metodo y dispositivo para el rectificado de levas o similares.
Anuncio

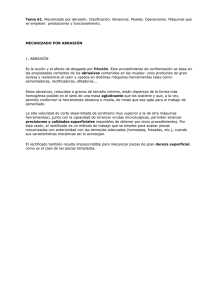
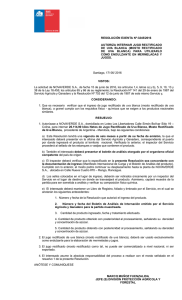
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 053 267 kInt. Cl. : B24B 19/12 11 N.◦ de publicación: 5 51 ESPAÑA k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 91122370.9 kFecha de presentación : 01.01.92 kNúmero de publicación de la solicitud: 0 497 008 kFecha de publicación de la solicitud: 05.08.92 T3 86 86 87 87 k 54 Tı́tulo: Procedimiento y dispositivo para rectificar levas o piezas similares. k 73 Titular/es: Erwin Junker k 72 Inventor/es: Junker, Erwin y k 74 Agente: Botella y Pradillo, Juan 30 Prioridad: 01.02.91 DE 41 03 090 Junkerstrasse 2 D-77787 Nordrach, DE 45 Fecha de la publicación de la mención BOPI: 16.07.94 45 Fecha de la publicación del folleto de patente: 16.07.94 Aviso: k k Himmelsbach, Georg k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 2 053 267 DESCRIPCION El invento trata de un procedimiento y de un dispositivo para rectificar levas o piezas similares con las caracterı́sticas indicadas en el concepto general de la reivindicación 1 o de la reivindicación 3. En un procedimiento conocido o bien en un dispositivo conocido de este tipo (DE 37 24 698 A1), la muela para el rectificado previo está realizada en forma de muela de cambio desmontable del husillo de rectificadora. Esta muela de cambio está provista de perfiles, para romper en el rectificado previo los cantos de las levas. Durante el proceso de rectificado, la muela para el rectificado previo no se deplaza lateralmente sino que el contorno de la leva se rectifica previamente mediante rectificado único penetrante, y a continuación se quita la muela de cambio. Para cada ancho de leva o para cada forma de bisel es necesaria otra muela. En el rectificado previo, hay una gran superficie de contacto entre la muela y la pieza a mecanizar, a la que no debe llegar refrigerante. Esto conduce a que la velocidad de avance tiene que mantenerse relativamente baja, porque al aumentar la velocidad de avance o al aumentar el volumen de virutaje por unidad de tiempo (profundidad de viruta) la pieza se calentarı́a demasiado. Esto conduce a fisuras en la superficie debido al rectificado o incluso a transformaciones de la estructura en la pieza, lo cual es naturalmente indeseable. También para los materiales nuevos que se emplean cada vez más, en particular p. ej. para fundición colada en coquillas o para materiales que tienen propiedades de virutaje completamente diferentes a las de los materiales hasta ahora usuales, el rectificado conocido ya sólo se puede usar con éxito de forma limitada. También según US 3 019 562 y JP Abstract 54-83195 se trabaja con dos muelas. El rectificado previo se realiza con una muela con superficie de rectificado cilı́ndrica y cuando después de uno o varios giros de la pieza a mecanizar se haya alcanzado la medida final del prerectificado, la superficie exterior de la leva se acaba de rectificar mediante una muela de acabado propia. Las desventajas mencionadas anteriormente en relación con DE 37 24 698 A1 que van unidas a un calentamiento demasiado alto, también se manifiestan aquı́. El invento tiene, por consiguiente, el objetivo de evitar estas desventajas e indicar un procedimiento o un dispositivo de rectificado en los que en particular es posible una refrigeración selectiva de la zona de rectificado durante el proceso del rectificado previo. La solución de este objetivo se consigue en cuanto al procedimiento por medio de las caracterı́sticas indicadas en la reivindicación 1, en cuanto al dispositivo por medio de las caracterı́sticas indicadas en la reivindicación 3. Mediante la realización de la muela de rectificado previo con al menos una ranura radial en la circunferencia exterior se consigue que no toda la superficie periférica de la leva se mecaniza en una sola vez. Esto conlleva una reducción del calentamiento, a lo cual contribuye también que durante 2 5 10 15 20 25 el rectificado se puede transportar un refrigerante a las almas que permanecen verticales en las ranuras. Por ello son posibles altas velocidades de corte y un mayor volumen de virutaje por unidad de tiempo, es decir se pueden aumentar la velocidad de avance y la profundidad de corte, de modo que también en un mecanizado a alta velocidad se pueden excluir transformaciones de estructura o fisuras debido al rectificado en la pieza a mecanizar. Esto permite un rectificado más rápido y a mejor precio. Otra realización ventajosa del procedimiento según la reivindicación 1 es objeto de la reivindicación 2. Otras mejoras del dispositivo según la reivinidcación 3 son objeto de las reivindicaciones 4 hasta 7. A continuación el invento se explica más detalladamente con ayuda de los ejemplos de realización representados en el dibujo. Muestra: fig. 1 un dispositivo realizado según el invento para el rectificado fino de una leva; fig. 2 una muela de rectificado previo en el proceso del rectificado penetrante; fig. 30 35 2 3 el prerectificado de acabado de una leva después del desplazamiento axial de la muela de rectificado previo; fig. 4 una sección a través de la superficie de rectificado de la muela para el rectificado previo; fig. 5 el dispositivo antes de empezar con el rectificado previo después de haber realizado el rectificado fino en una leva adyacente; fig. 6 una forma de realización modificada con muelas que están opuestas una a la otra; 40 fig. 7 una forma de realización modificada de las ranuras que se extienden en la dirección radial de la circunferencia exterior de la muela. 45 50 55 60 65 En la fig. 2 se representa como se realiza el rectificado previo en una leva 3 con el procedimiento del rectificado penetrante. La muela de rectificado previo 1 es más ancha que la leva 3 y representa dos ranuras 4 radiales anulares en la circunferencia exterior. Estas ranuras 4 ensanchan hacia el interior de modo que entre los flancos de las ranuras 4 y de las almas 7 que permanecen verticales durante el rectificado se producen ángulos de despullo a los que se conducen refrigerantes. La superficie de rectificado propiamente dicha no ocupa todo el ancho de la leva. Esto se ve particularmente en la fig. 4, en la que se representa que una capa de rectificado 9 aplicada de forma galvánica está interrumpida mediante las ranuras 4. Esta muela se puede realizar también con una capa de rectificado de CBN ligado con metal. Otra posibilidad para la realización de la muela de rectificado previo se muestra en la fig. 7. Aquı́ la capa de rectificado está realizada de tal manera que sobresale algo de la superficie lateral de la ranura, de esta manera las ranuras 4 3 2 053 267 que se extienden radialmente en la circunferencia exterior pueden tener el mismo ancho hasta el fondo de la ranura. Mediante esta realización se pueden conseguir las mismas ventajas que en la realización según la fig. 4. Al rectificar según la fig. 2 se rectifica a la vez el bisel 8 que en la figura se encuentra a la izquierda de la leva 3. A este fin la muela para el rectificado previo 1 tiene bordes salientes 5 y 6, cuya sección se puede elegir libremente según la fig. 2 o 3 y que es aproximadamente triangular y cuya inclinación corresponde al perfil deseado de los biseles 8. Como se ve en la fig. 2, el borde derecho 6 y una zona adyacente de la superficie de rectificado no están engranados con la leva 3, debido al mayor ancho de la muela de rectificado previo 1 respecto a la leva 3. Cuando el rectificado previo haya llegado a la fase en la que las almas 7 penetren en una medida determinada en las ranuras 4, la muela de rectificado previo 1 se usa axialmente desplazada. Ahora se rectifican las almas 7 que ahora están desplazadas en su situación respecto a las ranuaras 4, realizándose a la vez el rectificado del bisel derecho 8 por el borde 6. El estado que se consigue con este procedimiento después del ajuste radial de la muela, se muestra en la fig. 3. El rectificado previo se puede terminar ya después de un único desplazamiento axial de la muela de rectificado previo 1. Sin embargo, si fuera necesario, se puede seguir con otros ciclos de rectificado. En todo caso, el desplazamiento de la muela de rectificado previo se repite las veces necesarias hasta que se haya alcanzado la medida final del prerectificado. Cada proceso de rectificado se realiza con un giro completo o varios giros de la pieza a mecanizar. Cuando se haya alcanzado la medida final del prerectificado, la leva 3 se acaba de mecanizar con 5 10 15 20 25 30 35 40 4 la muela de acabado 2. Esto se representa en la fig. 1. La circunferencia exterior de la muela de acabado 2 presenta la forma de perfil acabado de la leva 3. En la fig. 3, la muela de acabado 2 tiene una circunferencia exterior cilı́ndrica. Sin embargo, es posible sin más que la muela de acabado 2 se use también para el rectificado de levas inclinadas o bombeadas; en este caso sólo tiene que tener una forma de perfil correspondiente. La muela de rectificado de acabado puede tener otra granulación y unión que la muela de rectificado previo para conseguir la superficie deseada e influir de forma selectiva en los parámetros del rectificado. Mediante el rectificado de acabado de los dos biseles 8 durante el rectificado previo con la muela de rectificado previo, la muela de rectificado de acabado puede presentar una forma de perfil muy simple. Además, durante el rectificado de acabado no se manifiestan fuerzas transversales sobre la pieza que pueden influir negativamente en la precisión del trabajo, es decir la muela o el árbol de levas ya sólo se esfuerzan radialmente. En la fig. 5 se representa que una leva 3 se ha acabado de rectificar, mientras que la leva adyacente aún tiene la superficie lateral de fundición sin mecanizar. La muela de rectificado previo 1 se utilizará en breves momentos. El resultado de esta utilización corresponde a la situación representada en la figura 2. En las figuras 1 hasta 3 y 5, las dos muelas 1 y 2 están montadas juntas en un husillo común. Esto permite el rectificado previo y de acabado de la leva 3 en una sola sujeción. Si las levas están dispuestas muy cerca una de la otra, no es posible trabajar con las muelas 1 y 2 montadas en un husillo. En tal caso, las muelas 1 y 2 están dispuestas en el árbol de levas una opuesta a la otra; ver fig. 6. En este caso hay que prever dos husillos de rectificadora. 45 50 55 60 65 3 5 2 053 267 b) la capa de rectificado (2) aplicada en la muela de rectificado previo (1) está interrumpida por las ranuras (4); REIVINDICACIONES 1. Procedimiento para el rectificado del contorno exterior de levas o similares, realizando un rectificado previo en una leva (3) hasta llegar a una medida final de prerectificado predefinida mediante una muela de rectificado previo (1) en un rectificado penetrante y realizando el rectificado de acabado a continuación con una muela de rectificado de acabado (2), caracterizado porque el rectificado de la leva (3) hasta llegar a la medida final de prerectificado se realiza con una muela de rectificado previo (1) que está provista en su circunferencia exterior de al menos una ranura (4) que se extiende radialmente, realizándose con esta muela de rectificado previo (1), después de una primera penetración, al menos otra penetración más en la que la muela de rectificado previo (1) se desplaza al menos por la medida del ancho de la ranura en la dirección axial de la muela. 2. Procedimiento según la reivindicación 1, caracterizado porque la medida final del rectificado previo se consigue con al menos un giro de la pieza. 3. Dispositivo para realizar el procedimiento según la reivindicación 1 ó 2 con una muela de rectificado previo (1) y una muela de rectificado de acabado (2), caracterizado por las siguientes caracterı́sticas: a) en la muela de rectificado previo (1), en la circunferencia exterior, está dispuesta al menos una ranura (4) periférica que se extiende en la dirección radial; 6 5 10 15 20 25 30 c) el ancho de la muela de rectificado previo (1) es mayor que la medida axial de la leva (3); d) el dispositivo presenta una instalación para el desplazamiento axial de la muela de rectificado previo (1) al menos por la medida del ancho de la ranura. 4. Dispositivo según la reivindicación 3, caracterizado porque la superficie de rectificado de la muela de rectificado previo (1) está provista de una capa aplicada de forma galvánica o de CBN ligado con metal. 5. Dispositivo según la reivindicación 3 ó 4, caracterizado porque la(s) ranura(s) (4) que se extiende(n) en la dirección radial es o son simétrica(s) en la sección de la muela de rectificado previo (1). 6. Dispositivo según una de las reivindicaciones 3 hasta 5, caracterizado porque la(s) ranura(s) presenta o presentan una sección rectangular y porque la capa de rectificado (S) prevista en la superficie activa de la muela de rectificado previo (1) sobresale del borde de la ranura. 7. Dispositivo según una de las reivindicaciones 3 hasta 5, caracterizado porque la(s) ranura(s) (4) presenta o presentan una sección en forma de cola de milano. 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 4 2 053 267 5 2 053 267 6