171 - SAM
Anuncio

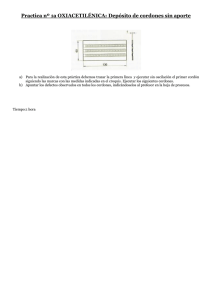
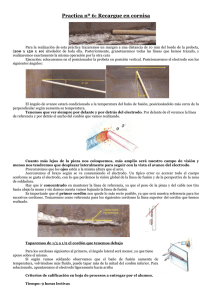
Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga, Agosto de 2000, 171-178 CARACTERISTICAS DE FUSION DE SOLDADURAS GMAW DE ACEROS INOXIDABLES AUSTENITICOS a/b a J. Lozano , P. Moreda , C.L. Llorente a/b y P.D. Bilmes a/c a Laboratorio de Investigaciones de Metalurgia Física (LIMF)-Facultad de Ingeniería-UNLP. Calle 1 y 47-La Plata b LEMIT-CICPBA c CONICET RESUMEN El gas de protección en soldadura GMAW es un elemento vital y tercer miembro del trípode que conforma el proceso: fuente de poder – material – gas de protección. Aunque es reconocido que el gas representa sólo un pequeño porcentaje en el costo total de producción, su correcta elección puede producir ahorros significativos debido a un aumento en la productividad, calidad y una disminución de costos, a través de obtener cordones bien conformados y libres de defectos. En el presente trabajo se evalúa la influencia de diferentes gases de protección, que ofrece el mercado, sobre las características de fusión de soldaduras GMAW de aceros inoxidables austeníticos. Se emplean placas de acero AISI 304 sobre las cuales se depositan cordones bead on plate, utilizando un aporte del tipo ER 308LSi, según AWS A5.9, y los siguientes gases de protección: Argón, Ar-O2 , Ar-CO2 , Ar-He-CO2 , He-ArCO2 , Ar-CO2 -NO, Ar-NO, Ar-He-H2 , Ar-He. Para cada gas de protección se evalúa la operatividad del proceso y se determinan ancho de cordón, sobremonta, penetración, ángulo de mojado y de fusión, área de sobremonta, área de penetración y dilución; realizándose un análisis comparativo de los mismos. Palabras claves Soldadura, Aceros Inoxidables, Gases de Protección, Proceso GMAW INTRODUCCIÓN En los últimos años, el proceso de soldadura bajo protección gaseosa y electrodo consumible Gas Metal Arc Welding (GMAW) ha adquirido una relevante popularidad dado su mayor productividad, flexibilidad y posibilidad de automatización[1]. Hoy día, los usuarios de este proceso han comenzado a visualizar que el gas de protección no es un simple componente en la operación de soldadura. Es un elemento vital considerado el tercer miembro del trípode que conforma el proceso de soldadura: Fuente de poder – material – gas de protección. Es reconocido que el gas de protección en soldaduras GMAW tiene una gran influencia en las características de las mismas, representando sólo el 3% en el costo total de la soldadura. Su correcta selección puede significar mayor productividad, calidad y una importante disminución de costos, a través de obtener cordones bien conformados y libres de defectos [2]. 171 Lozano, Moreda, Llorente y Bilmes PROCEDIMIENTO EXPERIMENTAL Se efectuaron cordones de soldadura “bead on plate” mediante el proceso GMAW utilizando diferentes gases de protección. En tabla 1 se presentan las composiciones de las diferentes mezclas gaseosas utilizadas. Se utilizaron placas de acero AISI 304 de 80x200 mm y espesor de 6,4 mm como material base, y un alambre macizo de 1,2 mm del tipo ER 308LSi, según designación AWS A5.9. En tabla 2 se presenta la composición química del material base y del consumible, respectivamente. Tabla 1: Composición nominal de los gases de protección Gas Componentes (%) * A Ar:81+He:18+CO2 :1 B** Ar:98+O2 :2 ** C Ar:43+He:55+CO2 :2 D** Ar:98+CO2 :2 * E Ar:100 * F Ar:96+CO2 :3+H2 :1 G*1 Ar:95+He:5 * I Ar:98+O2 :2 J*2 Ar: 99,97+NO:0,03 K*2 Ar:97,97+NO:0,03+CO2 :2 L* Ar:78+He:20+CO2 :2 * Mezclas comerciales ** Mezclas especiales certificadas 1 Normalmente recomendado para GTAW 2 El óxido de nitrógeno (NO) es agregado para faciltar el encendido, estabilizar el arco y reducir el ozono en el ambiente de trabajo Tabla 2: Composición química del material base y del consumible C Mn Si Cr Ni Mo S P (%) (%) (%) (%) (%) (%) (%) (%) Placa base 0,042 1,55 0,43 18,33 8,11 0,39 0,019 0,014 Consumible 0,01 1,80 0,80 19,65 10,71 0,60 0,014 0,014 Para la realización de los cordones bead on plate se utilizó una fuente de poder de corriente continua de tensión constante. La torcha de soldadura fue montada sobre un sistema de traslación automático con el cual se reguló la velocidad de soldadura. Los parámetros de soldadura fueron seleccionados en función de obtener, para todos los gases, arco largo (transferencia spray). Tales parámetros fueron registrados y monitoreados mediante el uso de un control de corriente y tensión, placa adquisidora de datos y software vía PC (Tabla3) En todas las experiencias, se realizaron tres cordones de soldadura con cada una de las mezclas gaseosas e idénticas condiciones operativas. De cada uno de los cordones bead on plate obtenidos con las diferentes protecciones gaseosas, se preparó una sección transversal para su análisis macroscópico. Para revelar la macroestructura de los cordones se utilizó una solución a base de metabisulfito de potasio y HCl, recomendada para metalografía color de aceros inoxidables austeníticos [3]. Para el análisis de las características de fusión de los cordones, definidas por: ancho del cordón, altura de sobremonta, penetración, ángulo de mojado y de fusión, área de sobremonta, área de penetración y dilución, se utilizó microscopía óptica y analizador de imágenes, figura 172 Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga 1 [4]. También se realizó un registro de la terminación superficial de los cordones, y se efectuaron ensayos radiográficos para evaluar discontinuidades. Tabla 3: Parámetros operativos Corriente Tensión Caudal de Velocidad de Distancia tubo de Calor Gas/Cordón (Amper) (Volt) gas soldadura contacto pieza aportado (lts/min) (cm/min) (cm) (KJ/cm) A/1 215 29,5 20 40 1,5 9,37 B/2 215 28,7 20 40 1,5 9,65 C/3 220 30 20 40 1,5 9,75 D/4 215 27 20 40 1,5 8,58 E/5 220 29,8 20 40 1,5 9,68 F/6 215 29,2 20 40 1,5 9,27 G/7 225 28,8 20 40 1,5 9,57 I/8 215 27 20 40 1,5 8,57 J/9 215 27 20 40 1,5 8,57 K/10 205 28 20 40 1,5 8,47 L/11 190 31 20 40 1,5 8,70 Cordón de Soldadura S A Angulo de mojado Angulo de fusión P S: Sobremonta P: Penetración A: Ancho Placa Base C B Dilución % = B x 100 C+B B: Area de penetración C: Area de sobremonta Figura 1: Características de fusión de los cordones de soldadura RESULTADOS En la figura 2 se muestran las macrografías correspondientes a los cordones obtenidos con los diferentes gases de protección. En la tabla 4 se presentan los resultados de las mediciones de los parámetros geométricos de los diferentes cordones de soldadura. Las características de fusión de los cordones responden en términos generales a los reportados en la literatura[5]. En todos los casos la transferencia metálica fue en modo spray. 173 Lozano, Moreda, Llorente y Bilmes A B C D 81%Ar + 18%He + 1%CO2 E Ar + 2%O2 55%He + 43%Ar + 2%CO2 Ar + 2%CO2 Argón F G I Ar + 3%CO2 + 1%H2 Ar +5%He J Ar + NO K Ar + 2%CO2 + 0.03%NO L Ar + 20%He + 2%CO2 Ar + 2%O2 Figura 2. Macrografías de los cordones obtenidos con los diferentes gases de protección 174 Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga En la figura 3 se muestra un oscilograma de corriente y tensión correspondiente a la experiencia realizada con la mezcla "C" (alto contenido de helio) como gas de protección. Tabla 4 Parámetros geométricos de los diferentes cordones de soldadura. Area Area Angulo Angulo Gas Ancho Penetración Sobremonta penetración sobremonta Dilución Mojado Fusión mm mm mm mm2 mm2 % A 11,51 2,71 2,42 38 71 11,01 19,18 36,5 B 10,6 3,29 2,56 30 78 13,27 17,71 42,8 C 15,57 4,2 2,9 12 90 21,23 27,34 43,7 D 12,67 3,38 2,9 27 76 15,26 23,17 39,7 E 15,67 3,1 2,13 33 62 14,3 21,72 39,7 F 12,42 3,88 2,64 24 79 18,37 20,98 46,7 G 14,75 3,73 2,17 29 40 16,1 20,86 43,6 I 10,05 3,29 2,56 36 74 13,95 17,71 44,1 J 10,63 3,28 2,66 35 60 13,87 18,1 43,4 K 10,16 3,75 2,97 38 81 14,48 19,65 42,4 L 11,81 2,7 2,42 46 57 18,7 15,39 54,9 Figura 3: Oscilograma de corriente y tensión correspondiente a la experiencia realizada con la mezcla "C" como gas de protección. 175 Lozano, Moreda, Llorente y Bilmes DISCUSIÓN Los cordones obtenidos con las diferentes mezclas gaseosas, en general no presentaron discontinuidades internas y/o superficiales como salpicaduras, socavaciones, solapes o porosidad, salvo los obtenidos con los gases “E” y “L”. Con este último , el depósito presentó socavaciones, salpicaduras y una mala terminación superficial. Por su parte el cordón obtenido con el gas “E” presentó importante solapado y socavaciones. Desde el punto de vista operativo, las mezclas gaseosas base Ar mostraron mayor estabilidad de arco que las mezclas con altos porcentajes de helio. En figuras 4 y 5 se presenta el ancho, sobremonta y penetración de cada uno de los cordones obtenidos con las diferentes mezclas gaseosas. Correlacionando ancho del cordón y penetración, se observa que los mayores valores de ancho de cordón y penetración son obtenidos con las mezclas gaseosas “C” y “G”, con altos y bajos contenidos de helio. Por otra parte, los mayores valores de reforzamientos de los cordones (sobremonta) están asociados primariamente a las mezclas base argón, “K” y “D”. En la relación entre gases de protección y ancho de los cordones, se observa que los mayores anchos se obtuvieron con las mezclas gaseosas con helio, “C” y “G”. En orden decreciente le siguen las mezclas base Ar con bajos porcentajes de CO2 , con y sin hidrógeno, “D” y “F”. Si bien con argón comercial, gas “E”, se obtuvo uno de los mayores anchos de cordón, éste a los efectos comparativos de los parámetros geométricos, no fue considerado por la discontinuidad (solape) que presentó. En figuras 6 y 7 se presenta el área de sobremonta, área de penetración y dilución de los cordones obtenidos con las diferentes mezclas gaseosas. Asimismo en figura 8 se presentan los ángulos de mojado y de fusión de cada uno de dichos cordones. En la medida que aumenta el ángulo de fusión en correlación con mayor penetración, se obtiene un mejor aspecto del cordón. En ese sentido con las mezclas gaseosas “C”, “F” y ”K” se obtuvieron los mejores resultados, figura 9. El cordón producido con la mezcla gaseosa “C”, de alto He, presentó los más altos valores de penetración y ángulo de fusión. Si bien este depósito presenta la mayor área de sobremonta, su dilución está dentro de la media del resto de los cordones. De los resultados obtenidos con los gases de protección “D” (Ar+2% CO2 ) y “K”, este último equivalente al anterior con el agregado de 0,03% de NO, surge una tendencia a favor de este último en cuanto que presenta menor área de sobremonta con mayor dilución. Asimismo presentan un mejor aspecto de cordón mediante un mayor ángulo de fusión y superior penetración. Sobremonta 16 4 14 3 12 2 1 mm 10 mm Penetración 8 0 -1 6 -2 4 -3 2 -4 -5 0 A B C D E F G I J K L A B C D E F G I J K Gas de Protección Gas de protección Figura 4: Ancho de cordón para cada gas de protección. 176 Figura 5: Sobremonta y penetración para cada gas de protección. L Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga 60 30 Area Penetración Area Sobremonta 25 50 40 15 30 10 20 5 10 0 0 A B C D E F G I J K L A B C D Gas de Protección Angulo de Mojado G Angulo de Fusión Angulo de Fusión I J K L Penetración 100 90 90 80 80 70 70 60 60 Grados Grados F Figura 7: Dilución para cada gas de protección. Figura 6: Area de penetración y área de sobremonta para cada de gas de protección. 100 E Gas de Protección 50 40 6 5 4 50 3 40 30 30 20 20 10 10 2 1 0 0 A B C D E F G I J K 0 A L B C D E F G I J K L Gas de Protección Gas de Protección Figura 8: Angulos de mojado y de fusión para cada gas de protección Figura 9: Angulo de fusión y penetración para cada gas de protección CONCLUSIONES El mayor ancho de cordón y la mayor penetración son alcanzados con las mezclas “C” y “G”, ternaria base helio y binaria Ar-5%He, respectivamente. Las mezclas base argón con pequeños porcentajes de CO2 , “K” y “D” con y sin NO respectivamente, presentaron los más altos reforzamientos de los cordones (sobremonta). Con un aumento del ángulo de fusión y de la penetración, se obtiene un mejor aspecto del cordón. En ese sentido las mezclas gaseosas “C”, “F” y ”K” presentaron los mejores resultados. La mejor forma del cordón caracterizada por baja sobremonta y mayor ancho de cordón (asociado con bajos ángulos de mojado y altos de fusión) junto con alta penetración y dilución, fue obtenida con la mezcla ternaria “C” de alto contenido de helio. Adiciones de O2 y CO2 al argón, producen mejores resultados con respecto al argón puro, aunque sin lograr valores equivalentes a las mezclas con altos contenidos de helio. 177 mm mm2 % 20 Lozano, Moreda, Llorente y Bilmes En términos de características de fusión, pequeñas adiciones de NO a la mezcla binaria Ar-CO2 y al argón puro, parecerían mejorar la configuración geométrica de los cordones. REFERENCIAS 1. L-E Svensson, J. Elvander. Challenges for welding consumables for the new millenium, Svetsaren, 78,1/2, 3-11, 1999. 2. B. Irving. Shielding gases are the key to innovations in welding, Welding Journal, 78, 1, 37-41, 1999. 3. E. Beraha. Metallographic reagents based on sulfide films, Prakt. Metalogr., 7, 242-248, 1970. 4. Jefferson’s Welding Encyclopedia, 8th Edition, Ameciran Welding Society, 1997. 5. ANSI/AWS C5.6-94R, Recommended practices for gas metal arc welding, 1994. 178