ultrafiltración para la recuperación de subproductos de
Anuncio

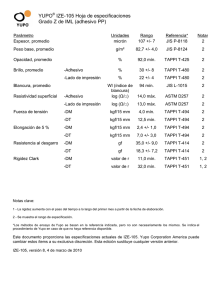
ULTRAFILTRACIÓN PARA LA RECUPERACIÓN DE SUBPRODUCTOS DE LOS LICORES RESIDUALES DEL PROCESO NSSC 1 1 1 2 3 Maria C. Area , María S. Martos ; Fernando E. Felissia , Alberto Venica , Jacques L. Valade 1 Argentina, Programa de Investigación de Celulosa y Papel, FCEQYN, Universidad Nacional de Misiones Felix de Azara 1552 (3300) Posadas, Misiones. procyp@fceqyn.unam.edu.ar 2 Argentina, Celulosa Argentina-Fábrica Zárate, Aristóbulo del Valle 594, (2800) Zárate, Bs.As. venica@delta.com.ar 3 Canada. Département de Génie Chimique. Université du Québec à Trois-Rivières. Tel: 1-(514) 251-2985 Fax: 1-(514) 899-1083. Jacques_L_Valade@ uqtr.uquebec.ca Resumen El presente estudio examina el fraccionamiento por ultrafiltración (UF) de los licores residuales de un proceso semiquímico al sulfito neutro (NSSC), utilizando para ello membranas con composición química y tamaño de poros diferentes. Los mejores resultados se obtuvieron con una membrana de 3000 Dalton. El sistema batch propuesto pemite una reducción significativa en la carga contaminante. Palabras clave: pulpado al sulfito lignosulfonatos. neutro; licores residuales; ultrafiltración; membranas, Introducción Entre los procesos de pulpados tradicionales, el proceso NSSC sobrevive y mantiene su importancia pero en la mayoría de las fábricas que los utilizan es más urgente la necesidad de producir efluentes que no contaminen las corrientes de agua que los factores económicos en la recuperación de los químicos del pulpado. La tecnología relativamente nueva de la ultrafiltración es precisamente una de las soluciones más económicas y eficientes cuando se desea separar azúcares de lignosulfonatos, obteniéndolos como subproductos de alto valor. Permite además, mejorar el efluente en cuanto a calidad y a cantidad produciendo agua apropiada para ser utilizada en reciclos y avanzar hacia el cerramiento de los circuitos. Se presenta en esta instancia una síntesis del trabajo global, bajo la forma de resumen extendido. La totalidad de los resultados obtenidos en este trabajo puede encontrarse en la referencia (1). Una síntesis de los mismos ha sido presentada en el 1999 Tappi Pulping Conference (2), y aceptada para publicación en Tappi Journal (3). Metodología El licor que se utilizó para los ensayos se obtuvo con las condiciones: 170 ºC, 20 min, Na2SO3: 8% y Na2CO3: 1,55% (4). Las separaciones se realizaron usando cuatro membranas con valores de corte de pesos moleculares (cut-off) de 500, 2.000, 3.000 y 10.000 Dalton (AMICON, tipos YC05, YM2, YM3 y PM10). Las 2 condiciones de operación fueron: presión: 3,69 kg/cm , temperatura: ambiente, velocidad de flujo transversal constante y reducción de volumen de 70 y 80%. Se estimó la distribución de pesos moleculares (DPM) por cromatografía de permeación por gel (GPC) de cada una de las fracciones separadas por UF. Se determinó asimismo el contenido total de sólidos presentes, orgánicos e inorgánicos, con análisis de sólidos totales (S.T., TAPPI 629-80), Lignosulfonatos (LS, TAPPI 250-79), Hemicelulosas (HC), Ácido Acético (A.A.) y Cenizas (TAPPI 41393). La determinación de HC y A.A. implicó una hidrólisis ácida previa a su estimación como xilosas por HPLC. Se probaron dos concentraciones extremas para el licor de alimentación: 1 y 7% (S.T.), según datos encontrados en la bibliografía, y como se observó que no había diferencias significativas, los ensayos se continuaron con una concentración intermedia del 3% (S.T.). Para determinar la polarización de la concentración, se realizaron mediciones cada 30 minutos del flujo del permeato, durante las separaciones del licor con las membranas mencionadas. Para la determinación del taponamiento (fouling), se realizó una separación durante 10 hs en reciclado total, es decir, volviendo el permeato a la alimentación. Como el sistema utilizado es discontinuo, éste se reiniciaba cada 2 hs. Se probó con una dia-ultrafiltración de cinco etapas y en ensayos posteriores se incorporó la membrana YC05. En la figura 1, se muestra el esquema de la separación por dia-ultrafiltración en tres etapas. Licor Residual Ruf1 + H 2O 1 YM3 Ruf2 + H2O 2 YM3 YM3 Puf1 Puf2 Ruf’1 Ruf’3 2’ YC05 Puf’1 Puf3 Ruf’2 1’ YC05 Ruf3 + H2O 3 3’ YC05 Puf’2 Puf’3 Fig. 1: Esquema de separación combinando membranas YM3 y YC05. Resultados y discusión La membrana YM3 presentó el coeficiente de rechazo de LS más elevado, y por lo tanto parece la más apropiada para nuestro sistema. Los resultados de estas separaciones se presentan en la tabla 1, los que demostraron que solamente se justifica realizar dos etapas. Para corroborar los resultados obtenidos, se separaron los lignosulfonatos y hemicelulosas purificados aplicando dia-ultrafiltración, siempre con las mismas condiciones de operación. Tabla 1: Resultados de las separaciones por dia-ultrafiltración (YM3 y YC05). S.T (%) LS (%) YC05R’1 1,33 68,4 YC05P’1 0,36 31,5 YC05R’2 1,16 >95 YC05P’2 0,10 n.d. YC05R’3 0,28 >95 YC05P’3 0,03 n.d. Rej. LS (%) 85 >95 >95 Cen. (%) 72,7 27,3 97,4 2,6 >99 n.d. Rej. Cen. (%) 66 94 >99 Los análisis de DBO, DQO y sólidos solubles cuyos resultados se presentan en la tabla 2, revelan una reducción significativa de los mismos con la aplicación del sistema batch propuesto, combinando una membrana YM3 con una YC05. Tabla 2: DBO, DQO y sólidos solubles del licor residual y permeatos seleccionados DBO mg/l DQO mg/l Licor (del digestor) 12470 59410 Sólidos Solubles (%) 9.0 Licor (aliment. sist. de UF) 4156 19803 3.0 YM3P1 4090 13570 1.8 YM3 (reducción de la etapa) 2% 31 % 40 % YC05P’1 1230 5590 0.69 YC05 (reducción de la etapa) 70 % 59 % 61 % Reducción Total (YM3 + YC05) 70 % 72 % 77 % Finalmente, se estudió la posibilidad de aplicar este sistema de UF en una planta a escala industrial. Conclusiones El flujo del permeato disminuyó en función del tiempo, indicando la presencia de una cierta polarización de la concentración. Las disminuciones en el flujo del permeato fueron similares para todas las membranas. El efecto del “fouling” de las membranas resultó mínimo en nuestro sistema. Los mejores resultados para la separación de LS se obtuvieron con la membrana YM3, (mayor selectividad). Después de dos etapas de separación por dia-ultrafiltración, los resultados no mejoraron sustancialmente por el agregado de otras etapas. Después de dos etapas: - El retenido contuvo los LS y HC de mayor peso molecular. - Los dos permeatos contuvieron aproximadamente el 87% de A.A. y el 98% de cenizas. La separación del licor residual que combina YM3 con YC05 produjo tres fracciones: 1R conteniendo HC y LS con pesos moleculares elevados. 2R conteniendo LS y HC con pesos moleculares bajos y acetato de sodio. 3P enriquecido en sustancias inorgánicas. Un esquema aceptable de un sistema de UF involucra: - Una primera etapa con una membrana YM3. - Una segunda etapa con una membrana YC05. Con dicho sistema pueden extraerse: 70 % de la DBO, 72 % de la DQO y el 77 % de los sólidos solubles. Referencias 1. Martos, M.S., “Ultrafiltración para la recuperación de subproductos de los licores residuales del proceso NSSC”, Tesis presentada a la Universidad Nacional de Misiones como exigencia parcial de la Maestría en Madera, Celulosa y Papel, FCEQyN, UNAM, octubre (1999). 2. Area M.C., Martos M.S., Felissia F.E., Venica A.D., Valade J.L., “Upgrading Spent Liquors from NSSC Process: III. Separation of Spent Liquors Components by Ultrafiltration”, Proceedings of the Tappi Pulping Conference (USA), pp.237-247, october 31-november 3, 1999. 3. Area M.C., Felissia F.E., Martos M.S., Bengoechea, D.I., Venica A.D., Valade J.L., ”Ultrafiltration of NSSC spent liquors, and its utilization as papermaking additives”, aceptado para publicar en Tappi Journal, (2000). 4. Area M.C., Felissia, F.E., Venica A., Valade J.L. “NSSC Process Optimization. I. Pulps Quality”, Tappi Pulping Conference, Montreal, 671-681, October 1999.