Como seleccionar el espesor de la junta para cabeza en motores a
Anuncio

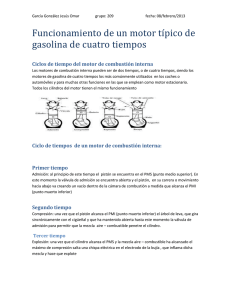
Marzo 2000 Boletín número 23 23 INFORME TÉCNICO PARA LA CORRECTA ELECCIÓN DEL ESPESOR DE LA JUNTA DE CULATA MOTIVO DEL INFORME: Dar a conocer a los talleres la importancia que tiene el espesor de la junta de culata cuando se está trabajando con motores diesel y su influencia en el comportamiento del motor. Introducción estudio teórico Todos los mecánicos saben que los fabricantes normalmente ofrecen tres espesores distintos de la misma junta de culata para motores diesel. Esto no es por capricho, si no que cuando un motor se abre y se modifica cualquier medida de sus componentes mecánicos (diámetro de pistón, carrera, altura de camisas, etc.), hace que cambien todos los valores originales de los parámetros físicos diseñados por el fabricante original (principalmente la presión y el volumen de las cámaras de combustión), y el funcionamiento del motor cambia (rendimiento, potencia, etc.). Vamos a ver como la correcta elección del espesor de la junta de culata es un factor clave para el perfecto funcionamiento de un motor diesel. Estudio teórico 1er tiempo. Admisión. Válvula de admisión abierta. Pistón baja al Punto Muerto Inferior (PMI). El aire entra dentro de la cámara de combustión. Tenemos un volumen que llamaremos V y una presión que será igual a la atmosférica, por lo que P = 1. 2º tiempo. Compresión. Válvulas cerradas. Pistón sube al Punto Muerto Superior (PMS), comprimiendo el aire. Ahora tendremos un volumen V que será menor que el volumen inicial V y una presión P que será mucho mayor que la presión inicial P. Evidentemente, cuanto menor es el volumen mayor es la presión ya que tenemos la misma cantidad de mezcla aire-combustible dentro de la cámara. Por tanto, lo que se conoce como relación de compresión indica las veces que la presión de compresión es mayor que la atmosférica. Es decir, si en un vehículo la relación de compresión es de 22:1, quiere decir que la presión interna de la cámara cuando el pistón alcanza el PMS será 22 veces mayor que cuando el pistón baja al PMI. Pero por la misma relación, el volumen al alcanzar el PMS, será 22 veces menor que el volumen al bajar al PMI. Volumen en la cámara de combustión Presión en la cámara de combustión V V' P=1 ADMISIÓN COMPRESIÓN Al rectificar lo que se está haciendo es bajar la altura de las cámaras de combustión, por lo que estamos haciendo más pequeño el volumen de las mismas. Como se ha visto, al hacer más pequeño el volumen lo que hace es aumentar la presión interna. Por tanto, la altura que estamos quitando al mecanizar hay que suplementarla aumentando el espesor de la junta de culata, para mantener el volumen que teníamos antes de rectificar. P' V' P' PMI V P PMS Departamento de Formación y Asistencia Técnica Lo lógico después de un problema grave será mandar a planificar tanto el bloque como la culata. El problema es que en la mayoría de los casos el bloque no solo no se planifica sino que tampoco se comprueba si tiene algún defecto de planitud, con lo que la junta se monta con el plano del bloque en mal estado lo que ocasiona problemas posteriores. Conclusiones conclusiones - Siempre que se rectifique el bloque es preciso aumentar el espesor de la junta de culata. Para ello debemos llevar los pistones hasta el PMS y medir uno a uno el sobrepasamiento, con respecto al plano del bloque. El pistón que dé más altura es el más desfavorable y con ese valor debemos consultar el manual de aprietes de Ajusa para ver qué junta debemos montar. - Cuando se rectifiquen culatas planas, también es necesario medir el sobrepasamiento de los pistones para la correcta elección de la junta. - Cuando se rectifiquen culatas con parte de la cámara de combustión en ellas, aparte de medir el sobrepasamiento de los pistones hay que aumentar el espesor de junta tanto como se haya mecanizado la culata. Es decir, si a la culata le hemos rectificado 0.05 mm, se lo tendremos que aumentar al espesor de la junta. - Lo que no se debe hacer es abrir el motor, sacar una junta con unas muescas determinadas y montar otra con las mismas muescas o con una muesca más porque sí, si no que hay que montar la junta que el motor realmente necesita. - El sistema de marcado por muescas no es común para todos los fabricantes, esto es, normalmente a mayor número de muescas, mayor es el espesor de la junta, pero HAY SERIES DE MOTORES QUE NO SIGUEN ESTA NORMA GENERAL como se puede ver en el ejemplo adjunto. volkswagen MOTOR 1Y / AAZ referencia junta espesor X(mm) muescas 10103000 1.53 0.66÷0.86 1 10103010 1.57 0.87÷0.90 2 10103020 1.61 0.91÷1.02 3 MOTOR F8M referencia junta renault espesor X(mm) muescas 10028700 1.65 < 0.88 2 10028710 1.75 0.88÷0.98 1 10028720 1.85 > 0.98 3 De todo esto se deduce que Sede Central - Worldwide Headquarter Polígono Campollano, CL. C, nº 1 + 33 02007 ALBACETE (España) Apdo / P.O. Box: 415 (02080) Tel.: + 34 - 967 21 62 12 Fax: + 34 - 967 21 62 14 / 967 24 04 99 e-mail: ajusa@ajusa.es ES IMPRESCIDIBLE UNA CORRECTA ELECCIÓN DEL ESPESOR DE JUNTA PARA EL CORRECTO FUNCIONAMIENTO DE UN MOTOR DIESEL. www.ajusa.es Head Office & Main Warehouse Import Gaskets AJUSA Corp. 2204 East 57th Street Vernon, California 90058 Tel.: (323) 277 4040 Fax.: (323) 277 4080 (888) 8 GASKET Toll Free e-mail: iga@sprintmail.com East Coast Branch Import Gaskets AJUSA Corp. 4674 N.W. 74th Ave Miami, FL 33166 Tel.: (305) 436 5556 Fax.: (305) 436 5576 Toll Free: 866 88 AJUSA (25872) e-mail: ajusa@bellsouth.net www.ajusa.us AJUSA do Brasil Ltda. Rua Guaricanga, 370 Lapa, Cep 05075-030 SAO PAULO (Brasil) Tel.: 011 - 3645 0367 Fax: 011 - 3645 0367 e-mail: ajusa@terra.com.br www.ajusa.com.br OOO Ajusa - Russia Ul. Sovkhoznaya, 10A MOSCOW 109382 (Russia) Tel./Fax: (095) 359 14 56 e-mail: ajusaru@yahoo.com www.ajusa.ru Ajusa de México S.A. de C.V. Calle Lago Ladoga, 295-A Colonia Anahuac, Delegación Miguel Hidalgo MÉXICO D.F. C.P. 11320 (México) Tel./Fax: +52-55 5254 2332 e-mail: ajusa@terra.com.mx www.ajusa.com.mx Departamento de Formación y Asistencia Técnica: Telf.: +34 - 967 216 212 /ext.: 244-232-285-303 E.mail: customerservice@ajusa.es