Peletización
Anuncio

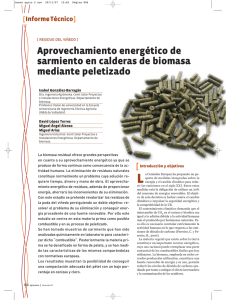
PELETIZACIÓN Tania Cabado Martínez Introducción Para poder utilizar este proceso debe de quedar el mineral en forma de partículas muy finas. Es frecuente exigir que todas las partículas sean inferiores a 0,200 mm y que el 70 % sea inferior a 0,0075 mm. Con partículas de mayores tamaños, se obtienen pelets defectuosos. La peletización se caracteriza porque el mineral fino se aglomera en forma de bolitas con un cierto grado de humedad, y luego, en otra segunda operación, esas bolitas crudas (en verde) se endurecen por cocción en hornos apropiados. El proceso de peletización consta de tres fases principales: a) Preparación de polvo de mineral de la granulometría adecuada. b) Fabricación en verde con un cierto grado de humedad de las bolitas o pelets. c) Endurecimiento de los pelets a temperaturas muy elevadas para obtener bolas de porosidad adecuada, y suficientemente duras y resistentes para su manutención, transporte y tratamiento en el horno alto. La preparación del polvo consta de las seis fases siguientes: 1ª. Trituración del mineral a tamaños gruesos. 2ª. Molido a tamaños finos. 3ª. Primera separación magnética en seco y eliminación de parte de la ganga en trozos de tamaño mediano, con aumento de la riqueza en hierro de 25 a 40 %. 4ª. Segundo molido a tamaño muy fino en molinos de bolas. 5ª. Segunda separación magnética en húmedo del mineral y aumento de la riqueza del mineral de 40 a 65,5 % de hierro. 6ª. Eliminación del agua en filtros de vacío y clasificación por tamaños. De esta forma se obtiene mineral con una riqueza de 65,5 % de hierro. Luego se realizan las dos últimas fases: 7ª. Fabricación de bolitas o peletización por aglomerado de los finos en aparatos con movimiento giratorio, y 8ª. Endurecimiento de los pelets por calentamiento a alta temperatura en hornos adecuados. Preparación de pelets crudos Para que la peletización sea correcta, es necesario regular con precisión la humedad a un 10 % aproximadamente y añadir al mineral 1 % de bentonita, aproximadamente, para favorecer la aglomeración en forma de bolitas y, a veces, adicionar también algo de carbón en polvo. La peletización se puede realizar en tres clases de instalaciones diferentes: 1ª. Tambores. 2ª. Platillos. 3ª. Conos. Se utilizan tambores cilíndricos de 3 m de diámetro y 8 m de longitud. Tienen una inclinación de 8º y una velocidad de rotación de 10 vueltas por minuto. Para preparar los pelets, se emplean también platillos inclinados de unos 7 m de diámetro que giran alrededor de su eje. Cuando la peletización se hace en tambor, es necesario hacer siempre posteriormente un cribado. Los finos obtenidos sufren un reciclado, volviendo a pasar por el cono de peletizar. Cuando se utilizan platillos o conos se obtienen pelets de tamaño muy regular y, generalmente, se evita el cribado. Los pelets crudos, o en verde, tienen poca resistencia mecánica. Por lo que, el transporte hasta los hornos de cocción se debe de hacer con mucho cuidado. Se suelen emplear adiciones de sustancias plastificantes para aumentar la resistencia en verde de los pelets, y para el transporte se emplean máquinas muy especiales. Lo más frecuente es añadir 1 % de bentonita aproximadamente, con el inconveniente de que baja la riqueza en hierro y aumenta la sílice en la ganga. La dureza y resistencia con que quedan los pelets después de la cocción son muy elevadas, incluso superiores a la de bastantes minerales compactos. Los pelets tiene el 92 % de partículas mayores de 6 mm después del ensayo. Las principales cualidades que se exige a los pelets, son: - Uniformidad de tamaño. - Muy alta resistencia y dureza. - Buena reductibilidad. - Alto contenido en hierro y uniforme composición química. Uno de los principales inconvenientes de la preparación de los pelets es la necesidad de llevar el mineral a un alto grado de molido, lo cual exige maquinaria de trituración y molido de elevado precio. Endurecimiento de los pelets Para que los pelets puedan ser capaces de soportar el transporte y la presión que sufren en el horno alto, son sometidos a un proceso de cocción. En la actualidad, en ese proceso se emplean los siguientes tipos de hornos: - Hornos de cuba. - Hornos rotatorios. - Hornos de rejilla móvil. - Bandas de aglomeración calentadas con gas o fuel-oil. En los hornos de endurecimiento debe regularse bien las temperaturas y los ciclos de calentamiento, para conseguir pelets porosos y de gran dureza y resistencia a la compresión y al desgaste. Bibliografía Libros: “Metalurgia general” F. R. Morral, E. Jimeno, P. Molera Editorial Reverté, 1982 J. Paráis Barreiro (1979) “Fabricación de hierro, aceros y fundiciones” Urmo Páginas de internet: http://fyqata.euita.upm.es/CursoWeb01/Pweb/Pagweb/Mercurio/acero/pagacero/acerob.htm http://www.infoacero.cl/procesos/peletiza.htm