4. Técnicas básicas de calidad
Anuncio

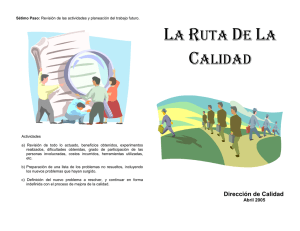
004.qxd 29/11/04 13:49 Página 68 Técnicas básicas de calidad En esta unidad aprenderás a: 1 Identificar las técnicas básicas de calidad 2 Aplicar las herramientas básicas de calidad 3 Utilizar la tormenta de ideas 4 Crear distintos tipos de diagramas 5 Usar histogramas y gráficos de control 04 004.qxd 29/11/04 13:49 Página 69 4. Técnicas básicas de calidad 4.1 ¿Qué son las técnicas básicas de calidad? 4.1 ¿Qué son las técnicas básicas de calidad? Para llevar a cabo una gestión de la calidad en las mejores condiciones posibles, es necesario contar con el apoyo de algunas técnicas que ayuden a su desarrollo. Algunas de estas herramientas sirven para detectar problemas con la participación del personal, mientras que otras parten de mediciones o datos obtenidos del proceso a controlar y, a partir del análisis de estos datos, se obtienen los resultados buscados. En ocasiones, estos resultados nos sirven para controlar el proceso. Si los resultados están dentro de los límites que se hayan establecido para cada proceso, diremos que dicho proceso está controlado. Si no, habrá que actuar sobre él aplicando acciones correctivas. Otras veces, únicamente nos interesará ver los resultados de un proceso con una presentación gráfica. En general, existe un gran número de formas de controlar un proceso, de buscar fallos, de mejorar los sistemas, de analizar los riesgos, etc., siendo algunas de ellas de gran complejidad. Sin embargo, algunas de las más conocidas y usadas son las llamadas herramientas básicas de la calidad, que son: • Tormenta de ideas (brainstorming). • Diagrama causa-efecto. • • • • • Histograma. Diagramas de sectores. Gráficos de control. Diagrama de dispersión. Diagrama de Pareto. Esta unidad va a dedicarse a realizar una descripción muy sencilla de estas herramientas básicas de calidad, tanto desde el punto de vista teórico como desde el punto de vista práctico, planteando aplicaciones de cada una de ellas. 4.2 Técnicas básicas de calidad Vamos a ver en qué consiste cada una de las herramientas básicas de calidad que hemos enumerado en el primer apartado y cuál es la forma que habría que seguir para su aplicación en actuaciones de calidad. A. Tormenta de ideas (brainstorming) La técnica toma su nombre de la unión de dos palabras inglesas: brain, que significa «cerebro» y storm, que significa «tormenta». Así pues, la traducción al español sería «tormenta de ideas». El método fue ideado en 1939 por un publicista llamado A. F. Osborn. Esta técnica se desarrolla siempre en grupo e intenta estimular a cada miembro a participar sin complejos en la aportación de cuantas ideas le surjan para resolver una determinada situación. Lógicamente, de entre todas esas ideas, sólo algunas serán realmente válidas para el problema o situación planteada y, aun así, seguramente éstas tendrán que volver a ser depuradas. 69 004.qxd 29/11/04 13:49 Página 70 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Es muy importante que el grupo no sea crítico con las ideas de ningún miembro, ya que ello podría coartar la expresión de más ideas por parte de ese participante. Para que este tipo de técnica se desarrolle de la mejor forma posible, deben cumplirse una serie de requisitos o reglas: • Los grupos deben ser pequeños, con un número de participantes de entre 3 y 8. • Cada miembro del grupo debe conocer y entender totalmente el problema que se está planteando. • Se deben aceptar todas las ideas que se emitan sin criticarlas. • Debe existir la figura del moderador o líder del grupo. • Se pueden emitir ideas que se apoyen en alguna otra ya expresada anteriormente. • La duración de la reunión debe estar prefijada de antemano. Teniendo en cuenta estas normas, las fases para aplicar esta técnica son las siguientes: 1 . En primer lugar, se debe hacer una definición del problema de la forma más clara posible, de manera que todos los miembros del grupo lo conozcan. 2. A continuación, se lleva a cabo la fase de exposición y emisión de ideas por parte de todos los participantes. Estas ideas deben ir registrándose tal como se expresaron, para no olvidar ninguna. 70 realización, participantes, etc., donde puedan irse apuntando las ideas expresadas y que luego sea refrendada por los participantes con objeto de corregir errores o ampliar ideas. Un posible modelo de acta podría ser: EMPRESA: ASISTENTES: FECHA: HORA: OBJETO DE LA SESIÓN: IDEAS APORTADAS: * * * * * * * … … … … … … … * * * * * * * … … … … … … … * * * * * * * … … … … … … … Figura 4.1. Modelo de acta para sesiones de brainstorming. B. Diagrama causa-efecto También llamado de Ishikawa (en honor al Dr. Kaoru Ishikawa, que lo desarrolló en 1943 en la Universidad de Tokio) o de espina de pez o de las siete M. Esta técnica intenta localizar fundamentalmente las causas que provocan un efecto concreto. Éstas se suelen agrupar en bloques, y así el análisis que se puede realizar de uno de estos diagramas es más sencillo. Una de sus características es la versatilidad, ya que se puede aplicar a multitud de situaciones. 3. Posteriormente, una vez que la fase anterior ha finalizado, se reflexiona sobre las ideas emitidas y se seleccionan las más apropiadas. Actualmente es una de las técnicas más potentes en calidad, bien por sí sola, o bien combinada con otras herramientas, como, por ejemplo, el brainstorming. Para realizarlo existen diferentes formas, aunque básicamente los pasos son: Los criterios de selección de ideas varían mucho en función del objeto de la sesión de brainstorming (puede ser solucionar un problema, identificar o enumerar tareas, etc.). Una vez seleccionadas las más apropiadas, es conveniente organizarlas en función de su importancia para tener un listado ordenado. • Seleccionar el efecto que queremos controlar. Ése será el tronco del diagrama del cual partirán las causas que actúan sobre dicho efecto (Figura 4.2). Estas causas serán: mano de obra, materia prima, maquinaria, mercado, métodos, medio ambiente y metrología. También puede ser buena idea elaborar un acta de la reunión en la que aparezcan datos como la fecha de • En la rama correspondiente a cada causa iremos agrupando aquellas que dan lugar al efecto 004.qxd 29/11/04 13:49 Página 71 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Mano de obra Maquinaria Metrología Mercado EFECTO Medio ambiente Método Materia prima Figura 4.2. Diagrama causa-efecto. considerado. Estas causas pueden obtenerse de una «tormenta de ideas» entre el personal afectado. • Por último, las causas se deben ordenar en función de la importancia que tienen respecto al efecto que estamos analizando. C. Histograma Se utiliza para ver cómo se organizan una serie de datos y para determinar la distribución de la variable asociada a un proceso y su comportamiento. Su aparición, aproximadamente en 1833, se debe al francés A. M. Guerry. Vamos a ver cómo se realizaría un histograma. Imaginaremos el caso de una empresa que fabrique resistencias eléctricas de valor 200 V. Han medido los valores de 100 resistencias y han obtenido los siguientes resultados (Tabla 4.1): Valor de la resistencia medida (V) Número de ejemplares 198 7 199 12 200 63 201 10 202 8 Tabla 4.1. Medida de resistencias. En él se representa con barras la distribución de frecuencias de una determinada variable agrupada o no en intervalos. Sirven para: 1 . Ver si el proceso sigue las especificaciones requeridas. Colocaremos los valores de las mediciones en el eje horizontal (agrupados o no por intervalos, en los casos en los que sea apropiado), y en el eje vertical marcaremos las frecuencias de aparición de cada medida (Figura 4.3). 2 . Observar si existe dispersión de los datos en torno al valor deseado. En este caso, tenemos cinco tipos de medidas de las resistencias (198, 199...), por lo que el número de barras verticales será cinco. Para realizarlo se parte de los datos que hemos recogido de la variable a analizar y con ellos se procede a efectuar sus representaciones gráficas. En los histogramas es habitual poner el valor de la frecuencia de cada intervalo sobre la barra correspondiente, tal como se ve también en la Figura 4.3. La técnica permite, además, obtener indicadores, como medias, varianzas, recorridos, intervalos de agrupación, etc., que se verán en la siguiente unidad con detalle. Una vez que hemos realizado este histograma, vamos a analizarlo. Se observa que los datos tienen una distribución simétrica en torno al valor deseado de 200 V, 71 004.qxd 29/11/04 13:49 Página 72 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad 70 63 diámetro de 10 cables cada hora; o de 12 cables cada 100, etcétera. Frecuencia 60 50 40 30 Media (x) 20 10 7 12 10 8 0 198 199 200 201 202 Figura 4.3. Histograma. lo que indica que el proceso es aceptable, es decir, que está cercano a las especificaciones. Para completar la información dada por el histograma se pueden calcular otros parámetros. Para ello, mostramos a continuación una serie de definiciones estadísticas muy sencillas, que nos servirán para hallar los indicadores más importantes (media, varianza, etc.) cuando sean necesarios. Todos estos conceptos estadísticos se desarrollan con más detalle en la unidad 5, y aquí solamente los nombramos como avance. Población Son todos los elementos de una determinada clase. Por ejemplo, supongamos que existe una fábrica que únicamente produce cable de 4 mm teóricos de diámetro. Si quisiéramos hacer un control en esa fábrica de los diámetros de los cables que realmente produce, la población sería el conjunto de todos los cables fabricados. Por regla general, no se suele trabajar con toda la población, ya que ésta a menudo es excesivamente grande o el estudio a efectuar sobre la misma tiene carácter destructivo. Muestra Se llama media de una muestra al valor medio de los datos obtenidos. Matemáticamente la expresión de la media es: n x = 72 i =1 i n = x1 + x2 + ... + xn n siendo: xi: valores obtenidos del parámetro a controlar (en nuestro ejemplo, el diámetro de cada cable medido). n: número de valores medidos. Por ejemplo, supongamos que queremos saber cuál es el consumo medio por persona y día de electricidad, partiendo de una muestra de 5 personas de las cuales se han medido los siguientes consumos (Tabla 4.2): PERSONA CONSUMO kW · h/persona día 1 2 3 4 5 0,75 1,1 0,8 1,5 1 Tabla 4.2. Consumo de electricidad. El número de valores medidos es 5, por tanto, sustituyendo estos valores en la expresión matemática de la media, tenemos: Es la parte de la población que se selecciona para analizar los datos que queremos controlar. Volvamos al ejemplo de la fábrica de cables. Normalmente, para controlar un parámetro no se suele medir ese parámetro en toda la población, es decir, no se inspeccionarán todos los cables fabricados, puesto que su número es muy grande e implicaría un coste de inspección enorme. Lo que se hace es seleccionar una muestra de esa población, y así, por ejemplo, se medirá el ∑x n x = ∑ xi 0, 75 + 1, 1 + 0, 8 + 1, 5 + 1 = n 5 = 1, 03 kW ? h/persona díía i =1 = Éste será el consumo medio de electricidad expresado en kW · h/persona y día, obtenido a partir de los datos recogidos a una muestra de 5 personas de la población estudiada. 004.qxd 29/11/04 13:49 Página 73 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Veamos qué ocurre con el caso anterior de la fábrica que hace resistencias de valor 200 V. Su expresión matemática es: n Ahora para obtener la media debemos tener en cuenta el número de veces que aparece cada valor. ∑(x = i =1 n ∑n n x = i =1 Esta expresión se utiliza cuando estamos estudiando la desviación de una muestra de la población. Si en lugar de trabajar con una muestra lo hiciésemos con la población completa, la expresión a utilizar sería: ⋅ ni i n ∑n i i =1 n donde ni es el número de veces que aparece cada valor. ∑(x σ = Sustituyendo: n x = ∑x i =1 i ⋅ ni n ∑n i =1 −1 i i =1 Así, la expresión para calcularla en estos casos será: ∑x − x)2 ⋅ ni i i =1 − x)2 ⋅ ni i n ∑n i i =1 = La desviación típica de las resistencias medidas será: n i 198 ⋅ 7 + 199 ⋅ 12 + 200 ⋅ 63 + 201 ⋅ 10 + 202 ⋅ 8 = = 7 + 12 + 63 + 10 + 8 20000 = = 200 Ω 100 σ = i =1 − x)2 ⋅ ni i n ∑n i i =1 = Recorrido o rango (R) = −1 (198 − 200)2 ⋅ 7 + (199 − 200)2 ⋅ 12 + (200 − 200)2 ⋅ (7 + 12 + 63 + ⋅ 63 + (201 − 200)2 ⋅ 10 + (202 − 200)2 ⋅ 8 = +10 + 8) − 1 Es la diferencia entre el valor mayor y el valor menor de los obtenidos en la medida de los parámetros. 82 = 0, 91 100 − 1 = En el caso de las resistencias, el recorrido sería: R = 202 - 198 = 4 V. ∑(x Cuanto menor es la desviación típica, mayor concentración de los datos en torno a la media habrá en nuestras medidas. En el caso del consumo medio de electricidad por habitante y día, la desviación típica es: Frecuencia n Es el número de veces que aparece cada valor. Las resistencias de 198 V aparecen 7 veces en las 100 medidas, luego ésa es su frecuencia de aparición, mientras que el valor 200 V tiene frecuencia 63. Desviación típica o estándar (s) Se define como la distancia media de los puntos de la distribución de los valores, respecto al valor medio. σ = ∑(x i =1 i n ∑n i =1 = − x)2 ⋅ ni i = −1 (0, 75 − 1, 03)2 ⋅ 1 + (1, 1 − 1, 03)2 ⋅ 1 + (00, 8 − 1, 03)2 ⋅ = (1 + 1 + 1 = ⋅ 1 + (1, 5 − 1, 03)2 ⋅ 1 + (1 − 1, 03)2 ⋅ 1 = +1 + 1) − 1 = 0, 358 = 0, 299 5−1 73 004.qxd 29/11/04 13:49 Página 74 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Observamos, por tanto, que en este caso la distribución está más concentrada alrededor de la media que en el caso de las resistencias. Una vez visto cómo se calculan estos indicadores, volvemos al histograma que ya habíamos calculado y vemos cómo nos ayudan a su interpretación. El recorrido del proceso será la diferencia entre los valores máximo y mínimo (Figura 4.4). Según los criterios de aceptación que establezcamos (proceso centrado respecto de la media, mínima dispersión, etc.), podremos ver si nuestro proceso es aceptable. Cualquier desviación de la media, o dispersión de los datos, o falta de simetría, indicaría un problema en el proceso o producto que estuviésemos midiendo. 63 60 Frecuencia • Si colocamos el valor medio sobre el gráfico, que era 200 V, los datos tienen una distribución simétrica en torno a la media. • La media es muy cercana (en este caso exactamente igual) al valor teórico especificado. Media: 200 V 70 Además se observa también: 50 40 30 20 10 7 12 10 D. Diagrama de sectores 8 0 198 199 200 201 202 Resistencia ( V) Recorrido Otro tipo de representaciones gráficas son los diagramas de sectores (del inglés pie chart, es decir, diagrama de tarta). Se usan principalmente para representar porcentajes. Su forma es circular y tiene divisiones radiales. Figura 4.4. Media y recorrido del ejemplo de las resistencias. Caso práctico 1 Tenemos la cantidad de cada tipo de productos que fabrica la empresa Comodidad, S.A. (Tabla 4.3). PRODUCTOS CANTIDAD Mesas Sillas Estanterías Banquetas 100 400 200 100 Tabla 4.3. Productos que fabrica la empresa Comodidad S.A. El número total de productos fabricados es de 800. Para realizar el diagrama se obtiene el porcentaje correspondiente a cada producto. 74 Mesas: 100 ⋅ 100 = 12, 5% 800 Sillas: 400 ⋅ 100 = 50% 800 Estanterías: 200 ⋅ 100 = 25% 800 Banquetas: 100 ⋅ 100 = 12, 5% 800 Se obtienen los grados del diagrama que corresponden a cada producto mediante una simple regla de tres, teniendo en cuenta que el 100 % serían 360º. (Continúa) 004.qxd 29/11/04 13:50 Página 75 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Caso práctico 1 (cont.) ⎛ 12, 5% ⋅ 360º ⎞ Mesas: 45º del diagrama ⎜ = 45º ⎟ ⎝ 100% ⎠ ⎛ 50% ⋅ 360º ⎞ = 180º ⎟ Sillas: 180º del diagrama ⎜ ⎠ ⎝ 100% Por último, hacemos la representación gráfica (Figura 4.5): 12,5 % 25 % 12,5 % ⎛ 25% ⋅ 360º ⎞ = 90º ⎟ Estanterías: 90º del diagrama ⎜ % 100 ⎝ ⎠ ⎛ 12, 5% ⋅ 360º ⎞ = 45º ⎟ Banquetas: 45º del diagrama ⎜ % 100 ⎝ ⎠ Mesas Sillas Estanterías Banquetas 50 % Figura 4.5. Representación gráfica del Caso práctico 1. E. Gráficos de control Esta técnica permite comprobar si un proceso es estable en el tiempo, con relación a una determinada variable que se desea tener bajo control. Con ello, puede predecirse en alguna medida el comportamiento de un proceso, es decir, se puede saber si va a estar controlado o si, por el contrario, va a estar fuera de los límites preestablecidos. Estos gráficos son muy sencillos de confeccionar. En ellos se suelen marcar unos límites superiores e inferiores para el valor de la variable que ésta no debe sobrepasar. Cuando esto ocurre se supone que el proceso está controlado. En caso contrario, es decir, si los valores de la variable sobrepasan los límites de control, se dice que el proceso está fuera de control (Figura 4.6). Fundamentalmente, estos gráficos son de dos tipos: (medidas, pesos, etc.). Éste sería, por ejemplo, el caso del control del valor de los diámetros de un cable. Este segundo tipo de gráficos de control proporciona mayor información sobre el proceso, ya que informa del valor de las variaciones. Hay distintos tipos de gráficos de control por variables, aunque en este texto se analizan solamente algunos de ellos, ya que la forma de construcción de los diferentes tipos es análoga. Valor de la variable Límite de control superior (LCS) Media Límite de control inferior (LCI) a) Gráficos de control por atributos, en los que se controla una característica del proceso (pasa, no pasa; conforme, no conforme). Esto ocurre, por ejemplo, con la clasificación de frutas por tamaños: si una fruta pasa por un calibre del tipo pasa, no pasa, significa que es de un tamaño inferior y, por tanto, de una categoría menor. Figura 4.6. Gráfico de control. b) Gráficos de control por variables, en los que se controla la variación de una magnitud medible En el comportamiento de los datos que se observa en un gráfico de control hay que distinguir varios casos: Tiempo 75 004.qxd 29/11/04 13:50 Página 76 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad • Existe una tendencia clara en la variación de los datos. Hay que investigar cuál es la causa que provoca la variación (Figura 4.7 a). Para realizar los gráficos se deben tener en cuenta los siguientes puntos: • Aparecen ciclos en las variaciones. Pueden ser debidos a operaciones periódicas o a causas ambientales, por ejemplo (Figura 4.7 b). 1 . Los límites de control superior (LCS) e inferior (LCI) provienen de los parámetros de la distribución (que, como ya se vio, pueden obtenerse a partir de una muestra). • Un punto aparece fuera de los límites de control. Por lo general, esto es debido a alguna causa externa que es necesario investigar (Figura 4.7 c). 2 . Para un proceso que sigue una distribución «normal» (que se estudiará en la unidad 5) en general, los límites se obtienen usando las expresiones: • Ocho o más puntos aparecen fuera de los límites de control (Figura 4.7 d). Hay que revisar íntegramente el proceso. Límite de control superior (LCS) = x + 3 s a) Límite de control inferior (LCI) = x - 3 s b) LCS LCI LC S LCI d) c) LC S LCS LCI LCI Figura 4.7. Diferentes comportamientos de los datos en los gráficos de control. 76 004.qxd 1/12/04 17:51 Página 77 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Caso práctico 2 Supongamos que una muestra de 10 piezas fabricadas en una empresa ofrece los siguientes resultados al medir uno de sus parámetros (Tabla 4.4): Medida 19 18 17 17 20 20 20 19 20 23 Una vez calculados estos dos parámetros, debemos hallar los valores de los límites superior e inferior en función del porcentaje de productos defectuosos que estamos dispuestos a aceptar en este caso. Por lo general, se suele sumar y restar a la media tres veces la desviación típica para obtener los límites superior e inferior, respectivamente. Como ves, este gráfico parte del dato de la media para obtener los límites. Tabla 4.4. Constantes en función del tamaño de la muestra. En este caso el gráfico quedaría: La media de las medidas ha sido: n x = ∑x i =1 i Límite de control superior: ⋅ ni n ∑n i =1 x + 3s = 19,3 + 3 · 1,766 = 24,6 = Límite de control inferior: i x - 3s = 19,3 - 3 · 1,766 = 13,99 . 14 19 + 18 + 17 + 17 + 20 + 20 + 20 + 19 + 20 + 23 = = 10 193 = = 19, 3 100 Media: 19,3 26 LCS 24 y la desviación típica (s): 22 (19 − 19, 3)2 + (18 − 19, 3)2 + (17 − 19, 3)2 + σ = 10 − 1 20 + (17 − 19, 3) + (20 − 19, 3) + (20 − 19, 3) + 2 2 2 18 + (20 − 19, 3)2 + (19 − 19, 3)2 + (20 − 19, 3)2 + (23 − 19, 3)2 = 28, 1 = 1, 766 10 − 1 Media = LCI 14 1 2 3 4 5 6 7 8 9 10 Figura 4.8. Gráfico de control del Caso práctico 2. Otros tipos de gráficos de control por variables parten de muestras de las que se halla su media. Con la media de todas las medias de las muestras y con el recorrido (diferencia entre el valor mayor y menor obtenido) se suele representar el gráfico llamado x / R. En este caso se obtienen dos gráficos de control: el que señala el comportamiento de la media de las muestras y el que presenta el comportamiento del recorrido. Supongamos una empresa que está fabricando ladrillos refractarios, a los que les controla su espesor en milímetros. Se efectúan seis series de medidas, tomando 4 muestras en cada una de ellas. Los datos que ha obtenido de estas medidas quedan reflejados en la Tabla 4.5. 77 004.qxd 29/11/04 13:50 Página 78 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Serie 1 Serie 2 Serie 3 Serie 4 Serie 5 Serie 6 Muestra 1 3 2 2 2 2 2 Muestra 2 4 3 4 2 1 2 Muestra 3 2 3 5 3 1 4 Muestra 4 2 5 1 3 3 2 2,75 3,25 3 2,5 1,75 2,5 2 3 4 1 2 2 Media Recorrido Tabla 4.5. Series de medidas tomadas en la empresa de ladrillos. La media de medias será: x = 2, 75 + 3, 25 + 3 + 2, 5 + 1, 75 + 2, 5 = 2, 625 6 n C D E 3 1,023 2,574 0 4 0,729 2,282 0 5 0,577 2,114 0 La media de recorridos será: 2+3+4 +1+2+2 R = = 2, 33 6 En este tipo de representaciones, los límites de control se calculan en función de unas constantes estadísticas que varían según el tamaño de la muestra. Tabla 4.6. Valor de las constantes C, D y E en función del tamaño de la muestra. Con estas constantes, y teniendo en cuenta que el tamaño de la muestra para cada serie del ejemplo es de 4, se pueden calcular los límites de control: Las fórmulas para obtenerlos son: • Gráfico de medias • Gráfico de medias Límite de control superior: Límite de control superior: x + C · R x + C · R = 2,625 + 0,729 · 2,33 = 4,324 Límite de control inferior: x - C · R Límite de control inferior: • Gráfico de recorridos x - C · R = 2,625 - 0,729 · 2,33 = 0,926 Límite de control superior: D · R • Gráfico de recorridos Límite de control inferior: E · R Límite de control superior: Estas constantes están tabuladas. D · R = 2,282 · 2,33 = 5,317 En la Tabla 4.6 se muestra un grupo de estas constantes en función del tamaño de la muestra (n): 78 Límite de control inferior: E · R = 0 · 2,33 = 0 1/12/04 17:51 Página 79 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Y los gráficos de control correspondientes serán los representados en las Figuras 4.9 y 4.10, en los que se observa que el proceso del ejemplo está controlado. 5 LCS 4,5 4 3,5 = x Media 3 2,5 2 LCI 1 Supongamos que observamos el porcentaje de piezas defectuosas que aparecen en un proceso productivo en función de la temperatura. Medimos el porcentaje de estas piezas que aparecen con cada temperatura y escribimos la Tabla 4.7. Temperatura (ºC) 10 20 30 40 50 % piezas defectuosas 1 2 3 4 5 Tabla 4.7. Piezas defectuosas en función de la temperatura. 1,5 0,5 0 1 2 3 4 5 6 7 Serie Figura 4.9. Gráfico de medias. 6 LCS 4 – R 3 2 1 LCI 0 % piezas defectuosas –1 1 2 3 4 5 Todos estos datos han sido obtenidos experimentalmente a partir del proceso productivo. A continuación, se elige una de las variables para colocar sus valores en el eje horizontal (por ejemplo, la temperatura) y la otra se colocará en el eje vertical (en este caso el porcentaje de piezas defectuosas). La escala de cada eje se selecciona de modo que los límites representados coincidan con los valores máximo y mínimo que toma cada variable (Figura 4.11). 5 Recorridos 004.qxd 6 7 5 Serie Figura 4.10. Gráfico de recorridos. F. Diagramas de dispersión A veces, es necesario conocer la relación existente, por ejemplo, entre la temperatura ambiente y el porcentaje de piezas defectuosas en un proceso, o entre las horas de funcionamiento de una máquina y la precisión con la que salen los componentes hechos por dicha máquina, etcétera. Para detectar el tipo de relación que puede existir entre dos variables que caracterizan un proceso (por ejemplo, el peso y el diámetro de un neumático) se usan estos diagramas. A esa relación se la llama correlación, lo que hace que a veces a estos diagramas se los llame diagramas de correlación. La realización de estos gráficos es muy sencilla. El punto de partida son los datos de las dos variables cuya relación se desea identificar. 1 10 50 Temperatura Figura 4.11. Colocación de valores máximo y mínimo en cada eje. Una vez realizados los ejes, se colocan las parejas de valores relacionados (Figura 4.12). Básicamente éste es el proceso de realización del diagrama. Sin embargo, lo más importante es analizarlo para obtener de él la mayor cantidad de información posible. 79 004.qxd 29/11/04 13:50 Página 80 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Esto se ve en el diagrama, ya que cuanto más aumenta la temperatura mayor porcentaje de piezas defectuosas aparecen en el proceso. 6 % Piezas defectuosas 5 4 Pero no es éste el único tipo de correlación que podemos encontrar. Existen diversos tipos de correlaciones dependiendo de la distribución de los puntos en el diagrama. 3 2 Veamos algunos de los tipos de correlaciones más comunes: 1 0 0 20 40 60 Temperatura • Correlación lineal creciente: incrementos en los valores de la variable A producen incrementos en los valores de la variable B (Figura 4.14). Figura 4.12. Representación de las parejas de valores. Dicha información será utilizada para posibles mejoras del proceso, o bien para descartar o detectar posibles causas de defectos que, a priori, podrían no estar claras. • Correlación lineal decreciente: incrementos en los valores de la variable A producen decrementos en los valores de la variable B (Figura 4.15). B Según la dispersión de los puntos del diagrama se puede aproximar una línea que siga la tendencia de todos ellos. En el diagrama del ejemplo se observa que la correlación es claramente lineal, es decir, que todos los puntos de la correlación pueden unirse con una línea recta (Figura 4.13). Por tanto, se puede deducir que la temperatura de trabajo va a afectar al porcentaje de defectos y que deberá ser una variable a controlar en el proceso productivo. A Figura 4.14. Correlación lineal creciente. 6 B % Piezas defectuosas 5 4 3 2 1 0 0 20 40 60 A Temperatura Figura 4.13. Unión de los puntos mediante una línea recta. 80 Figura 4.15. Correlación lineal decreciente. 004.qxd 29/11/04 13:50 Página 81 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad • Correlación lineal horizontal: las variaciones de A no producen variaciones en B. Por tanto, en este caso se puede asumir que la variable B es independiente de la variable A; es decir, B no tiene relación alguna con A. En este caso la variable B tiene siempre el mismo valor independientemente del valor que tome A (Figura 4.16). • Sin correlación: en este caso no es posible ajustar una línea que siga la tendencia de los puntos; por tanto, las variables A y B no tienen correlación. Esto significa que el valor de B es totalmente variable, sea cual sea el valor de A (Figura 4.20). B • Correlación no lineal: las variaciones de A producen diversas variaciones de B dependiendo del punto donde se encuentra (Figura 4.17). Existe una amplia variedad de correlaciones no lineales, como las representadas en las Figuras 4.18 y 4.19 (en ellas se ha podido obtener con métodos matemáticos avanzados la correlación matemática existente) y otras muchas más. A B Figura 4.18. Correlación no lineal. B A A Figura 4.16. Correlación lineal horizontal. Figura 4.19. Correlación no lineal. B B A Figura 4.17. Correlación no lineal. A Figura 4.20. Valores sin correlación. 81 004.qxd 29/11/04 13:50 Página 82 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Esta distribución se aprecia también, por ejemplo, en la distribución de la riqueza en la población humana, es decir, aproximadamente el 80 % de la riqueza está controlada por el 20 % de la población. G. Diagramas de Pareto Este diagrama también es conocido por los siguientes nombres: En general, en la mayoría de las situaciones, un pequeño porcentaje de las causas posibles origina un gran porcentaje de los efectos. Estos porcentajes se aproximan al 20 y 80, respectivamente, aunque no siempre se cumplen de forma exacta. Por eso a los gráficos que tienen este comportamiento se les llama 80/20 o 70/30. • Diagrama ABC. • Diagrama 80/20. • Diagrama 70/30. El diagrama parte de un hecho que se da con mucha frecuencia en procesos industriales y en fenómenos naturales: la distribución de los efectos y sus posibles causas no es lineal sino que el 20 % de las causas origina el 80 % de los efectos. La realización del diagrama de Pareto se verá mejor con el siguiente ejemplo. Caso práctico 3 • 80 de ellas son defectuosas por una falta de aporte de material dieléctrico (tipo de causa A). • 16 de ellas son defectuosas por un exceso de aporte de material dieléctrico (tipo de causa B). • 4 de ellas son defectuosas por otras causas (tipo de causa C). 100 % defectuosas Imaginemos un lote de 100 resistencias defectuosas. Una investigación sobre las causas que originan los defectos en las mismas determina que: 80 80 60 40 16 20 4 0 A B C Figura 4.21. Diagrama de Pareto. Cada causa estará representada por una columna de anchura constante y cuya altura corresponderá al porcentaje respectivo (Figura 4.21). Por último, se realiza la línea de porcentaje acumulado sumando a cada columna el porcentaje de todas las columnas situadas a su izquierda (Figura 4.22). 100 % defectuosas Para realizar el gráfico, se colocan en el eje vertical los porcentajes de piezas defectuosas (de 0 a 100) y en el eje horizontal las posibles causas ordenadas de mayor a menor. 80 80 60 40 16 20 4 0 A B C Figura 4.22. Diagrama de Pareto con la línea de acumulado. A la línea de acumulado, que suele tener la forma de la Figura 4.23, se la denomina distribución de Pareto. Analizando este tipo de diagramas se pueden localizar las principales causas que originan efectos no deseables (como problemas o defectos) y actuar sobre ellas prioritariamente, antes que sobre las que originan poca cantidad de efectos. Figura 4.23. Línea de acumulado o distribución de Pareto. 82 004.qxd 29/11/04 13:50 Página 83 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Caso práctico 4 En una empresa de 250 trabajadores, las bajas por accidentes laborales en un mes se han producido por los siguientes motivos: Causas ordenadas % % acumulado E A C B D TOTAL 37,01 27,27 14,29 13,64 7,79 100 37,01 64,28 78,57 92,21 100 A. Caídas al mismo nivel: 42 accidentes. B. Caídas a distinto nivel: 21 accidentes. C. Contusiones: 22 accidentes. Tabla 4.9. Cálculos para realizar un análisis de Pareto con las causas ordenadas. D. Cortes: 12 accidentes. E. Quemaduras: 57 accidentes. % En primer lugar, rellenamos las Tablas 4.8 y 4.9, con las que realizaremos y analizaremos el diagrama de Pareto correspondiente (Figura 4.24). Causas Número % A B C D E TOTAL 42 21 22 12 57 154 27,27 13,64 14,29 7,79 37,01 100 37,01 27,27 14,29 13,64 7,79 Causas Tabla 4.8. Cálculos para realizar un análisis de Pareto. Figura 4.24. Diagrama de Pareto del Caso práctico 4. Caso práctico 5 La empresa de reparto Aquí Está, S.A., ha tenido 152 no conformidades en los últimos 6 meses, y desea reducir esta cifra en el futuro. Se decide realizar como primera medida un análisis de Pareto para ver sobre qué causas actuar de inmediato. • 45 no se entregaron debido a problemas con la dirección del receptor (DIR). El resumen de las no conformidades de la empresa refleja los siguientes datos: • 70 llegaron tarde por problemas de logística en el almacén central (ALM). (Continúa) • 5 no las aceptó el receptor (RECH). 83 004.qxd 29/11/04 13:50 Página 84 4. Técnicas básicas de calidad 4.2 Técnicas básicas de calidad Caso práctico 5 (cont.) • 20 llegaron tarde por problemas climatológicos (CLIM). Con todo esto, se deduce del diagrama que el 33 % de las causas originan el 75 % de los efectos (es decir, de no conformidades). • 2 llegaron rotas (ROT). 50 46,05 • 10 llegaron tarde por averías en los vehículos (AVER). 45 Después las ordenamos de mayor a menor porcentaje: ALM: 46,05 % 10 AVER CLIM 0 DIR 5 1,32 15 ROT 20 3,29 1 3 ,1 6 25 RECH 30 6,58 29,6 35 ALM 45 ⋅ 100 DIR: = 29, 6% 152 5 ⋅ 100 RECH: = 3, 29% 152 70 ⋅ 100 ALM: = 46, 05% 152 20 ⋅ 100 = 13, 16% CLIM: 152 10 ⋅ 100 AVER: = 1, 32% 152 2 ⋅ 100 ROT: = 1, 32% 152 40 Figura 4.25. Diagrama de Pareto del Caso práctico 5. 100 90 80 DIR: 29,6 % 70 CLIM: 13,16 % 60 AVER: 6,58 % 50 46,05 Primero, vemos el porcentaje de cada una: 45 84 29,6 10 5 1,32 15 3,29 20 6,58 1 3 ,1 6 25 ROT RECH 0 AVER Por otro lado, solucionando los problemas de almacén y los de identificación de la dirección del receptor, se reducirá en un 75 %, aproximadamente. 30 CLIM Con estos datos, colocamos las columnas en un gráfico (Figura 4.25). Por último, realizamos la curva acumulada (Figura 4.26). Del análisis del diagrama se puede deducir que resolviendo los problemas de logística del almacén se reducirá en un 46 % el número de no conformidades. 35 DIR ROT: 1,32 % 40 ALM RECH: 3,29 % Figura 4.26. Diagrama de Pareto con la línea de acumulado. 004.qxd 29/11/04 13:50 Página 85 4. Técnicas básicas de calidad Aplicaciones de las herramientas básicas de calidad Aplicaciones de las herramientas básicas de calidad En este apartado vamos a ver la utilidad de las herramientas que se han estudiado en el tema. Una de ellas es el diagrama de tarta (véase la Figura 4.27), que resulta muy útil para comparar la magnitud de un dato o serie de datos frente al total. En la Tabla 4.10, aparecen las empresas certificadas por AENOR con el certificado ISO 9001 por comunidades autónomas (datos cedidos por AENOR del año 2005). Otra de las herramientas es el diagrama de barras (véase la Figura 4.28), que puede sernos útil, por ejemplo, para comparar el número de empresas en España con el certificado de Medio ambiente emitido por AENOR, hasta el año 2005 (fuente AENOR) por comunidades autónomas. Comunidad Autónoma Andalucía Aragón Asturias Baleares Canarias Cantabria Castilla-La Mancha Castilla y León Cataluña Ceuta Comunidad Valenciana Extremadura Galicia La Rioja Madrid Melilla Murcia Navarra País Vasco Total Número de certificados ISO 9001 2 152 804 466 348 400 238 835 1 062 1 888 19 1 912 333 1 209 284 2 623 18 605 526 1 984 17 706 Tabla 4.10. Empresas certificadas por AENOR con la ISO 9001 por comunidades autónomas. 12% 11% 3% 5% 3% 0% 3% 2% 2% 1% 15% 5% 6% 2% 7% 11% 2% 11% 0% Andalucía Aragón Asturias Baleares Canarias Cantabria Castilla-La Mancha Castilla y León Cataluña Ceuta Comunidad Valenciana Extremadura Galicia La Rioja Madrid Melilla Murcia Navarra País Vasco Figura 4.27. Porcentaje de empresas certificadas por AENOR con la ISO 9001 por comunidades autónomas. 85 004.qxd 29/11/04 13:50 Página 86 4. Técnicas básicas de calidad Aplicaciones de las herramientas básicas de calidad Aplicaciones de las herramientas básicas de calidad 3 000 Empresas certificadas 2 500 2 000 1 500 1 000 500 País Vasco Navarra Murcia Melilla Madrid La Rioja Galicia Extremadura C. Valenciana Ceuta Cataluña Castilla y León Castilla-La Mancha Cantabria Canarias Baleares Asturias Aragón Andalucía 0 Comunidad autónoma Figura 4.28. Histograma de las empresas certificadas por AENOR con la ISO 9001 por comunidades autónomas. Comunidad autónoma Andalucía Aragón Asturias Baleares Canarias Cantabria Castilla-La Mancha Castilla y León Cataluña Ceuta Comunidad Valenciana Extremadura Galicia La Rioja Madrid Melilla Murcia Navarra País Vasco Total Número de certificados ISO 14001 532 173 119 80 118 50 152 239 418 5 335 70 291 84 576 5 107 102 391 3 847 Tabla 4.11. Número de empresas que han merecido el Certificado de Medio Ambiente. 86 004.qxd 29/11/04 13:51 Página 87 4. Técnicas básicas de calidad Vilfredo Federico Damaso Pareto (1848-1923) Vilfredo Federico Damaso Pareto (1848-1923) Pareto fue un sociólogo y economista ítalo-suizo, cuya fama proviene, sobre todo, de sus teorías de aplicación de las matemáticas al análisis económico. Se graduó en la Universidad de Turín en 1869 en Física y Matemáticas. Posteriormente, trabajó como director de los ferrocarriles italianos y estudió Filosofía y Política. Escribió muchos artículos en los que realizó análisis económicos usando herramientas matemáticas. En 1893, ocupó una Cátedra de Economía en la Universidad de Lausana. En 1896, publicó el Curso de Economía Política, donde se incluía una ley de distribución basada en una complicada for- mulación matemática que fue duramente criticada. Más tarde, en 1906, escribió la que fue su obra más influyente, el Manual de Economía Política. Después aparecieron otras como el Tratado de Sociología General (1916). Pareto defendió un postulado que dice que en una población solamente unos pocos individuos controlan la mayoría de la riqueza. Este enunciado es conocido como Ley de Pareto o Principio de Pareto, y tradicionalmente se ha conocido como la regla del 80/20, es decir, que el 80 % de los efectos pueden ser razonablemente suprimidos eliminando el 20 % de las causas que los producen. Vocabulario A continuación se proponen una serie de términos que han aparecido a lo largo de la unidad. Intenta encontrar la definición más precisa de cada uno de ellos y apúntala en el cuaderno. • Recorrido • Atributo • Correlación • Brainstorming • Histograma 87 004.qxd 29/11/04 13:51 Página 88 4. Técnicas básicas de calidad Conceptos básicos Conceptos básicos Para llevar a cabo una gestión de la calidad en las mejores condiciones posibles, es necesario contar con el apoyo de algunas técnicas que ayuden a su desarrollo. Hay muchas formas de controlar un proceso, de buscar fallos, de mejorar los sistemas, de analizar los riesgos, etc., siendo algunas de ellas de gran complejidad. Algunas de estas herramientas son las llamadas herramientas básicas de la calidad: Mano de obra Maquinaria • Tormenta de ideas (brainstorming): esta técnica se desarrolla siempre en grupo e intenta estimular a cada miembro a participar sin complejos en la aportación de cuantas ideas surjan para resolver una determinada situación. • Diagramas causa-efecto: con esta técnica se intentan localizar las causas que provocan un efecto concreto. Metrología Mercado EFECTO Medio ambiente Método Materia prima Figura 4.29. Diagrama causa-efecto. • Histogramas: se utilizan para ver cómo se organiza una serie de datos y para determinar la distribución de la variable asociada a un proceso y su comportamiento. • Diagramas de sectores: son otro tipo de representaciones gráficas que se usan principalmente para representar porcentajes. Su forma es circular y tiene divisiones radiales. 88 • Gráficos de control: permiten comprobar si un proceso es estable en el tiempo en relación con una determinada variable que se desea tener bajo control. Con ello puede predecirse en alguna medida el comportamiento de un proceso, es decir, se puede saber si va a estar controlado o si, por el contrario, va a estar fuera de los límites preestablecidos. Son de dos tipos: gráficos de control por atributos, y gráficos de control por variables. 004.qxd 29/11/04 13:51 Página 89 4. Técnicas básicas de calidad Conceptos básicos Conceptos básicos a) c) LCS LC S LCI LCI d) b) LCS LC S LCI LCI Figura 4.30. Gráficos de control. • Diagramas de dispersión: se usan para detectar el tipo de relación que puede existir entre dos variables que caracterizan un proceso. El punto de partida son los datos de las dos variables cuya relación se desea identificar. B B A A Figura 4.31. Diagramas de dispersión. • Diagrama de Pareto: en muchos sistemas el 20 % de las causas origina el 80 % de los efectos, aproximadamente. Por tanto, el diagrama representa el porcentaje de cada efecto para ver sobre cuáles hay que actuar con mayor rapidez. 89 004.qxd 29/11/04 13:51 Página 90 4. Técnicas básicas de calidad Actividades complementarias Actividades complementarias 1 Los siguientes datos corresponden al consumo de energía de la empresa Servicios y Asociados: 5 Realiza el histograma que corresponde a las medidas de ruido tomadas en una empresa. Sabemos que el límite legal máximo son 80 dB. Realiza el histograma correspondiente a esos datos. Día semana kWh L M X J V S 1 200 1 000 1 100 1 200 1 200 600 50 2 Realiza un gráfico de control partiendo de los siguientes datos: 80, 81, 81, 82, 82, 82, 83, 83, 84. 3 Realiza el diagrama circular (de tarta) que represente la cantidad de componentes vendidos por una empresa en varias ciudades. Ciudad Zaragoza Sagunto Soria Guadalajara Trujillo Calahorra 80 80 85 96 80 80 81 D 6 82 81 78 79 77 82 84 86 82 81 85 80 85 96 84 82 86 86 92 81 84 87 86 96 77 85 82 81 82 92 81 84 82 83 85 Mues- Mues- Mues- Mues- Mues- Muestra 1 tra 2 tra 3 tra 4 tra 5 tra 6 10 000 2 000 500 4 000 1 000 500 7 a) Fusibles: 250 Enchufes: 430 Interruptores: 720 Diferenciales: 94 Transformadores: 47 Otros elementos: 141 25 44 28 32 32,25 19 28 43 33 35 34,75 15 22 34 25 12 23,25 22 22 32 23 13 22,5 19 22 18 19 32 22,75 14 22 29 34 32 29,25 12 Realiza el diagrama circular que representa la cantidad de unidades producidas por una empresa que fabrica robots, según los siguientes datos: Modelo pequeño: 250 unidades. Modelo mediano: 200 unidades. Modelo grande: 100 unidades. b) Haz un diagrama de Pareto que muestre el porcentaje de cambios y analízalo. 90 89 85 85 83 83 89 96 Componentes vendidos Los cambios de piezas que se han realizado en las instalaciones eléctricas de una cadena de tiendas en el último año han sido: • • • • • • 98 81 79 84 83 86 86 Realiza el gráfico de control de las siguientes series de muestras obtenidas del proceso de fabricación de bombillas. Se ha medido el número de días de funcionamiento ininterrumpido de las bombillas. Media Recorrido 4 80 89 96 84 85 82 81 Teniendo en cuenta que los precios de venta de cada robot son los siguientes, realiza el diagrama circular de dinero ingresado por la empresa según los distintos tipos de robots. 004.qxd 29/11/04 13:51 Página 91 4. Técnicas básicas de calidad Actividades complementarias Actividades complementarias 28,28,28,28,28, 29,29 Modelo pequeño: 25 000 €. Modelo mediano: 45 000 €. Modelo grande: 120 000 €. 10 8 Realiza un histograma con los siguientes datos: Rueda delantera: 1 Rueda trasera: 10 Cuadro: 50 Horquilla delantera y manillar: 20 Freno delantero: 3 Freno trasero: 10 Cambio de marchas: 14 Pedales y cadena: 0 21,21, 22,22,22,22,22, 23,23,23,23,23,23,23,23, 24,24,24,24,24,24,24,24,24,24, 25,25,25,25,25,25,25,25,25,25,25, 26,26,26,26,26,26,26,26,26,26, 27,27,27,27,27,27,27,27, 28,28,28,28,28, 29,29 9 Realiza un diagrama de Pareto con los tipos de componentes defectuosos y el porcentaje de aparición. Realiza un histograma de porcentajes con los siguientes datos: 21,21, 22,22,22,22,22, 23,23,23,23,23,23,23,23, 24,24,24,24,24,24,24,24,24,24, 25,25,25,25,25,25,25,25,25,25,25, 26,26,26,26,26,26,26,26,26,26, 27,27,27,27,27,27,27,27, En una fábrica de bicicletas, el número de defectos aparecidos en la producción de un mes es el siguiente: 11 Forma un grupo con varios compañeros de clase y realizad un diagrama de causa-efecto para analizar las causas del suspenso en una asignatura. 12 Organizad grupos en clase para realizar una tormenta de ideas con los compañeros sobre el tema: «Cómo evitar que los alumnos dibujen en las mesas de clase». Rellena la siguiente acta a medida que vayan surgiendo las ideas. EMPRESA: ASISTENTES: FECHA: HORA: PROBLEMA: IDEAS APORTADAS: 1. ... 2. ... 3. ... 4. ... 5. ... 6. ... 7. ... 8. ... 9. ... 10. ... 11. ... 12. ... 13. ... 14. ... 15. ... 16. ... 17. ... 18. ... 19. ... 20. ... 21. ... 22. ... 23. ... 24. ... 25. ... 26. ... 27. ... 28. ... Hoja para realizar una «tormenta de ideas». 91