Secado de alimentos por métodos combinados: Deshidratación
Anuncio

TESIS de Maestría en
TECNOLOGÍA DE LOS ALIMENTOS
Tesista: Patricia Della Rocca
Director: Dr. Rodolfo H. Mascheroni
Secado de alimentos por métodos combinados:
Deshidratación osmótica y secado por microondas y
aire caliente
Ciudad Autónoma de Buenos Aires
2010
ÍNDICE DE CONTENIDOS
CAPÍTULO I
I. INTRODUCCIÓN
1
CAPÍTULO II
II. REVISIÓN BIBLIOGRÁFICA
II.1 DESHIDRATACIÓN OSMÓTICA DE ALIMENTOS
4
Principales etapas en la preparación de productos deshidratados
osmóticamente
7
Análisis de las principales ventajas potenciales de la deshidratación
osmótica
8
1.
2.
3.
4.
5.
Mejora de la calidad en términos de color, sabor, aroma y textura
Eficiencia energética
No requiere de tratamientos químicos
Estabilidad del producto durante el almacenamiento
Costo de empaque y distribución menores
Algunos inconvenientes que pueden presentarse en el proceso de
deshidratación osmótica
11
1. Características sensoriales del producto
2. Manejo de la solución deshidratante
3. Algunas dificultades en el diseño y el control del proceso
Factores que afectan el proceso de deshidratación osmótica
12
1. Tipo de agente osmótico
2. Concentración de la solución osmótica
3. Temperatura de la solución osmótica
4. pH de la solución
5. Propiedades del soluto empleado
6. Agitación de la solución osmótica
7. Geometría y tamaño del producto
8. Relación masa de solución a masa del producto
9. Propiedades físico-químicas del alimento
10. Presión de operación
Modelado de la deshidratación osmótica
17
Modelo de Crank
19
Determinación de coeficientes de difusión del agua y de los sólidos
a) Rebanadas o placas planas de longitud infinita
b) Paralelepípedo rectangular
c) Cilindro infinito
d) Esfera
20
22
24
26
Coeficientes de difusión efectivos obtenidos en diferentes productos
hallados en la literatura
27
Modelos empíricos
29
Modelo de Peleg
Modelo de Azuara
Modelo de Hawkes y Flink
Modelo de primer orden
Modelo de Raoult Wack
Modelo de Page
29
30
30
31
32
33
Diseño de Equipos de Deshidratación Osmótica
33
II.2 SECADO POR MICROONDAS
34
1. Ecuaciones que gobiernan el fenómeno de la generación de los
campos electromagnéticos
2. Ecuaciones que gobiernan la transferencia de calor
35
36
Modelo simplificado electromagnético de transferencia de calor en
sólidos con transporte de humedad
38
Algunas aplicaciones de las microondas
39
Ventajas y desventajas en el uso de microondas en el secado
39
II.3 SECADO COMBINADO
40
II. 4 DETERMINACIÓN DEL TIEMPO DE VIDA ÚTIL
DE UN ALIMENTO
43
II.5 ENVASADO EN ATMÓSFERA MODIFICADA
49
MATERIALES
51
Etilen vinil alcohol (EVOH)
51
Poliamida
52
Policloruro de vinilideno (PVDC)
52
Polietileno
53
Permeabilidad de las películas poliméricas
53
CAPÍTULO III
III. OBJETIVOS
56
Generales
56
Específicos
56
CAPÍTULO IV
IV. PARTE EXPERIMENTAL
58
IV.1 MATERIALES
58
IV.2 MÉTODOS
59
IV.2.1 Búsqueda de las condiciones de operación
para la deshidratación osmótica
59
a) Preparación de la muestra
59
b) Pesada de las muestras de papas y de los solutos
para preparar las soluciones
59
c) Ensayos de deshidratación osmótica para analizar
el efecto de las distintas variables sobre la pérdida
de peso durante el proceso
60
IV.2.2 Experiencia de deshidratación osmótica
a) Descripción
b) Condiciones de operación
c) Comparación del aspecto de las papas para diferentes
tiempos de deshidratación osmótica y distintas
concentraciones de sacarosa luego de transcurridos
15 días en condiciones ambientales
IV.2.3. Descripción de las experiencias de secado por microondas
61
61
63
63
64
IV.2.4 Descripción de las experiencias de secado combinado
de las papas (microondas y convección con aire
caliente) y pretratamiento con deshidratación osmótica
65
a) Análisis de la concentración más adecuada de sal a
emplear en el pretratamiento
65
b) Análisis del tiempo de pretratamiento con
deshidratación osmótica
66
Condiciones de operación de las papas pretratadas con deshidratación
osmótica
66
Descripción de las experiencias de secado de las papas luego del
Pretratamiento
66
IV.2.5 Determinación de humedad de las papas
67
IV.2.6 Medición de la transferencia de masa
67
IV.2.7 Modelado de la deshidratación osmótica
68
IV.2.8 Modelado del secado por microondas
70
IV.2.9 Modelado del secado combinado
(microondas y convección con aire
caliente)
71
IV.2.10 Condiciones de envasado en atmósfera
modificada y determinación del tiempo
de vida útil del producto
71
IV.2.11 Microscopía electrónica de barrido ambiental
de las papas para estudiar su estructura y los efectos
que provocan en las mismas los distintos tratamientos
térmicos
72
a) Principio de funcionamiento y características
del microscopio
73
CAPÍTULO V
V. ANÁLISIS DE RESULTADOS
V.1 BÚSQUEDA DE LAS CONDICIONES DE
TRABAJO
75
V.1.1 Estudio de la concentración
75
a) Concentración de sacarosa
b) Concentración de sal
75
81
Análisis de la ganancia de sólidos en el producto durante el
proceso de deshidratación osmótica
83
V.1.2 Estudio de la deshidratación osmótica en función del tiempo
de deshidratación
84
V.1.3 Estudio de la deshidratación osmótica en función de la variación
de la temperatura
86
V.1.4 Estudio de la relación de masa de solución a masa
de papa (R) y su influencia en la deshidratación osmótica
87
V.1.5 Estudio de la influencia del tamaño de los cubos
89
V.1.6 Superficie de respuesta
90
V.1.7 Condiciones de operaciones finales
92
V.1.8 Estudio de la relación pérdida de agua a ganancia de sólidos
en función del tiempo para diferentes concentraciones de sacarosa
en la solución
93
V.1.9 Comparación de aspecto de las papas para diferentes tiempos
de deshidratación osmótica y distintas concentraciones de sacarosa
luego de transcurridos 15 días en condiciones ambientales
95
V.2 MODELADO DE LA DESHIDRATACIÓN OSMÓTICA
V.2.1 Modelos fenomenológicos que se basan en la Segunda Ley
de Fick de la difusión
97
V.2.1.1 Modelo de Crank
97
Determinación de los coeficientes de difusión
97
a) Determinación del coeficiente de difusión del agua
de las papas para las condiciones óptimas finales de
deshidratación osmótica
97
b) Determinación de los coeficientes de difusión de
agua de las papas para las restantes concentraciones
de sacarosa ensayadas en las experiencias
98
c) Determinación del coeficiente de difusión de
sólidos para las condiciones óptimas finales
de deshidratación osmótica calculadas (ítem V.1.7)
101
V.2.2. Modelos Empíricos
102
V.2.2.1. Modelo de Peleg
103
V.2.2.2. Modelo de Azuara
108
Correlación de la pérdida de agua del producto a tiempo infinito
y la concentración de sacarosa
113
V.2.2.3. Modelo de Hawkes y Flink
Análisis de los valores de los coeficientes k y k0 de la ecuación del modelo
113
115
V.2.2.4. Modelo de primer orden
118
V. 2.2.5. Modelo polinomial
121
V.2.2.6. Modelo de Raoult-Wack
124
Comparación entre los modelos empleados para describir el proceso de
deshidratación osmótica
126
Modelos utilizados para describir la ganancia de sólidos en el producto
durante la deshidratación osmótica
127
V. 3. MODELADO DEL SECADO POR MICROONDAS
131
V. 4 SECADO COMBINADO (MICROONDAS Y CONVECCIÓN
CON AIRE CALIENTE) LUEGO DE PRETRATAMIENTO
CON DESHIDRATACIÒN OSMÓTICA
141
V.4.1 Condiciones de pretratamiento utilizando xilitol
en reemplazo de la sacarosa
141
a) Análisis del tiempo de pretratamiento (deshidratación osmótica)
b) Análisis de la concentración más adecuada de sal a emplear en el
pretratamiento
c) Condiciones de pretratamiento de las papas utilizando xilitol
antes del secado combinado
141
141
142
V.4.2 Comparación de los valores de humedades del producto durante
el tratamiento con deshidratación osmòtica en soluciones con diferentes
tipos y concentraciones de solutos
142
V.4.3 Justificación del uso de xilitol en las experiencias de deshidratación
osmótica e importancia de la elecciòn del soluto
144
V.5 MODELADO DEL SECADO COMBINADO
145
V.6 TRATAMIENTO SELECCIONADO
149
V.6.1 Condiciones de operación y resultados obtenidos con el tratamiento
Seleccionado para el secado de las papas
149
V.7 RESULTADOS MICROBIOLÓGICOS
149
V.8 ANÁLISIS DE LAS MICROFOTOGRAFÍAS DE LAS PAPAS
FRESCAS Y DURANTE LOS DISTINTOS TRATAMIENTOS
DE DESHIDRATACIÒN
151
CAPÍTULO VI
IV CONCLUSIONES
158
ANEXO
TRATAMIENTO DE RÉPLICAS
162
BIBLIOGRAFÎA
167
ÍNDICE DE FIGURAS
CAPÍTULO II- REVISIÓN BIBLIOGRÁFICA
Figura II.1 Flujo de solutos y de agua en el producto alimenticio inmerso en la solución
hipertónica
6
Figura II.2 Etapas principales en el procesamiento de productos deshidratados osmóticamente
7
Figura II.3 Calentamiento de un sólido por microondas
37
CAPÍTULO V- ANÁLISIS DE RESULTADOS
Figura V.1 Pérdida de peso en función del tiempo para distintas concentraciones de sacarosa,
concentración de sal 10 % m/m, R=4, T=40 ºC, nivel de agitación 120-130 rpm y cubos de 1 cm 77
de arista
Figura V.2 Pérdida de peso, pérdida de agua y ganancia de solutos (sólidos) en función del
tiempo para una solución de concentración de sacarosa del 40 % m/m y concentración de sal del 78
10 % m/m, R=4, T=40 ºC, nivel de agitación 120-130 rpm y cubos de 1 cm de arista
Figura V.3 Humedad de la papa en función del tiempo durante la deshidratación osmótica para
una solución de concentración de sacarosa del 40 % m/m y concentración de sal del 10 % m/m, 79
R=4, nivel de agitación 120-130 rpm, T=40 ºC y cubos de 1 cm de arista
Figura V.4 Pérdida de peso, pérdida de agua y ganancia de solutos (sólidos) en función del
tiempo para una solución de concentración de sacarosa del 10 % m/m y concentración de sal del 80
10 % m/m, R=4, nivel de agitación 120-130 rpm, T=40 ºC y cubos de 1 cm de arista
Figura V.5 Humedad de las papas en función del tiempo para distintas concentraciones de
sacarosa en la solución (10 % m/m y 40 m/m), concentración de sal 10 % m/m, relación masa de
solución a masa de papa de 4, temperatura de 40ºC, nivel de agitación 120-130 rpm y cubos de 1 81
cm de arista
Figura V.6 Pérdida de peso en función del tiempo durante la deshidratación osmótica a distintas
concentraciones de sal (5 %; 10 % y 20 % m/m). La concentración de sacarosa se mantuvo
constante en un 40 % m/m y las otras variables también, R=4, T=40ºC y cubos de 1 cm de arista.
82
Figura V.7 Humedad de las papas en función del tiempo durante la deshidratación osmótica a
distintas concentraciones de sal (5 %; 10 % y 20 % m/m). La concentración de sacarosa se
mantuvo constante en un 40 % m/m, relación masa de solución a masa de papa,R=4, T=40ºC,
nivel de agitación 120-130 rpm y cubos de 1 cm de arista.
82
Figura V.8 Ganancia de sólidos en función del tiempo en las distintas experiencias de
deshidratación osmótica con diferentes concentraciones de sacarosa y la misma concentración de
sal en la solución, 10 % m/m. Los valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales
83
Figura V.9 Pérdida de peso versus tiempo durante la deshidratación osmótica de papas en cubos
de 1 cm de arista en una solución de concentración en sacarosa del 20 % m/m y de sal del 10%
m/m, una relación de masa de solución a masa de papa de 4, un nivel de agitación de 120-130 rpm
y una temperatura de 40º C
85
Figura V.10 Concentración de sólidos solubles (g de sólidos solubles/100 g de solución) en la
solución deshidratante en función del tiempo durante la deshidratación osmótica de papas en
cubos de 1 cm de arista en una solución de concentración en sacarosa del 20 % m/m y de sal del
10% m/m, una relación masa de solución a masa de papa de 4, un nivel de agitación de 120-130
rpm y una temperatura de 40° C.
86
Figura V.11 Pérdida de peso en función del tiempo durante la deshidratación osmótica de papa en
cubos de 1cm de arista, en una solución 40 % m/m de sacarosa y 10 % m/m de sal, relación masa
de solución a masa de papa de 4, nivel de agitación 120-130 rpm a distintas temperaturas (30 ºC y
40 ºC)
87
Figura V.12 Pérdida de peso en función del tiempo durante la deshidratación osmótica de papas
de cubos de 1cm de arista en una solución 40 % m/m de sacarosa y 10 % m/m de sal, a una
temperatura de 40 ºC, nivel de agitación 120-130 rpm, a distintas relaciones masa de solución a
masa de papa (R)
88
Figura V.13 Pérdida de peso versus tiempo durante la deshidratación osmótica de papa en una
solución 40 % m/m de sacarosa y 10 % m/m de sal para una relación masa de solución a masa de
papa de 4, una temperatura de 40 ºC, nivel de agitación de 120-130 rpm y distintos tamaños de
cubos de 0,6; 1 y 1,2 cm de arista
89
Figura V.14 Superficie de respuesta: Pérdida de peso en función de la concentración de sacarosa
en la solución deshidratante (10 % m/m – 50 % m/m) y el tiempo de deshidratación (0 – 4 h)
91
Figura V.15 Superficie de respuesta: Pérdida de peso en función de la concentración de sal (5 %
m/m-20 % m/m) en la solución deshidratante y el tiempo de deshidratación (0-4 h)
92
Figura V.16 Relación pérdida de agua a ganancia de solutos en función del tiempo para diferentes
concentraciones de sacarosa en la solución deshidratante
94
Figura V.17 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del
agua, en la deshidratación osmótica de papas en cubos de 1 cm de arista en solución de sacarosa
40 % m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y
nivel de agitación 120-130 rpm.
98
Figura V.18 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del
agua, en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 10
% m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel
de agitación 120-130 rpm.
99
Figura V.19 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del
agua, en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 20
% m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel
de agitación 120-130 rpm.
99
Figura V.20 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del
agua, en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 30
% m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel
de agitación 120-130 rpm.
100
Figura V.21 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del
agua, en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 50
% m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel
de agitación 120-130 rpm.
100
Figura V.22 Resultados experimentales y regresión lineal del modelo de Fick para la difusión de
solutos, en la deshidratación osmótica de papas de cubos de 1 cm de arista en solución de sacarosa
40 % m/m, sal 10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y
nivel de agitación 120-130 rpm.
102
Figura V.23 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación
osmótica de papas en solución de sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes
variables iguales a las de las condiciones de operación óptimas finales)
103
Figura V.24 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación
osmótica de papas en solución de sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes
variables iguales a las de las condiciones de operación óptimas finales)
104
Figura V.25 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación
osmótica de papas en solución de sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes
variables iguales a las de las condiciones de operación óptimas finales)
104
Figura V.26 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación
osmótica de papas en solución de sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes
variables iguales a las de las condiciones de operación óptimas finales)
105
Figura V.27 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación
osmótica de papas en solución de sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes
variables iguales a las de las condiciones de operación óptimas finales)
105
Figura V.28. Curva de humedad en función del tiempo. Ajuste de los datos experimentales con el
modelo de Peleg para la deshidratación osmótica de papas con solución de sacarosa al 40 % m/m
y de sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de operación
óptimas finales)
108
Figura V.29 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
109
Figura V.30 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
109
Figura V.31 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
110
Figura V.32 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
110
Figura V.33 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
111
Figuras V.34 Correlación de la pérdida de agua a tiempo infinito, PA∞ en función de la
concentración de sacarosa en la solución (% m/m)
113
Figura V.35 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en
solución de sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
115
Figura V.36 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en
solución de sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
116
Figura V.37 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en
solución de sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
116
Figura V.38 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en
solución de sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
117
Figura V.39 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en
solución de sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
117
Figura V.40 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en
solución de sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
118
Figura V.41 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en
solución de sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
119
Figura V.42 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en
solución de sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
119
Figura V.43 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en
solución de sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
120
Figura V.44 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en
solución de sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las
de las condiciones de operación óptimas finales)
120
Figura V.45 Valores experimentales de humedad de las papas en función del tiempo y ajuste
polinómico (grado 3) de dichos datos. Las papas fueron deshidratadas osmóticamente en distintas
soluciones deshidratantes a diferentes concentraciones de sacarosa (10 % m/m, 20 % m/m, 30 %
m/m, 40 % m/m y 50 % m/m) y 10 % m/m de sal
122
Figura V.46 Variación de la humedad de las papas en función del tiempo deshidratadas
osmóticamente en distintas soluciones deshidratantes a diferentes concentraciones de sal (20 %,
10 % y 5 % m/m) y 40 % m/m de sacarosa y ajuste polinomial de las curvas
123
Figura V.47 Datos experimentales de pérdida de agua en función del tiempo para las experiencias
de deshidratación osmótica en las distintas soluciones deshidratantes y ajuste del modelo de
Raoult-Wack
124
Figura V.48 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 10 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
128
Figura V.49 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 20 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
128
Figura V.50 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 30 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
129
Figura V.51 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 40 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
129
Figura V.52 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 50 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
130
Figura V. 53 Datos experimentales de las curvas de secado, masa vs t para las potencias de
microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de las mismas por
el modelo exponencial
133
Figura V.54 Datos experimentales de las curvas de secado, masa vs t para las potencias de
microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de las mismas por
el modelo logarítmico
133
Figura V.55 Datos experimentales de las curvas de secado, masa vs t para las potencias de
microondas: 10 %. 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de las mismas por
el modelo potencial
134
Figura V.56 Datos experimentales de las curvas de secado, masa vs t para las potencias de
microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de las mismas por
polinomio de grado 3
134
Figura V.57 Datos experimentales de las curvas de secado, masa vs t para las potencias de
microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de las mismas
por polinomio de grado 5
135
Figura V.58 Pérdida de peso en función del tiempo para las distintas potencias de microondas: 10
%, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % respecto de la potencia máxima.
136
Figura V.59 Variación de las humedades de las papas durante el tratamiento de deshidratación
osmótica en distintas soluciones
143
Figura V.60 Curvas de secado combinado a distintas potencias (40, 50 y 60 % de la potencia
máxima) luego de un pretratamiento con deshidratación osmótica de 1 h
145
Figura V.61 Humedades del producto en función del tiempo durante el secado combinado
(microondas, potencia 60 % y convección con aire caliente) para papas pretratadas por
deshidratación osmótica durante 1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de
los datos experimentales con el modelo de Page
147
Figura V.62 Humedades del producto en función del tiempo durante el secado combinado
(microondas, potencia 60 % y convección con aire caliente) para papas pretratadas por
deshidratación osmótica durante 1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de
los datos experimentales con el modelo de difusión
147
Figura V.63 Humedades del producto en función del tiempo durante el secado combinado
(microondas, potencia 60 % y convección con aire caliente) para papas pretratadas por
deshidratación osmótica durante 1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de
los datos experimentales con expresión exponencial
148
Figura V.64 Humedades del producto en función del tiempo durante el secado combinado
(microondas, potencia 60 % y convección con aire caliente) para papas pretratadas por
deshidratación osmótica durante 1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de
los datos experimentales con expresión polinómica de segundo grado
148
ANEXO
Figura I- Pérdida de peso versus tiempo para los valores experimentales originales, sus réplicas y
163
sus valores medios, ejemplo 1Figura II- Pérdida de peso versus tiempo para los valores experimentales originales, sus réplicas
164
y sus valores medios, ejemplo 2Figura III- Pérdida de peso versus tiempo para los valores experimentales originales, sus réplicas
y sus valores medios, ejemplo 3-
165
ÍNDICE DE FOTOS
CAPÍTULO IV- PARTE EXPERIMENTAL
Foto IV.1 Papas variedad Spunta
58
Foto IV.2 Agitador orbital y el sistema: papas-solución en su interior
62
Foto IV.3 Papas luego del tratamiento de deshidratación
62
Foto IV.4 Equipo de microondas
65
Foto IV.5 Microscopio electrónico de barrido ambiental
74
Foto V.1 Papas deshidratadas osmóticamente en solución de concentraciones de sacarosa 10% y
40% m/m durante distintos tiempos de tratamiento 1 h, 2 h, 3 h, 4 h y 5 h, luego de transcurridos
15 días al ambiente sin ningún tipo de tratamiento químico y/o físico para su conservación
96
ÍNDICE DE MICROFOTOGRAFÍAS
CAPÍTULO V – ANÁLISIS DE RESULTADOS
Microfotografía I Papa fresca
151
Microfotografía II Papa fresca
151
Microfotografía III Deshidratación osmótica durante 30 min
152
Microfotografía IV Deshidratación osmótica durante 1 h
152
Microfotografía V Deshidratación osmótica durante 2 h
153
Microfotografía VI Deshidratación osmótica durante 3 h
153
Microfotografía VII Microondas durante 1 min
154
Microfotografía VIII Microondas durante 3 min
155
Microfotografía IX Microonda durante 5 min
155
Microfotografía X Microondas durante 10 min
156
Microfotografía XI Secado combinado (microondas y convección con aire caliente a una
potencia del 60%) durante 5 min, luego de pretratamiento con deshidratación osmótica
por 1 h
157
ÍNDICE DE TABLAS
CAPÍTULO II - REVISIÓN BIBLIOGRÁFICA
Tabla II.1 Difusividad efectiva de frutihortícolas encontrados en la literatura
27-
Tabla II.2 Factores principales que afectan la ecología microbiana de los alimentos
(Alzamora, 1997)
45
Tabla II.3 Principales métodos de conservación de alimentos y su acción sobre
microorganismos
47
Tabla II.4 Permeabilidad de gases en láminas de PEBD
Tabla II.5 Permeabilidad de gases en láminas de PEAD
53
53
CAPÍTULO V - ANÁLISIS DE RESULTADOS
Tabla V.1 Valores medios y sus correspondientes desviaciones estándares de los 101
coeficientes de difusión del agua, Dew para distintas concentraciones de sacarosa y la
misma concentración de sal 10 % m/m en la solución
Tabla V.2 Parámetros del modelo de Peleg (k1 y k2) y los coeficientes de correlación, R2
106
Tabla V.3 Velocidades iniciales de transferencia de masa y humedades de equilibrio para
distintas concentraciones de sacarosa en la solución
106
Tabla V.4 Humedades de equilibrio experimentales y predichas por el modelo de Peleg y
sus correspondientes errores porcentuales
107
Tabla V.5 Parámetros del modelo de Azuara: PA∞, s1 y coeficientes de determinación, R2
111
Tabla V.6 Valores de pérdida de agua a tiempo infinito estimados por el modelo de
Azuara y valores experimentales obtenidos luego de 4 h de deshidratación osmótica y su 112
respectivo error porcentual
Tabla V.7 Expresiones del modelo de Hawkes y Flink para las experiencias de deshidratación osmótica
realizadas en soluciones de diferente concentración de sacarosa y la misma concentración de sal,
114 10 %
m/m, considerando diferentes tiempos de deshidratación osmótica
Tabla V.8 Comparación de los valores obtenidos de difusividad efectiva para la
transferencia de masa empleando los modelos de la 2° Ley de Fick de la difusión y de
primer orden (valores medios y su respectiva desviación estándar)
121
Tabla V.9 Coeficientes del modelo polinomial de grado 3 para las distintas concentraciones
de sacarosa en la solución y su coeficiente de determinación, R2
122
Tabla V.10 Coeficientes del modelo polinomial de grado 3 y su coeficiente de
123
determinación, R2 para cada experiencia
Tabla V.11 Ecuaciones de ajuste del modelo de Raoult-Wack para las distintas soluciones
y coeficientes de determinación, R2 respectivos
125
Tabla V.12 - Comparación de los PA∞ obtenidos con los modelos de Azuara, y Raoult- 126
Wack
Tabla V.13 Valores de ganancia de sólidos a tiempo infinito, GS, el parámetro s1 y el
coeficiente de determinación, R2 para el modelo de Azuara.
130
Tabla V.14 Valores de los parámetros k1 y k2 del modelo de Peleg en las distintas
experiencias con diferentes concentraciones de sacarosa y el coeficiente de determinación,
R2.
Tabla V.15 Ecuaciones correspondientes a los distintos modelos matemáticos utilizados
para ajustar los datos experimentales durante el secado por microondas
131
Tabla V.16 Modelo lineal
137
Tabla V.17 Modelo Exponencial
137
Tabla V.18 Modelo Logarítmico
138
Tabla V.19 Modelo Potencial
138
Tabla V.20 Polinomio de grado 2
139
Tabla V.21 Polinomio grado 3
139
Tabla V.22 Polinomio grado 4
140
Tabla V.23 Polinomio grado 5
140
Tabla V.24 Deshidratación osmótica en una solución con una concentración 40 % de xilitol
y 5 % de sal durante 60 min y 120 min
141
Tabla V.25 Deshidratación osmótica en una solución con una concentración 40 % de xilitol
y 10 % de sal durante 30 min y 60 min.
141
Tabla V.26 Valores de humedades en función del tiempo para las soluciones con diferentes
concentraciones de solutos
143
Tabla V.27 Expresiones polinómicas obtenidas a partir de los datos experimentales de las
curvas de secado combinado para potencias 40 %, 50 % y 60 % de la potencia máxima de
microonda
146
Tabla V.28 Resultados microbiológicos
150
132
ANEXO
Tabla 1 Pérdida de peso para original y réplicas para el ejemplo 1
162
Tabla 2 Pérdida de peso para original y réplicas para el ejemplo 2
163
Tabla 3 Pérdida de peso para original y réplicas para el ejemplo 3
164
Tabla 4 Intervalos de confianza del 95 % para los valores de las tres corridas
166
A mis hijas Marilé, Lucy y Debbie y a mi padre
Agradecimientos
Agradezco muy especialmente al Dr. Rodolfo Horacio Mascheroni, por
sus enseñanzas durante la dirección de esta tesis. También mi
reconocimiento por su excelente predisposición y su desinteresada
colaboración con el grupo de investigación de Tecnología de
Alimentos de la FRBA (UTN) en el que participo.
Mi agradecimiento a la Secretaría de Ciencia y Técnica y al
Departamento de Ingeniería Química de la FRBA por su contribución
financiera que hicieron posible que esta tesis pueda llevarse a cabo
en las instalaciones de esta Facultad. También deseo expresar mi
reconocimiento al Ing. Ricardo Mateucci por su colaboración en los
ensayos microbiológicos y al gerente de la empresa Rapi-vac, Werner
Pablo Kähnlein que puso a mi disposición sus máquinas de envasado
en atmósfera modificada.
Por último, mi especial gratitud a mi familia que apoyó mi esfuerzo
para la realización de este trabajo y que siempre me acompaña
Patricia Andrea Della Rocca
[Escribir texto]
Resumen
El presente trabajo se enfocó en el estudio y análisis de las variables que afectan el secado de un
producto hortícola como la papa. En primer lugar, el secado se llevó a cabo mediante la
deshidratación osmótica y luego a través del secado combinado (microondas y convección con
aire caliente). Se aplicaron diferentes modelos matemáticos a los datos experimentales a fin de
representar los datos cinéticos obtenidos durante el secado. Para la etapa de deshidratación
osmótica se utilizaron modelos basados en la segunda Ley de Fick de la difusión y de cinética
de primer orden. Asimismo, aquellos modelos sencillos como los de Peleg, Hawkes y Flink,
Azuara y Raoult Wack también se ensayaron. Estos últimos ajustaron de manera muy
satisfactoria los datos. Otras ventajas de estos modelos son su rapidez de cálculo debido a su
sencillez matemática y el no requerir parámetros de equilibrio como el modelo de Fick, los que
no obstante, se pueden estimar a partir de las ecuaciones que los representan. Para la etapa de
secado combinado se emplearon modelos polinomiales, siendo el polinomio de tercer grado el
de mejor ajuste. Se estudió comparativamente el uso del microondas solamente y se modeló.
También se observó que para llegar a la misma humedad final, con el microondas solamente se
obtenía un producto de textura muy dura y con la superficie quemada, mientras que si el
producto se pretrataba con deshidratación osmótica y luego se secaba de manera combinada, las
características texturales y organolépticas mejoraban.
El producto final se obtuvo a partir de cubos de 1 cm de arista los cu{ales se deshidrataron
osmóticamente durante 1 h en una solución de 40 % m/m de sacarosa y 10 % m/m de sal a una
temperatura de 40 ºC , un nivel de agitación de 120-130 rpm y una relación msa de solución a
masa de papa de 4. Finalmente, se llevó a cabo el secado combinado que consistió en el secado
simultáneo por convección con aire caliente y microondas a una potencia del 60 % respecto de
la máxima del equipo
Luego del tratamiento térmico, las papas se envasaron en atmósfera modificada (30 % de CO2 y
70 % de N2) y se almacenaron en refrigeración a 4 ºC durante 120 días. Se realizaron ensayos
microbiológicos a 0, 30, 60 y 120 días de su almacenamiento. Los resultados de laboratorio
pudieron constatar que las papas se mantuvieron estables frente al deterioro microbiano durante
estos lapsos de tiempo. Se realizaron microfotografías con un microscopio de barrido ambiental
para observar la estructura final del producto. En ellas se pudo apreciar que la estructura de la
papa permanece casi inalterada en cuanto a forma si bien se observa cierta laxitud en las paredes
celulares que se puede atribuir al llenado inicial con solución durante la deshidratación osmótica
y el posterior secado donde luego parte del agua desaparece y disminuye la presión sobre las
células. Mediante experiencias de rehidratación, se pudo verificar que el producto final obtenido
podría luego rehidratarse en 5 min en agua a ebullición mostrando una textura y cocción
adecuadas para un alimento mínimamente procesado, así como también preservar características
organolépticas apropiadas
Palabras claves: Deshidratación osmótica, Secado combinado de papas, Secado de
frutihortícolas, Microondas y convección con aire caliente, Alimentos mínimamente procesados
[Escribir texto]
Introducción
[Escribir texto]
I. INTRODUCCIÓN
Teniendo en cuenta los hábitos actuales de consumo de alimentos minimamente
procesados, en este trabajo se realizó el secado combinado (SC) por microondas y
convección con aire caliente de papas pretratadas por deshidratación osmótica (DO), las
que se conservaron en atmósfera modificada (30 % de CO2 y 70 % de N2) y
refrigeración a 4ºC. Las mismas requieren para su consumo una posterior rehidratación
y cocción en un tiempo mínimo con agua en ebullición. Este tiempo se estimó en 5-6
min aproximadamente, luego de ensayos de laboratorio y sensoriales.
La deshidratación osmótica (DO) es una técnica de deshidratación parcial de
alimentos que consiste en la inmersión de los mismos en soluciones acuosas de solutos
(azúcares y/o sales) de alta presión osmótica. La fuerza impulsora requerida para el flujo
del agua es la diferencia de potencial químico entre la disolución y el fluido intracelular.
Si la membrana celular es perfectamente semipermeable, el soluto es incapaz de
difundir hacia el interior de las células. Sin embargo, en los alimentos es difícil tener
membranas perfectamente semipermeables, debido a su compleja estructura interna, y
entonces, siempre se produce alguna difusión del soluto al alimento, y viceversa, una
lixiviación de los componentes del alimento hacia la solución. Por consiguiente, el
fenómeno presenta dos procesos simultáneos en contracorriente: el movimiento de agua
desde el alimento hacia la solución hipertónica, en el que se pueden arrastrar algunos
componentes disueltos del alimento junto con el agua extraida y, la impregnación del
alimento con los solutos que provienen de la solución.
El proceso de deshidratación osmótica se caracteriza por presentar dos etapas: una
dinámica y otra de equilibrio. En la etapa dinámica las velocidades de transferencia de
materia disminuyen hasta que se alcanza el equilibrio. El proceso osmótico termina
cuando se alcanza este equilibrio, es decir, cuando la velocidad neta de transporte de
materia se anula. El agua se elimina principalmente por difusión y flujo capilar,
mientras que la impregnación del alimento con los solutos y la lixiviación de los
componentes del alimento se producen solamente por difusión.
El uso de la deshidratación osmótica en la industria alimenticia como pretratamiento
mejora la calidad del producto en términos de color, flavour y textura con un mínimo
requerimiento energético ya que se realiza a bajas temperaturas.
La ventaja de la tecnología de secado combinado, microondas y convección con aire
caliente, luego del pretratamiento con deshidratación osmótica radica en las superiores
velocidades de secado alcanzadas preservando las propiedades organolépticas del
producto cuando se lo compara con el secado convectivo con aire caliente o microondas
solamente.
En el trabajo se analizó si era más conveniente deshidratar osmóticamente durante 1
ó 2 h, antes del secado combinado (microondas y convección con aire caliente).
Asimismo, se estudiaron los resultados en el secado combinado a diferentes potencias:
40, 50 y 60 % respecto de la potencia máxima. Los datos experimentales obtenidos
durante la deshidratación osmótica y el secado combinado fueron ajustados mediante
modelos encontrados en la literatura.
1
Esta tesis consta de 6 capítulos.
Capítulo I - INTRODUCCIÓN
Introducción del tema de la tesis.
Capítulo II - REVISIÓN BIBLIOGRÁFICA
Presentación de la revisión bibliográfica y los avances tecnológicos relacionados
con el tema. En este acápite se estudia el fenómeno de la deshidratación osmótica
de frutihortícolas y se exponen las principales ventajas e inconvenientes y los
factores que afectan a este proceso. Asimismo se presentan los modelos
utilizados en la literatura para describir el fenómeno de la deshidratación
osmótica. Se citan los modelos fenomenológicos que se basan en soluciones de la
segunda Ley de Fick de la difusión y modelos empíricos o semiempíricos que
relacionan variables y que dependen fuertemente de las condiciones de operación
de las experiencias (modelos de Peleg, Azuara, Hawkes y Flink, Raoult-Wack, de
primer orden). También se analiza el secado por microondas y el secado
combinado: microondas y convección con aire caliente simultáneo y los datos
experimentales obtenidos se modelan con ecuaciones polinómicas. Finalmente se
realiza una introducción a la preservación de alimentos en atmósferas
modificadas.
Capítulo III - OBJETIVOS
Enunciación de los objetivos generales y específicos del trabajo.
Capítulo IV - PARTE EXPERIMENTAL
Presentación de la parte experimental. Consiste en la descripción del material y
de los métodos usados. Se describen las experiencias de deshidratación osmótica
y de secado combinado: microondas junto con convección por aire caliente.
Asimismo, se analizan los resultados microbiológicos obtenidos luego del
envasado en atmósfera modificada de las papas tratadas térmicamente (DO y
SC).
Se describen las prácticas de laboratorio para la determinación de humedad del
producto, de los sólidos solubles en la solución y la caracterización estructural de
las papas por microscopía electrónica de barrido ambiental.
Capítulo V - ANÁLISIS DE RESULTADOS
Análisis de los resultados obtenidos en las experiencias de deshidratación
osmótica, de secado por microondas y de secado combinado. En él se incluye el
modelado matemático de los procesos anteriormente mencionados. Asimismo,
se presentan los resultados microbiológicos de las papas tratadas térmicamente y
envasadas en atmósfera modificada (70 % N2 y 30 % CO2) y el an{alisis
estructural de las papas mediante microscopía electrónica de barrido ambiental
en distintas condiciones de tratamiento térmico
2
Capítulo VI - CONCLUSIONES
Exposición de las conclusiones finales alcanzadas en el trabajo.
ANEXO
Presentación del tratamiento de los datos experimentales obtenidos en las
diferentes réplicas.
BIBLIOGRAFÍA
3
Revisión Bibliográfica
II. REVISIÓN BIBLIOGRÁFICA
II.1 DESHIDRATACIÓN OSMÓTICA DE ALIMENTOS
La deshidratación osmótica es una técnica que permite eliminar parcialmente el agua
de los tejidos de los alimentos por inmersión en una solución hipertónica, sin dañar
el alimento y afectar desfavorablemente su calidad (Rastogi et al., 2002).
La fuerza impulsora para la difusión del agua desde los tejidos a la solución es la
diferencia de actividad acuosa (presión osmótica) entre el alimento y la solución.
Los medios de deshidratación son generalmente soluciones acuosas concentradas de
un azúcar o una sal o mezclas de diversos azúcares y/o sales. Asimismo, cuando no
es deseable apreciar dulzor en el alimento, como en el caso de la mayoría de los
vegetales, se emplean alcoholes de alto peso molecular para reemplazar los azúcares
o la conjunción de sal y azúcar u otros edulcorantes para enmascarar a estos últimos.
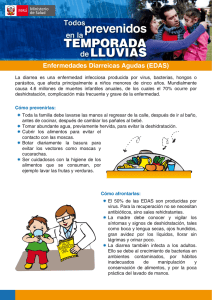
Acompañando a la eliminación parcial de agua del alimento se produce la pérdida de
algunos solutos solubles del mismo que son arrastrados por el agua y una ganancia
de solutos por parte del alimento desde la solución (Figura 1). Tanto la magnitud de
este fenómeno como la pérdida de agua dependen de las características del producto
alimenticio: forma, tamaño, estructura, composición y tratamiento previo (pelado,
escaldado, tratamiento de la superficie); de la solución: tipos de solutos,
concentración de los mismos y de las condiciones de proceso: temperatura, grado de
agitación de la solución, presión de trabajo y relación masa de solución a masa de
producto.
Por lo general, la deshidratación osmótica no disminuye la actividad acuosa del
alimento de manera tal de estabilizarlo totalmente, sino que sólo extiende su vida
útil. Por ello la necesidad de aplicar otros procesos posteriores como secado,
congelado o liofilizado, entre otros posibles. La pérdida de agua puede ser
aproximadamente del 50-60% de su contenido inicial, existiendo entonces la
posibilidad de producir significativas modificaciones en el volumen, forma y
4
estructura del alimento. Así como también variaciones apreciables en los valores de
los coeficientes de difusión y de transferencia de masa, etc., durante el transcurso del
proceso.
Las principales ventajas que se adjudican a la deshidratación osmótica como primera
etapa de un método combinado de deshidratación de alimentos son:
Es eficiente desde el punto de vista energético ya que se lleva a cabo
generalmente en condiciones cercanas a la temperatura ambiente sin que
el agua cambie de fase.
No se afecta prácticamente el color, el sabor, el aroma y la textura del
alimento.
Es un proceso tecnológicamente sencillo.
Se puede trabajar con pequeños volúmenes de producto.
Produce un daño mínimo en la estructura del alimento deshidratado
ya que no debe someterse a altas temperaturas como en otros
tratamientos térmicos como es el caso del secado convectivo.
Por lo general, no se requiere tratamiento químico previo para evitar
el pardeamiento del producto, pues al estar sumergido en la solución se
minimiza el contacto con el oxígeno y de esta manera, se retarda el
proceso.
Se retienen la mayoría de los nutrientes.
Puede aumentar la relación azúcar/ácido. Ponting (1973) observó que
los ácidos de las frutas eran extraídos de la fruta junto con el agua
eliminada en la deshidratación dando lugar a un producto con un menor
contenido en ácidos y mayor tenor de azúcar.
Mejora de la estabilidad del producto. La actividad de agua del
alimento disminuye de modo tal de inhibir parcialmente el crecimiento
microbiano y así extender la vida útil del alimento.
Disminuyen los costos de empaque y transporte al disminuir el peso
por eliminación parcial del agua.
5
Se puede fortificar el producto agregando minerales tales como calcio
y zinc a la solución para que se produzca la impregnación del producto
(Alzamora y col., 2005). También se pueden producir alimentos
funcionales al agregar probióticos a la solución. Los tejidos de frutas se
pueden impregnar al vacío con diferentes microorganismos como
Saccharomyces cerevisiae, Lactobacillus acidophilus, Phoma glomerata
(Rodríguez, 1998)
Producto a deshidratar
Solución osmótica
Pérdida de agua
Solutos que ingresan de la
solución al producto
Solutos
solubles
que
egresan del producto junto
con el agua y van hacia la
solución
Figura II.1 Flujo de solutos y de agua en el producto alimenticio inmerso en la
solución hipertónica
El proceso de deshidratación osmótica se caracteriza por una etapa transiente antes
de alcanzar el equilibrio (Rahman, 1992). Durante el período dinámico la velocidad
de transferencia de masa disminuye hasta llegar al equilibrio. Cuando éste se alcanza
la velocidad de transporte neta de masa es nula y es el final del proceso osmótico. La
remoción del agua se realiza por dos mecanismos: flujo capilar y difusivo, mientras
que el transporte de solutos ya sea de consumo o de lixiviación se realiza sólo por
difusión.
6
Principales
etapas
en
la
preparación
de
productos
deshidratados
osmóticamente
La deshidratación osmótica se usa como pretratamiento de muchos procesos para
mejorar las propiedades nutricionales, sensoriales y funcionales del alimento sin
modificar su integridad (Torreggiani, 1993). Generalmente precede a procesos como
la congelación (Ponting, 1973, Ramallo y Mascheroni, 2010, Bianchi y col., 2009),
liofilización (Hawkes y Flink, 1978), secado al vacío (Dixon y Jen, 1977) o secado
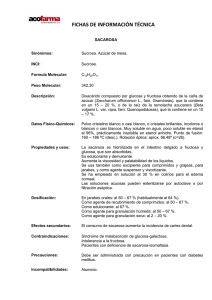
por aire caliente (Nanjundaswamy y col., 1978). En la Fig. 2 se esquematizan las
principales etapas en el procesamiento de productos deshidratados osmóticamente:
Figura II.2 Etapas principales en el procesamiento
de productos deshidratados osmóticamente
7
Análisis de las principales ventajas potenciales de la deshidratación osmótica
1. Mejora de la calidad en términos de color, sabor, aroma y textura.
Los mecanismos por los cuales se retiene el aroma y el sabor, se conserva el color y
se mejoran las propiedades texturales en el alimento se desconocen. El fenómeno de
retención de aroma podría atribuirse a la adsorción de sustancias volátiles sobre la
matriz del alimento, a las interacciones físico-químicas entre las sustancias volátiles
y otras sustancias que se hallan en el interior del alimento y/o al encapsulamiento
microregional en el que los compuestos volátiles se inmovilizan en “jaulas”
formadas por la asociación con sólidos disueltos (Flink y Karel, 1970a y 1970b;
Chirife y Karel, 1973; Solms y col., 1973; Chirife y col., 1973; Flink y Labuza,
1972; Voilley y Simatos, 1979).
2. Eficiencia energética
La deshidratación osmótica es un proceso que requiere menor consumo de energía
que los secados por aire y vacío debido a que se lleva a cabo a bajas temperaturas.
Según Lenart y Lewicki (1988) la energía consumida en una deshidratación
osmótica a 40ºC considerando la reconcentración de la solución (jarabe) por
evaporación fue por lo menos dos veces inferior que la consumida por el secado por
convección de aire caliente a 70ºC, considerando la obtención de un producto final
de igual humedad en ambos casos. Cabe destacar, que un significativo ahorro
energético puede lograrse cuando la deshidratación osmótica se usa como
pretratamiento antes de la congelación ya que la disminución de la humedad del
alimento reduce la carga energética de refrigeración necesaria para el congelado
(Huxsoll, 1982). Por otra parte cuando se deshidratan frutas, el jarabe resultante
puede usarse posteriormente en la elaboración de jugos de fruta o en las industrias
de bebidas, logrando así un aprovechamiento económico de este subproducto
(Rahman y Perera, 1996).
8
3. No requiere de tratamientos químicos
Generalmente, no se necesitan tratamientos con sustancias químicas que mejoren la
textura del producto.
En el caso del enlatado de rodajas de manzana, que en la práctica comercial no se
realiza debido a problemas asociados con el volumen de gas en los tejidos de la
manzana que dificultan su remoción durante el vacío y otorgan al producto una
textura demasiado pulposa, se puede recurrir a la deshidratación osmótica (Sharma y
col., 1991). En algunos intentos para mejorar la textura de las manzanas enlatadas se
usó como agente endurecedor, cloruro de calcio (Dang y col., 1976). Sin embargo el
uso de la deshidratación osmótica en las rodajas de manzana que van a ser enlatadas
aumenta la firmeza del producto y mejora su calidad sin requerir el empleo de un
agente endurecedor (Sharma y col., 1991). Este proceso es conocido como
osmoenlatado. Asimismo, los tratamientos químicos que reducen el pardeamiento
enzimático pueden ser evitados cuando se utiliza el proceso osmótico (Ponting y
col., 1966). El azúcar de la solución inhibe la enzima polifenoloxidasa que cataliza
los procesos oxidativos de pardeamiento de las frutas cortadas. Además la inmersión
en la solución deshidratante reduce el contacto del producto con el oxígeno
retardando la mayoría de los procesos oxidativos. Otro de los efectos del azúcar es la
prevención de la pérdida de sabores y aromas volátiles al formar una capa superficial
recubriendo el alimento que impide la salida de estos compuestos volátiles.
Cuando el producto pretratado osmóticamente y luego secado con aire caliente
contiene un 20 % o más de humedad, los procesos de pardeamiento enzimático y no
enzimático provocarían el deterioro paulatino del color, sabor y del aroma. Ponting
sugiere en estos casos agregar una etapa de escaldado tras el proceso osmótico.
4. Estabilidad del producto durante el almacenamiento
El producto obtenido de la deshidratación osmótica es más estable que el producto
no tratado durante su almacenamiento, debido a la menor actividad acuosa
9
consecuencia de los solutos ganados y la pérdida de agua. A menores actividades de
agua, se reducen las reacciones químicas deteriorativas y el crecimiento de
microorganismos y su producción de toxinas.
En el caso de productos enlatados frescos en soluciones siruposas, el agua del
producto puede fluir desde el mismo hacia la solución ocasionando su dilución. Esto
puede evitarse utilizando un proceso de osmoenlatado para mejorar la estabilidad del
producto y su solución (Sharma et al., 1991). Asimismo, el uso de la deshidratación
osmótica seguida de congelación de trozos de damascos y duraznos para yogures
puede mejorar la consistencia y reducir la sinéresis o separación del suero de los
mismos (Giangiacomo et al., 1994).
Costos de empaque y distribución menores
En el caso de productos dehidrocongelados la deshidratación osmótica reduce
considerablemente los costos de empaque y distribución del producto (Biswal y col.,
1991).
10
Algunos inconvenientes que pueden presentarse en el proceso de deshidratación
osmótica
1. Características sensoriales del producto
Uno de ellos podría ser el aumento en el contenido de sal o el mayor dulzor y/o la
disminución de la acidez del producto. Para evitar este problema se puede recubrir el
producto con una membrana semipermeable comestible que reduce la transferencia
de solutos pero incrementa la pérdida de agua (Camirand et al, 1968).
2. Manejo de la solución deshidratante
El manejo de la solución deshidratante es muy importante desde el punto de vista
industrial. La solución puede reciclarse, sin embargo la contaminación microbiana
puede aumentar al reciclar la solución un mayor número de veces. Para poder
reciclar la solución es necesario concentrar la solución que ha sido diluida durante el
proceso de deshidratación ya sea por evaporación y/o mediante el uso de membranas
de ósmosis inversa. También debería evaluarse si es necesario el agregado de
solutos.
Durante los primeros tiempos de deshidratación, el producto flota en la solución
debido a que la misma posee una densidad mayor. Al no estar sumergido totalmente
el producto en la solución, la transferencia de masa no puede llevarse a cabo en toda
la superficie del producto. Otro factor que juega de manera desfavorable al proceso
de transferencia de masa es la alta viscosidad de la solución al iniciar el proceso.
Luego a medida que el producto se va deshidratando la solución se diluye y
disminuye su viscosidad. Además, las soluciones con elevada viscosidad dificultan
la agitación y favorecen la adherencia de solutos en la superficie del producto. Este
último fenómeno podría disminuir la velocidad de posteriores secados.
11
3. Algunas dificultades en el diseño y el control del proceso
La mayoría de los estudios sobre deshidratación osmótica se preocuparon más por la
predicción cualitativa que la cuantitativa, también necesaria para poder diseñar y
controlar adecuadamente el proceso. Las mediciones en línea de las propiedades del
jarabe pueden proporcionar un control del proceso en aquellos que son del tipo
continuo.
Uno de los inconvenientes a tener en cuenta es que el producto puede romperse
debido al flujo de la solución deshidratante en los procesos continuos y a la
agitación mecánica en los procesos discontinuos.
Si bien la deshidratación osmótica termina cuando se alcanza el equilibrio, en los
procesos industriales debe detenerse antes considerando algunos factores como la
aparición de sabores indeseables por el reciclado excesivo de la solución, la
contaminación microbiana de la misma, la rotura de las células del producto,
factores de costos, ciclos de producción, etc.
Factores que afectan el proceso de deshidratación osmótica
La transferencia de masa durante la deshidratación osmótica ocurre a través de las
membranas y paredes celulares. El estado de las membranas celulares puede variar
de parcialmente a totalmente permeable. Este fenómeno puede llevar a cambios
significativos en la arquitectura de los tejidos. Durante la remoción osmótica de agua
de los alimentos, el frente de deshidratación se mueve desde la superficie que está en
contacto con la solución hacia el centro. El esfuerzo osmótico asociado puede
resultar en la desintegración celular. La causa más probable del daño celular puede
atribuirse a la reducción de tamaño causada por la pérdida de agua durante la
deshidratación osmótica, resultando en la pérdida de contacto entre la membrana
celular externa y la pared celular (Rastogi et al., 2000a).
El transporte de masa en la deshidratación osmótica depende de varios factores:
12
1. Tipo de agente osmótico
Los más comúnmente usados son la sacarosa para frutas y el cloruro de sodio
para vegetales, pescados y carnes; si bien también distintas mezclas de solutos
han sido probados (Hawkes y Flink, 1978; Islam y Flink, 1982, Wais y col.,
2005). Otros agentes osmóticos pueden ser: glucosa, fructosa, dextrosa, lactosa,
maltosa, polisacáridos, maltodextrina, jarabes de almidón de maíz y sus
mezclas. La elección dependerá de varios factores tales como costo del soluto,
compatibilidades organolépticas con el producto terminado y preservación
adicional otorgada por el soluto al producto final y de la influencia del soluto
sobre las características organolépticas del producto tratado (Rahman y Perera,
1996).
2. Concentración de la solución osmótica
La pérdida de agua y la velocidad de secado aumentan con el incremento de la
concentración de la solución osmótica, ya que la actividad de agua de la
solución decrece con un aumento en la concentración de solutos (Fakar y Lazar,
1969; Magee y col., 1983; Lenart y Flink, 1984; Lerici y col., 1985; Biswal y Le
Maguer, 1989; Marcotte y Le Maguer, 1991; Rahman y Lamb, 1990). Con el
incremento en la concentración de la solución se forma una capa de soluto sobre
la superficie del producto que actúa como barrera reduciendo la pérdida de
nutrientes y, a muy altas concentraciones, pueden dificultar también la pérdida
de agua (Saurel y col., 1994a y 1994b). Cuando se utilizan mezclas de sacarosa
y sal la fuerza impulsora para la transferencia de masa aumenta al bajar la
actividad de agua de la solución. Además, como se mencionó anteriormente, se
forma una capa de sacarosa sobre la superficie del producto que impide la
penetración de sal en el producto y permite mejorar la pérdida de agua sin
afectar tanto el sabor (Baroni y Hubinger, 2000).
13
Guzmán y Segura (1991) han estudiado la potenciación de medios de
deshidratación con el agregado de sal a concentraciones inferiores al 10 % m/m
para evitar sabores dulces indeseables en el alimento.
3. Temperatura de la solución osmótica
Este es el parámetro más importante que afecta la cinética de pérdida de agua y
la ganancia de solutos. La ganancia de solutos es menos afectada que la pérdida
de agua por la temperatura ya que a altas temperaturas el soluto no puede
difundir tan fácilmente como el agua a través de la membrana celular de los
tejidos del producto.
La temperatura presenta dos efectos. Uno de ellos es que el aumento de
temperatura favorece la agitación molecular y por consiguiente mejora la
velocidad de difusión. El otro es la modificación de la permeabilidad de la
membrana celular con un incremento de la temperatura. La temperatura crítica a
la cual se produce la variación en la permeabilidad de la membrana depende de
las distintas especies, pero se estima que para frutihortícolas ronda en el rango
de (50°C-55°C), aproximadamente.
4. pH de la solución
La acidez de la solución aumenta la pérdida de agua debido a que se producen
cambios en las propiedades tisulares y consecuentemente cambios en la textura
de las frutas y vegetales que facilitan la eliminación de agua (Moy y col., 1978).
5. Propiedades del soluto empleado
El proceso osmótico también depende de las propiedades físicoquímicas de los
solutos empleados: pesos moleculares, estado iónico y solubilidad del soluto en
14
el agua. Esta última es muy importante pues define la máxima concentración del
soluto que puede emplearse en la solución (Li y Ramaswamy, 2005). Cuando se
utilizan soluciones con solutos de mayor peso molecular, la pérdida de agua se
incrementa y la ganancia de solutos resulta despreciable respecto de cuando se
usa un soluto de menor peso molecular. Por consiguiente en el proceso
osmótico, la pérdida de agua se favorece con el empleo de solutos de peso
molecular alto y la impregnación es superior con solutos de bajo peso
molecular. La combinación de dos o más solutos en la solución puede hacer más
eficiente la deshidratación al proporcionar cada uno de ellos la ventaja que los
caracteriza. (Grabowski et al., 1994). Cuando se usan dos solutos como sacarosa
y sal se forma una barrera de sacarosa en la superficie que evita la penetración
de la sal, cuya presencia en la solución mantiene una baja actividad de agua y en
consecuencia produce una continua pérdida de agua y una ganancia de solutos
baja. Esta combinación resulta ser más eficiente que si se usa la sal o la sacarosa
solas; de esta manera la deshidratación es mayor y la penetración de solutos es
menor (Baroni y Hubinger, 2000)
6. Agitación de la solución osmótica
La deshidratación osmótica puede mejorarse mediante la agitación. La misma
disminuye la resistencia a la transferencia de masa en la superficie del producto,
además de uniformizar la temperatura y la concentración de solutos en la
solución. Sin embargo existen casos en que puede dañarse el producto y debe
evitarse. Es por ello que se prefiere el uso de los agitadores orbitales (que
oscilan sobre rulemanes) que los agitadores mecánicos de paletas.
7. Geometría y tamaño del producto
La geometría del producto es muy importante ya que variará la superficie por
unidad de volumen expuesta a la difusión. Asimismo, el tamaño influye en la
15
velocidad de deshidratación y en la absorción de solutos puesto que la superficie
por unidad de volumen se modifica para los diferentes tamaños. En el caso de
cubos o esferas al aumentar el lado o el radio, respectivamente, la superficie por
unidad de volumen disminuye y entonces, la pérdida de agua resulta inferior
para tamaños superiores. Lerici y col (1985) encontraron que al aumentar la
superficie por unidad de volumen, la pérdida de agua aumenta hasta un máximo
y luego decrece para los diferentes tamaños mientras que los sólidos ganados
aumentan. La disminución en la pérdida de agua se atribuye a la formación de
una capa superficial de solutos sobre el producto que impide la difusión de agua
hacia la solución, en el caso de soluciones muy concentradas de soluto.
8 Relación masa de solución a masa del producto
La pérdida de agua y la ganancia de solutos aumentan con un incremento de la
relación masa de solución a masa de producto empleada en la experiencia.
Uddin e Islam (1985) estudiaron el efecto de esta variable en la deshidratación
osmótica de rodajas de ananás a 21ºC. Observaron que la pérdida de peso
aumentaba hasta alcanzar una relación de 4, más allá de este valor no se
apreciaba un aumento significativo.
9 Propiedades físico-químicas del alimento
La composición química (proteínas, carbohidratos, grasas, contenido de sal,
etc.), la estructura física (porosidad, arreglo de células, orientación de fibras y
tipo de piel) y los pretratamientos como congelación y escaldado pueden afectar
la cinética de deshidratación osmótica.
Según Islam y Flink (1983), el escaldado con vapor durante 4 min previo a la
deshidratación osmótica produjo una menor pérdida de agua y una mayor
ganancia de solutos que cuando se realiza la deshidratación osmótica
directamente a las rebanadas de papas frescas. La pérdida de integridad de la
16
membrana producida por el calentamiento fue la razón de una pobre
deshidratación osmótica.
La variabilidad en los resultados obtenidos en el proceso de deshidratación
osmótica entre los diferentes productos depende de la compacidad de los
tejidos, contenido inicial de sólidos solubles e insolubles, espacios
intercelulares, presencia de gas en el interior de los tejidos, relación entre
fracciones de diferentes pectinas (pectinas solubles en agua y protopectinas) y
niveles de gelificación de pectinas. Generalmente cuando el producto a
deshidratar es muy poroso conviene someterlo a deshidratación osmótica en
vacío para facilitar la salida de aire de su interior (Shi y Maupoey, 1993).
10. Presión de operación
La transferencia de agua total en la deshidratación osmótica depende como se
mencionó precedentemente de una combinación de dos mecanismos: la difusión
y el flujo por capilaridad. Los tratamientos al vacío aumentan el flujo capilar,
incrementando la transferencia de agua pero no influyen en la ganancia de
solutos (Fito, 1994). El flujo capilar de agua depende de la porosidad y de la
fracción de espacios huecos del producto (Shi y Maupoey, 1994; Fito y Pastor,
1994; Rahman y Perera, 1996).
Modelado de la deshidratación osmótica
Como lo mencionamos anteriormente, la deshidratación osmótica es un proceso
complejo de contra-difusión simultáneo de agua y solutos (Saputra, 2001). En él,
podemos reconocer tres flujos:
1.
Flujo del agua del producto a la disolución
2.
Flujo de los solutos de la disolución al producto
17
3. Flujo de los solutos solubles en el agua desde el producto a la disolución
(azúcares, ácidos orgánicos, minerales y vitaminas)
Generalmente, este último flujo se desprecia para los efectos del modelado puesto
que, aunque es importante en las características organolépticas y nutricionales del
alimento, es muy pequeño si se lo compara con los otros dos flujos (Sablani et al,
2002 y Singh et al., 1999). La velocidad de transferencia de masa disminuye hasta
alcanzar el equilibrio en el que la tasa neta de transporte de masa es nula. La gran
complejidad del proceso de transferencia de masa hace que la predicción precisa sea
difícil y que dependa de la determinación apropiada de las condiciones de equilibrio
y de parámetros como la difusividad efectiva. Entonces, para simplificar el
tratamiento del fenómeno se suele interpretar la información experimental mediante
modelos empíricos y semiempíricos los cuáles son válidos solamente para
reproducir condiciones semejantes a las experiencias de las que se obtuvieron los
datos. La metodología que se utiliza generalmente es la correlación directa de la
pérdida de agua y la ganancia de sólidos con algunas variables representativas del
proceso como puede ser el tiempo. También, el planteo de un ajuste polinómico
puede resultar apropiado. Estos métodos sencillos no permiten extrapolar más allá
del rango experimental (Ochoa Martínez y Ayala Aponte, 2005). Además, necesitan
de parámetros que no necesariamente tienen significado físico. Asimismo, en
algunos casos, el coeficiente de correlación obtenido no es bueno (Parjoko y col.,
1996). Entre estos modelos empíricos y semiempíricos se pueden citar los de Azuara
(Azuara, 1998), Peleg (Peleg, 1988), Hawkes y Flink (Hawkes y Flink, 1978),
Magee (Parjoko y col., 1991; Moreira, 2003), Raoult-Wack (Raoult-Wack y col.,
1991), Palou (Palou y col., 1993, Sacchetti, 2001). También algunos investigadores
recurren al ajuste polinómico (Mujica-Paz y col. 2003 a y b, Rahman y col., 2001,
Sablani y Rahman, 2003).
Por lo general, cuando se quiere utilizar un modelo fenomenológico para procesos
llevados a cabo a presión atmosférica se emplea el modelo de Crank, que consiste en
la solución de la segunda ley de Fick y que describe el mecanismo difusional
18
(Crank, 1964). También se desarrollaron modelos mecanísticos (Marcotte et al,
1991) y modelos de termodinámica irreversible (Biswal y Bozorgmetry, 1992) que
consideran la estructura celular del alimento pero que requieren de una gran cantidad
de propiedades que no están fácilmente asequibles en la literatura (Kaymak-Ertekin
y Sultanoglu, 2000; Spiazzi y Mascheroni, 1997)
Modelo de Crank (1964). Consiste en un grupo de soluciones de la segunda
Ley de Fick para diferentes geometrías, condiciones límites y condiciones iniciales
desarrollado por Crank. Con este modelo se estima la difusividad efectiva (Def) del
agua (Dew) y del soluto (Des), resolviendo las ecuaciones analíticas o numéricamente.
Pero las suposiciones que se hacen no siempre son fáciles de lograr lo que implica
grandes limitaciones (Parjoko y col., 1996)
Consideraciones del modelo de difusión de Fick:
1.
Se asume que la solución osmótica es un medio semiinfinito; en
consecuencia se requiere una relación masa de solución a masa de alimento
muy grande
2.
Existen soluciones analíticas para láminas planas, cilindros, cubos y
esferas. Se emplean técnicas numéricas para resolver formas irregulares
3.
Los parámetros de equilibrio se determinan experimentalmente
4.
Se considera que no hay efecto de los solutos ganados ni de los
solutos perdidos en el proceso de difusión del agua
5.
Se desprecia el encogimiento debido a la transferencia de masa
6.
Se desprecia la resistencia a la transferencia de masa externa. Esta
suposición no se puede lograr a bajas temperaturas ni a una alta
concentración de soluto en la solución
19
Determinación de coeficientes de difusión de agua y de sólidos
a) Rebanadas o placas planas de longitud infinita
La segunda Ley de Fick para la difusión unidireccional en estado transitorio está
dada por:
2 C
C
D ef
t
x2
(II.1)
Donde:
C: concentración
t: tiempo
Def: coeficiente de difusión efectivo o aparente
x: dimensión en la que se produce la difusión, distancia desde el
centro de la placa
Para las siguientes suposiciones y condiciones límites:
C = C0 a t = 0
-l < x < +l
donde l es el semiespesor de la placa y C0 es la concentración inicial
C = C1 a
t>0
x =± l
donde C1: la concentración en el seno del fluido.
Las soluciones de la ecuación (II.1) para la difusión del agua y para la difusión de
los solutos se detallan a continuación:
20
Difusión del agua
H t He 8
H0 He π2
2
1
2 π
exp
D
(2n
1)
t
ew
2
2 (II.2)
4l
n 0 2n 1
Difusión de sólidos o solutos
S t Se 8
S0 S e π 2
2
1
2 π
exp
D
(2n
1)
t
es
2
4 l 2
n 0 2n 1
(II.3)
Donde:
H: humedad del producto
S: concentración de sólidos en el producto
Dew: coeficiente de difusión efectivo del agua
Des: coeficiente de difusión efectivo de los solutos
Los subíndices 0, t y e se refieren a las condiciones iniciales, a
cualquier tiempo t y al equilibrio, respectivamente
21
b) Paralelepípedo rectangular
Las soluciones de la segunda Ley de Fick para la difusión en un paralelepípedo
rectangular de lados 2a, 2b, 2c son las siguientes:
El cubo es el caso especial en el que todos los lados son iguales a= b= c.
Difusión del agua
H t H e C 3 exp D
n
ew
H 0 H e
n 1
2
t qn (
1
1
1
2 2 )
2
a
b
c
(II.4)
Difusión de sólidos o solutos
S t S
1
1
3
2 1
C n exp D ef t q n 2 2 2
S 0 S n 1
b
c
a
Cn
2 1
1 2 q 2n
(II.5)
(II.6)
Donde:
q n son las raíces positivas no nulas de la ecuación (II.7)
22
es la relación entre el volumen de solución y el volumen del
paralelepípedo
tanqn qn
(II.7)
Número de Fourier para la transferencia de agua
Fow
D ew t
(II.8)
A2
Número de Fourier para la transferencia de solutos
Fos
Des t
A2
(II.9)
Donde:
1
1
1
1
2 2 2
2
A
a
b
c
(II.10)
En el caso de una geometría cúbica, cuando el número de Fourier para la
transferencia de agua Fow
Fos
3 D ew t
a2
o para la transferencia de solutos
3 D es t
es mayor que 0,1 solamente el primer término de la serie en las
a2
ecuaciones (II.4) y (II.5) es significativo y los demás términos pueden despreciarse.
Entonces, las ecuaciones se reducen a las siguientes expresiones cuando se aplica
logaritmo natural a ambos miembros:
23
H He
2 3
ln t
3 ln C1 D ew q 1 2 t
a
H 0 H e
(II.11)
S Se
2 3
ln t
3 ln C1 D es q 1 2 t
a
S 0 Se
(II.12)
Si se grafican los primeros miembros de estas ecuaciones versus el tiempo de
deshidratación empleando los datos experimentales; en ambos casos se obtiene
aproximadamente una recta, cuya pendiente y ordenada al origen correspondientes a
las ecuaciones anteriores son las siguientes:
pendiente ecuación (II.11) : D
pendiente ecuación (II.12) : D
ew
es
q 12
3
a2
(II.13)
q12
3
a2
(II.14)
Para las dos ecuaciones, las ordenadas al origen son las mismas
ordenada al origen : 3 lnC1
(II.15)
Los valores de Dew y Des pueden determinarse a partir de las pendientes de las rectas.
c) Cilindro infinito
La segunda Ley de Fick de la difusión en términos de coordenadas cilíndricas (r, ,
z) se expresa de la siguiente forma:
24
C 1 C D C C
rD
rD
t r r
r θ r θ z
z
(II.16)
Para cilindros largos se asume que la difusión es radial y por lo tanto la
concentración es una función del radio y del tiempo solamente, entonces la ecuación
anterior se reduce a:
C 1 C
rD
t r r
r
(II.17)
Considerando las siguientes condiciones límites
t= 0
C= C
0
0<r<a
y
para t>0 C = C1 en r= a
a : radio del cilindro
Las soluciones de la segunda Ley de Fick en este caso son:
Difusión del agua
He H t
He H0
2 J 0 rq n
2
exp q n D ew t
a n 1 J1 aq n q n
(II.18)
2 J 0 rq n
2
exp q n D es t
a n 1 J1 aq n q n
(II.19)
Difusión de sólidos o solutos
Se S t
S e S0
Donde:
qn = raíces positivas de las funciones de Bessel
J0(α q n) = 0
r = posición radial medida desde el centro del cilindro
25
d) Esfera
Para una geometría esférica de radio b y posición radial r medida desde el centro de
la esfera, las expresiones son las siguientes:
Difusión del agua
n 2 π 2 D ew
H e H t 2b (1) n 1
nπ r
sen
exp
H e H 0 π n 1 nr
b2
b
t
(II.20)
Difusión de sólidos
n 2 π 2 D es t
S e S t 2b ( 1) n 1
nπ r
sen
exp
Se S0
π n 1 nr
b2
b
26
(II.21)
COEFICIENTES
DE
DIFUSIÓN
EFECTIVOS
OBTENIDOS
EN
DIFERENTES PRODUCTOS HALLADOS EN LA LITERATURA
En la Tabla II.1 se muestran valores de Difusividad Efectiva de algunos alimentos.
Tabla II.1 Difusividad efectiva de frutihortícolas encontrados en la literatura
Alimento
Dew (m2/s)
T
(°C )
Concentración
(º Brix)
Referencia
Manzana
15-60 10 -9
30-50
-
Conway y col.,
1983
Manzana
0.157-1.046 10-9
20-50
65
Salvatori y
col.,1999
Manzana
0.0332-0.213 10-9
20-50
40-60
Kaymak y col.,
2000
Papaya
0.314-0.655 10-9
30-50
50-70
Rodriguez y
col, 2003
Pera
0.347-1.92 10-9
40-60
40-70
Park y col.,
2002
Piña
1.72 10-9
50-70
50-70
Waliszewski y
col., 2002
Piña
1.48-3.24 10 -9
30-50
40-70
Rastogi y col.,
2004
Piña
0.6-2.5 10 -9
30-50
50-70
Beristain y col.,
1990
Banana
0.85-2.43 10 -9
25-45
40-70
Rastogi y col.,
1997
Mango
0.018-0.077 10-9
30
35-65
Giraldo y col.,
2003
Ananá
0.058-0.222 10-9
30-50
60
Ramallo y
Mascheroni
27
Tabla II.1 Difusividad efectiva de frutihortícolas encontrados en la literatura
(continuación)
Alimento
Dew (m2/s)
T
(° C )
Concentración
(º Brix)
Referencia
Yacón
0.1523 10 -9
25
40
Maldonado et
al. 2008
Batata
0.25-1.5 10 -9
50
70
Genina- Soto
et al., 2001
Papa
1.1 10 -9
NaCl-sacarosa
15-45 % p/v
Lenart y Flink,
1984
Peras
0.1 10 -9
67.5
Garrote et al,
1992
Manzana
0.3 10 -9
40
60% p/p PEG
200
Saurel, 1995
Frutillas (en
mitades)
0.9 10 -9
17
64.5
Spiazzi y
Mascheroni,
1995
Zanahoria
0.224 a 0.478 10 -9
40
-
Melquíades et
al, 2009
PEG: Polietilenglicol
Las diferencias en las Difusividades Efectivas pueden atribuirse a la variedad de
productos y a las distintas condiciones establecidas en las experiencias. También
estas variaciones pueden atribuirse a que algunas de las suposiciones mencionadas
anteriormente no se cumplan (Spiazzi y Mascheroni, 1997) y a la existencia de
mecanismos no fickianos. De esta manera, el uso del modelo de Crank se convierte
en un procedimiento empírico para ajustar los datos experimentales y la difusividad
efectiva en un parámetro cinético fuertemente dependiente de las condiciones
experimentales (Salvatori, 1999; Shi y Le Maguer, 2002,b).
28
Modelos Empíricos
Modelo de Peleg
La pérdida de agua o de humedad en el producto se puede modelar mediante la
ecuación propuesta por Peleg (1998):
t
k1 k 2 t
H - H0
(II.22)
Donde:
t: tiempo de deshidratación osmótica
H: contenido de humedad a tiempo t
H0 : contenido de humedad inicial
k1, k2: parámetros del modelo.
El significado físico para ambos parámetros del modelo se puede obtener:
1) Haciendo que t → 0 en la ecuación (II.22) y reordenando, se obtiene:
1 dH
k 1 dt t 0
(II.23)
Podemos decir que k1 es inversamente proporcional a la velocidad inicial de
transferencia de agua.
2) Si t → ∞, podemos encontrar la relación del parámetro k2 con la humedad de
equilibrio:
1
H H0
e
k2
(II.24)
Donde:
He: humedad de equilibrio
29
Si se sustituye el contenido de humedad por la cantidad de sólidos ganados puede
escribirse una ecuación equivalente para la transferencia de sólidos
Modelo de Azuara
Azuara modeló la pérdida de agua en la deshidratación osmótica a partir del balance
de masa del agua. La ecuación requiere el ajuste de dos parámetros, PA∞ y s1
t
1
PA s1 PA
t
PA
(II.25)
Donde:
PA: Pérdida de agua a un determinado tiempo, t.
PA∞: Pérdida de agua a tiempo infinito.
s1: Constante de velocidad relativa para la pérdida de agua.
Este modelo empírico tiene la ventaja de no requerir llegar al equilibrio para
predecirlo y la desventaja de limitar su validez sólo al rango experimental para el
que se obtuvieron los parámetros.
Como en el modelo de Peleg, en el caso que se reemplace en la ecuación II.25, la
pérdida de agua por la ganancia de sólidos, este modelo también puede emplearse
para el estudio de la transferencia de sólidos en el producto.
Modelo de Hawkes y Flink
PA k t 0.5 k 0
(II.26)
30
Donde:
k y k0 son parámetros cinéticos empíricos
k se asocia a la velocidad de transferencia de agua que ocurre a través del
mecanismo osmótico difusional. Este modelo es similar al de Crank para tiempos
cortos donde la pérdida de agua queda relacionada con la raíz cuadrada de t.
k0 cuantifica la ganancia o la pérdida de agua que ocurre luego de procesamientos
cortos debido al mecanismo hidrodifusional promovido por las presiones impuestas
o movimientos capilares (Giraldo et al, 2003).
Modelo de primer orden
Empleando el modelo de primer orden basado en el de Rastogi y Raghavarao
(1996), el coeficiente de difusión puede estimarse a partir de la aproximación
exponencial al equilibrio
dH
k T (H H e )
dt
(II.27)
Donde
k
T
ka
(II.28)
se
kT es el coeficiente de transferencia de masa promedio.
k = coeficiente individual de transferencia de masa.
a se= área superficial específica
El área superficial específica, ase se calcula de la siguiente manera:
ase
superficie del cubo
volumen del cubo
(II.29)
31
ase
6 L2 6
L3 L
(II.30)
Donde:
L: arista del cubo
Al integrar la ecuación (II.27) se obtiene:
Ht He
exp k T t
H0 He
(II.31)
Para la difusión a través de sólidos, k puede expresarse como
Def
donde a es la
a
longitud característica, para el cubo puede tomarse como la semiarista del cubo
(L/2). Entonces kT puede expresarse como k T
D ef a se 12 D ef
a
L2
(II.32)
A partir de esta expresión si se conoce kT y las dimensiones del cubo se puede
obtener Def
Ht He
versus el tiempo y se
Con los datos experimentales se grafica ln
H0 He
regresiona linealmente. La pendiente obtenida es kT, el coeficiente de transferencia
de masa promedio y a partir de éste puede calcularse la difusividad efectiva, como se
explicó precedentemente.
Modelo de Raoult Wack
El modelo de Raoult Wack (1991) ajusta los datos a una ecuación exponencial del
tipo:
k t
PA a 1 e 1
1
(II.33)
en la que a1 y k1 son los dos parámetros empíricos. También a veces se plantea como
una biexponencial con 4 parámetros de ajuste: a1, k1, a2 y k2.
32
Modelo de Page
Según Moreira y Murr (2004) la ecuación de Page puede predecir mejor el
comportamiento de la ganancia de sólidos que la pérdida de agua. Su expresión para
el primer caso es la siguiente:
St Se
S0 S e
exp A t B
(II.34)
Donde:
A y B son los parámetros de ajuste
DISEÑO DE EQUIPOS DE DESHIDRATACIÓN OSMÓTICA
Las aplicaciones industriales de la deshidratación osmótica se enfrentan a problemas
relacionados con el manejo y movimiento de grandes volúmenes de soluciones
concentradas de solutos y con el diseño de equipos de operación continua.
Para el diseño de equipos a escala piloto e industrial se deben considerar los
siguientes principios:
Control de la transferencia de masa con parámetros como la concentración de
solutos en la solución, temperatura, presión y nivel de agitación
Manejo del producto con sumo cuidado para evitar su rotura
Uso de una relación masa de solución a masa de producto adecuada y menor
que la empleada a escala laboratorio para minimizar el volumen de solución
a reciclar y el efluente final obtenido cuando ya no se pueda reciclar la
solución
Adición de solutos a la solución que puedan tener alguna función benéfica
para la salud como por ejemplo: el agregado de minerales, probióticos, etc,
33
así como también de agentes antioxidantes y/o antimicrobianos que podrían
extender la vida útil del producto, etc.
Existe un creciente interés en el consumo de alimentos con propiedades beneficiosas
para la salud como los alimentos funcionales y nutracéuticos y aquellos que son
mínimamente procesados y que por consiguiente, mantienen sus atributos de calidad
similares a la de los productos frescos. De allí la importancia de la deshidratación
osmótica como uno de estos procesos que presenta simultáneamente la posibilidad
de extender la vida útil del producto al bajar su actividad de agua y la ventaja de la
impregnación con solutos que pueden actuar de manera favorable para la salud y/o
mejorar las propiedades sensoriales del alimento como por ejemplo el agregado de
ácidos orgánicos para ajustar el pH. De esta manera, se puede lograr una mejora
considerable en la calidad del producto.
II.2 SECADO POR MICROONDAS
Las microondas son parte del espectro electromagnético y en consecuencia, se
componen de campos magnéticos y eléctricos. En el calentamiento de alimentos por
microondas, los campos eléctricos interaccionan con las moléculas de agua e iones
en el alimento, generando calor en forma volumétrica en el interior del mismo. La
estructura de la molécula está constituida por un átomo de oxígeno, cargado
negativamente y dos átomos de hidrógeno, cargados positivamente. La molécula de
agua es un dipolo eléctrico que, cuando se lo somete a un campo eléctrico oscilante
de elevada frecuencia, los dipolos se reorientan con cada cambio de polaridad. Así
se produce la fricción dentro del alimento que hace posible que el mismo se caliente.
La diferencia principal entre las microondas y la radiación infrarroja es que las
microondas inducen una fricción entre las moléculas de agua, que provoca calor; en
cambio, la energía infrarroja es simplemente absorbida y convertida en calor. El
calor generado por las microondas no es uniforme. En el interior de los alimentos, se
producen gradientes de temperatura que ocasionan la difusión del agua y provocan
34
cambios en las propiedades de éstos que a su vez tienen efecto sobre la generación
de calor. En síntesis, podemos decir:
Las ondas electromagnéticas son responsables de la generación de calor, la
transferencia de humedad
y de los cambios bioquímicos y transformaciones
físicas que se producen en el alimento.
Estos equipos constan de tres componentes principales:
El magnetrón que genera los campos electromagnéticos productores
de microondas
Un tubo de aluminio denominado guía. En su interior, la energía se va
reflejando y va siendo conducida hasta la cámara de calentamiento.
Una cámara de calentamiento donde se dispone el alimento para ser
calentado.
Las dos propiedades que determinan la interacción del alimento con las microondas
son la constante dieléctrica y la pérdida dieléctrica. La constante dieléctrica
representa la habilidad del material para almacenar energía electromagnética y el
factor de pérdida dieléctrico efectivo tiene en cuenta la disipación de energía o la
generación de calor. El aire en el interior del horno de microondas absorbe muy poca
energía de las microondas, por lo tanto el alimento es calentado directamente por las
ondas electromagnéticas; a excepción de los hornos microondas combinados que
también trabajan con convección de aire calentado por una resistencia eléctrica. El
tamaño, la forma y las propiedades de los alimentos afectan la distribución espacial
de la absorción de las microondas.
1. Ecuaciones que gobiernan el fenómeno de la generación de los
campos electromagnéticos
Los campos electromagnéticos responsables del calentamiento se
describen por las ecuaciones de Maxwell
35
E
H
(µ H)
t
(II.35)
(ε ε o E) ε eff ε o w E
t
(II.36)
(ε E) 0
(II.37)
H 0
(II.38)
Donde:
E y H son los vectores del campo eléctrico y magnético,
respectivamente
es la permisividad compleja dada por:
= ”+ j
eff
Donde
”: constante dieléctrica del alimento
eff : factor de pérdida dieléctrico efectivo
o : constante dieléctrica del aire
: permisividad magnética
Las propiedades, ” y eff, dependen de la ubicación en el alimento ya que varían con
la temperatura. Las ecuaciones de Maxwell se resuelven para obtener el campo
eléctrico, E. Éste será función de la posición en el alimento y de su tiempo de
calentamiento. El calor generado es calculado a partir de este campo eléctrico. Cabe
resaltar que las propiedades dieléctricas dependen de la composición del alimento
(humedad y contenido de sal, en particular) y de la temperatura.
2 Ecuaciones que gobiernan la transferencia de calor
ρ cp
T
. (kT) Q(x, T)
t
36
(II.39)
Donde:
:densidad del alimento
cp: calor específico del alimento
T: temperatura
t: tiempo
k: conductividad térmica del alimento
Q: calor generado por el microondas
x: coordenada de posición en el alimento
El primer miembro de la ecuación representa la acumulación de calor en
el producto. En éste, figura como uno de los factores, la velocidad de aumento
de la temperatura y los restantes se refieren a propiedades del alimento:
densidad y calor específico. En el segundo miembro, el primer término es el de
difusión del calor por mecanismo conductivo y el segundo término es la
generación de calor por microondas. Este último término se relaciona con el
campo eléctrico por medio de la siguiente ecuación:
Q (x, T) 1/2wε o ε eff E2
(II.39)
En la Figura II se esquematiza el calentamiento de un sólido por microondas
Figura II.3 Calentamiento de un sólido por microondas
37
El agua en estado líquido y el vapor de agua se transportan en el alimento por dos
mecanismos principales; el agua lo hace por capilaridad y diferencia de presión y el
vapor por difusión y diferencia de presión.
Existen muchos modelos que intentan representar el calentamiento de un sólido por
microondas y su deshidratación. Vamos a citar uno de ellos:
Modelo simplificado electromagnético de transferencia de calor en sólidos con
transporte de humedad
En este modelo se considera que la evaporación no se da antes de alcanzar el centro
la temperatura de 100°C. Una vez que se alcanza esta temperatura, se asume que
toda la energía del microondas se utiliza para la evaporación. Otra suposición del
modelo es la de considerar que el transporte de agua se da por difusión capilar
solamente e ignora el flujo de líquido por diferencia de presión (ecuación de Darcy).
La velocidad de evaporación de la humedad aumenta con el aumento de temperatura
ρ cp
ρ cp
T
k 2 T Q cuandoT 100C
t
(II.41)
T
k 2 T 0 cuandoT 100C
t
(II.42)
ρ
M
0 cuando T 100 C
t
(II.43)
ρ
M
Q
cuando T 100 C
t
λ
(II.44)
Donde:
M: contenido de humedad (en base húmeda)
38
: calor latente de vaporización del agua.
Algunas aplicaciones de las microondas:
Su atractivo reside en la elevada velocidad de calentamiento y en que no provoca
cambios significativos en la superficie del alimento cuando se trabaja con tiempos y
potencias de microondas adecuados. El tratamiento industrial por microondas se
halla restringido por sus costos y la necesidad de sintonizar el magnetrón con
diferentes alimentos. La aplicación industrial más importante es la descongelación,
la deshidratación y la terminación del horneado. Para productos de pequeño espesor
como bizcochos, la eficacia del horneado convencional puede mejorarse
sometiéndolos a un tratamiento final por microondas. Los hornos convencionales
para lograr una cocción interna buena provocan cambios de color en la superficie;
esto se debe a que la conductividad térmica del bizcocho va disminuyendo a medida
que se va secando, entonces el tiempo para cocer las partes internas del producto son
excesivamente grandes. Para solucionar esto, a la salida de los túneles de horneo se
instalan unos calentadores por microondas que completan la cocción sin provocar
cambios de color apreciables en la superficie. La utilización de las microondas con
alimentos de elevado contenido de humedad ha tenido menos éxito. Ello se debe a la
escasa profundidad de penetración alcanzada en piezas muy grandes y al efecto
refrigerante que ocasiona la evaporación del agua en la superficie del alimento, que
puede ocasionar la supervivencia de los microorganismos en esta zona.
Ventajas y desventajas en el uso de microondas en el secado
Entre las principales ventajas se pueden citar (Mascheroni, 2006):
Una mayor eficiencia en la difusión de calor y materia
Desarrollo de gradientes internos de humedad que aumentan la
velocidad de secado
39
Posibilidad de trabajar a menores temperaturas superficiales
Mejora en la calidad de producto obtenido
Y entre las desventajas:
Calentamiento no uniforme del producto
Costos de instalación altos
Eficiencia energética baja
No obstante el secado con microondas se considera viable para alimentos que
requieren tiempos de secado cortos y una producción significativa. Es decir aquellos
alimentos a los cuáles debe eliminarse una baja cantidad de agua. Asimismo, se
puede utilizar el secado con microondas en aquellos productos que tienen riesgo de
formación de costra en su superficie. Por otra parte, el costo del secado combinado
puede reducirse cuando se usa el secado por microondas junto con otro método de
menor costo.
II.3 SECADO COMBINADO
La utilización del secado por aire caliente como tratamiento térmico único, en todas
sus variantes, permite procesar cualquier producto alimenticio para la obtención de
un producto final estable. Sin embargo produce en los alimentos algunas
transformaciones que pueden atentar con su calidad final. Entre ellas podemos
mencionar: alteraciones en la forma y la textura del producto; composición y
estructura no uniforme, cambios de sabor y aroma, modificación del color,
degradación de componentes nutricionales, mala capacidad de rehidratación, etc.
(Mascheroni, 2006).
El objetivo del uso de métodos combinados de secado se centra en tres aspectos
fundamentales:
40
1. Mejora de la calidad caracterizada por una o más de las siguientes
propiedades:
Mínima degradación química
Cambios de estructura y textura poco significativos
Mínima variación de sabor y aroma
Obtención del color deseado
Control preciso del contenido de humedad
2. Protección del medio ambiente encarada a través de:
Minimización del uso de energía en el proceso
Reducción de las pérdidas de producto en las corrientes de efluentes
3. Consideraciones económicas entre las que se incluyen:
Reducción de costos
Desarrollo de equipos simples, confiables y que requieran poca mano
de obra
Minimización de la proporción de productos fuera de especificación
Desarrollo de procesos estables capaces de operar en forma continua
Actualmente se emplean diferentes modos de secado combinado que incluyen
generalmente dos y raras veces tres de algunas de estas opciones:
Secado convectivo con aire caliente
Secado a presión reducida
Deshidratación osmótica
Calentamiento por microondas
Calentamiento por radio frecuencia
41
En el presente trabajo se empleó la deshidratación osmótica como pretratamiento y
luego se secó combinando microondas con convección con aire caliente. También se
analizó el secado utilizando solamente microondas.
42
II.4 DETERMINACIÓN DEL TIEMPO DE VIDA ÚTIL DE UN ALIMENTO
El agua resulta esencial para los procesos de los seres vivos debido a las diversas
funciones que desempeña. Asimismo, es un componente mayoritario en casi todos
los alimentos, en donde contribuye de manera determinante en las características de
textura, apariencia, sabor, etc. Además, es un factor muy importante en el deterioro
de alimentos por el papel que desempeña en distintas reacciones químicas y
enzimáticas así como en el desarrollo microbiano (Fennema, 1985). El agua juega
un rol muy importante en la velocidad con que se deterioran los alimentos. Es por
ello que el concepto de actividad de agua es ampliamente usado en la preservación
de alimentos y es útil para mejorar procesos y diseñar nuevos productos. La
actividad de agua es la relación de la presión parcial de vapor de agua del alimento
dividida
por la presión de vapor del agua pura, ambas medidas a la misma
temperatura. Su valor varía entre 0 y 1. La actividad de agua permite predecir la
estabilidad de los alimentos. Es fundamentalmente importante en la predicción de la
estabilidad microbiológica de alimentos concentrados y semihúmedos (Chirife y
Buera, 1994). Aunque el contenido de humedad de un alimento puede ser un factor
indicativo de su propensión al deterioro, también se observa que diferentes
alimentos con el mismo contenido de humedad pueden ser muy diferentes en cuanto
a su estabilidad. El contenido de humedad es insuficiente para indicar la
perecibilidad de un alimento al no tomar en cuenta las interacciones del agua con
otros componentes del mismo. Scott (1957) introduce entonces, el concepto de
actividad de agua para indicar la estabilidad de un producto y tener en cuenta la
interacción del agua con otros constituyentes del alimento en condiciones de
equilibrio termodinámico. Por consiguiente, la actividad de agua puede ser
considerada una medida indirecta del agua que está disponible en un producto para
participar en diferentes reacciones deteriorativas y en el crecimiento microbiano.. En
el equilibrio, la actividad de agua está relacionada con el contenido de humedad de
un alimento por medio de una isoterma de adsorción. Los productos perecederos
frescos tienen una alta actividad de agua, normalmente superior a 0,98; mientras que
43
alimentos secos y estables tienen una actividad de agua inferior a 0,6. Los productos
con actividad de agua intermedia presentan estabilidad variable (Labuza, 1980).
Para actividades de agua menores de 0,9 el crecimiento de la mayoría de las
bacterias, incluídas las patógenas se inhibe; excepto el caso de la Staphilococcus
aureus que puede crecer a actividades de agua de 0,86 en aerobiosis. La
contaminación por hongos y levaduras, no obstante, puede ocurrir en un rango de
actividad de agua mucho más amplio, pudiendo algunos crecer a actividades de agua
tan bajas como 0,60.
La preservación de alimentos por métodos combinados se basa en la aplicación de
factores de estrés que conducen a la inhibición de crecimiento y/o la muerte de la
comunidad microbiológica como así también a la prevención del establecimiento de
otras comunidades (Boddy y Wimpenny, 1992). Los factores principales que afectan
la superviviencia y el crecimiento microbiano en alimentos y que constituyen la
mayoría de los procesos de conservación se agrupan en las siguientes categorías de
acuerdo a la clasificación de Mossel e Ingram (1955); Mossel (1983) y Gould
(1992), adaptada por Alzamora (1997)
Factores intrínsecos, aquellos factores físicos o químicos que actúan dentro
del alimento
Factores de procesamiento, los que se aplican a un alimento para conservarlo
Factores extrínsecos, los que actúan fuera del alimento que pueden
controlarse durante el almacenamiento
Factores implícitos y microbianos dependientes de la naturaleza de los
microorganismos per se y de sus interacciones
Efectos netos que se refieren a los efectos interactivos de los otros factores
En la Tabla II.2 se presentan los factores principales que afectan a la ecología
microbiana de los alimentos
44
Tabla II.2 Factores principales que afectan la ecología microbiana de los alimentos (Alzamora, 1997)
Factores intrínsecos
Químicos
Factores intrínsecos
Físicos
Factores
de
procesamiento
Factores extrínsecos
Factores microbianos e
implícitos
Efectos
Netos
Nutrientes
Actividad de agua
Cambios en el número
de microorganismos
Temperatura
Microorganismos
presentes
Interacciones entre
factores
Naturaleza de los
solutos
Viscosidad
pH y capacidad buffer
Microestructura
Humedad relativa
Velocidades y fases
“lag” de crecimiento
Potencial de óxidoreducción
Compartamentalización
Presencia de
conservadores y otras
sustancias
antimicrobianas
Hielo y efectos de la
crioconcentración
Cambios en el tipo de
microorganismos
Cambios en la
composición del
alimento
Cambios en la
microestructura de
alimentos
45
Presión parcial de
oxígeno
Efectos sinérgicos
Presencia de otros gases
Efectos antagónicos
Muchos de los métodos de conservación de alimentos se basan en la
manipulación de uno o más factores para impedir el desarrollo microbiano (por
ej: esterilización, congelación, pasteurización, deshidratación, etc). Las
tecnologías de factores combinados incorporan además de la refrigeración,
múltiples
barreras
(acidificación,
reducción
de
actividad
de
agua,
conservadores, atmósferas modificadas, etc.) para inhibir o reducir la
reproducción de microorganismos. En el caso de los alimentos tratados
térmicamente, se utilizan factores coadyuvantes para reducir la letalidad del
proceso (Alzamora y col., 1992; Ray, 1992). La Tabla II.3 (Adaptada por
Alzamora y elaborada por Gould y Ray, 1992) detalla los principales métodos
de conservación de los alimentos, los factores en que están basados y su efecto
en los microorganismos.
46
Tabla II.3 Principales métodos de conservación de alimentos y su acción
sobre microorganismos
Método
Factor/es
Efectos en los
microorganismos
Esterilización
Tratamiento térmico
Inactivación de todas las células
vegetativas y esporas de
microorganismos patógenos
Inactivación de células
vegetativas patógenas y de la
mayoría de no patógenas.
Requiere refrigeración u otro
factor para retardar el crecimiento
de los microorganismos vivientes
Pasteurización
Tratamiento térmico
Radurización, radicidación
y radapertización
Radiaciones ionizantes
Inactivación de microorganismos
en una extensión dependiente de
la dosis utilizada
Aplicación de altas
presiones hidrostáticas
Presión hidrostática
Inactivación de células
vegetativas
Deshidratación
(aw <0,60)
Reducción de actividad de
agua (aw)
Inhibición del crecimiento de
microorganismos e inactivación
de algunas células vegetativas
Aplicación de pulsos de alto
voltaje
Shock eléctrico
Inactivación principalmente de al
células vegetativas
Congelación
Baja temperatura,
reducción de la actividad
de agua
Inactivación de algunas células
vegetativas e inhibición del
crecimiento de las células
sobrevivientes
Refrigeración
Baja temperatura
Inhibición del crecimiento de
mesófilos y termófilos y
disminución de la velocidad de
crecimiento de psicrótrofos
47
Tabla II.3 Principales métodos de conservación de alimentos y su acción
sobre microorganismos (continuación)
Método
Factor/es
Efectos en los
microorganismos
Atmósferas modificadas
(vacío, nitrógeno y
refrigeración)
Baja concentración de
oxígeno
Inhibición del crecimiento de
aerobios, retardando la
refrigeración el crecimiento
de anaerobios y facultativos
Atmósferas modificadas
enriquecidas con CO2
Incremento de la
concentración de CO2
Inhibición del crecimiento de
microorganismos específicos
Acidificación (agregado de
ácidos o fermentación
láctica o acética)
Reducción de pH
Inhibición del crecimiento de
bacterias patógenas y gramnegativas; hongos y levaduras
son menos susceptibles
Fermentación alcohólica
Incremento en la
concentración de etanol
Reducción de la velocidad de
crecimiento de
microorganismos
Adición de conservantes
(propionato, benzoato,
sorbato, nitrilos, sulfitos,
antibióticos, nisina,
pimaricina, etc)
Conservante
Inhibición del crecimiento de
microorganismos específicos,
en algunos casos efecto
bactericida y fungicida
Adición de enzimas
(oxidasas, lisozima, glucosaoxidasa, catalasa, etc)
Enzimas
Inhibición del crecimiento e
inactivación de
microorganismos de acuerdo
a la enzima utilizada
Emulsificación
Control de la
microestructura, limitación
de nutrientes
Inhibición del crecimiento de
microorganismos
La utilización de varios métodos de conservación en un mismo producto y por
lo tanto una combinación de los factores mencionados, como por ejemplo la
reducción de la actividad de agua, una baja concentración de oxígeno y
48
temperatura pueden inhibir el crecimiento de microorganismos y prolongar de
esta manera, el tiempo de vida útil del alimento.
II.5 ENVASADO EN ATMÓSFERA MODIFICADA
Desde la antigüedad el control del deterioro de los alimentos ha sido un
desafío para el hombre. Los iniciales métodos de preservación fueron el
secado, el ahumado y el salado. Posteriormente, se desarrollaron otras
tecnologías como la congelación, la refrigeración, la pasteurización, el uso de
aditivos químicos, etc. El advenimiento de las nuevas formas de
comercialización a través de cadenas de supermercados requirió de la
extensión de la vida útil de los alimentos. Asimismo la creciente demanda de
los consumidores de productos naturales sin agregado de conservantes condujo
al envasado en atmósferas modificadas con el propósito de preservar los
alimentos.
El envasado en atmósfera modificada, MAP (Modified Atmosphere
Packaging) es una tecnología que consiste en sustituir la atmósfera de aire que
rodea el alimento dentro del envase por un gas o mezcla de gases. La
composición de la atmósfera dependerá de la naturaleza del producto a
envasar. Algunas de las ventajas que presenta esta tecnología son:
Prolongar el tiempo de vida útil del alimento
Prevenir el deterioro por microorganismos
Prevenir los procesos de oxidación (oxidación de lípidos, decoloración
de pigmentos)
Protección de nutrientes (vitaminas y proteínas)
Protección física del producto
Permite usar refrigeración en lugar de congelación
Disminuir la velocidad de respiración de frutas y hortalizas, retardando
la maduración y la senescencia
Mejora en la presentación del producto que se puede traducir en un
incremento en las ventas
49
El envasado en atmósfera modificada constituye un sistema y como tal
requiere de varios factores para que resulte efectivo. Éstos son:
Temperatura. Esta tecnología no reemplaza a un buen control de temperatura
de almacenamiento del producto
Calidad La calidad inicial del producto es primordial. Se debe mantener una
higiene adecuada y buenas prácticas de manufactura durante todo el proceso
que reciba el producto y durante el envasado. Para garantizar la seguridad de
los alimentos envasados en atmósfera modificada es deseable y conveniente
aplicar un sistema de Análisis de Riesgos y Puntos Críticos de Control
(HACCP)
Mezcla de gases La adecuada elección de los gases y la composición de la
mezcla de gases a usar es una de las claves del éxito del envasado. Los
principales gases usados son:
Dióxido de Carbono, CO2 Actúa como inhibidor del crecimiento microbiano
según dos mecanismos: uno de ellos es el de disminuir el pH y el otro es el de
interferir en los sistemas enzimáticos. El CO2, al ser soluble en agua se
disuelve en el agua que contiene el alimento y disminuye el pH interno de los
tejidos, afectando el sistema de transporte de la células (H+/K+), provocando
un desbalance del metabolismo.
Nitrógeno Es un gas inerte de baja solubilidad en agua que puede desplazar el
oxígeno y así evitar reacciones de oxidación y de deterioro por
microorganismos aerobios. También presenta propiedades físicas como la de
evitar el aplastamiento del producto en caso de realizarse vacío en el envasado
Oxígeno Es usado para mantener el color rojo de las carnes y en productos
frutihortícolas para evitar la respiración en anaerobiosis
50
La relación volumen de gas a volumen de producto es también un factor muy
importante. En la mayoría de las aplicaciones está en el rango de 3:1 a 1:1.
Materiales
Las propiedades a tener en cuenta para la selección son:
Permeabilidad de los gases (O2, CO2 y N2)
Permeabilidad al vapor de agua y aromas
Sellabilidad
Propiedades físicas (resistencia a la tracción, al punzonado)
Termoformabilidad
Los materiales usados son laminados o coextrudados de dos o más materiales,
en los cuales, los materiales simples que lo constituyen proporcionan al
conjunto sus propiedades individuales. Muchos y diversos son los materiales
utilizados en el envasado. Entre ellos se hallan los polietilenos, el
polipropileno, el poliestireno, el poliéster, el etilen vinil alcohol (EVOH), las
poliamidas, el policloruro de vinilideno (PVDC), etc. A continuación se
describen algunas características de algunos de los mencionados
EVOH (Etilen vinil alcohol)
Es excelente barrera a los gases. A consecuencia de la presencia de grupos
oxhidrilos en su estructura molecular, las resinas de EVOH son higroscópicas
(absorben humedad) afectando sus propiedades de barrera. Esta característica
requiere la selección de polímeros estructurales en el diseño de las láminas
multicapas coextrudadas, que sirvan de protección para lograr una menor
absorción de humedad
51
Otras propiedades distintivas
Alta resistencia mecánica
Elasticidad
Excelente resistencia a la abrasión
Resistencia a aceites y solventes orgánicos
Poliamida
Es barrera al oxígeno y sumamente higroscópico. Al absorber humedad pierde
sus propiedades de barrera, por ello, se complementa generalmente con otro
material como el polietileno de baja densidad por sus buenas características de
soldadura y barrera a la humedad. La incompatibildad química y la diferencia
de propiedades hidrófilas hacen imposible la adhesión poliamida/polietileno
por lo que es necesario introducir un adhesivo entre ambos. Las poliamidas
utilizadas para lámina por lo general son copolímeros de poliamida 6 y 66 o
poliamida 6 y 12. La necesidad de un copolímero es para mejorar las
condiciones de proceso, ópticas y evitar el efecto “curling” o enrollamiento de
la película cuando la lámina es de 3 capas.
Las poliamidas también ofrecen excelentes características mecánicas tales
como tenacidad y resistencia a las pinchaduras.
PVDC (Policloruro de vinilideno)
Buena barrera a los gases, al vapor de agua y a la mayoría de los aromas. Es un
polímero altamente cristalino.
Polietileno
52
Existen de diferentes densidades: PEBD (polietileno de baja densidad) y
PEAD (polietileno de alta densidad). El polietileno es impermeable al vapor de
agua.
Su permeabilidad varía según los gases como puede apreciarse en las Tablas
II.4 y II.5:
Tabla II.4 Permeabilidad de gases en láminas de PEBD
Condiciones espesor
T: 25 °C
e: 25 µm
Permeabilidad
al N2
(mL/(m2 día
atm))
PEBD
Permeabilidad al
O2
(mL/(m2 día
atm))
Permeabilidad al
CO2
(mL/(m2 día atm))
2800
7900
42500
Tabla II.5 Permeabilidad de gases en láminas de PEAD
Condiciones espesor
T: 25 °C
e: 25 µm
Permeabilidad
al N2
(mL/(m2 día
atm))
PEAD
Permeabilidad al
O2
(mL/(m2 día
atm))
Permeabilidad al
CO2
(mL/(m2 día atm))
660
2900
9100
Datos Hitoshi Suzuki, 1977
Permeabilidad de las películas poliméricas
Los componentes gaseosos pueden ser transportados a través de la matriz del
polímero por permeación activa, la que consiste en la disolución del gas en la
superficie del polímero, su difusión a través de la película y luego su desorción
en su otra superficie o superficie posterior. Es por ello que la permeabilidad
activa puede expresarse como el producto de la solubilidad del gas en el
polímero y la difusividad del gas en él. Sin embargo, los gases pueden fluir
53
también a través de microporos en películas poliméricas no sólo por
mecanismos difusivos sino también por convectivos. (Mannapperuma y col.,
1989).
El movimiento de un gas o vapor a través de un material polimérico puede ser
descripto por el modelo solución-difusión propuesto por Graham.
Primera ley de Fick
F -D
dC
dx
(II.45)
Donde:
F = flujo de una sustancia que difunde a través de un área
unitaria del polímero por unidad de tiempo
D = coeficiente de difusión
dC
= gradiente de concentración en la dirección x
dx
En el estado estacionario, la integración de la ecuación anterior resulta:
F
- D (C 2 C1 )
L
(II.46)
Donde:
L = espesor de la película
C2 y C1: concentración del gas en las superficies posterior y
anterior de la película, respectivamente
La cantidad de permeante, Q que pasa a través de una película de área A y
espesor L luego de un tiempo t es:
Q
- D A tC 2 C1
(II.47)
L
Considerando la Ley de Henry
54
S
C1 C 2
p1 p 2
(II.48)
Donde:
S = coeficiente de solubilidad
p 1, p 2: presiones correspondientes a las concentraciones C1 y
C2, respectivamente, a la temperatura de trabajo
Reemplazando esta expresión en la ecuación (II.47) se obtiene:
Q
- D S A t (p2 p1 )
L
(II.49)
El producto D x S se denomina coeficiente de permeabilidad
P D S
QL
A t p
(II.50)
En el envasado en atmósfera modificada se requiere hacer una distinción entre
los productos que respiran y los que no lo hacen. Además debemos tener en
cuenta la velocidad de respiración de los distintos productos. En general, los
frutihortícolas deshidratados presentan tasas respiratorias inferiores a los 5 mg
CO2 / (kg h) a una temperatura de 5 °C, aproximadamente. En este caso se
pueden emplear materiales de envase con bajas permeabilidades al oxígeno ya
que su velocidad de respiración es considerablemente inferior a la
correspondiente a los frutihortícolas frescos
55
Objetivos
III. OBJETIVOS
Los objetivos del trabajo son:
Generales
Estudiar las cinéticas de deshidratación osmótica y secado combinado: microondas
y convección con aire caliente de las papas.
Específicos
1. Determinar las condiciones más favorables para la deshidratación osmótica de
las papas. Se procurará obtener la mayor pérdida de agua del producto (cubos
de papas) preservando las características sensoriales adecuadas del mismo
(color, sabor, aroma y textura). Para ello se trabajará variando la concentración
de sacarosa en 10%, 20%, 30%, 40% y 50% m/m y la concentración de sal en
5%, 10% y 20% m/m. La relación masa de solución a masa de papa se variará
entre 1,6, 4 y 10. Se analizará también cómo influye la modificación de la
temperatura (30 y 40 ºC) y el tamaño de los cubos (0,6; 1 y 1,2 cm de lado) en la
deshidratación osmótica.
2. Una vez obtenidas las condiciones más favorables, se reemplazará la sacarosa
por xilitol, usando la misma concentración hallada en el ítem 1.
3. En la etapa siguiente se llevará a cabo el secado combinado de las papas luego
del pretratamiento con deshidratación osmótica en solución acuosa de xilitol y
sal. Se desarrollarán las actividades que se enuncian a continuación:
a) Análisis de la concentración más adecuada de sal que enmascare el
dulzor del xilitol
b) Evaluación del tiempo de deshidratación osmótica para alcanzar una
pérdida de agua adecuada antes del secado combinado (por microondas
y convección con aire caliente simultáneamente).
c) Elección de la potencia en el secado combinado y del tiempo de
tratamiento, que resultan en una mejora en la calidad del producto final
obtenido, considerando las características sensoriales (color, aroma y
sabor) y de rehidratabilidad.
4. Modelado de la deshidratación osmótica por medio de modelos basados en la
solución analítica de la segunda Ley de Fick aplicados sobre los datos
experimentales y, determinación de los coeficientes de difusión. Los valores
obtenidos se contrastarán con los encontrados en la literatura y con los obtenidos
considerando una cinética de secado de primer orden.
5. Modelado de la deshidratación osmótica por métodos empíricos que
correlacionan directamente la pérdida de agua y la ganancia de sólidos con
algunas variables representativas del proceso como puede ser el tiempo mediante
ecuaciones muy simples (Peleg, Azuara, Hawkes y Flink, cinética de primer
56
orden, modelo polinomial y Raoult-Wack). Los parámetros obtenidos dependen
de las condiciones de operación: concentración de solutos en la solución, la
temperatura, el nivel de agitación, el tamaño del producto, etc.
6. Modelado del secado por microondas. Se ajustarán las curvas de secado con
distintos modelos matemáticos: lineal, exponencial, potencial, logarítmico y
polinómicos de diferentes grados.
7. Evaluación de los índices de calidad del producto (sabor y rehidratabilidad)
luego del secado combinado en busca de condiciones óptimas para el proceso
combinado.
8. Envasado en atmósfera modificada (30 % de CO2 y 70 % de N2) y
determinación de su tiempo de vida útil luego del análisis de los resultados
microbiológicos del producto.
9. Estudio de las estructuras de las papas a diferentes tiempos de tratamientos
durante la deshidratación osmótica, el secado por microondas y el secado
combinado a través de microscopía electrónica de barrido ambiental.
57
Parte Experimental
IV. PARTE EXPERIMENTAL
IV.1 MATERIALES
La papa (nombre científico: Solanum tuberosum) es una especie perteneciente a
la familia de las Solanáceas, originaria de América del Sur y cultivada en todo el mundo
por sus tubérculos comestibles. Existen miles de variedades con grandes diferencias de
tamaño, forma, color, textura, cualidades y sabor. La variedad que se usó en este trabajo
es la Spunta, con propiedades muy buenas para hervir o asar y de gran consumo en
nuestro país. Se caracteriza por tener los tubérculos de forma oval y alargados, la piel
suave, la carne amarilla y el tamaño grande. Su rendimiento es muy alto y la madurez
semitemprana (Foto 1).
Foto IV.1 Papas variedad Spunta
Para llevar a cabo las experiencias se seleccionaron papas de tamaño similar.
Los agentes deshidratantes utilizados para elaborar las diferentes soluciones
acuosas empleadas en las distintas experiencias fueron:
Sacarosa: Se utilizó sacarosa comercial, marca Ledesma.
58
Xilitol: En algunas experiencias se reemplazó la sacarosa por xilitol. Es un poliol de
sabor dulce, no cariogénico, buen sustituto de la sacarosa y bajo en valor energético. El
mismo es de 2,4 kcal/kg aproximadamente, inferior al de los hidratos de carbono
asimilables, de 4 kcal/kg. Su poder edulcorante es de 90 si se lo compara con la sacarosa
tomada como referencia, a la que le corresponde un valor de 100.
Se expende con una granulometría muy pequeña, menor que la de la sacarosa.
En las experiencias se empleó xilitol calidad alimenticia, marca Huakang
Pharma, origen china.
Sal (cloruro de sodio): Se empleó sal fina comercial, marca Dos Anclas.
IV.2 MÉTODOS
IV.2.1 Búsqueda de las condiciones de operación para la deshidratación osmótica
a) Preparación de la muestra
Se trabajó con papas, que se pelaron y cortaron manualmente en cubos de 0,6, 1
y 1,2 cm de lado. Estos tamaños se utilizaron porque podrían ser factibles de emplear en
la producción de papas para la elaboración de guisos, juliana de verduras o ensalada
rusa. El exceso de humedad exterior se eliminó mediante secado rápido con papel
tissue.
b) Pesada de las muestras de papas y de los solutos para preparar las soluciones.
Se utilizó una balanza granataria, marca Mettler, modelo P1210 con precisión de 10
mg y máxima pesada, 1200 g para pesar las papas y los solutos para preparar las
distintas soluciones acuosas.
59
c) Ensayos de deshidratación osmótica para analizar el efecto de las distintas variables
sobre la pérdida de peso durante el proceso.
Se prepararon soluciones con mezclas de sacarosa y sal como solutos y agua como
solvente. Se trabajó variando la concentración de sacarosa en 10%, 20%, 30%, 40% y
50% m/m y la concentración de sal en 5%, 10% y 20% m/m. La relación masa de
solución a masa de papa se varió entre 1,6; 4 y 10. Se analizó cómo influía en la
deshidratación osmótica la modificación de la temperatura (30 y 40 ± 0.5 ºC) y el
tamaño de los cubos (0,6; 1 y 1,2 cm de lado). Se realizó la búsqueda de los valores de
estas variables, condiciones de operación, para un mismo nivel de agitación 120-130
rpm, que permiten alcanzar una adecuada pérdida de agua analizando y comparando las
curvas de deshidratación que se presentan en el capítulo V- Análisis de Resultados -.
Asimismo, se estudiaron las variables que afectaban más la pérdida de peso: como el
tiempo, la concentración de sacarosa y la concentración de sal a través de la
optimización con superficies de respuesta. Las superficies de respuesta se obtuvieron
con el programa Statistica, versión 7. Se consideró como criterio de ajuste de la
superficie de respuesta a los datos experimentales, el error medio, ERM:
N
ERM
i 1
Vexpi Vprei 1
(IV.1)
Vexpi
N
Donde:
Vexpi = valor experimental
Vprei = valor predicho por la superficie de respuesta
N = número de datos experimentales
60
IV.2.2. Experiencias de deshidratación osmótica
a) Descripción
El sistema (papas y solución) se colocó en un vaso de precipitado de 2 L y se
agitó a 120-130 rpm en un agitador orbital con controlador de temperatura y una
campana acrílica que permite mantener una temperatura constante en el recinto en
donde se halla el recipiente.
Al inicio de las experiencias se trabajó con una masa de papa de 270 g y una masa de
solución de 1080 g (relación masa de solución/masa de papa igual a 4).
La humedad inicial de las papas frescas se determinó tomando una muestra de 10 g de
papa sin deshidratar y llevándola a estufa (ver procedimiento en IV.1.2.5). A intervalos
de tiempo de 30 min (para la primera medición) y 1 hora para las mediciones
posteriores se extrajeron del vaso de precipitado las papas que se hallaban inmersas en
la solución deshidratante. Se las enjuagó con agua destilada para extraer la sacarosa
adherida a su superficie y se las secó cuidadosamente con papel tissue. Posteriormente,
las papas se pesaron para analizar cómo varía la pérdida de peso en función del tiempo.
Se pesaron en conjunto y luego se separaron 5 g de papa para determinar humedad en
estufa y 20 g de solución para determinar la concentración de sólidos solubles en la
misma (ver procedimiento en IV.1.2.6).
Para elaborar las curvas de secado (pérdida de peso de las papas en función del
tiempo de deshidratación osmótica) se realizaron las correcciones de peso
correspondientes por la masa de muestra que se retiró para cada tiempo de medida.
Las experiencias se llevaron a cabo por triplicado. En el Anexo se explica el
tratamiento que recibieron las réplicas.
En las Foto 2 se pueden apreciar las papas agitándose en el agitador orbital y en
la Foto 3 las papas luego del tratamiento de deshidratación osmótica.
61
Foto IV.2 Agitador orbital y el sistema: papas-solución en su
interior
Foto IV.3 Papas luego del tratamiento de deshidratación
62
b) Condiciones de operación
Las condiciones de operación finales obtenidas en las experiencias de
deshidratación osmótica en solución acuosa de sacarosa fueron:
Concentración de sacarosa: 40 % m/m
Concentración de sal: 10% m/m
Temperatura: 40 °C
Relación masa de solución a masa de papa: 4
Tamaño de cubos: 1 cm de arista
Nivel de agitación: 120-130 rpm
c) Comparación del aspecto de las papas para diferentes tiempos de deshidratación
osmótica y distintas concentraciones de sacarosa luego de transcurridos 15 días en
condiciones ambientales.
Las papas deshidratadas osmóticamente se dejaron en condiciones atmosféricas
para evaluar cambios en su aspecto (variaciones de coloración, observación a simple
vista de deterioro por microorganismos, ataque por hongos, etc.). Se llevaron a cabo dos
experiencias: deshidratación osmótica de papas en solución acuosa con una
concentración de sacarosa del 40 % m/m y del 10 % m/m, respectivamente,
manteniendo las restantes variables constantes: concentración de sal 10 % m/m,
temperatura 40 ºC, relación masa de solución a masa de papa de 4, nivel de agitación de
120-130 rpm y cubos de 1 cm de arista. Se extrajeron muestras de papas durante el
tratamiento a tiempo 1h, 2h, 3h, 4h y 5h para las dos experiencias (40 % m/m y 10 %
m/m de sacarosa en la solución) y se sacaron fotografías de las mismas
63
IV.2.3 Descripción de las experiencias de secado por microondas
Se trabajó en un microondas marca De Longhi, potencia máxima 1000W,
capacidad 25 litros; frecuencia: 2450 MHz, el que se muestra en la Foto 4.
Al inicio de la experiencia se colocó una masa de papa fresca de 270 g en el
microondas. Las papas se distribuyeron de manera concéntrica y dejando un espacio en
el centro (formando una especie de corona) sobre la bandeja. Se trabajó con distintas
potencias: 20%, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % respecto de la potencia máxima
alcanzada por el equipo en las distintas experiencias de secado. Se pesó la masa de papa
total a diferentes tiempos para obtener así las curvas de secado, masa en función de su
variación con el tiempo de secado por microondas: Masa (g) vs t (min). El secado se
continuó hasta obtener peso aproximadamente constante. Las experiencias se realizaron
por triplicado. El tratamiento de las réplicas fue similar al realizado con los datos
experimentales de deshidratación osmótica.
64
Foto IV.4 Equipo de microondas
IV.2.4 Descripción de las experiencias de secado combinado (microondas y convección
con aire caliente) de las papas y pretratamiento con deshidratación osmótica
a)
Análisis de la concentración más adecuada de sal a emplear en el pretratamiento
En el pretratamiento con deshidratación osmótica, antes del secado combinado, se
reemplazó la sacarosa por xilitol y la concentración de sal se modificó manteniendo las
restantes variables en las condiciones de operación establecidas en el item IV.1.2.2 b).
Las papas se deshidrataron osmóticamente durante 1h a dos concentraciones de sal
diferentes 5 % m/m y 10 % m/m. El producto obtenido en los dos casos se evaluó
sensorialmente por un panel no entrenado y también se comparó la pérdida de peso en
ambas experiencias.
65
b) Análisis del tiempo de pretratamiento con deshidratación osmótica
En las experiencias de deshidratación osmótica utilizando una concentración de
xilitol del 40 % m/m y una concentración de sal del 5 % m/m y con las restantes
variables en iguales condiciones a las anteriormente descriptas, se estudió si era más
conveniente deshidratar durante 1 o 2 h analizando la pérdida de peso.
Condiciones de operación de las papas pretratadas con deshidratación osmótica
Finalmente, las papas fueron pretratadas con deshidratación osmótica en
solución acuosa de xilitol en las siguientes condiciones:
Concentración de xilitol: 40 % m/m
Concentración de sal: 5 % m/m
Temperatura: 40 °C
Relación masa de solución a masa de papa: 4
Tamaño de cubos: 1 cm de arista
Nivel de agitación: 120-130 rpm
Tiempo de deshidratación osmótica: 1 h
Descripción de las experiencias de secado combinado de las papas luego del
pretratamiento
Las papas fueron luego llevadas al equipo de microondas, el que se hizo operar
en condiciones de secado combinado, microondas junto con convección con aire
caliente. Se analizaron para el secado combinado las siguientes potencias de
microondas: 40, 50 y 60 % de la potencia máxima del equipo. Estas experiencias se
realizaron por triplicado y el tratamiento de los datos experimentales obtenidos en las
réplicas fue similar al que se dio a los datos de deshidratación osmótica.
66
IV.2.5 Determinación de humedad de las papas
El contenido de humedad se determinó a través de la pérdida de peso por
desecación en estufa. Durante 2 h se las seca a 70 °C y luego a 104 °C por 72 h más. En
un principio el secado se realiza a menor temperatura para evitar la pérdida abrupta de
agua y la pérdida de material por proyección.
IV.2.6 Medición de la transferencia de masa
La evolución de la transferencia de masa con el tiempo se midió a través de la
pérdida de peso (PP); el contenido de sólidos totales (ST); la pérdida de agua (PA); la
ganancia de sólidos (GS) y la concentración de los sólidos solubles en la solución (SS).
Las ecuaciones se detallan a continuación:
m mf
PP(%) 0
m0
100
(IV.2)
m0 = masa inicial de muestra de papa fresca.
mf = masa de muestra deshidratada osmóticamente a tiempo t
mS
ST (%)
m0
x 100
(IV.3)
H(%) 100 ST (%)
(IV.4)
ms= masa de muestra seca para determinado tiempo, t
H (%) = porcentaje de humedad para determinado tiempo, t
67
ST 0
ST
PP
1
PA (%) 1 1
100
100
100
100
(IV.5)
STº= contenido de sólidos totales iniciales
ST= contenido de sólidos totales para determinado tiempo, t
PP ST
ST 0
GS (%) 1
x 100
100
100
100
(IV.6)
La determinación de sólidos solubles en la solución deshidratante se lleva a cabo
evaporando la solución. La masa inicial empleada fue de 20 g. La fórmula para su
cálculo es:
SS
m ss
m is
(IV.7)
donde
mss= masa de sólidos solubles obtenida luego de la evaporación del agua de la
solución
mis = masa inicial de solución empleada.
IV.2.7 Modelado de la deshidratación osmótica
Varios modelos encontrados en la literatura se utilizaron para ajustar los datos
experimentales. En este trabajo se aplicaron los siguientes modelos:
1. Modelos que se basan en la segunda Ley de Fick de la difusión.
68
2. Modelo de Peleg
3. Modelo de Azuara
4. Modelo de Hawkes y Flink
5. Modelo de Raoult-Wack
6. Modelo de cinéticas de primer orden
7. Modelos polinómicos
A partir del primer modelo se determinaron los coeficientes de difusión del agua
y del soluto a distintas concentraciones de sacarosa en la solución. Asimismo, al aplicar
el modelo de primer orden que sólo se usó para analizar la transferencia de agua, se
calcularon los coeficientes de difusión para la misma y luego se compararon con los
obtenidos con el primer modelo.
Se consideró como criterio de ajuste de los modelos a los datos experimentales,
el coeficiente de determinación, R2
N
R2
2
(Vprei V)
i 1
N
(IV.8)
2
(Vexp i V)
i 1
V = promedio de todos los N datos experimentales
N = número de datos experimentales
Subíndices
pre indica valor predicho por el modelo
exp indica valor experimental
i: valor iésimo, cada uno de los N valores
Para la presentación estadística de los coeficientes de difusividad efectivos se
calcularon los coeficientes de variación muestral que miden la variabilidad de los datos
respecto de la media y cuya ecuación es la siguiente:
69
CV = 100 s/X
(IV.9)
donde:
CV= coeficiente de variación muestral
s= desviación estándar o típica que se calcula con la expresión:
N
X
s
X
2
i
i 1
(IV.10)
N
X= promedio muestral que se determina mediante la ecuación:
N
X
X
i
i 1
(IV.11)
N
IV.2.8 Modelado del secado por microondas
Se aplicaron los siguientes modelos para el secado por microondas:
1. Modelo Lineal
2. Modelo Potencial
3. Modelo Exponencial
4. Modelo Logarítmico
5. Modelos Polinómicos (grado 2, 3, 4, y 5)
70
IV.2.9 Modelado del secado combinado (microondas y convección con aire caliente
simultáneo)
En el caso del secado combinado, los datos experimentales se ajustaron con los
modelos:
1. Modelo de Page
2. Modelo de Primer Orden
3. Modelo Exponencial
4. Modelos Polinómicos
IV.2.10 Condiciones de envasado en atmósfera modificada y determinación del tiempo
de vida útil del producto
Las papas deshidratadas por secado combinado (potencia de microondas 60 %
del máximo) y pretratadas por deshidratación osmótica durante 1 hora, utilizando como
agentes deshidratantes: xilitol y sal, 40 % m/m y 10 % m/m en la solución,
respectivamente, fueron luego envasadas en atmósfera modificada: 30 % de CO2 y 70 %
de N2 en bolsas de material multicapa: polietileno-poliamida-polietileno. Luego se
determinó el tiempo de vida útil durante su almacenamiento en refrigeración a 4ºC. Los
ensayos microbiológicos realizados fueron:
Aerobios mesófilos a 30 ºC. Método empleado ICMSF (2000) Edición 2. Método 1.
Anaerobios mesófilos a 30 ºC. Método empleado ICMSF (2000) Edición 2. Método 1.
Enterobacterias Método empleado ICMSF (2000) Edición 2.
Coliformes totales Método empleado AOAC OMA (2000). Edición 18. Método
991.14.
71
Mohos Método empleado ISO (1987) Método 7954.
Levaduras Método empleado ISO (1987) Método 7954.
Clostridios
sulfito
reductores
Método
empleado
APHA-“Methods
for
the
Microbiological Examination of Foods” (1992).
Staphylococcus aureus coagulasa (8) Método empleado ICMSF (2000) Edición 2.
Método 1.
Escherichia coli Método empleado AOAC OMA (2000). Edición 18. Método 991.14.
Los análisis se realizaron en los días 0, 30, 60 y 120 de almacenamiento.
IV.2.11 Microscopía electrónica de barrido ambiental de las papas para estudiar su
estructura y los efectos que provocan en la misma los distintos tratamientos
Se realizó la microscopía electrónica de barrido ambiental a las papas sometidas
a los siguientes tratamientos: deshidratación osmótica, microondas y secado combinado
(secado por microondas y convección con aire caliente), en este último caso luego de
pretratamiento con deshidratación osmótica.
La microscopía electrónica de barrido es una herramienta fundamental en el
estudio de la microestructura de las muestras.
72
a) Principio de funcionamiento y características del microscopio
El principio de funcionamiento del microscopio consiste en un filamento de
tungsteno que se calienta y emite electrones, los que son acelerados por una diferencia
de potencial hacia el cátodo donde se encuentra la muestra. Este haz de electrones se
mantiene en una columna en la que se hace vacío para evitar el choque de los electrones
con las moléculas de gas que podrían dispersarlo. Se usan lentes electromagnéticas para
enfocar y dirigir el haz de electrones sobre la superficie de la muestra contra la que
chocan y producen un haz de electrones secundarios. Éstos son colectados por un
detector secundario y luego interceptan una grilla de tubos de rayos catódicos en la que
se forman los puntos o pixeles que forman la imagen de las microfotografías. La
generación de electrones secundarios depende de la energía que tengan los electrones
primarios, la densidad y de la topografía de la superficie de la muestra
El microscopio electrónico de barrido ambiental se caracteriza porque la muestra
que se encuentra dentro de la cámara se puede observar en 3 modos distintos: alto vacío
(como un microscopio electrónico de barrido convencional), bajo vacío y ambiental.
Cuando se trabaja en modo ambiental permite observar, a diferencia del microscopio
electrónico de barrido convencional que trabaja en vacío en la cámara donde se halla la
muestra, especímenes con alto contenido de humedad debido a que el agua puede
mantenerse en fase líquida ya que en los alrededores de la muestra se puede conservar
una atmósfera saturada con vapor. La presión de vapor de agua de saturación varía de
609 Pa en el punto de congelación hasta 2000 Pa a temperatura ambiente. La cámara
donde se halla la muestra está separada de la columna óptica por donde pasa el haz de
electrones incidentes. En la Foto IV se muestra este microscopio
73
Foto IV.5 Microscopio electrónico de barrido ambiental
Se trabajó con un microscopio electrónico de barrido ambiental, marca Philips,
modelo XL 30. Las muestras se sometieron a una atmósfera con 45 % de humedad
relativa, temperatura de 5 ºC y una presión de 3 torr y se analizaron al natural sin
tratamiento de recubrimiento de superficie como lo requiere el microscopio electrónico
convencional.
74
Análisis de Resultados
V. ANÁLISIS DE RESULTADOS
V.1. BÚSQUEDA DE LAS CONDICIONES DE TRABAJO
Se realizó la búsqueda de las condiciones óptimas de trabajo (concentración de
sacarosa, de sal, temperatura, relación masa de solución a masa de papa, tiempo de
deshidratación, etc.) durante la deshidratación osmótica. Es decir se buscó el valor de
las anteriores variables que maximizan la pérdida de peso (PP), incrementando la
pérdida de agua (PA) y minimizando la ganancia de sólidos (GS) (ecuación V.1). A
continuación se estudiaron cada una de estas variables y sus efectos sobre el fenómeno
de deshidratación. Para ello se modificaron cada una de las variables que se deseaban
analizar manteniendo las restantes constantes.
PP = PA – GS (V.1)
V.1.1 Estudio de la concentración
Tanto la concentración como la composición de la solución deshidratante
influyen en la velocidad de deshidratación osmótica del producto, en la pérdida de peso
en función del tiempo
a) Concentración de sacarosa
Para analizar cómo influye en la deshidratación osmótica la modificación en la
concentración de sacarosa en la solución, se varió la misma en un rango de valores de
10 % m/m a 50 % m/m pero se mantuvo constante la concentración de sal en un 10 %
m/m; la relación masa de solución a masa de papa, R, igual a 4; la temperatura en 40
°C; el nivel de agitación en 120-130 rpm y el lado (la arista) de los cubos de las papas
de 1 cm. Se consideró como valor máximo 50 % m/m ya que a concentraciones
superiores la sacarosa es más difícil de disolver a una temperatura de 40°C y la solución
se torna muy viscosa y por lo tanto se dificulta su agitación. Además, según algunos
investigadores (Teles y col., 2006; Ferrari y Hubinger, 2008) cuando se trabaja con
concentraciones de sacarosa muy elevadas, superiores a 50 % m/m, el exceso de
75
sacarosa forma una costra superficial sobre el producto y podría actuar como barrera no
sólo para la transferencia de sólidos sino también para la difusión del agua. El espesor
de la capa superficial formada depende de varios factores; entre ellos la agitación de la
solución y la concentración de sacarosa de la misma. Cuando el producto esté inmerso
en una solución de concentración muy elevada, mayor será el espesor de la capa. En
consecuencia el egreso de agua y el ingreso/egreso de sólidos del producto resultan más
afectados.
En la Figura V.1 se puede apreciar que la velocidad de deshidratación osmótica,
pendiente en el gráfico de pérdida de peso en función del tiempo, aumenta con el
incremento en la concentración de sacarosa. También se puede inferir que la mayor
pérdida de peso se produce aproximadamente durante las dos primeras horas de
deshidratación osmótica para todas las concentraciones de sacarosa ensayadas. El
producto pierde mayor cantidad de agua cuando se halla inmerso en las soluciones de
concentración en sacarosa elevadas debido a que la fuerza impulsora, diferencia entre
las presiones osmóticas en el interior del producto y la solución, es más apreciable. La
pérdida de agua es más significativa que la ganancia de sólidos (Conway et al., 1983),
ya que como mencionamos precedentemente, se forma una capa de sólidos sobre las
papas que impide el ingreso de solutos pero no la salida del agua, para las
concentraciones estudiadas. Este fenómeno está relacionado con la diferencia de tamaño
molecular y la selectividad de la membrana o pared celular que permite pasar a algunas
moléculas y a otras no. A menor concentración de sacarosa en la solución, el flujo de
agua desde el alimento hacia la solución es menor y por lo tanto el flujo de soluto que
circula en contracorriente desde la solución hacia la papa puede tener menor
impedimento para poder ingresar a la misma y entonces la ganancia de solutos es
superior en el producto. Este fenómeno denominado impregnación se puede observar en
las Figuras V.2 y V.4 en que la pérdida de peso luego de las 2 h comienza a disminuir
levemente, especialmente para las soluciones de concentración en sacarosa inferiores.
Cuanto menor es la concentración en sacarosa de la solución y el tiempo transcurrido de
deshidratación osmótica es superior parecería ser más pronunciado el descenso
observado en la pérdida de peso, debido a la ganancia de sólidos por parte del producto,
como puede apreciarse en la Fig. V.8 (Ganancia de sólidos en función del tiempo). Si
bien esta variación en la pérdida de peso no parece ser muy significativa, como se
observa en la Figura V.4 (Pérdida de peso, pérdida de agua y ganancia de solutos
76
(sólidos) en función del tiempo para una solución de concentración de sacarosa del 10
% m/m y concentración de sal del 10 % m/m).
Pérdida de Peso (%)
60
50
40
30
20
50
40
30
20
10
10
0
0
1
2
3
4
%
%
%
%
%
sacarosa
sacarosa
sacarosa
sacarosa
sacarosa
5
y
y
y
y
y
10
10
10
10
10
%
%
%
%
%
sal
sal
sal
sal
sal
6
Tiempo (h)
Figura V.1 Pérdida de peso en función del tiempo para distintas concentraciones de sacarosa,
concentración de sal 10 % m/m, R=4, T=40 ºC, nivel de agitación 120-130 rpm y cubos de 1 cm de arista
Si se compara la pérdida de peso, la pérdida de agua y la ganancia de solutos
para dos concentraciones de sacarosa diferentes en la solución deshidratante (10 % m/m
vs 40 % m/m) se puede inferir que a altas concentraciones de sacarosa se alcanzan
pérdidas considerables de peso y de agua junto con una ganancia de solutos baja
(Conway y col., 1983; Hawkes y Flink, 1982; Islam y Flink, 1982; Ponting y col.,
1966). En contraste, a bajas concentraciones de sacarosa en la solución deshidratante la
pérdida de peso y de agua resultante es menor y se favorece la ganancia de sólidos. El
uso de solutos de alto peso molecular como la sacarosa incrementa la pérdida de agua a
expensas de una disminución en la ganancia de sólidos. El agregado de un soluto iónico
como el cloruro de sodio a la solución junto con la sacarosa produce un efecto de
deshidratación sinérgico ya que la fuerza impulsora para la transferencia de masa
aumenta al bajar la actividad de agua de la solución por efecto de la sal agregada.
En la Figura V.2 se muestra la pérdida de agua, la pérdida de peso y la ganancia
de solutos (sólidos) en función del tiempo para la deshidratación osmótica de papas de
cubos de 1 cm de arista en una solución de sacarosa del 40 % m/m y de sal del 10 %
m/m, relación masa de solución a masa de papa de 4 y temperatura de 40 ºC durante 11
77
h. La pérdida de agua es del 56,8 % de su valor inicial a las 2 h, luego se mantiene en un
rango de (57-58%) en el tiempo restante que dura la experiencia. La ganancia de sólidos
aumenta con el tiempo hasta alcanzar un 10 % aproximadamente a las 11 h. La pérdida
de peso, diferencia entre la pérdida de agua y la ganancia de sólidos alcanza su valor
máximo, 50,3 % a las 2 h y después disminuye levemente hasta un valor de 49 % a las 4
h y de 42,2 % a las 11 h. Podemos concluir que luego de dos horas de deshidratación
osmótica la pérdida de peso desciende levemente en el tiempo hasta alcanzar las 11 h
totales de deshidratación osmótica.
(%) 70
60
50
40
Pérdida de agua
Pérdida de peso
Ganancia de solutos
30
20
10
0
0
1
2
3
4
5
6
7
8
9
10 11 12
Tiempo (h)
Figura V.2 Pérdida de peso, pérdida de agua y ganancia de solutos (sólidos) en función del tiempo para
una solución de concentración de sacarosa del 40 % m/m y concentración de sal del 10 % m/m, R=4,
T=40 ºC, nivel de agitación 120-130 rpm y cubos de 1 cm de arista
En la Figura V.3 se exhibe la humedad retenida por la papa durante la
experiencia de deshidratación osmótica, desde un valor inicial en la papa fresca de 83,5
% (base húmeda) hasta un valor final de 48,8 % (base húmeda), luego de 11 horas de
deshidratación, con una pérdida de humedad del 42 % respecto de su valor inicial. La
mayor variación en la humedad se presenta durante las primeras dos horas, en
concordancia con la tendencia mostrada por la pérdida de peso.
78
Humedad (%)
90
80
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
9
10 11 12
Tiempo (h)
Figura V.3 Humedad de la papa en función del tiempo durante la deshidratación osmótica para una
solución de concentración de sacarosa del 40 % m/m y concentración de sal del 10 % m/m, R=4, nivel de
agitación 120-130 rpm, T=40 ºC y cubos de 1 cm de arista
En la Figura V.4 se puede apreciar la variación en la pérdida de peso, la pérdida
de agua y la ganancia de solutos (sólidos) para el caso de una concentración en sacarosa
de 10 % m/m en la solución deshidratante durante 4 horas. En las primeras dos horas se
produce un 51 % de pérdida de agua y en el tiempo restante se mantiene en el rango de
51-48 %. La ganancia de solutos alcanza un valor de 20,53 % al final de la experiencia.
Este valor es apreciablemente superior respecto del obtenido cuando la concentración de
sacarosa en la solución deshidratante es de 40 % m/m, que en esta ocasión es de 8,32 %
a las 4 h de deshidratación osmótica.
A partir de los datos experimentales obtenidos se puede inferir que cuando el
propósito en la deshidratación osmótica de un producto es maximizar la pérdida de
agua, y se quiere limitar la impregnación del mismo sólo a las capas externas, es
conveniente usar altas concentraciones de solución (del orden de 40-50 % m/m, no
superiores) y tiempos de deshidratación osmótica cortos (entre 1 y 2 h).
Si lo que se desea es la impregnación del producto es más conveniente emplear
una concentración relativamente baja y tiempos largos de deshidratación. Los resultados
concuerdan con los alcanzados por Genina Soto et al (2001).
79
(%)
60
50
40
30
20
Pérdida de agua
Pérdida de peso
10
Ganancia de soluto
0
0
1
2
3
4
5
Tiempo (h)
Figura V.4 Pérdida de peso, pérdida de agua y ganancia de solutos (sólidos) en función del tiempo para
una solución de concentración de sacarosa del 10 % m/m y concentración de sal del 10 % m/m, R=4,
nivel de agitación 120-130 rpm, T=40 ºC y cubos de 1 cm de arista
La humedad retenida por la papa es siempre mayor cuando se deshidrata en una
solución osmótica de menor concentración en sacarosa ya que se deshidrata menos. La
pérdida de humedad alcanzada es de 13.70 % respecto de su valor inicial cuando se
trabaja con una solución osmótica de 10% m/m de sacarosa y 10 % m/m de sal. Este
valor es apreciablemente menor si se compara con el obtenido al deshidratar el producto
en una solución de 40 % m/m de sacarosa y 10 % m/m de sal que es de 42,2 %. Este
fenómeno puede observarse en la Figura V.5 en la que se presentan los datos
experimentales de humedad de la papa en función del tiempo para distintas
concentraciones de sacarosa en la solución (10 % m/m y 40 % m/m) y restantes
variables similares a las condiciones de operación finales (IV.1.2.2.b).
80
Hum edad (%)
90
80
70
60
50
40
30
20
10
0
40 % de sacarosa y 10 % de sal
10 % de sacarosa y 10 % de sal
0
1
2
3
Tiempo (h)
4
5
Figura V.5 Humedad de las papas en función del tiempo para distintas concentraciones de sacarosa en la
solución (10 % m/m y 40 m/m), concentración de sal 10 % m/m, relación masa de solución a masa de
papa de 4, temperatura de 40ºC, nivel de agitación 120-130 rpm y cubos de 1 cm de arista
b) Concentración de sal
En otras experiencias, la concentración de sal se modificó a las siguientes
concentraciones: 5%, 10% y 20%, manteniendo constante la concentración de sacarosa
en la solución e igual a 40 % m/m y las restantes variables en los valores de los
anteriores ensayos. En la Figura V.6 se aprecian los resultados. La mayor pérdida de
peso se presenta a la mayor concentración de sal, 20 % m/m. Considerando la posible
aceptabilidad del producto tratado bajo estas condiciones de operación y luego de
analizar las pruebas sensoriales se pudo verificar que a esta concentración el producto
resulta muy salado. Sin embargo, cuando se utiliza una concentración de sal del 10 % el
sabor es aceptable.
81
Pérdida de Peso (%)
70
60
50
40
30
40 % sacarosa y 20 % sal
20
40 % sacarosa y 10 % sal
10
40 % sacarosa y 5 % sal
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.6 Pérdida de peso en función del tiempo durante la deshidratación osmótica a distintas
concentraciones de sal (5 %; 10 % y 20 % m/m). La concentración de sacarosa se mantuvo constante en
un 40 % m/m y las otras variables también, R=4, T=40ºC y cubos de 1 cm de arista.
Humedad (%)
En la Figura V.7 se puede observar cómo varía la humedad retenida por el producto
con la modificación de la concentración de la sal y manteniendo la concentración de la
sacarosa constante, 40 % m/m en la solución deshidratante. A medida que aumenta la
concentración de sal en la solución deshidratante, la humedad en el producto es menor,
si bien las diferencias no son muy significativas para las concentraciones de 10 % y 20
% de sal, como se puede apreciar en el gráfico.
100
90
80
70
60
50
40
30
20
10
0
40 % sacarosa y 5 % sal
40 % sacarosa y 10 % sal
40 % sacarosa y 20 % sal
0
1
2
3
4
5
6
Tiempo (h)
Figura V.7 Humedad de las papas en función del tiempo durante la deshidratación osmótica a distintas
82
concentraciones de sal (5 %; 10 % y 20 % m/m). La concentración de sacarosa se mantuvo constante en
un 40 % m/m, relación masa de solución a masa de papa,R=4, T=40ºC, nivel de agitación 120-130 rpm y
cubos de 1 cm de arista.
Si analizamos el efecto sinérgico de los dos solutos: sacarosa y sal en la pérdida
de agua del producto, se encuentra que cuando se incrementa la concentración de los
solutos en la solución, se produce una mayor deshidratación del producto, ya que la
actividad de agua de la solución acuosa disminuye y la fuerza impulsora para la
deshidratación es mayor.
Análisis de la ganancia de sólidos en el producto durante el
proceso de
deshidratación osmótica
En la Figura V. 8 se puede apreciar la ganancia de sólidos en función del tiempo
para las distintas experiencias de deshidratación osmótica realizadas en soluciones de
diferente concentración de sacarosa (10 % m/m, 20 % m/m, 30 % m/m, 40 % m/m y 50
% m/m) y la misma concentración de sal, 10 % m/m.
25
GS (%)
20
15
10 % sacarosa y 10 % sal
10
20 % sacarosa y 10 % sal
30 % sacarosa y 10 % sal
5
40 % sacarosa y 10 % sal
50 % sacarosa y 10 % sal
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.8 Ganancia de sólidos en función del tiempo en las distintas experiencias de deshidratación
osmótica con diferentes concentraciones de sacarosa y la misma concentración de sal en la solución, 10 %
m/m. Los valores de las restantes variables iguales a las de las condiciones de operación óptimas finales
83
En esta Figura se puede observar que la ganancia de sólidos es inferior a altas
concentraciones de sacarosa debido probablemente a la formación de una capa de
sacarosa superficial sobre el producto que impide el ingreso de sólidos dentro del
mismo (como se mencionó anteriormente). Este fenómeno fue observado también por
otros autores (Giraldo, 2003; Mujica – Paz y col., 2003; Teles y col., 2006; Ferrari y
Hubinger, 2008. Según estos investigadores, la solución más diluida puede penetrar
mejor en el interior de los tejidos, en contraste con las soluciones concentradas que son
más viscosas y, entonces, obstaculizan el paso de los solutos que se hallan en la
solución (iones sodio y cloruro hidratados y moléculas de sacarosa) al desarrollarse
dicha capa de soluto sobre el alimento. Esta película posee un espesor mayor para
concentraciones de sacarosa en la solución superiores. Por consiguiente, resulta mayor
el impedimento para el ingreso de sólidos al producto.
En la curva correspondiente a la mayor concentración de sacarosa en la solución,
50 % m/m se observa un máximo a aproximadamente 30 min. Luego de este tiempo los
valores disminuyen en concordancia con una disminución en la entrada de sólidos por la
formación de dicha capa y un incremento en la salida del agua que arrastra consigo los
iones solvatados de la sal desde el interior del producto hacia la solución.
V.1.2. Estudio de la deshidratación osmótica en función del tiempo de
deshidratación
Como ya se expresó anteriormente, en el proceso de deshidratación osmótica la
mayor pérdida de peso se presenta luego de transcurridas las primeras dos horas
aproximadamente para las distintas concentraciones de sacarosa en la solución (Figura
V.1). Para las soluciones de concentración en sacarosa inferiores (30% m/m, 20% m/m
y 10% m/m) la pérdida de peso comienza a disminuir levemente luego de las 2 h. Este
fenómeno, como afirmamos precedentemente, podría atribuirse a una impregnación del
producto con solutos provenientes de la solución. La Figura V.9 ejemplifica lo
mencionado previamente para una solución deshidratante de 20 % m/m en
concentración de sacarosa.
Esta mayor pérdida de peso que se obtiene en las primeras dos horas de
deshidratación osmótica se corresponde con una mayor pérdida de agua y, por lo tanto
84
una concentración de sólidos solubles en la solución deshidratante menor, como puede
apreciarse en la Figura V.10. El proceso de pérdida de agua es muy significativo en este
período, pero a medida que transcurre el tiempo, la pérdida de agua aumenta más
levemente luego de las dos horas de deshidratación osmótica. Además, la ganancia de
sólidos, resultante del balance másico global de solutos en la solución, que tiene en
cuenta toda la transferencia de solutos desde el interior del sólido hacia la solución
como de los solutos que ingresan al producto proveniente de la misma, incrementa.
Ambos efectos: disminución en la pérdida de agua y aumento en la ganancia de sólidos,
provocan que la concentración de sólidos solubles en la solución aumente hasta hacerse
casi constante, luego de dos horas de deshidratación osmótica.
40
Pérdida de Peso (%)
35
30
25
20
15
10
5
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.9 Pérdida de peso versus tiempo durante la deshidratación osmótica de papas en cubos de 1 cm
de arista en una solución de concentración en sacarosa del 20 % m/m y de sal del 10% m/m, una relación
de masa de solución a masa de papa de 4, un nivel de agitación de 120-130 rpm y una temperatura de 40º
C
85
Sólidos solubles (g / 100 g
de solución)
25
20
15
10
5
0
0
2
4
6
8
10
Tiempo (h)
Figura V.10 Concentración de sólidos solubles (g de sólidos solubles/100 g de solución) en la solución
deshidratante en función del tiempo durante la deshidratación osmótica de papas en cubos de 1 cm de
arista en una solución de concentración en sacarosa del 20 % m/m y de sal del 10% m/m, una relación
masa de solución a masa de papa de 4, un nivel de agitación de 120-130 rpm y una temperatura de 40° C.
V.1.3. Estudio de la deshidratación osmótica en función de la variación de la
temperatura
Las temperaturas altas (superiores a 50°C) pueden producir cambios en la
permeabilidad de la pared celular, ocasionando modificaciones en su selectividad
respecto a los solutos de la solución. Además pueden influir en la fluidez (viscosidad)
de la solución. Un incremento en la temperatura favorece la difusión ya que el
coeficiente de difusión para una concentración de la solución osmótica constante tiene
una dependencia con la temperatura del tipo de Arrhenius (Rastogi y Raghavarao,
2004):
D e D o exp ( E a /RT) (V.2)
Donde Do es el factor preexponencial, Ea es la energía de activación y R es la constante
de los gases
En la Figura V.11 se aprecia como la pérdida de peso resulta ser superior a una
temperatura superior. En las experiencias se modificó la temperatura en 10 °C y la
pérdida de peso se modificó en aproximadamente un 10 %.
86
P é rd id a d e p e so (% )
80
70
60
50
40
30
20
10
0
T=40 ºC
T=30ºC
0
1
2
3
4
5
6
Tiempo (h)
Figura V.11 Pérdida de peso en función del tiempo durante la deshidratación osmótica de papa en cubos
de 1cm de arista, en una solución 40 % m/m de sacarosa y 10 % m/m de sal, relación masa de solución a
masa de papa de 4, nivel de agitación 120-130 rpm a distintas temperaturas (30 ºC y 40 ºC)
V.1.4. Estudio de la relación masa de solución a masa de papa (R) y su influencia
en la deshidratación osmótica
Se trabajó con distintas relaciones masa de solución a masa de papa (R: 1,6; 4 y
10). Cuanto mayor es esta relación superior es la pérdida de peso, tal como se observa
en la Figura V.12.
87
Pérdida de Peso (%)
60
50
40
30
R=1,6
R=4
20
R=10
10
0
0
2
4
6
8
10
12
14
Tiempo (h)
Figura V.12 Pérdida de peso en función del tiempo durante la deshidratación osmótica de papas de cubos
de 1cm de arista en una solución 40 % m/m de sacarosa y 10 % m/m de sal, a una temperatura de 40 ºC,
nivel de agitación 120-130 rpm, a distintas relaciones masa de solución a masa de papa (R)
Al utilizar una relación masa de solución a masa de papa de 10 se obtiene
aproximadamente un 9 % más de pérdida de peso que con una relación de 4. Esta
variación no es muy significativa frente al gran cambio producido en la relación, R, que
se corresponde con una mayor masa de solución que requiere de un equipo de tamaño
superior. La solución puede ser reutilizada en otras deshidrataciones una determinada
cantidad de veces, pero luego debería ser desechada por contener gran cantidad de
restos de producto generados por la erosión que produce la agitación sobre las papas y
el reblandecimiento del producto al aumentar el tiempo de inmersión en la solución.
Estos residuos se van acumulando en la solución y pueden producir fermentaciones
posteriores. Por ello la solución al cabo de un tiempo de uso debe cambiarse aunque
haya sido filtrada o reconcentrada durante su reutilización. Los elevados valores de R
generan un mayor volumen de efluente. Si se tratase de una solución que contiene
solamente sacarosa podría evaporarse parcialmente el agua de la solución y utilizarse
esta solución concentrada en la elaboración de mermeladas o jarabes para jugos de fruta,
pero al tratarse de una solución que también contiene sal su reutilización en otros usos
diferentes a los de la deshidratación osmótica es más costosa de implementar al
necesitar el uso de membranas de ósmosis inversa para la separación de la sal. Por esta
razón se eligió una relación de masa de solución a masa de papa de 4.
88
V.1.5. Estudio de la influencia del tamaño de los cubos
La Figura V.13 muestra la pérdida de peso en función del tiempo para distintos
tamaños de cubos: 0,6 cm, 1 cm y 1,2 cm de arista. Se aprecian dos tramos de curvas:
uno de ellas se corresponde con valores de pérdida de peso menores que el 45 %,
aproximadamente, en la que las curvas presentan una pendiente similar para los tamaños
(1,0 y 1,2 cm de arista) y una pendiente mayor para el menor tamaño (0,6 cm de arista)
ya que la difusión del agua se produce con mayor rapidez en los cubos de papa más
pequeños. En el tramo de la curva correspondiente a pérdidas de peso superiores al 45
%, para los tamaños de cubos de 1,0 y 1,2 cm de arista, se observa una marcada
disminución en el incremento y una posterior disminución en la pérdida de peso de
carácter leve. En el caso de los cubos de 0,6 cm de arista, este último tramo presenta una
disminución en la pérdida de peso con el tiempo y valores inferiores al 45 %. Este
decrecimiento en la pérdida de peso en el tramo final de las curvas para los distintos
tamaños podría atribuirse a que la ganancia de sólidos comienza a tener influencia. El
máximo de pérdida de peso correspondiente a los distintos tamaños de cubos se alcanza
a tiempos más cortos en las muestras de menor tamaño, por la mayor velocidad de
transferencia inherente a la mayor relación área-volumen cuanto menor es la arista del
cubo.
Pérdida de peso (%)
60
50
40
30
Cubos de 0.6 cm de lado
20
Cubos de 1,0 cm de lado
10
Cubos de 1.2 cm de lado
0
0
2
4
6
Tiempo (h)
Figura V.13 Pérdida de peso versus tiempo durante la deshidratación osmótica de papa en una solución
89
40 % m/m de sacarosa y 10 % m/m de sal para una relación masa de solución a masa de papa de 4, una
temperatura de 40 ºC, nivel de agitación de 120-130 rpm y distintos tamaños de cubos de 0,6; 1 y 1,2 cm
de arista
V.1.6 Superficies de respuesta
La metodología de superficie de respuesta se utilizó para estimar los efectos de
las variables de proceso: tiempo de deshidratación, concentración de sacarosa y
concentración de sal en la solución deshidratante. Estas fueron las variables que
provocaron variaciones más significativas en el rango de valores que se analizaron, tal
como puede observarse al analizar los gráficos anteriormente presentados. En el caso de
la temperatura no se empleó esta metodología porque sólo se estudiaron dos valores:
30°C y 40°C y en el caso de la relación masa de solución a masa de papa no se
observaron diferencias muy significativas en el rango de R (1,6-10). En cuanto al
tamaño de los cubos se empleó el valor intermedio del rango estudiado (1 cm).
La metodología de superficie de respuesta es una herramienta muy efectiva para
la optimización de los parámetros de proceso. En primer lugar, se analizó la influencia
sobre la pérdida de peso de la concentración de sacarosa de la solución y el tiempo. La
superficie de respuesta se muestra en la Figura V.14 y la ecuación que la representa es
la siguiente:
PP 4,8617 0,3411Csac 27,4196 t 0,032 Csac 2 0,2229 Csac * t 6,2952 t 2 (V.3)
Donde PP: pérdida de peso (%)
Csac: concentración de sacarosa (%)
t: tiempo
El modelo propuesto fue el cuadrático que para ambas variables estudiadas
incluye un término lineal, otro cuadrático y uno correspondiente a las interacciones
entre variables. Las variables con mayor coeficiente son las que influyen más
significativamente sobre la pérdida de peso. En este caso es el tiempo. Los coeficientes
lineales resultaron mayores que los cuadráticos en valor absoluto y la interacción
(concentración de sacarosa y tiempo) exhibió un coeficiente menor que el obtenido por
las variables analizadas de manera aislada (término lineal) y superior respecto del
coeficiente del término cuadrático de la concentración de la sacarosa e inferior que el
coeficiente del término cuadrático del tiempo (en valor absoluto).
90
(%
)
40
sa
c
70
60
30
50
40
30
20
20
Ti
e
m
po
C
Pérdida de peso (%)
50
60
50
40
30
20
10
10
(h
)
4
2
0
10
Figura V.14 Superficie de respuesta: Pérdida de peso en función de la concentración de sacarosa en la
solución deshidratante (10 % m/m – 50 % m/m) y el tiempo de deshidratación (0 – 4 h)
El error relativo medio entre los datos experimentales y los valores predichos
por la superficie de respuesta es de 0,29 %.
A partir del gráfico se puede verificar que la pérdida de peso presenta un
máximo alrededor de las dos horas de deshidratación para cualquier valor de
concentración de sacarosa en la solución deshidratante y que el valor de este máximo se
incrementa con el aumento en la concentración de sacarosa en la solución. Estas
afirmaciones concuerdan con las anteriormente obtenidas.
En segundo lugar, se estudió la dependencia de la pérdida de peso con la
concentración de sal en la solución osmótica y el tiempo de deshidratación. La Figura
V.15 exhibe la superficie de respuesta cuya ecuación es:
PP 2,14797 0,016036 Csal 33,3573 t 0,00767Csal2 0,27546Csal * t 6,2952 t 2 (V.4)
En este caso también el modelo propuesto fue el cuadrático
91
Superficie de Respuesta
Pérdida de peso vs tiempo y concentración de sal
Pérdida de peso = 2,1479733+0,0160363881*x+33,3573292*y+0,00767672354*x*x
+0,275464365*x*y-6,29524138*y*y
60
50
40
30
20
10
Figura V.15 Superficie de respuesta: Pérdida de peso en función de la concentración de sal (5 % m/m-20
% m/m) en la solución deshidratante y el tiempo de deshidratación (0-4 h)
En este gráfico se puede observar que la pérdida de peso aumenta con el
incremento de la concentración de sal en la solución deshidratante y al aumentar el
tiempo de deshidratación.
El error relativo medio entre los datos experimentales y los valores predichos por el
modelo es de 0,80 %.
V.1.7. Condiciones de operación finales
Luego de analizar cómo influyen en la deshidratación osmótica la variación de la
concentración de la solución en sacarosa (10% m/m, 20% m/m, 30% m/m, 40% m/m y
50% m/m), la concentración de sal (5% m/m, 10% m/m y 20% m/m), la temperatura
(30, 40 ºC), la relación masa de solución a masa de papa (R = 1,6, 4 y 10) y el tamaño
de cubos, arista = 0,6, 1, 1,2 cm) se seleccionó:
92
Concentración de sacarosa: 40 % m/m
Concentración de sal: 10% m/m
Temperatura: 40 °C
Relación masa de solución a masa de papa: 4
Tamaño de cubos (arista: 1 cm)
Nivel de agitación: 120-130 rpm
Una concentración de sacarosa de 40 % m/m produce una pérdida de peso considerable
y una viscosidad de la solución adecuada para el nivel de agitación usado. Si la
concentración de sacarosa es muy elevada la solución se torna muy viscosa y requiere
un nivel de agitación mayor y el gasto energético se incrementa, pudiendo también
aumentar las posibilidades de daño del producto por erosión durante la agitación. El
dulzor de la solución se enmascara favorablemente con una concentración de sal de 10
% m/m no permitiendo percibir el salado. Además la sinergia de estos dos solutos a las
concentraciones empleadas produce una apreciable pérdida de agua sin ser significativa
la ganancia de sólidos ya que la impregnación de la superficie de las papas con sacarosa
forma una barrera a la entrada de sal pero no a la salida del agua. Una temperatura de 40
ºC permite también obtener una pérdida de peso favorable manteniendo una
conveniente eficiencia energética. Si bien un tamaño de cubo inicial menor al elegido
(0,6 cm de arista) produce una mayor pérdida de peso (pérdida de agua) durante las
primeras horas de deshidratación, tenemos que considerar que estos cubos se encogen
luego de la deshidratación osmótica obteniéndose un tamaño de cubos de papa muy
pequeño para el uso que deseamos darle. Tal como se explica precedentemente en el
ítem V.1.4 la relación masa de solución a masa de papa de 4 parece adecuada a los
efectos de la pérdida de peso y al manejo de la cantidad de solución a reciclar en
posteriores partidas para deshidratar y la disposición del efluente cuando la solución
deba reemplazarse.
V.1.8. Estudio de la relación pérdida de agua a ganancia de sólidos en función del
tiempo para diferentes concentraciones de sacarosa en la solución
La eficiencia del proceso de deshidratación osmótica puede medirse analizando la
relación entre la pérdida de agua y la ganancia de sólidos (PA/GS). En este proceso,
93
teniendo en cuenta el material (papa), los solutos (azúcar y sal) y el uso propuesto
fritas) es deseable maximizar la pérdida de agua y minimizar la ganancia de sólidos.
Este objetivo se logra al maximizar la relación (PA/GS).
En la Figura V.16 se muestran los valores de estas relaciones en función del tiempo para
las distintas concentraciones de sacarosa en la solución.
A concentraciones de sacarosa bajas (10 % m/m y 20 % m/m) en la solución, la relación
PA/GS se mantiene prácticamente constante en el tiempo. Si analizamos las curvas, para
una concentración en sacarosa del 30 % m/m y del 40 % m/m la relación presenta sus
valores más altos en las primeras dos horas de deshidratación osmótica. En el caso de la
concentración de sacarosa del 50 % m/m en la solución (no representada en el gráfico),
la relación PA/GS aumenta y tiende a infinito a medida que el tiempo se incrementa ya
que la ganancia de sólidos disminuye tendiendo a 0 para tiempo superiores a 2 h como
puede apreciarse en la Figura V.8 . De esta manera se concluye que, la máxima
eficiencia en la deshidratación osmótica se presenta en las primeras dos horas de
tratamiento para concentraciones de sacarosa en la solución (30 % m/m-40 % m/m) y
Pérdida de agua/Ganancia de sólidos
concentración de sal de 10 % m/m.
sacarosa 10 %
sacarosa 20 %
sacarosa 30 %
sacarosa 40 %
12
10
y
y
y
y
sal
sal
sal
sal
10
10
10
10
%
%
%
%
8
6
4
2
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.16 Relación pérdida de agua a ganancia de solutos en función del tiempo para diferentes
concentraciones de sacarosa en la solución deshidratante
94
V.1.9. Comparación de aspecto de las papas para diferentes tiempos de
deshidratación osmótica y distintas concentraciones de sacarosa luego de
transcurridos 15 días en condiciones ambientales.
Las papas deshidratadas osmóticamente se dejaron a temperatura ambiente en
condiciones atmosféricas durante 15 días, para evaluar cambios en su aspecto
(variaciones de coloración, observación a simple vista de ataque por hongos, etc.). Cabe
destacar que no fueron sometidas a ningún proceso de conservación más que la
deshidratación osmótica.
Se llevaron a cabo dos experiencias de deshidratación osmótica, DO: una de ellas en
solución con una concentración de sacarosa del 40 % m/m y la otra en una del 10 %
m/m, manteniendo las restantes variables iguales en ambas experiencias: concentración
de sal 10 % m/m, temperatura 40 ºC, relación masa de solución a masa de papa de 4,
nivel de agitación de 120-130 rpm y cubos de 1 cm de arista. Las muestras de papas se
trataron durante los siguientes tiempos: 1 h, 2 h, 3 h, 4 h y 5 h para las dos experiencias.
En la Foto V.1 se presentan las muestras de papas provenientes de las dos experiencias
durante los diferentes tiempos de deshidratación. Las papas tratadas en la solución de
mayor concentración, 40 %, conservaron el color y no parecían a simple vista presentar
deterioro por microorganismos. Sin embargo las deshidratadas en la solución al 10 %
m/m de sacarosa estaban ennegrecidas y habían sufrido el ataque de microorganismos.
Las papas que habían recibido un tratamiento durante más largo tiempo estaban menos
afectadas. Entonces, se puede concluir que las papas deshidratadas osmóticamente a
concentraciones superiores (40 %) y durante tiempos más largos (5 h) eran más estables,
sufrían menor deterioro microbiano y la enzima polifenoloxidasa era inhibida por las
altas concentraciones de sacarosa, no apareciendo el pardeamiento enzimático en los
tejidos de papa. También, la presencia de azúcar sobre la superficie de la muestra es un
obstáculo para el contacto con el oxígeno y reduce entonces las reacciones oxidativas
(Lenart, 1996; Castillo García y col., 2007).
95
Foto V.1 Papas deshidratadas osmóticamente en solución de concentraciones de sacarosa 10% y 40%
m/m durante distintos tiempos de tratamiento 1 h, 2 h, 3 h, 4 h y 5 h, luego de transcurridos 15 días al
ambiente sin ningún tipo de tratamiento químico y/o físico para su conservación
96
V.2. MODELADO DE LA DESHIDRATACIÓN OSMÓTICA
V.2.1. Modelos fenomenológicos que se basan en la segunda Ley de Fick de la
difusión
V.2.1.1 Modelo de Crank
Determinación de los coeficientes de difusión
Para la estimación de los coeficientes de difusión para el transporte de agua y de sólidos
solubles durante la deshidratación osmótica se aplicó la solución correspondiente a la 2º
ley de Fick, ecuaciones II.4 y II.5, respectivamente, para el caso de geometría cúbica.
Como el número de Fourier, Fo = 3 Dew t / a2 (transporte de agua) o Fo = 3 Des t / a2
(transporte de sólidos) es mayor a 0,1 sólo los primeros términos de las ecuaciones II.4
y II.5 son significativos y los demás términos pueden despreciarse y las ecuaciones se
reducen a las II.11 y II.12.
a) Determinación del coeficiente de difusión de agua de las papas para las
condiciones de operación óptimas finales de deshidratación osmótica (calculada en
el item V.1.7.)
H He
Si se grafica el primer miembro de estas ecuaciones ln t
versus el tiempo de
H0 He
deshidratación, empleando los datos experimentales, se obtiene aproximadamente una
recta. La Figura V.17 presenta los datos experimentales para las condiciones de
operación finales (IV.1.2.2.b), para las que la concentración de sacarosa en la solución
es del 40 % m/m. La pendiente y la ordenada al origen de la recta de regresión son las
siguientes:
pendiente ecuación (II.11): D
ew
q12
3
: - 0,019 (V.5)
a2
ordenada al origen : 3lnC1 : -0,0105 (V.6)
97
t (min)
0
ln [((Ht - He )/(H0 - He )]
-0,5
0
50
100
150
200
Datos experimentales 40 %
sacarosa
Ajuste lineal
-1
-1,5
-2
-2,5
-3
-3,5
-4
y = -0,0217x - 0,066
2
R = 0,96
-4,5
Figura V.17 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del agua,
en la deshidratación osmótica de papas en cubos de 1 cm de arista en solución de sacarosa 40 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
A partir de la ordenada al origen de la recta de regresión, (ecuación V.6), se obtiene el
valor de C1: 0,9965 y para un valor calculado de =1080 y despejando de la ecuación
II.6 se obtiene q21 = 2,00. Con este valor y el de a = mitad del lado del cubo = 0,5 cm se
reemplaza en la ecuación de la pendiente, ecuación V.5, y se despeja el valor de Dew.
El valor obtenido para las condiciones finales es: Dew = 1,32 10 -9 m2/s.
Este valor es del orden del obtenido por Lenart y Flink (1984) en papas (Dew = 1,10 10-9
m2/s) deshidratadas en solución de cloruro de sodio, 15 % p/v y de sacarosa, 45 % p/v.
b) Determinación de los coeficientes de difusión de agua de las papas para las
restantes concentraciones de sacarosa ensayadas en las experiencias
Asimismo se calcularon los valores de Dew para las otras concentraciones de sacarosa
(10 %, 20 %, 30 % y 50 %) consideradas en las experiencias. A continuación se
muestran los datos experimentales y su regresión lineal en las Figuras V.18 a V.21.
98
t (min)
0
0
100
200
300
ln [(H t -He )/(H0 -He)]
-0,5
-1
y = -0,0101x - 0,5268
R2 = 0,8273
-1,5
-2
-2,5
-3
Datos experimentales 10% m/m sacarosa
Ajuste lineal
-3,5
Figura V.18 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del agua,
en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 10 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
t (min)
ln [(H t-He)/(H0-H e )]
0
-0,5
0
100
200
300
y = -0,0117x - 0,2838
2
R = 0,9499
-1
-1,5
-2
-2,5
-3
-3,5
-4
Datos experimentales 20 % m/m sacarosa
Ajuste lineal
Figura V.19 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del agua,
en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 20 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
99
t (min)
0
ln [(H t-He )/(H0-H e)]
0
100
200
300
-0,5
y = -0,0156x - 0,0399
2
R = 0,9846
-1
-1,5
-2
-2,5
Datos experimentales 30 % ,m/m sacarosa
Ajuste lineal
-3
Figura V.20 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del agua,
en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 30 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
t (min)
0
50
100
150
ln [(H t - He)/(H 0 - He)]
0,5
0
-0,5
Datos experimentales 50 % m/m
de sacarosa
Ajuste lineal
-1
-1,5
-2
-2,5
-3
y = -0,0241x + 0,1189
2
R = 0,9923
Figura V.21 Resultados experimentales y regresión lineal del modelo de Fick para la difusión del agua,
en la deshidratación osmótica de papas (cubos de 1 cm de arista) en solución de sacarosa 50 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
Los valores del coeficiente de determinación se hallan en el rango de (0,83-0,99).
100
En la Tabla V.1 se presentan los valores medios y las correspondientes desviaciones
estándares de los coeficientes de difusión del agua, Dew, para distintas concentraciones
de sacarosa en la solución. También se presentan los coeficientes de variación
respectivos
Tabla V.1 Valores medios y sus correspondientes desviaciones estándares de los coeficientes de
difusión del agua, Dew para distintas concentraciones de sacarosa y la misma concentración de
sal 10 % m/m en la solución
Solución
Dew 10 10 (m2/s)
CV (%)
5,70 ± 0.35
6.1
7,40 ± 0.13
1.8
10,7 ± 0.90
8.4
13.2 ± 1.60
12. 1
17,4 ± 1.80
10.3
Deshidratante
10 % sacarosa
10 % sal
20 % sacarosa
10 % sal
30 % sacarosa
10 %sal
40 % sacarosa
10 % sal
50 % sacarosa
10 %sal
Los porcentajes de sacarosa en la solución se refieren a m/m.
A partir de los resultados obtenidos se puede inferir que a medida que la concentración
de sacarosa aumenta en la solución, en el rango de 10 % m/m a 50 % m/m, los valores
de los coeficientes de difusión efectivos del agua incrementan presentando diferencias
bastante significativas entre ellos. Esto podría atribuirse a que una mayor concentración
de sacarosa en la solución aumenta la fuerza impulsora para la salida de agua desde el
producto a la solución, hecho no claramente explicable a través de un modelo tan
simplificado como el presente.
c) Determinación del coeficiente de difusión de sólidos para las condiciones
óptimas finales de deshidratación osmótica calculadas (ítem V.1.7)
El primer miembro de la ecuación simplificada II.12 se graficó en función del tiempo
para los datos experimentales en el caso de la deshidratación osmótica de papas de
101
cubos de 1 cm de arista en solución de sacarosa 40 % m/m, sal 10 % m/m, relación
masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm. En la Figura V.22 se muestran los datos experimentales y el ajuste por regresión
lineal.
t (min)
ln [(St - Se) / (S0 -Se)]
0
-0,5
0
200
400
-1
600
800
Datos
experimentales
Ajuste lineal
-1,5
-2
-2,5
-3
-3,5
y = -0,0049x - 0,2843
2
R = 0,9142
-4
Figura V.22 Resultados experimentales y regresión lineal del modelo de Fick para la difusión de solutos,
en la deshidratación osmótica de papas de cubos de 1 cm de arista en solución de sacarosa 40 % m/m, sal
10 % m/m, relación masa de solución a masa de papa: 4, temperatura: 40 °C y nivel de agitación 120-130
rpm.
El coeficiente de difusión de los sólidos obtenido es de 3,12±0,63 10-10 m2/s, inferior al
coeficiente de difusión del agua, 13,2 ± 1,60 10 -10 m2/s ya que a una concentración de
sacarosa 40 % m/m y 10 % m/m de sal la difusión del agua resulta más significativa que
la ganancia de soluto como se explicó anteriormente en el item V.1.1.
V.2.2. Modelos Empíricos
Los datos experimentales obtenidos en las experiencias de deshidratación osmótica
también se ajustaron con modelos empíricos: Modelos de Peleg, Azuara y Hawkes y
Flink, primer orden, polinomial y de Raoult-Wack.
102
V.2.2.1. Modelo de Peleg
Los datos experimentales de pérdida de humedad se modelaron con la ecuación II.22.
En las Figuras V.23 a V.27 se puede apreciar los resultados del ajuste de los datos
experimentales al modelo de Peleg para las distintas concentraciones de sacarosa en la
solución deshidratante.
t (min)
0
t/(H-H 0) (min/%)
0
100
200
300
datos experimentales
ajuste
-5
-10
-15
-20
y = -0,0849x + 0,1049
2
R = 0,9845
-25
Figura V.23 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación osmótica
de papas en solución de sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables
iguales a las de las condiciones de operación óptimas finales)
103
t (min)
0
t/(H-H 0) (min/%)
0
100
200
300
Datos
experimentales
Ajuste
-5
-10
-15
y = -0,06x - 0,5971
2
R = 0,9934
-20
Figura V.24 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación osmótica
de papas en solución de sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables
iguales a las de las condiciones de operación óptimas finales)
t (min)
0
t/(H-H 0) (min/%)
-1 0
100
200
-2
datos experimentales
-3
ajuste
300
-4
-5
-6
-7
y = -0,031x - 0,626
R² = 0,971
-8
-9
Figura V.25 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación osmótica
de papas en solución de sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables
iguales a las de las condiciones de operación óptimas finales)
104
t (min
0
t/(H-H 0) (min/%))
-1 0
100
200
300
-2
datos experimentales
ajuste
-3
-4
-5
-6
y = -0,0292x - 0,337
-7
R = 0,9883
2
-8
Figura V.26 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación osmótica
de papas en solución de sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables
iguales a las de las condiciones de operación óptimas finales)
t (min)
0
0
50
100
150
200
t/(H-H 0) (min/ %)
-1
datos experimentales
Ajuste
-2
-3
-4
y = -0,0287x - 0,2123
-5
2
R = 0,9889
-6
Figura V.27 Ajuste de los datos experimentales al modelo de Peleg para la deshidratación osmótica
de papas en solución de sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables
iguales a las de las condiciones de operación óptimas finales)
En la Tabla V.2 se presentan los valores de los parámetros k1 y k2 en las distintas
experiencias y el coeficiente de determinación, R2 para los diferentes ajustes.
105
Tabla V.2 Parámetros del modelo de Peleg (k1 y k2 ) y los coeficientes de correlación, R2
Sacarosa
(% m/m)
Sal
(% m/m)
k1 (min/%)
k2 (%)-1
R2
10
10
0,1049
-0,0849
0,9845
20
10
-0,5971
-0,0600
0,9934
30
10
-0,6260
-0,0315
0,9714
40
10
-0,3370
-0,0292
0,9883
50
10
-0,2123
-0,0287
0,9889
Empleando las ecuaciones II.23 y II.24 se estimaron las velocidades iniciales de
variación de humedad o velocidades iniciales de transferencia de masa y las humedades
de equilibrio respectivamente, para las distintas concentraciones de sacarosa en la
solución. En la Tabla V.3 se exhiben los resultados para las distintas soluciones
ensayadas.
Tabla V.3 Velocidades iniciales de transferencia de masa y humedades de equilibrio para
distintas concentraciones de sacarosa en la solución
Solución
Valor absoluto de la
Velocidad inicial de
transferencia de masa
(%/min)
Humedad de equilibrio,
Sacarosa 10% Sal 10 %
9,53
71,08
Sacarosa 20% Sal 10 %
-1,67
63,33
Sacarosa 30% Sal 10 %
-1,59
46,55
Sacarosa 40% Sal 10 %
-2,97
44,05
Sacarosa 50% Sal 10 %
-4,71
43,36
He (%)
Los porcentajes de solutos en la solución se refieren a m/m
A medida que la concentración de sacarosa aumenta, la velocidad de transferencia del
agua hacia la solución incrementa, simultáneamente la humedad de equilibrio del
producto disminuye ya que egresa mayor cantidad de agua del producto para equilibrar
106
la mayor concentración externa. Los valores obtenidos de velocidad inicial de
transferencia de agua o de variación de humedad para las soluciones de 20 % m/m y 30
% m/m en sacarosa son muy similares. Para concentraciones superiores (40 % m/m y 50
% m/m) la velocidad inicial de transferencia de agua aumenta. En el caso de 10 % m/m
se obtuvo un valor positivo carente de significado físico.
En la tabla V.4 se presentan los valores de humedades finales o de equilibrio obtenidos
experimentalmente y los estimados con la ecuación de Peleg. Se calculó el error
porcentual entre los valores experimentales y los predichos por el modelo.
Tabla V.4 Humedades de equilibrio experimentales y predichas por el modelo de Peleg y sus
correspondientes errores porcentuales
Solución
He
(experimental)
He
(modelo de Peleg)
Error Porcentual
(%)
Sacarosa 10% Sal 10 %
71,56
71,08
0,67
Sacarosa 20% Sal 10 %
63,48
63,33
0,24
Sacarosa 30% Sal 10 %
53,00
46,55
12,17
Sacarosa 40% Sal 10 %
45,20
44,05
2,54
Sacarosa 50% Sal 10 %
44,50
43,36
2,56
Los porcentajes de solutos en la solución se refieren a m/m
Los valores obtenidos con el modelo de Peleg son similares a los experimentales y sus
errores porcentuales son aceptables, se hallan en el rango de 0,24-12,17 %.
En la Figura V.28 se puede apreciar el ajuste satisfactorio del modelo de Peleg a la
curva de humedad versus tiempo para la deshidratación de papas en solución de
sacarosa al 40 % m/m y de sal al 10 % m/m.
107
Humedad (%)
90
80
70
60
50
40
30
20
10
0
Ecuación de Peleg
datos experimentales
0
100
200
300
tiempo (min)
Figura V.28. Curva de humedad en función del tiempo. Ajuste de los datos experimentales con el
modelo de Peleg para la deshidratación osmótica de papas con solución de sacarosa al 40 % m/m y
de sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de operación
óptimas finales)
V.2.2.2. Modelo de Azuara
Este modelo permite predecir la pérdida de agua en el equilibrio sin tener que
llegar a él. Se aplicó el modelo (ecuación II.25) a los datos experimentales y se graficó
el primer miembro de la ecuación,
t
versus el tiempo de deshidratación osmótica.
PA
En las Figuras V.29 a V.33 se presentan los ajustes del modelo a los datos
experimentales obtenidos
108
6
Datos
experimentales
Ajuste
t/PA (min/%)
5
4
3
2
y = 0,0206x - 0,0151
2
R = 0,9966
1
0
0
100
200
t (min)
300
Figura V.29 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de
sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las
condiciones de operación óptimas finales)
6
Datos
experimentales
Ajuste
t / PA (min/%)
5
4
3
y = 0,0197x + 0,094
2
R = 0,9997
2
1
0
0
100
200
300
t (min)
Figura V.30 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de sacarosa
al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de
operación óptimas finales)
109
6
Datos experimentales
Ajuste
t/PA (min/%)
5
4
3
2
y = 0,0194x + 0,193
2
R = 0,998
1
0
0
100
200
300
t (min)
t/PA (min/%)
Figura V.31 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de sacarosa
al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de
operación óptimas finales)
6
Datos experimentales
5
Ajuste
4
3
2
y = 0,0175x + 0,1946
2
1
R = 0,998
0
0
100
200
300
400
t (min)
Figura V.32 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de sacarosa
al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de
operación óptimas finales)
110
5
Datos experimentales
t/PA (min/%)
4
Ajuste
3
2
y = 0,0151x + 0,2827
2
1
R = 0,9996
0
0
100
200
300
t (min)
Figura V.33 Ajuste del modelo de Azuara a la deshidratación osmótica de papas en solución de sacarosa
al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones de
operación óptimas finales)
En la Tabla V.5 se presentan los parámetros del modelo para las distintas soluciones
ensayadas
Tabla V.5 Parámetros del modelo de Azuara: PA∞, s1 y coeficientes de determinación, R2
PA∞ (%)
s1 (min-1)
R2
Sacarosa 10 % m/m y sal 10 % m/m
48,54
1,36
0,9966
Sacarosa 20 % m/m y sal 10 % m/m
50,76
0,21
0,9997
Sacarosa 30 % m/m y sal 10 % m/m
51,55
0,10
0,9980
Sacarosa 40 % m/m y sal 10 % m/m
57,14
0,09
0,9980
Sacarosa 50 % m/m y sal 10 % m/m
66,23
0,05
0,9996
Solución
El ajuste del modelo es muy satisfactorio como lo reflejan los elevados valores de los
coeficientes de determinación, R2 alcanzados en las distintas experiencias
111
La pérdida de agua a tiempo infinito es mayor cuando se trabaja con soluciones más
concentradas ya que más agua sale del interior del producto para contrarrestar la mayor
concentración exterior. Se compararon los valores de pérdida de agua a tiempo infinito
estimados por el modelo de Azuara y los valores experimentales de pérdida de agua
obtenidos luego de 4 h de deshidratación osmótica. Los mismos se presentan en la Tabla
V.6 junto con su error porcentual.
Tabla V.6 Valores de pérdida de agua a tiempo infinito estimados por el modelo de Azuara y
valores experimentales obtenidos luego de 4 h de deshidratación osmótica y su respectivo error
porcentual
Solución
PA∞ (%)
PA (4 h DO)
Error porcentual
(%)
Sacarosa 10 %
Sal 10 %
48,54
47,85
1,42
Sacarosa 20 %
Sal 10 %
50,76
49,01
3,57
Sacarosa 30 %
Sal 10 %
51,54
48,94
5,31
Sacarosa 40 %
Sal 10 %
57,14
54,62
4,61
Sacarosa 50%
Sal 10 %
66,23
61,16
8,29
Los valores experimentales y predichos son bastantes similares, si bien los primeros son
más pequeños ya que seguramente transcurridas 4 horas de deshidratación osmótica no
se había alcanzado todavía el equilibrio. Los errores porcentuales superiores se
obtuvieron para las mayores concentraciones de sacarosa, lo que indicaría que los
valores finales de pérdida de agua alcanzados luego de 4 h de deshidratación osmótica
están más lejos del equilibrio que los valores correspondientes a las concentraciones de
sacarosa menores.
112
Correlación de la pérdida de agua del producto a tiempo infinito y la concentración de
sacarosa
Se correlacionaron los valores de pérdida de agua a tiempo infinito calculados con el
modelo de Azuara y la concentración de sacarosa en la solución. Los datos
experimentales y la curva de ajuste a los mismos junto con la ecuación que los
representa y el valor del coeficiente de determinación, R2 se muestran en la Figura V.34.
PA∞
(%)
70
60
50
40
30
y = 0,0132x2 - 0,377x + 51,586
R2 = 0,984
20
10
0
0
10
20
30
40
50
60
% Sacarosa en la solución
Figuras V.34 Correlación de la pérdida de agua a tiempo infinito, PA∞ en función de la concentración de
sacarosa en la solución (% m/m)
La correlación indica que la pérdida de agua a tiempo infinito aumenta con el
incremento en la concentración de sacarosa en la solución
V.2.2.3. Modelo de Hawkes y Flink
En este modelo, representado por la ecuación II.26, Hawkes y Flink consideraron dos
términos, el primero de ellos correspondiente a la contribución del mecanismo de
difusión y el segundo relacionado con la capilaridad.
El modelo ajusta mejor cuando se consideran tiempos cortos, ya que luego la curva de
113
pérdida de agua en función del tiempo comienza a cambiar de pendiente. Esta variación
de pendiente se produce a aproximadamente 2 horas de transcurrido el proceso de
deshidratación osmótica. En la Tabla V.7 se presentan las expresiones del modelo para
las distintas experiencias llevadas a cabo en soluciones de diferentes concentraciones de
sacarosa considerando distintos tiempos de deshidratación osmótica para verificar lo
precedentemente afirmado.
Tabla V.7 Expresiones del modelo de Hawkes y Flink para las experiencias de deshidratación osmótica
realizadas en soluciones de diferente concentración de sacarosa y la misma concentración de sal, 10 % m/m,
considerando diferentes tiempos de deshidratación osmótica
Solución
Ecuación del modelo
Tiempo de
deshidratación
osmótica
Coeficiente de
determinación
10 % SAC
PA = 3,9382 t0,5 + 4,8993
Hasta t: 180 min
R2: 0,884
10 % SAL
PA = 4,8630 t0,5 + 2,0041
Hasta t: 120 min
R2: 0,959
20 % SAC
PA = 3,9005 t0,5 + 4,9598
Hasta t: 180 min
R2: 0,882
10 % SAL
PA = 4,7811 t0,5 + 1,9954
Hasta t: 120 min
R2: 0,949
30 % SAC
PA = 3,8907 t0,5 + 3,9141
Hasta t: 180 min
R2: 0,920
10 % SAL
PA = 4,6552 t0,5 + 1,3988
Hasta t: 120 min
R2: 0,974
40 % SAC
PA = 4,4204 t0,5 + 1,924
Hasta t: 180 min
R2: 0,932
10 % SAL
PA = 5,1645 t0,5 - 0,962
Hasta t: 120 min
R2: 0,963
50 % SAC
PA = 4,7038 t0,5 + 4,249
Hasta t: 180 min
R2: 0,936
10 % SAL
PA = 5,9799 t0,5 + 3,5742
Hasta t: 120 min
R2: 0,965
La pendiente de la recta de pérdida de agua en función del tiempo de deshidratación
osmótica es mayor cuando se consideran tiempos menores (t ≤ 120 min). A
concentraciones de sacarosa en la solución superiores (40 % m/m y 50 % m/m) se
obtienen mayores pendientes, compatibles con el incremento de pérdida de agua.
114
Análisis de los valores de los coeficientes k y k0 de la ecuación del modelo
Los valores de k, velocidad de transferencia de agua debida a la difusión disminuyen
cuando se consideran tiempos más largos de deshidratación osmótica. Este efecto se
puede atribuir a una menor fuerza impulsora para la difusión entre el producto y la
solución con el transcurrir del tiempo, ya que la concentración en la solución y el
producto tienden a igualarse.
Los valores de k0 relacionados con la transferencia de masa por capilaridad aumentan al
considerar tiempos más largos, debido probablemente a un incremento en las diferencias
de presiones que producen el movimiento por capilaridad. Estos resultados se presentan
en general para todas las soluciones de diferentes concentraciones en sacarosa.
Si se analiza cómo varía k con las soluciones de distintas concentraciones de sacarosa se
distingue que el valor de k es mayor cuando se trabaja con soluciones de mayor
concentración ya que la velocidad de transferencia de masa por difusión es superior por
el mayor gradiente de concentración que existe entre el producto y la solución.
En las Figuras V.35 a V.39 se puede apreciar el ajuste del modelo a los datos
experimentales.
60
y = 4,8603x + 2,0041
2
R = 0,9596
50
PA (%)
40
30
Datos
experimentales
Regresión
20
10
0
0
5
10
t
0,5
(min
0,5
15
)
Figura V.35 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en solución de
sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
115
y = 4,7811x + 1,9954
2
R = 0,9485
60
50
PA (%)
40
30
20
Datos experimentales
10
Regresión
0
0
5
10
15
t
0,5
0,5
(min
)
Figura V.36 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en solución de
sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
60
Datos
experimentales
Regresión
PA (%)
50
40
30
20
y = 4,6552x + 1,3988
2
R = 0,9744
10
0
0
5
10
t
0,5
(min
15
)
0,5
Figura V.37 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en solución de
sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
116
60
Datos
experimentales
Regresión
PA (%)
50
40
30
20
y = 5,1645x - 0,962
2
R = 0,9632
10
0
0
5
10
0,5
t
(min
0,5
15
)
Figura V.38 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en solución de
sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
80
y = 5,9799x + 3,5742
R2 = 0,9652
70
PA (%)
60
50
40
30
Datos
experimentales
Regresión
20
10
0
0
5
10
t
0,5
15
0,5
(min
)
Figura V.39 Ajuste del modelo de Hawkes y Flink a la deshidratación osmótica de papas en solución de
sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
117
V.2.2.4. Modelo de primer orden
Este modelo supone una cinética de primer orden, representada por la ecuación II. 27.
Cuando esta última se integra se transforma en la ecuación II.31. Si se aplica logaritmo
natural a ambos miembros de la misma, se obtiene la ecuación de una recta de pendiente
negativa, -kT, coeficiente de transferencia de masa promedio. Con los datos
H He
experimentales se grafica ln t
vs el tiempo de deshidratación osmótica y, se
H0 He
regresiona linealmente. Con la pendiente de la recta obtenida y los datos de dimensión
del producto se obtiene la difusividad efectiva del agua con la ecuación (II.32)
En las Figuras V.40 a V.44 se muestran los datos experimentales y la regresión lineal
del modelo para las experiencias de deshidratación osmótica en las soluciones con las
distintas concentraciones de sacarosa y las demás variables iguales a las condiciones de
operación óptimas finales.
t (min)
0
ln [(Ht -He)/(H 0-He)]
0
100
200
300
-0,5
-1
y = -0,013x
2
R = 0,7232
-1,5
-2
-2,5
-3
Datos experimentales 10% m/m sacarosa
-3,5
Modelo Primer orden
Figura V.40 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en solución de
sacarosa al 10 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
118
t (min)
ln [(Ht-He)/(H 0-He)]
0
-0,5
0
100
200
300
-1
-1,5
-2
-2,5
y = -0,0133x
2
R = 0,9232
-3
Datos experimentales 20 % m/m sacarosa
-3,5
Modelo primer orden
-4
Figura V.41 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en solución de
sacarosa al 20 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
t (min)
0
0
100
200
300
ln [(Ht-He)/(H 0-He)]
-0,5
Datos experimentales 30 %
,m/m sacarosa
Modelo de primer orden
-1
-1,5
-2
y = -0,0159x
-2,5
2
R = 0,9841
-3
-3,5
Figura V.42 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en solución de
sacarosa al 30 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
119
t (min)
0
ln [((Ht - He)/(H0 - He)]
-0,5 0
50
100
150
200
Datos experimentales 40 %
m/m sacarosa
Modelo primer orden
-1
-1,5
-2
-2,5
-3
-3,5
y = -0,0221x
2
R = 0,9593
-4
-4,5
Figura V.43 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en solución de
sacarosa al 40 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
t (min)
0
ln [(Ht - He)/(H 0 - He)]
-0,5
0
50
100
150
200
Datos experimentales
50 % m/m sacarosa
Modelo primer orden
-1
-1,5
-2
-2,5
-3
y = -0,0196x
2
R = 0,974
-3,5
-4
Figura V.44 Ajuste del modelo de primer orden a la deshidratación osmótica de papas en solución de
sacarosa al 50 % m/m y sal 10 % m/m (valores de las restantes variables iguales a las de las condiciones
de operación óptimas finales)
En las Figuras se puede apreciar que el ajuste resulta satisfactorio para las distintas
experiencias siendo mejor el alcanzado a altas concentraciones.
120
Los valores obtenidos para la difusividad efectiva resultan mayores a los calculados con
la ecuación simplificada de la segunda Ley de Fick de la difusión (usando el primer
término de la serie). Para ambos modelos, la difusividad efectiva aumenta a medida que
se incrementa la concentración de sacarosa en la solución. En la Tabla V.8 se muestran
los valores para cada modelo
Tabla V.8 Comparación de los valores obtenidos de difusividad efectiva para la transferencia de
masa empleando los modelos de la 2° Ley de Fick de la difusión y de primer orden (valores
medios y su respectiva desviación estándar)
Solución
Modelo 2° Ley de Fick
Modelo Primer orden
Dew (m2/s) 1010
Dew (m2/s) 1010
10 % sacarosa
10 % sal
5,70 ± 0,35
20 % sacarosa
10 % sal
7,40 ± 0,13
30 % sacarosa
10 % sal
10,7 ± 0,90
40 % sacarosa
10 % sal
13,2 ± 1,60
50 % sacarosa
10 % sal
17,4 ± 2,00
18,1 ± 1,20
18,5 ± 0,32
22,1 ± 1,86
30,8 ± 6,30
27,2 ± 4,08
V. 2.2.5. Modelo polinomial
Los datos experimentales de las humedades de las papas en función del tiempo para
aquellas que fueron deshidratadas osmóticamente en distintas soluciones deshidratantes
a diferentes concentraciones de sacarosa (10 %, 20 %, 30 %, 40 % y 50 % m/m) y 10 %
m/m de sal se ajustaron convenientemente mediante polinomios de grado 3. En la
121
Figura V.45 se pueden apreciar los datos experimentales y las curvas de ajuste
polinómicas
90
80
70
Humedad (%)
60
50
40
30
10 % sacarosa
20 % sacarosa
30 % sacarosa
40 % sacarosa
50 % sacarosa
Ajuste
20
10
0
0
1
2
y
y
y
y
y
10
10
10
10
10
%
%
%
%
%
sal
sal
sal
sal
sal
3
4
5
tiempo (h)
Figura V.45 Valores experimentales de humedad de las papas en función del tiempo y ajuste polinómico
(grado 3) de dichos datos. Las papas fueron deshidratadas osmóticamente en distintas soluciones
deshidratantes a diferentes concentraciones de sacarosa (10 % m/m, 20 % m/m, 30 % m/m, 40 % m/m y
50 % m/m) y 10 % m/m de sal
En la Tabla V.9 se detallan los coeficientes que integran el polinomio de grado 3 y el
coeficiente de determinación, R2.
Tabla V.9 Coeficientes del modelo polinomial de grado 3 para las distintas concentraciones de
sacarosa en la solución y su coeficiente de determinación, R2
% m/m de
sacarosa
a
B
C
d
R2
10
-0,5633
5,1993
-14,609
82,849
0,9999
20
-0,6178
6,0233
-18,153
80,133
0,9972
30
-1,4167
11,786
-31,726
81,871
0,9980
40
-1,2633
11,349
-33,459
78,315
1,0000
50
-1,8083
14,879
-39,506
82,447
0,9950
122
Asimismo, se buscó un modelo polinómico para ajustar los datos experimentales
correspondientes a la deshidratación osmótica de papas en solución de distintas
concentraciones de sal (20 % m/m, 10 % m/m y 5% m/m) e igual concentración de
sacarosa 40 % m/m. También en este caso ajustó muy bien un polinomio de grado 3. En
la Figura V.46 se puede apreciar el ajuste y en la Tabla V.10 se exponen los coeficientes
del polinomio y el coeficiente de determinación para cada experiencia
100
90
40 %de sacarosa y 5 % de sal
Humedad (%)
80
40% de sacarosa y 10 % de sal
70
40% de sacarosa y 20 % de sal
60
Ajuste polinomial
50
40
30
20
10
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.46 Variación de la humedad de las papas en función del tiempo deshidratadas osmóticamente
en distintas soluciones deshidratantes a diferentes concentraciones de sal (20 %, 10 % y 5 % m/m) y 40 %
m/m de sacarosa y ajuste polinomial de las curvas
Tabla V.10 Coeficientes del modelo polinomial de grado 3 y su coeficiente de determinación,
R2 para cada experiencia
Concentración
Solución
a
b
c
d
R2
40 % sacarosa y 5 %
sal
-0,9055
9,4835
-32,022
35,894
0,9991
40 % sacarosa y 10
% sal
-1,2626
11,345
-33,454
78,314
1,0000
40 % sacarosa y 20
% sal
-0,8335
8,9438
-31,533
80,161
0,9997
123
Se obtuvieron valores del coeficiente de determinación muy cercanos a 1. En
consecuencia, los ajustes fueron excelentes tal como se verifica en los gráficos.
V.2.2.6. Modelo de Raoult-Wack
Este
modelo
ajusta
los
datos
a
una
ecuación
exponencial
del
tipo
k t
PA a 1 e 1 (II.33) en la que a1 y k1 son parámetros empíricos.
1
En la Figura V.47 puede apreciarse como el modelo ajusta los datos experimentales.
70
Pérdida de agua (%)
60
50
40
DO en solución 50 % sacarosa y 10 % sal
30
DO en solución 40 % sacarosa y 10 % sal
DO en solución 30 % sacarosa y 10 % sal
20
DO en solución 20 % sacarosa y 10 % sal
DO en solución 10 % sacarosa y 10 % sal
10
Modelo de Raoult Wack
0
0
1
2
3
4
5
6
Tiempo (h)
Figura V.47 Datos experimentales de pérdida de agua en función del tiempo para las experiencias de
deshidratación osmótica en las distintas soluciones deshidratantes y ajuste del modelo de Raoult-Wack
En la Tabla V.11 se presentan las expresiones de las ecuaciones de ajuste para cada
solución con diferente concentración de sacarosa (en el rango 10-50 % m/m) y la misma
concentración de sal 10 % m/m y los coeficientes de determinación, R2. Los mismos
alcanzaron valores cercanos a 1 en todos los casos, en consecuencia, el ajuste resulta
muy satisfactorio.
124
Tabla V.11 Ecuaciones de ajuste del modelo de Raoult-Wack para las distintas soluciones y
coeficientes de determinación, R2 respectivos
Solución
Ecuación de ajuste
R2
DO en solución 50 % m/m
sacarosa y 10 % m/m sal
60,22 (1 – e-1,750 t)
0,9993
DO en solución 40 % m/m
sacarosa y 10 % m/m sal
55,50 (1 – e-1,475 t)
0,9994
DO en solución 30 % m/m
sacarosa y 10 % m/m sal
49,45 (1 – e-1,947 t)
0,9997
DO en solución 20 % m/m
sacarosa y 10 % m/m sal
49,56 (1 – e-2.68 t)
0.9956
DO en solución 10 % m/m
sacarosa y 10 % m/m sal
49,37 (1 – e-2.701 t)
0.9975
Los valores de pérdida de agua a tiempo infinito, PA∞ obtenidos con el modelo de uara
y el modelo de Raoult-Wack se presentan en la Tabla V.12.
125
Tabla V.12 - Comparación de los PA∞ obtenidos con los modelos de Azuara, y Raoult-Wack
DO en solución
(% m/m)
PA∞
(Azuara)
PA∞
(RaoultWack)
Error
Porcentual
(%)
50 % m/m sacarosa y 10 % m/m sal
68,00
60,22
11,40
40 % m/m sacarosa y 10 % m/m sal
57,14
55,50
2,87
30 % m/m sacarosa y 10 % m/m sal
51,55
49,45
4,07
20 % m/m sacarosa y 10 % m/m sal
50,76
49,56
2,36
10 % m/m sacarosa y 10 % m/m sal
48,54
49,37
1,68
Los valores obtenidos son similares cuando se comparan los dos modelos y se puede
afirmar que los mismos ajustaron muy satisfactoriamente los datos experimentales.
Comparación entre los modelos empleados para describir el proceso de deshidratación
osmótica
El modelo de Crank requiere conocer la condición de equilibrio (humedad de
equilibrio), mientras que los modelos empíricos no y, además, pueden estimarla.
Asimismo estos últimos modelos son muy fáciles de aplicar por su sencillez
matemática. Los modelos de Peleg y Azuara son muy similares, ambos presentan dos
parámetros de ajuste que se los puede relacionar entre sí. El modelo de Azuara ajustó
los datos experimentales un poco mejor que el de Peleg, como puede comprobarse al
comparar los coeficientes de determinación R2.
El modelo de Hawkes y Flink es semejante al de Crank a tiempos cortos, donde la
pérdida de agua se puede relacionar con la raíz cuadrada del tiempo. Por esta razón, se
puede atribuir un mejor ajuste del modelo a los datos experimentales a tiempos cortos.
126
Este modelo ajusta los datos experimentales de manera menos satisfactoria que Peleg y
Azuara.
Raoult-Wack ajustó los datos con exactitud y los valores estimados de pérdida de agua a
tiempo infinito obtenidos fueron bastante similares a los calculados con el modelo de
Azuara para las experiencias de deshidratación osmótica en las distintas soluciones de
sacarosa (Tabla V.12).
Modelos utilizados para describir la ganancia de sólidos en el producto durante la
deshidratación osmótica
Para estudiar la ganancia de sólidos en el producto se emplearon los modelos de Peleg y
de Azuara.
Si se reemplaza en la ecuación de Peleg, II.22, el contenido de humedad por el
contenido de sólidos se puede adaptar la misma para estudiar la ganancia de sólidos. De
la misma forma si se sustituye en la ecuación del modelo de Azuara, II.25, la pérdida de
agua por la ganancia de sólidos.
Ambos modelos ajustaron satisfactoriamente los datos experimentales con coeficientes
de determinación cercanos a 1.
La ecuación de Peleg se puede transformar en la de Azuara. Entonces se pueden
relacionar los parámetros de ambas ecuaciones. Las expresiones son las siguientes:
k2
1
GS
(V.7)
k1
1
s 1 GS
(V.8)
Los sólidos ganados a tiempo infinito se consideran los sólidos ganados cuando se
alcanza el equilibrio.
En la Figura V.48 a V.52 se aprecia el ajuste del modelo de Azuara a los datos
experimentales.
127
14
y = 0,0487x - 0,1002
R2 = 0,9973
t/GS (min/ %)
12
10
8
6
Datos
experimentales
Ajuste lineal
4
2
0
0
100
200
300
t (min)
Figura V.48 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 10 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
16
y = 0,0503x + 1,321
R2 = 0,9994
t/GS (min/ %)
14
12
10
8
Datos
experimentales
Ajuste lineal
6
4
2
0
0
100
200
t (min)
300
Figura V.49 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 20 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
128
20
y = 0,0556x + 4,1043
R2 = 0,9846
18
(min/%)
16
14
12
10
Datos experimentales
t/GS
8
6
Ajuste lineal
4
2
0
0
100
200
300
t (min)
Figura V.50 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 30 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
40
y = 0,1357x + 3,544
R2 = 0,9653
(min/%)
30
t/GS
35
15
Datos
experimentales
10
Ajuste lineal
25
20
5
0
0
100
200
300
t (min)
Figura V.51 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 40 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
129
30
y = 0,1747x - 3,7193
t/SG (min/%)
25
2
R = 0,9958
20
15
Datos
experimentales
Ajuste lineal
10
5
0
0
50
100
150
200
t(min)
Figura V.52 Ajuste de los datos experimentales (ganancia de sólidos) al modelo de Azuara para
la deshidratación osmótica de papas en solución de sacarosa al 50 % m/m y sal 10 % m/m (valores
de las restantes variables iguales a las de las condiciones de operación óptimas finales)
La Tabla V.13 exhibe los valores de ganancia de sólidos a tiempo infinito, el parámetro
s1 y el coeficiente de determinación, R2 obtenidos al ajustar los datos experimentales al
modelo de Azuara.
Tabla V.13 Valores de ganancia de sólidos a tiempo infinito, GS, el parámetro s1 y el
coeficiente de determinación, R2 para el modelo de Azuara.
Solución
GS
s1
R2
10 % sacarosa, 10 % sal
20,53
-0,486
0,9973
20 % sacarosa, 10 % sal
19,88
0,038
0,9971
30 % sacarosa, 10 % sal
17,39
0,014
0,9846
40 % sacarosa, 10 % sal
7,37
0,038
0,9653
50 % sacarosa, 10 % sal
5,72
-0,047
0,9958
La ganancia de sólidos a tiempo infinito es mayor para las concentraciones menores de
sacarosa en la solución ya que no se forma la capa de sacarosa sobre la superficie del
130
producto o la misma es de muy pequeño espesor y no obstaculiza el ingreso de sólidos
al interior del producto, tal como se indicó anteriormente.
En la Tabla V.14 se presentan los valores de los parámetros k1 y k2 en las distintas
experiencias con diferentes concentraciones de sacarosa y el coeficiente de
determinación, R2, para los diferentes ajustes.
Tabla V.14 Valores de los parámetros k1 y k2 del modelo de Peleg en las distintas experiencias
con diferentes concentraciones de sacarosa y el coeficiente de determinación, R2.
Solución
k1
k2
R2
10 % sacarosa, 10 % sal
-0,1002
0,0487
0,9973
20 % sacarosa, 10 % sal
1,3210
0,0503
0,9971
30 % sacarosa, 10 % sal
4,1043
0,0556
0,9846
40 % sacarosa, 10 % sal
3,5440
0,1357
0,9653
50 % sacarosa, 10 % sal
-3,7193
0,1747
0,9958
V. 3. MODELADO DEL SECADO POR MICROONDAS
El uso de microondas presenta la ventaja de una elevada velocidad de calentamiento sin
provocar efectos negativos en la superficie del alimento (no se forman costras), con lo
que puede suponerse que el secado del alimento es más uniforme que en el caso de
secado con aire caliente. Por ello podría esperarse que los modelos simplificados sean
adecuadamente precisos.
Las curvas experimentales de secado por microondas se ajustaron con distintos modelos
matemáticos simples: lineal, exponencial, logarítmico, potencial y polinómicos de grado
2, 3, 4 y 5. Las ecuaciones utilizadas se presentan en la Tabla V.15.
131
Tabla V.15 Ecuaciones correspondientes a los distintos modelos matemáticos utilizados para
ajustar los datos experimentales durante el secado por microondas
Modelo matemático
Lineal
Exponencial
Logarítmico
Potencial
Polinomio grado 2
Polinomio grado 3
Polinomio grado 4
Polinomio grado 5
*Unidades
Masa (g)
Tiempo, t (min)
Ecuación*
Masa = a t + b
Masa = a exp bt
Masa = a ln t + b
Masa = a t b
Masa = a t2 + b t +c
Masa = a t3 + b t2 + c t + d
Masa = a t4 + b t3 + c t2 + d t +e
Masa = a t5 + b t4 + c t3 + d t2 +e t + f
Las curvas de secado representan la variación de la masa en función del tiempo durante
el proceso a distintas potencias de microondas. Una vez probados los distintos métodos
de ajuste a las curvas de secado se observa que las mismas pueden ajustarse
satisfactoriamente con los modelos polinómicos de grado 2, 3, 4 y 5. A medida que
aumenta el grado del polinomio el ajuste alcanzado es más satisfactorio, como puede
apreciarse en los valores del coeficiente de determinación, R2 cada vez más cercano a 1.
En las Figuras V.56 y V.57 se presentan las curvas de ajustes que representan los
modelos polinómicos de grado 3 y de grado 5, respectivamente. Si no consideramos el
punto inicial a t=0, el modelo logarítmico también presenta un buen ajuste para la
mayoría de los datos experimentales, a excepción del tramo donde el peso se hace
constante, como se observa en la Figura V.54. El modelo potencial describe estas curvas
un poco más satisfactoriamente que el logarítmico pero peor que el polinomial para
potencias superiores al 20 %, como puede apreciarse en las Figuras V.54 a V.57
132
MO 10 %
MO 20 %
250
MO 30 %
MO 40 %
Masa (g)
200
MO 50 %
MO 60 %
150
MO 70 %
MO 80 %
100
MO 90 %
Exponencial
50
0
0
50
100
150
200
250
t (min)
Figura V. 53 Datos experimentales de las curvas de secado, masa vs t para las potencias
de microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de
las mismas por el modelo exponencial
MO 10
MO 20
MO 30
MO 40
MO 50
MO 60
MO 70
MO 80
MO 90
Ajuste
300
250
Masa (g)
200
150
100
%
%
%
%
%
%
%
%
%
logarítmic o
50
0
0
50
100
150
200
250
t (min)
Figura V.54 Datos experimentales de las curvas de secado, masa vs t para las potencias
de microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de
las mismas por el modelo logarítmico
133
MO
MO
MO
MO
MO
MO
400
350
Masa (g)
300
250
10
20
30
40
50
60
MO 70
MO 80
MO 90
Ajuste
200
150
100
%
%
%
%
%
%
%
%
%
potencial
50
0
0
50
100
150
200
250
t (min)
Figura V.55 Datos experimentales de las curvas de secado, masa vs t para las potencias
de microondas: 10 %. 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de
las mismas por el modelo potencial
MO 10 %
300
MO 20 %
MO 30 %
MO 40 %
250
Masa (g)
MO 50 %
200
MO 60 %
MO 70 %
MO 80 %
150
MO 90 %
Ajuste polinomio grado 3
100
50
0
0
50
100
150
200
250
t (min)
Figura V.56 Datos experimentales de las curvas de secado, masa vs t para las potencias
de microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de
las mismas por polinomio de grado 3
134
300
MO 10 %
MO 20 %
250
MO 30 %
MO 40 %
MO 50 %
Masa (g)
200
MO 60 %
MO 70 %
150
MO 80 %
MO 90 %
100
Ajuste polinomio de grado 5
50
0
0
50
100
150
200
t (min)
250
Figura V.57 Datos experimentales de las curvas de secado, masa vs t para las potencias
de microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % y ajuste de
las mismas por polinomio de grado 5
135
La velocidad de secado aumenta con el incremento de la potencia y por lo tanto la
llegada a peso constante es más rápida, si bien la consistencia y el color del alimento se
ven desmejorados a altas potencias, mayores del 60 %. Este fenómeno de variación de
la velocidad de secado se observa en los gráficos anteriores y también en la Figura V.57
donde se puede apreciar la pérdida de peso en función del tiempo. En estas curvas se
distinguen dos pendientes: la primera de mayor valor, relacionada con la velocidad de
calentamiento y por consiguiente con la velocidad de secado y, la segunda de pendiente
prácticamente nula, cuando la pérdida de peso se hace constante.
100
90
70
PP
Pérdida de peso (%)
80
MO 10 %
60
MO 20 %
50
MO 30 %
MO 40 %
40
MO 50 %
30
MO 60 %
20
MO 70 %
MO 80 %
10
MO 90 %
0
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
Tiempo(min)
Figura V.58 Pérdida de peso en función del tiempo para las distintas potencias de
microondas: 10 %, 20 %, 30 %, 40 %, 50 %, 60 %, 70 %, 80 % y 90 % respecto de la
potencia máxima.
En las Tablas V.16 a V.23 se pueden apreciar los valores obtenidos de los parámetros de
los distintos modelos y del coeficiente de determinación, R2, para las diferentes curvas
de secado obtenidas a las distintas potencias de calentamiento
136
Tabla V.16 Modelo lineal
Potencia (%)
a (g/min)
b (g)
R2
10
-0,8420
224,51
0,9425
20
-0,7172
206,48
0,8813
30
-1,3893
161,69
0,6075
40
-2,7361
195,78
0,6966
50
-3,234
188,20
0,6999
60
-4,6983
190,52
0,6974
70
-4,3895
175,73
0,6149
80
-4,0718
177,87
0,5049
90
-7,7567
193,86
0,6595
Tabla V.17 Modelo Exponencial
Potencia (%)
a (g)
b (min-1)
R2
10
250,68
-0,0072
0,9979
20
251,30
-0,0072
0,9698
30
152,21
-0,0143
0,7538
40
123,70
-0,0195
0,8344
50
183,80
-0,0200
0,8170
60
184,20
-0.0431
0,8261
70
159,68
-0,0416
0,7505
80
160,36
-0,0341
0,6831
90
177,08
-0,0693
0,7840
137
Tabla V.18 Modelo Logarítmico
Potencia (%)
a (g)
b (g)
R2
10
-67,902
427,05
0,9625
20
-85,188
510,26
0,9847
30
-52,703
273,25
0,8902
40
-51,844
247,84
0,9060
50
-60,269
276,72
0,9283
60
-59,879
250,62
0,9108
70
-48,748
208,04
0,8549
80
-44,536
205,46
0,7959
90
-45,326
178,63
0,8383
Potencia
a(g/min b)
b
R2
10
1306,4
-0,5586
0,8775
20
3800,5
-0,7879
0,9651
30
676,73
-0,6203
0,9462
40
898,74
-0,7799
0,9620
50
510,31
-0,5982
0,9526
60
473,52
-0,6681
0,9502
70
344,58
-0,6035
0,9082
80
281,04
-0,4747
0,8445
90
278,53
-0,6143
0,8844
Tabla V.19 Modelo Potencial
138
Tabla V.20 Polinomio de grado 2
a (g/min2)
b (g/min)
c (g)
R2
10
0,0032
-1,6063
250,13
0,9985
20
0,0044
-1,9684
271,77
0,9995
30
0,0294
-4,8691
222,01
0,9356
40
0,0767
-8,4876
253,29
0,9593
50
0,1310
-10,450
248,40
0,9670
60
0,2579
-15,016
250,71
0,9672
70
0,2763
-15,442
240,00
0,9277
80
0,2715
-14,931
241,22
0,9182
90
0,7100
-25,506
253,03
0,9542
Tabla V.21 Polinomio grado 3
a (g/min3)
b (g/min2)
c (g/min)
d (g)
R2
10
-5 10 -6
0,0051
-1,7910
253,37
0,9992
20
4 10-7
0,0042
-1,9526
271,53
0,9795
40
-0,0015
0,2457
-13,118
268,50
0,9987
50
-0,0030
0,3810
-15,720
267,20
0,9980
60
-0,0083
0,7544
-22,504
268,08
0,9993
70
-0,0120
0,9951
-26,285
265,16
0,9957
80
-0,0121
0,9996
-25,943
266,70
0,9957
90
-0,0420
2,2835
-39,878
268,76
0,9988
139
Tabla V.22 Polinomio grado 4
10
a (g/min4)
-1 10 -8
b (g/min3)
2 10 -6
c (g/min2)
0,0041
d (g/min)
-1,7391
e (g)
252,86
R2
0,9993
20
-7 10 -8
3 10 -5
-0,0012
-1,6837
269,81
1,0000
30
3 10 -6
-0.0012
0.1588
-9,3535
261,80
0,9999
40
2 10 -5
-0,0039
0,3544
-14,636
269,87
0,9999
50
3 10 -5
-0,0060
0,4900
-16,930
269,20
0,9999
60
0,0001
-0,0171
0,9748
-24,229
269,74
0,9999
70
0,0003
-0,0348
1,5619
-30,721
269,44
0,9997
80
0,0003
-0,0337
1,5363
-30,114
270,75
0,9996
90
0,0012
-0,1016
3,1992
-44,137
270,04
1,0000
Tabla V.23 Polinomio grado 5
a
b
(g/min5) (g/min4)
c
(g/min3)
d
(g/min2)
e
(g/min)
f
(g)
R2
10
9 10 -10
-5 10 -7
0,0001
-0,0059
-1,429
251,15
0,9996
20
2 10 -11
-8 10 -8
4 10-5
-0,0014
-1,678
269,79
1,0000
30
-3 10 -9
4 10 -6
-0,0013
0,1623
-9,403
250,26
0,9999
40
-4 10 -7
8 10-5
0,0084
0,4733
15,673
270,00
1,0000
50
-9 10 -7
0
-0,0110
0,6010
17,680
269,80
0,9999
60
-2 10 -6
0,0003
0,0233
1,0616
24,641
269,89
0,9999
70
-3 10 -6
0,0006
0,0455
1,7128
31,436
269,69
0,9997
80
7 10 -6
-0,0004
0,0109
1,2139
28,586
270,20
0,9998
90
3 10 -5
-0,0006
0,0635
2,8639
43,162
270,00
1,0000
140
V.4. SECADO COMBINADO (MICROONDAS Y CONVECCIÓN CON AIRE
CALIENTE) LUEGO DE PRETRATAMIENTO CON DESHIDRATACIÓN
OSMÓTICA
V.4.1. Condiciones de pretratamiento utilizando xilitol en reemplazo de la sacarosa
a) Análisis del tiempo de pretratamiento (deshidratación osmótica)
Los resultados obtenidos luego de la deshidratación osmótica de papas utilizando
soluciones con 40 % de xilitol y 5 % de sal; 40 % de xilitol y 10% de sal y tiempos
totales de tratamiento de 2 h y 1 h, respectivamente se muestran en las Tablas V.24 y
V.25. Los valores de las restantes variables se mantuvieron iguales a las condiciones de
operación finales (item V.1.7)
Tabla V.24 Deshidratación osmótica en una solución con una concentración 40 % de xilitol y 5
% de sal durante 60 min y 120 min
Tiempo
(min)
60
120
Pérdida de peso %
34,1
37,9
En la Tabla V.24 se puede apreciar que el porcentaje de pérdida de peso más apreciable
se produce a la hora de tratamiento (34,1 %) ya que en la hora siguiente el aumento es
de sólo un 3,8 % más, alcanzando un valor de 37,9 % final. Por consiguiente podemos
considerar adecuado 1 h de deshidratación osmótica.
b) Análisis de la concentración más adecuada de sal a emplear en el
pretratamiento
A continuación se presenta la Tabla V.25:
Tabla V.25 Deshidratación osmótica en una solución con una concentración 40 % de xilitol y
10 % de sal durante 30 min y 60 min.
Tiempo
(min)
30
60
Pérdida de peso
%
36,00
42,13
Comparando los resultados de la Tabla V.24 y V.25 para la hora de transcurrida la
deshidratación osmótica se puede observar una mayor pérdida de peso para una
141
concentración mayor de sal en la solución, 10 % m/m. Para un aumento del doble en la
concentración de la sal se tiene un incremento en la pérdida de peso de
aproximadamente un 8 %. Siendo que este aumento no es tan significativo y que luego
de un análisis sensorial el producto obtenido utilizando la solución con la mayor
concentración de sal resultó ser muy salado, podemos considerar que una concentración
de sal de 5 % m/m podría ser adecuada. Asimismo, teniendo en cuenta las dos
conclusiones alcanzadas anteriormente, parece conveniente para llevar a cabo un
pretratamiento a las papas antes del secado combinado (microondas y convección con
aire caliente), una deshidratación osmótica de 1 h utilizando una concentración del 5 %
m/m de sal en la solución. La sacarosa es un poco más dulce que el xilitol, por ello para
enmascarar el dulzor de este último se requiere una menor concentración de sal que la
anteriormente usada cuando se trabajó con sacarosa, que fue de 10 % m/m.
c) Condiciones de pretratamiento de las papas utilizando xilitol antes del
secado combinado
Concentración de xilitol: 40 % m/m
Concentración de sal: 5 % m/m
Temperatura: 40 °C
Relación masa de solución a masa de papa: 4
Tamaño de cubos (arista: 1 cm)
Nivel de agitación: 120-130 rpm
V.4.2. Comparación de los valores de humedades del producto durante el
tratamiento con deshidratación osmótica en soluciones con diferentes tipos y
concentraciones de solutos
Se compararon los valores de humedades de los productos obtenidos en soluciones de
40 % m/m de sacarosa y 10 % m/m de sal, 40 % m/m de xilitol y 10 % m/m de sal, 40
% m/m de sacarosa y 5 % m/m de sal y 40 % m/m de xilitol y 5 % m/m de sal. Los
valores de humedad en función del tiempo para las soluciones con diferentes
concentraciones de solutos se presentan en la Figura V.59 y en la Tabla V.26.
142
Tabla V.26 Valores de humedades en función del tiempo para las soluciones con diferentes
concentraciones de solutos
t
40 % m/m xilitol
40 % m/m xilitol
40 % m/m sacarosa 40 % m/m sacarosa
(min)
5 % m/m sal
10% m/m sal
10 % m/m sal
0
83.93
83.43
83.43
83.93
60
72.50
67.08
58.60
61.21
120
58.02
58.32
49.60
50.94
5 % m/m sal
90
Humedad (%)
80
70
60
50
40
40 % m/m xilitol y 5 % m/m sal
30
40 % m/m xilitol y 10 % m/m sal
20
40 % m/m sacarosa y 10 % m/m sal
10
40 % m/m sacarosa y 5 % m/m sal
0
0
20
40
60
80
100
120
140
Tiempo (h)
(min)
Figura V.59 Variación de las humedades de las papas durante el tratamiento de deshidratación osmótica
en distintas soluciones
Al comparar las humedades del producto alcanzadas en la solución de xilitol con las
obtenidas en la de sacarosa se aprecia una reducción de los valores en aproximadamente
un 12-15 % cuando se utiliza sacarosa. Si se contrastan los valores de humedad
correspondientes a las papas que se sumergieron en la solución de 40 % m/m de xilitol y
5 % m/m de sal con las de 40 % m/m de xilitol y 10 % m/m de sal, se observa una
disminución en un 7 % cuando se usa 10 % m/m de sal para un tiempo de 1 hora y,
luego de transcurridas 2 horas de deshidratación osmótica, los valores resultan
prácticamente equivalentes. Se consideró una concentración de sal de 5 % m/m ya que
puede enmascarar el dulzor de la solución de xilitol con una concentración del 40 %
m/m adecuadamente, sin resultar tan salada como cuando se emplea el 10 % m/m de sal
143
en la solución. Además, si bien a esta última concentración de sal mejora el proceso de
deshidratación osmótica al egresar mayor cantidad de agua del producto, ésta no resulta
significativa.
Cuando se utiliza sacarosa en la solución deshidratante, se obtiene un menor valor de
humedad de las papas y por lo tanto, una mejor deshidratación osmótica. Sin embargo,
se empleó xilitol ya que aporta al producto un menor valor energético que la sacarosa.
V.4.3 Justificación del uso de xilitol en las experiencias de deshidratación osmótica
e importancia de la elección del soluto.
Es muy importante tener en cuenta la efectividad del soluto en la deshidratación
osmótica pero también el precio del mismo ya que industrialmente deben utilizarse
grandes cantidades. El xilitol es un alcohol pentahidroxilado producido generalmente
por síntesis química y requiere varias etapas de purificación que afectan el precio final
del producto. Sin embargo, una alternativa es la obtención del mismo a partir de la
fermentación
de
residuos
agroindustriales
con
elevadas
concentraciones
de
hemicelulosa. El bagazo de caña de azúcar, un residuo de la industria azucarera posee
esta característica. Gran cantidad de este residuo se genera durante la zafra, el que puede
ser aprovechado biotecnológicamente para la producción de xilitol. De esta manera, se
obtendría un producto de elevado valor comercial a partir de un residuo agroindustrial
de bajo costo, utilizando un proceso económico y ambientalmente sustentable. Las
levaduras del género Candida como las Candida guilliermondii FTI 20037 y Candida
tropicalis NBRC 0618 se utilizan para fermentar la xilosa presente en los hidrolizados
hemicelulósicos de bagazo de caña de azúcar. También se pueden emplear como
sustrato eucalipto, paja de arroz, paja de trigo y residuos de poda de olivos, entre otros
(Emodi, 1978). Las levaduras reducen la xilosa a xilitol bajo la acción de una enzima
denominada xilosa reductasa. La cantidad de xilitol y la productividad del mismo
dependerán de las condiciones de cultivo y del tipo de cepa que se utilice.
Entre las propiedades del xilitol se pueden citar su poder anticariogénico y su
metabolismo independiente de la insulina por lo que es indicado para las personas con
diabetes, además de aquellas con lesiones renales y parenterales, en la prevención de
otitis, infecciones pulmonares y osteoporosis (Mäkinen, 2000). Desde el punto de vista
de la industria alimenticia, otra característica además de su poder edulcorante
144
(levemente inferior al de la sacarosa) es la de no participar en la reacción de Maillard
debido a su estructura química.
V.5 MODELADO DEL SECADO COMBINADO
Luego de un pretratamiento con deshidratación osmótica de 1 hora (en las condiciones
citadas en V.4.1.c) se evaluaron los resultados obtenidos con microondas y convección
con aire caliente a distintas potencias 40, 50 y 60 % de la potencia máxima del horno de
microondas. En la Figura 60 se pueden apreciar las curvas de secado para las diferentes
potencias (pérdida de peso vs tiempo) y el ajuste de los datos experimentales por
expresiones polinómicas (se probaron sólo este tipo de ajustes empíricos, en base a la
experiencia de la evaluación de los resultados de los anteriores ensayos de
deshidratación osmótica).
Pérdida de peso (%)
90
80
y = 0,0024x 3 - 0,6735x 2 + 60,965x - 1719,7
R2 = 0,9995
y = 0,0006x 3 - 0,2633x 2 + 30,267x - 962,99
R2 = 0,9996
y = 0,0001x 3 - 0,1124x 2 + 15,901x - 537,8
R2 = 0,9995
70
MO y Convección 40 %
60
MO y Convección 50 %
50
MO y Convección 60 %
40
Polinómica (MO y Convección 40 %)
30
Polinómica (MO y Convección 50 %)
Polinómica (MO y Convección 60 %)
20
10
0
60
65
70
75
80
85 t (min) 90
Figura V.60 Curvas de secado combinado a distintas potencias (40, 50 y 60 % de la potencia máxima)
luego de un pretratamiento con deshidratación osmótica de 1 h
Se observa que se alcanzan pérdidas de peso superiores y en menor tiempo a mayores
potencias de microondas. La pendiente de las curvas es mayor a potencias superiores ya
que el secado se lleva a cabo a mayor velocidad. Cuando las papas se deshidrataron
osmóticamente durante 1 h y luego se sometieron a un secado combinado durante los
posteriores 5-6 min a 60% de potencia de microondas, se pudo obtener un producto que
pudo rehidratarse en agua hirviendo durante 5 min y estaba listo para su consumo y
145
presentaba muy buenas características organolépticas. Para tiempos superiores a los 5-6
min de secado combinado aparecen quemaduras en algunos de los vértices de los cubos
y el color de las papas se desfavorece por la aparición de zonas amarronadas, a pesar de
que todavía contienen bastante humedad, 48-50 % en base húmeda.
Los datos experimentales se ajustaron satisfactoriamente con expresiones polinómicas
de tercer grado. En la Tabla V.27 se detallan las expresiones polinómicas y el
coeficiente de determinación para las distintas condiciones de secado combinado
Tabla V.27 Expresiones polinómicas obtenidas a partir de los datos experimentales de las
curvas de secado combinado para potencias 40 %, 50 % y 60 % de la potencia máxima de
microonda
Secado
combinado
Potencias
(%)
Expresiones polinómicas
Coeficiente de
correlación
(R2)
40
Y: 0.0024 t3 – 0.6735 t2 + 60,9675 t – 1719.7
0.9995
50
Y: 0.0006 t3 - 0.2633 t2 + 30.267 t – 962.99
0.9996
60
Y: 0.0001 t3 – 0.1124 t2 + 15.901 t – 537.8
0.9995
Donde Y: pérdida de peso (%) y t: tiempo de secado combinado (min)
Los datos de las humedades de las papas durante el secado combinado (microondas a
una potencia de 60 % y convección con aire caliente) en función del tiempo se ajustaron
también con métodos empíricos. Entre ellos se aplicaron el modelo de Page, el de
primer orden también llamado por algunos autores, de difusión, y otras expresiones
exponenciales y polinómicas. En las Figuras V.61 a V.64 se presentan los datos
experimentales y los ajustes para los diferentes modelos junto con las ecuaciones y el
coeficiente de determinación, R2.
146
Datos experimentales
[(H -He)/(H0 - He )]
1,2
Modelo de Page
1
0,8
0,6
0,4
[(H -He )/(H0 - He )] = exp(-0,05493 t
0,2
1,2
)
2
R 0,9013
0
0
2
4
6
t (min)
8
Figura V.61 Humedades del producto en función del tiempo durante el secado combinado (microondas,
potencia 60 % y convección con aire caliente) para papas pretratadas por deshidratación osmótica durante
1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de los datos experimentales con el modelo
de Page
[(H -He)/(H0 - He)]
1
0,9
y = exp (-0,1272 x)
0,8
2
R = 0,7319
0,7
0,6
0,5
0,4
0,3
Datos
experimentales
modelo de
difusión
0,2
0,1
0
0
5
10
15
t (min)
Figura V.62 Humedades del producto en función del tiempo durante el secado combinado (microondas,
potencia 60 % y convección con aire caliente) para papas pretratadas por deshidratación osmótica durante
1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de los datos experimentales con el modelo
de difusión
147
[(H -He)/(H0 - He)]
2
y = exp (-0,0139 x + 0,0187 x -0,0333)
1
0,9
0,8
2
R = 0,9972
0,7
0,6
0,5
0,4
Datos
experimentales
Ajuste
0,3
0,2
0,1
0
0
5
10
15
t (min)
Figura V.63 Humedades del producto en función del tiempo durante el secado combinado (microondas,
potencia 60 % y convección con aire caliente) para papas pretratadas por deshidratación osmótica durante
1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de los datos experimentales con expresión
exponencial
[(H -He)/(H0 - He)]
2
y = -0,0017x - 0,0508x + 1,0103
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
2
R = 0,9994
Datos
experimentales
Ajuste polinómico
0
5
10
15
t (min)
Figura V.64 Humedades del producto en función del tiempo durante el secado combinado (microondas,
potencia 60 % y convección con aire caliente) para papas pretratadas por deshidratación osmótica durante
1h en solución 40 % m/m de xilitol y 5 % m/m de sal y ajuste de los datos experimentales con expresión
polinómica de segundo grado
El modelo de difusión no ajustó satisfactoriamente los datos experimentales tal como
puede observarse en la Figura V.62 y por el bajo valor de coeficiente de determinación,
148
R2 obtenido. El modelo de Page ajustó satisfactoriamente los datos a tiempos cortos t ≤
7,5 min y se obtuvo un coeficiente de determinación, R2 de 0,9013. Las expresiones
exponenciales y polinómicas de segundo grado permitieron un mejor ajuste, con
coeficientes de determinación muy cercanos a 1 en ambos casos, y permitieron ajustar
los datos experimentales en un rango de tiempo mayor (hasta 12,5 min)
V.6. TRATAMIENTO SELECCIONADO
V.6.1 Condiciones de operación y resultados obtenidos con el tratamiento
seleccionado para el secado de las papas
Finalmente, el tratamiento de las papas consistió en la deshidratación osmótica durante
1 h en una solución con 40 % m/m de xilitol y 5 % m/m de sal y las condiciones
restantes iguales a las detalladas en V.4.1 c). La pérdida de peso obtenida fue de
aproximadamente del 40 % y se alcanzó una humedad en el producto del 70 % en base
húmeda. Luego se continuó con el secado combinado de las papas (microondas y
convección con aire caliente) durante 5 min con una potencia del 60 % respecto de la
máxima que puede suministrar el equipo. Al final de esta etapa se logró una pérdida de
peso de alrededor del 60-65 % y una humedad del producto en base húmeda del 50 %.
V.7. RESULTADOS MICROBIOLÓGICOS
En este trabajo se emplearon factores combinados de conservación con el objeto de
aumentar la vida útil del alimento. Estos consistieron en: deshidratación osmótica
durante 1 h en solución al 40 % de xilitol y 5 % de sal y secado combinado (microondas
y convección con aire caliente a una potencia de microondas del 60 % de su potencia
máxima), que reducen la actividad de agua, y un posterior envasado en atmósfera
modificada (30 % de CO2 y 70 % de N2) y refrigeración.
Los resultados obtenidos luego de los ensayos microbiológicos analizados a diferentes
tiempos: día 0, 30, 60 y 120 luego del tratamiento y envasado se detallan en la Tabla
V.28.
149
Tabla V.28 Resultados microbiológicos
Ensayos Microbiológicos
Aerobios mesófilos a 30 °C (ufc/g)
Anaerobios mesófilos a 30 °C (ufc/g)
Enterobacterias (ufc/g)
Coliformes totales (ufc/g)
Mohos (ufc/g)
Levaduras (ufc/g)
Clostridios sulfito reductores (ufc/g)
Staphylococcus aureus coagulasa (+)
(ufc/g)
Escherichia coli (ufc/g)
Día 0
200
75
< 10
< 10
< 10
< 10
< 100
Día 30
< 10
< 10
Día 60
< 10
< 10
Día 120
10
<10
< 10
< 10
< 10
< 10
10
<10
< 10
< 10
Los aerobios mesófilos son indicadores típicos para determinar tiempo de vida útil o
problemas de almacenamiento en alimentos.
A partir de estos resultados se puede apreciar que los microorganismos aerobios
mesófilos disminuyen su cantidad a medida que transcurre el tiempo debido a la falta
parcial de oxígeno. Los anaerobios mesófilos también disminuyen su número al
transcurrir el tiempo.
Los mohos y las levaduras que pueden subsistir a actividades de agua bastante más
bajas que las bacterias, cercanas a aW de 0,6, no se hallaron al día cero. Si bien no
deberían existir bacterias luego del tratamiento (deshidratación osmótica y secado
combinado) ya que con el mismo se reduce considerablemente la actividad de agua y las
bacterias necesitan valores de actividad de agua altos para sobrevivir, se analizó la
existencia de bacterias como Enterobacterias, Clostridium sulfito reductores,
Escherichia coli, Staphylococcus aureus coagulasa (+), etc., las que podrían haber
aparecido si hubiera habido contaminación durante el envasado. En el envasado en
atmósfera con CO2 tanto la fase lag como la fase logarítmica de crecimiento de
microorganismos se retrasan. Se llevaron a cabo recuentos de coliformes y
enterobacterias ya que las mismas se usan como indicadores de calidad higiénica de los
alimentos.
Luego de 120 días de almacenamiento del producto en atmósfera modificada y
conservación a 4 °C no se detectó contaminación apreciable por los microorganismos
típicos que se consideran para establecer la inocuidad de un alimento. Por lo tanto
podemos considerar que el producto se mantuvo estable frente al deterioro microbiano
en el lapso analizado.
150
V.8. ANÁLISIS DE LAS MICROFOTOGRAFÍAS DE LAS PAPAS
FRESCAS Y DURANTE LOS DISTINTOS TRATAMIENTOS DE
DESHIDRATACIÓN
Las microfotografías de las papas
(MICROFOTOGRAFÍAS I Y II):
frescas
se
presentan
Microfotografía I Papa fresca
Microfotografía II Papa fresca
151
a
continuación
En estas muestras de papa fresca se observa la estructura típica del tejido celular de la
papa con células de forma poligonal, hexagonales y pentagonales predominantemente y
numerosos gránulos de almidón en su interior. Estos gránulos son de forma ovalada o
elipsoidal, de diámetros que oscilan aproximadamente entre 5 y 11 mm, más grandes
que el promedio de los gránulos de almidón en cereales.
Microfotografía III Deshidratación osmótica durante 30 min
Microfotografía IV Deshidratación osmótica durante 1 h
152
Microfotografía V Deshidratación osmótica durante 2 h
Microfotografía VI Deshidratación osmótica durante 3 h
Posteriormente al tratamiento de deshidratación osmótica se pueden apreciar
153
modificaciones en la estructura tisular a los distintos tiempos analizados:
Luego de los 30 min de DO se conserva la forma de las células y se achica la
estructura (Microfotografía III)
A la hora de deshidratación osmótica (Microfotografía IV) las células se
deforman levemente, algunas pierden su forma poligonal característica y se
achican por efecto de la deshidratación osmótica. Se observa también el
achicamiento de algunos gránulos de almidón
Después de las dos horas de tratamiento (Microfotografía V) se observan una
mayor compresión de la estructura y menor cantidad de gránulos de almidón
Luego de las 3 h (Microfotografía VI) no se distinguen prácticamente las
células, parece que los espacios intracelulares se llenan de disolución osmótica y
se observan gránulos de almidón muy pequeños.
Estas observaciones concuerdan con las de los autores Shi y Le Maguer, 2002 y Mauro
et al., 2002 que sostienen que los elementos que integran la estructura celular (pared,
plasmalema y tonoplastos) se deforman debido a la disminución del líquido intracelular
(citoplasma y vacuolas). La célula pasa de un estado de turgencia, máximo volumen a
uno de mínimo volumen, después de perder agua y posteriormente la pared celular se
relaja.
Microfotografía VII Microondas durante 1 min
154
Microfotografía VIII Microondas durante 3 min
Microfotografía IX Microonda durante 5 min
155
Microfotografía X Microondas durante 10 min
En las Microfotografías VII a X se muestran las estructuras de la papa luego del
tratamiento sólo con microondas durante 1, 3, 5 y 10 min, respectivamente. Se puede
observar que la estructura se conserva bastante si se la compara con la muestra fresca
para los tres primeros tiempos de tratamiento. Las formas poligonales de las células se
hallan conservadas y se aprecian gránulos de almidón en su interior. Luego de los 10
min de tratamiento con microondas la estructura parece comprimirse y la mayoría de las
células pierden su forma poligonal. Se aprecia también la destrucción parcial de las
paredes. Las papas a simple vista se observan quemadas y amarronadas. No se observan
gránulos de almidón en el interior de la estructura. Cuando se observan las papas a
simple vista, sin el microscopio, se ven más blancas en ciertas zonas,
predominantemente en los vértices y en algunas aristas del cubo. Esto podría inferir que
los gránulos de almidón migran y se acumulan en las aristas del cubo, preferentemente
en los vértices.
156
Microfotografía XI Secado combinado (microondas y convección con aire caliente a
una potencia del 60%) durante 5 min, luego de pretratamiento con deshidratación
osmótica por 1 h
En la Microfotografía XI se presenta la estructura de la papa luego del pretratamiento
con deshidratación osmótica y posterior secado combinados (microondas y convección
con aire caliente) durante 5 min. En la misma, se puede apreciar que la estructura se
conserva en forma, pero las paredes celulares se observan relajadas o estiradas, tal vez
por el hinchamiento que se produce durante la deshidratación osmótica al ingresar la
solución osmótica dentro de los espacios intercelulares, que produce el estiramiento de
las paredes celulares y produce que las mismas se hallen más holgadas luego de la
salida del agua durante el secado. Este fenómeno no se aprecia cuando la papa es tratada
solamente por microondas durante 5 min (Microfotografía IX).
157
Conclusiones
VI. CONCLUSIONES
En el presente trabajo se estudió el secado combinado (secado por microondas y
convección con aire caliente simultáneamente) de papas pretratadas con deshidratación
osmótica durante 1 hora, las que luego fueron envasadas en atmósfera modificada: 30 %
de CO2 y 70 % de N2 en bolsas de un material compuesto por tres capas: polietilenopoliamida-polietileno. Se determinó luego el tiempo de vida útil del producto realizando
ensayos microbiológicos consistentes en el recuento de aerobios mesófilos a 30 ºC,
anaerobios mesófilos a 30 °C, enterobacterias, coliformes totales, mohos, levaduras,
clostridios sulfito reductores, Staphylococcus aureus coagulasa y Escherichia coli. Los
análisis se llevaron a cabo en los días 0, 30, 60 y 120 de almacenamiento en
refrigeración a 4°C. El producto se mantuvo estable frente al deterioro microbiano en el
tiempo estudiado. Además, presentó características organolépticas y de textura
adecuadas luego de ser hervido durante aproximadamente 5 min.
Las condiciones de pretratamiento por deshidratación osmótica empleadas para obtener
el producto final fueron:
Concentración de xilitol: 40 % m/m
Concentración de sal: 5 % m/m
Temperatura: 40 °C
Relación masa de solución a masa de papa: 4
Tamaño de cubos (arista: 1 cm)
Nivel de agitación: 120-130 rpm
Tiempo de deshidratación: 1 h
El secado combinado se llevó a cabo en un microondas doméstico con microondas y
convección de aire caliente simultáneo. Se realizaron experiencias a 40 %, 50 % y 60 %
de la potencia máxima del equipo. Finalmente, la potencia elegida en el proceso del
secado combinado para obtener el producto final fue de 60 %, ya que de esta manera se
reduce el tiempo del secado combinado (5min) sin afectar la estructura del producto tal
158
como pudo ser verificado por las microfotografías obtenidas. Además, para el tiempo
empleado de secado, la superficie no presentó daño (quemaduras).
Para poder determinar las condiciones de trabajo anteriores se realizaron una serie de
experiencias cuyas conclusiones se detallan a continuación:
En primer lugar, se buscaron las condiciones óptimas de trabajo que
maximizan la eficiencia del proceso de deshidratación osmótica. La eficiencia de
deshidratación aumenta al incrementar la pérdida de agua y minimizar la
ganancia de sólidos ya que interesa la deshidratación y no la impregnación del
producto con sólidos de la solución. Se concluyó que concentraciones altas de
sacarosa cercanas al 40 % m/m favorecen la pérdida de agua y obstaculizan la
ganancia de sólidos por la formación de una capa superficial de sólido que
impide el posterior ingreso de sólidos al interior del producto. No obstante, muy
altas concentraciones pueden dificultar la agitación y el bombeo de la solución
en los procesos industriales cuando la solución debe ser reciclada incrementando
los costos de operación (energéticos).
Si bien se realizaron los primeros ensayos de deshidratación osmótica
usando sacarosa, luego para obtener el producto final, se sustituyó por otro
edulcorante, xilitol, de menor aporte energético. Actualmente el xilitol es más
caro que la sacarosa ya que se produce vía síntesis química y requiere varias
etapas de purificación que afectan el precio final del producto. No obstante, una
alternativa es la obtención del mismo a partir de la fermentación de residuos
agroindustriales con elevadas concentraciones de hemicelulosa tales como el
bagazo de caña de azúcar. En nuestro país se genera un volumen muy importante
de este residuo que podría aprovecharse en este uso. De esta manera se podría
abaratar su costo en los años próximos.
Se modelaron las cinéticas de secado de las dos etapas: deshidratación
osmótica y secado combinado.
159
Para el proceso de deshidratación osmótica, la solución de la 2º Ley de Fick de
la difusión para la transferencia de masa en estado no estacionario en el caso de
geometría cúbica se utilizó para calcular los coeficientes de difusión efectivos.
La importancia de este cálculo radica en que conociendo los coeficientes de
difusión efectivos se puede predecir la humedad de las papas en cualquier
instante de tiempo si se trabaja en condiciones experimentales similares.
Asimismo, se empleó otro modelo para estimar los coeficientes de difusión
efectivos basado en un modelo de primer orden para la velocidad de
deshidratación osmótica. Los valores obtenidos fueron del mismo orden de
magnitud que los calculados con el modelo de Fick. Los valores de difusividad
efectiva del agua calculados para la deshidratación osmótica utilizando una
solución de concentración 40 % m/m de sacarosa y 10 % m/m de sal fueron de
1.32 ± 0,16 10 -9 m2/seg empleando el modelo de Fick y de 3.08 ± 0,63 10-9
m2/seg con el modelo de primer orden. Estos valores obtenidos fueron similares
a los encontrados en la literatura. Se calcularon los coeficientes de difusión
efectivos del agua para distintas concentraciones de sacarosa en la solución y se
pudo concluir que el coeficiente aumenta a medida que se incrementa la
concentración de los solutos en la solución. Es decir, aumenta al ser superior la
fuerza impulsora (actividad acuosa) entre el alimento y la solución en que se
halla inmerso. Asimismo se calculó el coeficiente de difusión efectivo de
sólidos. El valor obtenido fue de 3.12 ± 0.63 10-10 m2/seg inferior al coeficiente
de difusión del agua, 13.2 ± 1.60 10-10 m2/seg ya que a una concentración de
sacarosa de 40 % m/m y 10 % m/m de sal, la difusión del agua resulta más
significativa que la de sólidos.
En el modelado matemático de la deshidratación osmótica se emplearon también
otros modelos del tipo empíricos como los de Peleg, Azuara, Hawkes y Flink y
Raoult-Wack que ajustaron los datos experimentales de manera satisfactoria. No
obstante, se considera que el modelo de Hawkes y Flink ajusta los valores
experimentales mejor para tiempos cortos. Los modelos de Peleg, Azuara y
Raoult Wack predijeron los valores de equilibrio para la humedad y la pérdida
de agua de manera similar. Sin embargo se pudo apreciar un mejor ajuste a los
datos experimentales de los modelos de Azuara y Raoult Wack. También se
160
utilizaron modelos polinomiales cuyo ajuste fue apropiado para el caso de tercer
grado.
Por otra parte, en la etapa de secado combinado de las papas pretratadas
con deshidratación osmótica en las condiciones anteriormente mencionadas se
ajustaron los datos experimentales de manera favorable con expresiones
polinómicas de tercer grado y se alcanzaron coeficientes de determinación muy
cercanos a 1.
La deshidratación osmótica como pretratamiento antes del secado
combinado contribuyó a impedir el deterioro de la estructura y la pérdida de
aromas y sabores que se originarían en el producto si se sometiera a altas
temperaturas como en el caso del tratamiento térmico empleando sólo secado
convectivo. La deshidratación osmótica es un proceso eficiente desde el punto
de vista energético
El secado combinado posterior al pretratamiento con deshidratación
osmótica requiere condiciones menos severas que si se aplica únicamente el
secado combinado
Los resultados y las conclusiones alcanzadas en esta tesis aportan información para el
diseño de productos hortícolas mínimamente procesados y permiten predecir la
tendencia de algunas variables (pérdida de agua, ganancia de sólidos) determinantes en
la eficiencia del tratamiento pudiendo contribuir a optimizar las condiciones de proceso
a escala industrial
161
Anexo
Tratamiento de réplicas
Ejemplo 1: Cubos de papas de 1 cm de arista, solución de concentración de sacarosa de
40 % m/m y de sal de 20 % m/m, T= 40 ºC, relación masa de solución a masa de papa
de 4
Las experiencias de deshidratación osmótica se llevaron a cabo por triplicado. A partir
de los datos experimentales obtenidos se elaboraron las tres curvas de secado (pérdida
de peso, PP versus tiempo). En la Tabla I se muestran los valores correspondientes a
cada corrida PP1, PP2 y PP3, los valores medios y la desviación estándar que tiene en
cuenta la dispersión de los valores respecto del valor medio para cada tiempo.
Tabla 1 Pérdida de peso para original y réplicas para el ejemplo 1
t (h)
PP1 (%)
PP2(%)
PP3 (%)
0
1
2
3
4
5
0
47,34
56,68
62,49
62,17
60,03
0
46,41
58,25
60,60
60,68
59,74
0
45,47
57,82
58,71
58,19
59,46
Valor
medio
(%)
0
46,41
58,25
60,60
60,68
59,74
El valor medio se calculó con la siguiente expresión:
N
X
X
i
i 1
N
Xi= valor experimental correspondiente a la pérdida de peso
N= número de datos
Y la dispersión mediante la desviación estándar o desviación típica, s:
N
X
s
X
2
i
i 1
N
162
Dispersión
(%)
0
0,931
0,427
1,889
1,489
0,283
En la Figura I se pueden apreciar los valores de las réplicas y sus correspondientes
valores medios para cada tiempo considerado
70
Pérdida de Peso %
60
50
40
valores experimentales
duplicado
Triplicado
Valores medios
30
20
10
0
0
2
4
6
t (h)
Figura I- Pérdida de peso versus tiempo para los valores experimentales originales, sus
réplicas y sus valores medios, ejemplo 1-
Ejemplo 2: Cubos de papas de 1 cm de arista, solución de concentración de sacarosa de
40 % m/m y de sal de 10 % m/m, T= 40 ºC, relación masa de solución a masa de papa
de 4
Tabla 2 Pérdida de peso para original y réplicas para el ejemplo 2
t (h)
PP1 (%)
PP2(%)
PP3 (%)
0
1
2
3
4
0
39,95
46,19
47,18
47,26
0
39,18
48,22
48,91
47,61
0
40,82
50,33
49,50
49,23
163
Valor
medio
(%)
0
39,98
48,25
48,53
48,03
Dispersión
(%)
0
0.82
2,07
1,21
1,05
60
Pérdida de Peso (%)
50
40
Valores experimentales originales
30
Duplicado
20
Triplicado
10
Valores medios
0
0
1
2
3
4
5
t (h)
Figura II- Pérdida de peso versus tiempo para los valores experimentales originales, sus
réplicas y sus valores medios, ejemplo 2-
Ejemplo 3: Cubos de papas de 1 cm de arista, solución de concentración de sacarosa de
40 % m/m y de sal de 5 % m/m, T= 40 ºC, relación masa de solución a masa de papa de
4
Tabla 3 Pérdida de peso para original y réplicas para el ejemplo 3
t (h)
PP1 (%)
PP2(%)
PP3 (%)
0
1
2
3
4
5
0
37,46
44,82
45,27
43,85
44,04
0
37,50
44,40
45,50
44,00
43,00
0
37,30
44,00
45,00
43,50
43,00
164
Valor
medio
(%)
0
37,42
44,14
45,24
43,80
43,33
Dispersión
(%)
0
0,11
0,22
0,25
0,26
0,61
50
45
Pérdida de Peso (%)
40
35
30
25
Valores experimentales originales
20
Duplicado
15
Triplicado
10
Valores Medios
5
0
0
1
2
3
4
5
6
7
8
t (h)
Figura III- Pérdida de peso versus tiempo para los valores experimentales originales, sus
réplicas y sus valores medios, ejemplo 3Cálculo de los intervalos de confianza para cada valor de pérdida de peso
correspondiente a cada tiempo considerado en cada corrida
Se calcularon los intervalos de confianza, IC del 95 % con el estadístico t de Student
mediante la siguiente expresión:
N 1
IC P P t 0,95
s
N
Donde PP pérdida de peso medio o pérdida de peso promedio
t estadístico de Student para un nivel de confianza del 95 %
N número de mediciones
N-1 grados de libertad
s desviación estándar o desviación típica
En la Tabla 4 se analiza si hay diferencia significativa entre las pérdidas de peso
obtenidas durante las experiencias de deshidratación osmótica con distintas soluciones
(igual concentración de sacarosa y diferentes concentraciones de sal: 20 % m/m, 10 %
m/m y 5 % m/m)
165
Tabla 4 Intervalos de confianza del 95 % para los valores de las tres corridas
Tiempo (h) 40 % m/m sacarosa y 40 % m/m sacarosa y 40 % m/m sacarosa
20 % m/m sal
10 % m/m sal
y 5 % m/m sal
1
(46,41±1,57)
(39,98±1,38)
(37,42±0,19)
2
(58,25±0,73)
(48,24±3,49)
(44,14±0,37)
3
(60,60±3,19)
(48,58±2,04)
(45,24±0,42)
4
(60,68±2,51)
(48,03±1,77)
(43,80±0,44)
Se calcularon los intervalos de confianza del 95% (usando el estadístico t de Student)
para cada valor de pérdidas de peso correspondientes a cada uno de los tiempos de las 3
corridas (40 % m/m de sacarosa y 20 % m/m de sal, 40 % m/m de sacarosa y 10 % m/m
de sal y 40 % m/m de sacarosa y 5 % m/m de sal). Los intervalos de confianza no se
solapan. La diferencia entre los límites de los intervalos es mayor cuando se comparan
los valores correspondientes a las corridas 40 % m/m de sacarosa y 20 % m/m de sal y
40 % m/m de sacarosa y 10 % m/m de sal; que cuando se contrastan los de 40 % m/m
de sacarosa y 10 % m/m de sal con los de 40 % m/m de sacarosa y 5 % m/m de sal. Por
consiguiente, se puede inferir que la diferencia entre la corrida de 40 % de sacarosa y 20
% m/m de sal con la de 40 % m/m de sacarosa y 10 % m/m de sal es más significativa
que cuando se compara la corrida de 40 % m/m de sacarosa y 10 % m/m de sal con la de
40 % m/m de sacarosa y 5 % m/m de sal.
166
BIBLIOGRAFÍA
BIBLIOGRAFÍA
1. Alibas I, 2007, Microwave, air and combined microwave-air drying parameters
of pmpkinslices, LWT, 40, 1445-1451.
2. Allali, H., Marchal, l., Vorobiev, E., 2010, Effects of vacuum impregnation and
ohmic heating with citric acid on the behaviour of osmotic dehydratedstructural
changes of apple fruit, Biosystems Engineering, Volume 106, Issue 1, 6-13.
3. Alzamora, S.M., Salvatori, D., Tapia, M.S., L{opez-Malo, A.,, Wwelti-Chanes,
J., Fito, P., 2005, Novel functional foods from vegetable matrices impregnated
with biologically active compounds, Journal of Food Engineering, Vol 67,
Issues 1-2, 205-214.
4. Alzamora S. M., Tapia M., Argaiz A y Welti J., 2000, Application of combined
methods techmology in minimally processed fruits., Food Research
International, 26: 125
5. Azuara, E., Beristain, C.I., García, H.S. 1992. Development of a mathematical
model to predict kinetics of osmotic dehydration. International Journal of Food
Science and Technology 29 (4), 239-242
6. Azuara, E., Beristain, C.I., Gutiérrez, G.F. 1998. A Method for continuous
kinetic evaluation of osmotic dehydration. Lebensmitted-Wissenschaft undTechnolgie, 31, 317-321.
7. Barat, J.M., Fito, P., Chiralt, A., 2001, Modeling of simultaneous mass transfer
and structural changes in fruit tissues, Journal of Food engineering, Vol. 49,
Issues 2-3, 77-85.
8. Baroni A. y Hubinger M.,
Osmotic dehydration of tomatoes in binary and
ternary Solutions, Dehydration Processes, 1274-1278
167
9. Beaudry C., Raghavan G. and Rennie T. 2003. Microwave finish drying of
osmotically dehydrated cranberries. Drying Technology, 21 (9), 1797-1810.
10. Bianchi, M., Milisenda, P., Guarnaschelli, A., Mascheroni, R.H. 2009.
Transferencia de masa en deshidratación osmótica de frutas. Determinación
experimental y simulación CD del CLICAP 2009, trabajo 51A
11. Bianchi, M., Milisenda, P., Guarnaschelli, A., Mascheroni, R.H., 2009,
Modelado y simulación de procesos de congelación y dehidrocongelación de
frutas, Ingeniería Alimentaria (83), pag. 52- 60.
12. Biswal R., Bozorgmehr K, 1991, Equilibrium data for osmotic concentration of
potato in NaCl-water solution, Journal of food Process Engineering, Vol 14.,
237-245.
13. Biswal R., Bozorgmehr K., Tompkins FD., and Liu X. 1991. Osmotic
concentration of green beans prior to freezing. Journal of Food Science, 56,
1008-1012.
14. Biswal R., Le Maguer M., 1989, Mass transfer in plant materials in contact with
aqueous solution of ethanol and sodium chloride: equilibrium data., Journal
Food process Engineering, 11, 159-176.
15. Borgnez R., Canales E., Redon J., 2010, Osmotic dehydration of raspberries
with vacuum pretreatment followed by microwave-vacuum drying, Journal of
Food Enginneering, 99, (2), 121-127,
16. Bouraqui M., Richard P., Durance T. 1994. Microwave and convective drying of
potato slices. Journal of Food Process Engineering, 17, 353-363.
168
17. Castilho García, C., Mauro, M.A., Kimura, M., 2007, Kinetics of osmotic
dehydration and air-drying of pumpkins (Cucurbita Moschata), Journal of Food
Engineering, 82, 3, 284-291.
18. Chirife J., Buera M.D.P., 1994, Water activity, glass transition and microbial
stability in concentrated/semimoist food systems. Journal of Food Science, 59,
921.
19. Chirife J., Karel M., 1973, Volatile retention during freezing drying of aqueous
suspensions of cellulose and starch., Journal of Agriculture Food Chemistry, 21,
936-939.
20. Chirife J., Karel M, Flink J., 1973, Studies on mechanismof retention of volatile
in freeze-dried food models the system PVP-n-porpanol, Journal of Food
Science, 38, 671-674.
21. Contreras, C., Martin-Esparza, M.E., Chiralt, A., Martínez Navarrete, N, 2008,
Influence of microwave application on convective drying: effects on drying
kinetics and optical and machanical properties of appleand strawberry, Journal
of Food Engineering, Vol 88, Issue 1, 55-64
22. Crank J, 1975, The mathematics of diffusion, Second Edition, UK, Clarendon
Press.
23. Dang R., Singh R., Bhatia A., Verma S., 1976, Studies on Kashmir apples
cannings-rings, Indian Food Packer, 30, 9
24. Datta A. K., 2001. Mathematical modeling of microwave processing of foods:
an overview, Food processing operations modeling. Design and analysis. J.
Irudayaraj Editor, Pennsylvania.
25. Eren I., Kaymak-Ertekin F., 2007, Optimization of osmotic dehydrationof potato
using response surface methodology, 344-352.
169
26. Erle U., Schubert H., 2001, Combined osmotic and microwave-vacuum
dehydration of apples and strawberries, Journal of Food Engineering, 49, 193199
27. Farkas D., Lazar M., 1969, Osmotic dehydration of apple pieces: Effect of
temperature and syrup concentration on rates, Food Technology, 23 (5), 688690.
28. Fellows P.J., 1992, Food Processing Technology: Principles and Practices, Ellis
Horwood, New York
29. Fennema, O.R., 1985., Water and Ice. En Food Chemistry (2º Edition).
O.R.Fennema (Ed). Marcel Dekker Inc., New York
30. Fito P., 1994, Modelling of vacuum osmotic dehydration of food, Journal of
Food Engineering, 22, 313-328.
31. Fito P., Pastor R., 1994, Non diffusional mechanisms ocurring during vacuum
osmotic dehydration, Journal of Food Engineering, 21:513
32. Flink J., 1979, Dehydrated carrot slices: influence of osmotic concentration on
drying behaviour and product quality. In Food Process Engineering, eds Linko
P, Malkki Y, Olkku, J, Larinkari, J. Applied Science Publishers, London, 412418.
33. Flink J., Karel M., 1970, Effects of process variables on retention of volatiles in
freeze-drying. Journal of Food Science, 35, 444-447.
34. Flink L., Labuza T., Retention of 2- propanol at low concentration by freeze
drying carbohydrate solutions. Journal of Food Science, 37, 617-618
170
35. García A., Iglesias O., Roques M., Bueno J. 1992. Microwave drying of agar
gels: kinetics parameters. In Drying ´92, Mujumdar A.S., Ed., Elsevier Science
Publishers: NY, 595-606.
36. Gasperet O., Oliveira E., da Silva P. y Magalhaes M., 2004, Influence of
Osmotic Treatment on the Drying of “Nanica” Bananas (Musa Cavendishi, L) in
a fixed bed Dryer, Información Tecnológica, Vol 15, N° 6, 9-16
37. Giangiacomo R., Torreggiani D., Erba M.L. and Messina G. (1994). Use of
osmodehydro-frozen fruit cubes in yogurt. Ital. J. Food. Sci.6, 345-350.
38. Giraldo Bedoya D., Arango
Vélez L., Márqjuez Cardozo C,
Osmodeshidratación de Mora de Castilla (Rubus Glaucus Benth) con tres
agentes edulcorantes www.scielo.org.co
39. Gould G.W., 1992, Ecosystem approaches
Appl.Bacteriol. Symp. Suppl., 73:58S
to
food
preservation,
J.
40. Grabowski, S., Mujundar, A.S., Ramaswamy, H.S., Strumillo, C., 1994. Osmoconvective drying of grapes. Drying Technology, 12 (5), 1211-1299.
41. Guzman, r. R., Segura, V.E., 1991, Introducción a la tecnología de alimentos.
Bogotá: Unisur. 664p.
42. Hawkes J., Flink J., 1978, Osmotic concentration of fruits slices prior to freeze
dehydration. J. Food Proc. Preserv. 2, 265-284
43. Herrera H, 2003., Atmósferas modificadas y envases para alimentos, Material
suministrado por INTI Envases
44. Huxsoll C. 1982. Reducing the refrigeration load by partial concentration of
foods prior to freezing. Food Technology, 35 (11), 98-102.
171
45. INAL, Instituto Nacional de Alimentos, ANMAT, Administración Nacional de
Medicamentos, Alimentos y Tecnología Médica, Guía de Interpretación de
Resultados Microbiológicos de Alimentos
46. Islam M., Flink J., Dehydration of potato II. Osmotic concentration and its effect
on air drying behaviour. Journal of Food Technology, 17, 387-403.
47. Jarayaman, K. S., Das Gupta, D. K., 1992, Dehydration of fruits and vegetables:
recent developments in principles and techniques, Drying Technology, 10, 1.
48. Kader, A.A., 1992., Postharvest biology and technology: an overview. En
postharvest Technology of horticultural crops. Ed. A.A. Kader, p. 161-166.
Publication 3311, Univesity of california Division of agriculture and natural
resources, California
49. Kader A.A., 1992., Modified Atmospheres during transport and storage. En
postharvest Technology of horticultural crops. Ed. A.A. Kader, p. 161-166.
Publication 3311, Univesity of california Division of agriculture and natural
resources, California
50. Karathanos, V. T., Kostaroupolus, A. E., Saravacos, G. D.,1995. Air drying of
osmotically dehydrated fruits, Drying Technology, 13, 1503.
51. Khin, M.M., Zhon, W., Perera, C.O., 2006, Journal of Food Engineering, 7 (1),
84-95
52. Kraisheh M., Mc Minn W., Magee T., 2000, A multiple regression approach to
the combined microwave and air drying process, Journal of Food Engineering,
43, (4), 243-250
172
53. Krokida M., Maroulis Z., Saravacos G., 2001. The effect of the method of
drying on the colour of dehydrated products, International Journal of Food
Science and Technology, 36, 53-59.
54. Krokida M., Maroulis Z., 2001. Structural properties of dehydrated products
during rehydration, International Journal of Food Sciernce and Technology, 36,
529-538.
55. Labuza T.P., 1980., The effect of water activity on reaction kinetics of food
deterioration., Food Technology., 43(4), 36
56. Lazarides, H.N., Katsanidis, E., Nickolaidis, A., 1995. Mass transfer during
osmotic pre-concentration during at minimal solid uptake. Journal of Food
Engineering, 25, 151-166
57. Lenart A., Lewicki P., 1988, Energy consumption during osmotic and
convective drying of plant tissue. Acta Alimentaria Polonica, 14, 65.
58. Lenart A. y Flink J., 1984, Osmotic concentration of potato. I. Criteria for the
end-point of the osmosis process, Journal Food Technology, Vol 19, 45-63
59. Lenart A. y Flink J., 1984, Osmotic concentration of potato. II. Spatial
distribution of the osmotic effect, Journal Food Technology, Vol 19, 65-89
60. Lerici C. , Pinnavaia G., Rosa M.D. and Bartolucci L., 1985. Osmotic
dehydration of fruit: influence of osmotic agent on drying behaviour and product
quality, Journal of Food Science, 50: 1217-1219.
61. Li, H., Ramaswamy, H., 2005., Stewart Postharvest Review, Vol1 N°4, Online
ISSN: 1745-9656
173
62. Mafart P., 1991, Ingeniería Industial Alimntaria, Procesos Físicos de
onservación, Volumen I, Editorial Acribia, S.A., Zaragosa, España
63. Magee T., HAssabalah A., Murphy W., 1983, Internal mass trasfer during
osmotic dehydration of apple slices in sugarsolutions. Jounal Food science and
Technology, 7, 147-155
64. Maldonado, S., Santapaola, J., Singh, J., Torrez, M., Garay, A., (2008) Cinética
de la transferencia de masa durante la deshidratación osmótica de yacón
(Smalanthus sonchifolius), Ciencia e Tecnologia de Alimentos, vol 28, N°1,
Campinas, 1-9
65. Marcotte, M.; Toupin, C. and Le Maguer, M. 1991. Mass transfer in cellular
tissues. Part I: the mathematical model. Journal of Food Engineering, 13: 199220.
66. Marra F, De Bonis M.V., Ruocco G., 2010, Combined microwaves and
convection heating: a conjugate approach, Journal of Food Engineering 97, 3139
67. Mascheroni, R.H., 2002. Estudios y desarrollos en deshidratación por métodos
combinados. IX Congreso Argentino de Ciencia y Tecnología de Alimentos,
Buenos Aires, 7-9 Agosto de 2002. Simposio ”Avances Tecnológicos en los
medios tradicionales de conservación”.
68. Mauro M. A. y Menegalli F. C., 2003, Evaluation of water and sucrose diffusion
coefficients in potato tissue during osmotic concentration, Journal of Food
Engineering, Vol. 57, 367-374
69. McMinn W., Magee T., 1999, Studies on the effect of surfactant, blanching and
osmotic pretreatments on the convective drying of potatoes, Journal of Food
Process Engneering, 22, 419-433.
174
70. Melquíades Y, López C., Rosas M., 2009, Estudio de la cinética de rehidratación
de zanahoria (Daucus Carota) deshidratadas, Información Tecnológica, Vol 20,
N° 3, La Serena
71. Mossel D.A.A., 1983. Essentials and perspectives of the microbial ecology of
foods. Food Microbiology. Advances and Prospects. Society for Appl. Bacteriol.
Symposium Series Nº 11. Ed. T.A. Roberts, F.A. Skinner, p. 1. Academic Press,
London
72. Mossel D.A.A. e Ingram M., 1955. The physiology of the microbial spoilage of
foods. Journal of Applied Bacteriology., 18:232
73. Moy J., Lau N., Dollar A., 1978, Effects of sucrose and acids on osmovacdehydration of tropical fruits. J. Food Proc. Preserv., 2, 131
74. Moreira, P., Murr, F., 2004, Mass transfer kinetics of osmosis dehydration of
cherry tomato. Journal of Food Engineering, 61, 292-295.
75. Mujica-Paz, H., Valdez-Fragoso, A., López Malo, A., Palou, E., Welti-Chanes,
J. 2003 a. Impregnation of some fruits at vacuum pressure. Journal of Food
Engineering 56, 307-314.
76. Mújica-Paz, H., Valdez-Fragoso, A., López Malo, A., Palou, E., Welti-Chanes,
J. 2003 b. Impregnation and osmotic dehydration of some fruits: effect of the
vacuum pressure and syrup concentration. Journal of Food Engineering 57, 305314.
77. Newman G., Price W., Woolf L., 1996, Factors influencing the drying of prunes.
1. Effects of temperature upon the kintics of moisture loss during drying, 1996,
Food Chemistry, 57, (2), 241-244.
78. Ochoa Martínez, C.I., Ayala Aponte, A. 2005. Modelos matemáticos de
transferencia de masa en deshidratación osmótica, Ciencia y Tecnología
Alimentaria, vol 4, N° 5, 330-342.
175
79. Page, G.E., 1949. Factors influencing the maximun of air drying shelled corn in
thin layer. Thesis- (M.SCc.), Purdue University, Indiana, USA.
80. Panagiotou N., Karathanos V., Maroulis Z., 1998. Mass transfer modelling of
the osmotic dehydration of some fruits, International Journal of Food Science
and Technology, 33, 267-284.
81. Parjoko, K.A., Rahman, M.S., Buckle, K.A., Perera, C.O. 1996. Osmotic
dehydration kinetics of pineapple hedges using palm sugar. LebensmittelWissenschaft und-Technolgie, 29, 452-459.
82. Peleg, M., 1998. An empirical model fo the description of moisture sorption
curves. Journal Food Science., 53 (4), 1216-1219.
83. Piotrowski. D., Lenart A., Wardzynski A., 2004, Influence of osmotic
dehydration on microwave-convective drying of frozen strawberries, Journal of
Food Engineering, 65, 519-525.
84. Pointing J.D., Watters G.G., Forrey, R.R., Jackson, R., Stanley, W.L., 1966,
Osmotic dehydration of fruits, Food Technology, 20, 125.
85. Prabhanjan D., Ramaswamy H., Raghavan G., 1995, Microwave-assisted
convective air drying of thin layer carrots, Journal of Food Engineering, 25, 283293.
86. Rahman M., Lamb J., 1990 Osmotic dehydration of pineapple., Journal of Food
Science and Technology, 27, 150-152.
87. Rahman, S. and Perera C., 1996. Osmotic dehydration: a pretreatment for fruit
and vegetables to improve quality and process efficiency. The Food
Technologist, 25: 144-147.
176
88. Rahman, M.S., Sablani, S.S., Al-Ibrahim, M.A. 2001. Osmotic dehydration of
potato equilibrium kinetics, Drying Technology 19 (6), 1163-1176.
89. Ramallo L., Schvezov C. Y Mascheroni R., 2002, Transferencia de masa
durante la deshidratación osmótica de ananá: un modelo matemático sencillo,
tesis de maestría, Universidad Nacional de Misisones.
90. Raoult-Wack, A. L., Lafont, F., Ríos, G., Guilbert, S., 1989. Osmotic
dehydration: Study of mass transfer in terms of engineering properties. En:
Mujumdar, A.S. y Roques, M. (ED). Drying ’89. New York, USA: Hemisphere
Publ. Corp., 487-495
91. Rastogi, N.K. and Niranjan, K., 1998. Enhanced mass transfer during osmotic
dehydration of high pressure treated pineapple. Journal of Food Science, 63:
508-511.
92. Rastogi N., Raghavarao K., Niranjan K. Y Knorr D., 2002, Recent developments
in osmotic dehydration: methods to enhance mass transfer, Trends in Food
Science and Technology, 13, 48-59.
93. Rastogi N., Raghavarao K, 2004. Mass transfer during osmotic dehydration of
pineapple considering Fickian diffusion in cubical configuration., LebensmittelWissenschaft und Technologie, 37 (1), 43-47
94. Ravindra M. y Chattopadhyay, 2000, Optimisation of osmotic preconcentration
and fluidized bed drying to produce dehydrated quick-cooking potato cubes,
journal of Food engineering, Vol 44, 5-11.
95. Rodríguez, M.I., 1998, Estudio de la penetración de microorganismos en frutas
mediante el modelo hidrodin{amico, Tesis, Instituto de Ciencia y Tecnología de
Alimentos, Universidad Central de Venezuela.
177
96. Rodríguez, M.M., Gori, L.M., Mascheroni, R.H., Pagano, A.M. 2010. Modeling
of dehydration kinetics of european plum (Prunus domestica L.) by combined
methods. 17th International Drying Symposium - IDS2010. Magdeburg,
Germany (aceptado).
97. Saurel R., Raoult- Wacck A., Ríos G., guilbert S., 1994, Mass transfer
phenomena during osmotic dehydration of apple.II.frozen plant tissue.
International Journal of Food Science and Technology, 29, 543-550.
98. Sablani, S.S., Rahman, M.S. 2003. Effect of syrup concentration, temperature
and sample geometry on equilibrium distribution coefficients during osmotic
dehydration of mango. Food Research International, 36, 65-71.
100Sablani, S.S., Rhaman, M.S., Al-Sadeiri, D.S., 2002, Equilibrium distribution
data for osmótica drying of apple cubes in sugra-water solution, Journal of Food
Engineering, 52, 193-199.
101 Saputra, D. 2001. Osmotic Dehydration of pineapple. Drying Technology 19
(2), 415-425.
102 Sharma R.C., Joshi V. K., Chauhan S.K., Chopra S. K. and Lal B.B (1991).
Application of osmosis-osmo-canning of apple rings. J. Food Sci. Technol. 28,
86-88.
103 Shi, X.Q., Maupoey, P.F., 1994, Mass transfer in vacuum osmotic dehydration
of fruits: a mathematical model approach, Food Science and Technology, 27,
67-72.
104 Shi, X.Q., Maupoey, P.F., 1993., Vacuum osmotic dehydration of fruits,
Drying Technology, 11 (6), 1429-1442.
178
105 Singh, S., Shivhare, U.s., Ahmed, J., Raghavan, G.S.V 1999. Osmotic
concentration kinetics and quality of carrot preserve, Food Research
International, 32, 509-514
106 Solms J., Osman-Ismail F., Beyeler M., 1973, The retention of volatiles with
food components. Can. Inst. Food Science Technology Journal, 6, 10-16
107 Sopanangkul A., Ledward D. y Niranjan K., 2002, Mass transfer Turing
sucrose infusión into potatoes under high pressure, journal of food Science,
Vol 67, N|6, 2217-2220.
108 Spiazzi, E. and Mascheroni, R.H., 1997. Mass transfer model for osmotic
dehydration of fruits and vegetables I. Development of the simulation model.
Journal of Food Enginering, 34: 387-410.
109 Spiazzi, E., Raggio Z., Bignone K., Mascheroni R., 1998. Experiments in
dehydrofreezing of fruits and vegetables: mass transfer and quality factors. IIR
proceedings Series “Refrigeration Science and Technology”, Sofia, Bulgaria.
110 Themelin A., Lebert A., Danzart M., 1994. Optimisation of food processes
combining dewatering and impregnation soaking with air drying. Proceedings
of the International Agricultural Engineering Conference, Bangkok, Thailand.
111 Torreggiani D. 1993. Osmotic dehydration in fruit and vegetable processing.
Food Research International 26: 59-68.
112 Uddin M.B., Islam N., 1985. Development of shelf-stable pineapple products
by different methods of drying. J.Inst. Engrs. Bangladesh 13, 5-13.
113 Vijayanand P., Nagin Chand and Eipeson W., 1995. Optimization of osmótica
dehydration of cauliflower, Journal of Food processing and Preservation, Vol
19., 229-241.
179
114 Voilley A., Simatos D., 1979, retention of arona during freeze and air-drying.
In Food Process Engineering, eds linko P., Malkki Y., Olkku J., Larinkari J.,
Journal of Applied Science Publishers, London, 371-384.
115 Wais, N; Agnelli, M.E and Mascheroni, R.H. , 2005. Combined osmotic
dehydration-microwave drying of fruits: application to apple cubes, 2ª
Mercosur Congress on Chemical Enginering, ENPROMER, Brasil.
116 Wais, N. L., Santos, M.V., Marani, C.M., Agnelli, M.E., Mascheroni, R.H.,
2004. Osmotic dehydration and combined osmotic dehydration-hot air drying
of banana and apples slices. Mass transfer and quality issues, Drying 2004, MA
Silva and SCS Rocha (Editors), Mujumdar Series, vol. C, 2201.
117 Waliszewski, K., Pardio, V.T., Ramirez, M., 2002, Effect of EDTA> on colour
during osmotic dehydration of banana slices, Drying Technology, 20, 12911298.
118 Waliszewski, K.; Texon, N.; Salgado, M. and García, M., 1997. Mass transfer
in banana chip during osmotic dehydration. Drying Technology, 15 (10): 25972607.
119 Wang J., Xiong Y., Yu Y., 2004. Microwave drying characteristics of potato
and the effect of different microwave powers on the dried quality of potato.
European Food Research Technology, 219, 500-506.
120 Temas en Tecnología de Alimentos, 2002, Volumen 1, CYTED, Programa
Iberoamericano de Ciencia y Tecnología para el Desarrollo, Instituto
Politécnico Nacional, Editorial Alfaomega, México
180
181