Propiedades de los polvos y de los materiales sinterizados
Anuncio

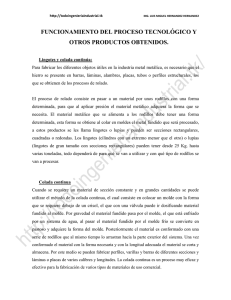
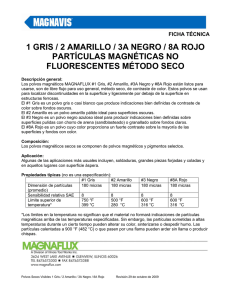
Propiedades de los polvos y de los materiales sinterizados Propiedades de los polvos y de los materiales sinterizados El éxito de la utilización de polvos de hierro y acero como materias primas en la producción de piezas estructurales, está relacionada con ciertas propiedades específicas del polvo: • La fluidez (expresada como tiempo de flujo) así como la densidad aparente durante el llenado de la cavidad de la matriz son factores importantes. • La compresibilidad del polvo afecta a la densidad que se puede obtener y, por tanto, a las propiedades tras el sinterizado. • El valor de la relajación elástica (“spring back”) es importante para calcular las dimensiones del utillaje de compactación en relación con las medidas finales de la pieza. • Es necesaria una resistencia en verde suficiente para prevenir grietas durante la expulsión de la pieza tras la compactación y para permitir el transporte de las piezas compactadas desde la prensa al horno de sinterización. Todas las propiedades arriba mencionadas están relacionadas con la forma y la distribución granulométrica de cada tipo de polvo. El polvo de hierro esponja muestra unas partículas de polvo más irregulares y porosas, lo que conlleva una mayor resistencia en verde comparada con los polvos de hierro atomizados por agua . Los polvos atomizados tienen una mayor compresibilidad en comparación a los polvos esponja. En la página 9 se presentan las propiedades del polvo comparadas de algunos polvos de hierro base comunes. El tiempo de flujo y la densidad aparente se indica para los polvos puros mientras que la compresibilidad, la resistencia en verde y la expansión se presentan para polvos con un 0,6% de lubricante Kenolube® añadido a la mezcla. El proceso de atomización por agua permite añadir los elementos de aleación al acero fundido antes de la atomización. Existe una gama de polvos prealeados de Höganäs, que se encuentran disponibles bajo el nombre comercial de Astaloy®. A través de la prealeación, se mejoran las propiedades mecánicas de los materiales sinterizados, mientras que se reduce la compresibilidad en comparación con los polvos de hierro puros. 7 Polvos de hierro y acero Höganäs para componentes sinterizados Los polvos Distaloy® están basados en polvo de hierro puro o polvo de hierro prealeado con un 1,5% de molibdeno (Astaloy Mo) al que se adhieren los elementos de aleación con un fino tamaño de partícula a través de una difusión parcial. Esta técnica evita la segregación de los elementos de aleación y mejora la estabilidad dimensional. Mediante la difusión parcial de los elementos de aleación a las partículas de polvo de hierro, se mantiene una buena compresibilidad. Los STARMIX® y el DENSMIX® introducen un ligante orgánico a la mezcla de polvo. A través de las mezclas ligadas, se elimina la formación de polvo de las partículas finas de los aditivos. Se evita así la segregación de los elementos de aleación, lo que mejora la estabilidad dimensional. Con el DENSMIX® es posible el prensado de polvos precalentados. Mediante el calentamiento del polvo y del utillaje de compactación, se aumenta la densidad entre un 0,1 – 0,2 g/cm3, lo que mejora las propiedades mecánicas del material sinterizado. También mejora mucho la resistencia en verde, permitiendo llevar a cabo determinadas operaciones de mecanizado en estado verde . Esto mejora sustancialmente la vida de la herramienta de corte. Las propiedades de sinterizado obtenidas mediante una calidad de polvo de hierro específica dependen de diversos factores diferentes, que incluyen la densidad, el tiempo de sinterización, la temperatura, la atmósfera además del tipo y contenido de los elementos de aleación añadidos. En este catálogo técnico se presenta información más detallada para la mayor parte de las calidades de polvo disponibles. Los diagramas de la página 10 muestran un resumen de las propiedades de sinterizado de algunos materiales como la resistencia a la tracción, la dureza y el alargamiento. Los materiales del 1 al 4 se compactaron a 600 MPa, dando como resultado unas densidades del orden de 6,85 a 7,10 g/cm3 , mientras que los materiales del 5 al 12 se compactaron a una densidad de 7,10 g/cm3. Todos los materiales se sinterizaron a 1120°C durante 30 minutos en atmósfera endotérmica para los polvos de hierro base, y en atmósfera 90/10 N2/H2 para los polvos Distaloy y Astaloy. 8 Densidad aparente Tiempo de flujjo 35 3.1 30 3.0 2.9 25 DA (g/cm³) Flujo (s/50 g) 2.8 20 15 2.7 2.6 2.5 2.4 10 2.3 2.2 5 2.1 0 2.0 MH80.23 SC100.26 ABC100.30 NC100.24 ASC100.29 MH80.23 SC100.26 ABC100.30 NC100.24 ASC100.29 Resistencia en verde (0.6% Kenolube) Compresibilidad (0.6% Kenolube) 10 10 60 60 7.0 6.8 6.6 6.4 MH80.23 6.2 NC100.24 6.0 SC100.26 5.8 Resistencia en verde (MPa) 35 7.2 4000 25 20 15 ABC100.30 5.4 5.2 100 200 300 400 500 600 700 800 900 Presióon de compactacióon (MPa) 3000 2000 10 ASC100.29 5.6 5000 30 5 Resistencia en verde(psi) 7.4 Densidad en verde (g/cm³) Presióon de compactacióon (tsi) 20 30 40 50 40 7.6 g 1000 0 0 100 200 300 400 500 600 700 800 900 Presióon de compactacióon (MPa) Relajacióon eláastica (0.6% Kenolube) 10 Presióon de compactacióon (tsi) 20 30 40 50 60 0.40 0.35 Relajacióon eláastica (%) e n Presióon de compactacióon (tsi) 20 30 40 50 0.30 0.25 0.20 0.15 0.10 0.05 0.00 100 200 300 400 500 600 700 800 900 Presióon de compactacióon (MPa) 9 Polvos de hierro y acero Höoganäas para componentes sinterizados Polvos de hierro base Polvos Astaloy Polvos Distaloy 1000 900 900 900 800 800 700 700 700 600 600 600 500 500 500 400 400 400 300 300 300 200 200 200 100 100 100 0 0 0 400 400 400 350 350 350 300 300 300 250 250 250 200 200 200 150 150 150 100 100 100 50 50 50 0 0 0 12 12 12 10 10 10 8 8 8 6 6 6 4 4 4 2 2 2 0 0 1 2 3 4 1. NC100.24 + 2%Cu + 0.6%C 2. SC100.26 + 2%Cu + 0.6%C 3. ASC100.29 + 2%Cu + 0.6%C 4. PASC60 10 Pla 1000 800 Alargamiento (%) Dureza, HV10 Resistencia a la traccióon (MPa) 1000 Spo 0 5 6 7 8 5. Distaloy AB + 0.5%C 6. Distaloy AE + 0.5%C 7. Distaloy DC + 0.5%C 8. Distaloy HP + 0.5%C 9 10 11 12 9. Astaloy 85 Mo + 0.5%C 10. Astaloy Mo + 0.5%C 11. Astaloy A + 0.5%C 12. Astaloy CrM + 0.4%C