metodo para la fabricacion de cilindros congeladores para
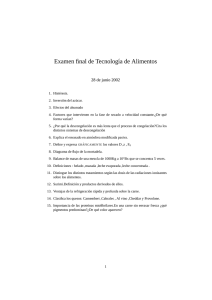
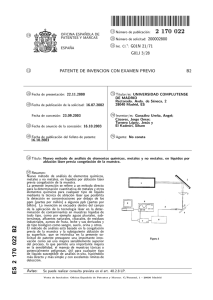
Anuncio

k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 076 610 kInt. Cl. : F25C 1/14 11 N.◦ de publicación: 6 51 ESPAÑA B21D 53/08 B21C 37/15 B23P 15/26 k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 92109172.4 kFecha de presentación : 01.06.92 kNúmero de publicación de la solicitud: 0 519 252 kFecha de publicación de la solicitud: 23.12.92 T3 86 86 87 87 k 54 Tı́tulo: Método para la fabricación de cilindros congeladores para máquinas de fabricación de he- lados. k 73 Titular/es: Carpigiani S.r.L. k 72 Inventor/es: Cocchi, Gino k 74 Agente: Durán Olivella, Alfonso 30 Prioridad: 21.06.91 IT GE910088 45, Via Emilia I-40011 Anzola Emilia, Bologna, IT 45 Fecha de la publicación de la mención BOPI: 01.11.95 45 Fecha de la publicación del folleto de patente: 01.11.95 Aviso: k k k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 076 610 T3 DESCRIPCION La presente invención se refiere de manera general a un método para la fabricación de un cambiador de calor de forma tubular, tal como el cilindro de congelación de un máquina de fabricación de helados. Es conocido que para enfriar los cilindros de congelación de las máquinas de fabricación de helados, dichos cilindros están dispuestos en relación de intercambio calorı́fico con el evaporador de una unidad refrigeradora. Usualmente, esto es llevado a cabo por arrollado helicoidal de los tubos del evaporador alrededor de la superficie externa del cilindro de congelación, y procediendo luego a su soldadura o fijación con adhesivos adecuados conductores del calor a dicho cilindro, para promover de manera generalizada la transferencia de calor entre estos dos elementos. Este método es engorroso y caro, y no consigue una transferencia de calor óptima. Se ha sugerido, tal como se da a conocer, por ejemplo, en la Patente italiana N◦ . 466.025 presentada en 19 de abril de 1950, el recubrir el cilindro de congelación con una envolvente externa que actúa como cámara de expansión para los gases comprimidos que proceden del compresor de la unidad de refrigeración. Este sistema elimina, debido a la expansión directa de gases, los inconvenientes relacionados con la transferencia de calor; no obstante, tampoco este sistema puede ser realizado de manera fácil debido a las dificultades de soldadura de la envolvente o recubrimiento externo en la superficie del cilindro de congelación. Se conoce de la Patente EP-A-0 395 080 un método para la fabricación de un recipiente reactor que comprende las fases de conformar un manguito cilı́ndrico interno a partir de una lámina o chapa continua única de un material metálico con una soldadura longitudinal única, procediendo a soldar un soporte en espiral continuo en la superficie de la pared externa de dicho manguito interno, formando una envolvente cilı́ndrica exterior alrededor de dicho manguito prensando dicha superficie interna de la mencionada envolvente de manera firme contra dicho soporte espiral continuo y formando una soldadura longitudinal única para constituir una trayectoria de flujo continua en espiral arrollada alrededor de dicho manguito interno en cooperación con el mencionado soporte espiral. También este método es difı́cil de llevar a cabo, debido a las dificultades de soldadura del soporte del espiral al manguito interno, y debido además a las dificultades para adherir de manera ı́ntima la envolvente cilı́ndrica contra dicho soporte en espiral. De la Patente US-A-2 004 387 se conoce un método para la fabricación de tubos de aletas que comprende las fases de conformación de una bobina de una cinta o fleje metálico arrollado por el borde, insertando un tubo metálico dentro de dicha bobina formada, constituyendo una ranura helicoidal alrededor de dicho tubo, procediendo a insertar la tira o cinta metálica por el borde dentro de dicha ranura, y curvar u ondular progresivamente los bordes de la ranura para provocar la sujeción de la tira o cinta metálica. 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 También este método es difı́cil de realizar, y se requiere un aparato complejo para engrapar de manera progresiva los bordes de la ranura para sujetar la cinta metálica. Por lo tanto, el objetivo de la presente invención consiste en dar a conocer un método para la fabricación de cilindros de congelación para las máquinas de fabricación de helados, dotado de un espacio para la expansión del gas refrigerante que establece contacto directo con dicha superficie exterior, preparado para superar los inconvenientes de los métodos de fabricación de cilindros de este tipo anteriormente conocidos. El método de fabricación según la presente invención comprende las fases mencionadas en la reivindicación 1, de manera que la retracción térmica de la envolvente o forro de acero crea un acoplamiento estanco a los gases en el espacio helicoidal definido entre la superficie interior de la mencionada envolvente y la superficie externa del cilindro de congelación. Otras ventajas del procedimiento según la invención quedarán evidentes de la siguiente descripción detallada, que se hace con referencia a los dibujos adjuntos, en los cuales: La figura 1 es una vista en sección longitudinal esquemática de la primera fase de la fabricación del cilindro de congelación de una máquina para la fabricación de helados que lleva a cabo el método según la invención. La figura 2 es una vista similar a la figura 1, mostrando la fase de fabricación sucesiva; y la figura 3 es una vista similar a las figuras 1 y 2, mostrando un cilindro de congelación terminado. Haciendo referencia a los dibujos, y con particular referencia a la figura 1 del mismo, el numeral (1) indica el cilindro de congelación de una máquina para la fabricación de helados. Dicho cilindro (1) comprende, tal como se ha mostrado, un tramo de tubo (101) de acero inoxidable, dispuesto en las proximidades de un extremo del mismo con una valona anular (201) soldada en su superficie externa. La superficie externa del cilindro (1) está dotada de una ranura helicoidal (301) que se extiende a la casi totalidad de su longitud. Tal como se muestra en la figura 2, sobre la ranura (301) se ha arrollado una tira plana de acero suave recocido (2) de manera que adopte la forma de una rosca de un tornillo. Una camisa de acero en forma tubular (4) se ha colocado por retracción térmica sobre las crestas de la rosca (2), tal como se muestra en la figura 3, creando dicha retracción térmica la interferencia adecuada para asegurar estanqueidad a los gases en la trayectoria helicoidal de desplazamiento formada entre la superficie interna de la camisa o envolvente (4), la superficie externa del cilindro (1) y la rosca (2). Un extremo de la camisa (4) está soldada ventajosamente en (104) a la valona (201), y el extremo opuesto de dicha camisa (4) está cerrada de forma estanca por medio de una anilla (5) soldada tanto al forro (4) como al cilindro (1) para completar el evaporador del circuito de refrigeración. La camisa (4) queda dotada a continuación de orificios para las uniones del colector de admisión (6) y el colector de salida (7) para el gas del cir- 3 ES 2 076 610 T3 cuito de refrigeración. El cilindro (1) es completado por soldadura de una tapa (8) en su extremo posterior. Las ventajas del método según la invención son evidentes. Permite crear un espacio de expansión directamente en contacto con el cilindro de congelación, con todas las ventajas que resultan de esta técnica, sin recurrir a la utilización de soldaduras, de manera rápida y económica, y 5 4 evitando algunos tratamientos térmicos. Desde luego, si bien la invención ha sido descrita de manera especı́fica en relación con los cilindros de congelación de las máquinas de fabricación de helados, se podrá aplicar, evidentemente, a la fabricación de cualquier cambiador de calor de tipo tubular, tal como un recipiente de un reactor, o similar. 10 15 20 25 30 35 40 45 50 55 60 65 3 5 ES 2 076 610 T3 REIVINDICACIONES 1. Método para la fabricación de un cambiador de calor tubular, tal como el cilindro de congelación de una máquina para la fabricación de helados con evaporador incorporado de la unidad de refrigeración, que comprende las fases de formar una ranura helicoidal (301) en la superficie de la pared exterior de un primer manguito de acero cilı́ndrico interno (101); arrollar una tira plana de acero suave recocido (2) en forma de rosca de tornillo en dicha ranura, sin proporcionar unión mecánica estable alguna entre la tira y 5 10 6 la ranura; y acoplar por retracción térmica un segundo manguito (4) de acero de forma cilı́ndrica sobre las crestas de dicha rosca. 2. Método, según la reivindicación 1, que comprende asimismo las fases de cierre estanco de los dos extremos del espacio anular entre dichos primero y segundo manguitos de acero de forma cilı́ndrica. 3. Método, según las reivindicaciones 1 y 2, que comprende asimismo las fases de conformar, en los extremos de dicho segundo manguito de acero, las uniones tubulares para la conexión a un circuito de refrigeración. 15 20 25 30 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 4 ES 2 076 610 T3 5 ES 2 076 610 T3 6