NTE INEN 0134: Ensayo de doblado para tubos de acero
Anuncio

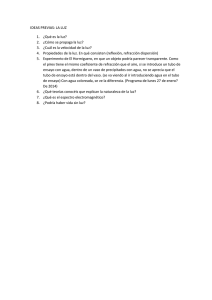
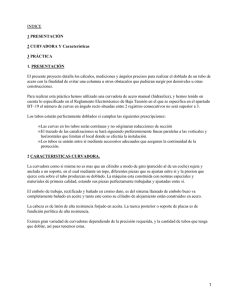
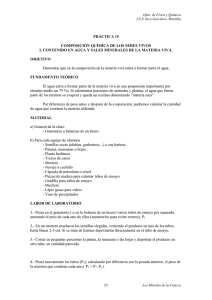
Re p u b l i co fEc u a d o r ≠ EDI CTOFGOVERNMENT± I no r d e rt op r o mo t ep u b l i ce d u c a t i o na n dp u b l i cs a f e t y ,e q u a lj u s t i c ef o ra l l , ab e t t e ri n f o r me dc i t i z e n r y ,t h er u l eo fl a w,wo r l dt r a d ea n dwo r l dp e a c e , t h i sl e g a ld o c u me n ti sh e r e b yma d ea v a i l a b l eo nan o n c o mme r c i a lb a s i s ,a si t i st h er i g h to fa l lh u ma n st ok n o wa n ds p e a kt h el a wst h a tg o v e r nt h e m. NTE INEN 0134 (2009) (Spanish): Ensayo de doblado para tubos de acero de sección circular INSTITUTO ECUATORIANO DE NORMALIZACIÓN Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 134:2009 Primera Revisión ENSAYO DE DOBLADO PARA TUBOS DE ACERO DE SECCION CIRCULAR. Primera Edición BENT TEST FOR CIRCULAR SECTION STEEL PIPES First Edition DESCRIPTORES: Metalurgia, ensayos de metales, ensayos mecánicos, ensayo de doblado, tubos de sección circular MC 06.01-304 CDU: 621.774.2:620.177 CIIU: 3710 ICS: 77.040.10 CDU: 621.774.2:620.177 ICS: 77.040.10 Norma Técnica Ecuatoriana Voluntaria CIIU: 3710 MC 06.01-304 ENSAYO DE DOBLADO PARA TUBOS DE ACERO DE SECCIÓN CIRCULAR NTE INEN 134:2009 Primera Revisión 2009-02 Instituto Ecuatoriano de Normalización, INEN – Casilla 17-01-3999 – Baquerizo Moreno E8-29 y Almagro – Quito-Ecuador – Prohibida la reproducción 1. OBJETO 1.1 Esta norma tiene por objeto establecer el método para determinar la capacidad de los tubos metálicos de sección transversal circular para soportar la deformación plástica durante el ensayo de doblado. 2. ALCANCE 2.1 Esta norma se aplica a los productos tubulares de acero laminado en frío cuyo diámetro exterior es inferior o igual que 65 mm; el rango del diámetro exterior para el cual esta norma aplica puede estar especificado, exactamente, en la norma particular de cada producto. 3. DEFINICIONES 3.1 Para efectos de esta norma se aplican las siguientes definiciones: 3.1.1 Probeta de ensayo. Es una porción de material debidamente preparado para un ensayo mecánico. 3.1.2 Ángulo de doblado. Es el ángulo que forma una de las ramas de la probeta bajo carga, con la prolongación de la otra. 3.1.3 Punto o. Es el centro del radio de giro 3.1.4 Desarrollo de la curva del tubo (L). Es La longitud del segmento doblado medida sobre el eje neutro del tubo. 3.1.5 Altura de la curva del tubo (P). Es el radio medido desde el “punto o” hasta la fibra externa del tubo una vez conseguidos los 90º 3.1.6 Radio medio (RM). Es el radio medido desde el “punto o” hasta el eje neutro del tubo una vez conseguidos los 90º 4. SIMBOLOGÍA 4.1 Los símbolos, designaciones y unidades para el ensayo de doblado de tubos correspondientes a los números de las figuras anexas a esta norma son los indicados en la tabla 1. TABLA 1. Símbolos y designaciones Número 1 2 3 4 5 6 (1) Designación Símbolo Diámetro exterior de la probeta Diámetro interior de la probeta Espesor de pared de la probeta Radio interior de doblado Ángulo mínimo de doblado Longitud de la probeta antes del ensayo D d a(1) r α Lo Unidad mm mm mm mm º (grados) mm El símbolo T también es usado en normas de tubos de acero (Continua) DESCRIPTORES: Metalurgia, ensayos de metales, ensayos mecánicos, ensayo de doblado, tubos de sección circular -1- 2009-086 NTE INEN 134 2009-02 FIGURA 1. Ensayo de doblado para tubos de acero de sección circular 5. FUNDAMENTO 5.1 El método consiste en someter a una deformación plástica un tubo mediante doblado sin inversión del sentido de flexión durante su ejecución. El tubo es doblado hasta que una de sus ramas forme, bajo carga, un ángulo especificado con la prolongación de la otra (ver figura 2), esta prueba se la somete alrededor de una matriz de un radio especifico r hasta que el ángulo de doblado alcance el valor especificado en la tabla 2. (Continua) -2- 2009-086 NTE INEN 134 2009-02 FIGURA 2. Ensayo de doblado 6. EQUIPOS 6.1 Máquinas para doblado de tubo. Son diseñadas para prevenir que la sección del tubo se ovale. 6.1.1 Mandril de doblado, de sección transversal circular, con una acanaladura en correspondencia con el diámetro exterior del tubo. El radio del mandril medido en el fondo de la acanaladura, debe ser igual al radio interior de doblado, si es que no se especifica en la norma del producto. 6.1.2 Dispositivo de aplicación de la carga, que permita aplicar un esfuerzo axial uniforme, sin choques ni vibraciones y con velocidades proporcionales a la velocidad del escurrimiento plástico normal del material en ensayo 7. PREPARACIÓN DE LA PROBETA 7.1 La probeta debe ser un segmento de un tubo recto de longitud suficiente que permita que el ensayo se lleve acabo en la maquina de doblado de tubos según la tabla 3 y tabla 4. 8. PROCEDIMIENTO 8.1 En general el ensayo debe realizarse a la temperatura ambiente dentro de los límites de 10 ºC a 35 ºC. El ensayo que se lleve a cabo bajo condiciones controladas se debe realizar a una temperatura de 23 ºC ± 5 ºC. 8.2 La probeta deberá estar totalmente vacía, para ser colocada en el dispositivo de ensayo. 8.3 La probeta se doblará hasta alcanzar el radio de curvatura interno y el ángulo de doblado especificados en la tabla 2, tabla 3 y tabla 4. 8.4 La zona doblada de la probeta estará en contacto, en todo momento, durante el ensayo con la acanaladura del mandril. 8.5 Si los tubos soldados se someten a este ensayo, la posición de la soldadura, es decir el eje neutro debe ser a 90º con respecto al plano del doblez, a menos que se indique lo contrario en la norma del producto al cual se refiere. (Continua) -3- 2009-086 NTE INEN 134 2009-02 8.5.1 A la hora de colocar el tubo en la máquina para su doblado, es aconsejable situar la soldadura longitudinal en la línea neutra y en la parte superior para observar su comportamiento durante la operación. 8.5.2 Es conveniente también durante el proceso de doblado, observar el ángulo de abertura para evitar pasarse y no necesitar de un posterior enderezado. 8.6 Aplicar el esfuerzo lenta y uniformemente para no obstaculizar el escurrimiento plástico del material. 8.7 La interpretación del ensayo de doblado de tubos se debe llevar a cabo de acuerdo con los requisitos de la norma de producto al cual se refiere. Cuando estos requisitos no se especifiquen, la ausencia de grietas visibles sin el uso de instrumentos para aumentar la imagen, se debe considerar como evidencia de que la probeta ha pasado la prueba. TABLA 2. Radios mínimos de mandril (2). Diámetro nominal del tubo Radio de mandril en mm 3/8 DN 10 1/2 DN 13 3/4 DN 20 1 DN 25 1 1/4 DN 32 1 1/2 DN 40 2 DN 50 (2) 50 60 80 100 150 170 210 Para un diámetro (2 ½ DN 65) se recomienda utilizar un radio mínimo de mandril igual a 210 mm. 8.8 En la práctica, los tubos de acero tanto galvanizados como sin galvanizar, soportan perfectamente radios de doblado más exigentes que los anteriormente expuestos, aún así no conviene desviarse en demasía de las medidas de la tabla 2. 8.9 Se deben tomar en cuenta las siguientes recomendaciones para el ensayo de doblado: 8.9.1 Se contempla el doblado de tubos solo para diámetros de hasta (2 1/2 DN 65) inclusive. 8.9.2. En el doblado de tubos, hay que prestar especial cuidado en el dimensionamiento previo de su longitud. 8.9.3. La longitud de tubo recto que es necesaria para generar una curva en el mismo y la altura que adquiere el extremo de ésta, son dimensiones fundamentales a tener en cuenta en el cálculo de la longitud de tubo necesaria. Por ejemplo: Si se quiere curvar un tubo de diámetro nominal DN 25 a 90º, se necesitará un desarrollo de la curva del tubo (L) de 103 mm para un radio medio de 67 mm, según (tabla 3 - RC), y un desarrollo de la curva del tubo de 175 mm para un radio medio de 119 mm, según (tabla 3 – RL) Las alturas (P) que alcanzarán las curvas, una vez conseguidos los 90º, será de 88 mm según la (tabla 3 – RC) y de 135 mm según la (Tabla 3 – RL). (Continua) -4- 2009-086 NTE INEN 134 2009-02 FIGURA 3 Doblado A 90º. Desarrollo de la curva del tubo (L) y altura de la curva (P) TABLA 3. Curvado A 90º. Dimensiones mínimas para el ensayo Radio corto (RC) Diámetro nominal del tubo 3/8 DN 10 1/2 DN 13 3/4 DN 20 1 DN 25 1 1/4 DN 32 1 1/2 DN 40 2 DN 50 2 1/2 DN 65 Radio Medio (RM) mm 34 41 54 67 82 108 140 190 Radio Largo (RL) Desarrollo Altura de la de la curva curva del del tubo tubo (L) (P) mm mm 47 40 50 46 82 68 103 88 145 115 177 145 200 170 290 233 Radio Medio (RM) mm ------------119 145 180 220 318 Desarrollo Altura de la de la curva curva del del tubo tubo (L) (P) mm mm ------------------------175 135 215 165 275 204 320 250 475 355 8.11 El doblado del tubo a 180 º requiere su propia técnica. El método consta de tres fases de 60 º, mediante el siguiente proceso (ver figura 3): 8.11.1. Marcar el centro de la curva (punto 3) 8.11.2. Tomar de la tabla 4 el desarrollo “A” según diámetro nominal del tubo y marcar los puntos 1 y 2 8.11.3. Doblar 60 º sobre el punto 1 y otros 60º sobre el punto 2, centrando los puntos 1 y 2 con el centro de la galleta o almohadilla 8.11.4. Colocar el centro del tubo (punto 3), centrado con la galleta y doblar los terceros 60º para conseguir los 180º finales. (Continua) -5- 2009-086 NTE INEN 134 2009-02 FIGURA 4. Doblado a 180º TABLA 4. Doblado a 180º: Dimensiones mínimas para el ensayo. (3) (4) Diámetro nominal del tubo mm 3/8 DN 10 1/2 DN 13 3/4 DN 20 1 DN 25 1 1/4 DN 32 1 1/2 DN 40 2 DN 50 (4) 375 485 590 745 880 1000 1200 A L(3) Radio corto (RC) mm 55 65 98 125 165 195 215 Radio largo (RL) mm 72 86 122 155 190 220 252 Los tubos de menor medida que L no se pueden curvar. Para diámetros mayores a 50 mm no aplica el doblado a 180º. 9. INFORME DE LOS RESULTADOS EXPERIMENTALES 9.1 Se debe presentar un reporte del ensayo cuando se especifique en la norma del producto al cual se refiere. En este caso, el reporte debe incluir, como mínimo, la siguiente información: 9.1.1 Datos para la identificación del material del que fue extraída la probeta (numero de lote, orden producción, Norma de especificación del producto). 9.1.2 Identificación de la pieza de ensayo “Probeta” 9.1.3 Indicaciones referentes al aspecto final de la probeta después del ensayo. 9.1.4 Angulo de doblado (ver nota 1) y radio de la matriz r (ver nota 2). (Ver tabla 2) 9.1.5 Posición de la soldadura en relación con el plano de doblez, si es requerido. 9.1.6 Dimensiones de la probeta (ver tabla 3 y 4), 9.1.7 Norma de referencia NTE INEN 134 ____________________ NOTA 1. El ángulo de doblado prescrito en la especificación del producto, debe entenderse como mínimo. NOTA 2. En caso que se especifique el radio interno de doblado r, éste debe entenderse como máximo. (Continua) -6- 2009-086 NTE INEN 134 2009-02 APÉNDICE Z Z.1 DOCUMENTOS NORMATIVOS A CONSULTAR Esta norma no requiere de otras para su aplicación. Z.2 BASES DE ESTUDIO Norma ISO 8491. Metallic materials – Tube (in full section) Bend test. International Organization for Standardization. 1998 Recomendación AFTA (Asociación de Fabricantes de Tubos y Accesorios). Capítulo 8. Recomendaciones Literal 1.4 “Curvado” -7- 2009-086 INFORMACIÓN COMPLEMENTARIA Documento: TITULO: ENSAYO DE DOBLADO PARA TUBOS DE ACERO Código: NTE INEN 134 MC 06.01-304 DE SECCIÓN CIRCULAR. Primera Revisión ORIGINAL: REVISIÓN: Fecha de iniciación del estudio: 2008-04Fecha de aprobación anterior por Consejo Directivo 1975-10-01 01 Oficialización con el Carácter de Obligatoria Por Acuerdo No. 1568 de 1975-11-14 Publicado en el Registro Oficial No. 942 de 1975-12-01 Fechas de consulta pública: de Subcomité Técnico: Productos de alambre Fecha de iniciación: 2008-04-01 Integrantes del Subcomité Técnico: Fecha de iniciación del estudio: 2008-04-01 a Fecha de aprobación: 2008-05-16 NOMBRES: INSTITUCIÓN REPRESENTADA: Ing. Juan Pablo Vargas (Presidente) Ing. Marcos Lazo Ing. Esteban Zurita Ing. Jaime Antamba Ing. Marco Paredes Ing. Marco Salas Ing. Galo Idrobo Ing. Reynaldo Pavlica Ing. William Peña (Pro Secretario Técnico) TUGALT DIPAC MANTA. E&E EQUIPMENT UNITA ADELCA CIMEPI ADELCA CONDUIT INEN Otros trámites: El Directorio del INEN aprobó este proyecto de norma en sesión de 2008-11-28 Oficializada como: Voluntaria Registro Oficial No. 519 de 2009-02-02 Por Resolución No. 141-2009 de 2009-01-29 Instituto E c u a toria no d e N orma liz a c ión, IN E N - B a q u e rizo Mor e no E 8-29 y A v. 6 d e Dic ie mb r e C a silla 17-01-3999 - T e lfs: (593 2)2 501885 a l 2 501891 - F ax: (593 2) 2 567815 Dir e c c ión G e n e r a l: E-Ma il:furr e st a @ in e n.g ov.e c Á r e a T é c nic a d e N orma liz a c ión: E-Ma il:norma liz a c ion @ in e n.g ov.e c Á r e a T é c nic a d e C e rtific a c ión: E-Ma il:c e rtific a c ion @ in e n.g ov.e c Á r e a T é c nic a d e V e rific a c ión: E-Ma il:v e rific a c ion @ in e n.g ov.e c Á r e a T é c nic a d e S e rvic ios T e c noló gic os: E-Ma il:in e n c a ti @ in e n.g ov.e c R e gion a l G u a y a s: E-Ma il:in e n g u a y a s @ in e n.g ov.e c R e gion a l A zu a y: E-Ma il:in e n c u e n c a @ in e n.g ov.e c R e gion a l C himb or a zo: E-Ma il:in e nrio b a mb a @ in e n.g ov.e c U RL:w w w.in e n.g ov.e c