Arenas de moldeo y Noyería - Materiales Ferrosos y sus Aplicaciones
Anuncio

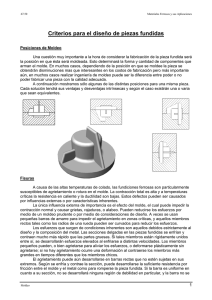
67.50 Materiales Ferrosos y sus Aplicaciones ARENAS DE MOLDEO Y NOYERIA GENERALIDADES: Las arenas de moldes perecederos y noyos están hechas en base a arena de cuarzo preparadas en forma artificial. Prácticamente no se usan arenas naturales para moldes y noyos destinados a materiales ferrosos. Se entiende por molde a una reproducción en negativo de la pieza a construir, y por noyo al cuerpo que forma la parte hueca de la misma. Los procesos de moldeo más utilizados son: - molde permanente metálico (coquilla o fundición a presión en caja fría o caliente) - molde semipermanente (idéntico al anterior con el agregado de noyos) - molde perecedero (arena o cerámico Shaw o lnvestment Cast) CARACTERÍSTICAS DE LAS ARENAS DE MOLDEO Y NOYERIA: a.- Plasticidad: es la propiedad fundamental que deben tener estas arenas para que copien fielmente la forma del modelo al ser compactadas. b.- Consistencia: las arenas deben ser consistentes para mantener la forma que adquirieron al ser moldeadas. c.- Permeabilidad: deben ser permeables para permitir el escape de gases generados durante la colada además del aire contenido en la caja de moldeo. d.- Refractariedad: característica necesaria para evitar la sinterización de la arena por el alto punto de fusión del metal. La falta de resistencia al calor hace que los moldes se deformen por la temperatura del metal líquido y la arena, por llegar a su temperatura de reblandecimiento, funde y queda adherida a la pieza. e.- Colapsabilidad: la arena debe deshacerse inmediatamente después de fundida la pieza para que permita la contracción del metal y el desmolde. CLASIFICACION DE LAS MEZCLAS DE ARENAS DE MOLDEO: a.- Naturales: son de baja refractariedad por el alto contenido de impurezas, no necesitan aglutinantes por su contenido de arcilla. Están actualmente en desuso utilizándose para fundiciones no ferrosas. b.- Verde sintética: está compuesta por arena de cuarzo, 4 a 5 % de bentonita y 2 a 3 % de agua. La bentonita, al entrar en contacto con el agua, forma una gelatina (ligante) aumentando su volumen y uniendo así los granos para formar el molde. La mezcla se realiza en molinos. Esta arena se recupera cuando se produce el desmolde, pero pierde paulatinamente permeabilidad debido a un afino en el grano. Se utiliza en moldeo manual o seriado, para metales ferrosos y no ferrosos, y en piezas de hasta 25 kg. Aproximadamente. c.- Autofraguante: esta arena se prepara en la misma fundición y está formada en base a arena de cuarzo, 2 % de resma (fenólica, furánica o aceite de lino) y 0.5 % de catalizador. Primero se mezcla la resma con la arena para cubrir los granos de la misma, luego se agrega el catalizador (cuya función es acelerar la reacción para que fragúe la resma) y finalmente se aplica sobre el modelo para lograr el moldeo. Materiales para moldeo, Creces y Tolerancias 1 67.50 Materiales Ferrosos y sus Aplicaciones Tiene una vida de banco (tiempo durante el cual es posible utilizarla) de 20 minutos y se utiliza para el moldeo de piezas grandes (peso mayor a 30 kg.). Algunos tipos deben colarse 24 horas después de moldeadas. La recuperación para reutilizarlas es complicada y costosa, debiéndose usar casi el mismo porcentaje de resina y catalizador para el fraguado. Por ser un material orgánico tiene una buena colapsabilidad. d.- Shell-Moulding: la arena utilizada en este proceso viene revestida con una resma que fragúa por temperatura. La arena se aplica sobre el molde metálico caliente a una temperatura de 220-240 0C para el fraguado, formándose una cáscara sobre el modelo que copia muy bien las formas y dimensiones del mismo. Esta arena se utiliza para piezas pequeñas (peso hasta 10 kg.> y de formas exteriores muy complejas. Es un molde de alto costo, pero tiene muy buen control dimensional y terminación superficial. e.- Arenas con cemento: están formadas básicamente por una arena silícea con 7-9 % de cemento, 5 % de agua y 2 % de melaza o mogul. (Para darle colapsabilidad). De todos modos esta es baja, y por eso debe usarse para moldes externos y sin contrasalidas. Se aplica a piezas grandes, mayores de 500 kg, y se debe colar 24 hs. después de moldeadas. f.- Arenas con silicato: se utilizan arenas mezcladas con silicato de sodio a las cuales se les hace pasar una corriente de C02 como fraguante. Los moldes así obtenidos son muy baratos y se utilizan para piezas que no tengan contrasalida (no es colapsable) y de gran tamaño (peso mayor a 100 kg.). Este tipo de arenas presentan la desventaja de ser altamente higroscópicas, por lo cual son muy sensibles a la humedad. g.- Método de cera perdida: este método surge a partir de la necesidad de lograr tolerancias cada vez más estrictas en las piezas obtenidas por fundición. Se aplica para piezas pequeñas, hasta 1 kg. Consiste en preparar un modelo de cera, sumergirlo en una serie de lechos fluidos refractarios hasta obtener una capa de recubrimientos que rodean al modelo de cera, y luego mediante la aplicación de calor derretir el modelo de cera, obteniéndose de esta manera un molde con la forma de la cavidad desalojada por la cera. Una vez secado el molde proveniente de los lechos fluidos se cuela el metal, que puede ser de cualquier tipo. Para extraer las piezas fundidas se aplica un chorro de agua o vapor a presión o bien se limpia con soda cáustica o ácidos dependiendo el tipo de refractario utilizado. Para la fabricación de los modelos de cera se utiliza una matriz de acero (mecanizada con alta precisión). La cera se cuela dentro del molde a presión. La gran ventaja en este tipo de proceso es que el molde así obtenido (molde primario fabricado en acero) está sometido a bajas presiones y temperaturas lo cual evita desgastes y pérdidas de ajuste. Para efectuar la colada en el molde, puede colocarse en una plataforma giratoria para aplicar centrifugado. Lo más costoso del proceso es la obtención de los modelos de cera dadas las características que debe reunir el molde primario. Es posible obtener estos moldes primarios fabricando primero un molde de acero y vulcanizando goma a presión encima del mismo o bien sumergiendo el modelo de metal en un lecho fluido de metal de bajo punto de fusión. Mediante este método es posible obtener piezas tales como partes de válvulas, pequeños engranajes, magnetos, piezas de joyería, herramientas para cirugía y odontología, piezas para armas, motores, etc. Utilizando este proceso de fabricación de piezas fundidas se obtienen tolerancias lineales de 0.5 % o menores, pudiendo utilizarse como funcionales brutos de fundición. Materiales para moldeo, Creces y Tolerancias 2 67.50 Materiales Ferrosos y sus Aplicaciones CLASIFICACION DE LAS MEZCLAS DE ARENAS DE NOYERIA: Para lograr los huecos internos en las piezas fundidas se utilizan los noyos. Estas piezas se fabrican utilizando arenas especiales que luego se moldean para obtener dichos noyos. Deben tener alta colapsabilidad. a.- Shell-Moulding: es similar a la utilizada para moldeo. Proporciona muy buena terminación superficial a la pieza. Se utiliza para la construcción de noyos pequeños y en la fabricación de grandes series (máquinas automáticas). b.- Arena autofraguante: es igual a la descripta para el molde. Su tiempo de fraguado es de aproximadamente 20 minutos. Se utiliza para pequeñas series (debido a su tiempo de fraguado) y noyos de todos los tamaños. c.- Método de caja fría: se mezcla la arena con resinas alquídicas o fenólicas. Una vez dada la forma al noyo se le inyecta gas para fraguar. Se utiliza en la fabricación de grandes series de noyos no muy grandes. d.- Método de caja caliente: la caja se encuentra a alta temperatura y el proceso es similar al de caja fría. e.- Arenas con aceite de lino: se utiliza aceite de lino como aglomerante y se mezcla junto con la arena, kerosén y bentonita. Es un método antiguo que está en desuso debido a los grandes herramentales que se necesitan para estufarlos y fraguar el aceite. MATERIALES PARA MODELOS GENERALIDADES: El tema de los modelos es muy amplio pues la gran variedad de piezas fundidas (desde pocos gramos a varias toneladas, con producciones de una única pieza a grandes series) introduce en el diseño de los mismos variaciones sustanciales en los materiales a emplear en su fabricación como así también en los procesos a utilizar. La calidad de las fundiciones es influida por los modelos empleados, y la calidad de éstos es un compromiso entre la economía y las necesidades de producción. La calidad y tipo de modelos a utilizar, depende básicamente de la cantidad de piezas a fabricar. Si es una o dos piezas, utilizaremos modelos de telgopor, yeso, o la misma pieza que debemos reemplazar; se le agregan sobreespesores de mecanizado, y si es grande, compensación por contracción. Para grandes series tendrá que disponerse de un herramental sofisticado y costoso (modelos y cajas de noyos metálicos, placas para moldear en máquinas automáticas, máquinas para el ensamblado de noyos, etc.).Para cantidades intermedias, usaremos modelos de madera o metálicos sueltos o emplacados. MATERIALES USADOS EN LA FABRICACION DE MODELOS: Para la fabricación de modelos se emplean materiales muy variados como madera, metales blancos, aleación de aluminio, fundición de hierro, yeso, materiales epoxi y telgopor. a.- Madera: toda madera que se emplee para la fabricación de los modelos deberá ser estacionada o estufada y almacenarse para impedir la reabsorción de agua. Es muy importante mantener la humedad en la madera en un valor bajo y constante para impedir Materiales para moldeo, Creces y Tolerancias 3 67.50 Materiales Ferrosos y sus Aplicaciones el alabeo, el hinchamiento y las costosas reparaciones que tengan que hacerse durante su uso. Por lo general se usa en la fabricación de modelos patrones los cuales se utilizan para el moldeo de los modelos metálicos. Como ventajas pueden destacarse su escaso peso y rapidez de montaje. Sus desventajas son la sensibilidad a la humedad y confección artesanal. No debe excederse el traqueteo ni apisonado. Su duración ronda las 500 piezas por la acción abrasiva de la arena. Se utiliza en moldeo manual, si bien en algunos casos se emplaca. b.- Yeso: el yeso puede usarse con ventaja en muchas aplicaciones de modelos como por ejemplo para la fabricación del modelo entero, como material para la placa modelo o para hacer modelos patrones. Puede cortarse fácilmente con sierra O cuchilla, tornearse, modelarse por medio de rascado con una pieza laminada de metal o bien por vertido del yeso en un molde. Puede mezclarse con trozos de cáñamo o yute para dar tenacidad o impregnarse con un plástico duro y fuerte para reforzarlo. Se usa para series muy bajas. c.- Plástico: el modelo de plástico puede inyectarse en una matriz para formar el mismo o bien ser mecanizado a partir de un bloque (de tamaño apropiado). Puede ser colado en un molde de yeso o bien ser fabricado con sucesivas capas de plástico y un material de refuerzo como la fibra de vidrio. Las resinas fenólicas y epóxicas son las más utilizadas en el método de construcción laminada sobre molde de yeso, pudiendo adosarse placas de metal o madera. Son utilizados en el método de cera perdida. Las resinas epóxicas son fáciles de reparar, no poseen contracción durante el curado y curan a temperatura ambiente. Son insensibles a los productos químicos y de construcción ligera. Son de bajo costo y elevada calidad, por lo que son indicadas para grandes series. d.- Fundición de hierro: el modelo de fundición es resistente a la abrasión de la arena y puede lograrse sobre ellos un muy buen acabado superficial. Es aconsejable para el colado de piezas con cantos vivos. Su uso mayor se registra en el moldeado para grandes series, no siendo aconsejable en moldeo manual debido a su excesivo peso. e.- Latón: el latón es de fácil conformación y es soldable (facilita la fabricación de racimos), por lo que es aconsejable para la fabricación de pequeños modelos (en tamaño y espesor) de muy buen acabado superficial. Puede usarse como reemplazo de la fundición de hierro. Es resistente al orín y a la coquilla. f.- Aleación de aluminio: es liviano por lo que se lo puede utilizar en las placas como modelos de una o dos caras. Es inmune a la formación de orín y a los efectos de la coquilla. Se la utiliza para moldeo en cajas en máquinas pequeñas de compresión accionadas a mano o por medios neumáticos. g.- Telgopor: se utiliza para piezas de poca producción (máximo 5 unidades), poca calidad superficial, formas complicadas y tamaños variables. Permite el confeccionado de grandes piezas mediante el pegado sucesivo de capas de material. Materiales para moldeo, Creces y Tolerancias 4 67.50 Materiales Ferrosos y sus Aplicaciones CRECES Y TOLERANCIAS El proceso de obtención de una pieza fundida exige la consideración del agregado de los sobre espesores de material necesarios para compensar las contracciones por solidificación, los espesores de mecanizado, los ángulos de salidas y la terminación superficial. Las creces de mecanizado y las tolerancias dimensionales son funciones que dependen de la dimensión (magnitud de la cota), del material del molde, del método de moldeo, de la calidad del proceso, etc. Es por eso que para determinar estos parámetros recurrimos a las tablas que se incluyen a continuación. Los pasos a seguir para realizar los cálculos son los que se muestran el la figura. Se parte de la pieza terminada, cuyas dimensiones son a,b,c, etc. y se aplica: 1- Creces de mecanizado mas tolerancias dimensionales. a ' = a + cm + td 2- Compensación por contracción (*). a" = a + td + Ct donde: cm = creces de mecanizado ver TABLA A del anexo td = Tolerancias dimensionales ver TABLA B de anexo. Ct = •.•t.a es la dilatación térmica. (*) Si el modelo es metálico se debe considerar además la contracción de este último, por lo que la ecuación 2- resulta ser: a ′′′ = a"+Ct 2 Materiales para moldeo, Creces y Tolerancias 5