12 Fabricación de productos de plástico
Anuncio

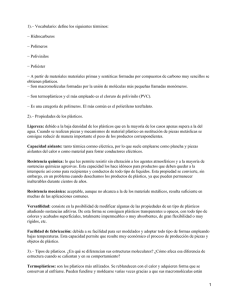
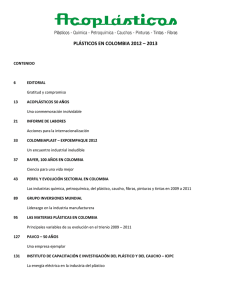
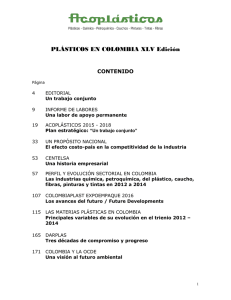
12 Manual de eficiencia energética para pymes Fabricación de productos de plástico CNAE 22.2 present Manual de eficiencia energética para pymes El IDAE, como miembro del patronato de la Fundación EOI, no puede menos que felicitar a la misma por la oportunidad en la edición del presente Manual de eficiencia energética para pymes. La volatilidad registrada por los precios energéticos durante buena parte del año pasado ha continuado también en 2008, y a ella se ha añadido una crisis fi­nanciera mundial que afecta al conjunto de la economía. Por ello, la mejora de la eficiencia energética como instrumento de apoyo a la competitividad es básica en nuestro actual tejido industrial. El tejido empresarial español cuenta con mayor presencia de las pequeñas y medianas empresas (pymes) que en la Unión Europea, ocupando al mis­mo tiempo un mayor volumen de empleo: de un total de 3,3 millones de empresas, el 99,9% son pymes que representan el 82% del empleo em­pre­sarial. La economía española es, por lo tanto, una economía de pymes, en la que, además, el tamaño medio empresarial es reducido: 6,6 trabajadores por empresa. Si a esta situación habitual de las pymes españolas se añade la actual coyuntura económica, el resultado es un incremento en la fragilidad de este tipo de compañías. En este contexto, mejorar su nivel de innovación, tanto tecnológica como no tecnológica, su productividad y su competitividad se convierte en la estrategia apropiada que permitirá la persistencia y adaptación de nuestras pymes a los nuevos entornos y desafíos planteados por unos mercados cada día más globalizados. La energía es un bien que incide directamente sobre el desarrollo de la sociedad. A su vez, el desarrollo constituye un factor fundamental de seguridad, en tanto que aporta estabilidad, cohesión social y una mejor o peor posición estratégica. El sector industrial, en general, y las pymes, en particular, han venido mostrando históricamente un gran interés en la utilización efectiva de la energía. Baste decir que desde el comienzo de las primeras crisis energéticas, en la década de los años 70 del siglo pasado, el sector mejoró su intensidad energética en un 7%, gasificando sus suministros energéticos en detrimento de los productos petrolíferos, 55% del consumo industrial en 1973 frente al 11% en 2007, y, en menor medida, el carbón, 19% del consumo industrial en 1973 frente al 8% en 2007. Pese a estas mejoras en los consumos energéticos, los primeros años del presente siglo muestran cierta saturación en lo que a incrementos de eficiencia energética se refiere. Si se añaden a la reciente evolución de la intensidad energética, prácticamente estabilizada desde el año 2000, la actual coyuntura económica y la alta volatilidad de los precios energéticos, se hace necesario incrementar las actuaciones que permitan continuar aumentando la eficiencia energética de las pymes. Las mejoras de los procesos productivos, con la incorporación de tecnologías más eficientes y sostenibles, la renovación de equipamientos obsoletos y la adecuada gestión de los procesos y servicios productivos serán los ejes básicos de actuación que conducirán a una disminución de las intensidades energéticas. tación La incorporación de estas actuaciones al mercado cuenta, desde las administraciones públicas, con un conjunto de herramientas específicas destinadas a ayudar a las pymes a mejorar su competitividad a través de un mejor, más racional y sostenible uso de la energía. La Estrategia de Ahorro y Eficiencia Energética en España 2004-2012 (E4), aprobada por el Consejo de Ministros de 28 de noviembre de 2003, establece el marco de desarrollo para las actuaciones de eficiencia energética en el periodo 2004-2012. El desarrollo de la E4 se implementa a través de los planes de acción para el pasado periodo 2005-2007 y el actualmente vigente 2008-2012, así como el Plan de Activación 2008-2011, recientemente aprobado por el Gobierno. En conjunto, la E4, sus planes de acción y el plan de activación tienen como objetivo lograr un ahorro energético, en términos de energía primaria, de cerca de 88 millones de toneladas equivalentes de petróleo, de las cuales al sector industrial le corresponden alrededor de 25. Para ello, el Plan de Acción 20082012 proveerá de unos incentivos públicos de 370 millones de euros, equivalentes a una intensidad de ayuda del 22%, a las inversiones para la mejora de la eficiencia energética que se realicen en el sector industrial, que se estima que alcancen un volumen de 1.671 millones de euros. La incorporación de tecnologías renovables al mercado empresarial dispone de un instrumento adicional de apoyo: el Plan de Energías Renovables 2005-2010, aprobado por el Consejo de Ministros de 26 de agosto de 2005. Los usos térmicos finales de las pymes y empresas de comercio y servicios cuentan en este plan con un marco de apoyo a la diversificación energética sostenible a través, básicamente, de las tecnologías de biomasa térmica y solar térmica de baja temperatura. Desde el prisma de la innovación tecnológica, el instrumento por excelencia es el Plan Nacional de I+D+i que tiene como objetivo, entre otros, situar España a la vanguardia del conocimiento, promoviendo un tejido empresarial altamente competitivo. A las anteriores actuaciones y herramientas se añade el presente Manual de eficiencia energética para pymes, que deberá convertirse en una guía básica que oriente a las empresas sobre las posibles actuaciones energéticas existentes que les permitan mejorar sus productos y procesos, aumentando la competitividad de las mismas. Es de agradecer la dedicación de la Fundación EOI y del Centro de Eficiencia Energética de Gas Natural Fenosa en la elaboración de este Manual de eficiencia energética para pymes que, estamos seguros, redundará en beneficio, no solo del tejido empresarial del país, sino también de la sociedad en su conjunto, posibilitando un consumo energético responsable y sostenible. índic Manual de eficiencia energética para pymes Contexto energético general e introducción a la situación sectorial 0. Introducción 0.1.Balance energético del sector 6 8 1. Identificación de los procesos y tecnologías aplicadas 9 1.1. Materias primas en la elaboración de plásticos 10 1.2.Síntesis de polímero 10 1.3.Incorporación de aditivos 10 1.4.Procesamiento del polímero 10 1.4.1. Proceso de extrusión 11 1.4.2. Moldeo por soplado 13 1.4.3. Proceso de inyección 15 2. Ineficencias energéticas en procesos y sistemas 16 2.1.Procesamiento por extrusión 16 2.2.Procesamiento por soplado 16 2.3.Procesamiento por inyección 16 2.4.Ineficiencias en el consumo de agua 17 2.5.Sistemas implicados 18 3. Mejoras tecnológicas y en proceso que favorezcan la eficiencia energética 19 3.1.Motores eléctricos 19 3.2.Sistemas de iluminación 20 ce 12 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) 3.3.Compresores y sistemas de aire 20 3.4.Hornos y secaderos 21 3.5.Sistemas de calefacción 21 3.5.1. Líneas de vapor y condensados 22 3.5.2. Análisis de combustión de equipos 22 3.5.3. Sustitución de combustibles 24 3.6.Uso eficiente del agua 24 3.7. Aislamiento de redes de distribución 24 3.8.Reducción del consumo de energía en el proceso 25 3.9.Otros sistemas de ahorro de energía 25 3.9.1. Refrigeración libre 25 3.9.2. Camisas aislantes en el husillo 25 3.9.3. `Conformal cooling´ 25 3.9.4. Motores hidráulicos 25 3.9.4. Curado de tintas ultravioleta en atmósfera de nitrógeno 26 4. Bibliografía 26 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) 0 Introducción La industria del sector plástico se engloba dentro del sector de la industria química, concretamente en la industria química básica. Un sector importante económicamente cuyo volumen de negocio a nivel (UE-25) se situó en 2006 en los 639.000 millones de euros, representando el 30,3% de la facturación química mundial. Alemania, cuarto productor mundial, genera la cuarta parte del negocio químico comunitario (25,4%). Francia se mantiene en segundo lugar (15,7%), seguida de Italia (12,4%) y el Reino Unido (9,8%). España se sitúa como quinto productor europeo con el 7,5%. 6 En nuestro país la industria química tiene una enorme importancia. En el año 2006 la industria química, con un volumen de ventas de 47.138 millones de euros, representaba el 10% del total de la cifra de negocios del conjunto de la industria española, que alcanzó los 484.000 millones de euros. El sector químico es el cuarto mayor sector industrial tras los sectores de alimentación, bebidas y tabaco (18% del total), metalurgia y productos metálicos (16%) y material de transporte (15%). Por otra parte, la industria química aporta casi el 10% del producto industrial bruto español, lo que le convierte en uno de los pilares estructurales de la economía. La aportación al PIB industrial la lideran el sector de la metalurgia y los productos metálicos (18%), alimentación, bebidas y tabaco (14%) y el material de transporte (11%). A lo largo de los últimos años la industria química ha evolucionado hacia producciones de mayor valor añadido. La química básica representa hoy el 40% del sector (hace 30 años representaba el 60%). Mientras que han ganado peso la química de la salud que representa hoy un 26%, y la química para la industria y el consumo final totaliza un 34%. Figura 1. Distribución sectorial de la producción química. (2007) 2,2% Fertilizantes 40,5% Química básica 17,4% MMPP plásticas y caucho 11,5% Orgánica 1,5% Fibras 4,2% Inorgánica 1,3% Colorantes 2,4% Gases 7,1% MMPP farmacéuticas 9,3% Otros consumos 17,0% Especialidades 6,00% Perfumería y cosmética 33,7% Química para la industria y el consumo 8,8% Detergencia y productos de limpieza 25,8% Química de la salud 1,7% Fitosanitarios 9,6% Pinturas y tintas Fuente: FEYQUE. Contabilidad Nacional.. Tabla 1. Distribución de la cifra de negocios industrial en España, 2006 (millones de euros y porcentaje). Sector industrial Cifra de negocios % del total Alimentación, bebidas y tabaco 90.590 18 Metalurgia y productos metálicos 77.360 16 Material de transporte 70.499 15 Industria química 47.138 10 Productos minerales no metálicos 36.424 8 Papel, edición y artes gráficas 30.816 6 Material y equipo eléctrico, electrónico y óptico 31.730 7 Maquinaria y equipo mecánico 30.200 6 Industria textil, confección, cuero y calzado 20.965 4 Transformado de caucho y plástico 20.451 4 Industrias manufactureras diversas 16.835 4 Madera y corcho 10.992 2 484.000 100 TOTAL INDUSTRIA Fuente: FEYQUE. Contabilidad Nacional.. Por subsectores, destaca la importancia de la producción de materias primas de plástico y caucho supone el 17,4% del total, seguida por las especialidades farmacéuticas (17,0%) y la química orgánica (11,5%). Por otra parte, como pone de relieve la Asociación Española de Industriales de Plásticos (ANAIP), la industria de transformación de plásticos tiene una enorme importancia en nuestros país. No en vano está integrada por 4.200 empresas que dan trabajo a más de 100.000 personas y cuyo volumen de ventas en 2007 superó los 25.000 millones de euros, alcanzado el 8% de las ventas de productos industriales (excluyendo alimentación y bebidas) de nuestros país. A la hora de analizar la eficiencia energética de este sector, conviene delimitar la figura de los plásticos. Se trata de productos sintéticos fabricados a partir de recursos naturales, como petróleo, gas natural, carbón y sal común. Los plásticos son materiales poliméricos orgánicos (compuestos por moléculas orgánicas gigantes) que pueden deformarse hasta conseguir una forma deseada por medio de procesos como la extrusión, el moldeo, la inyección, y el hilado, entre otros. Las moléculas pueden ser de origen natural, por ejemplo la celulosa, la cera y el caucho (hule) natural; o sintéticas, como el polietileno y el nylon. Los materiales empleados en su fabricación son resinas en forma de bolitas o polvo en disolución. Con estos materiales se fabrican los plásticos terminados. Nacen por tanto a partir de recursos naturales como petróleo, gas natural, carbón y sal común. En términos técnicos, la producción de plásticos es un proceso llamado polimerización: reacción química en la que dos o más moléculas se combinan para formar otra en la que se repiten las estructuras de las primitivas dando lugar al polímero. Una vez creados los compuestos poliméricos, en forma de resina, polvos, granza, pasta, etc., se lleva a cabo la transformación de los mismos por muy diversos procesos como, inyección, extrusión, termoconformado, soplado, calandrado, etc. Si se trata de productos semielaborados requieren una manipulación posterior como mecanizado, ensamblando, encolado, etc., que darán lugar al producto final acabado. Los plásticos de mayor consumo son el poliestireno, polipropileno, policloruro de vinilo y PET. Además de estos plásticos de más consumo o comerciales hay otros muchos plásticos en el mercado, destacando las familias de los plásticos termoestables y de los plásticos técnicos. Algunos de estos plásticos son: ABS, alcohol polivinílico, aminoplastos, copolímeros EVA, fenoplastos, polimetracrilatro, poliacetales, poliacetato de vinilo, poliamidas, polibutilentereftalato, policarbonatos, poliésteres no saturados, polióxido de fenileno, politetrafluoretileno, poliuretanos, resinas alcídicas, resinas epoxi, SAN, etc. Finalmente y para modificar las propiedades de los polímeros, y adecuarlos a las necesidades del mercado y a los requerimientos para cada aplicación, se utilizan los aditivos. Los más comunes son: cargas, colorantes, estabilizantes, ignifugantes, modificadores de impacto y refuerzos. Los plásticos se caracterizan por una relación resistencia/ densidad, propiedades excelentes para el aislamiento térmico y eléctrico, y una buena resistencia a los ácidos y disolventes. Las moléculas de las que están compuestos pueden ser lineales, ramificadas o entrecruzadas, dependiendo del tipo de plástico. Las moléculas lineales y ramificadas son termoplásticas (se ablandan con el calor), mientras que las entrecruzadas son termoendurecibles (se endurecen con el calor). Habitualmente, un determinado polímero no es el único material que se puede emplear en un campo de aplicación concreto. Existen materiales alternativos y, por lo tanto, en un mercado competitivo los polímeros deben proporcionar beneficios. Con frecuencia, los polímeros ofrecen ventajas para múltiples aplicaciones, como: • Reducción del peso y ahorros de transporte y combustible. • Propiedades aislantes eléctricas adecuadas para cableados, interruptores, enchufes, herramientas eléctricas y productos electrónicos. • Transparencia óptica adecuada para aplicaciones de lentes, iluminación y embalajes. • Resistencia a la corrosión. Una característica importante para tuberías, sistemas de riego, ropa impermeable y artículos de deporte. • Resistencia a los productos químicos, hongos y moho. • Facilidad de procesamiento y, por lo tanto, posibilidad de realizar formas complicadas. • Ahorros de coste respecto a soluciones alternativas. 7 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) Los materiales poliméricos se utilizan tanto en objetos cotidianos simples, como bolsas de plástico, como en componentes ópticos o electrónicos avanzados y aplicaciones médicas. Los campos de aplicación principales en Europa Occidental se indican en la siguiente figura. La cantidad consumida en Europa Occidental ascendió a 48.788 kt. Figura 2. Campos de aplicación principales del plástico. 5,80% Gran industria 20,10% Otros objetos cotidianos/domésticos 37,20% Embalaje 8 8,00% Industria automovilística 18,50% Construcción 8,50% Productos eléctricos y electrónicos 2,00% Agricultura Fuente: Instituto Nacional de Estadística (INE). La aplicación de los plásticos es claramente visible en muchos sectores, como lo pone de manifiesto ANAIP: • Envase y embalaje: Los envases y embalajes plásticos son ligeros, suponiendo un ahorro de combustible en el transporte de los productos envasados son reciclables. Polietileno y PET. cable, se hace con plásticos. De las 5.000 piezas que lleva un automóvil fabricado en España, 1.700 son de plástico. Polipropileno y polímeros técnicos como el ABS o las poliamidas. • Medicina: En España, más de 125.000 personas disfrutan de un mejor nivel de vida gracias a un marcapasos fabricado con plástico, según datos facilitados por la Asociación Nacional de Cardiología. Además, otros productos del área sanitaria tienen al plástico como principal componente. Las jeringuillas, lentillas, prótesis, cápsulas, envases de productos farmacéuticos, bolsas de sangre y suero, guantes, filtros para hemodiálisis, válvulas, tiritas, gafas, e incluso, el acondicionamiento de cada una de las salas de un hospital se construye con materiales plásticos. PVC. • Electrónica: El empleo de los plásticos ha permitido mejorar sensiblemente las comunicaciones, debido a que, su capacidad como aislante, protege de los agentes externos. Comunicaciones por satélite, cable, ordenadores personales, telefonía fija y móvil, etc. Todos contienen plásticos en su diseño. El área más importante de consumo en este sector es el de equipamientos electrónicos. PVC y polímeros técnicos como el policarbonato y ABS. • Agricultura: Las aplicaciones más extendidas de la plasticultura son: acolchamiento de suelos, túneles de cultivo, invernaderos, tuberías para conducción de agua y drenaje, filmes para ensilar, cortavientos, láminas para embalses y cordelería. La resistencia al impacto y al rasgado, la transparencia a la radiación solar, la dispersión de la luz y la reducción del riesgo de heladas, son entre otros, los beneficios que ofrecen los plásticos en la agricultura. Poliestileno y PVC. • Construcción: La mayoría de los edificios públicos, nuestras viviendas, nuestros lugares de trabajo, ya sean fábricas u oficinas, los edificios destinados al ocio y servicios, hospitales, etc., tienen al plástico como elemento común. La razón es que éstos, permiten un abaratamiento de los costes en la producción de grandes series de piezas para la construcción, a la vez que facilitan el ahorro de energía por su bajo peso, sus grandes prestaciones y su alto poder aislante. PVC y poliestireno. La industria de producción de plásticos es intensiva en consumo de energía y agua. El consumo de energía en los procesos de transformación del plástico depende de múltiples factores, entre los que se encuentran el tiempo para el secado del material, la complejidad del proceso y el tipo y la cantidad de equipos auxiliares necesarios. • Transporte y telecomunicaciones: La fabricación de aviones, barcos, cohetes, trenes, motocicletas, globos, coches, bicicletas, teléfonos, antenas parabólicas, cámaras e incluso las nuevas redes de En Europa, el consumo de energía de la industria del plástico se cifra en nueve billones de euros. Existen 27.000 empresas europeas que transforman 40 millones de toneladas de plástico, con un consumo medio de 0.1. Balance energético del sector energía específica de 2.87 kW/kg de plástico transformado y un coste medio de energía de 0,08 €/kW. Según datos del Instituto Nacional de Estadística (INE, 2006), en el sector del plástico, el tipo de energía más demandado es la eléctrica, alcanzando un 77% sobre todos los consumos energéticos de la industria. No obstante, conviene aclarar que los porcentajes en demanda de energía dependen del producto que se fabrique, existiendo diferencias dentro del sector. Figura 3. Consumos energéticos del sector plástico. 10% Productos petrolíferos 10% Gas 3% Otros En unidades monetarias el total de consumos energéticos es de 338.055.000 €. El gasto en energía eléctrica asciende a 260.062.000 €, seguido del gas con un coste total de 33.268.000 €, gasóleo 20.780.000 €, otros consumos energéticos 10.697.000 €, otros productos petrolíferos 9.747.000 € y por ultimo el fueloil con 3.501.000 €. Pero el consumo de energía no es solamente un problema económico para las empresas, sino que, además, repercute de manera negativa sobre el medio ambiente. La utilización de fuentes de energía y materias primas no renovables y las emisiones de CO2 generan un problema medioambiental que afecta al conjunto de la sociedad. 1 Identificación de los procesos y tecnologías aplicadas La fabricación de los plásticos y sus manufacturados implica cuatro pasos básicos: • Obtención de las materias primas. • Incorporación de los aditivos 77% Electricidad Fuente: Instituto Nacional de Estadística. • Síntesis del polímero básico. • Procesamiento del polímero. 9 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) Figura 4. MONÓMETRO, COMONÓMERO, CATALIZADOR, DISOLVENTE... MATERIAS PRIMAS EFLUENTES GASEOSOS POLIMERIZACIÓN AGUAS RESIDUALES ACABADOS RESIDUOS ENERGÍA AGUA PROCESAMIENTO POLÍMERO 10 1.1. Materias primas en la elaboración de plásticos Las materias primas utilizadas en la producción de plásticos han variado mucho a lo largo del tiempo. En un principio, la mayoría de los plásticos se fabricaban con resinas de origen vegetal, como la celulosa (del algodón), el furfural (de la cáscara de la avena), aceites (de semillas), derivados del almidón o el carbón. La caseína de la leche era uno de los materiales no vegetales utilizados. En la actualidad, la mayoría de los plásticos se elaboran con derivados del petróleo. Las materias primas derivadas del petróleo son baratas, pero dado que las existencias mundiales de petróleo tienen un límite, se están investigando otras fuentes de materias primas. 1.2. Síntesis del polímero El primer paso en la fabricación de un plástico es la polimerización. Los dos métodos básicos de polimerización son las reacciones de condensación y las de adición, que pueden llevarse a cabo de varias formas. En la polimerización en masa se polimeriza solo el monómero, por lo general en una fase gaseosa o líquida, si bien se realizan también algunas polimerizaciones en estado sólido. Mediante la polimerización en disolución se forma una emulsión que seguidamente se coagula. En la polimerización por interfase, los monómeros se disuelven en dos líquidos inmiscibles y la polimerización tiene lugar en la interfase entre los dos líquidos. 1.3. Incorporación de los aditivos Con frecuencia se utilizan aditivos químicos para conseguir una propiedad determinada. Por ejemplo, los antioxidantes protegen el polímero de degradaciones químicas causadas por el oxígeno o el ozono. De una forma parecida, los estabilizadores ultravioleta lo protegen de la intemperie. Los plastificantes producen un polímero más flexible, los lubricantes reducen la fricción y los pigmentos colorean los plásticos. Algunas sustancias ignífugas (sustancias combustibles ininflamables) y antiestáticas se utilizan también como aditivos. Muchos plásticos se fabrican en forma de material compuesto, lo que implica la adición de algún material de refuerzo, normalmente fibras de vidrio o de carbono. Los materiales compuestos tienen la resistencia y la estabilidad de los metales, pero por lo general son más ligeros. Las espumas plásticas, un material compuesto de plástico y gas, proporcionan una masa de gran tamaño, pero muy ligera. 1.4. Procesamiento del polímero Las técnicas empleadas para conseguir la forma final y el acabado de los plásticos dependen de tres factores: tiempo, temperatura y fluencia (conocido como deformación). La naturaleza de muchos de estos procesos es cíclica. • Inyección: proceso de soplado empleado cuando se desea producir recipientes de boca ancha. • Mandril: parte central del dado. Una de las operaciones más comunes es la extrusión. Una máquina de extrusión consiste en un aparato que bombea el plástico a través de un molde con la forma deseada. Los productos extrusionados, como los envases, tienen una sección llamada matriz con la forma del envase que se desea fabricar. Otros procesos utilizados son el moldeo por compresión, en el que la presión fuerza al plástico a adoptar una forma concreta, y el moldeo por transferencia, en el que un pistón introduce el plástico fundido a presión en un molde. El calandrado es otra técnica mediante la cual se forman láminas de plástico. Algunos plásticos, y en particular los que tienen una elevada resistencia a la temperatura, requieren procesos de fabricación especiales. Una clasificación más específica de los procesos de transformación se basa en los cambios de estado que sufren los plásticos dentro de la maquinaria. Así, se distinguen: • Matriz: dispositivo empleado en el moldeado del plástico que contiene la forma del producto deseado. Sinónimo de dado. • Párison: sinónimo de forma previa o preforma en el proceso de soplado. • Ramo: tipo de marcado que abarca la producción de una empresa, conocido también como giro. • Soplado: proceso de soplado empleado para producir recipientes de boca delgada. • Torque: giro realizado bajo presión realizado por máquinas o estructuras. 1.4.1 Proceso de extrusión • Procesos primarios: el plástico es moldeado a través de un proceso térmico donde el material pasa por el estado líquido y finalmente se solidifica. Contempla los siguientes procedimientos: extrusión, inyección, soplado, calandreo, inmersión y rotomoldeo. • Procesos secundarios: utilizan medios mecánicos o neumáticos para formar el artículo final sin pasar por la fusión del plástico. Consta de los siguientes procesos de transformación: termoformado, doblado, corte, torneado y barrenado. Los procesos más conocidos y utilizados en la transformación de los diferentes tipos de polímeros son: la extrusión, moldeo por soplado y proceso por inyección. De cara a los procesos, conviene delimitar ciertos conceptos que intervienen: • Dado: dispositivo empleado en el moldeado del plástico para darle una forma determinada de tubo. Sinónimo de matriz. • Filete: dispositivo que recorre el husillo de un extremo a otro e impulsa la materia prima a través del extrusor. • Husillo: eje metálico central que contiene la mayor tecnología dentro de una máquina de extrusión. Es un proceso continuo, en el que la resina, fundida por la acción de temperatura y fricción, es forzada a pasar por un dado que le proporciona una forma definida y es enfriada finalmente para evitar deformaciones permanentes. Se fabrican por este proceso: tubos, perfiles, películas, manguera, láminas, filamentos y pellets. Presenta alta productividad y es el proceso más importante de obtención de formas plásticas en volúmenes de producción elevados. Su operación es de las más sencillas, ya que una vez establecidas las condiciones de operación, la producción continúa sin problemas siempre y cuando no exista un disturbio mayor. El coste de la maquinaria de extrusión es moderado, en comparación con otros procesos como inyección, soplado o calandreo, y con una buena flexibilidad para cambios de productos sin necesidad de hacer inversiones mayores. La restricción principal es que los productos obtenidos por extracción deben tener una sección transversal constante en cualquier punto de su longitud (tubo, lámina) o periódica (tubería corrugada), quedando excluidos todos aquellos con formas irregulares o no uniformes. La mayor parte de los productos obtenidos de esta forma requieren de procesos posteriores con el fin de habilitar adecuadamente el artículo, como en el caso del sellado y cortado, para la obtención de bolsas a partir de película tubular o la formación de la unión o socket en el caso de tubería. 11 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) En el mercado se pueden encontrar los siguientes productos transformados por el proceso de extrusión: 12 • Película tubular: bolsa, película plástica para uso diverso, película para arropado de cultivos, bolsa para envase de alimentos y productos de alto consumo. • Tubería: tubería para conducción de agua y drenaje, manguera para jardín y manguera para uso médico. • Recubrimiento: alambre para uso eléctrico y telefónico. • Perfil: hojas para persiana, cerrajería de ventanas y canales de flujo de agua. • Lámina y película plana: rafia, manteles para mesa e individuales, cinta adhesiva. • Monofilamento: alfombras. La extrusión, por su versatilidad y amplia aplicación, suele dividirse en varios tipos, dependiendo de la forma del dado y de los productos extruidos, así la extrusión puede ser: • De tubo y perfil. • De película tubular. • De lámina y película plana. • Recubrimiento de cable. • De monofilamento. • Para pelletización y fabricación de compuestos. Independientemente del tipo de extrusión que se quiera analizar, todos guardan similitud hasta llegar al dado extrusor. Básicamente, una extrusión consta de un eje metálico central con álabes helicoidales llamado husillo o tordillo, instalado dentro de un cilindro metálico revestido con una camisa de resistencias eléctricas. En un extremo del cilindro se encuentra un orificio de entrada para la materia prima donde se instala una tolva de alimentación, generalmente de forma cónica; en ese mismo extremo se encuentra el sistema de accionamiento del husillo, compuesto por un motor y un sistema de reducción de velocidad. En la punta del tornillo, se ubica la salida del material y es el dado quien forma finalmente al plástico. 1.4.1.1. Equipos empleados El proceso de extrusión utiliza electricidad para el motor, para los auxiliares de la línea de extrusión y en los útiles generales tales como el agua de refrigeración, vapor o aire comprimido. Los equipos que intervienen en el proceso son los siguientes: • Tolva. Es un depósito de materia prima donde se colocan los pellets de material plástico para la alimentación continua del extrusor. Se utiliza para instalar de manera perfectamente concéntrica las partes componentes del dado, lo cual es indispensable después de una labor de desensamble para su limpieza y mantenimiento. • Anillo de Enfriamiento. Lleva el material fundido al estado sólido; estabiliza la burbuja en diámetro y forma circular; reduce la altura de la burbuja; proporciona claridad a la película, deteniendo la cristalización del polímero, y mejora la productividad. En el anillo de enfriamiento es importante controlar el volumen, la velocidad y la dirección, así como la temperatura del aire. Los diseños de anillos de enfriamiento son variados, dependiendo del tipo de material que se vaya a procesar. Los diseños más complicados son los anillos con una y dos etapas de enfriamiento, que se eligen según los requerimientos de enfriamiento del proceso. En la operación de equipos con enfriamiento interno, el área de contacto se duplica, permitiendo aumentos de productividad del 30% al 59%, aunque presenta el inconveniente de requerir un dado especial y un segundo compresor para abastecer el enfriamiento interno. Una ventaja adicional en la circulación interna de aire es la reducción de la tendencia de la película a adherirse o bloquearse internamente, gracias a la remoción de ciertos volátiles emitidos por el polímero caliente. • Unidades de calibración. Las unidades de calibración son dispositivos que controlan el diámetro de la burbuja cuando se trabaja con la opción de enfriamiento interno. Estas unidades constan de pequeños rodillos soportados por ejes curvos dispuestos alrededor de la burbuja y mantienen constantemente las dimensiones de ésta. Adicionalmente, un censor de diámetro colocado justo arriba de la línea de enfriamiento, manda una señal para aumentar o reducir el volumen de aire; con ellos se puede lograr diferencia de ± 2 mm en el diámetro. • Unidad de tiro. Incluye un marco para el colapsamiento de la burbuja y un rodillo de presión y jalado de la película, que, al igual que el embobinador, son partes que no influyen en la productividad de una línea de extrusión, pero tienen influencia en la calidad de formado de la bobina de película. • Rodillos de tiro. Influyen en la calidad de la película final, ya que deben tirar uniformemente para no provocar variaciones en el espesor. La película debe oprimirse con la firmeza necesaria para evitar la fuga de aire que pueda causar un descenso en el diámetro final. Para el logro de esta última función, uno o ambos rodillos son de acero recubierto con hule y uno de ellos está refrigerando. • Embobinadores. Las unidades de embobinado de película son dispositivos para la capacitación del material producido para suministrarlo a máquinas de procesado final como impresoras, cortadoras, selladoras, etc.. Pueden ser de contacto o centrales. 1.4.2 Moldeo por soplado El moldeo por soplado es un proceso discontinuo de producción de recipientes y artículos huecos. Durante el mismo una resina termoplástica es fundida, transformada en una preforma hueca y llevada a un molde final en donde, por la introducción de aire a presión en su interior, se expande hasta tomar la forma del molde, finalmente es enfriada y expulsada como un artículo terminado. Para la producción de la preforma se puede considerar la mitad del proceso como conjunto utilizando el proceso de extrusión, permitiendo que el proceso de soplado se divida en dos grupos distintos: inyección o soplado y extrusión. Este proceso tiene la ventaja de ser el único para la producción de recipientes de boca angosta y, además, los moldes requeridos no son muy costosos. También, permite cambios en la producción con relativa sencillez. Como restricciones del proceso se puede mencionar que se producen artículos huecos que requieren de grandes espacios de almacenaje y dificultan la comercialización a regiones que no estén próximas a la planta productora. Y que, además, en cada ciclo se obtiene material residual que debe ser molido y retornado al material virgen para su recuperación, lo que reduce la relación producto obtenido/material alimentado. Respecto de las aplicaciones, prácticamente el moldeo de cualquier recipiente se puede lograr por medio del proceso de soplado, siendo el único para la producción de recipientes de cuello angosto de alto consumo en industrias como la alimenticia, cosmética y química, aunque en envases de cuello ancho, puede encontrar cierta competencia en algunos otros procesos. El proceso se encuentra en franco crecimiento, bajo la necesidad de abastecer a un mercado de alimentos también en constante auge. Ejemplos de la diversidad de aplicaciones son: • Sector cosmético-farmacéutico - Envases de tratamiento tipo ampolletas. - Envases pequeños para muestras médicas. 13 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) - Recipientes para medicamentos en pastillas. - Recipientes para jarabes, soluciones y suspensiones. - Recipientes grandes para suero. - Recipientes para shampoo y cremas. - Recipientes para lociones y perfumes. • Sector de alimentos - Botellas para aceite comestible. - Botellas para agua potable. - Botellas para bebida carbonatadas con o sin retorno. - Botellas para bebidas alcohólicas. - Envases pequeños para golosinas. - Envases para bebidas refrescantes no carbonatadas. - Envases para condimentos. - Envases para bebidas en polvo. 14 En cuanto al proceso en sí, para la obtención de artículos huecos por esta vía, la resina polimérica es alimentada en la tolva de un extrusor, de ahí pasa al interior del cañón, se plastifica y homogeneiza por medio del husillo con los pigmentos y otros aditivos, siendo únicamente restringido el uso de cargas o refuerzos, ya que estos últimos generalmente provocan la ruptura de las paredes del artículo cuando está en la etapa de soplado. El material ya homogéneo y completamente plastificado pasa al dado que, de manera similar a la extrusión de tubería, produce una preforma tubular con dimensiones de pared controladas para que la pieza final cumpla con las dimensiones de espesor requeridas. La producción de esta preforma (párison) debe ser invariablemente vertical y descendente, ya que no existe ninguna guía que pueda ofrecerle alguna otra orientación, mientras que el tiempo empleado desde que comienza a salir del dado hasta que tiene la dimensión precisa para continuar con el ciclo está limitado al momento en que la primera porción de plástico extruido se enfríe, perdiendo características para ser moldeado. Llegando a la longitud de preforma óptima, que es ligeramente mayor a la longitud del molde que forma la pieza final, entra en acción el mecanismo que cierra las dos partes del molde para dejar confinado el párison (preforma) en éste. Durante su movimiento, el molde, además, de rodear al párison, lo prensa por uno de sus extremos, provocando el sellado de las paredes del tubo, debido a que el plástico se encuentra aún por encima de su temperatura de reblandecimiento. El diseño del molde puede incluso cortar el material sobrante por debajo de éste, formando así la característica línea o costura en la base de todo recipiente obtenido por extrusión-soplo. El otro extremo del párison permanece abierto, pues es necesario para las etapas posteriores. En la tercera fase del proceso se introduce una boquilla por el extremo abierto del molde y en el interior del párison se inyecta aire a presión, obligando a la preforma a extenderse hasta alcanzar las paredes del molde, donde se enfría y conserva la forma interior de éste. La boquilla de inyección del aire crea al mismo tiempo la estructura final de la boca y cuello del recipiente. Es importante señalar que durante el proceso de expansión de la preforma hacia las paredes del molde, el espesor de la pared sufre una reducción por el aumento del área superficial. En la última fase del ciclo de soplado, el molde se separa exponiendo al recipiente terminado a una temperatura en que es estable dimensionalmente, para ser entonces expulsado por su propio peso o por el aire a presión que aún se encuentra en su interior. Finalmente, la última etapa del ciclo corresponde a la expulsión de la pieza terminada con la apertura de los moldes que dieron forma al cuerpo y cuello del recipiente y la salida del vástago central del interior del producto. 1.4.3.1. Equipos empleados 1.4.3 Proceso de inyección Se utiliza cuando se quiere obtener recipientes de boca ancha, con un cuerpo aún más ancho o de forma tal que no pueda obtenerse por un proceso simple de soplado. También es adecuado cuando la resina requerida para la obtención del recipiente tenga una fluidez y viscosidad que no permitan la extrusión de una preforma o se tenga muchos problemas para su control. En esta variante del proceso de soplado, en la primera etapa la resina es alimentada a la tolva de una máquina de inyección, de donde pasa el cañón y por la acción del husillo y de la resistencia calefactora es fundida, homogeneizada y transportada hacia la punta de la unidad de inyección, quedando ahí acumulada temporalmente. Al reunirse la cantidad de material suficiente para inyectar la pieza y teniendo el molde listo para la recepción del material, el husillo de la unidad de plastificación avanza, expulsando el material plastificado hacia la cavidad del molde para producir la preforma, con un perfil de espesores que puede ser uniforme o variable dependiendo de la forma del artículo final. El plástico inyectado es ligeramente enfriado para que la preforma pierda fluidez y conserve un estado reblandecido. En el momento que alcanza la temperatura adecuada, la parte del molde correspondiente al cuerpo de la preforma se aparta para ser sustituida por otro molde que tiene la forma exterior del recipiente deseado. En esta etapa, las partes del molde que formaron el cuello y la parte interna de la preforma se conservan inmóviles. La preforma, ubicada ahora en un molde de mayor volumen, es expandida por la inyección de aire introducido por el vástago metálico central usado durante la inyección de ésta. La expansión implica una reducción en el espesor de las paredes del recipiente, de manera similar al proceso de extrusión soplo, pero, en este caso, la línea de costura en la base del producto no aparece, siendo reemplazada por una discreta prominencia que indica el punto de inyección de la preforma. El plástico, ahora en contacto nuevamente con las paredes interiores del molde final, transfiere su calor rápidamente hacia el metal, que a su vez es enfriado con fluidos refrigerantes. • Torre de refrigeración. Cede a la atmósfera el calor transportado por un caudal de agua que refrigera máquinas o procesos que desarrollan calor. Está compuesta básicamente por un cuerpo de contacto, agua, aire y los elementos auxiliares necesarios para trasladar el aire y el agua a través de ella. La torre de refrigeración es un dispositivo utilizado para disminuir la temperatura de un líquido, por lo general agua, al mantenerlo en contacto con una corriente de aire, de manera que una pequeña parte se evapora y la mayor parte se enfría. Se utilizan en instalaciones de aire acondicionado a gran escala y en otras muchas aplicaciones industriales, en este caso para la obtención de botellas de plástico por el proceso de soplado. Estas torres encarecen mucho el coste de las centrales, pero su uso se ha hecho necesario al comprobar el perjuicio ambiental que producen éstas en el vertido de agua caliente a ríos y lagos. El agua y el aire se ponen en contacto intensivo, para lo cual un ventilador aspira el aire a contracorriente del agua; como consecuencia una parte de ésta se evapora. El calor necesario para ello, aproximadamente 597 kcal por cada litro de agua, se toma del propio circuito produciendo así su refrigeración. Para el enfriamiento se utiliza, además, la caída de temperatura entre el agua caliente y la temperatura exterior del aire. • Compresor. Para tener la presión de aire necesaria para el inflado del plástico se utiliza un compresor de aire. El aire comprimido posee una gran energía potencial, ya que si eliminamos la presión exterior, se expandiría rápidamente. El control de esta fuerza expansiva proporciona la fuerza motriz de muchas máquinas y herramientas, como martillos neumáticos, taladradoras, limpiadoras de chorro de arena y pistolas de pintura. En general, hay dos tipos de compresores: alternativos y rotatorios. Para el caso de las pequeñas empresas, se utiliza un compresor alternativo o de desplazamiento, el cual se usa para generar presiones altas mediante un cilindro y un pistón. Cuando el pistón se mueve hacia la derecha, el aire entra 15 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) al cilindro por la válvula de admisión; cuando se mueve hacia la izquierda, el aire se comprime y pasa a un depósito por un conducto muy fino. El aire, al comprimirlo, también se calienta. Las moléculas de aire chocan con más frecuencia unas con otras si están más apretadas y la energía producida por estas colisiones se manifiesta en forma de calor. Para evitar este calentamiento hay que enfriar el aire con agua o aire frío antes de llevarlo al depósito. La producción de aire comprimido a alta presión sigue varias etapas de compresión; en cada cilindro se va comprimiendo más el aire y se enfría entre etapa y etapa. 2.2.Procesamiento por soplado Dentro de este proceso de tratamiento del plástico existen varios aspectos que influyen en el consumo energético de éste, identificarlas proporcionará la oportunidad de reducir el consumo y aumentar los beneficios. Tales aspectos son los siguientes: • Temperatura del polímero fundido. • Control del párison. • Cierre del molde. 16 • Molino. Durante el proceso de fabricación de las botellas se generan ciertos excedentes que quedan unidos a éstas, conocidas como rebabas, las cuales son cortadas y depositadas en un bulto junto con las botellas que no cumplen con los requisitos de calidad. Todo este plástico es reprocesado para volver a usarse mediante un molino. Este aparato recibe el plástico por la parte superior, va cayendo poco a poco hasta llegar a su centro, y consta de un espacio de aproximadamente 10 dm3 con una pieza giratoria de acero aleado que al girar rápidamente hace la función cuchilla, cortando el plástico en pequeños pedazos listos para ser usados y procesados nuevamente. • Refrigeración del producto. • Desbarbado rebabas. del producto. Eliminación de • Aire comprimido como soporte del soplado y del párison. • Tiempo de funcionamiento de la máquina. • Refrigeración del producto. • Compresores y sistema de aire. • Sistema de suministro de aire. 2 Ineficiencias energéticas en procesos y sistemas Se examinan a continuación algunas de las ineficiencias manifestadas en los procesos descritos, como equipamiento de aplicación susceptible de mejorar. 2.1. Procesamiento por extrusión Los componentes principales responsables del consumo de energía en el proceso de extrusión son los motores, los calentadores, los sistemas de refrigeración y los sistemas de iluminación. En cualquier proceso de extrusión, la eficiencia del husillo es esencial para obtener la máxima producción, así como para mantener un buen producto. La mayor parte de la energía usada durante este proceso se relaciona directamente con el funcionamiento de la extrusora. En estas etapas destaca el alto consumo de electricidad en los equipos y los requerimientos térmicos en las operaciones. 2.3.Procesamiento por inyección El uso de energía en el moldeo por inyección se puede ver como si tuviera lugar en dos fases: una demanda alta de energía en un corto espacio de tiempo entre que el polímero se inyecta y se expulsan las piezas, y una demanda baja en un tiempo más prolongado mientras se enfría la pieza. La energía se requiere, no solo para fundir el polímero y volverlo a enfriar, sino para generar la presión necesaria para introducir el polímero en el molde. La energía se utiliza, además, para abrir, cerrar y mantener el molde bajo presión mientras se forma y enfría la pieza. El siguiente gráfico muestra la participación de los diferentes aportes energéticos en el procesamiento por inyección. Figura 5. Ejemplo del consumo de energía en una planta de inyección (%). Maquinaria Iluminación Torre de refrigeración Trituradores Otros 0 20 40 60 80 100 Fuente: Reducción de Eneergía en la Industria del Plástico (Recipe). 2.4.Ineficiencias en el consumo de agua El agua se presenta como otro de los consumos importantes a la hora de producir materiales plásticos. El agua es utilizada por la industria de diferentes maneras: para limpiar, calentar y enfriar; para generar vapor; como materia prima; como disolvente, y como parte constitutiva del propio producto. El agua puede provenir tanto de redes de suministro de agua potable como de captaciones propias (pozos, sondeos o tomas de aguas superficiales). En la tabla siguiente se recogen las principales redes de suministro que proporcionan agua a la industria manufacturera. Tabla 2. Agua utilizada por la industria manufacturera (año 2005). Actividades económicas Redes de suministro Captación propia Industria de alimentación, bebidas y tabaco 73.154 124.204 Industria textil y de la confección, cuero y calzado 15.283 119.267 2.458 23.146 Industria del papel, edición y artes gráficas 15.390 273.026 Refino del petróleo y tratamiento de combustibles nucleares 50.354 20.087 Industria química 87.481 428.974 Industria de la transformación del caucho y materias plásticas 52.164 31.433 Industria de otro productos minerales no metálicos 32.154 38.637 Metalurgia y fabricación de productos metálicos 41.680 179.437 11.982 2.703 12.154 2.349 36.541 12.106 11.154 74.629 441.949 1.329.998 Industria de la madera y el corcho Industria de la construcción de maquinaria y equipo mecánico Industria de material y equipo eléctrico, electrónico y óptico Fabricación de material de transporte Industrias manufactureras diversas TOTAL SUMINISTROS Fuente: INE. 17 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) 2.5.Sistemas implicados • Motores eléctricos. Los motores son grandes consumidores de energía, contabilizando más de dos tercios de la energía usada en la industria. Por tanto, las ineficiencias en estos sistemas tienen una elevada repercusión en los costes energéticos. La eficiencia de los motores se puede ver reducida por el número de horas de funcionamiento, la antigüedad de la máquina y por condiciones climatológicas extremas de funcionamiento. En estos casos, se puede medir su rendimiento actual a través de los analizadores de redes que nos permiten obtener el voltaje, la intensidad y el factor de potencia. 18 Los motores, generalmente, están en su máxima eficiencia cuando su carga es igual o ligeramente superior a la capacidad establecida. Si el extrusor es más grande de lo necesario, el motor no alcanzará la carga establecida y no funcionará en su punto óptimo de eficiencia. • Compresores. Para tener la presión de aire necesaria para el inflado del plástico se utiliza un compresor de aire, que disminuye el volumen de una determinada cantidad de aire y aumenta su presión por procedimientos mecánicos. El aire comprimido posee una gran energía potencial, ya que si elimináramos la presión exterior, se expandiría rápidamente. El control de esta fuerza expansiva proporciona la fuerza motriz de muchas máquinas y herramientas, como martillos neumáticos, taladradoras, limpiadoras de chorro de arena y pis­tolas de pintura. • Equipos de aire comprimido. La producción de aire a presión en la industria es un proceso muy caro desde un punto de vista energético, ya que gran parte de la energía consumida por el compresor se pierde en forma de calor. Una mala utilización de este servicio o un mal mantenimiento de la instalación (sobre todo en lo que concierne a la detección de fugas) suponen un despilfarro energético (y, por supuesto, económico). El caudal de calor que se elimina en el compresor puede emplearse como una corriente residual de baja temperatura, bien para sistemas de calefacción, para el precalentamiento del aire de alimentación a calderas o para su utilización como foco frío en una bomba de calor. • Sistemas de iluminación. La iluminación en las instalaciones industriales es un tema complejo debido a la gran diversidad de equipos disponibles en el mercado, sus aplicaciones y las diferencias individuales de percepción. Desde un punto de vista energético, el gasto en iluminación puede representar un porcentaje muy elevado de la factura energética, llegando a superar en muchos casos el 10% en instalaciones industriales y el 50% en oficinas. • Medidas de acondicionamiento de edificios. La energía que se utiliza para el acondicionamiento de edificios tiene como objetivo mantener la temperatura en los niveles adecuados para tener una sensación de confort (mediante sistemas de calefacción y aire acondicionado) y para mantener unos niveles de renovación de aire adecuados (mediante sistemas de ventilación). Un sistema perfecto para el acondicionamiento de edificios supondría que, una vez alcanzada la temperatura deseada en su interior, no habría que realizar ningún otro aporte energético para mantenerlo. Sin embargo, incluso en el mejor de los casos, la mayoría de los edificios tienen pérdidas de calor hacia el exterior, lo que hace que deba realizarse un aporte continuo de energía para compensarlas. Cuanto menores sean esas pérdidas, menor gasto energético se realizará. En muchas ocasiones, la factura energética del acondicionamiento es muy elevada, sin que las empresas tengan conciencia clara de ello. De hecho, suele ser uno de los puntos que más oportunidades ofrece a la mejora de la eficiencia energética. • Hornos y secaderos. Los secaderos son equipos de intercambio en los que un agente secante absorbe la humedad del producto a secar. El agente secante suele ser o aire caliente cuya temperatura se ha elevado gracias a la combustión de un fuel o directamente los gases producto de la combustión. • Calderas. Las calderas son los equipos más empleados para el aprovechamiento energético de los combustibles. A diferencia de los equipos eléctricos, son sistemas que no suelen tener eficiencias térmicas muy elevadas. En estos casos, las ineficiencias mayores se producen por malas condiciones de funcionamiento y por un mantenimiento inadecuado de las mismas. • Torres de refrigeración. El rendimiento de una torre de refrigeración depende, principalmente, de la superficie de intercambio de calor que se ha montado, de la buena distribución del agua, de la cantidad de aire aspirado y del estado del aire exterior. La diferencia entre la temperatura de agua fría deseada y la temperatura del termómetro húmedo (llamada distancia límite de enfriamiento) es significativa para el tamaño de la torre. Cuanto mayor sea dicha distancia límite de enfriamiento, más pequeña se hace la torre y, por consiguiente, más económica. La distancia límite debe ser, como mínimo, de 3 ºC - 4 ºC. 3 Mejoras tecnológicas y en proceso que favorezcan la eficiencia energética Un aspecto de vital importancia para el ahorro energético es el conocimiento del funcionamiento y características de los equipos productivos por parte del personal que los va a utilizar, para evitar que la maquinaria funcione durante más tiempo del necesario y en condiciones no óptimas. Por otro lado, es crucial para alcanzar un mejor aprovechamiento de los equipos, y consecuentemente un ahorro energético, el mantenimiento y limpieza de los equipos. El correcto mantenimiento y limpieza de piezas esenciales en el desarrollo de la cadena de valor, como calderas, hornos, secaderos, etc., evita la acumulación de depósitos de hollín en la maquinaria, optimizando los rendimientos energéticos, lo cual puede suponer ahorros de combustible entre el 1% y el 4% de media en las instalaciones, si bien pueden darse casos de ahorro muy superiores. 3.1. Motores eléctricos Para mejorar la eficiencia en los motores eléctricos se deben tener en cuenta los siguientes aspectos: • Revisión y optimización de los procesos industriales: un correcto programa de mantención preventiva es de gran ayuda, ya que cada vez que un motor eléctrico sale a reacondicionamiento general, su eficiencia global baja en alrededor de un 2%. • Sustitución de motores antiguos por otros más eficientes. Los nuevos motores que se comercializan actualmente son más eficientes que los antiguos y demandan menos energía, lo que se traduce en ahorros de energía eléctrica. Estos motores producen la misma potencia mecánica que los motores estándar con un menor consumo eléctrico, llegando a reducir las pérdidas energéticas en un 45%, teniendo una vida útil mayor y operando a temperaturas más bajas por la incorporación de ventiladores y sistemas de enfriamiento más eficientes. Adicionalmente, utilizan diseños y materiales aislantes de mayor calidad. 19 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) • Dimensionamiento adecuado: Es recomendable no utilizar maquinaria sobredimensionada. Como norma general se recomienda que la potencia nominal esté sobredimensionada del 5% al 15% respecto a la potencia necesaria para el proceso productivo en la que se emplea. • Arranque de motores. Para evitar las sobreintensidades eléctricas y los sobreesfuerzos mecánicos se han desarrollado dispositivos de arranque suave. Estos permiten ajustar en incrementos pequeños los esfuerzos mecánicos y la corriente utilizada en el arranque. 3.2.Sistemas de iluminación 20 Una adecuada iluminación es muy importante para garantizar el confort de las personas y está relacionada con aspectos motivacionales y de seguridad en el trabajo. Por tanto, además del ahorro energético que se pueda conseguir es importante no olvidar que la iluminación del entorno de trabajo debe ser el adecuado para las actividades a las que se dedican. • En el mercado existen diversidad de lámparas; incandescentes, de descarga y LED o lámparas de diodo. Las lámparas incandescentes son las de menor rendimiento debido a que gran parte de la energía que consumen se convierte en calor. Las de descarga requieren para su correcto funcionamiento la incorporación de cebadores y balastos. Por último, la tecnología LED presenta importantes ventajas frente a las dos anteriores, como son: ahorros de energía eléctrica y en mantenimiento y reposición, así como en emisiones de CO2. • Siempre que sea posible es conveniente la utilización de la luz natural, para lo que se pueden colocar claraboyas en las instalaciones. • Es posible además de mejorar la utilización de la iluminación a través de detectores de presencia de luz natural. 3.3.Compresores y sistemas de aire Se estima que aproximadamente el 60% del coste energético para el proceso de estirado-soplado se puede atribuir al sistema de aire comprimido. Un uso eficiente de estos sistemas depende de tres factores: • Seleccionar el tipo y el tamaño correctos del compresor o de la bomba para igualar los niveles de uso. • Trabajar a la presión adecuada para una producción correcta. • Establecer procedimientos rigurosos de mantenimiento para reducir al mínimo los escapes. Los sistemas de control avanzados permiten que los compresores se pueden localizar en diversas zonas del circuito y conectarse desde un interruptor central. Éste es un método para controlar sistemas de aire comprimido más económico y eficiente energéticamente que trabajar con un solo compresor grande durante largos periodos de tiempo. 3.4.Hornos y secaderos El procesado de plásticos a altas temperaturas implica necesariamente un precalentamiento y un gran aporte de calor para conseguir que los componentes clave estén a la temperatura requerida antes de que el proceso comience. Además, el periodo de preparación es, a menudo, más largo que el necesario para cerciorarse de que las temperaturas sean aceptables. La introducción de medidas que permitan una mayor eficiencia energética de los equipos que intervienen en los diferentes procesos productivos del plástico depende, en gran medida, de las características de las materias primas que se consuman en el proceso de elaboración, así como de las condiciones de tratamiento de esas materias primas. No obstante, existen aspectos, que independientemente del proceso productivo que se aplique, se deben tener en cuenta para conseguir que los equipos funcionen de forma eficiente: • Aislamiento de hornos y secaderos. La diferencia de temperatura entre el interior del horno y el ambiente determina las pérdidas de energía por conducción. Por ello, la calidad del aislamiento ha de ser mayor cuanto más elevada sea la temperatura interior de trabajo del equipo. Los defectos de aislamiento son un importante foco de pérdidas. Conviene, por tanto, revisar periódicamente el estado de la capa aislante y hacer mediciones de la temperatura superficial de las paredes para asegurar que las pérdidas por este concepto se mantienen dentro de un margen aceptable. • Régimen de funcionamiento. El modo carga y descarga de los equipos, así como el tiempo entre tratamientos sucesivos, influyen en las pérdidas de calor a través de puertas y aberturas. En equipos discontinuos, la apertura de puertas conlleva el escape de cierta cantidad de aire caliente de su interior que es necesario calentar posteriormente. En los hornos continuos estas pérdidas son inferiores y son más adecuados cuando se procesan cantidades elevadas de producto. • Sistemas de recuperación de energía. En los equipos de combustión es posible acoplar un recuperador de calor de los gases de combustión para precalentar el aire de entrada a los quemadores e incluso dotarlos de quemadores especiales que permitan integrar esta recuperación de calor. En cuanto a los equipos eléctricos, se puede recuperar, por ejemplo, la energía del agua de refrigeración de hornos de inducción. Mediante un sistema de intercambiadores de calor y ajustando la temperatura de salida del agua se puede conseguir una recuperación de energía de hasta el 12% de la energía disipada. • Regulación de temperatura. Un buen sistema de regulación de temperatura en el interior de los equipos asegura un consumo energético ajustado a las necesidades del proceso. En este sentido, se ha producido un enorme avance gracias al desarrollo de las aplicaciones electrónicas de control de temperatura. 21 3.5.Sistemas de calefacción La calefacción puede ser una parte significativa de los consumos energéticos, aunque se pueden conseguir ahorros de hasta un 10% mejorando el aislamiento e instalando calderas eficientes. No obstante, otras mejoras que pueden introducirse en los equipos afectarían al tratamiento de combustibles y fluidos térmicos, se incluyen las siguientes: • Conexión de la caldera. Es recomendable conectar las calderas lentamente, y nunca inyectar agua fría a un sistema caliente, ya que los cambios bruscos de temperatura pueden dañar la caldera. • Operación de la caldera. Hacer operar a la caldera en condiciones normales o máximas, según la carga demandada por el proceso. Con esta medida evitamos que la caldera opere en exceso y consuma energía de forma innecesaria. • Sistema de combustible. Asegurar que el sistema de combustible funciona correctamente y sin fugas. Purgar las calderas antes de encender el quemador, para prevenir explosiones en ellas. • Relación aire/combustible. Verificar por parte del técnico de mantenimiento la relación aire/combustible manteniendo los quemadores bien ajustados y limpios. Con esta medida se consigue una combustión más eficiente y un menor consumo de combus- Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) tible. Para monitorizar este aspecto se puede llevar a cabo análisis de los gases de escape. • Alimentación del agua. Cuidar extremadamente el sistema de alimentación de agua de la caldera, encargado de bombear la alimentada en el sistema de vapor hasta la caldera. Si renovamos el aceite de los elementos de la bomba de agua, mantendremos un buen funcionamiento. • Aislamiento. Revisar la temperatura superficial de las paredes de los equipos y verificar el estado de su aislamiento. Una temperatura superficial superior a los 35 ºC es inadecuada por motivos de seguridad (quemaduras) y por las elevadas pérdidas energéticas que supone. 22 • Controladores de velocidad. Usar dispositivos controladores de velocidad en los motores de las bombas de agua de alimentación. Esto permite variar la frecuencia de la alimentación al motor y, por lo tanto, modificar su velocidad para adaptarla al caudal de agua adecuado a la demanda del proceso al que abastece. • Recuperación de condensados de vapor: Existen instalaciones en que se evacúa sin aprovechar la totalidad de la mezcla de condensado y vapor de expansión. En general, sólo se suele aprovechar un máximo del 75% de la energía contenida en el vapor, mientras el 25% restante está contenido en el condensado evacuado. Por consiguiente, el objetivo es evitar las pérdidas de energía. Otro parámetro básico para minimizar las pérdidas por condensados es reducir su caudal de origen: los purgadores son elementos mecánicos que pueden fallar y dejar pasar vapor que se pierde en el circuito de condensados. Un correcto diseño, elección de tipo, inventariado y revisión periódica de los purgadores ayudará enormemente a reducir el consumo de vapor notablemente; asimismo, dispositivos como estaciones de comprobación y colectores de retorno de condensados facilitan la labor de revisión y/o modificación. La consideración de la red de purgadores como equipos de instrumentación de la planta, en lugar de parte de la red de tuberías, permite aplicar criterios más estrictos para evaluar su operación. Cabe indicar también que la tecnología de fabricación de estos dispositivos ha evolucionado notablemente en los últimos años. 3.5.1 Líneas de vapor y condensados De igual forma deben optimizarse las líneas de vapor y condensados, teniendo en cuenta aspectos como: • Reducción de la presión del vapor: Un aspecto importante a controlar es la presión del vapor. A cada presión de vapor corresponde una determinada temperatura de vapor saturado o húmedo. Cuanto mayor es la presión mayor será la temperatura. Los cambiadores de calor suelen diseñarse de manera que sólo se transmite el calor latente del vapor. Para calcular la superficie de caldeo es preciso que exista un gradiente de temperaturas entre el vapor y el producto. Si el gradiente de temperaturas es alto, la superficie de caldeo puede ser reducida. A menudo se parte de este planteamiento, pero en otros casos la presión de vapor viene prefijada, y toda reducción supone un gasto. También el calor latente (calor de evaporación o de condensación) del vapor depende de la presión. Cuanto menor sea ésta, tanto mayor será el calor. Por tanto, si se utiliza vapor a baja presión se aprovecha más energía en el intercambiador que con vapor a alta presión, siempre que la presión alcance un nivel mínimo para asegurar el retorno del condensado sin problemas. • Mejora del aislamiento de las tuberías: Permite minimizar el calor que se pierde durante el transporte de calor. 3.5.2 Análisis de combustión de equipos Todo programa de mejora energética debe tener entre sus objetivos el aumento de la eficiencia de los equipos de combustión tanto en lo relativo a la reducción de la temperatura de la salida de humos como a la reducción del exceso de aire. Según las diversas normativas legales existentes, es obligatorio realizar análisis de la combustión en los generadores de calor (calderas, hornos). Estos análisis son fundamentales a la hora de conocer el estado y el funcionamiento de los equipos con el objeto de encontrar acciones que permitan optimizar los sistemas de combustión y, por tanto, obtener ahorros, tanto en términos energéticos como económicos. Los análisis de los gases de combustión permiten calcular el rendimiento energético de la com­bustión. Los parámetros que se tienen en cuenta suelen ser el exceso de aire y el contenido de ciertos gases (O2, CO2 y CO). • Quemador que actúa en periodos de tiempo cortos o mal regulado. Con la medición de los parámetros anteriormente mencionados se pueden detectar problemas o ineficiencias que disminuyan el rendimiento de la combustión. Así, las temperaturas de humos altas pueden deberse a alguno de los siguientes aspectos: • Boquilla de pulverización deteriorada, sucia o incorrectamente seleccionada. • Exceso de tiro que disminuya el tiempo de contacto de los gases con las superficies de intercambio. • Defectos de distribución de aire (defectos en el ventilador y conductos de aire). • Suciedad en las superficies de intercambio de calor que dificulten dicho intercambio. • Mala atomización. • Deterioro de la cámara de combustión. • El quemador no es apropiado para el combustible utilizado. • Equipo de combustión desajustado. • Presión del combustible incorrecta. • Cámara de combustión mal diseñada. • Recorrido insuficiente de los humos. La salida de humos opacos se suelen producir por: • Mal diseño o ajuste incorrecto de la cámara de combustión. • Exceso de combustión. • Llama que incide en superficies frías. Una baja proporción de CO2 puede deberse a: • Mal funcionamiento del quemador. • Exceso de aire. • Tiro insuficiente. • Acusado defecto de aire. • Falta de estanqueidad en la cámara de combustión (filtraciones de aire). • Mezcla no homogénea de combustible y aire. Mal suministro de combustible. • Boquilla defectuosa o inadecuada. • Mal funcionamiento del regulador de tiro. • Filtraciones de aire. • Cámara de combustión defectuosa. • Relación aire/combustible inadecuada. • Llama desajustada. 23 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) • Hogar defectuoso. 3.7. Aislamiento de redes de distribución • Regulador de tiro mal ajustado. Las tuberías de vapor, válvulas y cambiadores de calor deben tener el más correcto aislamiento posible para evitar pérdidas de calor por radiación y convección, máxime cuando el aislamiento figura entre los métodos más eficaces de ahorro energético. 3.5.3 Sustitución de combustibles La sustitución de productos petrolíferos (fuelóleo, coke) por gas natural supone, además de una notable reducción de emisiones de CO2 y contaminantes, una mejora significativa del rendimiento de combustión. 24 Es conveniente seguir las siguientes pautas de mantenimiento y revisión de los elementos que configuran los sistemas de distribución: Los gases producidos por este tipo de combustibles no pueden enfriarse por debajo de 175 ºC - 200 ºC, en función de su contenido en azufre. Sin embargo, en la combustión del gas natural puede bajarse sin riesgo esta temperatura hasta los 120 ºC -130 ºC, lo que supone un mayor aprovechamiento del poder calorífico contenido. Además, combustibles como el fuelóleo requieren una importante cantidad de energía para su trasvase y precalentamiento hasta las condiciones de utilización. • Tuberías calorifugadas. Asegurar que las pérdidas de calor de las tuberías sean lo más pequeñas posibles, comprobando que se encuentren calorifugadas y que su aislamiento está en perfecto estado. Con esto podemos reducir las pérdidas a 0,5 kg/m2h - 1 kg/m2h. • Evitar fugas. Evitar pérdidas de energía por fugas de vapor. Todas las fugas de vapor se repararán tan pronto como sea posible para no mantener una fuga de vapor hasta que la instalación pare. Una fuga puede suponer pérdidas de calor, por lo que se encarece el coste energético. Finalmente hay que considerar la posibilidad de emplear la biomasa como combustible. 3.6.Uso eficiente del agua Como hemos señalado anteriormente, el agua se presenta como una materia prima muy utilizada a la par que imprescindible en el proceso de fabricación de toda variedad de plásticos. Por ello, es conveniente realizar un análisis de la calidad del agua. Algunos procedimientos empleados son los siguientes: • El control de agua bruta se realiza con el fin de adecuar el proceso de tratamiento del agua a sus características. Cuanta mayor sea la calidad del agua, menores serán los costes de tratamiento. • Si observamos que los datos obtenidos del análisis de agua de alimentación no corresponden a valores adecuados, puede que sea necesaria la corrección del tratamiento de agua a fin de evitar incrustaciones calcáreas y purgas excesivas. • Si los parámetros medidos del agua del interior de los equipos no son los adecuados, es necesario actuar sobre el tratamiento del agua o sobre el sistema de purgas de la caldera para evitar problemas de seguridad y calidad del vapor. • Inspección de las líneas de vapor. Realizar, al menos una vez por año, una inspección de las líneas de vapor, identificando el daño físico, grietas; bandas y cintas de sujeción rotas; juntas rotas o dañadas, y/o cubiertas dañadas. Con esta medida mantenemos un adecuado rendimiento de la caldera. Un aislamiento de espesor óptimo para disminuir las pérdidas por las paredes reduce éstas al 2% - 3% de las que se producirían sin aislamiento. La instalación de aislamiento de espesor óptimo es una buena práctica energética y la amortización se realiza en plazos muy cortos, del orden de semanas. Cuanto mayor sea el espesor del aislamiento, mayor será su coste, pero disminuirá el valor de las pérdidas. Hay que buscar, por tanto, aquel espesor que haga mínimo el coste total de la instalación, ya que un aumento del coste en el aislamiento por encima del valor óptimo puede no quedar justificado por la disminución de pérdidas que se pueden conseguir se pueden aislar y tapar depósitos abiertos para disminuir las pérdidas de calor a través de la superficie libre de líquidos calientes, cubriéndolas con tapas o, si no es posible, disponiendo bolas flotantes de polipropileno (se reducen las pérdidas hasta en un 80%). 3.8.Reducción del consumo de energía en el proceso En cualquier proceso de extrusión, la eficiencia del husillo es esencial para obtener la máxima producción, así como para mantener un buen producto. La mayor parte de la energía usada durante el proceso se relaciona directamente con el funcionamiento de la extrusora. • Es conveniente optimizar y controlar la cantidad de agua y la temperatura en la zona de alimentación de la extrusora para obtener la máxima eficacia. • Asegurarse que el husillo está convenientemente aislado. • Dimensionamiento y control del motor eléctrico para ajustar el esfuerzo de torsión requerido por el husillo. • En la calefacción de boquilla se pueden conseguir ahorros de energía fijando la temperatura de la boquilla, lo más baja posible, pero asegurando que el flujo de material fundido es uniforme. • Comprobación que la presión esté fijada en el mínimo en el suministro de aire comprimido. • Utilización del “enfriado libre” siempre que sea posible. • El dimensionamiento de los motores de ventilación, bobinado y otros deben ser adecuados a la capacidad de la extrusora. • Mantener una buena ventilación en la parte alta para la refrigeración del ventilador. • Optimizar el sistema de circulación de agua en los rodillos en el proceso de calentamiento-enfriamiento. • Se debe controlar la temperatura de agua para enfriamiento del perfil para asegurar que no se está enfriando más de lo necesario. • Siempre que sea posible se deben desconectar los calentadores y los ventiladores. • Es recomendable el uso de los ventiladores para eliminar el agua en lugar de aire comprimido. 3.9.Otros sistemas de ahorro de energía 3.9.1 Refrigeración libre Estos sistemas se activan cuando la temperatura ambiente cae 1 ºC por debajo de la temperatura del agua de retorno. Antes de llegar al refrigerador, el agua de retorno se desvía automáticamente al refrigerador libre. Esto prerrefrigera el agua, reduce la carga en el refrigerado y la energía consumida por los compresores. Cuanto más cae la temperatura ambiente por debajo de la temperatura del agua de retorno, mayor es el efecto de la refrigeración libre. Estos sistemas suelen tener un retorno de la inversión muy rápida y el ahorro de energía es elevado. 3.9.2 Camisas aislantes en el husillo Las camisas aislantes en el husillo son un método económico para reducir el consumo de energía y disminuir el coste de los elementos de calefacción aproximadamente un 50%. Trabajan como el revestimiento termoaislante de un termo de agua caliente, reflejando el calor. 3.9.3 ‘Conformal cooling’ En el procesamiento por inyección, el calor del material fundido debe ser eliminado de la cavidad del molde para que la pieza solidifique y pueda ser expulsada. El tiempo necesario para moldear una pieza viene definido por la velocidad de apertura y cierre del molde. Generalmente, la parte más larga del ciclo es la fase de enfriamiento y es donde el conformal cooling puede establecer mejoras importantes. El método tradicional para refrigerar moldes consiste en establecer canales interiores en el molde y hacer circular agua por ellos. El conformal cooling es la capacidad de crear canales en el molde que sigan los contornos de la cavidad de la pieza. El objetivo es enfriar la pieza rápida y uniformemente, y la reducción del tiempo de enfriamiento obtenida respecto al método convencional puede ser del 20% - 50%. Además, una reducción del tiempo de ciclo y de los niveles de residuos da lugar a una reducción significativa del coste. 3.9.4 Motores hidráulicos Las máquinas de inyección hidráulicas utilizan menos energía para el funcionamiento básico de la máquina que 25 Manual de eficiencia energética para pymes Fabricación de productos de plástico (CNAE 22.2) la máquina hidráulica equivalente, ya que las máquinas eléctricas utilizan energía sólo cuando se requiere movimiento. Además de ahorros de energía, consiguen una eficiencia más alta del sistema y lo más importante, alta repetibilidad de todos los movimientos de la máquina. En comparación con las máquinas hidráulicas, las eléctricas tienen la delantera especialmente en aplicaciones rápidas. Por ejemplo, cuando se requiere de un disparo rápido de inyección para la fabricación de piezas de paredes delgadas, con alta resistencia y aspecto atractivo. • Instituto Nacional de Estadística (INE). • Disminución de costes energéticos en la empresa. Fundación Confemental. • Guía de ahorro energético en instalaciones industriales. Comunidad de Madrid. • Diagnóstico energético en plásticos Gamoz. Pesic. • Plan de ahorro y eficiencia energético. Sociedad para el Desarrollo Energético de Andalucía. 3.9.5 Curado de tintas ultravioleta en atmósfera de nitrógeno 26 La tecnología ultravioleta permite una mayor productividad y elimina la contaminación por ozono, además de conseguir en el aspecto de calidad superficies más brillantes, mayor resistencia química y a la abrasión, y obertura sin olores. 4 Bibliografía • Energía en el procesado de plásticos. Informe euRecipe (2006). • Mejores técnicas disponibles en la producción de polímeros. Comisión Europea (2007). • Manual de eficiencia energética 2007. Eficiencia y ahorro energético en la Industria. Gas Natural Fenosa. • Observatorio del Plástico (www.observatorioplastico.com). • Revista de la Asociación Valenciana de Empresarios de Plásticos (www.avep.es). • Programa enerpyme (www.enerpyme.es). • Observatorio Industrial Sector Químico: (www.mityc.es/Observatorios/Observatorios/ SectorQuimico). • Asociación Española de Industriales de Plásticos (Anaip) (www.anaip.es). • Artículos varios de web del sector (www.plast21.com). 12 Fabricación de productos de plástico Daniel Blázquez Marta del Olmo Colaboradores de EOI Obra realizada por: Con la colaboración del Centro de Eficiencia Energética de: © EOI Escuela de Negocios © Centro de Eficiencia Energética de Gas Natural Fenosa Reservados todos los derechos Edita: Gas Natural Fenosa Diseño y maquetación: Global Diseña Impresión: División de Impresión Impreso en papel ecológico y libre de cloro. www.empresaeficiente.com www.gasnaturalfenosa.es