros Clientes.
1.4.3
VISIÓN.
Identificarnos con las necesidades del Cliente a través del conocimiento previo de
los procesos objeto de evaluación, a fin de aportar soluciones técnicas eficientes
que permitan orientar esfuerzos hacia la excelencia productiva, con la debida
responsabilidad social.
5
CAPÍTULO 2
2. MARCO TEÓRICO.
Este capítulo cuenta con la información teórica resumida referente a Sistemas de
Alivio de Presiones, Válvulas de Seguridad, Cabezal de desfogue, Separador
KOD, Flare, y Bombas centrífugas. La información proporcionada en esta sección
será necesaria para el entendimiento de cada una de las partes que conforma el
Sistema de Alivio de la planta.
2.1 SISTEMAS DE ALIVIO DE PRESIONES.
Los sistemas de alivio de presiones están definidos como un grupo de tuberías y
accesorios que transportan fluidos peligrosos e inflamables desde la salida de
cualquier válvula de seguridad a un punto predeterminado donde son quemados y
descargados a la atmósfera. Son utilizados para proteger recipientes y/o equipos
que contienen líquidos inflamables, gases licuados y comprimidos.1 Este sistema
debe cumplir con los siguientes requisitos:
· Conducir los fluidos hacia el quemador.
· Recircular los desfogues líquidos directamente al proceso, de no ser
posible, enviarlos a tanques de almacenamiento para su posterior
recuperación (sistema de recuperación).
· Únicamente descargar a la atmosfera los desfogues de agua y aire.
1 LAURIMAR LUVO; Evaluación del Sistema de Despresurización del Complejo Operacional Rusio Viejo –
PDVSA- Distrito Norte, Estado Monagas.
6
2.2 VÁLVULAS DE SEGURIDAD (ALIVIO DE PRESIÓN). 2
La válvula de seguridad con resorte, es el dispositivo más empleado para el alivio
de presión. Se la conoce también con los nombres de válvula de alivio, válvula de
alivio de seguridad, válvula de alivio de presión y válvula de seguridad de presión.
Se puede definir como un dispositivo que automáticamente sin otra asistencia de
energía que la del propio fluido implicado, descarga fluido para evitar que se
exceda una presión predeterminada y también está diseñada para que se vuelva
a cerrar y se evite el flujo adicional de fluido después de haberse restablecido las
condiciones normales de presión.
Para entender los diferentes tipos de válvulas de seguridad se debe conocer la
terminología empleada, una ayuda gráfica se indica en la Figura 2.1.
Figura 2. 1 Régimen de Presiones para una válvula de seguridad con sobrepresión del
10%.
2
www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Ficheros/501a600/ntp_510.pdf
7
·
Presión de diseño: Es la presión máxima de trabajo a la temperatura de
diseño. También se puede definir como la presión utilizada para el cálculo del
espesor de un recipiente o un sistema de tuberías.
·
Presión de tarado o de Ajuste: Es la presión manométrica predeterminada a
la que empieza a ascender la válvula de seguridad.
·
Sobrepresión: Es el incremento de presión sobre la presión de tarado durante
el ascenso de la válvula. Se alcanza el valor máximo cuando la válvula está
completamente abierta. Se expresa normalmente como un porcentaje de la
presión manométrica de tarado.
·
Presión de alivio: Es la suma de la presión de tarado más la sobrepresión.
·
Escape, Despresurización. Subpresión de reasiento. (Blowdown): Es la
diferencia entre la presión de tarado y la presión del cierre de nuevo cuando la
válvula retorna a su posición normal de descanso. Este término se expresa
normalmente como un porcentaje de la presión de tarado.
·
Acumulación: Es el incremento de presión sobre la presión de diseño del
equipo durante la descarga a través del sistema de alivio. El término se refiere
al equipo a proteger y no al dispositivo de alivio de presión. La acumulación
máxima permitida está regulada por las normas y códigos de diseño o de
trabajo de los equipos y sistemas. La acumulación es el aumento permitido en
una situación de emergencia y puede variar del 10% de la presión de diseño,
hasta el 25% para situaciones de incendio.
·
Presión acumulada máxima permitida: Es la suma de la presión de diseño y
la acumulación máxima permitida.
·
Presión de trabajo o servicio: Es la presión normal de trabajo del aparato o
sistema a la temperatura de servicio.
8
2.2.1
TIPOS DE VÁLVULAS DE ALIVIO.3
Se pueden distinguir dos tipos según sea su accionamiento: Válvulas de Alivio
Convencional y Válvulas de Alivio Balanceadas como se indican en la Figura 2.2.
Para el proyecto se emplean las Válvulas de Alivio Balanceadas porque permite
contrapresiones mayores que las Convencionales.
2.2.1.1 Válvulas de Alivio Convencional.
Estas válvulas son usadas en la mayoría de las refinerías, son susceptibles de
contrapresión y no son recomendables cuando la contrapresión total excede en
un 10% la presión de ajuste. En presiones cercanas a la atmosférica o inferiores
el límite del 10% raramente se alcanza, por lo tanto, estas válvulas encuentran
aplicación principalmente en sistemas que alivian a la atmosfera
2.2.1.2 Válvulas de Alivio Balanceada.
Este tipo de válvula incorpora un cierre con fuelle, lo cual evita que la descarga de
fluido entre en el espacio del sombrerete. El fuelle tiene un área efectiva igual al
área del asiento de la válvula y esto hace que se disminuya los efectos de la
contrapresión. Están diseñadas para que se igualen las fuerzas ocasionadas por
la contrapresión a ambos lados del disco de cierre de la válvula.
3
https://prezi.com/vozqwvwkzxqa/valvulas-de-alivio-de-presion/
9
Figura 2. 2 Válvulas de Alivio de Tipo Convencional y Balanceada.4
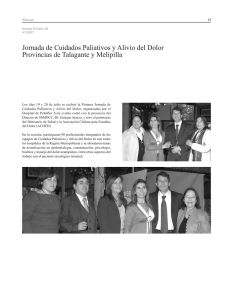
2.3 CABEZAL DE DESFOGUE.
Es la tubería principal a la que se conectan todos los ramales de tubería del fluido
para su conducción hasta el KOD, como se indica en la Figura 2.3.
Seleccionar el diámetro de las tuberías de una planta es un parámetro crítico de la
economía y operatividad de la planta, y éste se define en los cálculos hidráulicos.
Se estima que en una planta de proceso, el costo de la tubería alcanza alrededor
del 20% del costo total de inversión, por esto, la optimización del sistema de
tubería representa ahorros sustanciales para el proyecto.5
4,4
LIRA, ROMAN; Diseño del Sistema de Alivio y Venteo de la Planta Compresora de Gas Led-6 de la
Unidad de Explotación Oritupano Leona; Maracaibo; Junio 2011; pdf.
10
Figura 2. 3 Cabezales de 36’’ de diámetro para el sistema de desfogue del Centro de
Distribución de Gas Marino6
2.4 RECIPIENTE SEPARADOR DE LÍQUIDO KOD (KNOCKOUT DRUM).
Los separadores, conocidos como KOD, Figura 2.4, son claves dentro de
cualquier sistema de venteo. Estos recipientes son horizontales y todas las líneas
que van al flare deben ser enviadas al KOD para que el líquido condensado drene
en el recipiente; usualmente, se instala cerca de la base del flare pero debe
considerarse la intensidad de radiación generada en la base del mismo.7
Figura 2. 4 Recipiente Separador de Líquido KOD.8
6
http://www.tradecoindustrial.com.mx/proyectos/desfogue-GasMarino.php
LIRA, ROMAN; Diseño del Sistema de Alivio y Venteo de la Planta Compresora de Gas Led-6 de la Unidad
de Explotación Oritupano Leona; Maracaibo; Junio 2011; pdf.
8 LIRA, ROMAN; Diseño del Sistema de Alivio y Venteo de la Planta Compresora de Gas Led-6 de la Unidad
de Explotación Oritupano Leona; Maracaibo; Junio 2011; pdf.
7
11
2.5 FLARE.
Es un dispositivo que se utiliza para el quemado de los gases de desecho
liberados por las válvulas de seguridad que protegen a los equipos de la planta
originados en refinerías, plantas químicas, terminales de almacenamiento, en
tuberías y facilidades de producción durante la operación normal o en
emergencias. Existen de diferente tipo: elevadas (Figura 2.5), cortas y fosos
crematorios. Siendo las elevadas las más usadas cuando se está trabajando con
hidrocarburos.9
El flare provee un medio de disposición seguro de las corrientes de vapores
provenientes de esas instalaciones, quemándolos bajo condiciones controladas
de modo que los equipos adyacentes o el personal no estén expuesto a peligro, al
mismo tiempo que se satisfacen los requerimientos de control de contaminación.10
Figura 2. 5 Flare del CPF-Bloque 15 (Limoncocha-Petroamazonas EP)
9 CARDENAS, CRISTHIAN; Especificaciones y Cálculos para el Diseño del Sistema de Alivio y TEA en una
Estación compresora de Gas Natural; Bucaramanga; 2009; pdf.
10 ONSALO FABRICIO; Evaluación del Sistema de Alivio de las Unidades de proceso de conversión y
tratamientos de la refinería El Palito; Caracas, 2013; pdf.
12
2.6 BOMBAS DE DESCARGA.
Para el proyecto “Evaluación de Escenarios y Determinación de Contingencia
Crítica para el Diseño de un Sistema de Alivio de una Planta Destiladora de
Crudo”, se eligieron bombas centrifugas, debido a que el fluido a manejar tiene
una baja viscosidad de 27.1° API, que las hace más eficientes en comparación
con las bombas de desplazamiento positivo las cuales se utilizan para fluidos con
viscosidad alta.
Debido a que se debe controlar la capacidad de líquido en el separador de
condensados KOD, y para evitar que gotas de líquido ingresen al flare cuando el
KOD tenga un nivel de líquido elevado, se hizo necesario agregar un sistema de
bombeo de transferencia de condensados cuyo funcionamiento es por
interruptores de nivel, y consta de dos bombas centrífugas, una para operación y
la otra como respaldo (back up), recirculando así el condensado hacia un punto
de operación de la planta.
13
CAPITULO 3
3. MARCO METODOLÓGICO
El tipo de investigación que se realizó consistió en recopilar la información, para
posteriormente analizar y evaluar los procesos. Con esto se obtuvo datos de
diseño, operación e históricos que ayudaron a desarrollar el diseño de ingeniería.
El capítulo establece la Metodología que se usó para desarrollar el proyecto, es
decir, se tendrá un proceso de seguimiento lineal, el cual empezará con la
recolección de la información de los equipos; teniendo es su parte medular las
evaluaciones, cálculos, especificaciones, hojas de datos, planos, listados de
materiales que ayudan al diseño del Sistema de Alivio de la planta y que
culminará con un presupuesto referencial del costo de diseño de todo el Sistema
de Alivio que se propone en el proyecto.
3.1 RECURSOS.
3.1.1
RECURSOS HUMANOS.
El proyecto contó con el apoyo del personal profesional de la Empresa
DOWNSTREAMS SOLUCIONES INTEGRADAS S.A., específicamente de los
Ingenieros Eduardo Rojas, Francys Rivero, Arlenys Gonzales y Ricardo Acosta.
Además del apoyo del Ingeniero Adrián Peña, y el Ingeniero Miguel Aldás,
docentes en la Escuela Politécnica Nacional en el Área de Ingeniería Mecánica y
Química respectivamente.
14
3.1.2
RECURSOS MATERIALES.
En los recursos que se utilizó para el proyecto se tienen:
·
Bibliografías referentes a los temas que se trataron (Normas, Códigos, Libros y
otras fuentes de información).
·
Equipos de oficina (Computadoras, Impresora, y otros equipos).
·
Software: AUTOCAD 2011, INPLANT 4.0, CADWORX 2010, PAGINA
VIRTUAL DE SULZER PUMS, Programas de Microsoft Office (Word, Excel,
Power Point)
3.2 METODOLOGÍA PARA EL DESARROLLO PROYECTO.
Con el fin de cumplir los objetivos propuestos, el proyecto se estructuró de una
manera coherente y ordenada, siguiendo la secuencia de la Figura 3.1 que se
presenta a continuación:
15
Figura 3. 1 Esquema del Desarrollo del Proyecto11
11
Elaboración Propia.
16
3.2.1
RECOLECCIÓN DE INFORMACIÓN.
El proceso de recolección de información se basó en la búsqueda y recuperación
del levantamiento de información que proviene del Manual de Diseño de la Planta.
La verificación de este levantamiento se realizó con el personal de la Empresa
DOWNSTREAMS SOLUCIONES INTEGRADAS S.A., donde se ratificó por medio
de inspección visual la ubicación física de válvulas, equipos, y parámetros de
operación (presión, temperatura y caudal) asociadas al proyecto “Evaluación de
Escenarios y Determinación de Contingencia Crítica para el Diseño de un Sistema
de Alivio de una Planta Destiladora de Crudo”. Se identificó la estructura existente
para saber si hay áreas disponibles o limitaciones físicas de espacio que pudieran
causar interferencia o afectar a la implantación de los nuevos equipos del sistema
de alivio propuesto.
A partir de cada uno de los Diagramas de Tubería e Instrumentación (P&IDs) que
se recopilaron, se clasificó y elaboró la Tabla 3.1, en la cual se detallan los
siguientes aspectos como: la ubicación de cada equipo en los planos con su
respectiva etiqueta o tag, el tipo y la clase a la que corresponden cada uno de
ellos.
Tabla 3. 1 Taxonomía de Equipos Estáticos y Rotativos
DTI Nº
TAG del
Equipo
Categoría de
Equipo
Tipo de Equipo
Clase de Equipo
PLANO A-00
PLANO A-00
PLANO A-00
B-1A
B-1B
B-1C
Equipo Rotativo
Equipo Rotativo
Equipo Rotativo
Bomba
Bomba
Bomba
Centrífuga
Centrífuga
Centrífuga
PLANO A-00
PLANO A-00
PLANO A-01
PLANO A-01
PLANO A-01
PLANO A-01
PE-1A
PE-1B
B-1E
B-1F
B-6A
B-6B
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Equipo Rotativo
Equipo Rotativo
Intercambiador de Calor
Intercambiador de Calor
Bomba
Bomba
Bomba
Bomba
Carcaza y Tubos
Carcaza y Tubos
Centrífuga
Centrífuga
Centrífuga
Centrífuga
PLANO A-01
PLANO A-01
PLANO A-01
PLANO A-01
PLANO A-02
PE-3
PE-4A
PE-4B
PE-6
PE-7A
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Intercambiador de Calor
Intercambiador de Calor
Intercambiador de Calor
Intercambiador de Calor
Intercambiador de Calor
Carcaza y Tubos
Carcaza y Tubos
Carcaza y Tubos
Carcaza y Tubos
Carcaza y Tubos
17
PLANO A-02
PLANO A-02
PLANO A-02
PE-7B
PE-7C
PE-7D
Equipo Estático
Equipo Estático
Equipo Estático
Intercambiador de Calor
Intercambiador de Calor
Intercambiador de Calor
Carcaza y Tubos
Carcaza y Tubos
Carcaza y Tubos
PLANO A-02
PLANO A-02
PLANO A-03
PLANO A-03
PLANO A-04
PLANO A-04
PLANO A-06
PE-7E
PE-7F
V-1
PE-14
V-2
B-21
B-3A
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Intercambiador de Calor
Intercambiador de Calor
Vessel
Intercambiador de Calor
Vessel
Bomba
Bomba
Carcaza y Tubos
Carcaza y Tubos
Desaladora Vieja
Carcaza y Tubos
Desaladora Nueva
Centrífuga
Reciprocante
PLANO A-06
B-3B
Equipo Rotativo
Bomba
PLANO A-07
H-2
Equipo Estático
Horno
PLANO A-09
V-3
Equipo Estático
Vessel
PLANO A-09
V-4
Equipo Estático
Vessel
Reciprocante
ConvecciónRadiación
Columna
Fraccionadora
Separador
PLANO A-09
PLANO A-09
PLANO A-10
PLANO A-10
PLANO A-11
PLANO A-11
V-5
V-6
PE-8
PE-2
B-20A
B-20B
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Vessel
Vessel
Intercambiador de Calor
Intercambiador de Calor
Bomba
Bomba
Separador
Separador
Aeroenfriadores
Aeroenfriadores
Centrífuga
Centrífuga
PLANO A-11
PLANO A-11
PLANO A-11
PLANO A-11
PLANO A-12
PLANO A-12
V-7
V-8
V-9
V-10
B-7
B-8A
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Vessel
Vessel
Vessel
Vessel
Bomba
Bomba
Separador
Separador
Separador
Separador
Centrífuga
Centrífuga
PLANO A-12
PLANO A-13
PLANO A-13
PLANO A-13
PLANO A-14
PLANO A-14
B-8B
VF-1
VF-2
VF-3
B-3
B-4A
Equipo Rotativo
Equipo Estático
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Bomba
Vessel
Vessel
Vessel
Bomba
Bomba
Centrífuga
Filtro
Filtro
Filtro
Reciprocante
Centrífuga
PLANO A-14
PLANO A-14
PLANO A-14
PLANO A-15
PLANO A-15
PLANO A-15
B-4B
B-5A
B-5B
PE-10
PE-5
PE-9
Equipo Rotativo
Equipo Rotativo
Equipo Rotativo
Equipo Estático
Equipo Estático
Equipo Estático
Bomba
Bomba
Bomba
Intercambiador de Calor
Intercambiador de Calor
Intercambiador de Calor
Centrífuga
Centrífuga
Centrífuga
Aeroenfriadores
Aeroenfriadores
Aeroenfriadores
PLANO A-15
PLANO A-15
PLANO A-16
PLANO A-16
PLANO A-16
PLANO A-16
PE-11
PE-12
B-10A
B-10B
PE-13A
PE-13B
Equipo Estático
Equipo Estático
Equipo Rotativo
Equipo Rotativo
Equipo Estático
Equipo Estático
Intercambiador de Calor
Intercambiador de Calor
Bomba
Bomba
Intercambiador de Calor
Intercambiador de Calor
Aeroenfriadores
Aeroenfriadores
Centrífuga
Centrífuga
Carcaza y Tubos
Carcaza y Tubos
18
PLANO A-16
PLANO A-16
PLANO A-19
PE-15A
PE-15B
B-2A
Equipo Estático
Equipo Estático
Equipo Rotativo
Intercambiador de Calor
Intercambiador de Calor
Bomba
Caja Enfriadora
Caja Enfriadora
Centrífuga
PLANO A-19
PLANO A-19
B-2A
B-2C
Equipo Rotativo
Equipo Rotativo
Bomba
Bomba
Centrífuga
Centrífuga
Elaborado por: Alexis López
Se elaboró la Tabla 3.2 la cual contiene: las válvulas de alivio que existen en la
planta con su respectivo tag, el equipo a la que pertenecen cada una de ellas.
Con esto se detectó las válvulas que ventean a la atmosfera, tomando en cuenta
el fluido con el cual trabajan.
Tabla 3. 2 Válvulas de Alivio existentes
PLANO A-00
TAG de
Válvulas
SV-01
Válvula de Alivio
Pertenece a
equipo:
B-1A
PLANO A-01
SV-02
Válvula de Alivio
PE 3
Si
Crudo
PLANO A-01
SV-03
Válvula de Alivio
PE 3
Si
Diesel
PLANO A-01
SV-04
Válvula de Alivio
PE 6
Si
Crudo
PLANO A-01
SV-05
Válvula de Alivio
PE 6
Si
Diesel
PLANO A-01
SV-06
Válvula de Alivio
PE 4B
Si
Crudo
PLANO A-01
SV-07
Válvula de Alivio
PE 4A
Si
Diesel
PLANO A-02
SV-08
Válvula de Alivio
PE 7B
Si
Crudo
PLANO A-02
SV-09
Válvula de Alivio
PE 7A
Si
Residuo
PLANO A-03
SV-10
Válvula de Alivio
V-1
No
Crudo
PLANO A-04
SV-11
Válvula de Alivio
V-2
Si
Gas
PLANO A-06
SV-12
Válvula de Alivio
B-3A
No
Crudo
PLANO A-06
SV-13
Válvula de Alivio
B-3B
No
Crudo
PLANO A-07
SV-14
Válvula de Alivio
H-2
Si
Vapor
PLANO A-09
SV-15
Válvula de Alivio
V-6
Si
Gasolina
PLANO A-09
SV-16
Válvula de Alivio
V-6
Si
Gasolina
PLANO A-09
SV-17
Válvula de Alivio
V-6
Si
Gasolina
PLANO A-11
SV-18
Válvula de Alivio
V-7
No
Gas
PLANO A-11
SV-19
Válvula de Alivio
V-9
No
Gas
PLANO A-13
SV-20
Válvula de Alivio
VF-2
Si
Gasolina
PLANO A-13
SV-21
Válvula de Alivio
VF-3
No
Gasolina
PLANO A-19
SV-22
Válvula de Alivio
B-2C
Si
Vapor
P&ID Nº
Tipo de Válvulas
Elaborado por: Alexis López
Ventea a la
atmósfera:
No
Fluido:
Crudo
19
Se recopilaron Normas y Códigos que se muestran en la Tabla 3.3, con las cuales
se permiten obtener los lineamientos para que el proyecto se realice de una
manera confiable y segura. Estos documentos tienen la información necesaria,
que sirvió de base para el diseño satisfactorio del nuevo Sistema de Alivio de la
planta. Como se observa en la Tabla 3.3 las Códigos: API RP 520 y 521 ayudaron
para las definiciones y conceptos del sistema de alivio, el ASME B31.3 para las
líneas de proceso, y los demás códigos sirvieron para realizar el denominado
piping class o especificación de los materiales del sistema.
Tabla 3. 3 Normas Internacionales utilizadas en el Proyecto
CODIGO
API RP 520
API RP 521
API 5L
ASME B16.5
ASME B16.9
ASME B16.10
ASME B16.11
ASME B16.20
ASME B16.34
ASME B18.2.1
ASME B18.2.2
ASME B31.3
TITULO
Sizing, Selection and Installation of Pressure Relleving Devices in
Refineries, Part 1 - Sizing and Selection.
Guide for Pressure-Relieving and Depressuring Systems.
Specification for Line Pipe
Steel Pipe Flanges and Flanged Fittings NPS 1/2 Through NPS
24 Metric/Inch Standard
Factory-Made Wrought Steel Buttwelding Fittings
Face-to-Face and End-to-End Dimensions of Valves
Forged Fittings, Socket-Welding and Threaded
Metallic Gaskets for Pipe Flanges - Ring-Joint, Spiral-Wound,
and Jacketed
Valves-Flanged, Threaded, and Welding End
Square and Hex Bolts and Screws, Inch Series
Square and Hex Nuts, Inch Series.
Process Piping
Elaborado por: Alexis López
20
3.2.2
ADAPTACIÓN
DE
LOS
DIAGRAMAS
INSTRUMENTACIÓN (P&IDS).
DE
TUBERÍA
E
Los PI&Ds de la planta destiladora de crudo fueron modificado; y para distinguir
las tuberías e instalaciones existentes en la planta de los nuevos equipos y
tuberías que se instalarán, se realizó cambios en grosor y color de líneas. Luego
se graficaron en algunos PI&Ds las nuevas líneas del sistema de alivio que
partieron de cada válvula que venteaba a la atmósferas hacia un nuevo plano
(PLANO A-20.DWG) del Anexo 1, al cual llegan todas las líneas del sistema de
los PI&Ds intervenidos con los arreglos que se indican en la Figura 3.2.
Figura 3. 2 Esquema de Tipos de Líneas para las Instalaciones de la Planta
3.2.3
EVALUACIÓN DE ESCENARIOS POSIBLES DE CONTINGENCIA.
La carga de diseño al sistema de alivio se establecerá en base a la contingencia
individual que genere la mayor carga de alivio, considerando que sólo se
presentará un evento a la vez. En la Figura 3.3 se muestra un esquema simple de
los equipos que van a ser protegidos por el Sistema de Alivio de la Plan
El código ASME sección VIII Div. 1, recomienda que cada equipo estático
sometido a presión debe tener un medio de alivio, estos alivios se mostraron en la
Tabla. 3.2 Válvulas de Alivio existentes.
21
Figura 3. 3 Esquema del Sistema de Alivio de la Planta.
Los pasos para determinar los escenarios posibles de contingencia son los
siguientes:
3.2.3.1 Obtención de los parámetros de los equipos y la composición del gas.
Los parámetros de los equipos a proteger y la composición del gas están basadas
en la información suministrada por la empresa DOWNSTREAMS SOLUCIONES
INTEGRADAS S.A. y se encuentran en las Tablas 3.4, 3.5 y 3.6.
Tabla 3. 4 Parámetros de Equipos.
TAG DE
EQUIPOS
Orientación
PE-3*
Horizontal
PE-4A
Horizontal
PE-4B
Horizontal
PE-6*
Horizontal
Presión de Temperatura
Operación de Operación
(Psig)
(˚F)
Lado Casco
120
650
Lado Tubo
270
350
Lado Casco
120
450
Lado Tubo
270
370
Lado Casco
120
450
Lado Tubo
270
370
Lado Casco
Lado Tubo
120
270
650
350
22
Lado Casco
Lado Tubo
Lado Casco
270
170
270
515
690
515
Lado Tubo
Horizontal
Botton
Vertical
Top
Vertical
170
150
45
19
16
690
250
720
320
90
PE-7A
Horizontal
PE-7B
Horizontal
V-2
V-3**
VF-2
Elaborado por: Alexis López
Tabla 3. 5 Dimensionamiento de Equipos.
TAG DE
EQUIPOS
Orientación
Casco
29
Tubo
1
Casco
37
Tubo
1
Casco
37
Tubo
1
Casco
Tubo
Casco
Tubo
29
1
35
1
Casco
Tubo
Horizontal
Botton
Vertical
Top
Vertical
35
1
120
PE-3
Horizontal
PE-4A
Horizontal
PE-4B
Horizontal
PE-6
Horizontal
PE-7A
Horizontal
PE-7B
Horizontal
V-2
V-3
VF-2
Diámetro
externo
(pulgs)
Elaborado por: Alexis López
Número
de Tubos
Internos
330
Longitud / Altura
(pulg)
Fluido
192
Diesel
192
Crudo
192
Reflujo Lateral
192
Crudo Desalado
192
Reflujo Lateral
192
Crudo Desalado
192
192
192
192
Diesel pesado
Crudo Desalado
Crudo Desalado
Residuo
-
192
192
360
Crudo Desalado
Residuo
Crudo Desalado
120
-
1260
Crudo Desalado
24
-
36
Gasolina
546
546
330
444
444
23
Tabla 3. 6 Composición del Gas.
GAS
% VOLUMEN
%PESO
0,013
0.013
0,269
0,193
0,798
1,286
0,052
0.052
0,159
0,128
0,546
0,937
Metano
Etano
Propano
Isobutano
Butano
TOTAL
Elaborado por: Alexis López
3.2.3.2 Definición de las contingencias a evaluar
En esta parte se definen las contingencias para:
· Las válvulas de alivio SV-02 y SV-03 del intercambiador de calor de tubo y
coraza PE-3 que se encuentra en el Plano A-01. El intercambiador recibe la
corriente de dos fluidos: el primero que es crudo proveniente del
intercambiador de calor PE 1A/B, y el segundo que es el destilado N°1
desde la Bomba B-3 (Plano A-14).
· Las válvulas de alivio SV-04 y SV-05 del intercambiador de calor de tubo y
coraza PE-6 que se encuentra en el Plano A-01. El intercambiador recibe la
corriente de dos fluidos: el primero que es crudo proveniente de la
desaladora V-1 (Plano A-03), y el segundo que es diésel pesado desde las
bombas B-3/4/5A/5B (Plano A-14).
· La válvula de alivio SV-06 del intercambiador de calor PE-4B de tubo y
coraza que se encuentra en el Plano A-01. El intercambiador recibe la
corriente de dos fluidos: el primero que es crudo proveniente de la
desaladora V-1 y del PE-4A (Plano A-03), y el segundo que es reflujo
lateral diesel desde las bombas B-6A/6B (Plano A-01).
· La válvula de alivio SV-07 del intercambiador de calor PE-4A de tubo y
coraza que se encuentra en el Plano A-01. El intercambiador recibe la
corriente de dos fluidos: el primero que es crudo proveniente de la
24
desaladora V-1 y del PE-3 (Plano A-03), y el segundo que es reflujo lateral
diesel desde las bombas B-6A/6B y del intercambiador PE-4B (Plano A01).
· La válvula de alivio SV-08 del intercambiador de calor de tubo y coraza PE7B que se encuentra en el Plano A-02. El intercambiador recibe la corriente
de dos fluidos: el primero que es crudo proveniente del intercambiador PE7A (Plano A-02), y el segundo que es de residuos desde la bomba B-2B
(Plano A-19).
· La válvula de alivio SV-09 del intercambiador de calor de tubo y coraza PE7A que se encuentra en el Plano A-02. El intercambiador recibe la corriente
de dos fluidos: el primero que es crudo proveniente del intercambiador PE6 (Plano A-01), y el segundo que es de residuos desde la Bomba B-2B
pasando por PE-7B (Plano A-02).
· La válvula de alivio SV-11 de la desaladora nueva V-2 que se indica en el
Plano A-04.
· Las válvulas de alivio SV-15, SV-16 y SV-17 de la fraccionadora V-3 del
Plano A-09.
· La válvula de alivio SV-20 del Filtrador VF-2 que se indica en el Plano A-13,
recibe gasolina del filtrador VF-3 (Plano A-13).
3.2.3.3 Evaluación de Escenarios de Contingencia.
La determinación de las contingencias que puedan causar una sobrepresión en
los equipos presentes en la planta, se realizará de acuerdo a lo indicado en la
Norma API-521 (Guide for pressure relieving and depressuring systems – Guía de
alivio de presión y sistemas de despresurización), en la Sección 3 “Determinación
de los flujos individuales de alivio”.
El flujo de alivio para las válvulas de los equipos se determinará considerando
como contingencia:
25
a) Salida Bloqueada.
El cierre inadvertido de la válvula de salida de un equipo mientras la instalación
está en operación puede generar acumulación de fluidos, ocasionando así, una
sobrepresión no deseada en los equipos como lo indica la Norma API 521 en
Tabla 2 que se encuentra en el Anexo II. A continuación se indican las razones
por las cuales la contingencia por salida bloqueada no se aplica en los equipos
que forman parte del sistema de alivio.
Ø Desaladora V-2.
En este equipo se tendría la probabilidad de cierre de la válvula PV-001 (Plano A04), cuando esto suceda las protecciones de instrumentación sensarán este
aumento de presión y se tomarán acciones que restituyan las condiciones
normales o seguras de la instalación, adicional, en caso que no actúen estas
protecciones por alguna circunstancia, la instalación está conformada por bombas
de carga centrífuga B-1E y B-1F (Plano A-01) donde la presión de shut off de una
de ellas en servicio nunca sobrepasará la MAWP de los componentes que
conforma el sistema, evitando así que la desaladora tenga sobrepresiones, por
esta razón este equipo no se evaluó por Salida Bloqueada.
Ø Fraccionadora V-3 y Filtro VF-2.
Aguas abajo de estos equipos no existen válvulas que impidan el flujo normal del
fluido en el sistema, por tal motivo no existirá sobrepresiones por salidas
bloqueadas, por esta razón estos equipos no se evaluarán para este tipo de
contingencia.
Ø Intercambiadores de Calor.
Para los Intercambiadores de Calor la contingencia por Salida bloqueada no se
evalúa, sin embargo, para esta clase de equipos se aplica la evaluación de
contingencia por Alivio Térmico.
26
b) Alivio por Caso Fuego.
Todos los equipos estáticos en la instalación son susceptibles a presentar
acumulación y sobrepresión debido a la evaporación de líquidos que contienen,
en función del calor latente de vaporización de los fluidos en cada uno de los
equipos.12
Para los intercambiadores de calor se estudia el caso de contingencia por alivio
térmico pero el procedimiento para hallar el flujo de alivio de los equipos no es
diferente al de contingencia de alivio por caso fuego como se puede observar en
el ítem 3.2.3.4.
3.2.3.4 Calcular las Cargas de Alivio para cada contingencia.
3.2.3.4.1 Alivio por Caso Fuego.
La contingencia por fuego deberá considerarse debido a que los equipos de la
planta manejan fluidos inflamables y están sujetos potencialmente a ser
expuestos a un incendio, lo cual podría conducir a una sobrepresión por
vaporización de los líquidos contenidos. El procedimiento va a depender de la
orientación del recipiente para determinar el área mojada expuesta dentro de los
25 pie de altura como indica la Norma API 521 (Guide for pressure relieving and
depressuring systems – Guía de alivio de presión y sistemas de despresurización)
en su ítem 3.15.1.1 Efectos del Fuego en la Superficie Humedecida de un
Recipiente.
La sobrepresión de los equipos, causada por efecto de la vaporización del líquido
contenido, será manejada por las válvulas de alivio de cada recipiente, por lo que
deberá ser estimada su carga de alivio.
La estimación de cargas de alivio por contingencia fuego, se realizará utilizando
las siguientes ecuaciones que se encuentran en la Norma API 521 (Guide for
12 LIRA, ROMAN; Diseño del Sistema de Alivio y Venteo de la Planta Compresora de Gas Led-6 de la Unidad
de Explotación Oritupano Leona; Maracaibo; Junio 2011; pdf
27
pressure relieving and depressuring systems – Guía de alivio de presión y
sistemas de despresurización) página 16:
Dónde:
M:
Flujo Másico a Aliviar (lb/h)
Q:
Cantidad de calor absorbida por la superficie mojada del recipiente (BTU/h)
l:
Calor latente de vaporización (BTU/lb).
Para los cálculos hidráulicos posteriores se necesita transformar el flujo másico a
pie3/D, y para esto se tiene la ecuación 3.2.13
Dónde:
M”:
Flujo Másico a Aliviar (pie3/D)
M:
Flujo Másico a Aliviar (lb/h)
PM:
Peso molecular del fluido (lb/lbmol).
La cantidad de calor absorbida por la superficie mojada del recipiente (Q), se
estimará a partir de la siguiente ecuación:
13
Downstremas Soluciones Integradas S.A; Evaluación De Escenarios Posibles De Contingencia; Proyecto
No #AFE; Cod. Documento TIG-CPF-BP040-EST-001-Rev.0.
28
Dónde:
F:
Factor ambiental, para el caso de recipientes sin aislamiento es igual a 1.
A:
Superficie mojada (pie2).
El área mojada para recipientes cilíndricos verticales, se determinó a partir de la
siguiente ecuación:14
Dónde:
A:
Superficie mojada (pie2).
D:
Diámetro del recipiente (pie).
h1:
Altura de líquido en el recipiente, expuesta al fuego (pie)
Para recipientes cilíndricos horizontales, se utilizará la siguiente ecuación: 14
Dónde:
A:
Superficie mojada (pie2)
De:
Diámetro externo del recipiente (pie)
Di:
Diámetro interno del recipiente (pie)
L:
Longitud tangente/tangente (pie)
h i:
Altura máxima de líquido, en el recipiente expuesto al fuego (pie)
14
Downstremas Soluciones Integradas S.A; EVALUACIÓN DE ESCENARIOS POSIBLES DE
CONTIGENCIA; Proyecto No #AFE; Cod. Documento TIG-CPF-BP040-EST-001-Rev.0.
29
3.2.3.4.2 Alivio Térmico.
De acuerdo a la Norma API RP 521 (Guide for pressure relieving and
depressuring
systems
–
Guía
de
alivio
de
presión
y
sistemas
de
despresurización), el flujo másico aliviado por exposición al fuego en
intercambiadores de calor se determina asumiendo que estos se comportan como
recipientes a presión en lado coraza. Para el lado Tubo la carga de alivio puede
calcularse con la ecuación 3.6 y 3.3, utilizando el área de un tubo desnudo, no
obstante la forma de cálculo del área mojada varía.
Dónde:
F:
Flujo másico a aliviar. (gpm)
B:
Coeficiente de expansión cúbica = 0.0004 (Tabla 4 – API RP 521)15
Q:
Cantidad de calor absorbida por los tubos. (BTU/h)
G:
Gravedad especifica del fluido. (Adimensional)
C:
Calor específico del fluido en los tubos. (BTU/lb °F)
Dónde:
A:
Superficie mojada (pie2)
D:
Diámetro del tubo (pie)
L:
Longitud del tubo (pie)
n:
Número de tubos.
15
API RP 521; Guide for Pressure-Relieving and Depressuring Systmes; 4ta Edición; Marzo 1997.
30
Ø Si el calor latente de vaporización no puede ser determinado la Norma API RP
521 (Guide for pressure relieving and depressuring systems – Guía de alivio
de presión y sistemas de despresurización) establece un valor mínimo de 50
BTU/lb para los hidrocarburos, como una aproximación aceptable.
Ø El peso molecular y el calor específico de los fluidos fueron suministrados por
la empresa DOWNSTREAMS SOLUCIONES INTEGRADAS S.A.
Ø La altura del nivel máximo del contenido líquido en los equipos V-2, V-3 y VF-2
es aproximadamente ¾ de la capacidad de cada equipo.
A continuación en las Tablas 3.7 y 3.8 se indican los resultados de las ecuaciones
anteriormente descritas obteniendo el resultado final de la carga de alivio para la
evaluación de contingencia caso fuego de cada equipo.
30
105
3
16
16
16
16
16
16
16
16
Lado Casco
Lado Tubo
Lado Casco
Lado Tubo
Lado Casco
Lado Tubo
Lado Tubo
Lado Casco
Longitud/
Altura
(pie)
Elaborado por: Alexis López
PE-7A
PE-7B
PE-6*
PE-4A
PE-4B
PE-3*
TAG DE EQUIPOS
7,41
75,00
2,25
h1
(pie)
9,88
9,96
1,99
Diámetro
Interno
(pie)
10
10
2
Diámetro
Externo
(pie)
786,38
2424,26
17,17
Área
Mojada
(pie2)
4973223,36
12519148,12
216163,59
Q (Calor
Absorbido)
(BTU/h)
50
50
50
99464,47
250382,96
4323,27
3,047
2,384
2,867
2,384
-
h1
(pie)
M
Q
Calor Latente
Diámetro Diámetro Área
Flujo
(Calor
de
PM
Interno
Externo Mojada
Másico a
Absorbido) Vaporización
(lb/lbmol)
(pie)
(pie)
(pie2)
Aliviar
(BTU/h)
(BTU/lb)
(lb/h)
2,417
129,00 1129532,04
2,384
50
22590,64
27,93
0,065
0,083
324,29 2405372,56
50
48107,45
3,083
168,10 1403445,05
3,047
50
28068,90
27,93
0,065
0,083
536,55 3634953,74
50
72699,07
2,384
2,417
129,00 1129532,04
50
22590,64
27,93
0,083
324,29 2405372,56
0,065
50
48107,45
0,065
0,083
436,31 3067997,18
50
61359,94
2,917
157,49 1330385,72
2,867
50
26607,71
27,93
31
M”
Flujo
Másico a
Aliviar
(pie3/D)
7366,64
718,93
9153,05
1086,43
7366,64
718,93
854,81
8676,57
32434,60
81647,97
1409,79
F
Flujo
Másico a
Aliviar
(gpm)
3,734
5,643
3,734
4,440
-
27,93
27,93
27,93
Calor Latente
M
M”
de
Flujo Másico
PM
Flujo Másico
Vaporización
a Aliviar
(lb/lbmol)
a Aliviar
(BTU/lb)
(lb/h)
(pie3/D)
Tabla 3. 8 Cargas de Alivio por caso de Alivio Térmico para los Intercambiadores de Calor
Elaborado por: Alexis López
V-2
V-3
VF-2
TAG DE Longitud/Altura
EQUIPOS
(pie)
Tabla 3. 7 Cargas de Alivio por Caso Fuego para cada equipo.
32
En la Tabla 3.9 se muestra un resumen de las cargas de alivio calculadas, que se
obtienen de los equipos de la planta.
Tabla 3. 9 Cargas de Alivio de las contingencias para cada equipo.
TAG DE
EQUIPOS
Orientación
PE-3
Horizontal
PE-4A
Horizontal
PE-4B
Horizontal
Lado Casco
Lado Tubo
Lado Casco
PE-7A
PE-7B
V-2
Lado Tubo
Lado Casco
Horizontal
Lado Tubo
Horizontal
Lado Tubo
Horizontal
Lado Casco
Horizontal
V-3
VF-2
Vertical
Vertical
PE-6
Cargas de Alivio por
Fuego
pie3/D
7366,64
718,93
9153,05
1086,43
7366,64
718,93
854,81
8676,57
32434,60
81647,97
1409,79
pie3/h
306,94
29,96
381,38
45,27
306,94
29,96
35,62
361,52
1351,44
3401,98
58,74
Elaborado por: Alexis López
Los equipos que presentan una mayor carga de alivio son la desaladora V-2 y la
fraccionadora V-3 con 1351,44 pie3/h y 3401,98 pie3/h respectivamente, mientras
que los intercambiadores de calor PE-3 y PE-6 (lado tubo) son los que presentan
las cargas de alivio más bajas con 29,96 pie3/h. Pero al momento de realizar las
simulaciones para el cálculo hidráulico se necesitaron todas las cargas de alivio
de los equipos que conformaran el sistema de alivio.
3.2.4
CÁLCULOS HIDRAULICOS.
Para el cálculo hidráulico se tomaron en cuenta los siguientes aspectos:
a) Las cargas de alivio para los equipos existentes fueron obtenidas de los
resultados de las contingencias analizadas en la sección anterior.
b) Las longitudes de tuberías están basadas en el levantamiento que realizó la
empresa DOWNSTREAMS SOLUCIONES INTEGRADAS S.A. en la planta.
33
c) La velocidad máxima del fluido en el sistema debe ser menor al 70% de la
velocidad crítica o velocidad del sonido.
d) Se comparará la velocidad obtenida para cada tramo, con la velocidad crítica
calculada, y si ésta velocidad en cada tramo es menor que su velocidad crítica
respectiva, entonces los diámetros evaluados serán suficientes para manejar
el caudal para la contingencia considerada.
e) De acuerdo al punto 7.3.1.3 Diseño de Tuberías de Descarga para Sistemas
de Alivio, de la Norma API 521 (Guide for pressure relieving and depressuring
systems – Guía de alivio de presión y sistemas de despresurización); la
máxima contrapresión permitida para el tipo de válvula convencional será del
10 % de la presión de ajuste de la misma. Para válvulas de alivio balanceadas
(tipo fuelle, pistón u operadas por piloto) la contrapresión no debe exceder del
30 al 50 %. Por lo que se establece una contrapresión máxima igual al 30 %
de la presión de ajuste de las válvulas de alivio existentes.
f) La presión máxima de operación se fijará en la presión de operación de cada
equipo más 30 psig, ya que no se cuenta con un reporte donde se indiquen
registros de las máximas presiones reportadas. Fijándose el set pressure de
las válvulas de seguridad y alivio para el caso fuego en el 1,15 de la presión
máxima de operación (escenario más crítico).
3.2.4.1 Estructurar la simulación con el Programa INPLANT 4.0.
Para el cálculo hidráulico se utilizó el simulador INPLANT Versión 4.0, el cual es
un simulador para el diseño y análisis de tuberías, permite la evaluación de los
sistemas de alivio, calcula las contrapresiones generadas en el sistema de alivio y
además permite realizar simulaciones para velocidades de flujo crítico.
La siguiente metodología fue utilizada en el simulador Inplant Versión 4.0 para el
desarrollo del sistema de alivio del proyecto:
a)
Como se observa en la Figura 3.4 se selecciona el tipo de simulación
“Flare Analysis”.
34
Figura 3. 4 Tipo de simulación.
b)
Se definió el problema como tipo “Flare Simulation”, el cual permite
simular sistemas de tuberías conectadas a un Flare como se indica en
la Figura 3.5
Figura 3. 5 Selección del Tipo de Flare.
35
c)
Se incluye la composición del gas de acuerdo a la Tabla 3.6. como se
indica en la Figura 3.6.
Figura 3. 6 Composición del gas que se introducen en el Simulador.
d)
Se estructura la simulación colocando todos los alivios conectados al
cabezal de venteo y luego este cabezal conectado al flare como en la
Figura 3.7.
Figura 3. 7 Estructura del sistema de alivio.
36
e)
Una vez estructurado el sistema, en cada de las válvulas se introducen
las premisas de Presión, Temperatura y Flujo de Alivio, un ejemplo de
ello se establece en la Figura 3.8.
Figura 3. 8 Ventana de premisas de operación para la válvula SV-2.
f)
Luego se introducen las distancias o medidas de longitud de cada una
de las líneas, es decir, la medida entre las válvulas y los nodos o entre
nodos y nodos. Posteriormente se selecciona un diámetro nominal
cualquiera en cada una de las líneas para comenzar con el análisis.
Las líneas del cabezal se seleccionaron con un diámetro de 4 pulgs.
Cédula 40 y para el caso de la línea secundaria L1 de la Válvula de
Alivio SV-2 se seleccionó un diámetro de 3 pulgs. Cédula 40, como se
indica un ejemplo en la Figura 3.9. Para las líneas restantes de las
demás Válvulas de Alivio se continúa con el mismo procedimiento de
este ítem.
37
Figura 3. 9 Ventana de longitud de tubería y diámetro nominal de la línea L1 del sistema.
g)
De acuerdo a la capacidad de flujo para cada contingencia evaluada se
obtienen los resultados de las dimensiones de las tuberías requeridas,
así como las velocidades del fluido, en función a estos resultados se
disminuye o incrementa los diámetros, hasta alcanzar los criterios de
velocidad y contra presión establecidos en las premisas.
h)
En función de los resultados obtenidos, se establecen los diámetros de
las tuberías asociadas a cada válvula de alivio.
38
3.2.4.2 Resultados del Simulador Inplant Versión 4.0.
En el Anexo III se encuentra el resultado de la simulación para la Válvula SV-16
en el formato real del Simulador Inplant. Los resultados de las válvulas fueron
organizados desde la Tabla 3.10 hasta la Tabla 3.20 como se indican a
continuación.
En la Tabla 3.10, se muestra los resultados de la salida de la válvula de alivio
SV-16, considerando un caudal de gas de 3401.99 pie3/h, este caudal por ser el
mayor obtenido en la evaluación de contingencias será utilizado para el
dimensionamiento del cabezal.
Tabla 3. 10 Resultado de Alivio para Válvula SV-16 / Equipo V-3 (Fraccionadora).
LINK
Velocidad
Diámetro
Calculada
(pulg)
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 86,25 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L9
2
32,25
797,85
C9
4
21,31
798,15
C12
4
21,35
799,59
C14
4
21,35
799,68
C15
4
21,32
801,02
10,6
25,8
SALIDA VÁLVULA 3” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L9
3
24,76
787,63
C9
4
14,36
791,87
C12
4
14,38
795,63
C14
4
14,38
796,27
C15
4
14,35
800,83
Elaborado por: Alexis López.
10,1
25,8
39
En la Tabla 3.11, se indican los resultados de la salida de la válvula de seguridad
SV-20, considerando un caudal de gas de 58.71 pie3/h.
Tabla 3. 11 Resultado de Alivio para Válvula SV-20 / Equipo VF-2 (Filtrador).
LINK
Velocidad
Diámetro
Calculada
(pulg)
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 53 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L10
2
23,5
797,92
C12
C14
4
3,8
797,91
4
3,79
797,83
C15
4
3,79
797,83
9,9
16
SALIDA VÁLVULA 1” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L10
1
1,65
798,03
C12
4
0,11
797,91
C14
4
0,11
797,83
C15
4
0,11
797,83
10,3
16
Elaborado por: Alexis López.
En la Tabla 3.12, se muestran los resultados de la salida de la válvula de
seguridad SV-11, considerando un caudal de gas de 1351.44 pie3/h.
Tabla 3. 12 Resultado de Alivio para Válvula SV-11 / Equipo V-2 (Desaladora).
LINK
Velocidad
Diámetro
Calculada
(pulg)
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 207 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L11
2
12,59
759,71
C14
4
3,31
769,61
C15
4
3,31
770,59
Elaborado por: Alexis López.
10
62
40
En la Tabla 3.13, se establecen los resultados de la salida de la válvula de
seguridad SV-9, considerando un caudal de gas de 35.62 pie3/h.
Tabla 3. 13 Resultado de Alivio para Válvula SV-9 / Equipo PE-7A (Intercam. de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 230 psig)
SALIDA VÁLVULA 1” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L7A
2
2,16
732,66
L7
2
2,16
761,12
C8
4
0,15
761,42
C9
4
0,15
761,71
C12
4
0,15
763,02
C14
4
0,15
763,21
C15
4
0,15
764,52
10
69
Elaborado por: Alexis López.
En la Tabla 3.14, se indican los resultados de la salida de la válvula de seguridad
SV-8, considerando un caudal de gas de 361.52 pie3/h.
Tabla 3. 14 Resultado de Alivio para Válvula SV-8 / Equipo PE-7B (Intercam. de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 345 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L8
2
4,76
663,79
L7
2
4,75
664,13
C8
4
1,25
664,31
C9
4
1,25
664,48
C12
4
1,25
664,56
C14
4
1,25
664,65
C15
4
1,25
664,64
Elaborado por: Alexis López.
9,9
103,5
41
En la Tabla 3.15, se muestran los resultados de la salida de la válvula de
seguridad SV-7, considerando un caudal de gas de 381.37 pie3/h.
Tabla 3. 15 Resultado de Alivio para Válvula SV-7 / Equipo PE-4A (Intercam. de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de Contrapresión
Velocidad
Obtenida
(ft/s)
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 172,5 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L5A
2
4,66
776,03
L5
2
4,64
778,1
C6
4
1,23
778,06
C8
4
1,23
777,94
C9
4
1,23
778,04
C12
4
1,23
778,24
C14
4
1,23
778,24
C15
4
1,23
778,47
10,1
51,75
Elaborado por: Alexis López.
En la Tabla 3.16, se indican los resultados de la salida de la válvula de seguridad
SV-6, considerando un caudal de gas de 45.26 pie3/h.
Tabla 3. 16 Resultado de Alivio para Válvula SV-6 / Equipo PE-4B (Intercam. de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 345 psig)
SALIDA VÁLVULA 1” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L6
2
1,93
660,86
L5
2
1,93
661,8
C6
4
0,13
662,02
C8
4
0,13
662,25
C9
4
0,13
662,55
C12
4
0,13
663,66
C14
4
0,13
663,69
C15
4
0,13
664,65
Elaborado por: Alexis López.
10
103,5
42
En la Tabla 3.17, se establecen los resultados de la salida de la válvula de
seguridad SV-5, considerando un caudal de gas de 306.94 pie3/h.
Tabla 3. 17 Resultado de Alivio para Válvula SV-5 Lado Casco / Equipo PE-6 (Intercam.
de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de Contrapresión
Velocidad
Obtenida
(psig)
(ft/s)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 172,5 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L3A
2
4,61
723,12
L3
2
4,61
773,59
C4
4
1,21
778,04
C6
4
1,21
778,03
C8
4
1,22
778,06
C9
4
1,22
778,07
C12
4
1,21
778,27
C14
4
1,22
778,12
C15
4
1,22
778,31
10,1
51,75
Elaborado por: Alexis López.
En la Tabla 3.18, se muestran los resultados de la salida de la válvula de
seguridad SV-4, considerando un caudal de gas de 29.95 pie3/h.
Tabla 3. 18 Resultado de Alivio para Válvula SV-4 Lado Tubo / Equipo PE-6 (Intercam.
de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 345 psig)
SALIDA VÁLVULA 1” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L4
2
1,24
661,25
L3
2
1,24
662,01
C4
4
0,8
662,96
C6
4
0,8
662,13
10,2
103,5
43
C8
4
0,8
662,62
C9
4
0,8
662,71
C12
4
0,8
663,85
C14
4
0,8
663,93
C15
4
0,8
664,35
Elaborado por: Alexis López.
En la Tabla 3.19, se indican los resultados de la salida de la válvula de seguridad
SV-3, considerando un caudal de gas de 306.94 pie3/h.
Tabla 3. 19 Resultado de Alivio para Válvula SV-3 Lado Casco / Equipo PE-3 (Intercam.
de Calor).
LINK
Diámetro
(pulg)
Velocidad
Calculada
(ft/s)
Límite de
Velocidad
(ft/s)
Contrapresión
Obtenida
(psig)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 172,5 psig)
SALIDA VÁLVULA 2” CABEZAL ALIVIO 10” LÍNEA KOD –FLARE 10”
L1A
2
4,61
723,11
L1
2
4,62
773,31
C2
4
1,21
778,13
C4
4
1,22
778,06
C6
4
1,22
778,09
C8
4
1,22
778,04
C9
4
1,21
778,15
C12
4
1,21
778,34
C14
4
1,22
778,14
C15
4
1,22
778,39
Elaborado por: Alexis López.
10,1
51,75
44
En la Tabla 3.20, se establecen los resultados de la salida de la válvula de
seguridad SV-2, considerando un caudal de gas de 27026.66 lb/h.
Tabla 3. 20 Resultado de Alivio para Válvula SV-2 Lado Tubo / Equipo PE-3 (Intercam.
de Calor).
LINK
Diámetro
(pulg)
Velocidad Límite de Contrapresión
Calculada Velocidad
Obtenida
(psig)
(ft/s)
(ft/s)
Contrapresión
Permitida (psig)
(30 % del Set
Pressure 345 psig)
SALIDA VÁLVULA 1” CABEZAL ALIVIO 4” LÍNEA KOD –FLARE 4”
L2
2
1,24
662,16
L1
2
1,24
662,54
C2
4
0,08
662,77
C4
4
0,08
662,96
C6
4
0,08
663,17
C8
4
0,08
663,27
C9
4
0,08
663,48
C12
4
0,08
663,89
C14
4
0,08
664,11
C15
4
0,08
664,22
10
103,5
Elaborado por: Alexis López.
De acuerdo a los resultados mostrados desde la Tabla 3.10 hasta la Tabla 3.20,
se dimensionaron las tuberías asociadas a las válvulas de alivio hasta el
respectivo cabezal, en función a los criterios de velocidad establecidos y la
contrapresión máxima permitida por las válvulas de alivio SV, en el caso de
presentarse la contingencia evaluada.
·
A continuación en la Tabla 3.21 se indican en resumen los resultados del
diámetro del cabezal del sistema y los diámetros seleccionados para la tubería
de salida de cada una de las válvulas de alivio.
45
Tabla 3. 21 Diámetros Seleccionados para Tuberías de Salida de las Válvulas de Alivio.
TAG DE
EQUIPOS
PE-3
Orientación
Horizontal
PE-4A
Horizontal
PE-4B
Horizontal
PE-6
Horizontal
PE-7A
PE-7B
V-2
V-3
VF-2
Horizontal
Lado
Casco
Lado Tubo
Lado
Casco
Lado Tubo
Lado
Casco
Lado Tubo
Lado Tubo
Lado
Horizontal
Casco
Horizontal
Vertical
Vertical
Diámetro
Línea de
Salida SV
(pulgadas)
Diámetro Diámetro
Contrapresión
Cabezal
Cabezal
Válvulas
ejercida sobre
Entrada
Salida
de
la Válvula
KOD
KOD
Alivio
(psig)
(pulgadas) (pulgadas)
2
10,1
SV-3
2
10
SV-2
2
10,1
SV-7
2
10
SV-6
10,1
SV-5
10,2
SV-4
2
10
SV-9
2
9,9
SV-8
2
3
2
10
10,1
10,1
SV-11
SV-16
SV-20
2
2
4
4
Elaborado por: Alexis López.
3.2.5
SELECCIÓN DE VALVULAS DE ALIVIO Y DIMENSIONAMIENTO
DEL NUEVO KOD.
3.2.5.1 Selección de válvulas de alivio.
En el Anexo IV se visualiza la Hoja de Cálculo proporcionada por la Empresa
DOWNSTREAM SOLUCIONES INTEGRADAS que ayudó en el cálculo del
dimensionamiento de las válvulas de alivio de cada uno de los equipos
contemplados para el nuevo sistema de alivio.
Para los equipos V-2 y V-3 se colocaron dos válvulas de alivio del tamaño de
3”x4” en cada uno de ellos, ya que el diámetro de salida de la válvula
seleccionada originalmente de 6 pulgadas (Válvula de 4”x6”) es mayor al diámetro
del Cabezal de Alivio del Sistema que es de 4 pulgadas, tomando en cuenta que
46
para reducir el tamaño de las válvulas se debe cumplir que la suma del área del
orificio de cada una de ellas sea igual o mayor al área de la válvula selecciona
originalmente.
En la Tabla 3.22 se observan las válvulas de alivio que fueron seleccionadas para
cada equipo del sistema de alivio las cuales reemplazarán a las que actualmente
están en operación.
Tabla 3. 22 Selección de válvulas de alivio.
TAG DE
EQUIPOS
Orientación
PE-3
Horizontal
PE-4A
Horizontal
PE-4B
Horizontal
Lado Casco
Lado Tubo
Lado Casco
Lado Tubo
Lado Casco
PE-6
Horizontal
PE-7A
Horizontal
Lado Tubo
Lado Tubo
PE-7B
Horizontal
Lado Casco
V-2
Horizontal
V-3
Vertical
VF-2
Vertical
TAG
Válvulas
de Alivio
SV-3
SV-2
SV-7
SV-6
SV-5
SV-4
SV-9
SV-8
SV-11
SV-16
SV-20
Tipo
Válvulas de
Alivio
Tamaño
de la
Válvula
(In x Out)
Balanceadas
3"x4"
Balanceadas
2"x3"
Balanceadas
3"x4"
Balanceadas
2"x3"
Balanceadas
3"x4"
Balanceadas
2"x3"
Balanceadas
2"x3"
Balanceadas
3"x4"
Balanceadas
3"x4"
Balanceadas
3"x4"
Balanceadas 1 1 /2"x2"
Cantidad
de
Válvulas
de Alivio
1
1
1
1
1
1
1
1
2
2
1
Elaborado por: Alexis López.
Ø En esta sección se ratifica que los diámetros que se utilizaron para la
simulación en el programa Inplant son los adecuados, puesto que ningún
diámetro a la salida de las válvulas mostradas en la tabla 3.22 es menor a los
diámetros de las líneas de salida que se encuentran en la tabla 3.21. Por
consiguiente se eligió el tamaño de las líneas de salida de las válvulas que se
encuentran en la tabla 3.22 para ser utilizadas como diámetros nominales en
las tuberías secundarias del sistema de alivio.
47
3.2.5.2 Dimensionamiento del Nuevo KOD.
La Norma que se utilizó para el cálculo del separador KOD, es el código
americano ASME, que en su sección VIII, división 1, indica los métodos de
cálculo, así como los requisitos mínimos exigidos a los materiales, detalles
constructivos y pruebas que deben satisfacer los equipos a presión.
Para el dimensionamiento del nuevo KOD que necesita el sistema de alivio
propuesto, se trabajó en una Hoja de Cálculo en la cual se introducen los datos
conseguidos en la simulación anterior de la válvula SV-16 (Anexo III). Los datos
que únicamente se deben introducir son los del Nodo J011, cuya ubicación se
indica en la Figura 3.10.
NUEVO KOD
Figura 3. 10 Posición del Nuevo KOD en el Nodo J011.
48
Los datos de entrada para llenar la Hoja de Cálculo se observan en la Tabla 3.23
y se encuentran en el Anexo III. En la Tabla 3.24, para empezar los cálculos se
introduce un diámetro supuesto del nuevo KOD.
Tabla 3. 23 Datos de Entrada para el Dimensionamiento del KOD.16
HOJA DE CÁLCULO PARA EL DIMENSIONAMIENTO
DE KNOCKOUT DRUM (KOD)
EQUIPO:
KNOCKOUT DRUM (KOD)
CONTINGENCIA.:
** D A T O S **
CAUDAL DE GAS A COND. STAND.(MMPCED)
Cálculo:
Fecha:
21/03/2015
:
0,08
PESO MOLECULAR DEL GAS
:
46,45
CAUDAL DE LÍQUIDO 2 ( el que arrastra el gas )(BPD)
VOLUMEN DE LÍQUIDO 1 (más denso) (pie3)
PRESIÓN DE OPERACIÓN (psia)
PRESIÓN DE DISEÑO (psig)
TEMPERATURA DE OPERACIÓN (F)
FACTOR DE COMPRESIBILIDAD DEL GAS (Z) Adimensional
DENSIDAD DEL GAS (lb/pie3)
DENSIDAD DEL LÍQUIDO 2 (lb/pie3)
TIEMPO DE RETENCIÓN DE LÍQUIDO 2 (min)
VELOCIDAD DEL GAS A LA SALIDA (pies/seg)
VELOCIDAD DEL LÍQUIDO A LA SALIDA (pies/seg)
DIÁMETRO DE LA GOTA DE LÍQUIDO (300 micrones) ( pies )
VISCOSIDAD DEL GAS (cP)
FACTOR K
2,5 <L/D< 6
DENSIDAD DEL AGUA (lb/pie3)
:
:
:
:
:
1,6
0,00
24,8
40,1
719,6
0,998
0,0912
55,70
30
198,68
3,00
0,000984
0,01720
0,500
62,3
:
:
:
:
:
:
:
:
En la Tabla 3.24 se encuentran los resultados proporcionados por la Hoja de
Cálculo para el dimensionamiento del nuevo KOD.
16
Empresa DOWNSTREAM SOLUCIONES INTEGRADAS.
49
Tabla 3. 24 Resultados del Dimensionamiento del KOD.17
** R E S U L T A D O S **
FLUJO MÁSICO DE GAS (lb/seg)
FLUJO MÁSICO DE LÍQUIDO 2 (lb/seg)
FLUJO VOLUMÉTRICO DE GAS (pie3/seg)
FLUJO VOLUMÉTRICO DE LÍQUIDO 2 (pie3/seg)
VOLUMEN RETENIDO DE LÍQUIDO 2 (pie3)
* DIÁMETRO DEL KOD SUPUESTO (pies)
* DIÁMETRO INTERNO DEL KOD (pies)
ÁREA TRANSVERSAL TOTAL CALCULADA(pie2)
RELACIÓN DE L/D SUPUESTA (Adimensional)
* LONGITUD CALCULADA DEL KOD (pies)
NIVEL NORMAL DE LÍQUIDO EN EL KOD =D/4 (pie)
Angulo alfa α para el nivel normal de líquido (radianes)
AREA FRACCIONAL PARA EL NIVEL NORMAL DE LÍQUIDO
AREA NORMAL DE LÍQUIDO (pie2)
ÁREA DISPONIBLE PARA EL GAS (pie2)
NIVEL ALTO DE LÍQUIDO (pie)
Angulo alfa α para el nivel alto de líquido (radianes)
AREA FRACCIONAL PARA EL NIVEL ALTO DE LÍQUIDO
AREA PARA EL NIVEL ALTO DE LÍQUIDO (pie2)
NIVEL BAJO DE LÍQUIDO (pie)
Angulo alfa α para el nivel bajo de líquido (radianes)
AREA FRACCIONAL PARA EL NIVEL BAJO DE LÍQUIDO
AREA PARA EL NIVEL BAJO DE LÍQUIDO (pie2)
VOL. DE LÍQUIDO ACUMULADO ENTRE EL NIVEL ALTO Y EL NIVEL BAJO (pie3)
VELOCIDAD DEL GAS ( pies/seg)
TIEMPO DE RESIDENCIA DEL GAS (seg)
CONSTANTE "A" PARA ESTIMAR EL COEFICIENTE DE ARRASTRE
CONSTANTE "B" PARA ESTIMAR EL COEFICIENTE DE ARRASTRE
CONSTANTE "D" PARA ESTIMAR EL COEFICIENTE DE ARRASTRE
C(NRe)^2
*COEFICIENTE DE ARRASTRE ( C )
VELOCIDAD DE SEDIMENTACIÓN DE LA GOTA ( pies/seg)
TIEMPO NECESARIO PARA QUE LA GOTA SALGA DEL GAS (seg)
LONGITUD DEL KOD SELECCCIONADA (pies)
DÍAMETRO DEL KOD SELECCIONADO (pies)
RELACIÓN L/D
DENSIDAD DE LA MEZCLA ( LÍQUIDO+GAS ) (lb/pie3)
VELOCIDAD EN LA BOQ. DE ALIMENTACIÓN (pies/seg)
DIÁMETRO CALCULADO A LA SALIDA DE LÍQUIDO (plg)
DIÁMETRO SELECCIONADO A LA SALIDA DE LÍQUIDO (plg)
ESPESOR DE PARED (plg)
PESO DE LA CARCAZA (kgs)
PESO TOTAL DEL KOD VACÍO (kgs)
17
Empresa DOWNSTREAM SOLUCIONES INTEGRADAS.
0,116
0,006
1,27
0,000104
0,187
4,10
4,017
12,671
2,500
10,25
1,004
1,047
0,196
2,477
6,352
2,004
1,569
0,499
6,319
0,004
0,064
0,000
0,001
64,762
0,20
46,328
91,3258
37,7123
142,2673
1.552,75
2,114
3,477
0,866
10,25
4,10
2,50
0,09575
193,90
0,08
2,00
0,375
1.514
1.514
50
En la Tabla 3.25 se indica en resumen los resultados de la tabla anterior que se
necesitaran para los cálculos y selección de las bombas de descarga.
Tabla 3. 25 Resumen de los resultados de la tabla anterior.18
DIMENSIONES DEL KOD
DIÁMETRO DEL KOD (pies)
LONGITUD DEL KOD (pies)
CAPACIDAD DE MANEJO DE GAS (MMPCND)
CAPACIDAD DE MANEJO DE LÍQUIDO (BPD)
NIVEL ALTO DE LÍQUIDO (pulg)
NIVEL NORMAL DE LÍQUIDO (pulg)
NIVEL BAJO DE LÍQUIDO (pulg)
ESPESOR DE PARED CALCULADO (pulg)
DÍAMETRO NOMINAL BOQUILLA SALIDA DE LÍQUIDO (pulg)
ESPESOR SUGERIDO (pulg)
VOLUMEN DEL RECIPIENTE (pies3)
PESO DEL RECIPIENTE LLENO DE AGUA (Kgs)
PESO DEL RECIPIENTE A CONDICIONES DE OPERACIÓN (Kgs)
TIEMPO DE RESIDENCIA DEL LÌQUIDO (min)
CAPACIDAD DE DESALOJO DE LA BOMBA (gpm)
4,10
10,25
0,08
554
24,05
12,05
0,05
0,375
2,00
0,500
129,9
5176,1
7748,1
30,0
16,15
3.2.5.2.1 Elección de los Soportes para el Recipiente KOD.
El método de diseño de los soportes para recipientes horizontales se basa en el
análisis que fue desarrollado por L.P. Zick en 1951, que consiste en analizar los
esfuerzos en el recipiente y en los soportes, cuando este es soportado por dos
sillas. ASME publicó el trabajo de Zick como práctica recomendada en el diseño
de tales componentes (Figura 3.11)
18
Empresa DOWNSTREAM SOLUCIONES INTEGRADAS.
51
Figura 3. 11 Silletas para Recipientes Horizontales.
En este caso se trata de un recipiente horizontal KOD y existen varios métodos
que son usados para los soportes de recipientes a presión, y se los presenta a
continuación:
· Tipo Faldón
· Tipo Columna o pata
· Tipo Silletas
· Tipo Agarradera.
Ø Tipo Silletas.
Tanques y recipientes horizontales están sobre, “silletas”. El uso de más de dos
silletas depende de los cálculos. El código ASME especifica que el mínimo ángulo
de arco (el ángulo de contacto) es 120°.
Para absorber la expansión y contracción térmicas, debe permitirse el movimiento
de una de las silletas, de preferencia la del lado opuesto a de las conexiones de
tubería. En dichas silleta deben usarse ranuras en vez de agujeros circulares para
los tornillos de anclaje.
52
Figura 3. 12 Detalle de las silletas para recipientes horizontales.19
Los soportes para recipientes horizontales están diseñados bajo el Método Zick,
de lo cual se han definido ciertas dimensiones que satisfacen este método. En la
Tabla 4.2 del Pressure Vessel Handbook que se encuentra en el Anexo V, se
presentan las dimensiones según la nomenclatura de la Figura 3.12 de silletas
para recipientes de hasta 144 pulgadas.
Ø En la Tabla 3.26 se establecen las dimensiones de la silleta elegida, para un
Diámetro Nominal de 4 pies que es el valor del KOD calculado.
Tabla 3. 26 Dimensiones Elegidas para las Silletas.
DIAM.
NOMINAL.
KOD.
Pie-Pulg.
4-0
DIMENSIONES ELEGIDAS PARA LAS SILLETAS DEL RECIPIENTE DISEÑADO
ESPESORES DE SOPORTE
DIMENSIONES
Pulg.
NUMERO
DIAM.
DE
A
B
C
D
E
BASE COSTILLAS PLANCHA
PERNO PLATINAS
Pie-Pulg. Pie-Pulg. Pulg Pulg Pie-Pulg.
3-16
2-6
6
11
1-4
Pulg.
3/4
Elaborado por: Alexis López.
19
MEGYESY, EUGENE; “Pressure Vessel Handbook”; 2001.
0
G
H
K
3/4
3/8
3/8
53
Para ubicar las sillas debajo del recipiente se debe calcular la distancia de
separación como indica la Figura 3.13.
Figura 3. 13 Distancia entre sillas.20
El método de análisis de esfuerzos en las sillas por el método de Zick, determina
que la distancia óptima entre las sillas está dada por Ls, siendo Lt la longitud de
un cilindro completo equivalente a la longitud del cilindro con las cabezas.
20
NARVAEZ, DANIEL; Desarrollo de un aplicación computacional para la automatización de planos y dibujos
en 3D para el diseño de recipientes a presión bajo el código ASME SEC,VIII Div. 1; pdf.
54
3.2.6
SELECCIÓN DE BOMBAS DE TRASFERENCIA DE CONDENSADOS
DESDE EL KOD.
Debido a que se debe controlar la capacidad de líquido en el separador de
condensados KOD y para evitar que condensados ingresen a la tea, se hizo
necesario agregar al diseño dos bombas de transferencia de condensados, una
para operación y la otra de respaldo (back up).
3.2.6.1.1 Premisas de Cálculos.
El cálculo de las bombas centrífugas para el bombeo de líquido desde el KOD
hasta línea de salida de la Desaladora V-2 donde retorna el fluido al proceso,
obedece a las siguientes premisas para el cálculo, las condiciones de trabajo más
críticas para las bombas existentes:
·
El Sistema de Bombeo está diseñado con un total de dos bombas de las
cuales una debe estar en operación y otra en reserva, instalada en paralelo.
·
La gravedad API del crudo manejado por la instalación es de 27.1º API, de
acuerdo a información suministrada por personal de DOWNSTREAMS
SOLUCIONES INTEGRADAS S.A.
·
Es recomendable que el NPSH disponible sea mayor a al NPSH requerido, en
5 pies en adelante.21
·
Para el cálculo y selección de la bomba es necesario conocer las condiciones
de succión y las condiciones de descarga.
·
El flujo máximo se calcula según los volúmenes de producción de líquido que
se generan en el proceso de separación del fluido bifásico que ingresa en el
KOD, de lo cual se deriva lo siguiente:
a) Para cada bomba la capacidad de desalojo o caudal se obtuvo de la Tabla
3.25 con un valor de 16.15 gpm más 20% de sobrediseño, de esta forma el
caudal total de diseño es 20 gpm que será manejado por cada bomba.
21 ARNOLD,K; Surface Production Operation, Design of Oil-Handing Systems and Facilities,; Second Edition;
Vol 1.
55
b) Se considera la presión atmosférica 14,7 psig.
c) Se considera que el nivel más bajo de líquido en el KOD está a 4 pies de
distancia alejado de la línea de centro de la bomba.
d) Se toma como velocidades recomendadas para el flujo de tuberías los
siguientes valores: 3 a 10 pie/s en la tubería de descarga y 1 a 3 pie/s en la
de succión.22
3.2.6.1.2 Datos de Entrada.
En la Tabla 3.27 se encuentran los datos necesarios para determinar las variables
que se necesitan en la selección de bombas centrífugas.
Tabla 3. 27 Datos de Entrada de la Bomba 1
VARIABLES
FLUJO A MANEJAR
IDENTIFICACION BOMBA
TEMPERATURA (°F)
PRESION EN EL RECIPIENTE DE SUCCION (psig)
PRESION DE VAPOR DE FLUIDO @ T (psia)
DIF. ALTURAS ENTRE RECIP. Y LINEA DE SUCCION
BOMBA (pie)
PRESION EN EL RECIP. DESCARGA (psig)
DIF. ALTURAS ENTRE RECIP. DESCARGA Y EJE DE
BOMBA (pie)
DENSIDAD @ T (Lb/pie3)
GRADOS API (°)
TRAMO DESDE/HASTA
VISCOSIDAD (cP)
DIAMETRO NOMINAL (pulg)
DIAMETRO INTERNO (pulg)
CAUDAL (gpm)
LONGITUD RECTA DE TUBERIA (pie)
ACCESORIOS (CANTIDAD)
ENTRADA DESDE KOD
SALIDA A TUBERIA DE DESALOJO (DESLADORA V-2)
CODOS 90°
TEES FLUJO DESVIADO A 90°
TEES FLUJO DIRECTO
22,
SUCCION
Crudo
Bomba 1
90
10,1
4,23
DESCARGA
Crudo
Bomba 1
90
4,23
4
-
-
150
0
0
55,7
27,1
SUCCION
984,8
2
2,067
20
13,5
SUCCION
1
0
4
1
0
55,7
27,1
DESCARGA
984,8
1 1/2
1,610
20
54,2
DESCARGA
0
1
7
2
0
TOTAL, GS ECP 103 GENERAL SPECIFICATION PROCESOS, Process sizing criteria.
56
0
1
VALVULAS RETENCION (CHECK)
VALVULAS DE COMPUERTA
1
2
Elaborado por: Alexis López.
3.2.6.1.3 Cálculos Preliminares.
A continuación se presentan las fórmulas empleadas para el cálculo de las
variables necesarias para la selección de las bombas:
v Succión.
· Velocidad del Fluido.
Donde
V:
Velocidad del fluido (pie/s)
Q:
Caudal (gpm).
A:
Área de la tubería (pie2).
d:
Diámetro interno de la tubería (pulg).
57
De acuerdo a los resultados, la velocidad calculada cumple con la premisa de
cálculo expuesta anteriormente, ya que se encuentra en el rango de 1 a 3 pie/s
que son las velocidades permitidas.
· Número de Reynolds
Donde:
Re:
Número de Reynolds (adimencional)
ρ:
Densidad del fluido (lb/pie3).
V:
Velocidad del fluido (pie/s)
d:
Diámetro interno de la tubería (pie).
µ:
Viscosidad del fluido (cP).
· Pérdidas en la Succión.
Donde:
hfs:
Pérdidas en la succión (pie).
hfps:
Pérdidas primarias por longitud de tramo recto de tubería (pie).
58
∑hfsst:
Pérdidas secundarias totales por accesorios (pie).
A continuación se calcularon las pérdidas primarias y secundarias en la succión:
a. Pérdidas Primarias por longitud de tramo recto de tubería de Succión.
Donde:
hfps:
Pérdidas primarias por longitud de tramo recto (pie).
f:
Factor de Fricción (adimencional).
V:
Velocidad del fluido (pie/s)
L:
Longitud de la tubería recta (pie)
d:
Diámetro interno de la tubería (pie).
g:
aceleración de la gravedad (pie/s2).
Primero se calculó el factor de fricción “f”.
Como el Número de Reynolds es menor a 2000, se utiliza la siguiente ecuación:
Con este factor de fricción se encontró las pérdidas primarias de longitud de tramo
recto reemplazando en la ecuación [3.13]:
59
b. Pérdidas Secundarias por Accesorios en la Succión.
Como en la línea de succión existen algunos accesorios, aquí se indicará un
ejemplo de cálculo para un codo de 90°.
Primero se calculó el factor de fricción “k” para un codo de 90.
Primero se encontró el “k” de un codo de 90° en el Anexo VI, luego se halla el
factor fT que se encuentra en el mismo Anexo.
Con el valor de k encontrado, se reemplaza en la Ecuación [3.16] para halla la
pérdida del codo de 90°:
Donde:
hfss:
Pérdidas secundarias por accesorios (pie).
k:
Factor de Fricción (adimencional).
V:
Velocidad del fluido (pie/s)
g:
aceleración de la gravedad (pie/s2).
60
Luego se multiplica para el número total de codos de 90° que existan en esa línea
de succión y se obtuvo el siguiente resultado:
Para los demás accesorios se realiza el mismo procedimiento que se efectuó para
el codo de 90°, con la ayuda de una hoja de cálculo se presentan en la Tabla 3.28
los resultados donde se observar las Pérdidas Secundarias Totales para los
distintos accesorios de la succión.
Tabla 3. 28 Pérdidas Secundarias de Accesorios en la succión.
ACCESORIOS
Entrada desde KOD
Codo 90°
Tee flujo desviado a 90°
Válvula de Compuerta
SUCCION
ft
FACTOR
1
0,019
30
0,019
60
0,019
8
0,019
K
0,019
0,57
1,14
0,152
hfss
0,0010
0,0305
0,0610
0,0081
∑ hfsst =
hfsst
0,0010
0,1220
0,0610
0,0081
0,1921
Elaborado por: Alexis López.
Ø Tanto el resultado de las pérdidas primarias por longitud de tramo recto y las
pérdidas secundarias por accesorios totales se reemplazan en la ecuación
[3.12], teniendo como resultado final las pérdidas en la succión.
61
·
Presión de Succión de la Bomba.
Para calcular el NPSH disponible, inicialmente se requiere calcular la presión de
succión de la bomba.
Donde
PS:
Presión de Succión (psig).
Pt:
Presión en el tanque o recipiente (psig).
ρrelativa:
Densidad relativa (adimensional). Densidad del Agua = 62.43 lb/pie3.
hmin:
Cabeza mínima de líquido en la succión. (Pie).
hfs:
Pérdidas por fricción en Succión de la Bomba (psi).
·
Altura Neta Positiva de Succión Disponible. (NPSHd)
Donde
NPSHd:
Altura Neta Positiva de Succión Disponible
PS:
Presión de Succión (psia).
62
PV:
Presión de Vapor del fluido (psia).
ρfluido:
Densidad del fluido a T (Lbs/pie3).
hfs:
Pérdidas en la succión (pies).
ΔAlt:
Diferencia de Altura entre el Tanque y la Línea de Succión de la
Bomba
v Descarga.
Para hallar los resultados de los parámetros en la descarga se utilizan las mismas
ecuaciones que en la parte de Succión, es decir, desde la ecuación [3.9] hasta la
[3.17], obteniendo los siguientes resultados:
· Velocidad del Fluido.
De acuerdo a los resultados, la velocidad calculada cumple con la premisa de
cálculo expuesta anteriormente, ya que se encuentra en el rango de 3 a 10 pie/s
que son las velocidades permitidas.
63
· Número de Reynolds.
· Pérdidas en la Descarga.
Donde:
hfd:
Pérdidas en la descarga (pie).
hfpd:
Pérdidas primarias por longitud de tramo recto (pie).
hfsdt:
Pérdidas secundarias total por accesorios (pie).
a. Pérdidas Primarias por longitud de tramo recto de tubería de Descarga.
Primero se calculó el factor de fricción “f”.
Como el Número de Reynolds en menor a 2000, se utiliza la siguiente ecuación:
Con este factor de fricción se establecen las pérdidas primarias de longitud de
tramo recto reemplazando en la ecuación [3.13]:
64
b. Pérdidas Secundarias por Accesorios en la Descarga.
Para estas pérdidas se realiza el mismo procedimiento que se efectuó para
establecer las pérdidas secundarias en la Succión, y con la ayuda de una hoja de
cálculo los resultados se presentan en la Tabla 3.29 donde se observar las
pérdidas secundarias totales para los distintos accesorios de la descarga.
Tabla 3. 29 Pérdidas Secundarias de Accesorios en la Descarga.
ACCESORIOS
Salida Tuberia Descarga (V-2)
Codo 90°
Tee flujo desviado a 90°
Válvula de Retención
Válvula de Compuerta
DESCARGA
ft
FACTOR
1
0,021
30
0,021
60
0,021
50
0,021
8
0,021
K
0,021
0,630
1,260
1,050
0,168
hfss
0,003
0,092
0,183
0,153
0,024
∑ hfsst =
hfsst
0,003
0,366
0,366
0,153
0,049
0,937
Elaborado por: Alexis López.
Ø Tanto el resultado de las pérdidas primarias por longitud de tramo recto y las
pérdidas secundarias por accesorios totales se reemplazan en la ecuación
[3.20], teniendo como resultado final las pérdidas en la descarga.
·
Presión de Descarga de la Bomba.
El trabajo requerido para el movimiento de líquido, depende del flujo que debe
bombearse y la cabeza que debe vencer ésta cantidad de líquido.
65
Donde
PD:
Presión de Descarga (psig).
PL:
Presión requerida en el punto de llegada (psig).
ρrelativa:
Densidad relativa (adimensional).
hmax:
Cabeza o altura máxima de la línea de descarga (pie).
hfd:
Pérdidas por fricción en la línea de descarga (psi).
v Altura o Cabeza de Bombeo.
Es la altura de energía que la bomba adiciona a un sistema o altura dinámica
total, se obtiene a partir de la ecuación de la energía.
Donde:
Altura o Cabeza de bombeo (pie).
HB:
(P2 -P1)/
:
Diferencia de presiones entre la línea de descarga y la
superficie del líquido de la aspiración (pie).
(Z2 – Z1):
Diferencia de cota entre la línea de descarga y el punto
de succión (pie).
hfs:
Pérdidas en la succión (pie).
66
Pérdidas en la descarga (pie).
hfd:
v Potencia Hidráulica.
Donde
HP:
Potencia Hidráulica (HP)
Q:
Caudal máximo (gpm).
PD:
Presión de Descarga (psig)
Ps :
Presión de Succión (psig)
v Potencia al Freno
La potencia al freno es la potencia real de la bomba y tiene en cuenta la eficiencia
debida a pérdidas incurridas por fricción de sus elementos.
67
Donde
BHP:
Potencia al freno (BHP)
HP:
Potencia Hidráulica (HP)
Ef:
Eficiencia de la bomba rotativa (se asumirá 60%).
v Potencia del Motor Eléctrico. (PM)
Donde
PM: Potencia del Motor Eléctrico (HP)
BHP: Potencia al freno (BHP)
Ee: Eficiencia del motor eléctrico (se asumirá 90%).
Ø En la Tabla 3.30 se muestra en resumen todos los resultados de los cálculos
preliminares que se realizaron para la bomba 1 en la hoja de cálculo.
68
Tabla 3. 30 Resultados de los Cálculos Preliminares de la Bomba 1.
SUCCION
AREA
VELOCIDAD
LONGITUD DE TUBERIA TOTAL
NUMERO DE REYNOLDS
Como Reynolds < 2000
COEFICIENTE DE FRICCION (ࢌ)
PERDIDAS PRIMARIAS POR LONGITUD DE TRAMO RECTO
PERDIDAS SECUNDARIAS POR ACCESORIOS
PERDIDA TOTAL EN LA SUCCION
PRESION EN LA SUCCION (Pie de fluido fluyendo)
PRESION DE SUCCION
NPSHdisponible
DESCARGA
AREA
VELOCIDAD
LONGITUD DE TUBERIA TOTAL
NUMERO DE REYNOLDS
Como Reynolds < 2000
(
f
)
COEFICIENTE DE FRICCION
PERDIDAS PRIMARIAS POR LONGITUD DE TRAMO RECTO
PERDIDAS SECUNDARIAS POR ACCESORIOS
PERDIDA TOTAL EN LA DESCARGA
PRESION EN LA DESCARGA (Pie de fluido fluyendo)
PRESION DE DESCARGA
ALTURA O CABEZA DE BOMBEO
POTENCIA HIDRAULICA
POTENCIA AL FRENO
POTENCIA ELECTRICA
Elaborado por: Alexis López.
ଶ
0,023 ݁݅
1,855 ݁݅Ȁݏ
݁݅
13,5
26,89
Flujo Laminar
2,380
݁݅
9,982
݁݅
0,192
݁݅
10,174
݁݅
20,0
ܲ݃݅ݏ
7,7
݁݅
40,84
ଶ
0,014 ݁݅
3,06 ݁݅Ȁݏ
݁݅
54,2
34,53
Flujo Laminar
1,854
݁݅
108,871
݁݅
0,937
݁݅
109,81
݁݅
498,17
192,41 ݃݅ݏ
݁݅
478,20
ܲܪ
2,09
ܲܪ
3,48
ܲܪ
3,87
Ø SULZER uno de los principales fabricantes de bombas que ofrece soluciones
de bombeo según las necesidades específicas del sistema, tiene una página
virtual en la cual se introdujo los datos de la Tabla 3.27 y los resultados de la
Tabla 3.30, que ayudaron a encontrar la bomba centrífuga más idónea para
las condiciones establecidas en el sistema y cuya Hoja de Datos se encuentra
en el ítem 3.2.9.
69
3.2.7
ESPECIFICACIÓN DE MATERIALES.
La Especificación de Materiales o Piping Class indica una serie de requerimientos
cuya selección ha sido determinada en base a la presión, temperatura y
naturaleza corrosiva del fluido que transporta. También describe el espesor de las
tuberías, el tipo de conexión entre los distintos ramales y los códigos empleados
para la adquisición o clasificación de los materiales.23
3.2.7.1 Criterios de diseño para la Selección de Materiales
Los siguientes criterios fueron utilizados en la selección y especificación de
materiales de tuberías, válvulas, empaques, accesorios, y protecciones
necesarias para el aumento de la confiabilidad e integridad mecánica del proyecto
“Evaluación de Escenarios y Determinación de Contingencia Crítica para el
Diseño de un Sistema de Alivio de una Planta Destiladora de Crudo”
Los
materiales
seleccionados
y
especificados
se
basaron
en
Normas
Internacionales y criterios de buenas prácticas de Ingeniería empleadas por la
empresa DOWNSTREAM SOLUCIONES INTEGRADAS. Para la realización de
las especificaciones se tomó como referencia principal la Norma Técnica PIP
“Process Industry Practices” y la Norma ASME B31.3 “Process Piping”.
Se consideró el diseño de los materiales para una vida útil de 20 años. Las líneas
deberán proporcionar seguridad y confiabilidad durante el flujo de fluidos dentro
de las tuberías. Deberán diseñarse para las condiciones más severas de presión
y temperatura que coincidan en un momento dado.
3.2.7.1.1 Presión de Diseño.
La presión de diseño será la presión máxima de operación más 10%, o presión
máxima de operación más 25 psi, cual sea mayor; para tubería sometida a
23 CARDOZO, HERNAN; Actualización de la Planta Compresora Aguasay 5A; Sartenejas;
Octubre; 2008; pdf
70
presión de operación por debajo de 1000 psi. En ningún caso la Presión de diseño
será menor de 50 psig.24
De acuerdo a los resultados que se obtuvieron en el simulador Inplant la Presión
de Operación del Sistema de Alivio es de 24.8 psia (10.1 psig), y en relación a lo
anteriormente establecido, la Presión de Diseño es de 35.1 psig, pero como no
puede ser menor a 50 psig, este último valor es la Presión que sirvió para
especificar los materiales y realizar los cálculos de diseño.
3.2.7.1.2 Temperatura de Diseño.
Para todos los servicios la temperatura de diseño será de 10°C (50°F) superior a
la temperatura de operación máxima. En el Anexo III se encuentran los resultados
que se obtuvieron del simulador y cuya Temperatura de Operación del Sistema de
Alivio es de 719.63 °F, entonces la Temperatura de Diseño será de 770 °F.
3.2.7.2 Especificaciones de Materiales.
Los materiales para tuberías, válvulas y accesorios se seleccionaron de acuerdo
al servicio, presión y temperatura máxima de operación tomando como guía la
Norma Técnica PIP “Process Industriy Practices” que se encuentra en el Anexo
VII y la Norma ASME B31.3 “Process Piping” en el Anexo VIII. Los materiales
elegidos son los que están descritos a continuación:
3.2.7.2.1 Tubería.
Las tuberías son de acero al carbono regidas por la Norma API 5L “Specification
for Line Pipe”. Para el desarrollo de esta ingeniería se utilizó el nivel de
Especificación de Producto PSL2 por presentar las propiedades mecánicas
adecuadas. La tubería ASTM A-53 Grado B tiene similares características que la
API 5L y cualquiera de las dos puede emplearse en el proyecto.
24
ASME B31.3; Process Piping.
71
Todas las líneas de procesos, serán soldadas a tope (“Butt Weld”).
3.2.7.2.2 Bridas.
La clase, dimensiones y el acabado de la cara de las bridas menores e iguales a
24” fueron determinadas por ASME B16.5 “Steel Pipe Flanges and Flanged
Fittings NPS 1/2 Through NPS 24 Metric/Inch Standard”.
Para bridas menores a 1 1/2” los extremos serán: roscados (THRD), y para bridas
mayores e iguale a 2” serán de bridas de cuello soldado (WN).
3.2.7.2.3 Válvulas.
Las válvulas deben estar fabricadas de acuerdo a lo especificado en la norma
ASME B16.34 “Valves-Flanged, Threaded, and Welding End”.
Las dimensiones entre cara y cara de las válvulas bridadas de acero deben estar
conforme a las especificaciones de ASME B16.10 “Face-to-Face and End-to-End
Dimensions of Valves”.
Las dimensiones y acabados de las bridas de las válvulas de acero deben
ajustarse a la norma ASME B16.5 “Pipe Flanges and Flanged Fittings NPS ½
Through NPS 24 Metric/Inch Standard”.
3.2.7.2.4 Accesorios (Codos, Tee, Reducciónes, Coupling, Niples, Tapón)
Los codos, tee y reducciones son de Acero al Carbono ASTM A-234 Grado WPBW y se regirán según la Norma ASME B16.9.
Los extremos de los accesorios con diámetros mayores a 2” serán soldados a
tope (BW), de acuerdo a la Norma ASME B16.9 “Factory-Made Wrought Steel
Buttwelding Fittings”.
72
Los extremos de los accesorios con diámetro menor o igual a 2” serán de:
Enchufe Soldado (SW) y/o Roscado (THRD).
Todos los accesorios deben ser de un espesor de pared que coincida con el de la
tubería a la cual van conectados.
3.2.7.2.5 Empaquetaduras
Todas las empacaduras a utilizar en el proyecto se regirán por la norma ASME
B16-20 “Metallic Gaskets for Pipe Flanges - Ring-Joint, Spiral-Wound, and
Jacketed”.
3.2.7.2.6 Espárragos y Tuercas.
Los espárragos y tuercas para bridas deben cumplir con la Norma ASME B18.2.1
“Square and Hex Bolts and Screws, Inch Series " y ASME B18.2.2 “Square and
Hex Nuts".
Los pernos cumplirán los requeridos en la Norma ANSI B16.5. Los espárragos
deberán ser ASTM A 193, Grado B7 “Standard Specification for Alloy-Steel and
Stainless Steel Bolting Materials for High Temperature or High Pressure Service
and Other Special Purpose Applications” y las tuercas ASTM A 194, Grado 2H
“Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High
Pressure or High Temperature Service, or Both”.
Ø La Tabla 3.31 indica el formato que se estableció para el Piping Class o
Especificación de Materiales del Sistema de Alivio de la Planta Destiladora de
Crudo.
1 / 16 pulg.=0,063 pulg. (1,6 mm) Espesor
Drenajes / Alivios
150
ASME B16.5
ɠ20˚F a 800˚F (ɠ29˚C a 427˚C)
Material:
Codigo de Diseño:
Acero al Carbono
ASME B.31.3
Evaluación de Escenarios y Determinación de Contingencia Crítica para el Diseño
de un Sistema de Alivio de una Planta Destiladora de Crudo
NPS
2"- 24"
2"- 24"
2"- 24"
TUBERIA
VALVULAS DE
COMPUERTA
VALVULAS
DE RETENCION
ɠ 20 a 100
285
ITEM
Temperatura (˚F)
Presión (PSIG)
CLASE 150
CLASE 150
STD
SCH/ESP
200
260
RF/ASME B16.5
RF/ASME B16.5
BW
EXTREMO
300
230
600
140
DESCRIPCION
500
170
700
110
800
80
Válvula de Retención, Tipo Swing Check, Cuerpo Acero al
Carbono ASTM A-216 Gr. WCB, Clapeta WCB al 13% Cromo.
Asientos Duros de Acero al Carbono revestido con Stellite 6.
Acabado de Brida 125-200 AARH. Diseño API 6D/BS 1868.
Válvula de Compuerta, Cuerpo Acero al Carbono
ASTM A-216 Gr. WCB, Vástago Acero Inoxidable 410,
Volante Hierro Maleable. Apertura Completa. Acabado de
Brida 125-200 AARH. Diseño por API 600
Tuberías de Acero al Carbono, API 5L Gr. B PSL 2 ó ASTM
A-53 Gr. B, sin costura.
400
200
Presión - Temperatura Rating de acuerdo a ASME B16.5 "Pipe Flanges and Flanged Fittings NPS 1/2 through NPS 24 Metric/Standard"
Servicio:
Clase (Rating):
Temperatura Limite:
Tolerancia de Corrosion
Permisible:
PROYECTO:
Tabla 3. 31 Formato para la Especificación de Materiales del Sistema de Alivio.
73
1/2 - 3/4
1/2 - 3/4
NIPLES
TAPON
Elaborado por: Alexis López.
ESPARRAGOS
TUERCAS
CLASE 3000
1/2 - 3/4
COUPLING
CLASE 3000
STD
CLASE 150
BW/THRD
THRD
SW/THRD
BW
BW
2"- 24"
2"- 24"
BW
BW
2"- 24"
STD
BW
STD
2"- 24"
2"- 24"
RF/ASME B16.5
CLASE 150
SCH STD
2"- 24"
EMPACADURAS
REDUCCIONES
TEE
CODOS
BRIDAS
Tuercas de Tipo Hexagonal de Material ASTM A-194 Gr. 2H
Espárragos de Material ASTM A-193 Gr. B7
Tapón, Material Acero al Carbono ASTM A-105, NPT Macho,
Cabeza Hexagonal, Según ASME B16.11.
Niple de Acero al Carbono , ASTM A 106 Gr. B, sin costura
Material Acero al Carbono ASTM A-105. Según ASME
B16.11.
Empacadura, Espiro metálica 304SS con insertos de Grafito,
Espesor 1/16”, Según ASME B16.20.
Codo 90°. Radio Largo, Material Acero al Carbono ASTM A234 Gr. WPB-W, Según ASME B16.9.
Codo 45°. Radio Largo, Material Acero al Carbono ASTM A234 Gr. WPB-W, Según ASME B16.9.
Tee, Material Acero al Carbono ASTM A-234 Gr. WPB-W,
Según ASME B16.9.
Reducción Concéntrica, Material Acero al Carbono ASTM A234 Gr. WPB-W, Según ASME B16.9.
Reducción Excéntrica, Material Acero al Carbono ASTM A234 Gr. WPB-W, Según ASME B16.9.
Brida Cuello Soldado (WN), Material Acero al Carbono
ASTM A-105 Acabado 125-200 AARH.
74
75
3.2.8
CÁLCULO DE ESPESOR DE TUBERIA.
3.2.8.1 Cálculo de Espesores de Pared de Tubería
Las líneas deberán proporcionar seguridad y confiabilidad durante el flujo de
fluidos dentro de las tuberías.
Según el Código ASME B31.3 “Process Piping (Tubería de Procesos)” Sección
304 – “Presión de Diseño de Componentes”, el cálculo de espesores de pared
para líneas de flujo se realizó mediante las ecuaciones que se presentan a
continuación:
Dónde:
t:
Espesor de la tubería requerida por presión interna, (pulg)
tm:
Espesor mínimo requerido incluido presión interna, corrosión y erosión.
T:
Espesor de pared que satisface la presión interna, corrosión y tolerancia de
fabricación k=12.5%. (pulg)
P:
Presión interna de diseño. (psig)
D:
Diámetro externo de la tubería. (pulg)
S:
Esfuerzo admisible del material de la tubería (psi).
E:
Factor de calidad de juntas de soldadura.
Y:
Coeficiente por efecto de temperatura.
c:
Sobre espesor por corrosión (0.063 pulgs).
76
La explicación de cada parámetro para establecer el espesor de tubería es el
siguiente:
· Espesor de pared (T).
Este valor corresponde al espesor de pared de la tubería mínimo necesario para
lograr la presión de diseño deseada.
· Presión de diseño (P).
Como se mencionó en el ítem 3.2.7.1.1 la presión de diseño para el sistema de
alivio será 50 psig.
· Diámetro externo (D):
Los valores de diámetro externo de las tuberías comerciales que se observan en
el Anexo IX son las que se necesitan para el proyecto “Evaluación de Escenarios
y Determinación de Contingencia Crítica para el Diseño de un Sistema de Alivio
de una Planta Destiladora de Crudo”.
· Esfuerzo admisible (S):
Este valor es una característica de los materiales y están estipulados en las
especificaciones bajo las cuales se fabrica la tubería.
Para el servicio previsto, se ha seleccionado el Grado B para las tuberías, cuyo
valor de resistencia al esfuerzo de fluencia es de 20.000 psi como se indica en el
Anexo X en la Tabla A-1 según clasificación API 5L”, de ASME B31.3.
· Factor de calidad de juntas de soldadura (E) y Coeficiente por efecto de la
temperatura (Y):
Estos valores se encuentran en el Anexo XI y se eligieron conforme a la Tabla A1B y la Tabla 304.1.1 del código ASME B31.3. Como se tiene una tubería sin
costura y la temperatura de operación será menor a los 482ºC el factor E es igual
1 y el coeficiente Y es igual a 0.4.
77
Ø Se indica a manera de ejemplo, el cálculo del espesor de tubería para el
Cabezal de 4 pulgadas del Sistema de Alivio.
·
Ø En la Tabla 3.32 se indican los espesores comerciales seleccionados para las
tuberías que entran y salen de las diferentes válvulas de alivio del sistema.
Tabla 3. 32 Espesores Comerciales seleccionados para las Tuberías del Sistema de Alivio.
Descripción
Cabezal
Salida de la SV-3
Salida de la SV-7
Salida de la SV-5
Salida de la SV-8
Salida de la SV-11
Salida de la SV-16
Entrada a la SV-3
Entrada a la SV-7
Entrada a la SV-5
Entrada a la SV-8
Entrada a la SV-11
Entrada a la SV-16
Salida de la SV-2
Salida de la SV-6
Salida de la SV-4
Salida de la SV-9
Diámetros Diámetros
Nominales Externos
(pulgs)
(pulgs)
t
(pulg)
tm
T
(pulgs) (pulgs)
Espesor
Comercial
Elegido
(pulgs)
Cédula
4
4,5
0,0056 0,0686 0,0772
0,237 (STD)
40
3
3,5
0,0044 0,0674 0,0758
0,216 (STD)
40
78
Entrada a la SV-2
Entrada a la SV-6
Entrada a la SV-4
Entrada a la SV-9
Salida de la SV-20
2
2,375
0,0029 0,0659 0,0742
0,154 (STD)
40
Entrada a la SV-20
1 1/2
1,900
0,0024 0,0654 0,0735
0,145 (STD)
40
Elaborado por: Alexis López
3.2.9
HOJA DE DATOS.
La Hoja de Datos debe contener información del proceso (Caudal, Presión,
Temperatura y servicios necesarios para la correcta operación de la planta) y
también información que debe cumplir el fabricante basado en Códigos y Normas
de diseño para la selección, fabricación y adquisición de los equipos mayores. En
este caso las Hojas de datos son del Flare, KOD y Bombas Centrífugas que se
encuentra en el Anexo XII.
3.2.10 PLANOS ISOMÉTRICOS Y LISTADO DE MATERIALES.
En esta parte del proyecto se utilizó un software que permite dibujar en tres
dimensiones todas las partes que conforma el Sistema de Alivio (AUTODESKCADWORX 2010), excluyendo los equipos mayores que se nombraron en el ítem
3.2.9. Las imágenes del Anexo XIII muestran el Sistema de Alivio simulado en el
programa CADWORX 2010.
El software genera los Planos Isométricos y el Listado de Materiales como se
indica en el Anexo XIV. En la Tabla 3.33 y Tabla 3.34 se indica el Listado de
Materiales de todos los planos Isométricos de una manera unificada e indicando
que cantidad de materiales se tienen que utilizar para hallar un prepuesto
referencial.
79
Tabla 3. 33 Listado de Materiales para el Sistema de Alivio de la Planta Destiladora.
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
LISTADO DE MATERIALES
PROYECTO:
ITEM
1
1.1
1.1.1
1.1.2
1.1.3
1.1.4
2
2.1
2.1.1
2.1.2
2.1.3
2.1.4
2.2
2.2.1
3
3.1
3.1.1
3.1.2
3.1.3
3.1.4
3.2
3.2.1
3.2.2
4
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
DESCRIPCION
UNIDAD CANTIDAD UNIDAD CANTIDAD
TUBERIAS
Tuberías de Acero al Carbono, API 5L Gr. B PSL 2 2 ó
ASTM A-53 Gr. B, sin costura, BW, SCH 40, Extremos
biselados.
ø 4 pulgadas
mm
220511
pies
724
ø 3 pulgadas
mm
9467
pies
31
mm
7312
pies
24
ø 2 pulgadas
ø 1 1/2 pulgadas
mm
16708
pies
55
BRIDAS
Bridas de Cuello Soldado, (WN), Material Acero al
Carbono ASTM A-105 Acabado 125-200 AARH, 150Lb,
RF, Según ASME B16.5
Und.
14
ø 4 pulgadas
Und.
6
ø 3 pulgadas
Und.
14
ø 2 pulgadas
Und.
2
ø 1 1/2 pulgadas
Brida de Ciega, Material Acero al Carbono ASTM A-105
Acabado 125-200 AARH, 150Lb, RF, Según ASME B16.5
ø 4 pulgadas
4.1.1
4.1.2
TEE
Tee, ASTM A-234 Gr. WPB-W, Según ASME B16.9, BW
ø 4"x4"
ø 3"x3"
ø 2"x2"
ø 1 1/2"x 1 1/2"
Tee Reductora, ASTM A-234 Gr. WPB-W, Según ASME
ø 4"x 3"
ø 4"x 2"
CODOS
Codo 90°. Radio Largo, BW, Material Acero al Carbono
ASTM A-234 Gr. WPB-W, Según ASME B16.9.
ø 4 pulgadas
ø 3 pulgadas
4.1.3
4.1.4
ø 2 pulgadas
ø 1 1/2 pulgadas
4.1
Elaborado por: Alexis López
Und.
1
Und.
Und.
Und.
Und.
8
1
1
1
Und.
Und.
4
1
Und.
Und.
Und.
Und.
23
8
8
6
80
Tabla 3. 34 Continuación del Listado de Materiales para el Sistema de Alivio de la Planta
Destiladora.
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
LISTADO DE MATERIALES
PROYECTO:
ITEM
5
5.1
5.1.1
5.1.2
5.1.3
5.1.4
6
6.1
6.1.1
6.2
6.2.1
7
7.1
7.1.1
8
8.1
8.2
8.3
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
DESCRIPCION
UNIDAD CANTIDAD UNIDAD CANTIDAD
EMPACADURAS
Empacadura, Espiro metalica 304SS con insertos de
Und.
12
ø 4 pulgadas
ø 3 pulgadas
Und.
11
Und.
19
ø 2 pulgadas
Und.
3
ø 1 1/2 pulgadas
VALVULAS
Válvula de Compuerta, Cuerpo Acero al Carbono
ASTM A-216 Gr. WCB, Vástago Acero Inoxidable 410,
Volante Hierro Maleable.Apertura Completa. Acabado
de Brida 125-200 AARH, 150 Lb, RF, Diseño por API 600
ø 2 pulgadas
Und.
5
Und.
2
Und.
5
Und.
Und.
Und.
8
4
1
Válvula de Retención, Tipo Swing Check, Cuerpo Acero
al Carbono ASTM A-216 Gr. WCB, Clapeta WCB al 13%
Cromo. Asientos Duros de Acero al Carbono revestido
con Stellite 6. Pasador Acero Inoxidable. Acabado de
Brida 125-200 AARH, 150 Lb, RF, Diseño por API
6D/BS1868
ø 2 pulgadas
REDUCCION CONCENTRICA
Reducción Concentrica, Material AC ASTM A-234 GR.
WPB-W, Según ASME B16.9, BW.
ø 2" X 1 1/2"
VALVULA DE ALIVIO, 150 LBx150LB, FLG.
ø 3 x 4 pulgadas
ø 2 x 3 pulgadas
ø 1 1/2 x 2 pulgadas
Elaborado por: Alexis López
81
3.2.11 PRESUPUESTO REFERENCIAL.
La implementación del proyecto “Evaluación de Escenarios y Determinación de
Contingencia Crítica para el Diseño de un Sistema de Alivio de una Planta
Destiladora de Crudo” es necesario realizarlo basado en el aumento de la
seguridad y mitigación de posibles eventos que pudiesen ocasionar daños
ambientales, perdida de los equipo en incluso lo más desfavorable ocasionar
daños al personal que labora en la planta.
La Empresa Clipper Energy Supply proporciona materiales a la industria del
campo petrolífero en América Latina y facilitó los precios necesarios para realizar
un presupuesto referencial del listado de materiales del Sistema de Alivio y cuyos
valores se presentan en la Tabla 3.35.
82
Tabla 3. 35 Presupuesto Referencial del Listado de Materiales.
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
PRECIO DE MATERIALES
1
1.1
1.1.1
1.1.2
1.1.3
1.1.4
2
2.1
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
PRECIO
DESCRIPCION
UNIDAD
CANTIDAD
PRECIO
UNITARIO
TUBERIAS
Tuberías de Acero al Carbono.
pies
724
$
13,70 $
9.918,80
ø 4 pulgadas
pies
31
$
12,55 $
389,05
ø 3 pulgadas
ø 2 pulgadas
pies
24
$
5,45 $
130,80
ø 1 1/2 pulgadas
pies
55
$
4,20 $
231,00
BRIDAS
Bridas de Cuello Soldado.
2.1.1
2.1.2
2.1.3
2.1.4
ø 4 pulgadas
ø 3 pulgadas
ø 2 pulgadas
ø 1 1/2 pulgadas
PROYECTO:
ITEM
2.2
2.2.1
3
3.1
3.1.1
3.1.2
3.1.3
3.1.4
3.2
3.2.1
3.2.2
4
4.1
4.1.1
4.1.2
4.1.3
4.1.4
5
5.1
5.1.1
5.1.2
5.1.3
5.1.4
6
6.1
6.1.1
6.2
Und.
Und.
Und.
Und.
14
6
14
2
$
$
$
$
17,25
14,25
11,00
10,00
$
$
$
$
241,50
85,50
154,00
20,00
ø 4 pulgadas
Und.
1
$
18,00
$
18,00
TEE
Tee, ASTM A-234 Gr. WPB-W.
ø 4"x4"
ø 3"x3"
ø 2"x2"
ø 1 1/2"x 1 1/2"
Und.
Und.
Und.
Und.
8
1
1
1
$
$
$
$
29,50
20,00
11,50
8,00
$
$
$
$
236,00
20,00
11,50
8,00
Und.
Und.
4
1
$
$
25,20
23,20
$
$
100,80
23,20
Und.
Und.
Und.
Und.
23
8
8
6
$
$
$
$
10,75
7,50
4,00
4,00
$
$
$
$
247,25
60,00
32,00
24,00
Und.
Und.
Und.
Und.
12
11
19
3
$
$
$
$
4,50
3,50
2,50
2,00
$
$
$
$
54,00
38,50
47,50
6,00
Und.
5
$
220,35
$
1.101,75
Und.
2
$
920,45
$
1.840,90
Und.
5
$
4,55
$
22,75
Und.
Und.
Und.
8
4
1
$ 3.890,00
$ 3.551,00
$ 3.292,00
$
$
$
31.120,00
14.204,00
3.292,00
PRECIO TOTAL
$
63.678,80
Brida de Ciega.
Tee Reductora, ASTM A-234 Gr. WPB-W.
ø 4"x 3"
ø 4"x 2"
CODOS
Codo 90°. Radio Largo, BW.
ø 4 pulgadas
ø 3 pulgadas
ø 2 pulgadas
ø 1 1/2 pulgadas
EMPACADURAS
Empacadura, Espiro metalica 304SS.
ø 4 pulgadas
ø 3 pulgadas
ø 2 pulgadas
ø 1 1/2 pulgadas
VALVULAS
Válvula de Compuerta.
ø 2 pulgadas
Válvula de Retención, Tipo Swing Check.
6.2.1
7
7.1
REDUCCION CONCENTRICA
Reducción Concentrica.
7.1.1
8
8.1
8.2
8.3
ø 2" X 1 1/2"
VALVULA DE ALIVIO, 150 LBx150LB, FLG.
ø 3 x 4 pulgadas
ø 2 x 3 pulgadas
ø 1 1/2 x 2 pulgadas
ø 2 pulgadas
9
Elaborado por: Alexis López
83
Se debe insistir que el Costo Total estará sujeto a las fluctuaciones de los
diferentes costos parciales, esto se debe a los cambios de precios en el mercado.
v El Precio de $ 63.678,80 representa solamente el costo del listado de
materiales que necesita el Sistema de Alivio de la planta, por lo tanto
constituyen el costo antes de ser instalada. El costo del montaje de equipos,
Obra
Electro-Mecánicas
y
Obra
Civil
asciende
a
aproximadamente de acuerdo a la información de proveedores.
$
320.000,00
84
CAPÍTULO 4.
4.1 CONCLUSIONES.
·
Con la implementación del Sistema de Alivio para la Planta Destiladora se
mitigará el posible escenario de contingencia que se puede presentar en la
planta y se garantizará un menor impacto al personal, al medio ambiente y se
asegurará la disponibilidad y la integridad de los equipos de los cuales se está
protegiendo.
·
Debido a una recolección ordenada y confiable de información acerca de la
Planta Destiladora de crudo se logró conocer cuál de los equipos de la planta
tenían Válvulas de Alivio que venteaban a la atmosfera, clasificándolas como
se muestra en la Tabla 3.2, las cuales forman parte del Diseño del Sistema de
Alivio propuesto. También se pudo encontrar todos los parámetros de
operación y datos de los equipos que se necesitaron para los cálculos
posteriores en la etapa de Ingeniería Básica y de Detalle del proyecto.
·
Mediante la Evaluación de escenarios de contingencia se concluye que el tipo
de contingencia para esta planta es de alivio por caso fuego para los equipos y
el caso de alivio térmico para los intercambiadores de calor, obteniendo los
máximos flujos a aliviar para los equipos V-3/ V-2/ PE-4A, cuyos valores son
indicados en la Tabla 3.9, en la cual se indica, que la contingencia que origina
la mayor carga de gas al Sistema de Alivio para la evaluación del cabezal de
alivio es la fraccionadora V-3 con flujo asociado de 81.647,97 pie3/D.
·
Los diámetros seleccionados para el Sistema de Alivio, así como para el
cabezal de entrada y salida del KOD hacia el flare son los establecidos en la
Tabla 3.21. El cabezal será de 4 pulgadas de diámetro, para cumplir con los
criterios de velocidad y contrapresión máxima permitida, para un caudal de
diseño de 81.647,97 pie3/D, que es el caudal obtenido para el caso fuego en el
equipo V-3. Las líneas secundarias que salen del equipo V-3 tienen un
diámetro de 3 pulgadas y las líneas de los equipos restantes son de 2
pulgadas de diámetro que cumplen con los mismos criterios de velocidad y
85
máxima contrapresión permitida para los diferentes caudales que brinda cada
equipo.
·
El sistema de alivio planteado donde el uso de un KOD es muy necesario ya
que permite la separación del fluido bifásico proveniente de los equipos a
proteger, asegurando su almacenaje y operación, evitando así que las gotas
de hidrocarburos líquidos ingresen y causen daños al Flare. El diseño
mecánico que garantiza lo anteriormente expuesto se reguló mediante la
Normas ASME Sección VIII División 1 obteniendo como resultado un
separador bifásico horizontal de 4 pies de diámetro con 10,25 pies de longitud,
también se agregó a la ingeniería dos bombas de transferencia de
condensados, una para operación continua y la otra como back up. La bomba
es de tipo centrifugo y de succión positiva con una capacidad de bombeo de
20 gpm, con una presión de succión y descarga de 7,7 psig y 192.41 psig
respectivamente, adicional la potencia hidráulica necesaria para esta bomba
es de 2.09 HP.
·
Al obtener los diámetros nominales de tubería con el simulador Inplant se logró
establecer los espesores de pared de las tuberías y con esto se eligió los
diámetros estándar que comercialmente se encuentran y que se indican en la
Tabla 3.32.
·
Los resultados que se obtuvieron a partir de las hojas de cálculos son la base
para el desarrollo de las hojas de datos (Anexo XII) y requisiciones de
materiales en el área de la parte mecánica las cuales sirven para la compra y
montaje final de los equipos. Adicionalmente, es la base para los cálculos de
las cimentaciones de equipos y soportes de tubería que se encarga la
especialidad Civil.
·
Del análisis del presupuesto referencial se obtuvo que los costos del listado de
materiales es de $ 63.678,80 y el montaje de equipos, Obra Electro-Mecánicas
y Obra Civil asciende a $ 320.000,00 aproximadamente.
86
4.2 RECOMENDACIONES.
·
Durante una parada de planta se deben desinstalar las válvulas de alivio y
probarlas en un banco de prueba para así tener información confiable de las
características y sobre todo de la capacidad de las válvulas existentes en la
planta.
·
Es recomendable que las tuberías del sistema de alivio y venteo sean
instaladas con una configuración que no permita la formación de bolsillos
(acumulación de líquido no deseable). La pendiente de este cabezal deberá
tener por lo menos una inclinación del 1% en dirección al K.O.D.
·
De concretarse y ejecutarse el proyecto se recomienda hacer una evaluación
de las rutas definitivas y también obtener todos los datos de operación de la
plata actualizados para poder realizar la ingeniería con la información actual y
siguiendo los códigos y Normas que rigen el diseño del sistema de alivio
propuesto en el presente proyecto de titulación.
87
REFERENCIA BIBLIOGRÁFICAS
·
ARNOLD, K. and STEWART, M.; “Surface Production Operation, Design of
Oil-Handing Systems and Facilities”; Second Edition; Vol 1; pag. 350.
·
MEGYESY, EUGENE; “Pressure Vessel Handbook”; 20th Edition; Oklahoma;
2001.
·
DIVISIÓN DE INGENIERÍA DE CRANE; “Flujo de Fluidos en Válvulas,
accesorios y tuberías”; Mc. Graw-Hill
·
DOWNSTREMAS
SOLUCIONES
INTEGRADAS
S.A;
“Evaluación
De
Escenarios Posibles De Contingencia”; Proyecto No #AFE; Cod. Documento
TIG-CPF-BP040-EST-001-Rev.0; pags 15.
·
PERRY, R.; Manual del Ingeniero Químico; Mc. Graw-Hill; 7ma Edición; 2001;
pag.100.
·
TOTAL, GS ECP 103 GENERAL SPECIFICATION PROCESOS, Process
sizing criteria; pag. 23.
·
LAURIMAR, L.; “Evaluación del Sistema de Despresurización del Complejo
Operacional Rusio Viejo (CORV)-PDVSA- Distrito Norte, Estado Monagas”;
Universidad de Oriente; Barcelona; Abril 2010; pdf.
·
LIRA, ROMAN; “Diseño del Sistema de Alivio y Venteo de la Planta
Compresora de Gas Led-6 de la Unidad de Explotación Oritupano Leona”;
Universidad de Zulia; Maracaibo; Junio 2011; pdf.
·
CARDENAS, CRISTHIAN; “Especificaciones y Cálculos para el Diseño del
Sistema de Alivio y TEA en una Estación compresora de Gas Natural”;
Universidad Industrial de Santander; Bucaramanga; 2009; pdf.
·
ONSALO FABRICIO; “Evaluación del Sistema de Alivio de las Unidades de
proceso de conversión y tratamientos de la refinería El Palito”; Universidad
Central de Venezuela; Caracas, 2013; pdf.
·
CARDOZO, HERNAN; “Actualización de la Planta Compresora Aguasay 5A;
Universidad Simón Bolívar: Sartenejas; Octubre; 2008; pdf.
·
NARVAEZ, DANIEL; “Desarrollo de un aplicación computacional para la
automatización de planos y dibujos en 3D para el diseño de recipientes a
88
presión bajo el código ASME SEC. VIII Div.1; Escuela Politécnica del Ejército;
Sangolquí; 2008; pdf.
·
NARVAEZ, DANIEL; Desarrollo de una aplicación computacional para la
automatización de planos y dibujos en 3D para el diseño de recipientes a
presión bajo el código ASME SEC, VIII Div. 1; pdf.
·
http://www.sulzer.com/login?url=%2fen%2fProducts-and-Services%2fPumpsServices%2fSpecial-Functionalities-Pumps%2fSulzer-Select-Welcome-Page
·
http//:www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP
/Ficheros/501a600/ntp_510.pdf
·
http://www.tradecoindustrial.com.mx/proyectos/desfogue-GasMarino.php
·
http://biblioteca.unet.edu.ve/db/alexandr/db/bcunet/edocs/TEUNET/2006/Pregr
ado/Mecanica/AngelE_Rafael-Mu%F1ozM_LeeJ/CapituloII.pdf
·
http://es.wikipedia.org/wiki/Bomba_centr%C3%ADfuga#mediaviewer/File:Bom
ba_centrifuga.jpg
·
http://repositorio.bib.upct.es/dspace/bitstream/10317/137/5/Anexo%206%20Ca
lculo%20de%20recipientes%20a%20presion.pdf.
·
http://www.grupojpcalderas.com/bombas.php
89
NORMAS UTILIZADAS
·
API RP 520; Sizing, Selection, and Installation of Pressure-Relieving Devices
in Refineries; 6ta Edición; Marzo 1993.
·
API RP 521; Guide for Pressure-Relieving and Depressuring Systmes; 4ta
Edición; Marzo 1997.
·
API RP 610; Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas
Industries; 9na Edición; Enero 2003.
·
API 5L; Specification for Line Pipe; Forty-Third Edición; Marzo 2004.
·
ASME B16.5; Steel Pipe Flanges and Flanged Fittings NPS 1/2 through NPS
24 Metric/Inch Standard; 2003.
·
ASME B16.9; Factory-Made Wrought Steel Buttwelding Fittings; 2003.
·
ASME B16.10; Face-to-Face and End-to-End Dimensions of Valves; 2003.
·
ASME B16.20; Metallic Gaskets for Pipe Flanges - Ring-Joint, Spiral-Wound,
and Jacketed; 2003.
·
ASME B16.34; Valves-Flanged, Threaded, and Welding End; 2003.
·
ASME B18.2.1; Square and Hex Bolts and Screws, (Inch Series); 1999.
·
ASME B31.3; Process Piping; 2004.
·
ASME - Sección VIII- División 1; Rules for Construction of Pressure Vessels;
July 1; 2009.
90
ANEXOS
91
ANEXO I.
Tipo de Instalación
P&ID Nº:
Adaptación de PI&Ds.
Descripción del Sistema
Refinería de Petróleo
PLANO A-00
Sistema de circulación de crudo
Refinería de Petróleo
Refinería de Petróleo
Refinería de Petróleo
Refinería de Petróleo
PLANO A-01
PLANO A-02
PLANO A-03
PLANO A-04
Sistema de circulación de crudo
Sistema de circulación de crudo
Sistema de circulación de crudo
Sistema de circulación de crudo
Refinería de Petróleo
PLANO A-06
Sistema de circulación de crudo
Refinería de Petróleo
Refinería de Petróleo
PLANO A-07
PLANO A-08
Sistema de circulación de crudo
Sistema de circulación de crudo
Refinería de Petróleo
PLANO A-09
Sistema de Fraccionamiento.
Sistema de Circulación de kerosene(Destilado Nº1)
Sistema de Circulación de diesel liviano(Destilado Nª2)
Sistema de Circulación de diesel pesado(Spray)
Refinería de Petróleo
Refinería de Petróleo
PLANO A-10
PLANO A-11
Sistema de Circulación de gasolina
Sistema de Circulación de gasolina
Refinería de Petróleo
Refinería de Petróleo
PLANO A-12
PLANO A-13
Sistema de Circulación de gasolina
Sistema de Circulación de gasolina
Refinería de Petróleo
PLANO A-14
Sistema de Circulación de kerosene(Destilado Nº1)
Sistema de Circulación de diesel liviano(Destilado Nª2)
Sistema de Circulación de diesel pesado(Spray)
Refinería de Petróleo
PLANO A-15
Sistema de Reflujo lateral.
Sistema de Circulación de kerosene(Destilado Nº1)
Sistema de Circulación de diesel liviano(Destilado Nª2)
Sistema de Circulación de diesel pesado(Spray)
Sistema de Circulación Residuo fuel oil 4
Refinería de Petróleo
PLANO A-16
Sistema de Circulación de kerosene (Destilado Nº1)
Sistema de Circulación diesel liviano (Destilado Nª2)
Sistema de Circulación Agua de Procesos
Refinería de Petróleo
PLANO A-19
Sistema de circulación Residuo Fuel-oil 4
92
ANEXO II.
Tabla 2 de la Norma API 521
93
ANEXO III
Resultados De La Simulación con el Programa Inplant.
Resultados de la Fraccionadora V-3 para la Válvula de Alivio SV-16
Salida de Válvula 3” – Cabezal de Alivio 4”- Línea KOD a Flare 4”
BASE CASE
VELOCITY SUMMARY
PRESSURE
DEVICE DEVICE
LINK
NAME
TYPE
---- ------ ------
MIXTURE VELOCITY
CRITICAL
GRADIENT
PRESSURE
(INLET/OUTLET)
VELOCITY
(INLET/OUTLET)
DROP
(FPS)
(FPS)
(PSIFT)
(PSIA)
----------------
--------
--------------
--------
C12
P023
PIPE
14.38
14.38
799.59 -1.4E-4 -1.4E-4 -1.929E-2
C14
P022
PIPE
14.38
14.38
799.68 -1.4E-4 -1.4E-4 -3.058E-3
C15
P021
PIPE
14.36
14.36
801.02 -1.4E-4 -1.4E-4 -1.838E-2
C9
P020
PIPE
14.35
14.35
798.15 -1.4E-4 -1.4E-4 -5.714E-3
L9
P013
PIPE
24.76
24.76
797.85
VERSION 4.0
-5.4E-4 -5.4E-4 -7.619E-2
TM
SIMULATION SCIENCES, INC.
INPLANT
PROJECT
OUTPUT
PROBLEM
NETWORK REPORT
PAGE
14
03/13/15
=============================================================================
FLARE SYSTEM VALVE SIZING REPORT
================================
DEFAULT DISCHARGE COEFFICIENT USED IN API GAS
RELIEF MODEL
0.975
DEFAULT DISCHARGE COEFFICIENT USED IN API LIQUID
RELIEF MODEL
0.650
DEFAULT DISCHARGE COEFFICIENT USED IN HEM-DIERS
RELIEF MODEL
0.975
94
NOTE : (1) NOT ALL VALVES SIZED WITH DEFAULT DISCHARGE COEFFICIENTS.
SEE DETAILED VALVE SIZE REPORT (BELOW) FOR INDIVIDUAL
DISCHARGE COEFFICIENTS.
(2) API-520 DESIGNATION OF SIZING ONLY VALID WITH A GAS
DISCHARGE COEFFICIENT = 0.975.
(3) CAPACITY CORRECTION CORRELATIONS FOR BELLOWS VALVES ARE
VALID FOR A LIMITED RANGE OF BACK/RELIEF PRESSURES.
COMPARE BELOW RESULTS WITH MANUFACTURER RECOMMENDATIONS.
UPSTREAM
LINK
NODE
BACK
PRES
PRESSURE
PRES
DROP
HEM
API-520
(F)
(PSIA)
(PSIA)
(PSIA)
(IN2)
(IN2)
--------
------
------
-----
-------
24.8
14.9
TEMP
----
----
----
L9
SV-1
720.00
39.7
VERSION 4.0
VALVE SIZE
0.172
0.169
RELIEF
MODE
------GAS
TM
SIMULATION SCIENCES, INC.
INPLANT
PROJECT
OUTPUT
PROBLEM
NETWORK REPORT
PAGE
16
03/13/15
==============================================================================
NODE J011
AT
719.6 DEG F
AND
24.8 PSIA
--------------------MOLE FRACTION-------------------
----HYDROCARBON----
COMBINED
TOTAL
COMPONENT
VAPOR
LIQUID1
VAP+LIQ1
LIQUID2
STREAM
-----------------
--------
--------
--------
--------
--------
C1
0.160681
0.000000
0.160681
0.000000
0.160681
C2
0.085727
0.000000
0.085727
0.000000
0.085727
C3
0.178746
0.000000
0.178746
0.000000
0.178746
IC4
0.109170
0.000000
0.109170
0.000000
0.109170
NC4
0.465677
0.000000
0.465677
0.000000
0.465677
95
TOTAL RATE (INLET TO NODE IF JUNCTION)
LB/HR
416.4
0.0
416.4
0.0
416.4
8.96
0.00
8.96
0.00
8.96
MOLE/HR
WT FRAC LIQ
0.000000
0.000000
PHASE PROPERTIES
---------------MASS FRACTION
1.000000
0.000000
1.000000
0.000000
1.000000
VOLUME FRAC
1.000000
0.000000
1.000000
0.000000
1.000000
0.09
0.00
0.00
1.603276
0.000000
0.000000
0.0172
0.0000
0.0000
555.912
0.000
0.000
0.000
0.000
DENSITY LB/FT3
ACTUAL SPGR
VISCOSITY CP
ENTHALPY
BTU/LB
SURF TENS DYNES/CM
MOLECULAR WT
46.4501
0.0000
46.4501
0.0000
555.912
46.4501
==============================================================================
VESSEL SOURCE SV-1 VALVE SIZE REPORT
--------------------------------------RELIEF VALVE OPERATION
VALVE FLOW RATE
416.417
LB/HR
UPSTREAM TEMPERATURE
720.000
DEG F
DOWNSTREAM TEMPERATURE
719.632
DEG F
UPSTREAM PRESSURE
39.704
PSIA
DOWNSTREAM PRESSURE
24.815
PSIA
1.100
FRAC
OVERPRESSURE FRACTION
GAUGE SET
PRESSURE
22.731
PSIG
GAUGE BACK
PRESSURE
10.115
PSIG
GAUGE RELIEF PRESSURE
25.004
PSIG
2.273
PSIG
VALVE OVERPRESSURE
INLET CONDITIONS
GAS
API 520 VALVE SIZE MODEL
VALVE TYPE
CONVENTIONAL
96
VALVE CLASS
DISCHARGE MODE
VC01
GAS
GAS DISCHARGE COEFFICIENT
0.975
(API DEFAULT)
LIQUID DISCHARGE COEFFICIENT
0.650
FRAC
VALVE SIZE ESTIMATE
0.169
IN2
AREA GAS RELIEF
0.169
IN2
AREA LIQUID RELIEF
0.000
IN2
HEAT CAPACITY RATIO (GAS)
1.061
FRAC
CRITICAL FLOW PRESSURE (GAS)
23.546
PSIA
COMPRESSIBILITY FACTOR (GAS)
0.998
FRAC
LIQUID SPECIFIC GRAVITY
NOT APPLICABLE
VISCOSITY CORRECTION (LIQUID)
NOT APPLICABLE
BACK PRESSURE CORRECTION (LIQ)
1.000
(API CONVENTIONAL DEFAULT)
BACK PRESSURE CORRECTION (GAS)
0.997
(API CONVENTIONAL DEFAULT)
LIQUID DISCHARGE RATE
0.000
LB/HR
LIQUID DISCHARGE RATE (VOLUME)
0.000
GAL/MIN
GAS DISCHARGE RATE
416.417
LB/HR
CALCULATION BACK PRES. (GAS)
24.815
PSIA
CALCULATION BACK PRES. (LIQ)
24.815
PSIA
HEM DISCHARGE COEFFICIENT
0.975
FRAC
VALVE SIZE ESTIMATE
0.172
IN2
HEM-DIERS VALVE SIZE MODEL
CRITICAL FLOW PRESSURE
NOT APPLICABLE
VALVE SELECTION AND RATING
NOMINAL VALVE SIZE
0.196
NOMINAL VALVE IDENTIFICATION
E
NOMINAL VALVE RATING
474.246
VERSION 4.0
SIMULATION SCIENCES, INC.
IN2
LB/HR
TM
INPLANT
PROJECT
OUTPUT
PROBLEM
LINK REPORT
PAGE
19
03/13/15
==============================================================================
97
ANEXO IV - Hoja de Cálculo para el Dimensionamiento de las Válvulas
de Alivio para cada equipo.
Equipo V-3 (Fraccionadora)
98
Equipo VF-2 (Filtrador)
99
Equipo V-2 (Desaladora)
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL
RECIPIENTE (psig)
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
180
300
46,45
10
207
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
103,5
43,47
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
0,9
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
DIAMETRO INTERNO DEL RECIPIENTE (D)
(pie)
9,98
50
30
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F)
(pie)
ELEVACIÓN DEL RECIPIENTE (H) (pie)
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS
CONTRA INCENDIO, Y DRENAJES ADECUADO?
(SI=1/NO=0)
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
7,41
4
1
Factor Ambiental
1
0,975
1
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
k/k-1
(r)^2/k
(r)^((k-1)/k)
9,333
0,0144
0,7755
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
0,0931
PRESIÓN DE ALIVIO (psia)
265,17
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
204,7
CALOR LATENTE DE VAPORIZACIÓN A COND DE
OPERACIÓN (Btu/lb)
36,74
ALTURA
ALCANZADA POR LA LLAMA (pie)
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO
POR LA LLAMA EFECTIVO (pie)
11,41
7,41
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
115346
154
COEFICIENTE C PARA FLUJO CRITICO
329
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
AREA REQUERIDA POR LA VALVULA DE ALIVIO
(pulg2)
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs)
(R)
MENU
NO APLICA
CRITICO
Área del Orficio
(pulg2)
Tipo de Orificio
Tamaño de la
Válvula
VÁLVULA SELECCIONADA
6,3800
P
4"x6"
INTENSIDAD DE RUIDO A
100 pies (Dc)
116,64
500
1000
102,7
96,6
INTENSIDAD DE RUIDO A
CUALQUIER DIST (Dc)
5,2037
10,736
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES
HORIZONTALES, VERTICALES Y ESFÉRICOS (pie2)
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
Área del Orificio (pulg2)
0,100
Tipo de Orificio
Tamaño Válvula (pulg)
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
100
Equipo PE-7A (Intercambiador de Calor - Lado Tubo)
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN
(psig)
DEL RECIPIENTE
200
740
46,45
10
230
115
48,30
0,987
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
50
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
16
DIAMETRO INTERNO DEL RECIPIENTE (D) (pie)
1,38
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F) (pie)
1,38
2
ELEVACIÓN DEL RECIPIENTE (H) (pie)
Factor Ambiental
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS CONTRA
INCENDIO, Y DRENAJES ADECUADO? (SI=1/NO=0)
1
1
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
0,975
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
1
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
PRESIÓN DE ALIVIO (psia)
0,0843
293,00
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
224,7
CALOR LATENTE DE VAPORIZACIÓN A COND DE OPERACIÓN
(Btu/lb)
35,35
ALTURA
3,38
ALCANZADA POR LA LLAMA (pie)
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO POR LA
LLAMA EFECTIVO (pie)
(r)^2/k
0,0121
(r)^((k-1)/k)
0,7672
MENU
1,38
69,0000
AREA HÚMEDA DEL RECIPIENTE (pie2)
19128
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
COEFICIENTE C PARA FLUJO CRITICO
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
k/k-1
9,333
170
329
VÁLVULA
NO APLICA INTENSIDAD DE RUIDO A
CRITICO INTENSIDAD DE RUIDO A
AREA REQUERIDA POR LA VALVULA DE ALIVIO (pulg2)
Área del Orficio
(pulg2)
Tipo de
Orificio
Tamaño
de la
Válvula
1,2870
111,28
J
500
97,3
2"x3"
1000
91,3
1,0277
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs)
(R)
11,862
Área del Orificio (pulg2)
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES HORIZONTALES,
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
0,100
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
Tipo de Orificio
Tamaño Válvula (pulg)
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
101
Equipo PE-7B (Intercambiador de Calor - Lado Casco)
TIPO DE VÁLVULA SELECCIONADA Convencional
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL
RECIPIENTE (psig)
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
300
565
46,45
9,9
345
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
172,5
72,45
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
0,955
RELACION DE CALORES ESPECIFICOS K
LONGITUD DEL RECIPIENTE (L) (pie)
DIAMETRO INTERNO DEL RECIPIENTE (D)
(pie)
50
1,12
16
2,867
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F)
(pie)
ELEVACIÓN DEL RECIPIENTE (H) (pie)
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS
CONTRA INCENDIO, Y DRENAJES ADECUADO?
(SI=1/NO=0)
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
2,867
2
1
Factor Ambiental
1
0,975
1
1
***RESULTADOS***
k/k-1
(r)^2/k
(r)^((k-1)/k)
9,333
0,0060
0,7356
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
0,0569
PRESIÓN DE ALIVIO (psia)
432,15
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
330,0
CALOR LATENTE DE VAPORIZACIÓN A COND DE
OPERACIÓN (Btu/lb)
28,39
ALTURA
ALCANZADA POR LA LLAMA (pie)
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO
POR LA LLAMA EFECTIVO (pie)
4,867
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
43538
251
COEFICIENTE C PARA FLUJO CRITICO
329
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
AREA REQUERIDA POR LA VALVULA DE ALIVIO
(pulg2)
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs)
(R)
MENU
2,867
NO APLICA
CRITICO
Área del Orficio
(pulg2)
Tipo de Orificio
Tamaño de la
Válvula
VÁLVULA SELECCIONADA
1,8380
K
3"x 4"
INTENSIDAD DE RUIDO A
100 pies (Dc)
115,57
500
1000
101,6
95,6
INTENSIDAD DE RUIDO A
CUALQUIER DIST (Dc)
1,4418
17,567
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES
HORIZONTALES, VERTICALES Y ESFÉRICOS (pie2)
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
CILINDROS VERTICALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*E
Área del Orificio (pulg2)
0,100
Tipo de Orificio
Tamaño Válvula (pulg)
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
102
Equipo PE-4B (Intercambiador de Calor - Lado Tubo)
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL RECIPIENTE (psig)
300
420
46,45
10
345
172,5
72,45
0,987
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
50
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
16
DIAMETRO INTERNO DEL RECIPIENTE (D) (pie)
1,51
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F) (pie)
1,51
2
ELEVACIÓN DEL RECIPIENTE (H) (pie)
Factor Ambiental
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS CONTRA
INCENDIO, Y DRENAJES ADECUADO? (SI=1/NO=0)
1
1
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
0,975
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
1
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
k/k-1
9,333
(r)^2/k
0,0060
(r)^((k-1)/k)
0,7359
(r)
PRESIÓN DE ALIVIO (psia)
0,0572
432,15
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
330,0
CALOR LATENTE DE VAPORIZACIÓN A COND DE OPERACIÓN
(Btu/lb)
28,39
ALTURA ALCANZADA POR LA LLAMA (pie)
3,51
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO POR LA
LLAMA EFECTIVO (pie)
1,51
75,0000
AREA HÚMEDA DEL RECIPIENTE (pie2)
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
COEFICIENTE C PARA FLUJO CRITICO
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
MENU
25501
251
329
VÁLVULA
NO APLICA INTENSIDAD DE RUIDO A
CRITICO
INTENSIDAD DE RUIDO A
AREA REQUERIDA POR LA VALVULA DE ALIVIO (pulg2)
Área del Orficio
(pulg2)
Tipo de
Orificio
Tamaño
de la
Válvula
1,2870
112,58
J
500
98,6
2"x3"
1000
92,6
0,7955
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs) (R)
17,496
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES HORIZONTALES,
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
Área del Orificio (pulg2)
0,100
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
Tipo de Orificio
Tamaño Válvula (pulg)
D
E
F
G
H
J
K
L
M
N
P
Q
R
T
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
103
Equipo PE-4A (Intercambiador de Calor - Lado Casco)
TIPO DE VÁLVULA SELECCIONADA Balanceada
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN
(psig)
DEL RECIPIENTE
150
500
46,45
10,1
63
31,5
13,23
0,967
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
50
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
16
DIAMETRO INTERNO DEL RECIPIENTE (D) (pie)
3,047
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F) (pie)
2,28525
8
ELEVACIÓN DEL RECIPIENTE (H) (pie)
Factor Ambiental
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS CONTRA
INCENDIO, Y DRENAJES ADECUADO? (SI=1/NO=0)
1
1
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
0,975
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN
DE DISCO DE
RUPTURA
FACTOR DE CORRECCIÓN
POR
EFECTO(Kc)
1
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
PRESIÓN DE ALIVIO (psia)
0,2727
90,93
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
174,7
CALOR LATENTE DE VAPORIZACIÓN A COND DE OPERACIÓN
(Btu/lb)
45,45
ALTURA
(r)^2/k
0,0983
(r)^((k-1)/k)
0,8700
MENU
10,28525
ALCANZADA POR LA LLAMA (pie)
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO POR LA
LLAMA EFECTIVO (pie)
2,28525
104
AREA HÚMEDA DEL RECIPIENTE (pie2)
20826
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
COEFICIENTE C PARA FLUJO CRITICO
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
k/k-1
9,333
53
329
VÁLVULA
NO APLICA INTENSIDAD DE RUIDO A
CRITICO INTENSIDAD DE RUIDO A
AREA REQUERIDA POR LA VALVULA DE ALIVIO (pulg2)
Área del Orficio
(pulg2)
Tipo de
Orificio
Tamaño
de la
Válvula
3,6000
105,90
M
500
91,9
4"x6"
1000
85,9
3,1919
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs)
(R)
3,667
Área del Orificio (pulg2)
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES HORIZONTALES,
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
0,100
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
Tipo de Orificio
Tamaño Válvula (pulg)
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
104
Equipo PE-6 (Intercambiador de Calor - Lado Casco)
TIPO DE VÁLVULA SELECCIONADA Convencional
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL
RECIPIENTE (psig)
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
150
700
46,45
10,1
172,5
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
86,25
36,23
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
0,987
RELACION DE CALORES ESPECIFICOS K
LONGITUD DEL RECIPIENTE (L) (pie)
DIAMETRO INTERNO DEL RECIPIENTE (D)
(pie)
50
1,12
16
2,384
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F)
(pie)
ELEVACIÓN DEL RECIPIENTE (H) (pie)
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS
CONTRA INCENDIO, Y DRENAJES ADECUADO?
(SI=1/NO=0)
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
FACTOR DE CORRECCIÓN POR EFECTO
(Kb)
DE LA CONTRAPRESIÓN
2,384
2
1
Factor Ambiental
1
0,975
1
1
***RESULTADOS***
k/k-1
(r)^2/k
(r)^((k-1)/k)
9,333
0,020
0,7902
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
0,1110
PRESIÓN DE ALIVIO (psia)
223,43
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
174,7
CALOR LATENTE DE VAPORIZACIÓN A COND DE
OPERACIÓN (Btu/lb)
38,83
ALCANZADA POR LA LLAMA (pie)
ALTURA
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO
POR LA LLAMA EFECTIVO (pie)
4,384
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
35064
130
COEFICIENTE C PARA FLUJO CRITICO
329
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
AREA REQUERIDA POR LA VALVULA DE ALIVIO
(pulg2)
Relación: (PRESIÓN DE ALIVIO abs/
(R)
CONTRAPRESIÓN abs)
MENU
2,384
NO APLICA
CRITICO
Área del Orficio
(pulg2)
Tipo de Orificio
Tamaño de la
Válvula
VÁLVULA SELECCIONADA
2,8530
L
3"x4"
INTENSIDAD DE RUIDO A
100 pies (Dc)
112,47
500
1000
98,5
92,5
INTENSIDAD DE RUIDO A
CUALQUIER DIST (Dc)
2,4290
9,009
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES
HORIZONTALES, VERTICALES Y ESFÉRICOS (pie2)
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
CILINDROS VERTICALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*E
Área del Orificio (pulg2)
0,100
Tipo de Orificio
Tamaño Válvula (pulg)
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
105
Equipo PE-6 (Intercambiador de Calor - Lado Tubo)
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL RECIPIENTE (psig)
300
400
46,45
10,2
345
172,5
72,45
0,987
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
50
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
16
DIAMETRO INTERNO DEL RECIPIENTE (D) (pie)
1,18
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F) (pie)
1,18
2
ELEVACIÓN DEL RECIPIENTE (H) (pie)
Factor Ambiental
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS CONTRA
INCENDIO, Y DRENAJES ADECUADO? (SI=1/NO=0)
1
1
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
0,975
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
1
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
k/k-1
9,333
(r)^2/k
0,0061
(r)^((k-1)/k)
0,7366
(r)
PRESIÓN DE ALIVIO (psia)
0,0576
432,15
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
330,0
CALOR LATENTE DE VAPORIZACIÓN A COND DE OPERACIÓN
(Btu/lb)
28,39
ALTURA ALCANZADA POR LA LLAMA (pie)
3,18
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO POR LA
LLAMA EFECTIVO (pie)
1,18
59,0000
AREA HÚMEDA DEL RECIPIENTE (pie2)
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
COEFICIENTE C PARA FLUJO CRITICO
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
MENU
20946
251
VÁLVULA
329
NO APLICA INTENSIDAD DE RUIDO A
CRITICO
INTENSIDAD DE RUIDO A
AREA REQUERIDA POR LA VALVULA DE ALIVIO (pulg2)
Área del Orficio
(pulg2)
Tipo de
Orificio
0,7850
111,61
H
500
97,6
Tamaño de la
Válvula
1 1/2"x3"
1000
91,6
0,6459
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs) (R)
17,355
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES HORIZONTALES,
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
Área del Orificio (pulg2)
0,100
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
Tipo de Orificio
Tamaño Válvula (pulg)
D
E
F
G
H
J
K
L
M
N
P
Q
R
T
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
106
Equipo PE-3 (Intercambiador de Calor - Lado Casco)
TIPO DE VÁLVULA SELECCIONADA Convencional
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL
RECIPIENTE (psig)
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
150
700
46,45
10,1
172,5
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
86,25
36,23
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
0,987
RELACION DE CALORES ESPECIFICOS K
LONGITUD DEL RECIPIENTE (L) (pie)
DIAMETRO INTERNO DEL RECIPIENTE (D)
(pie)
50
1,12
16
2,384
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F)
(pie)
ELEVACIÓN DEL RECIPIENTE (H) (pie)
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS
CONTRA INCENDIO, Y DRENAJES ADECUADO?
(SI=1/NO=0)
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
2,384
2
1
Factor Ambiental
1
0,975
1
1
***RESULTADOS***
k/k-1
(r)^2/k
(r)^((k-1)/k)
9,333
0,020
0,7902
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
(r)
0,1110
PRESIÓN DE ALIVIO (psia)
223,43
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
174,7
CALOR LATENTE DE VAPORIZACIÓN A COND DE
OPERACIÓN (Btu/lb)
38,83
ALTURA
ALCANZADA POR LA LLAMA (pie)
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO
POR LA LLAMA EFECTIVO (pie)
4,384
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
35064
130
COEFICIENTE C PARA FLUJO CRITICO
329
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
AREA REQUERIDA POR LA VALVULA DE ALIVIO
(pulg2)
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs)
(R)
MENU
2,384
NO APLICA
CRITICO
Área del Orficio
(pulg2)
Tipo de Orificio
Tamaño de la
Válvula
VÁLVULA SELECCIONADA
2,8530
L
3"x4"
INTENSIDAD DE RUIDO A
100 pies (Dc)
112,47
500
1000
98,5
92,5
INTENSIDAD DE RUIDO A
CUALQUIER DIST (Dc)
2,4290
9,009
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES
HORIZONTALES, VERTICALES Y ESFÉRICOS (pie2)
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
CILINDROS VERTICALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*E
Área del Orificio (pulg2)
0,100
Tipo de Orificio
Tamaño Válvula (pulg)
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
D
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
E
F
G
H
J
K
L
M
N
P
Q
R
T
107
Equipo PE-3 (Intercambiador de Calor - Lado Tubo)
***DATOS***
MÁXIMA PRESIÓN DE OPERACIÓN DEL RECIPIENTE (psig)
300
400
46,45
10
345
172,5
72,45
0,987
TEMPERATURA DE ALIVIO (°F)
PESO MOLECULAR
CONTRA PRESIÓN DEL SISTEMA (psig)
PRESIÓN DE AJUSTE (psig)
CONTRA PRESIÓN PERMISIBLE (psig)
SOBRE PRESIÓN PERMISIBLE
FACTOR DE COMPRESIBILIDAD Z
CALOR LATENTE DE VAPORIZACIÓN A PRESIÓN
ATMOSFÉRICA (Btu/lb)
50
RELACION DE CALORES ESPECIFICOS K
1,12
LONGITUD DEL RECIPIENTE (L) (pie)
16
DIAMETRO INTERNO DEL RECIPIENTE (D) (pie)
1,18
NIVEL DE LÍQUIDO EN EL RECIPIENTE (F) (pie)
1,18
2
ELEVACIÓN DEL RECIPIENTE (H) (pie)
Factor Ambiental
¿POSEE EL RECIPIENTE ADECUADOS SISTEMAS CONTRA
INCENDIO, Y DRENAJES ADECUADO? (SI=1/NO=0)
1
1
COEFICIENTE DE DESCARGA DE LA VÁLVULA
(Kd)
0,975
FACTOR DE CORRECCIÓN POR COMBINACIÓN
INSTALACIÓN DE DISCO DE RUPTURA (Kc)
1
FACTOR DE CORRECCIÓN POR EFECTO
DE LA CONTRAPRESIÓN
(Kb)
1
***RESULTADOS***
RELACIÓN: (CONTRAPRESIÓN abs/PRESIÓN DE ALIVIO abs)
k/k-1
9,333
(r)^2/k
0,0060
(r)^((k-1)/k)
0,7359
(r)
PRESIÓN DE ALIVIO (psia)
0,0572
432,15
PRESIÓN DE DISEÑO DEL RECIPIENTE (psig)
330,0
CALOR LATENTE DE VAPORIZACIÓN A COND DE OPERACIÓN
(Btu/lb)
28,39
ALTURA ALCANZADA POR LA LLAMA (pie)
3,18
NIVEL DE LÍQUIDO EN EL RECIPIENTE ALCANZADO POR LA
LLAMA EFECTIVO (pie)
1,18
59,0000
AREA HÚMEDA DEL RECIPIENTE (pie2)
FLUJO MASICO (lb/h)
PRESIÓN DE FLUJO CRITICO (psia)
COEFICIENTE C PARA FLUJO CRITICO
COEFICIENTE F2 PARA FLUJO SUB-CRITICO
TIPO DE FLUJO
MENU
20946
251
VÁLVULA
329
NO APLICA INTENSIDAD DE RUIDO A
CRITICO INTENSIDAD DE RUIDO A
AREA REQUERIDA POR LA VALVULA DE ALIVIO (pulg2)
Área del Orficio
(pulg2)
Tipo de
Orificio
Tamaño
de la
Válvula
0,7850
111,62
H
500
97,6
1 1/2"x3"
1000
91,6
0,6459
Relación: (PRESIÓN DE ALIVIO abs/
CONTRAPRESIÓN abs) (R)
17,496
CÁLCULO DEL ÁREA SUPERFICIAL HÚMEDA PARA RECIPIENTES HORIZONTALES,
ESFERAS
Awet = 3,1416*(Es)*(D)
CILINDROS HORIZONTALES CON BORDES PLANOS
Awet ={3,1416*(D)*(B)/180}*(L+D/2)-(D/2-E)*SEN(B)
CILINDROS HORIZONTALES CON BORDES ESFERICOS
Awet = 3,1416*(D)*{E+(L-D)*B/180}
CILINDROS VERTICALES CON BORDES PLANOS
SI E<L Awet = 3,1416*(D)*(D/4+E), SI E=L; Awet = 3,1416*(D)*(D/2+E)
Área del Orificio (pulg2)
0,100
0,110
0,196
0,307
0,503
0,785
1,287
1,838
2,853
3,600
4,340
6,380
11,05
16,00
26,00
Tipo de Orificio
Tamaño Válvula (pulg)
D
E
F
G
H
J
K
L
M
N
P
Q
R
T
1"x1 1/2"
1"x 2"
1 1/2"x2"
1 1/2"x 3"
1 1/2"x3"
2"x3"
3"x 4"
3"x4"
4"x6"
4"x6"
4"x6"
6"x8"
6"x10"
8"x10"
108
ANEXO V. Tabla 4.2 Dimensiones de Silletas para Recipientes.
109
ANEXO VI. Tablas A-24 para el factor “K”
110
111
ANEXO VII.
Process Industry Practices
112
113
114
ANEXO VIII
Tablas ASME B31.3 para la Especificación de
Materiales.
115
116
ANEXO IX. Dimensiones de Tuberías de Acero Comercial.
117
118
ANEXO X. Tabla A-1 ASME B31.3 – Esf. Admisible para API 5L.
119
ANEXO XI. Factor de Calidad de Juntas de Soldadura y Coeficiente
por efecto de la Temperatura. ASME B31.3
120
ANEXO XII. Hojas de Datos de Equipos Mayores.
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
HOJA DE DATOS
RECIPIENTE A PRESIÓN KOD
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
PROYECTO:
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
NOMBRE DEL EQUIPO: KOD
SERVICIO:
ALIVIO Y VENTEO
TAG:
KD-1
N° REQUERIDO: 1
CÓDIGO DE DISEÑO/ESTANDAR: ASME BPVC VIII-1
ORIENTACIÓN: HORIZONTAL.
PÁGINA: 1 DE 3
DATOS DEL PROCESO
DATOS - GAS
DATOS - LÍQUIDO
FLUJO MÁSICO GAS:
0,116
FLUJO VOLUM. STD.:
0,127 pie3/seg
FLUJO VOLUM. ACTUAL:
DENSIDAD DEL LÍQUIDO:
Lb/seg
0,127 pie3/seg
COEFICIENTE DE ARRASTRE:
55,7
VISCOCIDAD @ T Y P:
PRESIÓN DE OPERACIÓN:
2,114
Lb/pie3
984,8
TEMPERATURA DE OPERACIÓN:
cP
24,8
719,6
Psia
°F
DENDISAD DEL LA MEZCLA (LIQUIDO GAS): 0,095 Lb/pies3
PESO MOLECULAR DEL GAS: 46,45
DATOS DE DISEÑO
FLUJO DE ENTRADA POR RECIPIENTE (CRUDO + GAS):
MÁXIMO / NORMAL
MBFD
FLUJO DE ENTRADA POR RECIPIENTE (CRUDO):
1,6
BPD
FLUJO DE ENTRADA POR RECIPIENTE (GAS):
0,08
MMSCFD
TEMPERATURA DE ENTRADA DEL FLUIDO:
719,6
°F
PRESIÓN DE DISEÑO:
40,1
Psig
TEMPERATURA DE DISEÑO:
769,6
°F
PRESIÓN DE OPERACIÓN:
10,1
Psig
TEMPERATURA DE OPERACIÓN INTERNA:
719,6
°F
DATOS DE PROCESO DE BOQUILLAS
IDENTIFICACIÓN DE BOQUILLAS
TAMAÑO
(PULG)
N° REQUERIDO
N1
1
1
BOQUILLA DE ENTRADA
N2
2
1
BOQUILLA DE SALIDA DE GAS
N3
2
1
LOCALIZACIÓN DE BOQUILLAS
FLUIDO
PARTE SUPERIOR (CORAZA)
MEZCLA
PARTE SUPERIOR (CORAZA)
PARTE INFERIOR (CORAZA)
DESCRIPCIÓN
BOQUILLA DE SALIDA DE LÍQUIDO
FLUJO
Lb/hr
DENSIDAD
Lb/pie3
GAS
6,96
0,0912
LÍQUIDO
0,36
55,7
0,095
TEMPERATURA (°F)
PRESIÓN (Psig)
NORMAL
MAX.
MIN.
NORMAL
MAX.
MIN.
719,6
750
700
10,1
60
8
719,6
750
700
10,1
60
8
719,6
750
700
10,1
60
8
ELAB.
REV.
APROBADO.
A.L.
E.R.
NOTAS
REV.
A
FECHA
DESCRIPCIÓN
EMISIÓN ORIGINAL PARA COMENTARIOS
121
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
HOJA DE DATOS
RECIPIENTE A PRESIÓN KOD
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
PROYECTO:
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
NOMBRE DEL EQUIPO: KOD
SERVICIO:
ALIVIO Y VENTEO
TAG:
KD-1
N° REQUERIDO: 1
CÓDIGO DE DISEÑO/ESTANDAR: ASME BPVC VIII-1
ORIENTACIÓN: HORIZONTAL.
PÁGINA: 2 DE 3
CAPACIDAD Y PESO
DIÁMETRO INTERNO DE CARCAZA:
4
Pulg.
LONGITUD T/T:
10,25
Pies
ESPESOR CARCAZA / CABEZAL:
1/2
Pulg.
CAPACIDAD DE TRABAJO:
0,08
MMCFD
VOLUMEN DE RECIPIENTE T/T:
129,9
Pie3
PESO EN VACIO:
3337
LBM
PESO EN OPERACIÓN:
17081
LBM
DATOS MECÁNICOS
CORROSIÓN PERMISIBLE (PULG):
CABEZAL IZQUIERDO:
SEMI - ELÍPTICA 2:1
TORISFÉRICA
HEMISFÉRICA
CONO
CABEZAL DERECHO:
SEMI - ELÍPTICA 2:1
TORISFÉRICA
HEMISFÉRICA
CONO
TIPO DE SOPORTE:
FALDA
SILLETA
PATAS
OREJA
SANDBLASTING:
SI
NO
POSICIÓN DEL EQUIPO:
VERTICAL
HORIZONTAL
SI
ESCALERA:
NO
CÓDIGO/ REQUERIMIENTO DE INSPECCIÓN
SELLO ASME:
SI
ENSAYOS NO DESTRUCTIVOS:
COMPLETA
PRUEBAS:
HIDROSTÁTICA
SI
PARCIAL
RADIOGRAFIA:
NO
PUNTUAL
NO
TRATAMIENTO POST-SOLDADURA
NEUMÁTICA
MATERIALES
RECIPIENTE
SA-516 Gr. 60
SA-516 Gr. 60
A-106 Gr. B
A-105
SA-516 Gr. 60
SA-516 Gr. 60
CARCAZA
CABEZALES
CUELLO DE BOQUILLAS
BRIDAS
PLACAS DE REFUERZO
SILLETAS
TORNILLOS / TUERCAS INTERNAS
PERNOS / TUERCAS EXTERNAS
A-193 Gr. B7 / A-194 Gr. 2H
EMPACADURAS INTERNAS
EMPACADURAS EXTERNAS
ESCALERAS
PLATAFORMAS
OREJAS DE IZAMIENTO
ACCESORIOS
PLACA DE IDENTIFICACIÓN
A-36
A-36
ACERO AL CARBONO
A-105
ACERO INOXIDABLE
NOTAS
REV.
A
FECHA
DESCRIPCIÓN
EMISIÓN ORIGINAL PARA COMENTARIOS
ELAB.
REV.
A.L.
E.R.
APROBADO.
122
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
HOJA DE DATOS
RECIPIENTE A PRESIÓN KOD
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
NOMBRE DEL EQUIPO: KOD
SERVICIO:
ALIVIO Y VENTEO
TAG:
KD-1
N° REQUERIDO: 1
CÓDIGO DE DISEÑO/ESTANDAR: ASME BPVC VIII-1
ORIENTACIÓN: HORIZONTAL.
PÁGINA: 3 DE 3
PROYECTO:
TABLA DE BOQUILLAS
BOQUILLAS
TAMAÑO
CANTIDAD
N1
4"
N2
4"
N3
2"
Nº
BRIDA
ORIENTACIÓN
LONGITUD
SERVICIO
WN-RF
CORAZA -0°
210 mm
ENTRADA MEZCLA
WN-RF
CORAZA -0°
210 mm
SALIDA GAS
WN-RF
CORAZA -180°
105 mm
SALIDA LÍQUIDO
ELAB.
REV.
APROBADO.
A.L.
E.R.
CLASE
TIPO - CARA
1
150#
1
150#
1
150#
NOTAS
REV.
A
FECHA
DESCRIPCIÓN
EMISIÓN ORIGINAL PARA COMENTARIOS
123
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
HOJA DE DATOS
FLARE
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
PROYECTO:
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
NOMBRE DEL EQUIPO: FLARE
SERVICIO:
GAS DE QUEMA
TAG:
FL-1
N° REQUERIDO: 1
CÓDIGO DE DISEÑO/NORMA: API 537
ORIENTACIÓN: VERTICAL.
PÁGINA: 1 DE 2
DATOS DE DISEÑO
TIPO MECHERO
Mec. Serv.
Mec. Vapor
Asis. Aire
Otro
DISPOSITIVO RED. LLAMA
Sello Mol.
Arestallama
Sello Liq.
Otro
ESTACA
Auto Sop.
op.
TIP
Elevado
Vientos
K.O.D.
SEPARADOR
En el piso
Ninguno
Combinado
Sello Liq.
SEP. EN LA BASE MEC
Si
No
ESCALERA Y PLATAFORMAS
Si
No
SISTEMA DE IGNICIÓN
SM/FF
FFG
SISTEMA DE IGNICIÓN
Automatico
Manual
NEMA 7
NEMA 4X
TIPO DE CLAS. SIT. IGN.
Otro
Torres
Encerrado
Piezo electrico
Ninguno
Other
NEMA 4/7
PARAMETROS DE DISEÑO DE PROCESO
0,08
MMSCFD
100
%
719,6
°F
50
Psig
14,7
Psia
POR FABRICANTE
POR FABRICANTE
POR FABRICANTE
1500 BTU/pie2hr
N/A
CAUDAL DE GAS A COND. STAND.
PORCENTAJE DE QUEMA SIN HUMO:
TEMPERATURA DE GAS:
PRESIÓN ENTRADA MEC.:
PRESIÓN ATMOSFÉRICA:
LIMITE DE RUIDO:
UBICACIÓN ESPECIFICACIÓN DE RUIDO
ESPECIFICACIÓN DE TASA DE FLUJO PARA RUIDO
ESPECIFICACIÓN DE LA RADIACIÓN:
ESPECIFICACIÓN DE TASA DE FLUJO PARA RADIACION:
ESPECIFICACIONES
PRUEBAS E INSPECCIÓN
No
ESTAMPE ASME:
Si
RADIOGRAFÍA:
Completa
TRAT. TÉRMICO POST-SOLD:
ENSAYO CHARPY:
Hidrostatica
PRUEBA:
Por Ptos.
Si
Si
Parcial
Par
TIP
BRIDAS
BR
No
MATERIAL (NOTA 1)
310 SS
ESCALERAS
ASTM A-105 PLATAFORMA
STACA
ASTM A-53 GR. B
No
Neumatica
PESOS Y DIMENSIONES
STACA: POR FABRICANTE LONG=16,04 m. Ø= 8"
TIP 250: LONG=3,048 m. Ø= 8"
DIAMETRO EXTERIOR: 40"
PREPARACIÓN DE SUPERFICIE
CHORRO DE ARENA HASTA METAL BLANCO
SANDBLAST:
FONDO INORGÁNICO RICO EN ZINC
PRIMER CAPA:
CAPA INTERMEDIA: EPOXI AMIDA ALTO ESPESOR
CAPA FINAL:
EPOXI ESMALTE POLIAMIDA GRIS COMERCIAL
CODIGO / NORMA: SISTEMA 9 NACE 1
NOTAS
NOTA 1: A SER SUMINISTRADO POR EL FABRICANTE.
REV.
A
FECHA
DESCRIPCIÓN
EMISIÓN ORIGINAL PARA COMENTARIOS
ELAB.
REV.
APROBADO.
A.L.
E.R.
A.P.
124
ESCUELA POLITÉCNICA NACIONAL
INGENIERÍA MECÁNICA
HOJA DE DATOS
FLARE
EVALUACIÓN DE ESCENARIOS Y DETERMINACIÓN DE CONTINGENCIA CRÍTICA PARA EL
DISEÑO DE UN SISTEMA DE ALIVIO DE UNA PLATA DESTILADORA DE CRUDO.
NOMBRE DEL EQUIPO: FLARE
SERVICIO:
GAS DE QUEMA
TAG:
FL-1
N° REQUERIDO: 1
CÓDIGO DE DISEÑO/NORMA: API 537
ORIENTACIÓN: HORIZONTAL.
PROYECTO:
PÁGINA: 2 DE 2
TABLA DE BOQUILLAS Y CONEXIONES (NOTA 1)
BOQUILLAS
DIAMETRO
4"
24"
1/2"
BRIDAS
RATING
TIPO-CARA
150#
BUTT WELD
150#
FAB PLATE
3000
FNPT
CANTIDAD
1
1
1
SERVICIO
OBSERVACIONES
ENTRADA DE GAS
ENTRADA DE AIRE DE COMBUSTIÓN
GAS PILOTO
N1
N2
N3
SISTEMAS AUXILIARES
POTENCIA ELÉCTRICA
CONTROL ELÉCTRICO
AREA ELÉCTRICA CLASIFIC.
120 V
120 V
NEMA 4
GAS PILOTO
(NOTA 2)
GAS PURGA
(NOTA 2)
15 Psig
15 Psig
NOTAS
NOTA 1: A SER SUMINISTRADO POR EL FABRICANTE.
NOTA 2: REQUERIMIENTO DE GAS PILOTO Y DE PURGA A SER AJUSTADO POR EL FABRICANTE.
NOTA 3: EL EQUIPO CONTARA CON TERMOCUPLAS Y DETECTOR TIPO UV PARA LA DETECCION DE LLAMA EN EL TIP DEL MECHRRIO
REV.
A
FECHA
DESCRIPCIÓN
EMISIÓN ORIGINAL PARA COMENTARIOS
ELAB.
REV.
A.L.
E.R.
APROBADO.
125
ANEXO XIII. Imágenes en perspectiva Isométrica del Sistema de
Alivio.
Figura a.- Sistema de Alivio de la Planta Destiladora de crudo.
126
Figura b.- Salida de los Intercambiadores de Calor al Cabezal.
Figura b.- Salida de la Fraccionadora V-3 al Cabezal.
127
Figura c.- Salida del Filtrador VF-2 al Cabezal.
Figura d.- Salida de la Desaladora V-2 al Cabezal.
128
SALIDA
ENTRADA
Figura e.- Entrada del Cabezal al KOD y Salida del Cabezal al Flare.
LLEGADA
Figura f.- Llegada del Cabezal al Flare.
129
SALIDA
DEL KOD
Figura g.- Salida desde el KOD hacia las Bombas de Descarga.
ENTRADA A
LINEA 8”
Figura h.- Entrada a la Línea de 8” de la Desaladora V-2. (Retorno del fluido al Sistema)
130
ANEXO XIV. Planos Isométricos del Sistema de Alivio de la Planta
Destiladora de Crudo.