la operación de prensado en la fabricación de pavimentos por
Anuncio

BOL.SOC.ESP.CERAM. VIDR. 27 (1988) 5, 273-282
LA OPERACIÓN DE PRENSADO EN LA FABRICACIÓN DE PAVIMENTOS
POR MONOCOCCION. I. INFLUENCIA DE LA NATURALEZA
DEL POLVO DE PRENSAS SOBRE LAS PROPIEDADES
DE LAS PIEZAS EN CRUDO^«
J. L. AMOROS
V. BAGAN
M. J. ORTS
A. ESCARDINO
Instituto de Tecnología Cerámica
Universidad de Valencia
Asociación de Investigación de las Industrias Cerámicas
(A.I.C.E.) Castellón
RESUMEN
Empleando una composición muy utilizada en la fabricación de azulejos de baja porosidad (capacidad de
absorción de agua < 3 %), se ha estudiado la influencia que ejerce el método de preparación industrial del polvo
de prensa (humectación, granulación y secado por atomización) sobre sus características (distribución por tamaño de las partículas y de los aglomerados, forma de los aglomerados, densidades aparente y empaquetada y
fluidez) y sobre las propiedades de la pieza resultante en crudo (densidad aparente, resistencia mecánica y distribución de poros). Se ha comprobado que el procedimiento de preparación industrial influye considerablemente
sobre aquellas propiedades del polvo (densidad aparente y fluidez) que determinan su comportamiento en la
fase más crítica del prensado (llenado de moldes). Asimismo, se ha observado que las propiedades de la pieza
prensada dependen mucho de que la preparación del aglomerado se realice por «vía húmeda» (atomización) o
por «vía seca» (granulación y humectación).
Pressing operation in the manufacture of mono-fíring pavements.
I. Influence of the nature of the pressing powder on the properties of unfíred parts
Using a widely used composition in the manufacture of low porosity tiles (water absorption capacity < 3 %),
a study has been made on the influence of the method of industrial preparation of pressing powder (wetting
granulation and drying by atomization) on the characteristics (size distribution of particles and agglomerates,
shape of agglomerates, apparent and packed densities and fluidity) and on the properties of the unfired resulting
part (apparent density, mechanical strength and porosimetric distribution).
It has been checked that the procedure of industrial preparation has a considerable influence on those properties of the powder (apparent density and fluidity) that determine its behaviour in the most critical phase of pressing (mould filling). Also, it has been observed that the properties of the pressed part depend in great extent
on whether the preparation of the agglomerate is made in the «wet way» (atomization) or the «dry way» (granulation and wetting).
L'opération de pressage dans la fabrication de carrelages par cuisson simple.
I. Influence de la nature de la poudre pour presses sur les propriétés des pièces crues
En employant une composition très utilisée dans la fabrication à'azulejos á faible porosité (capacité d'absorption
de l'eau < 3%), on a étudié l'influence que la méthode de préparation industrielle de la poudre pour presses
(humectage, granulation et séchage par atomisation) exerce sur ses caractéristiques (distribution par taille des
particules et des agglomérés, densités apparente et réelle et fluidité) et sur les propriétés de la pièce crue fabriquée avec elle (densité apparente, résistance mécanique et distribution porométrique). On a constaté que le procédé de préparation industrielle a une influence considérable sur les propriétés de la poudre (densité apparente
et fluidité) qui déterminent son comportement lors de la phase la plus délicate du pressage, à savoir le remplissage des moules. De même, on a observé que les propriétés de la pièce pressée dépendant beaucoup du mode
de préparation de l'aggloméré, par «voie humide» (atomisation) ou par «voie sèche» (granulation et humectage).
Pressverfahren bei der Herstellung von keramischen Bodenbelägen durch einmaliges Brennen.
I. Einfluß der Beschaffenheit des Preßpulvers auf die Eigenschaften der Rohlinge
Unter Verwendung einer zur Herstellung von Fliesen geringer Porosität (Wasseraufnahmevermögen < 3 %)
sehr häufig benutzten Komposition, wurde der Einfluß untersucht, den das industrielle Aufbereitungsverfahren
des Preßpulvers (Befeuchtung, Granulierung und Zerstäubungstrocknung) auf die charakteristischen Eigenschaften
(Korngrößen- und Agglomeratverteilung, Agglomeratform, Volumengewicht und Verdichtungsdichte sowie Fließbarkeit) und auf die Beschaffenheit der erzeugten Rohlinge haben (Volumengewicht, mechanische Fertigkeit
und Porigkeit). Es wurde festgestellt, daß der industrielle Aufbereitungsprozeß einen erheblichen Einfluß auf
diese Eigenschaften des Pulvers (Volumengewicht und Fließfahigkeit) ausübt, die ihrerseits das Verhalten in
der kritischsten Phase des Preßvorgangs (Einformen) bestimmen. Ebenfalls konnte beobachtet werden, daß die
Eigenschaften des Preßlings sehr stark davon abhängen, ob die Aufbereitung des Agglomérats im «Naßverfahren» (Zerstäubung) ader auf «trockenem Wege» (Körnung und Benetzung) erfolgt.
(1) Original recibido el 5 de julio de 1988.
SEPTIEMBRE-OCTUBRE,
1988
273
J. L. AMOROS, V. BAGAN, M. J. ORTS, A. ESCARDINO
1. INTRODUCCIÓN
Las propiedades de la pieza cocida (contracción lineal, absorción de agua, etc.) y el desarrollo de las etapas posteriores al prensado (secado, esmaltado y cocción) están muy
influenciadas por las características de la pieza en seco (densidad aparente, resistencia mecánica, etc.) (1) (2) (3).
Los efectos que más comúnmente se presentan en la fabricación de pavimentos y revestimientos cerámicos, están
estrechamente relacionados con la densidad aparente media
en crudo, de la piezas (corazón negro, deformación piroplástica, etc.) con las posibles fluctuaciones de dicha propiedad de unas piezas a otras (falta de estabilidad
dimensional, etc.) o con la falta de uniformidad de la compacidad puntual en las diferentes zonas de la pieza en crudo
(descuadres, etc.) (4) (5).
El más eficaz desarrollo de la operación de prensado, para obtener una mayor uniformidad en y entre las piezas y
una producción más elevada, se consigue cuando se prepara
el polvo de prensa molturando por vía húmeda y eliminando el exceso de agua secando por atomización. Esta es la
causa determinante de que dicho procedimiento (de mayor
coste y de mayor consumo energético que la «vía seca») se
utilice casi exclusivamente para la fabricación de azulejos
de baja porosidad (6) (7).
Durante los últimos años, debido fundamentalmente a la
crisis energética, se han realizado algunos trabajos con vistas a sustituir este procedimiento de preparación del polvo
de prensas por vía húmeda, por otro consistente en molturar por vía seca las materias primas y aglomerarlas a continuación mediante el empleo de turbogranuladores. Los
trabajos publicados hasta ahora sobre este tema son incompletos y los resultados obtenidos son frecuentemente contradictorios (8) (9).
A pesar de la elevada producción mundial de azulejos, los
estudios realizados sobre su procesado, en general, y sobre
el prensado en seco unidireccional, en particular, son escasos y los que han sido localizados en la bibliografía son bastante incompletos y con frecuencia obsoletos (10).
En lo que respecta al prensado de otras composiciones arcillosas, los trabajos más interesantes se han realizado con
formulaciones normalmente empleadas para fabricar ladrillos de construcción (11) (12), empleando procedimientos
de preparación del polvo de prensas sustancialmente distintos a los utilizados actualmente en la fabricación de azulejos
y utilizando variables de prensado (humedad y presión) también muy diferentes.
Por todo lo que antecede, se consideró que sería interesante disponer de más información sobre el prensado en seco unidireccional de azulejos, para lo cual se programó la
realización de un conjunto de trabajos de los que éste es el
primero de la serie.
2. MATERIALES Y PROCEDIMIENTO
EXPERIMENTAL
2.1.
Materiales
Se ha utilizado una composición industrial, de las habitualmente empleadas para la fabricación de pavimento de monococción, constituida por arcillas rojas, fundamentalmente
illítico-caoliníticas (con predominio de la estructura illítica),
con abundante cuarzo y óxido de hierro (tabla I).
274
Esta composición se ha procesado por los tres métodos
normalmente utilizados para preparar el «polvo de prensa»,
en la industria de pavimentos y revestiíhiéntos cerámicos:
b) Molienda por vía húmeda y posterior secado por atomización (A).
b) Molienda por vía seca con molino pendular y ulterior
humectación con bañadora tradicional (H).
c) Molienda por vía seca con molino pendular y posterior humectación-granulación utilizando una granuladora industrial (G).
La superficie específica de la composición utilizada, determinada a partir de la teoría BET, por dos procedimientos
diferentes (mediante adsorción de nitrógeno y mediante adsorción de vapor de agua), ha resultado ser de 26,4 mVg y
21,6 mVg, respectivamente.
La densidad real de la composición, determinada mediante picnómetro, es de 2.740 kg/m^
TABLA I
ANALISIS QUÍMICO
DE LA COMPOSICIÓN UTILIZADA
SÍ02
A1203
Fe203
CaO
MgO
NajO
K2O
TÍO2
Pérdida por calcificación a 1.000° C
61,81%
18,02%
6,44%
0,96%
1,54%
0,52%
3,08%
0,92%
6,42%
99,62%
C03 = (C03Ca)
SO4
2,3%
Inapreciables
2.2. Procedimiento experimental
2.2.1.
CARACTERIZACIÓN DE LOS POLVOS
CERÁMICOS UTILIZADOS
La distribución granulométrica de las partículas primarias
de tamaño inferior a 40 fim se ha determinado con un SEDIGRAPH. La distribución por tamaños de las partículas superiores a 40 iim se ha obtenido mediante tamizado por vía
húmeda.
La distribución granulométrica de los aglomerados de los
tres polvos de prensa obtenidos industrialmente se ha determinado mediante tamizado por vía seca.
La forma y textura superficial de los aglomerados, así como su microestructura se ha determinado mediante microscopia electrónica de barrido (MEB), con un microscopio
PHILIPS SEM 515. La densidad aparente del lecho de polvo de prensas de llenado (Q,,) y empaquetado por «tapping»
(Q), así como su velocidad de flujo se han determinado siguiendo los procedimientos descritos en trabajos anteriores
(13) (14).
BOL.SOC.ESP.CERAM.VIDR.VOL. 27 - NUM. 5
La operación de prensado en la fabricación de pavimentos por monococcion
2.2.2.
PRENSADO
TABLA II
La operación de prensado se ha realizado en una prensa
piloto de la firma ROBIMA que alcanza una fiierza máxima
de 15 ton. Las probetas utilizadas en este estudio han sido
cilindros de 40 mm de diámetro y 5 mm de espesor, obtenidos en un molde de acero inoxidable.
El acondicionamiento del polvo de prensas a los grados
de humedad requeridos para el prensado (Xp) se ha realizado pulverizando con agua o secando con aire a 50° C los
aglomerados obtenidos por los tres procedimientos de preparación del polvo industrial antes mencionados. Previamente
al prensado, los lotes de aglomerado, con distintas humedades, se han guardado en recipientes cerrados durante cuatro
días, con objeto de homogeneizar la humedad dentro de cada lote y en el interior de cada aglomerado. La aplicación
de la carga durante la operación de prensado se ha realizado
lentamente (la velocidad de desplazamiento del pistón de la
matriz es de aproximadamente 0,5 mm/min) para interrumpir la operación en el momento exacto que se alcance la presión adecuada. Las probetas recién prensadas se secaron a
110° C hasta peso constante.
RECHAZOS ACUMULADOS DE LAS PARTÍCULAS
RESULTANTES DE LA MOLIENDA
POR VIA HÚMEDA Y POR VIA SECA
3.1.2.
3. RESULTADOS Y DISCUSIÓN
3.1.
3.1.1.
Molienda vía
húmeda (%)
Molienda vía
húmeda (%)
200
125
63
40
<0,01
0,90
7,50
10,00
0,10
1,20
8,40
11,50
molino pendular) y por vía húmeda (en un molino de bolas)
son bastante parecidas. La diferencia más destacable radica en que el porcentaje de las partículas más gruesas
( > 200 fim) que son las que mayoritariamente pueden ocasionar defectos puntuales en el producto acabado (8) es más
elevado en el polvo obtenido por vía seca.
2.2.3. CARACTERIZACIÓN DE LAS PROBETAS
OBTENIDAS
La densidad aparente de las piezas una vez secas (Q,) se
ha determinado por inmersión en mercurio (15). La resistencia mecánica en seco (a) se ha determinado por compresión diametral. Según algunos investigadores (16) (17), este
ensayo es más adecuado que el de flexión para determinar
la resistencia mecánica en crudo de las probetas moldeadas
por prensado. Además los resultados obtenidos mediante esta
determinación son prácticamente independientes de la textura superficial de la probeta.
La distribución del tamaño de los poros de las probetas
secas se ha determinado en un porosímetro de mercurio de
la firma MICROMERITICS (modelo 9310).
(fim)
Luz de malla
DE LOS
AGLOMERADOS EMPLEADOS
CARACTERÍSTICAS
La distribución por tamaño de los aglomerados de los polvos de prensa preparados por los tres procedimientos antes
mencionados se detalla en la tabla III.
Las tres distribuciones granulométricas obtenidas se ajustaron aceptablemente a la ley de reparto R.R.S. El tamaño
medio estadístico de aglomerado y el índice de uniformidad
de tamaños para estas distribuciones se detalla en la tabla
IV, junto con las otras características de los tres polvos de
prensa que se han estudiado.
Al comparar los resultados de la tabla IV se desprende que
el atomizado presenta la fluidez más alta (menor índice de
Hausner y mayor velocidad de flujo) y un valor de la densidad aparente de llenado (QQ) aceptable, por lo que es el más
adecuado. El granulado obtenido por vía seca (procedimiento
B) se sitúa en segundo lugar, pues aun cuando presenta una
densidad aparente de llenado (QQ) más elevada que la del
atomizado su fluidez es sensiblemente menor (el índice de
Características de los polvos de prensa
DISTRIBUCIÓN GRANULOMETRICA
DE LAS P A R T Í C U L A S PRIMARIAS
En la tabla II se detallan los valores de los rechazos obtenidos al tamizar por vía húmeda el material resultante de molturar por vía seca y húmeda la composición utilizada en este
estudio.
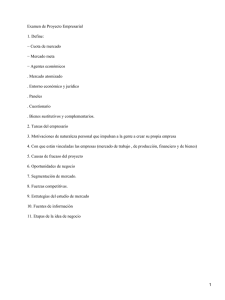
La distribución granulométrica de las partículas primarias
de tamaño inferior a 40 fim (fig. 1), obtenida para cada forma de molienda es idéntica para ambas y se ajusta adecuadamente a la ley de reparto de tamaños de ROSIN,
RAMMLER y SPERLING (R.R.S.) (18). El tamaño medio
estadístico de partícula y el índice de uniformidad de tamaños para esta distribución son de 9,4 fim y 0,55, respectivamente.
Como puede apreciarse para la composición utilizada y
en las condiciones habituales de producción industrial, las
distribuciones por tamaños de las partículas primarias que
resultan al molturar las materias primas por vía seca (en un
SEPTIEMBRE-OCTUBRE,
1988
100 +
20
10
5
2
1
0.5
DIÁMETRO ESFÉRICO EQUIVALENTE (/im)
Fig. {.—Distribución granulométrica de las partículas primarias que resultan al disgregar el atomizado y el granulado obtenido por vía seca.
275
J. L. AMOROS, V. BAGAN, M. J. ORTS, A. ESCARDINO
TABLA III
RECHAZOS ACUMULADOS DE LOS AGLOMERADOS
DE LOS TRES POLVOS DE PRENSA
Rechazos acumulados (%)
Luz de malla
(fim)
Atomizado
Granulado
Humectado
750
500
400
300
200
125
63
0,5
2,8
13,0
37,6
68,1
93,9
99,2
6,0
34,3
52,1
66,5
75,5
89,5
95,1
0,3
1,0
2,1
4,5
10,8
24,7
50,1
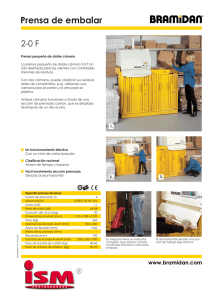
Fig. 2A.—Micrografia de la fracción 500-700 ¡im de atomizado.
TABLA IV
CARACTERÍSTICAS
Tipo de aglomerado
Tamaño medio de
aglomerado (/im)
índice de uniformidad
de tamaños
Contenido en humedad
del aglomerado
(kg agua/kg s.s.)
Densidad aparente de
llenado (QQ) (kg/m^)
Densidad aparente del
polvo empaquet. por
tapping (et) (kg/m3)
índice de Hausner
(QT^QO)
Velocidad de flujo
(cm^/s)
DE LOS POLVOS DE PRENSA
Atomizado Granulado Humectado
309
468
87
2,84
1,58
0,87
0,056
0,059
0,065
1,036
1,118
0,852
1,274
1,472
1,325
1,23
1,32
1,56
19,6
No fluye
24,2
Fig. 2.2.—Micrograßa de la fracción 300-400 fini de atomizado.
Hausner es mayor que el del atomizado y su velocidad de
flujo menor que la de aquél). El polvo de prensas, obtenido
por humectación (procedimiento H), es con gran diferencia
el menos adecuado debido a que los valores de fluidez son
los más bajos (el índice de Hausner es el más alto de todos
y la velocidad de flujo nula). Asimismo, se observa que este
polvo es el que presenta la densidad aparente de llenado
(QO) más baja.
Por otra parte, el examen mediante MEB de las distintas
fracciones de aglomerado atomizado revela que éstas presentan cráteres y/o huecos internos, cuyo tamaño disminuye conforme se reducen las dimensiones de los granulos
(fígs. 2.2 y 2.3). Asimismo, se aprecia una mayor esfericidad y una rugosidad menor en la superficie de los granulos
al reducirse su tamaño. En las fracciones de mayor tamaño
(superior a 400 fim) la forma de los granulos es menos esférica debido fundamentalmente a que durante la atomización,
los granulos más finos se pegan a la superficie de los de mayor tamaño. Este fenómeno se exagera considerablemente
en la fracción 500-700 /xm (fig. 2.1).
En cambio, los aglomerados obtenidos por granulación son
macizos, de superficie generalmente más rugosa y de forma
276
Fig. 2.3.—Micrograßa de la fracción < J25 ¡im de atomizado.
BOL.SOC.ESP.CERAM.VIDR.VOL. 27 - NUM. 5
La operación de prensado en la fabricación de pavimentos por monococción
menos esférica que granulos de atomizado (figs. 2.4, 2.5 y
2.6). Se aprecia, asimismo, que contrariamente a lo observado en el atomizado, las fracciones de menor tamaño son
las más irregulares y de superficie más rugosa (fig. 2.6).
El aspecto del polvo de prensas obtenido por humectación
es muy similar al que presenta la fracción de aglomerado
< 125 fim obtenido por granulación (fig. 2.6).
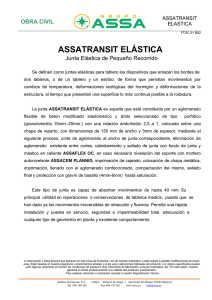
El examen mediante MEB de los granulos fracturados de
atomizado (fig. 3.1) y de granulado por vía seca (fig. 3.2)
pone de manifiesto que el empaquetamiento de las partículas en el aglomerado atomizado es más poroso que el que
se obtiene molturando por vía seca las materias primas. La
microestructura del aglomerado obtenido por humectación
era muy similar a la del granulado vía seca.
De todo lo que antecede se concluye que el procedimiento
de preparación del polvo industrial influye considerablemente
sobre las características del aglomerado (forma, densidad de
granulo, rugosidad superficial, distribución de tamaños, etc.)
que determinan las propiedades del conjunto del polvo (densidad aparente de llenado, QQ, fluidez, etc.).
Fig. 2.6.—Micrograßa de la fracción <125 ¡im de granulado vía seca.
3.2. Propiedades de las piezas secas
Fig. I.A.—Micrograßa de la fracción 500-700 ¡im de granulado vía seca.
Para determinar el efecto que el método de preparación
del polvo de prensas ejerce sobre la densidad aparente (Q J
y sobre la resistencia mecánica (aj de las piezas secas, se
han prensado tres series de probetas, una con cada uno de
los tres aglomerados antes descritos. Dentro de cada serie
se han modificado la presión (P) y la humedad de prensado
(Xp) para estudiar la posible interacción existente entre dichas variables de operación y la naturaleza y características
del material utilizado. Las presiones de prensado (P) utilizadas han sido: 15, 30 y 45 MPa, y las humedades (Xp)
empleadas fueron: 0,45, 0,060 y 0,075 kg agua/kg sólido
seco, teniendo en cuenta que los valores de ambas variables
normalmente utilizados en la industria de pavimentos cerámicos están dentro de estos intervalos (P=25 a 30 MPa y
Xp=0,055 a 0,065 kg agua/kg s.s.).
Para cada una de las condiciones de prensado se prepararon y caracterizaron seis probetas idénticas promediando los
resultados obtenidos.
3.2.1. DENSIDAD APARENTE (eJ
Fig. 2.5.—Micrografia de la fracción 300-400 fim de granulado vía seca.
SEPTIEMBRE-OCTUBRE, 1988
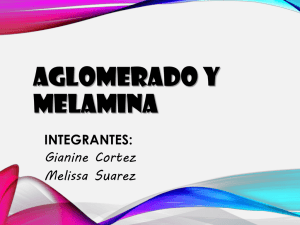
En la figura 4 se han representado los valores de la densidad aparente, correspondientes a las tres series de probetas,
en la forma: Q^ en función de InP, a distintos valores de Xp
para los tres tipos de aglomerados estudiados. Como puede
apreciarse resultan líneas rectas.
Se observa que, para todos los valores de P y Xp ensayados, los valores de Q^ de las piezas correspondientes a los
aglomerados preparados por vía seca son considerablemente más elevados que los de las respectivas piezas obtenidas
a partir de atomizado. Esto se debe probablemente a que en
los aglomerados preparados por vía seca, el empaquetamiento
de las partículas es más compacto que el resultante al secar
por atomización la barbotina procedente de la molienda por
vía húmeda de las materias primas (figs. 3.1 y 3.2).
Al comparar los valores de Q^ de las piezas prensadas a
partir de los aglomerados preparados por «vía seca» se observa que dicha propiedad, para los valores de P y Xp habitualmente empleados en la industria (P=25 a 30 MPa y
277
J. L. AMOROS, V. BAGAN, M. J. ORTS, A. ESCARDINO
Por regresión lineal se han deducido los valores de A y
B (tabla V), que a su vez se han tratado de relacionar con
la humedad de prensado (Xp), adaptándose bien a ecuaciones de la forma:
A=bn+b.X„
-2-
B=b,+b3Xp
- 3 -
En consecuencia, puede proponerse una ecuación general
que correlaciona la densidad aparente de la pieza en seco
(eJ con la presión (P) y humedad de prensado (Xp) estudiadas. Esta ecuación es de la forma:
e,=bo+b,Xp + (b,+b3Xp) InP
—4-
En la tabla VI se detallan los valores obtenidos para los
cuatro parámetros de dicha ecuación y la desviación típica
obtenida entre los valores experimentales y Íos calculados,
para los tres tipos de polvos de prensa estudiados.
Fig. 3.1.—Micrografia de los granulos fracturados de atomizado.
3.2.2.
DISTRIBUCIÓN DEL TAMAÑO
DE LOS POROS
En la figura 5 se representan, en forma acumulada, las
distribuciones del tamaño de los poros en las probetas moldeadas con valores de P=30 MPa y Xp=0,06 kg agua/kg
s.S., a partir de los tres tipos de aglomerados. Las tres distribuciones porosimétricas se adaptaron aceptablemente a la
TABLA V
PARAMATROS DE LA ECUACIÓN - 2 Tipo de
aglomerado
Fig. 3.2. —Micrografia de los granulosfl^acturadosde granulado vía seca.
Xp=0,065 kg agua/kg s.s.) depende muy poco del método
de preparación del polvo de prensa. En cambio, para valores de P y Xp bajos, los valores de Q^ de las piezas correspondientes al polvo de prensas preparado por granulación
(procedimiento G) son ligeramente más elevados que los que
se obtienen a partir del polvo preparado por humectación
(procedimiento H). Esto se debe probablemente a que el granulado vía seca presenta unos valores de Q^ y Q, más elevados que los del polvo obtenido por humectación (tabla IV).
Por otra parte, se pone de manifiesto la marcada influencia que ejerce Xp sobre ç,, debido a la acción lubricante del
agua (11). En efecto, al incrementarse el número de moléculas de agua adsorbidas sobre la superficie de las partículas, aumenta la distancia de separación entre ellas, lo que
reduce su rozamiento, facilitando de este modo su desplazamiento bajo el efecto de la presión de prensado.
De las rectas de la figura 4 se deduce que la variación de
la densidad aparente de la pieza en seco (QJ con la presión
de prensado (P), se adapta a una ecuación de la forma:
e,=A+B InP
278
-1-
_
(kg agua/
kg s.S.)
A
(kg/m3)
B
(kg/m3)
(MPa)-'
r2
Granulado
0,045
0,060
0,075
1.612
1.750
1.929
154
128
88
0,998
0.998
0,990
Humectado
0,045
0,060
0,075
1.549
1.698
1.877
168
141
102
0,999
0,999
0,989
Atomizado
0,045
0,060
0,075
1.356
1.475
1.572
204
187
173
0,999
0,999
0,999
TABLA VI
PARÁMETROS DE LA ECUACIÓN - 4 Tipo de
aglomerado
bo
b,
b2
b3
Desv. típica
(kg/m3)
Granulado
Humectado
Atomizado
1.623
1.561
1.281
2.976
3.190
3.497
113
125
182
-113
-133
-71
10,1
8,7
3,7
BOL.SOC.ESP.CERAM.VIDR.VOL. 27 - NUM. 5
La operación de prensado en la fabricación de pavimentos por monococción
2.3
ley de distribución normal logarítmica (18). En la tabla VII
se detallan el diámetro medio geométrico (IR^) y la desviación geométrica estándar (SQ) obtenidos para cada una de
ellas.
Se observa que las probetas que han sido moldeadas con
aglomerado atomizado son más porosas y presentan distribuciones de tamaño de poro más uniforme (menor S^) que
las que se obtienen con los polvos preparados por vía seca.
En cambio, el diámetro medio geométrico (IR^) correspondiente al aglomerado atomizado es similar al que se obtiene
para los otros dos aglomerados.
Al igual que ocurría con Q„ las distribuciones porosimétricas de las probetas obtenidas con aglomerados preparados por «vía seca» son muy similares entre sí (fig. 5).
Para determinar la influencia del tipo de aglomerado sobre la distribución porosimétrica de la pieza prensada, cuando
el volumen de los poros se mantiene constante, se han mol-
Xp = 0,045 Kg agua/Kg s. s.
2.2 f
2.1 t
2.0 +
1.9 t
H
h
H
h
Xp = 0.060 Kg agua/Kg s.S.
ro
E
-ATOMIZADO
GRANULADO
- HUMECTADO
50
IÖ
^ 0.10+
S
3
ro
o
E
o
O
2.2
o
3 coe-f
I
O
Z)
UJ
2.If
^ 0.04+
o:
3
<
> 0.02+
Q
<
o
2.0
saoas
5~
í
0.5
0.1 0.05
0.01 0.005
DrAMETRO OE INTRUSION (;jin)
z
UJ
Û
Fig. 5 .—Distribuciones del tamaño de los poros en las probetas prensadas
con los tres tipos de aglomerados (P=30MPa, Xp=0,06kg agua/kg s.S.).
IL9f
H
h
Xp = 0.075 Kg agua/Kg s.s.
2.2 +
2.1 f
2.0-h
D GRANULACIÓN
A HUMECTACIÓN
o ATOMIZACIÓN
1.9 +
H1
20
1
15
1
30
PRESIÓN DE PRENSADO
-h
40
(MPa)
Fig. 4.—Variación de la densidad aparente en seco (QJ con la presión (P),
a distintos valores de la humedad de prensado (Xp), para los tres tipos de
aglomerado.
SEPTIEMBRE-OCTUBRE,
1988
deado probetas de la misma densidad aparente en seco, con
los tres tipos de aglomerado, modificando convenientemente la presión de prensado. En la figura 6 se han representado en forma acumulada, las distribuciones porosimétricas
de las piezas resultantes. El diámetro medio geométrico
(2RG) y la desviación geométrica estándar (SQ) de estas distribuciones, así como las variables de prensado utilizadas se
detallan en la tabla VIII.
Se observa, en la tabla VIII y fig. 6, que a igualdad de
porosidad, las distribuciones porosimétricas de las probetas
moldeadas con aglomerado atomizado son considerablemente
más uniformes (menor SQ) y de tamaño de poro mucho más
reducido (menor 2RG) que las distribuciones porosimétricas
correspondientes a los aglomerados obtenidos por vía seca,
que son muy similares entre sí.
Por otra parte, al comparar para cada tipo de aglomerado
los resultados obtenidos para las probetas prensadas a 30 MPa
(tabla VII y fig. 5) con los que se obtienen a otras presiones
de prensado (tabla VIII y fig. 6) se observa una reducción
del tamaño medio de poro (2RG) y un incremento de la uniformidad en la distribución de tamaños (SQ disminuye)
cuando P aumenta.
279
J. L. AMOROS, V. BAGAN, M. J. ORTS, A. ESCARDINO
TABLA VII
PARÁMETROS DE LAS DISTRIBUCIONES
POROSIMETRICAS DE LAS PROBETAS MOLDEADAS
CON LOS TRES TIPOS DE AGLOMERADOS
(P=30 MPa y Xp=0,06 kg agua/kg s.s.)
Tipo de aglomerado
2RG
(/im)
0,085
0,080
0,085
Atomización
Granulación
Humectación
0.12
o
0.10
ATOMIZADO
GRANULADO
HUMECTADO
0.08+
SG
0.06+
3,35
4,30
4,20
ao4L
ao4
—I—
50
5
I
Q5
0.1 0.0Ö
0.01 0J005
DIÁMETRO DE INTRUSION (/im)
TABLA VIII
Fig. 6. -Distribuciones del tamaño de los poros en las probetas prensadas
con los tres tipos de aglomerado (Q^=2.150
kg/n/).
PARÁMETROS DE LAS DISTRIBUCIONES
POROSIMETRICAS DE LAS PROBETAS SECAS
DE 2.150 kg/m3 MOLDEADAS
CON LOS TRES TIPOS DE AGLOMERADOS
Tipo de
aglomerado
Atomización
Granulación
Humectación
Xp (kg agua/
P
kg s.S.)
(MPa)
38
23
25
0,06
0,06
0,06
2RG
(tim)
SG
0,070
0,105
0,110
3,00
4,85
4,75
3.2.3. RESISTENCIA MECÁNICA (a,)
En la figura 7 se representan los valores de la resistencia
mecánica en seco (a,) de las piezas moldeadas con los tres
aglomerados estudiados prensando a las presiones y humedades antes indicadas (apartado 3.2).
Como puede apreciarse, para valores de P y Xp próximos
a los que normalmente se utilizan en la industria (P=30 MPa,
Xp=0,06 kg agua/kg s.S.), o, depende muy poco del tipo de
aglomerado utilizado. Únicamente a bajas humedades de
prensado (Xp<0,06 kg agua/kg s.s.) las probetas que han
sido moldeadas con aglomerado atomizado presentan valores de (j, apreciablemente más elevados que las que se obtienen con los dos tipos de aglomerados preparados por vía
seca. Las resistencias mecánicas de las piezas moldeadas con
los aglomerados vía seca, en todo el intervalo de P y Xp ensayado, son prácticamente coincidentes.
Asimismo, se aprecia para cada tipo de aglomerado, un
aumento considerable de a, a medida que se incrementa P
y Xp. Esto se debe al aumento que experimenta la superficie de contacto entre partículas y/o aglomerados conforme
se reduce la porosidad de la pieza (e), al incrementar P y
Xp (19) (20).
Con vistas a relacionar a, con e y para determinar el posible efecto de la naturaleza del polvo de prensas y de las
variables de prensado (Xp y P) sobre dicha relación, se ha
tratado de correlacionar ambas propiedades mediante la ecuación (14):
a^=a.exp(—ße)
- 5 -
Para ello, se han representado en coordenadas semilogarítmicas los valores de a, frente a los correspondientes va280
lores de e para las tres series de probetas preparadas a
diferentes presiones y humedades de prensado (fíg. 8).
Como puede apreciarse los resultados se adaptan bien a
dos líneas rectas (tabla IX), una para el aglomerado obtenido por atomización y la otra común para los dos polvos de
prensa preparados por vía seca, no pareciendo influir sobre
la relación a,=f(e) los valores de Xp y/o P utilizados, al
menos dentro del intervalo de dichas variables estudiadas.
Esto pone de manifiesto que la relación de RyshkewitchDuckorth (ecuación —5—) entre la resistencia mecánica
(a) y la porosidad (e) está considerablemente afectada por
el estado de aglomeración de las partículas en el polvo de
prensas.
El hecho de que a igualdad de e los valores de a, correspondientes al atomizado sean considerablemente más elevados que los que se obtienen a partir de los aglomerados
preparados por vía seca puede deberse a que el porcentaje
y tamaño de los poros de mayor diámetro de las piezas moldeadas con atomizado son menores que los de las restantes
polvos de prensa (fig. 6). En efecto, según distintos autores
(21) (22), los poros de mayor tamaño al actuar como grietas
iniciadoras de la fractura de la pieza debilitan considerablemente su resistencia mecánica.
4.
CONCLUSIONES
De los resultados obtenidos en este estudio se deducen las
siguientes conclusiones:
El procedimiento de preparación del polvo industrial, influye considerablemente sobre las características del aglomerado (forma, densidad de granulo, rugosidad superficial,
distribución de tamaños, etc.) que determinan las propiedades del conjunto del polvo (densidad aparente, Q„ y flui-
TABLA IX
PARÁMETROS DE LA ECUACIÓN - 5 -
Tipo de aglomerado
a (MPa)
ß
Desv. tip. (MPa)
Atomizado
Granulado y atomizado
18,3
33,5
10,2
14,8
0,09
0,07
BOL.SOC.ESP.CERAM.VIDR.VOL. 27 - NUM. 5
La operación de prensado en la fabricación de pavimentos por monococcion
5.0 f
^
û.
D GRANULADO
à HUMECTADO
ATOMIZADO
4,0-
< 3.0o
z
Ü 2.0-
D GRANULADO
A HUMECTADO
o ATOMIZADO
2.5f
£2.0
o
z
<
o
LO
0.9
0.8
0.7
0.6
0.5+
!¿ 1.5
0.4]
^ 1.0
z
-+-
0.18
-H
0.20
-+0.22
-+-
-+-
0.24 0.26 0.28
POROSIDAD
CO
UJ
0.30
o:
0.5 +
Fig. 1 .—Variación de la resistencia mecánica en seco (aJ con la humedad de prensado (Xp), a distintas presiones de compactación (P), para los
tipos de aglomerado.
0.04
dez). Asimismo, ejerce un marcado efecto sobre el desarrollo
de la fase de llenado del molde.
De los tres polvos de prensa industriales estudiados, el atomizado presenta la fluidez más alta y un valor de QQ aceptable, por lo que es el más adecuado. El granulado obtenido
por vía seca, se sitúa en segundo lugar, pues aun cuando presente una QQ más elevada que el atomizado, su fluidez es
sensiblemente menor. El polvo de prensas, obtenido por humectación, es con gran diferencia el menos adecuado debido a que los valores de su fluidez y de su QQ son mucho
más bajos que los de los otros dos aglomerados.
Para cada uno de los polvos de prensa estudiados, la densidad aparente en seco (Q) de la pieza moldeada aumenta
a medida que se incrementa la presión y/o humedad de prensado, pudiéndose establecer una relación lineal de esta propiedad con la humedad y con el logaritmo de la presión.
Las densidades aparentes de las probetas secas ( Q J que
han sido moldeadas con polvos de prensa preparadas por «vía
seca» son muy parecidas entre sí, y considerablemente más
elevadas que las que se obtienen con el aglomerado atomizado.
Las distribuciones porosimétricas de las piezas prensadas
a partir de los polvos de prensa obtenidos por una y otro
procedimiento de vía seca son similares entre sí y menos uniformes que las correspondientes al aglomerado atomizado.
Las resistencias mecánicas de las probetas secas para los
valores de la presión y humedad de prensado utilizados habitualmente en la industria dependen muy poco del tipo de
polvo de prensa utilizado. Únicamente a bajas humedades
de prensado (Xp<0,06 kg agua/kg s.s.) las piezas moldeadas con aglomerado atomizado presentan resistencias mecánicas apreciablemente más elevadas que las que se obtienen
con los aglomerados preparados por vía seca.
Para todos los aglomerados estudiados, la relación entre
la resistencia mecánica de la pieza en seco y su porosidad
puede describirse aproximadamente mediante la ecuación de
Ryshkewitch-Duckworth (ecuación —5—), aun cuando los
SEPTIEMBRE-OCTUBRE,
1988
-h
0.05
-+-
0.06
0.07
HUMEDAD DE PRENSADO (Kg agua/Kg s.s)
Fig. S.—Variación de la resistencia mecánica en seco (aj con la porosidad (e), para los tipos de aglomerado.
parámetro correspondientes al aglomerado atomizado difieren de los obtenidos para los aglomerados vía seca que son
prácticamente coincidentes entre sí.
BIBLIOGRAFÍA
1. EscARDiNO, A.; AMORÓS, J. L . , y ENRIQUE, J . : Estudio de pastas de gres para pavimentos. Bol. Soc. Esp.
Ceram. Vidr., 20(1981), 1, 17-24.
2. ESCARDINO, A.; AMORÓS, J. L . , y BELTRÁN, V.: Cinética de la oxidación de la materia orgánica en productos cerámicos prensados. Actas del I Congreso
Iberoamericano de Cerámica, Vidrio y Refractarios
(S.E.C.V.), vol. I (1983), 317-326.
3. AMORÓS, J. L . ; BLASCO, J. L . , y BELTRÁN, V.: Pastas de gres de monococcion. Influencia de las variables
de proceso en la calidad del producto acabado. Técnica
Cerámica (1984), 120, 1.368-1.384.
4. AMORÓS, J. L . ; ESCARDINO, A., y BELTRÁN, V.: Quality control in tile production. Interceram, 33 (1984),
2, 50-54.
5. ESCARDINO, A.; AMORÓS, J. L . , y NEGRE, F.: Defectos de planaridad en las piezas de pavimento gresifícado motivados por deformación piroplástica. Influencia
de las variables de proceso. Taulells (1985), 3, 3-9.
6. BLASCO, A.; AMORÓS, J. L . , y SANCHO-TELLO, M . :
281
J. L. A M O R O S , V. BAGAN, M. J. ORTS, A. ESCARDINO
Estudio de los costes de producción y de la inversión
en plantas de pavimento de gres de monococción por
vía seca y por vía húmeda. 1.^ parte. Técnica Cerámica (19S3), 116, 1.208-1.225
15.
7. BLASCO, A.; AMORÓS, J. L., y SANCHO-TELLO, M . :
8.
9.
10.
11.
12.
13.
Estudio de los costes de producción y de la inversión
en plantas de pavimentos de gres de monococción por
vía seca y por vía húmeda. 2.* parte. Técnica Cerámica (1983), 117, 1.266-1.274.
ASSICERAM: Evoluzione delle preparazione delle polveri da prensare nel'industrie delle piastrelle. Ceramurgia (1984), 1, 15-20.
BlFFi, G.: La monocottura rápida porosa. Edit. Faenza Editrice, Faenza, 1987, pág. 53.
WEST, H. W . H.: Some Observations on the Properties of Dust-Pressed Earthenware Tiles. Trans. Brit. Ceram. Soc. (1955), 54, 543-569.
HUTCHINSON. , W . , y WILLL\MSON, W . : Effect of Varying Water Contents and Pressures in the Semidry Compactios of Lower Kittanning Clay. Am. Ceram. Soc.
Bull., 48 (1969), 2, 198-202.
GiPPlNl, E.: Pastas cerámicas. Edit. CIDE, Madrid,
1979, pág. 165.
AMORÓS, J. L.; NEGRE, P., y BAGAN, V.: Método de
determinación de las características tecnológicas de aglomerados. I. Métodos de determinación de la fluidez y
de la densidad aparente. Técnica Cerámica (1986), 146,
380-386.
14. AMORÓS, J. L.; BLASCO, A., y ENRIQUE, J. E.: Ca-
282
16.
17
18.
19.
20.
21.
racterísticas de polvos cerámicos para prensado. Bol.
Soc. Esp. Ceram. Vidr., 26 (1987), 1, 31-38.
AMORÓS, J. L.; BELTRÁN, V., y BLASCO, V.: Técnicas experimentales del control de la compactación de
pavimento y revestimiento cerámicos. Técnica Cerámica
(1983), 116, 1.234-1246.
BREVER, J. A.; MOORE, R. H . , y REED, J. S.: Effect
of Relative Humidity on the Compaction of Bairum Titanate and Manganese Zinc Ferrite Agglomerates Containing Polyvinil Alcohol. Am. Ceram. Soc. Bull., 60
(1981), 2, 212-216.
NiESS, C. W., y MESSING, G. L.: Effect of Glass- Transition Temperature of Polyethylene Glycol-Plasticized
Polyvinyl Alcohol on Granule Compaction. J. Am. Ceram. Soc, 67 (1984), 4, 301-304.
AFNOR: Granulometrie. Edit. Afnor, Paris, 1987, pág.
246.
HODGKINSON, H. D., y POWELL, D . : Quelques études
relatives au pressage á sèche des briques de construction. Ind. Ceram. (1965), 578, 896-900.
TAKAHASKI, M . , y SUZUKI, S.: Deformability of Spherical Granules under Uniaxial Loading. Am. Ceram. Soc.
Bull., 64(1985), 1.257-1.261.
KENDALL, K.; ALFORD, N . , y BIRCHALL, J. D.:
The
strengh of Green Bodies. Proc. Brit. Ceram. Soc, 37
(1986), 255-165.
22. BIRCHALL, J. D.: Twenty-eigth Mellor Memorial Lecture. Shells, Cements and Ceramics. Trans. J. Br. Ceram. Soc, 83 (1984), 6, 158-165.
BOL.SOC.ESP.CERAM.VIDR.VOL. 27 - NUM. 5