Organización Industrial Control de stocks Universidad Católica Argentina Facultad de Química e Ingeniería
Anuncio

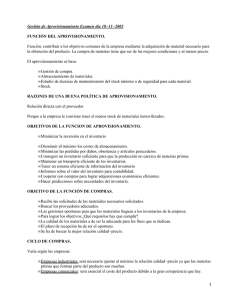
Organización Industrial Control de stocks Universidad Católica Argentina Facultad de Química e Ingeniería 2000 Introducción Uno de los aspectos más trascendentales para la mayoría de las empresas manufactureras, por su repercusión en los costes del producto y los plazos de fabricación, es la gestión de los materiales: subconjuntos, componentes, piezas, materia prima y materiales en general. Tradicionalmente dicha gestión se realizaba mediante alguno de los siguiente métodos o versiones más complejas de los mismos: El método del punto de pedido o el método del aprovisionamiento periódico. Ambos procedimientos presuponen que la demanda o el consumo de los artículos a que se hacen referencia es independiente y se distribuye homogéneamente en el tiempo, lo que no es aceptable en muchos de los artículos que entran como componentes o subconjuntos para la fabricación de otros o de productos terminados, cuando la producción de estos últimos resulta de un plan de producción consecuencia de una decisión empresarial. En dicho caso parece más conveniente determinar provisionalmente, a partir de dicho plan, el momento y la cantidad necesaria de los artículos dependientes para decidir el momento y magnitud de la orden a emitir. Esta idea es la base de los procedimientos MRP (material requirements planning). Métodos tradicionales Método del punto de pedido (o de revisión contínua) Partiendo de un conocimiento de las existencias en todo momento, cuando las mismas alcanzan un nivel mínimo, denominado punto de pedido, se emite una orden de fabricación o de aprovisionamiento por una cantidad fija, denominada muchas veces lote económico. Las fluctuaciones de la demanda o consumo se regulan mediante la frecuencia mayor o menor en la emisión de órdenes. Los parámetros de gestión, el punto de pedido y el lote, se fijan procurando minimizar los costes de gestión. En una primera aproximación podemos suponer que el punto de pedido intenta equilibrar los costes antagónicos de existencia de stock y de ruptura del mismo, mientras el lote hace lo mismo con los costes de lanzamiento (preparación del sistema productivo para realizar la orden) y de posesión. Incluido en el punto de pedido (y por lo tanto siempre presente en las existencias) se halla un excedente de stock respecto al consumo medio, stock de seguridad, para limitar el efecto de las rupturas. Cuando las existencias disponibles en stock se reducen al valor del punto de pedido s, lo que ocurre en los instantes 1, 3 y 5, se emite una orden de aprovisionamiento por una cantidad fija o lote Q. El cumplimiento de la orden se verifica transcurrido el plazo de entrega L, es decir, en los instantes 2, 4 y 7, en que los lotes correspondientes a las órdenes cursadas en 1, 3 y 5 respectivamente se han recibido y están disponibles en el stock. A pesar de estar incluido en el punto de pedido un stock de seguridad, en el instante 6 se produce una ruptura de stock, por lo que el consumo queda distorsionado respecto a la demanda entre los instantes 6 y 7. 1 Método de aprovisionamiento periódico (o de revisión periódica) En momentos prefijados, igualmente distribuidos en el tiempo y separados por un valor fijo o período, se evalúan las existencias y se emite una orden, de fabricación o aprovisionamiento, por una cantidad igual a la diferencia entre una cantidad fija, cobertura, y las existencias disponibles. Así mismo los parámetros de gestión, período y cobertura, se fijan procurando minimizar los costes de gestión. En una primera aproximación, el período intenta equilibrar los costes de lanzamiento y el de posesión, mientras que la cobertura hace lo propio con los de posesión y ruptura. En igualdad de circunstancias, el nivel de stock (esencialmente debido al stock de seguridad) es superior en el aprovisionamiento periódico que en el punto de pedido, pero puede existir una compensación de costes debido a la reducción de exigencias en el sistema de información. En los instantes 1, 3 , 5, etc. distantes cada uno de ellos del siguiente un período constante T, se efectúa un recuento de las existencias y se emite un pedido por la cantidad que se precisa para llevar las mismas a un nivel prefijado o cobertura s. Las órdenes de cuantías diferentes se cumplimentan transcurrido el plazo de entrega L, es decir en los instantes 2, 4 y 7, para las emitidas en 1, 3 y 5 respectivamente. En el instante 6 se produce una ruptura de stock, a pesar del stock de seguridad incluido en la cobertura. Entre 6 y 7 el consumo sufre una distorsión respecto a la demanda. Como se dijo antes, ambos procedimientos presuponen que la demanda o el consumo de los artículos a que se hacen referencia es independiente y se distribuye homogéneamente en el tiempo, lo que no es aceptable en muchos de los artículos que entran como componentes o subconjuntos para la fabricación de otros o de productos terminados. Un nuevo enfoque al problema del stock. Una forma de evitar los costos de stock es intentar eliminarlos por completo, este es el enfoque japonés respecto a los mismos. Como es bien sabido los stocks, en la mayoría de las circunstancias, no resultan de una decisión formal respecto a su existencia o no, sino del del desajuste entre las tasas instantáneas de dos subsistemas, uno que proporciona el bien objeto del stock y otro que lo consume. Cuando esto es así, se produce −naturalmente− un stock intermedio que permite desacoplar parcialmenteambos subsistemas y , en consecuencia, el funcionamiento de cada uno resulta menos limitado. La eliminación o reducción del stock exige un acoplamiento más fino de las tasas y, en su caso, la eliminación de las causas que llevan a aconsejar tasas distintas en cada subsistema. Por consiguiente, el objetivo de eliminación de stock conduce a una serie de objetivos parciales que en muchos casos implican el diseño de un sistema productivo, El método justo a tiempo (JIT, just in time) es, por consiguiente, más que un sistema de gestión de producción: constituye una filosofía completa de diseño y funcionamiento del sistema productivo y trasciende la simple gestión de materiales. Otras consideraciones sobre administración de stocks. Curva ABC. En el año 1906, Vilfredo Pareto observó que unos pocos ítems en un grupo constituiría una proporción muy significante del grupo en su totalidad. Este comportamiento es muy común en sistemas físico − económicos . Esta ley se verifica también en la administración de inventarios, u en particular en aquellas empresas en las que existe gran cantidad de items deferentes así como una pequeña cantidad de los artículos que produce o 2 comercializa la empresa implica un monto muy significativo de su monto de ventas, o del dinero inmovilizado en stocks. Esta condición lleva a un principio de clasificación en las denominadas curvas de ABC, en las que, básicamente, los artículos de la empresa se dividen en tres grandes grupos: A,B y C. La clase A, típicamente contiene alrededor de un 20 % de los ítems, lo que representa aproximadamente un 80% del capital del dinero inmovilizado en stocks. ( materia prima) En el otro extremo, la clase C contiene aproximadamente un 50 % de los ítems, y representa tan sólo un 5% de la cantidad inmovilizada. ( materiales indirectos de bajo precio de adquisición.) Finalmente, entre éstas 2 clases tenemos el grupo B, que típicamente consiste en un 30 % de los ítems y representa un 15 % del dinero inmovilizado. Esta clasificación en tres grupos es arbitraría; los artículos pueden separarse en cualquier número de clases Lo importante es el concepto de que la mayor parte de la inmovilización en stocks puede ser muy bien controlada monitoreando con mayor intensidad un bajo porcentaje de ítems.( grupo A) Para efectuar la agrupación, primero se calcula el total de dinero inmovilizado o la demanda valorizada; según el criterio de clasificación; de c/u de los ítems. Supongamos el siguiente ejemplo en donde tenemos 12 ítems, para los cuales se conocen los precios de adquisición (bi) y la demanda anual (Di). Calculamos entonces la Demanda Valorizada y su porcentaje. Item Precio (bi) Demanda (Di) 001 340 4 Demanda valorizada (bi·Di) 1360,00 % de Demanda valorizada 10,77% 3 002 003 004 005 006 007 008 009 010 011 012 Total 12 1 7 9 2 3 12 5 10 50 9 204 98 115 639 222 21 89 34 25 2 8 2448,00 98,00 805,00 5751,00 444,00 63,00 1068,00 170,00 250,00 100,00 72,00 12629,00 19,38% 0,78% 6,37% 45,54% 3,52% 0,50% 8,46% 1,35% 1,98% 0,79% 0,57% 100,00% Luego se los ordena en forma decreciente y se calculan los valores y porcentajes acumulados de capital inmivilizado o de demanda. Item Precio (bi) Demanda (Di) 005 002 001 008 004 006 010 009 011 003 012 007 Total 639 204 340 89 115 222 25 34 2 98 8 21 9 12 4 12 7 2 10 5 50 1 9 3 % de Demanda Demanda % de Demanda valorizada valorizada (bi·Di) valorizada acumulado 5751,00 45,54% 45,54% 2448,00 19,38% 64,92% 1360,00 10,77% 75,69% 1068,00 8,46% 84,15% 805,00 6,37% 90,52% 444,00 3,52% 94,04% 250,00 1,98% 96,02% 170,00 1,35% 97,36% 100,00 0,79% 98,16% 98,00 0,78% 98,93% 72,00 0,57% 99,50% 63,00 0,50% 100,00% 12629,00 100,00% % de cant. de items acumulado 8,33% 16,67% 25,00% 33,33% 41,67% 50,00% 58,33% 66,67% 75,00% 83,33% 91,67% 100,00% Como puede observarse, los items 005, 002, y 001 costituyen el grupo A (representan el 76% de demanda acumulada, y son solo el 25% de los items). En el grupo B estarían los items 008, 004, 006 y en la clase C tendríamos los items 010, 009, 011, 003, 012 y 007. Planeamiento de requisición de Materiales.(M.R.P) Para el planeamiento y control de los inventarios de los artículos manufacturados especialmente en cierto tipo de industrias, debe tenerse en cuenta que la demanda de los productos terminados es independiente, ( cabe mencionar que sólo en tal circunstancia es válida la administración de inventarios mediante la utilización de éste tipo de modelos matemáticos ); mientras que los componentes, partes, subensambles, o materia prima; tienen una demanda que depende de las cantidades del artículo terminado que deba fabricarse. Para los productos de los niveles inferiores, es decir aquellos que no están sujetos directamente a las condiciones del mercado, se utiliza un método de administración y control, generalmente con la asistencia de 4 un sistema computarizado, llamado M.R.P: Material Requirement Planning. Algunos de éstos componentes se elabora o arman en la empresa, por ejemplo, X,Y,Z, y O; por lo que deberán estar ya fabricados en la cantidad necesaria para la oportunidad que se requiera la fabricación del correspondiente elemento superior del cual dependen. Como ejemplo puede observarse la variación del nivel de inventarios del producto final B, de demanda independiente, y de su único componente T, que se supone que se adquiere a un proveedor externo. 5 El lote óptimo del producto B se fabrica durante el tiempo de fabricación tl y anticipándose a un tiempo igual a lead time ( LT) habrá que colocar la orden de producción. Antes de que comience su fabricación deberá estar disponible el componente T, por lo que habrá que tener en cuenta el plazo de entrega del proveedor ( tr), para emitir la orden de compra correspondiente. Si, en cambio el componente T se fabricara internamente, tendríamos una situación como la indicada en la figura : 6 En los sistemas M.R.P., los archivos los archivos que contienen las estructuras de producto de todos los artículos terminados se denominan Lista de Materiales o Bill Of Materials (B.O.M) Los cálculos del planeamiento de los requerimientos de los materiales comienzan con el denominado Programa Maestro de Producción Master Scheduleque especifica las demandas de los productos de nivel O. En función de ello, tomando la información disponible en la Lista de Materiales y otra información operativa, se determina la cantidad neta a pedir. Adicionalmente conociendo el plazo de entrega o lead time , se determina la oportunidad de la emisión de la orden de compra ( o de fabricación). Muchos productos terminados llevan cientos de partes , las que a su vez dependen de otras. Normalmente a un sistema M.R.P., habrá que ingresarle la siguiente información : • Demanda ( órdenes en firme) • Pronostico de ventas • Definición de recursos disponibles • Datos de inventarios y pedidos pendiente de entrega • Definición y estructura de producto • Información de proveedores • Definición del proceso 7 • Datos de costo de producción Está demostrado en la práctica que la mayoría de las empresas manufactureras pueden obtener tremendos beneficios de un sistema M.R.P., si está bien instalado y es correctamente utilizado. Método del punto de pedido, que relaciona las existencias en stock con los pedidos y el consumo. En 6 se produce la ruptura del stock. Método de aprovisionamiento periódico. Como en el caso anterior, se contempla también la posibilidad de una ruptura en la zona 6. 8 9 10 11