Resumen del proyecto - IIT - Universidad Pontificia Comillas
Anuncio

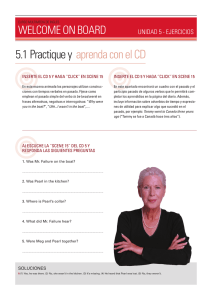
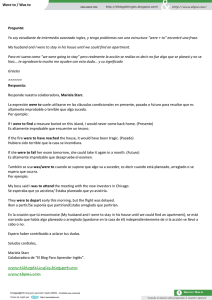
VILDOSOLA RACING: DIGITALIZACIÓN SUSPENSIÓN DELANTERA DEL CHASIS Y Autor: Suárez Suárez, Francisco Javier Directores: Malicky, David Entidad Colaboradora: ICAI - Universidad Pontificia Comillas, University of San Diego, Vildosola Racing team Resumen del proyecto Introducción Vildosola Racing team es uno de los equipos más exitosos de la categoría trophy truck, participando en SCORE international® off-road racing. Este campeonato se lleva a cabo en Baja California, México y consiste en múltiples carreras individuales llamadas San Felipe 250, Baja 500, SCORE Desert Challenge y Baja 1000. La baja 1000 es la carrera off-road más larga del mundo completada en una sola etapa y la más importante del campeonato SCORE. Vildosola Racing ha ganado esta carrera en dos ocaciones, en 2010 y 2012, siendo Gustavo Vildosola el primer mexicano en ganar dicha carrera. El trophy truck actual del equipo Vildosola se muestra en la siguiente fotografía: Aunque la mayoría de las carreras son en México, la base del equipo se encuentra en san Diego, California. Ellos han estado compitiendo en esta categoría desde 2002 fabricando y montando la gran mayoría de piezas en su taller. Actualmente, el equipo quiere construir un nuevo vehículo para seguir siendo competitivos y evitar el posible fallo de los componentes debido a la fatiga. Como el coche actual ha sido tan exitoso, quieren construir algo similar, pero con unas ligeras mejoras. Vildosola racing team subcontrató a University of San Diego para mejorar su proceso de fabricación actual. Ellos quieren que los estudiantes elegidos para el proyecto digitalicen su trophy truck para usar dicho modelo como referencia al construir el nuevo, o incluso contratar a una compañía externa que lo fabrique basándose en el modelo creado. Vildosola Construye todos los componentes a mano y sin planos o ninguna base ingenieril. Sus diseños están basados en la experiencia, prueba y error y en la intuición. Los estudiantes de USD primero deben obtener el modelo 3D del chasis y de la suspensión delantera. Después, usando softwares de análisis de elementos finitos, como CREO simulate o SolidWorks simulate, se buscaran puntos de concentración de tensiones usando las máximas cargas registradas. Así se obtendrá el máximo valor de Von Misses que la pieza es capaz de soportar sin romperse. Todos los componentes analizados en este proyecto jamás se han roto, así que si no se supera dicho valor obtenido en los cálculos iniciales, la pieza modificada no se romperá. Una vez que se hayan realizado las simulaciones en las piezas originales, algunas modificaciones serán propuestas con el objetivo principal de reducir peso, manteniendo la rigidez y el Von Misses stress por debajo del valor mencionado previamente. El equipo también intentara mejorar el manejo del vehículo usando software de análisis de suspensión y telemetría. Al final se canceló esta iniciativa debido a la imposibilidad de obtener feedback preciso sobre la conducción. Los trophy trucks están construidos con el objetivo de ser resistentes y muchas veces se compromete por ello el manejo. El equipo fue capaz de mejorar el manejo por otro camino, rediciendo el peso no suspendido localizado al otro lado de la suspensión. Selección de la técnica de digitalización y del software Los principales impedimentos que afectaron a la selección de la técnica de digitalización fueron: • Tiempo en el garaje: El equipo dispone de poco tiempo con el coche y los mecánicos siempre están trabajando en el coche • Precisión: el error permitido ha de ser menor de 0.5% en componentes críticos y un error máximo para grandes distancias del 1% • Precio: Presupuesto limitado de $7000 Seis técnicas principals de digitalización fueron encontradas: • Manual photomodeling: Se ha de apuntar la localización exacta de la cámara en cada momento y calcular manualmente las coordenadas de cada nodo en la imagen. No se necesita software. El proceso algebráico está explicado en el anexo. • Semi-automatic photomodeling: Los nodos se seleccionan manualmente mediante un software • Automatic photomodeling: El ordenador produce automáticamente una nube de puntos. Estos puntos se unen creando la malla. • Turntable Method: Proceso similar al anterior, pero la cámara permanece fija mientras el objeto rota. • Laser 3D Scanning: Un scanner 3D usa luz laser para medir la geometría de los objetos. Otra cámara capta dicha luz desde un ángulo diferente. Los escáneres varían desde uso profesional hasta aplicaciones de ipad • Coordinate Measuring Machine: Una coordinate measuring machine (CMM) es un aparato que registra el desplazamiento de un extremo del mismo, para obtener las coordenadas de la zona que toca dicho extemo respecto a una base. Una matriz de decisión fue creada: Se eligió automatic photomodeling. Se tomaron alrededor de 200 fotos en tres alturas diferentes del chasis y de los componentes de la suspensión delantera. Dichas fotos fueron introducidas en 3 software diferentes; Zephyr, Photoscan and Memento. Se creó otra matriz de decisión mostrada a continuación: Se eligió Memento porque es gratuito para estudiantes y muy intuitivo. A pesar de que algunas superficies del chasis se modelaron irregularmente debido a cambios en la iluminación, los nodos son muy precisos así como la posición geométrica de los tubos. El upright se digitalizó perfectamente gracias al uso de iluminación difusa. Los modelos sacados de memento se aprecian en las siguientes imágenes. Estos modelos son increíblemente detallados, pero no están escalados. Para minimizar el error, el equipo midió unas grietas en el asfalto donde se sacaron las fotos del chasis, porque el equipo estaba en una carrera. Comparando estas medidas con las de memento, un factor de escala global fue calculado empleando regresión lineal simple. El error medio obtenido es del 0.25%. Coeficientes no estandarizados Modelo B 1 Memento Error típ. 255,712 Coeficientes estandarizad os t Sig. Beta Límite inferior Límite superior ,175 N 1,000 Mínimo Error relativo 12 N válido (según lista) 12 ,015 1460,667 Máximo ,844 ,000 Media ,25528 Intervalo de confianza para B al 95% B Error típ. 255,327 Desv. típ. ,258366 256,098 Varianza ,067 Pasando de format STL a format SolidWorks Uno de los principales problemas que tuvo el equipo fueron los archivos STL exportados por Memento. SolidWorks no reconoce dichos archivos, así que se necesitó un software para procesar los archivos exportados. Se empleó Geomagic Design, un programa diseñado precisamente para tratar con ese tipo de archivos. Cuesta alrededor de $50000, pero los desarrolladores nos enviaron una versión de prueba para usar en nuestro proyecto. Funciona como un software CAD, pero incluye creación y tratamiento de la malla además de reconocimiento de formas geométricas. Cuando se abre el archive con el programa, lo primero es tratar la malla original. Se simplifica para las formas geométricas simples y se remueven posibles discontinuidades. La malla se sanea y recrea automáticamente con dos funciones del programa. A la hora de obtener el modelo se emplearon distintos métodos para las distintas piezas. Chasis • Primer método: El chasis fue seccionado por varios planos perpendiculares, obteniendo la sección de los tubos. El programa adapta un boceto circular a la sección irregular obtenida, creando puntos en el centro de los mismos. Estos puntos se unen mediante splines, obteniendo la línea central de los tubos. El problema es que estas líneas eran tan precisas, que las irregularidades en las superficies de los tubos provocaban que cuando se intersectaban 3 tubos o más la unión no fuera posible. Se descartó este método pero se empleó para comprobar la precisión del siguiente • Segundo método: Cada tubo esta determinado por la intersección de dos superficies que los contienen. Para extruir dichas superficies, 2 vistas perpendiculares del tubo fueron usadas para bocetar el perfil del tubo en ellas, y así extruir la superficie, perpendicular al plano del boceto. Upright Como la superficie del upright era mucho más suaves que las del chasis, cortar el cuerpo con planos creo secciones muy precisas. El siguiente reto era averiguar lo que había en el interior de la pieza, porque la estereofotogrametría solo parametriza el exterior de la misma. Los mecánicos nos explicaron el proceso de fabricación, que consistía en fresar la base con forma de “C” de una pieza de acero. Luego, se soldaba el spindle y un tubo estructural a dicha base. A continuación, el soporte de la barra de dirección es soldado al tubo. Para finalizar, las placas de refuerzo se sueldan entre sí, con pequeños soportes perpendiculares en cada unión. La siguiente imagen muestra las partes nombradas previamente Upright análisis y modificaciones Usando la información obtenida en la telemetría, se calcularon las máximas fuerzas que soporta el upright. El equipo uso el siguiente modelo para simular el comportamiento del upright, obteniendo factores de seguridad inferiores a uno, significando que la pieza rompería bajo dichas cargas. Usando dichas fuerzas, numerosos diseños fueron desarrollados, cada uno con factores de seguridad superior a uno y con menor peso. El diseño final ahorro un 30% de peso y tiene factores de seguridad superior a uno. Se requirió de un refuerzo cerca del agujero para desmontar el brazo inferior de suspensión. Se desarrolló exitosamente un upright más ligero y resistente VILDOSOLA RACING: SUSPENSION CHASSIS MODELLING AND FRONT Author: Suárez Suárez, Francisco Javier Directors: Malicky, David Collaborating Entity: ICAI - Universidad Pontificia Comillas, University of San Diego, Vildosola Racing team Summary of the project Introduction Vildosola Racing team is one of the most successful trophy truck racing team that participate in the SCORE international® off-road racing. This championship takes place in Baja California, Mexico consisting in multiple individual races called San Felipe 250, Baja 500, SCORE Desert Challenge and Baja 1000. The Baja 1000 is the longest off-road race in the world completed in a single run and the most important of the SCORE international® off-road racing. Vildosola Racing has won this race twice, 2010 and 2012, and Gustavo Vildosola was the first Mexican driver ever that achieve the victory in this course. Vildosola’s current trophy truck is shown in the next picture: Despite most of the races that the team does take place in Baja California, Mexico, their shop is based in San Diego, California. They have been in the industry since 2002, manufacturing and assembling most of the parts that form the trophy truck by themselves. Right now, the team is willing to build a new truck in order to keep increasing their advantage and to avoid possible failures of the truck components due to fatigue. As the current model has been very successful, they would like to build something very similar with some design improvements. Vildosola racing team subcontracted University of San Diego to improve their actual manufacturing process. They want students to create a 3D digital model of their current trophy truck, so they can use it as a reference for building a new one, or even send the model to a company, outsourcing the chassis fabrication. Everything the team build right now is by hand, and without any written record or engineering base. Their designs are based in experience, trial and error and intuition. USD student team first obtained an accurate 3D CAD models of the chassis and the front suspension components. Then, using Finite Element Analysis software, as CREO simulate and SolidWorks simulate, the team found stress concentration points using worst case scenario loads, obtaining the maximum Von Misses stress that the part can handle without cracking. The component analysed in this senior project design have never broke before, so keeping the maximum Von Misses stress under the value obtained in the firs analysis implies that the part will not break. Once all the simulation were run to the original parts, some modification were proposed with the main objective of weight reduction, maintaining the stiffness and keeping the Von Misses stress under the max value mentioned before. The team also try to improve the trophy truck handling using suspension analysis software and telemetry. This approach was later cancelled due to the impossibility of obtaining accurate feedback of the driver and co-driver. Trophy truck are built with the objective of maximise endurance, because of that handling if often compromised, making impossible to tune the car. The team was able to improve handling reducing the unsprung mass of the front suspension components. Digitalization technique and software selection The main constraint that affected the selection of a digitation technique were: • Garage time: the team had limited access to the car and the mechanics were always working on the truck • Accuracy: error less than 0.5% for critical components and maximum error for large dimensions no larger than 1% • Price: limited budget of $7000 Six principal techniques were found: • Manual photomodeling: The exact location and orientation of the camera in every shot must be registered to manually calculate the coordinates of nodes from the pictures. No software is needed. The annex one explain this procedure. • Semi-automatic photomodeling: Nodes inside the pictures are manually pinpointed with the aid of a computer software • Automatic photomodeling: The computer produces a point cloud. The points form a mesh of arbitrary nodes • Turntable Method: Alternative approach in which the object is set on a rotating table or turned around in small steps while the environment remains still. • Laser 3D Scanning: A 3D scanner uses laser light beams to measure the geometry of objects. A laser projects the light that is then collected by a camera from a different angle. The devices range from professional grade scanners to iPad compatible commercial hand-held scanners • Coordinate Measuring Machine: A coordinate measuring machine (CMM) is a device that tracks the displacement of its moving parts to locate the coordinates of a point that is usually at the end of a mechanical arm A decision matrix was created as the next tableau states: Automatic photomodeling was chosen. Over two hundred photos in 3 different height were taken of the chassis and the front suspension components. Those photos were introduced into three different software; Zephyr, Photoscan and Memento. Another decision matrix was created shown below: Memento was chosen because it is free for students and very intuitive. Despite some surface of the chassis were irregular due to light changes, the nodes were very accurate, as the geometric position of the tubes. The upright was almost perfect due to the use of diffuse constant light. 3D Memento models of the chassis and the upright are shown in the next figure: The models were incredibly detailed, but they were not scaled. In order to minimize the error, the team measured some features in the asphalt were the photos of the chassis were taken, because the truck was in a race. Using this measurements and comparing them with memento, a global scale factor was calculated simple linear regression. The mean relative error of Memento measurement is 0.25%. Coeficientes no estandarizados Modelo B 1 Memento Error típ. 255,712 Coeficientes estandarizad os t Sig. Beta Límite inferior Límite superior ,175 N 1,000 Mínimo Error relativo 12 N válido (según lista) 12 ,015 1460,667 Máximo ,844 ,000 Media ,25528 Intervalo de confianza para B al 95% B Error típ. 255,327 Desv. típ. ,258366 256,098 Varianza ,067 From STL file to SolidWorks file One of the team’s main problem was to deal with the STL files exported by Memento. SolidWorks do not recognize this files, so a post processing software was needed. The team found Geomagic Design, a program that was created just to deal with this type of files. It cost around $50000, but the developers gave us a trial version for our project. It works as a CAD software, but with mesh generation, mesh refinement and feature recognition capabilities. Once the STL file is open with the program, the first thing required was to treat the original mesh. It was simplified in simplex geometries and discontinuities were removed. A heal software and a global remesh were applied to optimize the surfaces. Different approaches were applied by the team to the different parts: Chassis • First method: the chassis was cut with several perpendicular planes, obtaining the cross section of the frames. The program fit a sketch circle to the irregular surface, creating centre points using mean values. This points were join together by splines, obtaining an extremely accurate centreline of the tubes. The problem was that they were so accurate, that they do not match perfectly as a single node where three or more tubes connect, due to the surface irregularities produced by Memento. This method was discarded by the impossibility of striating the splines. • Second method: each beam is determined by the intersection of two surfaces which contain it. In order to extrude such surfaces, two perpendicular views of the beam are used to sketch the beam profile on them, and then the surface is extruded, perpendicular to the plane of the sketch Upright As the upright’s surfaces were smoother that the chassis, cutting the body with planes created accurate cross sections Next issue was to discover what is inside of the upright, because stereophotogrammetry only parametrize the exterior of the part. Mechanics explain us the manufacturing process, which consist in a “C” shape base milled from a piece of steel. After that the spindle and a structural tube are welded to it. Then the steering rod mount is welded to the tube at the designated height. Finally, reinforcement plates are welded, with structural vertical plates that support every external plate weldment. The next image shows the different parts mentioned in the manufacturing process. Upright analysis and modifications Using statics and information obtained from the telemetry, worst case scenario loads were obtained. The team use the next model to simulate the upright behaviour mounted to the A arms and obtained safety factor values under 1, meaning that with that extreme loads the part will break. Using the maximum loads, several designs were developed, each one of them with a safety factor over one and reducing weight every time. The final design saved up to a 30% weight and have a safety factor over one. A reinforcement plate was needed in the back next to the operation hole. The team successfully developed a lighter and safer upright.