efecto de la temperatura y el tiempo en el prensado
Anuncio

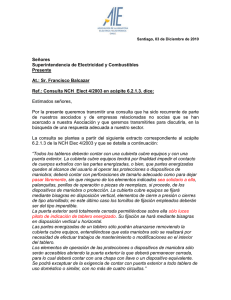
BOSQUE 17(1): 43-49, 1996 Tableros con renovales de Nothofagus: efecto de la temperatura y el tiempo en el prensado Particleboards from s e c o n d g r o w t h w o o d of Nothofagus: Effect of pressing t e m p e r a t u r e and t i m e H. POBLETE 1 , J. SOTO 2 , L. INZUNZA 1 1 Inst, de Tecnología de Productos Forestales, Universidad Austral de Chile, Casilla 567, Valdivia, Chile. 2 Ingeniería Ejec. Ind. Forestales, I. Prof. Diego Portales, Maipú 301, Concepción, Chile. SUMMARY The influence of temperature and pressing time on physical and mechanical properties of particleboard produced with a mixture of Nothofagus species was studied. Four temperatures (130°C, 150°C, 170°C and 190°C) and three pressing times (4, 5 and 6 min.) were applied. Board density was 700 kg/m 3 . The time needed to reach 100°C at the center of the board was reduced from 2 to 1 min. with higher pressing temperature. Bending strength was not affected by variables in the study. Internal bond was affected by press temperature and time. The effect of increasing press temperature was favorable to thickness swelling. Key words: Particle boards, press time, press temperature, properties, Nothofagus. RESUMEN Se analiza la influencia de la temperatura y tiempo de prensado sobre las propiedades de tableros de partículas producidos con una mezcla de Nothofagus. Se aplicaron 4 temperaturas de prensado (130°C, 150°C, 170°C, 190°C) y 3 tiempos de prensado (4, 5 y 6 min.). Los tableros fueron elaborados con una densidad de 700 kg/m 3 . El tiempo para alcanzar 100°C en el centro del tablero fue reducido de 2 a 1 min., al aumentar la temperatura. La flexión no se vio afectada por las variables en estudio. La variación de la temperatura influyó directamente sobre la tracción. El hinchamiento se vio favorecido por el aumento de la temperatura de prensado. Palabras claves: Tableros de partículas, tiempo prensado, temperatura prensado, propiedades, Nothofagus. 1. I N T R O D U C C I O N La función del p r e n s a d o c o n t e m p e r a t u r a es la del p o l i m e r i z a r el a d h e s i v o y d e n s i f i c a r el material que c o m p o n e el tablero. Durante el p r e n s a d o se p r o d u c e un p r o c e s o m e c á n i c o de d e ­ formación de las partículas p o r flexión y c o m p r e ­ sión, un c a l e n t a m i e n t o del material p o r la aplica­ ción de t e m p e r a t u r a y un p r o c e s o q u í m i c o que c o n d u c e al f r a g u a d o de la r e s i n a sintética p o r p o l i c o n d e n s a c i ó n . En este p r o c e s o interactúan una serie de factores: tipo de m a t e r i a p r i m a , h u m e d a d del material, tipo de adhesivo, presión, t i e m p o y t e m p e r a t u r a d e p r e n s a d o , entre otros ( M a l o n e y , 1977). adhesivo. En general, se necesita m e n o r presión y t i e m p o para c o m p a c t a r el material a m e d i d a q u e a u m e n t a la temperatura de los platos. E s t o es re­ sultado de un aceleramiento de la plastificación de la m a d e r a . Al variar la t e m p e r a t u r a y el t i e m p o se obtiene, a d e m á s , un c a m b i o en las p r o p i e d a d e s de los tableros (Liiri, 1969). En el p r e n s a d o el calor fluye d e s d e los platos a través de la superficie del material hacia el inte­ rior. Esta transmisión de la temperatura p r o v o c a el fraguado del adhesivo, p r i m e r o en la superficie y p o s t e r i o r m e n t e en la zona central del tablero. La t e m p e r a t u r a de los platos d e t e r m i n a el t i e m p o que d e b e transcurrir para q u e en el centro del tablero se logre el fraguado del adhesivo. La t e m p e r a t u r a influye sobre la plastificación de las partículas y acelera la solidificación del En el c a s o del adhesivo Ureaformaldehído, la t e m p e r a t u r a en el centro d e b e alcanzar a 100°C y 43 H. POBLETE, J. SOTO, L. INZUNZA el período de t i e m p o requerido para alcanzar los 100°C d e t e r m i n a el t i e m p o total del ciclo de pren­ sado (Kehr y Schoelze, 1965; Kelly, 1977). Poblete (1978) r e c o m i e n d a , p a r a el cálculo del t i e m p o to­ tal de p r e n s a d o en tableros con U r e a f o r m a l d e h í d o , u n o a dos m i n u t o s m á s q u e el t i e m p o necesario para alcanzar 100°C en el centro del tablero. B u s c h b e c k y K e h r (1960) d e t e r m i n a r o n el tiem­ po p a r a alcanzar 100°C en el centro del tablero, variando la t e m p e r a t u r a entre 140°C y 2 0 0 ° C y el t i e m p o entre 2 y 16 min. En este trabajo se logra­ ron 100°C con t i e m p o s q u e variaron entre 0.8 y 3 min. Las p r o p i e d a d e s físico-mecánicas se ven afec­ tadas p o r los niveles de t e m p e r a t u r a y t i e m p o q u e se e m p l e e n (Vital et al, 1974; P o b l e t e , 1 9 8 6 ; B u s c h b e c k y Kehr, 1960). B u s c h b e c k y K e h r (1960) d e t e r m i n a r o n el hin­ c h a m i e n t o en tableros con Ureaformaldehído, pren­ sados con t e m p e r a t u r a s entre 110°C y 2 2 0 ° C , y c o n c l u y e n q u e con un t i e m p o de p r e n s a d o corto y una t e m p e r a t u r a alta se obtienen m e n o r e s valores de h i n c h a m i e n t o . R e s u l t a d o s similares son repor­ tados p o r Roffael et al. (1972) en tableros con F e n o l f o r m a l d e h í d o p r o d u c i d o s con t e m p e r a t u r a s entre 120°C y 2 2 0 ° C . R e s p e c t o a las p r o p i e d a d e s m e c á n i c a s , B u s c h b e c k y K e h r ( 1 9 6 0 ) d e t e r m i n a r o n la influen­ cia de la t e m p e r a t u r a entre 140°C y 2 0 0 ° C , con t i e m p o s de 2 a 16 m i n u t o s . Estos autores registra­ ron un m e j o r a m i e n t o de las resistencias con el a u m e n t o del t i e m p o de p r e n s a d o de 2 a 7 m i n u t o s . C o n t i e m p o s de p r e n s a d o m á s largos las p r o p i e d a ­ des d i s m i n u y e r o n . (Nothofagus obliqua), raulí (Nothofagus alpina) y un híbrido de a m b a s (Nothofagus sp.) p r o v e n i e n ­ tes del raleo de r e n o v a l e s u b i c a d o s en la V I I I Región, en el área de protección R a d a l Siete Ta­ zas. La participación de las especies en la m e z c l a fue de un tercio de cada una. La selección de los árboles p a r a el estudio se realizó considerando que los diámetros de las trozas debían fluctuar entre 10 y 20 cm. Las característi­ cas de la fabricación y preparación de las partícu­ las se e n c u e n t r a descrita en un trabajo anterior (Poblete, 1989). 2.2. F A B R I C A C I O N D E L O S T A B L E R O S . L a fabricación de los tableros se realizó con las siguientes condi­ ciones: : 700 k g / m 3 - D e n s i d a d de tablero : 11 m m - E s p e s o r del tablero - C o n d i c i o n e s de las partículas C a p a externa 4 0 % del material H u m e d a d capa externa 7 % Capa media 6 0 % del material H u m e d a d capa m e d i a 4% - A d h e s i v o A d h e s i v o en capas externas A d h e s i v o en capas medias : Ureaformaldehído : 9% (solución al 5 0 % ) : 7% (solución al 5 0 % ) - C i c l o de p r e n s a d o Temperaturas 130, 150, 170 y 190°C 3.0 N / m m 2 1.5 N / m m 2 4, 5 y 6 min. D i v e r s o s autores han d e t e r m i n a d o q u e al au­ m e n t a r la t e m p e r a t u r a se incrementan las propie­ d a d e s m e c á n i c a s (Roffael et al, 1972; E a s t o n , 1986; M c C o l l u m 1986). H e e b i n k et al. (1972) au­ m e n t a n la t e m p e r a t u r a de p r e n s a d o y c o m p r u e b a n q u e se p r o d u c e u n a transferencia de calor m á s rá­ pida, o b t e n i é n d o s e u n a m a y o r densidad en la parte central del tablero, lo q u e c o n d u c e a u n a m a y o r resistencia a la tracción y a una d i s m i n u c i ó n de la flexión. Presión m á x i m a Presión m e d i a Tiempos de prensado En el ciclo de p r e n s a d o el t i e m p o a presión m á x i m a se determinó agregando un minuto al tiem­ po necesario para alcanzar 100°C en el centro del tablero. El resto del t i e m p o se dividió en 30 se­ g u n d o s p a r a bajar a la presión m e d i a , p e r m a n e ­ ciendo con 1.5 N / m m 2 hasta el final del ciclo. Para lograr lo anterior, con una t e r m o c u p l a se m i d i ó la temperatura en el centro del tablero y se cronometró el t i e m p o necesario para alcanzar 100°C. 2. M A T E R I A L Y M E T O D O S 2 . 3 . P R O P I E D A D E S F Í S I C O - M E C Á N I C A S . L a s propie­ dades físico-mecánicas se d e t e r m i n a r o n m e d i a n t e n o r m a s D I N . Las n o r m a s aplicadas fueron: 2 . 1 . M A T E R I A L . C o m o material p a r a la fabrica­ ción de los tableros de partículas se utilizó u n a m e z c l a de astillas p r o d u c i d a s de árboles sin des­ cortezar y sin r a m a s , de las e s p e c i e s r o b l e 44 - C l i m a t i z a d o ( D I N 50.014) - Densidad y humedad (DIN 52.361) - Resistencia a la flexión ( D I N 5 2 . 3 6 2 ) TABLEROS DE PARTICULAS, TIEMPO PRENSADO, TEMPERATURA PRENSADO, - H i n c h a m i e n t o ( D I N 52.364) - Resistencia a la tracción ( D I N 52.365) L o s datos o b t e n i d o s de estos e n s a y o s fueron evaluados c o m p a r á n d o l o s con las especificaciones de la n o r m a D I N . El tratamiento estadístico c o m ­ prendió un análisis de varianza, incluido test de Scheffe, c o n s i d e r a n d o un nivel de confianza de un 9 5 % . Un análisis de la n o r m a l i d a d de los datos o b t e n i d o s fue r e a l i z a d o a t r a v é s d e l t e s t d e K o l m o g o r o w - S m i r n o v previo al análisis de varianza. 3. P R E S E N T A C I O N Y D I S C U S I O N DE RESULTADOS 3 . 1 . E F E C T O S S O B R E E L P R E N S A D O . E n la figura 1 se m u e s t r a c ó m o varía la temperatura en el centro del tablero, d e p e n d i e n d o de la temperatura de los platos (190, 170, 150 y 130°C) y del t i e m p o de prensado. P R O P I E D A D E S , NOTHOFAGUS bilización, a l c a n z á n d o s e niveles similares (3 a 4 m i n u t o s de p r e n s a d o ) con una t e m p e r a t u r a aproxi­ m a d a de 119°C (fig. 1). Lo anterior es p r o d u c t o de l a l i b e r a c i ó n d e l v a p o r d e s d e e l c e n t r o del tablero hacia el exterior al bajar la presión de 3.0 a 1.5 N / m m 2 . Por último, se produjo un ascenso de la t e m p e r a t u r a una vez que es e l i m i n a d o el vapor de a g u a (después de 4 m i n u t o s de prensa­ do). Las diferencias entre los ciclos de p r e n s a d o se dieron en relación al t i e m p o en q u e se c u m p l i e r o n las etapas descritas anteriormente. L o s e v e n t o s ocurridos durante el ciclo de p r e n s a d o p a r a las distintas temperaturas aplicadas se presentan en el cuadro l. CUADRO l Efecto de la temperatura sobre el ciclo de prensado. Effect of temperature on pressing time. Tempe­ ratura Cierre Tiempo Tiempo de para A de pren­ prensa 100° C Pmáx sado min. en centro min. Tiempo A Pmedia POR CICLO 4 min 5 min. 6 min. 3.0 min. Figura 1. Efecto de la temperatura y tiempo de prensa­ do sobre la temperatura en el centro del tablero. Effect of pressing temperature and time on temperature at the center of the panel. Se o b s e r v a en la figura 1 un c o m p o r t a m i e n t o similar en los diferentes ciclos de p r e n s a d o . Al c o m i e n z o se produjo un ascenso lento de la t e m ­ peratura d a d o p o r la transmisión del calor p o r con­ ducción d e s d e la c a p a e x t e r n a hacia el interior. P o s t e r i o r m e n t e el a s c e n s o de temperatura fue ace­ lerado p o r la e m i g r a c i ó n del vapor g e n e r a d o en las c a p a s e x t e r n a s hacia el centro. Este f e n ó m e n o se vio favorecido por la existencia de una gradiente de h u m e d a d entre las partículas de la c a p a externa ( 7 % ) y la c a p a m e d i a ( 4 % ) . 130°C 1.80 2.0 3.0 1.0 2.0 150°C 1.50 1.5 2.5 1.5 2.5 3.5 170°C 1.15 1.3 2.3 1.7 2.7 3.7 190°C 0.85 1.0 2.0 2.0 3.0 4.0 Al a u m e n t a r la t e m p e r a t u r a de p r e n s a d o las partículas se plastificaron en forma m á s rápida, por lo q u e el cierre de los platos se produjo m á s rápidamente y el calor se transmitió aceleradamente al centro del tablero, alcanzando los 100°C en el centro en un t i e m p o m e n o r (cuadro 1). O b s e r v a ­ ciones similares son reportadas por B u s c h b e c k y K e h r (1960) y M a l o n e y (1977). En general, p a r a alcanzar 100°C en el centro d e l t a b l e r o se n e c e s i t ó e n t r e 1 y 2 m i n u t o s d e p e n d i e n d o de la temperatura aplicada. En todos los casos la presión m á x i m a se m a n t u v o 60 s e g u n d o s d e s p u é s de alcanzar los 100°C en el cen­ tro del tablero, lo q u e dio origen a diferentes ci­ clos de p r e n s a d o , tal c o m o se presentan en el cua­ dro 1. En una tercera etapa se provocó un leve d e s c e n s o de la t e m p e r a t u r a y posterior esta­ 45 H. POBLETE, J. SOTO, L. INZUNZA 3.2. PROPIEDADES FISICAS 3 . 2 . 1 . Hinchamiento 2 horas en agua. L o s re­ sultados de h i n c h a m i e n t o con 2 horas de inmer­ sión en a g u a a 2 0 ° C se presentan en la figura 2. CUADRO 2 Análisis estadístico del hinchamiento a 2 horas. Statistical analysis of thickness swelling after 2 hours. 3.2.2. Hinchamiento a 24 horas. En la figura 3 se presentan los resultados de h i n c h a m i e n t o a 24 horas de inmersión en agua a 20°C. Figura 2. Hinchamiento a 2 horas inmersión en agua a 20°C. Thickness swelling after 2 hours in water at 20°C. D e b e destacar q u e los mejores resultados d e h i n c h a m i e n t o se o b t u v i e r o n al a u m e n t a r la t e m p e ­ ratura de p r e n s a d o . Sin e m b a r g o , los resultados obtenidos no c u m p l e n con la e x i g e n c i a de la nor­ ma D I N 6 8 7 6 3 , m á x i m o = 8%. P o r lo anterior, los tableros d e b e r í a n ser m e j o r a d o s con la adición de un agente h i d r ó f o b o . L o s valores de h i n c h a m i e n t o obtenidos son se­ mejantes a los m e j o r e s h i n c h a m i e n t o s obtenidos por Poblete (1989) con u n a m u e s t r a de m a d e r a de la m i s m a zona. En el trabajo citado se fabricaron tableros con las e s p e c i e s de Nothofagus por sepa­ r a d o , o b t e n i é n d o s e h i n c h a m i e n t o s entre 1 0 % y 16%. El análisis de significancia del e n s a y o de hin­ c h a m i e n t o a las dos h o r a s en agua, para las varia­ bles t e m p e r a t u r a y t i e m p o de p r e n s a d o , se m u e s t r a en el c u a d r o 2. L a s diferencias entre el h i n c h a m i e n t o logrado con las t e m p e r a t u r a s m á s altas (190°C y 170°C) y las m á s bajas ( 1 5 0 ° C y 130°C) son significativas (cuadro 2). El análisis de v a r i a n z a de las variables indica que el t i e m p o de p r e n s a d o no afecta d i r e c t a m e n t e al h i n c h a m i e n t o , siendo la temperatura aplicada d u r a n t e e l p r e n s a d o e l factor m á s i m p o r t a n t e . B u s c h b e c k y K e h r (1960) d e t e r m i n a n un c o m p o r ­ tamiento similar. 46 L a n o r m a D I N 6 8 7 6 3 considera u n límite d e h i n c h a m i e n t o de 1 6 % para este ensayo, nivel que no es superado p o r los tableros. C o m o se señalara, se estima que al agregar un hidrófobo, emulsión de parafina, podría c u m p l i r s e con el requisito de la n o r m a . Figura 3. Hinchamiento a 24 horas inmersión en agua a 20°C. Thickness swelling after 24 hours in water at 20°C. El e n s a y o con u n a inmersión de 24 horas resul­ ta importante, ya q u e p r o v o c a un h i n c h a m i e n t o q u e alcanza su grado m á x i m o , permitiendo obser­ var con m a y o r precisión las diferencias existentes entre los tratamientos. Es así c o m o se p u d o deter­ m i n a r q u e los mejores resultados se obtuvieron al aplicar altas temperaturas de prensado. Lo ante­ rior coincide con los resultados obtenidos por otros investigadores ( B u s c h b e c k y Kehr, 1960; Roffael et al., 1972). TABLEROS DE PARTICULAS, TIEMPO PRENSADO, TEMPERATURA PRENSADO, P o b l e t e ( 1 9 8 9 ) trabajando con m a d e r a de N. obliqua, N. alpina y un híbrido de a m b o s , o b t u v o valores de h i n c h a m i e n t o a las 24 horas semejantes a los del presente estudio. P R O P I E D A D E S , NOTHOFAGUS CUADRO 4 Análisis estadístico de resistencia a la flexión Statistical analysis of bending strength. El análisis de v a r i a n z a se p r e s e n t a en el c u a d r o 3, y d e m u e s t r a q u e la variable t i e m p o de prensado no tiene u n a incidencia importante sobre la pro­ piedad, p r o v o c a n d o un leve m e j o r a m i e n t o del hin­ c h a m i e n t o al a u m e n t a r el t i e m p o de p r e n s a d o . La t e m p e r a t u r a d e p r e n s a d o c o m o variable indepen­ diente afectó en f o r m a inversa a los resultados de h i n c h a m i e n t o , siendo mejor la aplicación de una alta t e m p e r a t u r a d e p r e n s a d o , c o m o l o d e m u e s t r a el c u a d r o 3. CUADRO 3 Análisis estadístico del hinchamiento a 24 horas. Statistical analysis of thickness swelling after 24 hours. 3.3. PROPIEDADES MECANICAS 3 . 3 . 1 . Resistencia a la flexión. L o s análisis es­ tadísticos indicaron q u e no existen diferencias sig­ nificativas entre los tableros por efecto de la tem­ peratura o del t i e m p o de p r e n s a d o (cuadro 4 ) . Es necesario tener presente que la resistencia a la flexión está d e t e r m i n a d a por la calidad de las capas e x t e r n a s del tablero, las q u e en todos los casos estuvieron con temperatura y tiempo de pren­ sado suficientes p a r a obtener un fraguado adecua­ do del a d h e s i v o . P o r lo anterior resulta n o r m a l que no existan diferencias significativas entre los tra­ tamientos, ya q u e las variaciones de la resistencia no son atribuibles a la calidad del fraguado del adhesivo. L a s f l e x i o n e s ( M O R ) registradas son similares a las o b t e n i d a s p o r Poblete (1989) con N. alpina y superiores a las obtenidas p o r el m i s m o autor con N. obliqua y un híbrido de a m b a s especies. C a b e destacar q u e la flexión de los tableros es similar al límite exigido por la n o r m a D I N (18 N/ m m 2 ) . D e b i d o a q u e la forma de las partículas afecta la resistencia de los tableros, es p o s i b l e ase­ verar q u e un c a m b i o de la g e o m e t r í a de éstas, durante el viruteado, podría aumentar la flexión. 3.3.2. Resistencia a la tracción. L o s resultados del e n s a y o se presentan en la figura 4. L o s valores obtenidos d e m u e s t r a n que a m e d i d a q u e a u m e n t a la temperatura de los platos de la p r e n s a se obtie­ nen mejores resistencias a la tracción. El notorio efecto de la t e m p e r a t u r a se d e b e a que esta resis­ tencia está d a d a p o r la adhesión o b t e n i d a en el centro del tablero. Por consiguiente, un a u m e n t o de temperatura de prensado implicó un m a y o r tiem­ po a temperatura superior a 100°C en el centro del tablero. De esta forma se influenció el fraguado del adhesivo, originándose una m a y o r resistencia de la unión a d h e s i v o - m a d e r a y un a u m e n t o de la rigidez alcanzada p o r el adhesivo. L o s resultados obtenidos por los tableros fue­ ron superiores a las exigencias m í n i m a s estipula­ das p o r l a n o r m a D I N 6 8 7 6 3 (0.4 N / m m 2 ) . L o s valores de tracción m á s altos se registraron al apli­ car la t e m p e r a t u r a m á s alta (190°C) y el t i e m p o de p r e n s a d o m á s corto (4 minutos). R e s u l t a d o s simi­ lares obtuvieron B u s c h b e c k y Kehr (1960) aplican­ do altas temperaturas y tiempos de p r e n s a d o cor­ tos. L o s resultados obtenidos son similares a los registrados p o r Poblete (1989), quien al aplicar 160°C y 5 m i n u t o s l o g r ó 1.0 N / m m 2 c o n N. obliqua, 0.7 N / m m 2 con N. alpina y 1.0 N / m m 2 con un híbrido de a m b o s . L o s resultados de los análisis estadísticos se presentan en el c u a d r o 5. 47 H. POBLETE, J. SOTO, L. INZUNZA La propiedad física h i n c h a m i e n t o fue m á s afec­ tada por la t e m p e r a t u r a q u e p o r el t i e m p o total del ciclo de p r e n s a d o . El a u m e n t o de la t e m p e r a t u r a p r o v o c ó d i s m i n u c i o n e s del h i n c h a m i e n t o . L o s ta­ bleros no alcanzaron los m í n i m o s exigidos p o r la n o r m a , esta deficiencia p u e d e ser corregida al in­ cluir un hidrófobo. Figura 4. Resistencia a la tracción. Internal bond. CUADRO 5 Resistencia a la tracción: significancia de las variables temperatura y tiempo de prensado. Resistance to traction: significance of temperature and pressing time variables. La p r o p i e d a d m e c á n i c a de flexión registró va­ lores cercanos al límite establecido p o r la n o r m a (18 N / m m 2 ) . L o s valores p u e d e n ser m e j o r a d o s c a m b i a n d o la forma de las partículas durante el viruteado. En esta p r o p i e d a d no se vio un efecto de la temperatura y t i e m p o de p r e n s a d o . La tracción perpendicular se vio favorecida a m e d i d a que a u m e n t ó la temperatura de prensado. T o d o s los tableros alcanzaron valores de tracción superiores a los exigidos por la n o r m a D I N . D e b i d o a q u e el t i e m p o de prensado no afectó en forma directa a las propiedades e n s a y a d a s , se p u e d e concluir que bastaría con un ciclo de sólo cuatro m i n u t o s p a r a obtener resultados satisfacto­ rios. E s t o es de gran importancia d e s d e el p u n t o de vista e c o n ó m i c o , ya que posibilitaría un au­ m e n t o de la p r o d u c c i ó n . 5. BIBLIOGRAFIA L a variación d e l a t e m p e r a t u r a p r o v o c ó c a m ­ bios significativos en la resistencia, lo q u e no ocu­ rre con el t i e m p o de p r e n s a d o . P e s e a lo anterior se o b s e r v ó un leve i n c r e m e n t o de esta propiedad al a u m e n t a r el t i e m p o del ciclo de p r e n s a d o . 4. CONCLUSIONES L a t e m p e r a t u r a d e p r e n s a d o influyó e n forma directa sobre el t i e m p o necesario p a r a alcanzar 100°C en el centro del tablero, d i s m i n u y e n d o el t i e m p o r e q u e r i d o al a u m e n t a r la t e m p e r a t u r a de los p l a t o s . L a a p l i c a c i ó n d e altas t e m p e r a t u r a s p e r m i t e la aplicación de un t i e m p o de p r e n s a d o m á s corto. El análisis del t i e m p o de p r e n s a d o , c o m o varia­ ble aislada, indicó no p r e s e n t a r u n a significancia estadística sobre las p r o p i e d a d e s físicas y m e c á n i ­ cas de los tableros. 48 BUSCHBECK, L., E. KEHR. 1960. "Untersuchungen zur Verkurzung der Presszeit beim Heisspressen von Spanplatten", Holztechnologie 1(2): 112-123. EASTON, J. 1986. Comportamiento de las propiedades físicomecánicas de un tablero compuesto al variar algunos facto­ res de fabricación. Tesis, Universidad Austral de Chile, Facultad de Ciencias Forestales, 38 pp. HEEBINK, B., W. LEHMANN, F. HEFTY. 1972. Reducing particleboard pressing time: Exploratory study. USDA For. Serv. Res. Pap. FPL 180. For. Prod. Lab. Madison, Wis. KEHR, E., S. SCHOELZE. 1965. "The investigation on pressing conditions in the manufacture of particleboard", Drev. Vysk. 1965 (3): 133-147. KELLY, M. 1977. Critical Literature Review of Relationships between processing Parameters and Physical Properties of Particleboard. USDA For. Serv. Gen. Tech. Rep., FPL-10, 66 pp. LIIRI, O. 1969. "The pressure in the particleboard production", Holz als Roh-und Werkstoff 27(10): 371-378. MALONEY, T. 1977. Modern particleboard and dry-process fiberboard manufacturing. Miller Freanan, San Francisco, 672 pp. MC COLLUN, M. 1986. "Predicting modulus of rupture for hardboard siding substrate using hot-press operating conditions", For. Prod. J. 36(5): 36-38. MOSLEMI, M. 1974. Particleboard. Vol. 2: Technology. Southerm III. Univ. Press Illinois, 245 pp. PEREDO, M., H. POBLETE, L. NAVEILLAN. 1993. "Utili­ zación de renovales de roble y raulí en la fabricación de tableros de partículas", Ciencia e Investigación Forestal 7(2): 215-239. POBLETE, H. 1978. Uniones de madera con adhesivos. Publi­ TABLEROS DE PARTICULAS, TIEMPO PRENSADO, TEMPERATURA PRENSADO, catión Técnica Nº 1, Universidad Austral de Chile, Facul­ tad de Ciencias Forestales, Valdivia, 43 pp. POBLETE, H. 1986. "Resistencia mecánica de tableros de partículas producidos con mezclas de especies chilenas", Bosque 7(1): 38-45. POBLETE, H. 1989. "Tableros de partículas con renovales de roble (Nothofagus obliqua), raulí (N . alpina) y un híbrido de ambos", Bosque 10(1): 9-17. POBLETE, H., M. PEREDO. 1990. "Tableros de desechos del debobinado de especies chilenas", Bosque 11(2): 45-58. POBLETE, H. 1992. "Einfluss der Holzart und der P R O P I E D A D E S , NOTHOFAGUS Holzartenmischung auf die mechanischen Eigenschaften von Spanplatten bei Verwendung chilenischer Hölzer", Holz als Roh- und Werkstoff 50(1992): 392-394. ROFFAEL, E., K. SCHALLER, W. RAUCH. 1972. "Zur Fertigung von Phenolharzspanplatten", Holz-Zentralblatt. 93(136): 2003-2004. VITAL, B., N. LEHMANN, R. BOONE. 1974. "How species and boad densities affect properties of exotic hardwood particleboards", For. Prod. J. 24(12): 37-45. Recibido: 14.07.95 49