Fábrica de prefabricados de hormigón altamente moderna
Anuncio

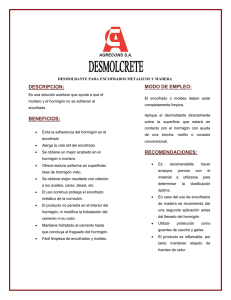
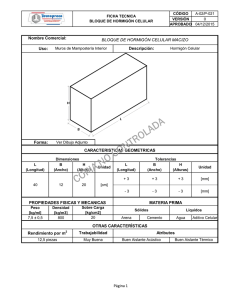
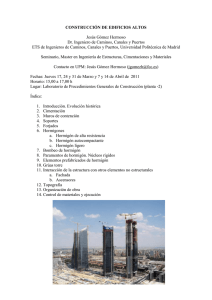
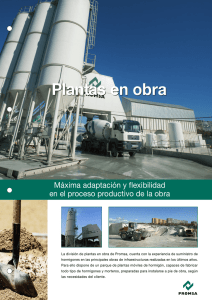
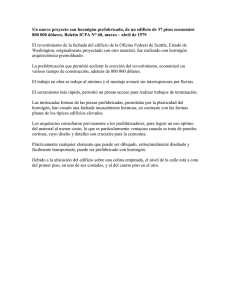
06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:11 Seite 148 PIEZAS DE HORMIGON PREFABRICADAS Vollert Anlagenbau GmbH, 74189 Weinsberg, Alemania Fábrica de prefabricados de hormigón altamente moderna: el siguiente paso en la exitosa historia de A2C Una de las fábricas de prefabricados de hormigón más moderan de Francia, con casi 7000 m2 de superficie de producción, se encuentra desde hace poco tiempo a 50 km al sudoeste de París. La instalación a carrusel de bandejas de A2C en Sivry Courtry ha sido diseñada para la fabricación de prelosas armadas, muros dobles, así como elementos prefabricados de hormigón con aislamiento en el núcleo, y dispone de los mejores estándares tecnológicos a nivel mundial. Esto se refleja ante todo en el elevado grado de automatización, que permite lograr una capacidad de producción anual superior a los 700 000 m2 de superficie de encofrado. La nueva planta de producción fue diseñada y suministrada por completo por el especialista en instalaciones Vollert, que llevó a cabo el proyecto en menos de un año desde la licitación. Para A2C, la planta de producción recién inaugurada para elementos prefabricados de hormigón de alta calidad representa el paso siguiente y consecuente. A2C, como empresa tradicional y familiar, es considerada en la región de París como uno de los proveedores más importantes de arena, grava y hormigón preparado. Además, en las plantas de Sivry Courtry y Corbeil se producen forjados de bovedillas, así como pilares, vigas y cerchas para la construcción industrial en líneas de fabricación estacionarias. Gracias a la nueva instalación a carrusel de bandejas que se construyó en la nueva planta de producción en Sivry Courtry sobre una superficie de 7000 m2, próximamente se producirán en modo de producción mixta 530 000 m2 de prelosas o 200 000 m2 de muros dobles anuales en servicio de 3 turnos. Son posibles los muros y las cubiertas con una altura máxima de 3,80 m, una superficie de encofrado de 47 m2 y un espesor de 500 mm. Gracias a ello, A2C podrá asumir la creciente demanda de elementos prefabricados de hormigón para la construcción industrial y de viviendas en el mercado francés. Además de Vollert, como proveedor de tecnología, la oficina de planificación MC2, que cuenta con presencia internacional, se implicó en la planificación de la instalación y la transferencia de conocimientos como socio de proyecto. Variedad de productos, productividad y excelencia de calidad como premisas máximas «Desde el comienzo de la planificación, una de las premisas máximas fue la elevada productividad de la instalación, aspecto fundamental para poder estar desde el comienzo al frente del mercado en competitividad», explica Michel Marchand, director de fábrica de ambos emplazamientos de A2C. «Queremos ofrecer a nuestros clientes la gama completa de elementos prefabricados de hormigón, desde prelosas armadas hasta muros dobles con aislamiento en el núcleo, y todo ello con la mejor calidad de producto del mercado.» Para poder realizar la producción mixta deseada con grandes volúmenes de salida, el especialista en instalaciones Vollert Anlagenbau de la ciudad de Weinsberg, al sur de Alemania, apostó por ciclos de producción completamente automáticos, la tecnología de máquinas más moderna y Instalación a carrusel de bandejas para 700 000 m2 anuales de superficie de encofrado 148 PHI – Planta de Hormigón Internacional – 6 | 2012 una estructura de la instalación flexible, que convence por soluciones innovadoras, especialmente de los detalles. Mediante modelos de simulación 3D y amplios cálculos, los ingenieros de Vollert y MC2 consideraron y analizaron numerosos escenarios de instalación incluso en el propio proceso la licitación. «De este modo, A2C se decidió por Vollert y el concepto de instalación más económico», explica Philippe Marrié, director de proyectos en Vollert que, como ingeniero civil, fue jefe de producción durante varios años en el sector de los prefabricados de hormigón. La tecnología más moderna de circulación y control brinda productividad Para alcanzar los objetivos de productividad fijados, la instalación a carrusel de bandejas dispone de un elevado grado de automatización. Vollert prestó especial atención a una tecnología de circulación de diseño inteligente. Las bandejas de encofrado se desplazan sobre una superficie de 45 x 150 m de una estación de trabajo a otra siguiendo un concepto de circulación cerrado, que es controlado y supervisado centralmente a través de un sistema técnico de Preparación de bandejas y encofrados www.cpi-worldwide.com 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 149 PIEZAS DE HORMIGON PREFABRICADAS Vía de transporte de encofrados integrada en paralelo y depósito de encofrados automatización muy preciso. El transporte de encofrados en dirección longitudinal se realiza a través de soportes de rodillos de alta resistencia, siendo los accionamientos por rueda de fricción independientes los encargados del movimiento de avance. En dirección transversal, esto ocurre mediante dos carros de elevación transversal que se desplazan en paralelo, están regulados La tecnología más moderna de circulación y control brinda productividad por frecuencia, reciben corriente eléctrica a través de una cadena guía de energía y levantan y bajan la bandeja hidráulicamente. Vollert es el único proveedor del mercado que suministra los carros de elevación transversal con un sistema de sincronización inteligente. Un codificador de valor absoluto controla una regulación constante del avance del carro. En cuanto se detecta una desviación, el automatismo regula las velocidades de los carros de elevación transversal, cada uno de los cuales transporta una bandeja de encofrado hacia el siguiente proceso de trabajo. Todos los procesos de producción y almacenamiento son regulados centralmente a través de un ordenador maestro (Master Computer) del especialista en control „Optimizar procesos, aumentar la productividad – con la tecnología de punta en maquinaria de proceso de Vollert.“ Precast Success Tratamiento de superficies de Vollert. 100 % hechas en Alemania. Steffen Schmitt Teléfono +49 7134 52 239 steffen.schmitt@vollert.de www.vollert.com www.youtube.com/VollertAnlagenbau 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 150 PIEZAS DE HORMIGON PREFABRICADAS El nuevo robot de encofrado Smart Set de Vollert combina la precisión con elevadas velocidades y aceleraciones de desplazamiento El trazado del contorno y el posicionamiento de los sistemas de encofrado se realizan a través de un control CAD/CAM Descarga del hormigón El distribuidor de hormigón helicoidal funciona de un modo completamente automático Unitechnik. Se pueden controlar y visualizar, entre otros, la gestión de pedidos, todos los procesos de almacenamiento y retirada, así como el transporte de bandejas en la línea de producción. Las evaluaciones muestran en todo momento la rentabilidad y los valores de producción de la instalación a carrusel. El control de las máquinas de proceso se realiza a través de paneles de mando que se encuentran descentralizados, es decir, directamente en cada estación de trabajo. Procesos de trabajo inteligentes en la preparación de bandejas Para poder producir elementos prefabricados de hormigón de alta calidad, durante la planificación no solo hubo que prestar especial atención al proceso de hormigonado o al procesamiento de la superficie. «También son extremadamente importantes 150 PHI – Planta de Hormigón Internacional – 6 | 2012 la preparación de las bandejas, los perfiles de encofrado limpios y en perfecto estado técnico, así como la colocación precisa de los perfiles de encofrado y la armadura», explica Marrié. Para ello, la bandeja de encofrado, que dispone de un encofrado perimetral fijo, atraviesa en el primer proceso de trabajo un limpiador de encofrados estacionario. Allí se eliminan los adhesivos y restos de hormigón adheridos mediante cepillos de rodillo rotativos y una unidad de rascadores de acero. El ajuste de altura neumático permite levantar el limpiador de bandejas para bandejas de encofrado que no deben limpiarse, por ejemplo, cuando se utilizan matrices. La limpieza a fondo del encofrado perimetral se realiza presionando mecánicamente un cepillo cilíndrico de accionamiento eléctrico contra el perfil. En cuanto la bandeja entra en la zona de trabajo, una unidad de pulverización estacionaria pulveriza entonces la chapa de acero y el encofrado perimetral automáticamente con agente desmoldante. Tradicionalmente se utilizan para ello boquillas accionadas por aire. Sin embargo, esto depende de muchos factores, tales como la temperatura actual o las fluctuaciones de viscosidad, lo que generalmente provoca una aplicación excesiva de agente desmoldante. Vollert apuesta por una nueva tecnología con boquillas de rotación de alta calidad, que trabajan independientemente del aire. Las boquillas de rotación adaptan la descarga individualmente y en cada momento en función de la viscosidad del agente desmoldante. Esto permite conseguir una excelente calidad de aplicación, incluso al aplicar cantidades reducidas. Como uno de los fabricantes líderes de instalaciones de barnizado fue posible recurrir a amplios conocimientos provenientes de proyectos para fabricantes de automóviles y vehículos www.cpi-worldwide.com 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 151 PIEZAS DE HORMIGON PREFABRICADAS La cámara de fraguado está compuesta por cuatro torres de estanterías revestidas que disponen respectivamente de diez compartimientos superpuestos para bandejas Un aparato transelevador guiado por el techo se encarga desde aquí de introducir y extraer las bandejas de un modo completamente automático de la cámara de fraguado. industriales de renombre. También se apostó por una tecnología robótica altamente eficiente con procesos completamente automáticos para ubicar los perfiles de encofrado en su posición. Con el robot de encofrado Smart Set, Vollert ha desarrollado un robot multifuncional de nueva generación, que combina técnicas innovadoras y precisión con valores de rendimiento elevados de velocidad y aceleración de desplazamiento. El ploteo del contorno y el posicionamiento de los sistemas de encofrado de 70 mm o 250 mm de altura, así como de otras piezas de montaje, se realizan a través de un control CAD/CAM. El robot de encofrado dispone de cuatro ejes que se desplazan simultáneamente. Para una aceleración del proceso de 4 m/s2, los ejes X e Y que discurren horizontalmente se desplazan a una velocidad de hasta 3 m/s y el eje Z que discurre verticalmente, a una velocidad de hasta 1,6 m/s. El eje de rotación completa los movimientos precisos del sistema de robot con una velocidad de rotación de 180º/s y una aceleración de hasta 450º/s2. En combinación con la pinza, que puede girar en +/180º, se obtiene una exactitud de repetición máxima de +/- 0,4 mm. Una vía de rodadura maciza, así como los apoyos dimensionados de forma correspondiente, hacen posible la enorme dinámica y precisión. Los carros montados sin juego, accionados mediante cremalleras de dientes inclinados y piñones y guiados sobre regwww.cpi-worldwide.com PHI – Planta de Hormigón Internacional – 6 | 2012 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 152 PIEZAS DE HORMIGON PREFABRICADAS Distribuidor de hormigón con equipo de volteo de bandejas guiado por el techo detrás Producción de muros dobles mediante un equipo de vuelco de bandejas guiado por el techo Después de posicionarla exactamente sobre la segunda hoja recién hormigonada, la primera hoja se baja mediante un mecanismo elevador de cables motorizado eléctricamente del equipo de volteo Estación de elevación-adelantamiento para cruzar bandejas de encofrado letas de guía endurecidas y pulidas, son garantías adicionales de la elevada exactitud del sistema. Gracias a los elevados valores de rendimiento, el nuevo robot de encofrado de Vollert acorta considerablemente el proceso de encofrado y desencofrado. El Smart Set almacena automáticamente los encofrados, reconociendo previamente el tipo y la orientación de los perfiles de encofrado y girándolos según la disposición del depósito. Elevadas velocidades con un máximo de precisión El robot de encofrado toma los perfiles directamente del depósito o del sistema de transporte de encofrados, que está instalado paralelo al sistema de transporte de bandejas. Para utilizar únicamente perfiles de encofrado limpios y operativos, estos pasan previamente por un proceso de limpieza 152 PHI – Planta de Hormigón Internacional – 6 | 2012 completamente automático. Para ello, los elementos de encofrado son colocados después del desencofrado sobre una vía de transporte de encofrados equipada con rodillos de fricción y llevados al limpiador de encofrados. La limpieza tiene lugar de un modo convencional mediante cepillos metálicos circulares y de rodillo. A continuación, en la unidad de aplicación de agente desmoldante integrada se realiza la humectación con agente desmoldante, a través de boquillas que trabajan según el principio de Venturi. La colocación de la armadura se realiza a continuación de forma completamente automática mediante un robot de armadura progress. Para ello se preparan y colocan, también mediante control CAD/CAM, la armadura transversal (con y sin distanciadores), la armadura longitudinal, así como también la armadura de celosía, lo que proporciona una elevada precisión en la prefabricación de la armadura. Hormigonado, compactación, fraguado: procesos pensados hasta en el último detalle El distribuidor de hormigón es alimentado por una cuba aérea giratoria, dimensionada para un volumen de hasta 1,5 m3 de hormigón. El giro de la cuba paso a paso permite un vaciado limpio de la cuba. Antes del proceso de hormigonado, la bandeja se fija en la estación vibradora para que el distribuidor de hormigón helicoidal, que funciona de un modo completamente automático, distribuya a continuación el hormigón homogéneamente sobre la bandeja preparada. El distribuidor de hormigón dispone de un total de diez tornillos sin fin de descarga para una dosificación exacta. La información sobre cuánto hormigón debe introducirse en la bandeja actual proviene del ordenador maestro y un sistema de medición de peso garantiza que siempre www.cpi-worldwide.com 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 153 PIEZAS DE HORMIGON PREFABRICADAS Volteadora para la carga de muros dobles se introduzca la cantidad de hormigón exacta. El fondo de la cuba del tornillo sin fin se puede abatir neumáticamente, gracias a lo cual la unidad de descarga por tornillo sin fin puede limpiarse fácilmente. Para facilitar el mantenimiento diario, el distribuidor de hormigón está equipado adicionalmente con una alimentación de lubricante de funcionamiento central y automático. La compactación del hormigón se realiza mediante una estación vibradora de baja frecuencia. El movimiento vibratorio para compactar el hormigón se genera mediante cuatro accionamientos excéntricos. En comparación con una estación vibradora convencional, esto permite ajustar exactamente la energía de compactación y procesar también hormigones más rígidos. Mediante la reducción de la relación de mezcla agua/ cemento (relación a/c) para una rigidez temprana del hormigón constante se puede reducir el contenido de cemento en aprox. un 10% y por tanto reducir considerablemente los costes de fabricación de los elementos prefabricados de hormigón. La compactación del hormigón con baja frecuencia permite además un movimiento vibratorio circular óptimo que genera poco ruido. Después de un primer control de calidad, la bandeja atraviesa un dispositivo de rascado, para incrementar la rugosidad de la superficie superior de la prelosa o del espacio hueco de la pared doble, para una mejor unión posterior con el hormigón in situ. Si se produce una pared doble, entonces se levanta el rastrillo de rascado y la bandeja es transportada directamente a la cámara de fraguado calefactada para el fraguado. Un aparato transelevador (RBG, por sus siglas en alemán) guiado por el techo, concebido para una carga útil de 22 t, se encarga desde aquí de introducir y extraer las bandejas de un modo complewww.cpi-worldwide.com Canastilla de elevación desplazable para el montaje de los anclajes de elevación en los muros dobles tamente automático de la cámara de fraguado. El RBG está compuesto por un puente montado sobre dos soportes móviles con un accionamiento de elevación de 4 cables y reenvío de cable. En los cables de elevación cuelga un travesaño, equipado para el transporte de bandejas con soportes de rodillos, accionamientos por rueda de fricción y corredera de cremallera. Dos dispositivos de ajuste se encargan de ubicar el RBG exactamente en su posición en los ejes individuales de la cámara de fraguado. Cuatro pasadores de apoyo, cuyos puntos de apoyo pueden regularse sin escalonamientos, permiten alcanzar verticalmente de forma exacta los diferentes niveles de la cámara de fraguado. La ventaja de la construcción guiada por el techo consiste principalmente en que las bandejas vacías pueden transportarse para su limpieza directamente mediante la pista de rodillos guiada por el suelo a través de la cámara de fraguado. La cámara de fraguado está compuesta por cuatro torres de estanterías revestidas que disponen respectivamente de diez compartimientos superpuestos para bandejas, accionándose las puertas de las estanterías para introducir y extraer las bandejas a través de un abridor de puertas segmentadas del RBG. Producción de muros dobles mediante un equipo de vuelco de bandejas guiado por el techo Las prelosas son transportadas después de aproximadamente seis a ocho horas de tiempo de fraguado directamente a través de la torre exterior al punto de desencofrado. Cuando se fabrica una pared doble, el RBG toma la bandeja de la cámara de fraguado después del fraguado de la primera hoja y la entrega a través de la circulación a un equipo de vuelco de bandejas guiado por el techo. La bandeja de encofrado se bloquea a través de un sistema de anclaje hidráulico en el travesaño volteador antes de que la primera hoja se fije neumáticamente sobre la bandeja mediante un sistema de brazos tensores. El bloqueo de los brazos tensores es variable en altura, gracias a lo cual los aislamientos para paredes dobles con aislamiento en el núcleo tampoco resultan un obstáculo para garantizar una fijación segura. A continuación se gira la primera hoja en 180º. Después de posicionarla exactamente sobre la segunda hoja recién hormigonada, la primera hoja se baja mediante un mecanismo elevador de cables motorizado eléctricamente del equipo de volteo. El muro doble se genera una vez introducida la armadura de celosía de la primera hoja en el hormigón fresco de la segunda hoja y mediante vibración sincrónica de ambas hojas. La vibración sincrónica sin movimiento relativo de las hojas garantiza una elevada calidad de producto y evita la segregación del hormigón en la zona de la armadura. Mediante la sujeción neumática adicional de ambas bandejas se consigue duplicar la energía de vibración durante la compactación. De este modo se consigue una mayor calidad de la superficie y se reducen además los costes de fabricación, ya que también puede utilizarse hormigón más seco. Gracias a ello se reduce aún más la demanda de cemento. A continuación se sueltan y se retiran los brazos tensores. La bandeja superior vacía se vuelve a voltear y se coloca sobre los soportes de rodillos de la posición de retorno. Una estación de elevación completamente automática permite el cruce de la bandeja vacía que vuelve y una primera hoja fraguada que se transporta hacia el equipo de volteo. Esta soluPHI – Planta de Hormigón Internacional – 6 | 2012 153 06b-Fertigteile_116-167_es_Layout 1 15.11.12 10:12 Seite 154 PIEZAS DE HORMIGON PREFABRICADAS Nuspl. Los elementos prefabricados de hormigón salen a continuación a través de tres líneas de carga que se desplazan independientemente entre sí y tienen una capacidad total para nueve bastidores de apoyo. Las prelosas armadas se ponen a disposición horizontalmente en pilas transportables mediante un aparato de elevación a control remoto, que también está montado en el puente grúa de dos vigas existente. Para la carga se ha previsto un futuro carro elevador de vaivén, para el cual ya se han instalado las cimentaciones y los dispositivos. Los elementos prefabricados de hormigón salen a través de tres líneas de carga que se desplazan independientemente ción técnica reduce el tiempo de cambio de bandeja en la zona de volteo a 150 s, lo que corresponde a una reducción del tiempo de trabajo habitual del 50%. Tras un tiempo de fraguado adicional en la cámara de fraguado, los muros dobles se transportan posteriormente a la zona de elevación y carga. Tanto para el transelevador como también para el equipo de volteo de bandejas se intentó mantener bajos los costes corrientes de explotación y mantenimiento y aumentar la seguridad contra rotura de los cables. Según las directivas, hasta ahora se debían comprobar los cables utilizados generalmente una vez al año para cambiarlos en caso necesario. Mediante el correspondiente dimensionamiento de las poleas de inversión, los tambores de cable y los cables, así como mediante materiales de alta calidad, se alarga la vida útil en hasta cinco años. Vollert es el único fabricante que utiliza un sistema de suspensión de cables con un sistema de muelles que, en caso de una sobrecarga del cable, absorbe la fuerza de tracción generada en un juego de muelles evitando así la rotura del cable. Estación de trabajo para la fabricación de muros dobles con aislamiento en el núcleo Para la fabricación de muros dobles con aislamiento en el núcleo se ha integrado una estación de trabajo separada en el circuito de la instalación. Jousselin, uno de los líderes del mercado de instalaciones para la fabricación de muros de alto nivel arquitectónico en Francia, suministra la tecnología necesaria para ello. Para no obstaculizar a las bandejas que pasan y aprovechar la superficie disponible de una forma óptima, Jousselin y Vollert decidieron instalar una plataforma de trabajo separada directamente sobre el circuito de la instalación. Aquí se cortan posteriormente los aislamientos mediante tecnología de chorro 154 PHI – Planta de Hormigón Internacional – 6 | 2012 de agua, de un modo completamente automático y a medida, y se preparan para los anclajes de unión. Técnicas de elevación y de carga con nuevas ideas También en las técnicas de elevación y carga se realizaron muchos detalles técnicos para lograr procesos eficientes. En la zona de elevación, el muro doble desencofrado manualmente se coloca mediante una volteadora con dispositivo de soporte en un ángulo de hasta 80º. Mediante una función de adelantamiento integrada es posible que una bandeja vacía que vuelve del equipo de volteo de bandejas pueda seguir siendo transportada directamente hacia el proceso de limpieza. De este modo se dispone de más tiempo para elevar los muros dobles, sin que disminuya la productividad de la instalación completa. La carga se realiza de forma segura mediante un travesaño elevador sin dispositivo especial de estabilización, que está montado en un puente grúa de dos vigas ya existente. Para ello, en primer lugar se fija el anclaje de elevación al muro doble mediante una canastilla de elevación desplazable, lo que proporciona una elevada seguridad de trabajo en comparación con una escalera vertical convencional. Mediante cuatro carros de elevación controlados y desplazables por separado se desplaza el travesaño de elevación a la altura de trabajo necesaria. Los ganchos independientes entre sí pueden levantar simultáneamente dos muros dobles de la bandeja. Esto reduce el tiempo de trabajo habitual en un 30-40%. Una vez que los muros dobles han sido colocados sobre los bastidores de apoyo previamente dispuestos, los anclajes de elevación se sueltan automáticamente del muro doble mediante un gancho patentado de accionamiento remoto del especialista en encofrados Un concepto de instalación extraordinario de la A a la Z «Un elevado grado de automatización, muchas innovaciones técnicas y procesos de trabajo inteligentes desde la preparación de las bandejas hasta las técnicas de carga, caracterizan el concepto completo de la instalación que hemos realizado para A2C», resalta Jean-Pierre Millet, director de la oficina de proyectos MC2. Con ello hemos logrado que las elevadas cantidades de producción, una gran variedad de productos y una elevada calidad de producto ya no sean factores excluyentes. «Con seguridad un proyecto extraordinario, en el que participaron A2C, MC2 y Vollert colaborando con un enorme compromiso y gran motivación. Espero con ilusión el inicio de esta nueva planta de producción tan moderna». Así resume este proyecto Gilles Heysen, director de proyecto en A2C. 왎 MÁS INFORMACIÓN Vollert Anlagenbau GmbH Stadtseestr. 12 74189 Weinsberg, Alemania T +49 7134 520 F +49 7134 52203 info@vollert.de www.vollert.de A2C préfa BP 12 route de Donnemarie 77480 Saint-Sauveur-lès-Bray, Francia T +33 1 60585490 F +33 1 60585491 rh@a2c-materiaux.com www.a2c-materiaux.com www.cpi-worldwide.com NP