AIDA-Tech Vol9 Tonelaje en Reversa
Anuncio

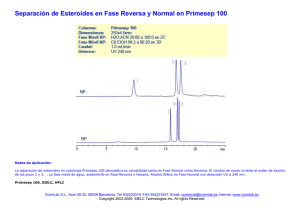
TONELAJE EN REVERSA AIDA-Tech Volumen Nueve TONELAJE EN REVERSA en reversa son los siguientes: (También conocido como) Momento de fractura del material El no tan silencioso asesino de prensas Por Dennis Boerger, Gerente de Producto AIDA-America Corporation Tipo de material, dureza y espeso Holgura entre el troquel y el punzón y el filo de éstos Nivel de escalonamiento y filo de los punzones y el troquel Velocidad del punzón cuando éste hace contacto con el material Nivel de deflexión de la prensa y componentes del troquel Holguras en los bujes de la prensa ¿Alguna vez ha caminado por una fábrica de estampado metálico y escuchado sonidos como los del disparo de una bala de cañón cada vez que la prensa viaja por el fondo de su carrera? Si es así, usted estaba presenciando la destrucción de una prensa causada por el tonelaje en reversa. ¿QUÉ ES TONELAJE EN REVERSA? Tonelaje en reversa, con frecuencia conocido como “momento de fractura del material”, es el resultado indeseable de operaciones de corte. Cuando un punzón quiebra el metal durante una operación de corte o perforado, resulta una fuerza negativa. Este es el momento en el que la prensa ha acumulado suficiente fuerza, excediendo la resistencia al corte del material, provocando su fractura. La liberación repentina de la energía acumulada, ocurre en menos de 20 milésimas de segundo y los componentes de la prensa, que han sido diseñados para trabajar en compresión, son sujetos a tensión mientras que los que normalmente trabajan bajo tensión, terminan experimentando compresión. ¿QUÉ CAUSA EL TONELAJE EN REVERSA? figure 1 El tonelaje en reversa es causado por operaciones de corte y blanking. Los factores que determinan el nivel de tonelaje A pesar de que la ilustración está exagerada, muestra muchos de los problemas que ocurren en una prensa que experimenta alto tonelaje en reversa. www.aida-mexico.com/aida-tech © 2009 AIDA-America 1 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve ¿CUÁLES SON LOS SÍNTOMAS DE UN ALTO TONELAJE EN REVERSA? Tonelaje en reversa en exceso puede causar daño a las partes principales de la prensa tales como componentes del bastidor o la conexión de la corredera. Este daño, comúnfigure 3 Algunos de los síntomas del tonelaje en reversa son los siguientes: Muy alto nivel de ruido Tornillos y tuberías de aire o aceite flojos Fugas hidráulicas o neumáticas recurrentes Fallas eléctricas Falla por fatiga en los componentes de la prensa, especialmente en el área de la conexión de la corredera pero también en el bastidor Desgaste prematuro de punzones y troqueles Problemas con la cimentación Fatiga en pies, tobillos, rodillas y caderas del operador, incluso resultando en problemas de espalda. ¿CÓMO AFECTA NEGATIVAMENTE A LA PRENSA EL TONELAJE EN REVERSA? mente no ocurre después de un ciclo sino que se manifiesta después de muchos golpes de la prensa. Alto impacto, vibración y deflexión en los componentes causan fatiga en la prensa y el troquel resultando en falla. figure 2 En una prensa tipo “C”, el bastidor se expande cuando se aplica la carga. Cuando el material se fractura, el bastidor se contrae rebasando su posición original, como se indica con la línea roja en la imagen de arriba. Oscilaciones de alta frecuencia en el bastidor continúan hasta que toda la energía es disipada. Esta acción violenta, tiene lugar mientras el punzón está en la cavidad del troquel y en contacto con el material, como se muestra en la figura dos. Los punzones no sólo oscilan verticalmente sino también experimentan movimiento lateral significativo que no solo causa desgaste prematuro, sino en muchos casos ruptura de los mismos. Una prensa de lados rectos, reacciona en gran parte de la misma forma que una prensa tipo “C”, excepto que la deflexión del bastidor no tiene la angularidad presente en el bastidor de las prensas tipo “C”. La estructura azul en la figura tres, muestra una prensa de lados rectos bajo carga. Cuando el material se fractura, la respuesta del bastidor es ilustrada con la línea roja y sobrepasa por mucho su posición original, como se muestra en verde. Como en las prensas tipo “C”, el bastidor oscila varias veces antes de recuperar la estabilidad. Esta flexión del bastidor y la conexión de la corredera es lo que causa fatigas en los materiales porque ocurre en cada golpe de la prensa. www.aida-mexico.com/aida-tech © 2009 AIDA-America 2 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve ¿CUÁL ES UN NIVEL ACEPTABLE DE TONELAJE EN REVERSA? El estándar en la industria es diseñar prensas que acepten tonelaje en reversa no mayor al 10% de la capacidad de la máquina. Por ejemplo, una prensa de 100 toneladas tendrá capacidad para resistir tonelaje en reversa de 10 toneladas. Existen prensas que han sido diseñadas para aceptar mayor tonelaje en reversa. Veinte por ciento de la capacidad de la prensa no es inusual y hay prensas que resisten hasta el 50% de la máxima capacidad. La base para dicha resistencia depende de los claros totales, diseño de la conexión de la corredera y características de deflexión de la prensa. Para comparar apropiadamente diferentes modelos de prensas, es preciso un análisis detallado de las especificaciones y diseños de cada uno de los fabricantes. ¿CÓMO IDENTIFICAMOS LA CANTIDAD DE TONELAJE EN REVERSA EN NUESTRA OPERACIÓN DE ESTAMPADO? El único modo práctico para determinar los niveles de tonelaje en reversa es instalar monitores de tonelaje en la prensa. El monitor deberá ser capaz de mostrar las curvas de carga de tonelaje hacia delante y en reversa. Como puede observarse en la figura cuatro de abajo, la curva de carga de un troquel progresivo normalmente estará dentro de los parámetros de tonelaje en reversa de la prensa. figure 5 La curva de carga mostrada en la figura cinco de arriba es para un troquel de blanking. Esta gráfica es muy fácil de leer, comparada con una de troquel progresivo pero el tonelaje en reversa claramente excede la capacidad de cualquier prensa estándar. También observe las oscilaciones del bastidor de la prensa hasta que la energía es disipada. Estas oscilaciones incrementan su amplitud y duración conforme el tonelaje en reversa aumenta. Las oscilaciones representan el impacto y vibración, que son el peor enemigo en la vida de la prensa y el troquel. Estos niveles de vibración pueden verificarse utilizando un acelerómetro que se coloca en diferentes puntos de la cama de la prensa y luego en el troquel inferior. Cada estructura acepta diferentes niveles de vibración. Esto es también cierto para prensas, lo que hace necesario que usted contacte al fabricante de la máquina para determinar lo que es aceptable. Aún cuando el nivel de vibración pueda ser aceptable para la prensa, podría ser demasiado alto para los operadores y los alrededores de la misma. figure 4 www.aida-mexico.com/aida-tech © 2009 AIDA-America 3 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve Considere escalonar los punzones-como se muestra en la figura siete- para reducir la carga en un 50% o más figure 6 La figura seis de arriba muestra el impacto negativo que las altas velocidades pueden tener en los niveles de vibración. A altas velocidades, las oscilaciones del bastidor pueden no terminar de disiparse antes del siguiente golpe de la prensa. Esto provoca un traslape de oscilaciones, que ocasionará que las nuevas vibraciones tengan aún mayor amplitud y sean más destructivas. ¿QUÉ PASOS PUEDEN SEGUIRSE PARA REDUCIR EL TONELAJE EN REVERSA EN OPERACIONES DE BLANKING? figure 7 Se debe tener cuidado al escalonar punzones en un troquel progresivo de blanking con varias estaciones, para evitar crear cargas fuera de centro. Las cargas fuera de centro, como muestra la figura ocho, pueden provocar que el troquel superior se mueva lateralmente en dirección de la primera carga y causar daños a los punzones y troquel. A continuación, algunas medidas que pueden tomarse para reducir los efectos del tonelaje en reversa: 1. Cambie el material con el que trabaja por alguno más suave o más delgado Esto por lo regular no es posible por los requerimientos del usuario final de las piezas producidas 2. Limite el tonelaje aplicado Mantenga afilados sus punzones y troqueles Utilice una holgura entre el troquel y punzón que requiera la menor fuerza posible para lograr el corte y perforado. No obstante, en algunos casos, los requerimientos de planeza o rebaba de la pieza final dictan la holgura.· figure 8 www.aida-mexico.com/aida-tech © 2009 AIDA-America 4 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve Considere afilar los punzones y troquel, como se muestra en la figura nueve, para reducir la carga hacia delante hasta en un 33%. Si el trozo de metal cortado va al desperdicio, Los punzones deben ser afilados, si el punzón es para blanking y la parte debe permanecer plana entonces el troquel es el que debe afilarse. También, recuerde que afilar en una sola dirección creará una fuerza lateral en el punzón que podría causar desgaste excesivo o despostillamiento. 3. Reduzca la velocidad del punzón La velocidad del punzón, al contacto con el material, juega un papel significativo en los efectos del tonelaje en reversa. Conforme la velocidad del punzón aumenta, también aumentan el tonelaje en reversa, el impacto y la vibración. A la izquierda de la figura diez, se muestra que conforme el coeficiente de deformación (velocidad del punzón) aumenta, la resistencia al corte del material también incrementa. Como ejemplo, el tonelaje requerido para una operación de blanking puede aumentar a más del doble si la velocidad de la prensa incrementa de 100 a 400 golpes por minuto. Reducir la velocidad de la prensa (normalmente no aceptable), reducir el largo de carrera de la prensa o utilizar una transmisión tipo leva (link) son modos prácticos que pueden ser adoptados para reducir la velocidad del punzón. figure 9 4. Reduzca la deflexión de la prensa figure 10 Two 100 ton presses with structures that are significantly different figure 11 La deflexión de la prensa y los componentes del troquel tiene una relación directa con el tonelaje en reversa. Reducir la deflexión general se puede lograr colocando el troquel en una prensa de mayor tonelaje o utilizando una prensa diseñada específicamente para trabajo de blanking o perforado. El usar una prensa de mayor tonelaje tiene obvios inconvenientes y no es el método común en las operaciones de estampado. Sin embargo, como se muestra en la figura once, la deflexión de los componentes puede limitarse colocando suficiente estructura en las áreas apropiadas de la máquina. La estructura adecuada, junto con conexiones de la corredera que han sido específicamente diseñadas para operaciones de blanking, resultarán en una máquina con alta capacidad para resistir tonelaje en reversa. La estruc- www.aida-mexico.com/aida-tech © 2009 AIDA-America 5 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve tura y diseño del troquel también son importantes cuando se intenta limitar la deflexión. Un troquel con base delgada colocado sobre barras paralelas con demasiado espacio entre sí, producirá un alto nivel de deflexión. De ser posible, los troqueles de blanking deben ser montados directo en la mesa de la prensa y las barras paralelas eliminadas. Sin embargo, esto no siempre es posible por lo que las bases de troquel y barras paralelas deben ser resistentes y las barras paralelas colocadas tan cerca de la sección de trabajo del troquel como sea posible. 5. Reduzca los claros totales en la prensa Como la deflexión, la holgura total en los bujes contribuye significativamente a los efectos negativos del tonelaje en reversa. La holgura en los bujes y la deflexión hacen que el punzón viaje de más en la cavidad del troquel después de que el material se ha fracturado. Este viaje de más, figure 13 figure 12 Observando la figura doce, podemos ver otro tema relacionado con la deflexión. Aquí vemos un troquel pequeño de alto tonelaje colocado en una prensa de cama grande, resultando en deflexión excesiva de los componentes de la prensa. El nivel de deflexión nominal en las prensas convencionales considera que carga será distribuida a lo largo de dos terceras partes del área de la mesa. Colocar una carga concentrada en una prensa de cama grande hace que el tonelaje en reversa aumente debido al incremento en la deflexión. disminuye la vida del troquel y calidad de la parte e incrementa el impacto y la vibración en la prensa. Las prensas convencionales tienden a tener grandes holguras en los bujes por lo que, de ser posible, sería inteligente utilizar una prensa específicamente diseñada para operaciones de blanking con bujes que tienen pequeña o cero holgura. 6. Uso de amortiguadores de impacto Los amortiguadores hidráulicos de impacto, mostrados en la figura catorce, han sido ampliamente utilizados en prensas hidráulicas para limitar el tonelaje en reversa. Recientemente, los usuarios de prensas mecánicas han gozado de los beneficios de esta tecnología. www.aida-mexico.com/aida-tech © 2009 AIDA-America 6 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve El amortiguador hidráulico de impacto es efectivo hasta velocidades de casi 100 golpes por minuto y prensas mayores a las 50 toneladas (sin límite superior). La figura quince muestra como trabajan los amortiguadores. Están diseñados para proveer una fuerza en sentido contrario (hacia arriba) al momento de la fractura del material. Esta resistencia es generada por orificios internos que restringen el flujo de aceite hacia afuera del cilindro, resultando en un efecto de tipo cojín. Los beneficios de los amortiguadores de impacto incluyen: Protege la prensa – reduce el costo de mantenimiento asociado con la fatiga. Estampado a plena capacidad de la prensa- Es común hacer blanking hasta el 90% del tonelaje de la prensa. Incrementa la vida del troquel- la implementación de amortiguadores incrementa dramáticamente la vida del troquel Reducción de vibración en la cimentación- los reportes indican una reducción de vibración en el piso cercana al 40% Amortiguación de ruido- Los niveles de ruido se reducen significativamente cuando se utilizan amortiguadores. Ejemplos reales Prensa mecánica de 400 toneladas Sin sistema de amortiguación Primer golpe 234 tons hacia adelante con 100 tons / 25% tonelaje en reversa Segundo golpe 233 tons hacia adelante con 101 tons / 25% tonelaje en reversa Con sistema de amortiguación Primer golpe 356 tons hacia adelante con 1 ton / 0.0025% tonelaje en reversa Segundo golpe 359 tons hacia adelante con 1 ton / 0.0025% tonelaje en reversa Prensa mecánica de 1700 toneladas Sin sistema de amortiguación Primer golpe 571 tons hacia adelante con 223 tons / 13.1% tonelaje en reversa Segundo golpe 588 tons hacia adelante con 215 tons / 12.6% tonelaje en reversa Con sistema de amortiguación Primer golpe 769 tons hacia adelante con 38 tons / 2.2% tonelaje en reversa Segundo golpe 775 tons hacia adelante con 36 tons / 2.1% tonelaje en reversa figure 15 figure 14 www.aida-mexico.com/aida-tech © 2009 AIDA-America 7 TONELAJE EN REVERSA AIDA-Tech Volumen Nueve A pesar de que el tonelaje hacia adelante incrementa con el uso de los amortiguadores de impacto, la reducción del tonelaje en reversa incrementará la vida del troquel, mejorará la calidad de las partes y prevendrá la prensa de daños serios. Estos ejemplos muestran operaciones que eran o pudieron haber causado serios problemas. El empleo de amortiguadores de impacto casi eliminó el tonelaje en reversa y el daño resultante. La figura diecisiete muestra cuatro amortiguadores de impacto en una prensa de lados rectos. Podemos observar que los amortiguadores utilizan parte del área de la mesa, misma que no puede usarse para colocar un troquel. Entonces el pequeño incremento en tonelaje hacia delante y la pérdida de área útil en la mesa de la prensa son dos factores negativos que deben ser considerados cuando se contemplen amortiguadores de impacto. CONCLUSION El tonelaje en reversa (momento de fractura del material) en operaciones de corte, perforado y blanking es un problema que debe ser resuelto. Alto tonelaje en reversa no disminuido y el impacto y vibración que lo acompañan pueden destruir troqueles y prensas, desmoronar pisos, cuartear cimentaciones, cimbrar estructuras de edificios o incluso causar problemas de salud a operadores y otro personal trabajando en la misma área. También puede afectar residencias o empresas contiguas. Afortunadamente, la selección de la prensa y sus especificaciones, así como el uso de amortiguadores de impacto, puede reducir o eliminar los problemas asociados con el alto tonelaje en reversa. Simplemente, el entender y resolver el tonelaje en reversa permitirá que la calidad de las partes producidas se incremente, la vida de los troqueles aumente, los costos de mantenimiento de la prensa disminuyan y el personal operativo sufra menos problemas de salud. figure 16 Para más información relacionada con el AIDA-Tech y la amplia gama de temas cubiertos, visite: www.aida-mexico.com/aida-tech AIDA-México Av. Rogelio Cantu Gomez #374-1 Col. Santa Maria Monterrey, N.L. 64650 Mexico Tels: (81) 1097-0037 | (81) 1097-0038 Email: info@aida-mexico.com www.aida-mexico.com/aida-tech 8