CALCON – Programación Optimizada de Cortes de Bobinas de Papel
Anuncio

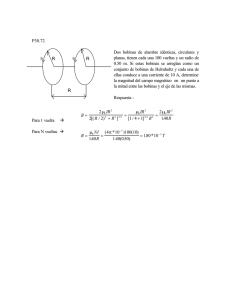
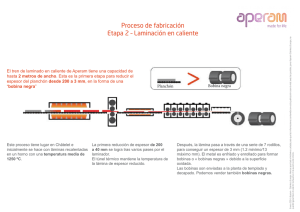
CALCON – Programación Optimizada de Cortes de Bobinas de Papel Entre 1986 y 1992, UniSoma concibió, desarrolló e implantó diferentes versiones del Sistema CALCON, para la programación optimizada de cortes de bobinas, en diversas industrias nacionales de papel, con reducciones de hasta 50% en las pérdidas. Descripción del Programa En la industria de papel, la atención a la cartera de pedidos, compuesta por bobinas y formatos de dimensiones variadas, se origina del corte de bobinas gigantes, producidas por las máquinas de papel. La programación del proceso de corte involucra un conjunto de decisiones interconectadas: (i) la definición geométrica de los patrones de corte de las bobinas, (ii) la secuenciación de la ejecución de los patrones, y (iii) la definición de la frecuencia de uso de cada patrón de corte. En la programación de corte de bobinas gigantes, se debe identificar patrones que minimicen las pérdidas generadas con su ejecución y que respeten las condiciones del proceso, como la cantidad y límite de aproximación de las cuchillas, la necesidad de repuestos técnicos y la distancia entre cortes, entre otros. Los cortes, en esta etapa, son procesados en recursos denominados rebobinadores, que ejercen tracción sobre el papel de una extremidad a la otra de la máquina cortando longitudinalmente las bobinas, de acuerdo con las configuraciones de sus cuchillas. Muchas veces, en función de limitaciones en la aproximación de estas cuchillas, es necesaria la realización de cortes secundarios, en que las bobinas generadas en el primer proceso son recortadas en máquinas de menor porte (rebobinadores secundarios o auxiliares). La generación de formatos demanda un procesamiento adicional. Las bobinas intermedias, generadas en los ciclos de corte iniciales, son procesadas en cortadoras y guillotinas. En la programación de generación de los patrones bidimensionales (ancho y largo), se deben observar condicionantes como el sentido de la fibra, el número y los tipos permitidos de corte (ortogonalidad, corte guillotinado o con cambio de dirección de la herramienta, rotaciones, etc.). La generación y la ordenación de uso de los patrones de corte son actividades interconectadas; hay un trade-off entre la pérdida de materia prima y el tiempo de setup de las máquinas. Generalmente, una solución optimizada en términos de pérdida de materia prima es obtenida con pequeñas repeticiones de una gran variedad de patrones de corte, lo que causa cambios constantes en la configuración de las cuchillas y consecuente caída de productividad. Por otro lado, se puede minimizar el tiempo de configuración generándose menor variedad en los patrones de corte que serán producidos, lo que alza el número de repeticiones de cada uno y, de esta manera, resulta en mayor pérdida de materia prima y mayor generación de excesos de producción. La programación de frecuencia de utilización de los patrones de corte establece el equilibrio entre la satisfacción de la demanda y la generación de excesos de producción. En muchos procesos, el exceso de producción es almacenado y tratado como materia prima para recorte en 1/3 UniSoma Computação Ltda Rua Benedita Amaral Pinto, 330 – Santa Genebra – Campinas – SP – CEP 13080-080 – Fone: 19 3208 0006 – www.unisoma.com.br – contato@unisoma.com.br los rebobinadores auxiliares y guillotinas, lo que aumenta la complejidad de la programación. En este caso, la decisión adicional de elección del mejor ancho disponible en stock es incorporada al proceso. La Solución Entre 1986 y 1992, UniSoma desarrolló e implantó diferentes versiones del Sistema CALCON para el Grupo Simão, Ripasa, Klabin, Pisa y Rigesa. Se trata de una herramienta de apoyo a la decisión que optimiza la programación de cortes y, así, eleva el nivel de atención de la cartera de pedidos y minimiza la pérdida de materia prima. El CALCON genera los patrones de corte optimizados para las bobinas y formatos demandados e indica al planificador el número de repeticiones de cada no, de forma a atender la cartera de pedidos, con mínimo desperdicio y generación controlada de excesos de producción. La herramienta define también la secuenciación optimizada de los patrones de corte para, minimizando el movimiento de las cuchillas en los rebobinadores, reducir significativamente el tiempo de configuración de los equipamientos. El CALCON puede ser configurado para operar con las decisiones de elección entre diferentes anchos de bobinas gigantes y, consecuentemente, según las disponibilidades de bobinas para corte, generar planes optimizados que indiquen las mejores opciones de uso. Los nuevos recursos de hardware y software disponibles en el mercado abren nuevas posibilidades de extensión del CALCON, que incluyan la optimización de las secuenciaciones de gramajes, a las cuales se asocien pérdidas con setup, así como la frecuencia de ocurrencia de cada gramaje y su nivel de producción. El CALCON está estructurado de forma a posibilitar la representación de recursos adicionales al proceso, como cortadoras dúplex, onduladoras, etc. Las técnicas matemáticas usadas en el CALON son hoy unificadoras de varios problemas encontrados en la industria: setup de máquinas, layout optimizado, etc. Varias de las versiones implantadas se encuentran aún en funcionamiento con mínima necesidad de manutención. Los Beneficios La aplicación del sistema CALCON viabilizó reducciones de cerca de 50% en las pérdidas de papel por corte. Como comprobación de la efectividad del sistema, los contractos con el Grupo Simão y con RIPASA fueron celebrados con base en los resultados efectivamente alcanzados, o sea, según modelos de “riesgo”. Sobre las Empresas que implantaron el CALCON Klabin, fundada en 1899, es la mayor productora y exportadora brasileña de papeles y líder nacional en la producción integrada de celulosa y papel. Posee 18 unidades productivas y está presente en 8 estados brasileños y en Argentina. Posee capacidad productividad de 2 millones de toneladas de papel al año. La empresa está organizada en cuatro unidades de negocios: forestal, papeles, embalajes de cartón ondulado y sacos industriales. Rigesa es subsidiaria de MeadWestvaco Corporation y actúa desde 1942 en Brasil con fábricas de papel, de embalajes de cartón ondulado y de embalajes de cartulina. Ocupa el segundo lugar en el mercado nacional de papel cartón corrugado. 2/3 UniSoma Computação Ltda Rua Benedita Amaral Pinto, 330 – Santa Genebra – Campinas – SP – CEP 13080-080 – Fone: 19 3208 0006 – www.unisoma.com.br – contato@unisoma.com.br Norske Skog Pisa Ltda es la única fábrica de papel prensa en Brasil y produce aproximadamente 25% del consumo en el país. Es una de las empresas líderes en el sector de papeles para publicaciones en el mundo, con unidades de producción distribuidas en 12 países. Papel Simão S.A. fue incorporada por el Grupo Votorantim en 1992, agregando al Grupo capacidades productivas de 220 mil toneladas de celulosa y 250 mil toneladas de papel, al año. En 1995, Votorantim consolidó las fábricas adquiridas del Grupo Simão y también la Celpav en VCP – Votorantim Celulosa y Papel. Ripasa Celulosa y Papel fue adquirida en noviembre de 2004 por un consorcio entre VCP y Suzano Papel y Celulosa. En setiembre de 2008, fue consolidada la CONPACEL – Consorcio Paulista de Papel y Celulosa, con capacidad de producción de celulosa y papel de 630 mil y 390 mil toneladas al año, respectivamente. 3/3 UniSoma Computação Ltda Rua Benedita Amaral Pinto, 330 – Santa Genebra – Campinas – SP – CEP 13080-080 – Fone: 19 3208 0006 – www.unisoma.com.br – contato@unisoma.com.br