Descargar - Universidad de Sevilla
Anuncio

EVALUACIÓN ECONÓMICA DE
LA SEPARACIÓN MEDIANTE
DESTILACIÓN DE SOLUCIONES
ACUOSAS DILUIDAS EN ETANOL
Autora: María del Carmen Aguilar Laorden
Tutor: Ángel Luis Villanueva Perales
Departamento de Ingeniería Química y Medioambiental
Escuela Técnica Superior de Ingenieros
Universidad de Sevilla
AGRADECIMIENTOS
A mis padres, porque gracias a ellos ha sido posible llegar hasta aquí.
A Ángel Villanueva por confiar en mí y dedicarme su tiempo para la realización de este
proyecto.
A mis amigos y compañeros de clase por acompañarme en este camino.
CONTENIDO
CONTENIDO
ÍNDICE DE TABLAS...................................................................................................... v
ÍNDICE DE FIGURAS ................................................................................................. viii
1. OBJETIVO Y ALCANCE ......................................................................................... 11
2. ANTECEDENTES ..................................................................................................... 13
2.1. Marco del etanol como biocombustible............................................................... 14
2.2. Procesos para la obtención de bioetanol a partir de biomasa lignocelulósica ..... 18
2.2.1. Proceso biológico ......................................................................................... 18
2.2.1.1. Pretratamiento........................................................................................ 19
2.2.1.2. Transformación en monómeros básicos ................................................ 20
2.2.1.3. Conversión a etanol ............................................................................... 21
2.2.2. Proceso termoquímico .................................................................................. 21
2.2.2.1. Pretratamiento........................................................................................ 22
2.2.2.2. Transformación en gas de síntesis ......................................................... 22
2.2.2.3. Conversión a etanol ............................................................................... 23
2.2.3. Proceso híbrido ............................................................................................. 23
2.2.3.1. Conversión a etanol ............................................................................... 23
2.3. Procesos para la obtención de bioetanol a partir de otras fuentes renovables..... 23
3. TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL......... 27
3.1. Procesos basados en el equilibrio líquido-vapor ................................................. 27
3.1.1. Destilación a vacío........................................................................................ 27
3.1.2. Destilación azeotrópica ................................................................................ 28
3.1.3. Destilación extractiva ................................................................................... 31
3.2. Procesos basados en la diferencia de tamaño molecular ..................................... 34
3.2.1. Tamices moleculares .................................................................................... 34
3.2.2. Separación con membranas .......................................................................... 37
3.3. Procesos híbridos................................................................................................. 38
3.3.1. Destilación simple en columna de fraccionamiento ..................................... 40
3.3.2. Destilación simple en columna de fraccionamiento con recompresión de
vapor ....................................................................................................................... 40
3.3.3. Destilación doble efecto con reparto de la alimentación.............................. 41
3.3.4. Destilación doble efecto sin reparto de la alimentación ............................... 42
ii
3.4. Mejoras de los procesos de fermentación para reducir el consumo de la
deshidratación de etanol ............................................................................................. 43
3.4.1. Fermentación extractiva ............................................................................... 43
3.4.2. Fase de separación inducida ......................................................................... 44
4. METODOLOGÍA....................................................................................................... 47
4.1. Alternativas seleccionadas para el estudio .......................................................... 47
4.2. Destilación simple en columna de fraccionamiento ............................................ 48
4.2.1. Simulación .................................................................................................... 49
4.2.2. Diseño de equipos......................................................................................... 52
4.2.3. Costes ........................................................................................................... 60
4.3. Destilación simple en columna de fraccionamiento y precalentamiento de la
alimentación................................................................................................................ 65
4.3.1. Simulación .................................................................................................... 65
4.3.2. Diseño de equipos......................................................................................... 70
4.3.3. Costes ........................................................................................................... 74
4.4. Destilación doble efecto con reparto de la alimentación..................................... 79
4.4.1. Simulación .................................................................................................... 79
4.4.2. Diseño de equipos......................................................................................... 86
4.4.3. Costes ........................................................................................................... 90
4.5. Destilación doble efecto sin reparto de la alimentación ...................................... 94
4.5.1. Simulación .................................................................................................... 95
4.5.2. Diseño de equipos....................................................................................... 103
4.5.3. Costes ......................................................................................................... 107
4.6. Destilación doble efecto con precalentamiento y sin reparto de la alimentación
.................................................................................................................................. 110
4.6.1. Simulación .................................................................................................. 111
4.6.2. Diseño de equipos....................................................................................... 118
4.6.3. Costes ......................................................................................................... 121
5. ANÁLISIS DE RESULTADOS Y CONCLUSIONES ........................................... 125
5.1. Análisis de resultados ........................................................................................ 125
5.2. Conclusiones...................................................................................................... 128
REFERENCIAS ........................................................................................................... 131
iii
ANEXO A. CÁLCULO DE COSTES ......................................................................... 134
A.1.
A.2.
Costes de inversión........................................................................... 134
A.1.1.
Costes de equipos ............................................................... 135
A.1.2.
Otros costes de inversión .................................................... 144
Costes de operación .......................................................................... 146
iv
ÍNDICE DE TABLAS
Tabla 1. Ventajas e inconvenientes de las tecnologías usadas para la deshidratación del
etanol .............................................................................................................................. 39
Tabla 2. Resultados del balance de materia para la columna simple ............................. 50
Tabla 3. Resultados de las simulaciones para la configuración destilación simple en
columna de fraccionamiento........................................................................................... 51
Tabla 4. Coeficientes para el cálculo de la viscosidad de la mezcla etanol-agua........... 54
Tabla 5. Espaciamiento entre platos en función del diámetro de la columna ................ 55
Tabla 6. Resultados del diseño para la configuración destilación simple en columna de
fraccionamiento .............................................................................................................. 59
Tabla 7. Costes de los equipos para la configuración destilación simple en columna de
fraccionamiento .............................................................................................................. 61
Tabla 8. Capital de inversión para la configuración destilación simple en columna de
fraccionamiento .............................................................................................................. 62
Tabla 9. Costes de operación para la configuración destilación simple en columna de
fraccionamiento .............................................................................................................. 63
Tabla 10. Costes de capital, de operación y totales para la configuración destilación
simple en columna de fraccionamiento .......................................................................... 64
Tabla 11. Resultados de las simulaciones para la configuración destilación simple en
columna de fraccionamiento y precalentamiento de la alimentación............................. 68
Tabla 12. Factor de corrección DTLM para intercambiador de precalentamiento de
destilación en columna simple según configuración ...................................................... 73
Tabla 13. Resultados del diseño para la configuración destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 73
Tabla 14. Costes de los equipos para la configuración destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 75
Tabla 15. Capital de inversión para la configuración destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 76
Tabla 16. Costes de operación para la configuración destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 77
Tabla 17. Costes de capital, de operación y totales para la configuración destilación
simple en columna de fraccionamiento y precalentamiento de la alimentación ............ 79
Tabla 18. Análisis de sensibilidad del sistema doble efecto para un coeficiente de
reparto de la alimentación de 0,65.................................................................................. 83
Tabla 19. Resultados de las simulaciones para la configuración destilación doble efecto
con reparto de la alimentación........................................................................................ 84
Tabla 20. Continuación de resultados de las simulaciones para la configuración
destilación doble efecto con reparto de la alimentación................................................. 85
Tabla 21. Resultados del diseño para la configuración destilación doble efecto con
reparto de la alimentación............................................................................................... 89
v
Tabla 22. Costes de los equipos para la configuración destilación doble efecto con
reparto de la alimentación............................................................................................... 91
Tabla 23. Capital de inversión para la configuración destilación doble efecto con reparto
de la alimentación........................................................................................................... 92
Tabla 24. Costes de operación para la configuración destilación doble efecto con reparto
de la alimentación........................................................................................................... 93
Tabla 25. Costes de capital, de operación y totales para la configuración destilación
doble efecto con reparto de la alimentación ................................................................... 94
Tabla 26. Presión de operación de la columna de agotamiento para el sistema doble
efecto sin reparto de la alimentación .............................................................................. 96
Tabla 27. Condición termodinámica de la alimentación para la columna de agotamiento
........................................................................................................................................ 98
Tabla 28. Variables especificadas en las simulaciones de destilación doble efecto sin
reparto de la alimentación............................................................................................. 100
Tabla 29. Resultados de las simulaciones para la configuración destilación doble efecto
sin reparto de la alimentación....................................................................................... 102
Tabla 30. Continuación de resultados de las simulaciones para la configuración
destilación doble efecto sin reparto de la alimentación................................................ 102
Tabla 31. Resultados del diseño para la configuración destilación doble efecto sin
reparto de la alimentación............................................................................................. 106
Tabla 32. Costes de los equipos para la configuración destilación doble efecto sin
reparto de la alimentación............................................................................................. 108
Tabla 33. Capital de inversión para la configuración destilación doble efecto sin reparto
de la alimentación......................................................................................................... 108
Tabla 34. Costes de operación para la configuración destilación doble efecto sin reparto
de la alimentación......................................................................................................... 109
Tabla 35. Temperatura de burbuja de la alimentación a la columna de agotamiento con
precalentamiento........................................................................................................... 111
Tabla 36. Temperatura final de la alimentación a la columna de agotamiento con
precalentamiento........................................................................................................... 113
Tabla 37. Condición termodinámica de la alimentación para la columna de agotamiento
con precalentamiento.................................................................................................... 113
Tabla 38. Variables especificadas en las simulaciones de destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 115
Tabla 39. Resultados de las simulaciones para la configuración destilación doble efecto
con precalentamiento y sin reparto de la alimentación................................................. 116
Tabla 40. Continuación de resultados de las simulaciones para la configuración
destilación doble efecto con precalentamiento y sin reparto de la alimentación.......... 116
Tabla 41. Factor de corrección DTLM para intercambiador de precalentamiento de
destilación doble efecto sin reparto de la alimentación según configuración .............. 119
Tabla 42. Resultados del diseño para la configuración destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 120
vi
Tabla 43. Costes de los equipos para la configuración destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 122
Tabla 44. Capital de inversión para la configuración destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 122
Tabla 45. Costes de operación para la configuración destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 122
Tabla 46. Enumeración de las alternativas para el análisis de costes........................... 125
Tabla 47. Porcentaje sobre el total para capital de inversión y costes de operación en
cada alternativa ............................................................................................................. 126
Tabla 48. Costes obtenidos para cada alternativa......................................................... 126
Tabla 49. Costes individuales de los servicios para cada alternativa ........................... 128
Tabla 50. Ahorro que supone la alternativa 3 frente al resto de configuraciones
estudiadas ..................................................................................................................... 128
Tabla A 1. Máximo esfuerzo admisible en columnas .................................................. 136
Tabla A 2. Espesor mínimo de pared en función del diámetro de la columna............. 137
Tabla A 3. Factor FT según el tipo de bomba ............................................................... 142
Tabla A 4. Facto FT según el tipo de motor de la bomba ............................................. 143
Tabla A 5. Costes incluidos en el total de capital de inversión .................................... 145
vii
ÍNDICE DE FIGURAS
Figura 1. Estimación de la distribución de cultivos destinados a bioenergía en diferentes
Estados de la Unión Europea.......................................................................................... 17
Figura 2. Ruta biológica para la obtención de etanol a partir de material lignocelulósico
........................................................................................................................................ 18
Figura 3. Estructura de la materia lignocelulósica ......................................................... 19
Figura 4. Ruta termoquímica para la obtención de etanol a partir de material
lignocelulósico................................................................................................................ 21
Figura 5.Ruta híbrida para la obtención de etanol a partir de material lignocelulósico . 23
Figura 6.Tecnología Coskata para la obtención de etanol a partir de gas natural .......... 24
Figura 7.Ruta híbrida para la obtención de etanol a partir de biogás ............................. 25
Figura 8. Equilibrio líquido-vapor para la mezcla etanol-agua a 1 atm de presión........ 27
Figura 9. Composición del azeótropo etanol-agua en función de la presión.................. 28
Figura 10. Configuración destilación a vacío................................................................. 28
Figura 11. Diagrama ternario de la mezcla etanol-agua-benceno .................................. 29
Figura 12. Configuración destilación azeotrópica.......................................................... 30
Figura 13. Configuración destilación extractiva con solventes...................................... 32
Figura 14. Configuración destilación extractiva con sales ............................................. 33
Figura 15. Configuración tamices moleculares .............................................................. 35
Figura 16. Curva de equilibrio del sistema etanol-agua en presencia de tamices
moleculares..................................................................................................................... 36
Figura 17. Configuración sistema de pervaporación ...................................................... 37
Figura 18. Configuración destilación simple en columna de fraccionamiento seguido de
tamices moleculares........................................................................................................ 40
Figura 19. Configuración destilación simple en columna de fraccionamiento con
recompresión de vapor seguido de tamices moleculares................................................ 41
Figura 20. Configuración destilación doble efecto con reparto de la alimentación
seguido de tamices moleculares ..................................................................................... 42
Figura 21. Configuración destilación doble efecto sin reparto de la alimentación
seguido de tamices moleculares ..................................................................................... 43
Figura 22. Configuración fermentación extractiva......................................................... 44
Figura 23. Asociación etanol-agua ................................................................................. 44
Figura 24. Configuración fase de separación inducida................................................... 45
Figura 25. Esquema usado en la simulación de destilación simple en columna de
fraccionamiento .............................................................................................................. 49
Figura 26. Relación de la relación de reflujo y el calor necesario en el hervidor con el
número de etapas para destilación en columna simple................................................... 52
viii
Figura 27. Relación entre la eficacia global y el producto de volatilidad y viscosidad . 53
Figura 28. Hervidor tipo Kettle ...................................................................................... 56
Figura 29. Costes resultantes de la configuración destilación simple en columna de
fraccionamiento .............................................................................................................. 64
Figura 30. Reparto de la alimentación para líquido subenfriado y líquido saturado,
respectivamente .............................................................................................................. 65
Figura 31.Esquema usado en la simulación de destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 66
Figura 32. Comparativa de la carga necesaria en el hervidor para el sistema con y sin
precalentamiento para destilación simple en columna de fraccionamiento ................... 69
Figura 33. Factor de corrección para diferentes intercambiadores de calor................... 72
Figura 34. Costes resultantes de la configuración destilación simple en columna de
fraccionamiento y precalentamiento de la alimentación ................................................ 78
Figura 35. Esquema usado en la simulación de destilación doble efecto con reparto de la
alimentación.................................................................................................................... 81
Figura 36. Costes resultantes de la configuración destilación doble efecto con reparto de
la alimentación................................................................................................................ 94
Figura 37. Esquema usado en la simulación de destilación doble efecto sin reparto de la
alimentación.................................................................................................................... 97
Figura 38. Representación de la línea de alimentación en la columna de agotamiento
para la obtención del 20% p/p (8,9% n/n) de etanol a 2,29 atm..................................... 98
Figura 39. Representación de la línea de alimentación en la columna de agotamiento
para la obtención del 60% p/p (37% n/n) de etanol a 2,85 atm...................................... 99
Figura 40. Representación de la línea de alimentación en la columna de agotamiento
para la obtención del 60% p/p (37% n/n) de etanol a 3,5 atm........................................ 99
Figura 41. Costes resultantes de la configuración destilación doble efecto sin reparto de
la alimentación.............................................................................................................. 110
Figura 42. Esquema usado en la simulación de destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 112
Figura 43. Representación de la línea de alimentación en la columna de agotamiento
para la obtención del 35% p/p (17,4% n/n) de etanol a 2,59 atm................................. 114
Figura 44. Representación de la línea de alimentación en la columna de agotamiento
para la obtención del 35% p/p (17,4% n/n) de etanol a 26 atm................................... 115
Figura 45. Comparativa de la carga necesaria en el hervidor para el sistema con y sin
precalentamiento para destilación doble efecto sin reparto de la alimentación ........... 117
Figura 46. Costes resultantes de la configuración destilación doble efecto con
precalentamiento y sin reparto de la alimentación ....................................................... 123
Figura 47. Comparativa de los costes totales ............................................................... 126
ix
CAPÍTULO 1
OBJETIVO Y ALCANCE
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
1. OBJETIVO Y ALCANCE
El objetivo del presente documento es proponer y evaluar económicamente diferentes
configuraciones de columnas de destilación para obtener etanol anhidro a partir de
soluciones muy diluidas de etanol.
Para cumplir dicho objetivo, inicialmente se hace un estudio de las técnicas utilizadas en
la obtención de etanol anhidro, que se usará como base para plantear las alternativas que
mejor se adapten al procesamiento de soluciones diluidas.
La elección de la alternativa que mejor se adapte a las necesidades, se hará mediante un
análisis comparativo de costes. Para ello, se usará la herramienta Aspen Plus®,
programa que permite la simulación de procesos para obtener los datos necesarios para
el diseño de los equipos y con ello calcular los costes.
OBJETIVO Y ALCANCE
11
CAPÍTULO 2
ANTECEDENTES
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
2. ANTECEDENTES
Entre los años 70 y 80, ante la crisis del petróleo y la preocupación por el cuidado del
medio ambiente, surge la necesidad de encontrar alternativas a la dependencia de los
combustibles fósiles. En el año 1972, la Conferencia de las Naciones Unidas sobre el
Medio Ambiente, reunida en Estocolmo, ya aludía a la necesidad de seguir unos
principios comunes que llevaran a la preservación y mejora del medio ambiente. Más
tarde, la Convención Marco sobre el Cambio Climático de las Naciones Unidas, a través
del Protocolo de Kyoto, establecía un aumento del uso de formas nuevas y renovables
de energía que redujeran las emisiones de gases efecto invernadero, promoviendo, de
esta manera, el desarrollo sostenible [1].
Actualmente, a nivel nacional, el Plan de Energías Renovables 2011-2020, incluye el
diseño de nuevos escenarios energéticos y la incorporación de objetivos acordes con la
Directiva 2009/28/CE del Parlamento Europeo y del Consejo, de 23 de abril de 2009,
relativa al fomento del uso de energía procedente de fuentes renovables. Las fuentes de
energía renovables a las que se refiere este Plan son las siguientes: biocarburantes y
biolíquidos, biogás, biomasa, energías del mar, eólica, geotermia y otras energías del
ambiente, hidroeléctrica, residuos (municipales, industriales y lodos de EDAR) y solar
(fotovoltaica, térmica y termoeléctrica) [2].
En relación al presente estudio, las fuentes de energía renovables a considerar son los
biocarburantes, denominados así por estar producidos a partir de biomasa. De manera
general, la biomasa se define como toda aquella materia orgánica, de procedencia
vegetal o animal, que ha tenido su origen inmediato a través de un proceso biológico.
Según la Orden ITC/2877/2008, de 9 de octubre, por la que se establece un mecanismo
de fomento del uso de biocarburantes y otros combustibles renovables con fines de
transporte, se consideran biocombustibles los productos enumerados a continuación [3]:
a) «bioetanol»: alcohol etílico producido a partir de productos agrícolas o de origen
vegetal, ya se utilice como tal o previa modificación o transformación química;
b) «biodiésel»: éster metílico o etílico producido a partir de grasas de origen
vegetal o animal;
c) «biogás»: combustible gaseoso producido por digestión anaerobia de biomasa;
d) «biometanol»: alcohol metílico obtenido a partir de productos de origen agrícola
o vegetal, ya se utilice como tal o previa modificación o transformación
química;
e) «biodimetileter»: DME (dimetiléter) producido a partir de la biomasa;
f) «bioETBE»: ETBE (etil ter-butil éter) producido a partir del bioetanol;
g) «bioMTBE»: MTBE (metil ter-butil éter) producido a partir del biometanol;
h) «biocarburantes sintéticos»: hidrocarburos sintéticos o sus mezclas, producidos a
partir de la biomasa;
ANTECEDENTES
13
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
i) «biohidrógeno»: hidrógeno producido a partir de la biomasa u otras fuentes
renovables de energía;
j) «aceite vegetal puro»: aceite obtenido a partir de plantas oleaginosas, crudo o
refinado, pero sin modificación química;
k) «Otros biocarburantes»: otros combustibles para transporte producidos a partir
de biomasa, tales como otros bioalcoholes, bioesteres y bioéteres distintos de los
enumerados; los productos producidos por tratamiento en refinería de biomasa,
como el hidrobiodiésel, la biogasolina y el bioLPG; y los carburantes de
biorefinería.
Entre los biocombustibles citados anteriormente, es de especial interés en este
documento el bioetanol, tanto las materias primas como los procesos usados para su
obtención.
2.1. Marco del etanol como biocombustible
La importancia del etanol (o alcohol etílico) en la industria de los carburantes radica en
su composición, ya que posee un 35% de oxígeno en su estructura, siendo su fórmula
CH3CH2OH. El etanol se añade como aditivo oxidante a la gasolina para mejorar la
combustión de la mezcla aire-combustible, generando menor emisión de gases a la
atmósfera. Este compuesto puede añadirse a la gasolina en cantidades variables,
distribuyéndose en mezclas comunes como la llamada E10 (10% de etanol y 90% de
gasolina, también conocida como gasohol) o la E85 (85% de etanol y 15% de gasolina).
El etanol puro también puede usarse como combustible modificando las condiciones
mecánicas del motor.
El bioetanol se puede obtener a partir de diferentes fracciones de biomasa:
a) Azucarada, constituida por un elevado contenido en azúcares solubles, en forma
de monosacáridos (glucosa, fructosa) en pulpa de frutas o disacáridos como la
sacarosa presente en la remolacha (Beta vulgaris L.), el sorgo dulce (Sorghum
bicolor L.) y la caña de azúcar (Saccharum sp.).
b) Amilácea, en cuya composición predominan los polisacáridos de reserva como
el almidón (polímero de glucosa) o inulina (polímero de glucosa y fructosa). Los
granos de cereal y de tubérculos de patata constituyen una abundante fuente de
almidón. La inulina está presente en tubérculos de pataca (Helianthus tuberosus
L.), rizomas de achicoria (Cichorium sp.) y dalia (Dhalia sp.).
c) Lignocelulósica, es aquella cuyos componentes mayoritarios son polisacáridos
de elevado peso molecular, la celulosa y hemicelulosa, y una macromolécula
fenólica, la lignina. Se emplean en la producción de biocombustibles sólidos con
fines térmicos y/o eléctricos y para la producción de biocombustibles de segunda
generación. Este tipo de biomasa puede ser tanto herbácea como leñosa.
Según el elemento usado como materia prima para la obtención de etanol, se ha tenido
un desarrollo tecnológico diferente a nivel mundial.
ANTECEDENTES
14
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Se puede decir que Brasil, a través del Programa PROALCOOL, representó una gran
innovación en el uso del etanol como combustible, desarrollando la tecnología de motor
bivalente, la cual permite a los usuarios mezclar cualquier proporción de etanol y
gasolina en el tanque. Actualmente, Brasil es el mayor productor de etanol como
combustible del mundo, usando como materia prima caña de azúcar.
En Estados Unidos, la mayoría de bioetanol es producido a partir de maíz, siendo menos
eficiente que el producido a partir de azúcar, en términos de área plantada requerida.
En el año 2005, comenzó a producir la primera planta de etanol para uso como
combustible en Colombia, habiendo especial interés en la yuca (mandioca) y nuevas
plantaciones de caña de azúcar, aunque aún no se ha conseguido producir carbohidratos
a bajo precio.
El gobierno de Canadá hace uso del programa de la extensión del etanol como parte de
su estrategia para ocuparse del cambio climático, convirtiéndose en uno de los primeros
países que produce etanol en base a la celulosa.
China, además de las importantes inversiones en energía y tecnología solar, eólica y
biomasa, tiene en cuenta el interés por los biocombustibles, y por ello elabora este
biocombustible en base a maíz principalmente.
En la Unión Europea, una de las opciones para la producción de bioetanol, es mediante
la introducción de cultivos energéticos, ya que, al contrario de lo que ocurre en Brasil o
en Estados Unidos, no existen excedentes agrícolas de forma natural. Este es el
principal problema que entraña la producción de bioetanol de primera generación, ya
que la tendencia a producir bioenergía a gran escala conlleva riesgos ambientales a tener
en cuenta. La ampliación de las tierras de cultivo en Europa para satisfacer la demanda
combinada de alimentos y combustible tendría serios impactos en la biodiversidad y
dañaría los recursos hídricos y edáficos. Existe, entre otros, un efecto en cadena
originado por el cambio del uso del suelo, a medida que Europa recorta las
exportaciones de madera, otras partes del mundo aumentarían la producción maderera
para llenar el hueco, lo que conlleva un efecto en el precio de los alimentos
significativo.
Es por este motivo, por el que la Agencia Europea de Medio Ambiente (AEMA), ha
hecho un estudio sobre la elección y gestión correcta de los cultivos para reducir los
riesgos medioambientales, siendo preferible que los biocombustibles procedan de
fuentes que no compitan con la producción de alimentos. La Organización para la
Cooperación y el Desarrollo Económicos (OCDE) estima que las medidas de apoyo a
los biocombustibles actuales y previstas en la Unión europea y los Estados Unidos
provocarán a medio plazo un aumento del 8%, 10% y 33% de los precios medios del
trigo, del maíz y de los aceites vegetales, respectivamente.
Para evitar esta competencia por el uso del suelo y agua entre cultivos energéticos y
cultivos alimentarios, la Unión Europea hace distinción entre bioetanol de primera
generación, que es aquel cuya materia prima proviene del sector alimentario; y el
bioetanol de segunda generación, para el que pueden utilizarse diferentes materias
primas no alimentarias, como material lignocelulósico, residuos forestales, residuos de
industrias alimentarias, Residuos Sólidos Urbanos (RSU), la Fracción Orgánica de los
ANTECEDENTES
15
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
RSU (FORSU), neumáticos fuera de uso, residuos de cultivos energéticos, entre otros.
De esta manera, los biocarburantes de segunda generación pueden favorecer
reducciones más importantes de las emisiones de gases de efecto invernadero y pueden
reducir otros efectos adversos, como el uso de fertilizantes.
Un estudio realizado por la AEMA en 2010, sobre la Estimación del potencial de
bioenergía de la agricultura compatible con el medio ambiente, pone de manifiesto este
hecho. En este documento, el procedimiento utilizado para determinar la futura
disponibilidad potencial del suelo en Europa, se hace a través del modelo CAPSIM
(Common Agricultural Policy SIMulation, Simulación de la Política Agrícola Común),
en la que se presupone una competencia plena de la agricultura de la Unión Europea en
el mercado mundial [4].
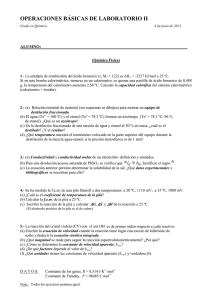
El potencial de bioenergía compatible con el medio ambiente en diferentes Estados de la
Unión Europea se presenta en la figura 1. El tamaño y la densidad de la población, así
como la competitividad del régimen agrícola (expresado en renta por hectárea), son los
principales factores que determinan el potencial del territorio.
Los países con un potencial bajo o nulo suelen ser los que tienen una elevada densidad
de población, un sector agrario muy competitivo, una superficie agrícola útil (SAU)
limitada y una alta presión total sobre el territorio (por ejemplo, Bélgica y los Países
Bajos). Se entiende presión sobre el terreno a factores como la erosión, la eutrofización
y la contaminación por biocidas debido al uso intenso de insumos, la compactación del
suelo, el riesgo de incendios, entre otros. En estos casos, la opción de que los terrenos
agrícolas lleguen a estar disponibles para los cultivos de producción de biomasa es
limitada. En otros países, el potencial bajo se debe al hecho de que, aunque una
importante cantidad de terreno pueda ser liberado, se trata de terrenos con pastizal
permanente, por lo que dicho potencial no puede transformarse en un potencial de
bioenergía intensivo, según los criterios ambientales establecidos en el estudio.
Los Estados miembros con alto potencial de bioenergía son los que liberan una gran
cantidad de tierras a causa de la liberalización de los mercados agrarios. También son
los Estados miembros en los que el aumento de la competencia de los precios a nivel
global causa la disminución de las producciones nacionales de alimentos y piensos.
Por lo tanto, el aumento de la producción de bioenergía dependerá principalmente del
aumento del precio del derecho de emisión de carbono, lo que aumentará el atractivo de
la producción de biomasa.
Otros factores que aumentan el potencial de bioenergía en la mayoría de Estados
miembros se relacionan con el aumento del rendimiento de determinados cultivos y el
desarrollo de nuevas tecnologías, que son más eficientes en la producción de bioenergía.
ANTECEDENTES
16
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 1. Estimación de la distribución de cultivos destinados a bioenergía en diferentes Estados de la
Unión Europea
Se pone de manifiesto pues, que el futuro del bioetanol pasa por su obtención a partir de
materias primas lignocelulósicas.
Como principales ventajas de usar esta materia para tal fin, se tienen:
-
El alto potencial de rendimientos energéticos y de ciclo de vida.
-
Bajo coste de materia prima, lo que haría al bioetanol más competitivo en el
mercado.
-
Posibilidad de emplear recursos residuales.
Sin embargo, para que la generación de bioetanol a partir de esta materia sea
competitiva, se debe seguir investigando para desarrollar nuevas tecnologías que hagan
el proceso factible, o realizar optimizaciones en las ya existentes. La dificultad de
encontrar un proceso viable tanto tecnológica como económicamente, radica en la
estructura y composición de este tipo de biomasa, como se verá más adelante.
ANTECEDENTES
17
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
2.2. Procesos para la obtención de bioetanol a partir de biomasa lignocelulósica
En términos generales según el proceso crítico de conversión, se agrupan en procesos
termoquímicos, biológicos e híbridos
Los procesos de transformación termoquímicos implican la transformación de la
biomasa en gas de síntesis mediante gasificación de la biomasa y la posterior síntesis
catalítica a etanol sobre un catalizador.
Los procesos de transformación biológicos son aquellos mediados por
microorganismos, bien presentes en la propia biomasa, o bien añadidos externamente
durante el proceso. Entre éstos cabe destacar la fermentación. La fermentación es un
proceso biológico mediante el cual los azúcares monoméricos o aminoácidos se rompen
en sustancias de menor peso molecular tales como los ácidos orgánicos y solventes
neutros como el etanol. La fermentación puede llevarse a cabo mediante gran variedad
de microorganismos como bacterias, levaduras y hongos. Independientemente de la
materia prima de partida, en la fermentación de los azúcares se genera CO2 y energía
que emplean los microorganismos para sobrevivir
En cuanto a los procesos híbridos, la ruta usada es una combinación de las dos
anteriores, en la que la biomasa sufre un proceso termoquímico para, posteriormente,
usar la fermentación para la obtención de etanol
Aunque el presente estudio se centra en la fase de obtención de etanol anhidro, es decir,
en el postratamiento para deshidratar la solución acuosa diluida de etanol obtenida tras
la conversión en procesos de fermentación se deben conocer las diferentes tecnologías
que llevan a su elaboración para llegar al propósito de este estudio. Cabe añadir que los
procesos que a continuación se nombran serán los usados para biomasa tipo
lignocelulósica, debido al potencial adquirido por esta materia prima expuesto en el
apartado anterior [5].
2.2.1. Proceso biológico
El esquema seguido en este tipo de procesos es el siguiente.
Figura 2. Ruta biológica para la obtención de etanol a partir de material lignocelulósico
Por lo general, el proceso biológico consta de tres etapas principales, donde el proceso
crítico de conversión es realizado por microorganismos que fermentan la biomasa
acondicionada.
A continuación, se pasa a describir cada una de las fases involucradas en esta ruta.
ANTECEDENTES
18
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
2.2.1.1. Pretratamiento
El pretratamiento constituye una de las etapas más costosas y menos desarrolladas del
proceso de obtención de azúcares a partir de la biomasa lignocelulósica, por lo que la
mejora del pretratamiento constituye una de las líneas de investigación preferentes en
esta área. La heterogeneidad de la biomasa hace que no exista un pretratamiento válido
para todas ellas, por ello, la elección del pretratamiento dependerá de la composición de
la materia prima y de las aplicaciones posteriores.
Debido a la complejidad estructural de este tipo de biomasa, la etapa de pretratamiento
debe ser eficaz para lograr incrementar la conversión global. En la figura 3 se representa
la estructura lignocelulósica. El objetivo es romper la estructura de lignina para facilitar
el ataque enzimático. Durante el pretratamiento se produce el fraccionamiento de la
biomasa en sus componentes principales (celulosa, hemicelulosa y lignina), la reducción
de la cristalinidad de la celulosa y el aumento del área superficial accesible.
Figura 3. Estructura de la materia lignocelulósica
Las características que debe cumplir un pretratamiento para poder alcanzar la etapa
comercial incluyen bajos requerimientos tanto de productos químicos como de energía,
que se originen pocos efluentes y se evite la producción de diversos compuestos que
afecten negativamente a etapas sucesivas en la obtención de bioproductos.
Según su naturaleza los pretratamientos pueden clasificarse en físicos, químicos,
biológicos y térmicos, además de las posibles combinaciones entre ellos.
a) Físicos:
Los pretratamientos físicos se dividen en mecánicos y no mecánicos. Los de tipo
mecánico incluyen el astillado, la trituración y la molienda, mientras que en los de tipo
no mecánico, la alteración del material se logra mediante agentes externos, como los
tratamientos con radiación y la pirólisis a temperaturas intermedias.
b) Químicos:
Los pretratamientos de este tipo usan agentes químicos para alterar la estructura
lignocelulósica. Los agentes químicos usados pueden ser ácidos, álcalis, disolventes
orgánicos y agentes oxidantes como el ozono. El principal inconveniente que presenta
este tipo de pretratamientos es que requieren de una etapa de neutralización previa a la
fermentación y que se producen una serie de compuestos que afectan negativamente a
las etapas posteriores.
ANTECEDENTES
19
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
c) Biológicos:
En los pretratamientos biológicos, la biomasa se somete a la acción de microorganismos
que degradan enzimáticamente la lignina. A pesar de las ventajas de este pretratamiento,
(bajo requerimiento energético, suaves condiciones ambientales sin producción de
metabolitos indeseables) es un proceso demasiado lento para su aplicación industrial.
No obstante, el interés de estos pretratamientos radica en su aplicación para disminuir la
severidad de pretratamientos posteriores o como método de destoxificación de los
hidrolizados lignocelulósicos.
d) Físico-químicos:
Éstos son procesos hidrotérmicos, que tienen en común el trabajar a altas presiones y
temperaturas. Se consideran los más efectivos para mejorar la accesibilidad de la
celulosa por lo que están siendo investigados por diversos grupos. Entre ellos pueden
citarse el pretratamiento con agua caliente en fase líquida, la explosión por vapor sin
catalizadores o con amoníaco, y la oxidación húmeda. La explosión por vapor (EV) es
el más estudiado dentro de esta categoría puesto que se ha desarrollado a escala
comercial.
2.2.1.2. Transformación en monómeros básicos
Tras la ruptura de la estructura lignocelulósica donde se ha liberado la celulosa y la
hemicelulosa, debe realizarse la conversión de estos polímeros a sustancias que puedan
ser asimilables por los microorganismos de fermentación. Para lograr este objetivo se
lleva a cabo la hidrólisis de estos compuestos, donde se puede optar por la ruta química
o biológica.
a) Hidrólisis ácida:
Los catalizadores ácidos más empleados son los ácidos clorhídrico y sulfúrico. Los
procesos industriales de hidrólisis ácida pueden realizarse mediante ácidos concentrados
a bajas temperaturas o ácidos diluidos a altas temperaturas. La necesidad de disponer de
equipos fabricados con materiales especiales resistentes a la corrosión, la exigencia de
efectuar lavados sucesivos y la producción de residuos químicos contaminantes que hay
que procesar y eliminar de alguna manera, dificultan su implantación a escala
comercial. A elevadas temperaturas y en presencia de ácidos, se produce una
degradación de los azúcares procedentes de la fracción hemicelulósica, que pueden
afectar negativamente a la posterior fermentación. Para evitar esta inhibición es
necesaria una etapa de destoxificación.
Para disminuir la degradación de estos azúcares se suele realizar un proceso de
hidrólisis ácida en dos etapas, una primera suave en la que se hidroliza la hemicelulosa,
seguida de una más severa que altere la estructura de la celulosa.
b) Hidrólisis enzimática:
La hidrólisis enzimática puede llevarse a cabo por microorganismos aerobios que
producen celulasas con diferentes especificidades y modos de acción, actuando en
sinergismo para hidrolizar la celulosa.
ANTECEDENTES
20
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Este sistema enzimático de celulasas posee básicamente tres tipos distintos de actividad:
endoglucanasas, exoglucanasas y β-glucosidasas. El mecanismo de acción de las
celulasas consiste en la acción sinérgica secuencial de los componentes nombrados: las
endoglucanasas cortan azarosamente en regiones amorfas de la celulosa, generando
nuevos extremos libres donde actúan las exoglucanasas, que liberan celobiosa y
oligosacáridos de bajo peso molecular que son hidrolizados por la β-glucosidasa para
dar moléculas de glucosa.
2.2.1.3. Conversión a etanol
Una vez que se obtiene el hidrolizado con los azúcares en su forma monomérica, puede
efectuarse la etapa de fermentación.
La glucosa y otras hexosas (manosa, galactosa) pueden ser fácilmente metabolizadas
hasta etanol por levaduras convencionales, como Saccharomyces cerevisiae. Sin
embargo, la hemicelulosa de la biomasa lignocelulósica, está compuesta principalmente
por azúcares de cinco átomos de carbono (xilosa, arabinosa), que pueden ser
transformados por otros microorganismos como Pichia stipitis, con el inconveniente de
que, además de ser muy dependientes de la concentración de oxígeno y presentar poca
tolerancia al etanol, su rendimiento en etanol a partir de glucosa es bajo.
Para paliar este problema se recurre a la ingeniería genética, donde se han realizado
avances significativos en la mejora de los microorganismos eucariotas Saccharomyces
cerevisiae y Pichia stipitis que puedan fermentar conjuntamente pentosas y hexosas.
Por otro lado, se está investigando en la integración de la hidrólisis y la fermentación en
una sola etapa, lo que produciría una reducción de la inhibición de las celulasas por la
concentración de etanol, así como la disminución de costes por el uso de un único
reactor. Sin embargo, cada etapa tiene diferentes condiciones óptimas de pH y
temperatura, con lo que se recomienda el empleo de levaduras termotolerantes.
Otra posible configuración estudiada es la conversión directa por microorganismos, lo
que conllevaría una disminución de costes que haría de esta tecnología una de las más
competitivas.
2.2.2. Proceso termoquímico
A modo de introducción, en la figura 4 se muestra un esquema con los pasos seguidos
en la ruta termoquímica.
Figura 4. Ruta termoquímica para la obtención de etanol a partir de material lignocelulósico
En este tipo de rutas no interviene la acción de microorganismos en ninguna de las
etapas, siendo el paso crítico de conversión llevado a cabo por catalizadores metálicos.
ANTECEDENTES
21
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
2.2.2.1. Pretratamiento
Mediante esta ruta se evitan pretratamientos complejos como algunos nombrados para
la ruta anterior, haciendo uso de la trituración o molienda de la biomasa para el
acondicionamiento de la misma a la siguiente etapa, denominada gasificación.
2.2.2.2. Transformación en gas de síntesis
La gasificación es un proceso termoquímico en el que la biomasa es transformada en un
gas en presencia de un agente gasificante. Mediante este proceso se busca transformar la
celulosa en monóxido de carbono e hidrógeno en una proporción que depende del
agente gasificante y las condiciones de operación.
La gasificación consiste en un proceso de oxidación parcial a elevada temperatura (entre
800 y 1.500 ºC) mediante el cual la biomasa reacciona con cantidades limitadas de
comburente (entre el 10 y 50% del necesario para la combustión) originando un
producto gaseoso formado por diferentes proporciones de los siguientes gases: CO, H2,
CO2, CH4 y N2. La composición química de la materia prima influye en la composición
del producto gaseoso. Por norma general, es recomendable que la biomasa empleada
tenga una relación C/N elevada, un bajo contenido en azufre y un contenido en
humedad inferior al 40%.
El comburente empleado puede ser aire, oxígeno, vapor de agua y/o oxígeno, e
hidrógeno, dependiendo de la aplicación que se le de al gas obtenido. Para la obtención
de etanol, se suele usar como comburentes oxígeno, vapor de agua o una mezcla de
ambos, obteniéndose lo que se denomina gas de síntesis, que es una mezcla compuesta
de H2 y CO, principalmente.
El proceso se realiza en reactores de gasificación, cuyo diseño influye en la proporción
relativa de cada uno de los gases y contaminantes generados y, por tanto, en la posterior
aplicación. Básicamente los gasificadores usados a gran escala pueden agruparse en dos
tipos principales:
1) Lecho fluidizado, en los que el sólido es mantenido en suspensión por medio del
agente gasificante. El rendimiento en este tipo de gasificador es elevado, además
de que admite un mayor porcentaje de humedad de la materia prima de partida.
2) Lecho de arrastre (entrained flow gasifier), donde el flujo de material y el agente
gasificante se colocan en contracorriente. Este tipo de gasificadores no presenta
limitación técnica en cuanto a la humedad de la materia prima usada, ya que
operan a altas temperaturas, teniendo como inconveniente una alta demanda de
oxígeno.
El gas resultante del proceso contiene agua, CO2 y sustancias contaminantes que hacen
necesaria una etapa de acondicionamiento previo a la utilización. Estos contaminantes
pueden incluir partículas (cenizas), compuestos alcalinos, alquitrán, compuestos
nitrogenados y azufre que deben reducirse hasta niveles aceptables para su aplicación
posterior.
ANTECEDENTES
22
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
2.2.2.3. Conversión a etanol
Como se ha mencionado anteriormente, mediante esta ruta no se hace uso de
microorganismos en ninguna etapa, sin embargo, se trabaja a mayor temperatura y con
catalizadores que potencian la síntesis de etanol (ver reacción 1). La conversión se
realiza mediante catalizadores metálicos.
2CO + 4 H 2 → C 2 H 6 O + H 2 O
Reacción 1. Conversión catalítica de gas de síntesis a etanol
Actualmente, existen proyectos dedicados al desarrollo de nuevos catalizadores con el
fin de disminuir la presión, temperatura y tiempo de residencia que se requiere para la
síntesis catalítica del etanol, manteniendo una elevada selectividad, de forma que el
proceso sea mucho más sencillo que otros procesos alternativos.
2.2.3. Proceso híbrido
El esquema correspondiente a esta ruta se representa en la figura 5.
Figura 5.Ruta híbrida para la obtención de etanol a partir de material lignocelulósico
Este sistema es una combinación de las dos anteriores, ya que como primera etapa se
tiene la gasificación de la biomasa (con el correspondiente acondicionamiento de la
misma), mientras que el segundo paso es biológico.
2.2.3.1. Conversión a etanol
En este caso, el gas de síntesis obtenido a partir de la biomasa lignocelulósica,
compuesto principalmente de CO e H2, se burbujea en un fermentador especial. La
conversión a etanol la realiza el microorganismo Clostidum Ijungdahlii.
2.3. Procesos para la obtención de bioetanol a partir de otras fuentes renovables
En este apartado se describen las tecnologías usadas en la elaboración de bioetanol a
partir de fuentes renovables distintas a la materia lignocelulósica. El proceso usado
como ejemplo para ilustrar este apartado, será la tecnología patentada por Coskata [6].
Coskata hace uso de una tecnología híbrida que se caracteriza por su flexibilidad, ya que
además de utilizar materia lignocelulósica para la obtención de gas de síntesis, cabe la
posibilidad de producirlo a partir de gas natural, evitando de esta manera la gasificación
de materia sólida.
El proceso empleado para la producción del gas de síntesis es el reformado con vapor
(“steam reforming”) del gas natural. La reacción general a partir de la cual se obtiene el
hidrógeno y el monóxido de carbono que constituyen el gas de síntesis, es la siguiente:
ANTECEDENTES
23
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Cn H m + nH 2O →
m + 2n
H 2 + nCO
2
Reacción 2. Obtención de gas de síntesis mediante "steam reforming"
Obtenido este gas, pasaría al fermentador para obtener etanol.
Cuando la materia prima destinada a la obtención de gas de síntesis es sólida, el
esquema que sigue Coskata es el mostrado en la figura 5 para procesos híbridos. Sin
embargo, al usar gas natural para tal fin, las etapas involucradas son las que se muestran
en la figura 6.
Figura 6.Tecnología Coskata para la obtención de etanol a partir de gas natural
Debido a que el presente proyecto se basa en la obtención de bioetanol para eliminar la
dependencia de los combustibles fósiles, sería una contradicción usar gas natural como
materia prima para la elaboración del mismo. Por este motivo, la tecnología Coskata se
ha tomado como ejemplo, y como materia prima alternativa a la biomasa
lignocelulósica, se expone el biogás como fuente renovable para producir el gas de
síntesis a través de un proceso similar al descrito.
El biogás se define como un gas obtenido a partir de la digestión anaerobia de residuos
biodegradables, compuesto principalmente por CH4 y CO2. Existen diferentes tipos de
residuos a partir de los cuales se obtiene biogás, a continuación se citan los más
importantes:
-
Residuos ganaderos
Residuos sólidos urbanos
Residuos industriales biodegradables
Lodos de depuración de aguas residuales
La descomposición de biogás para dar gas de síntesis se puede realizar mediante
reformado con vapor, donde la reacción para el metano sería:
CH 4 + H 2O → 3H 2 + CO
Reacción 3. Obtención de gas de síntesis a partir de biogás mediante “steam reforming”
Sin embargo, no es el único proceso para obtener gas de síntesis, ya que según el tipo
residuo que genere el biogás, se obtendrá con una composición más o menos rica en
metano. En el caso de co-alimentar CH4 y CO2, es preferible un proceso denominado
reformado seco, en el que ambos compuestos reaccionan por vía catalítica según la
siguiente reacción:
CH 4 + CO2 → 2 H 2 + 2CO
Reacción 4. Obtención de gas de síntesis a partir de biogás mediante reformado seco
ANTECEDENTES
24
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
El esquema seguido en este tipo de procesos, se ilustra en la figura 7.
Figura 7.Ruta híbrida para la obtención de etanol a partir de biogás
La importancia de dicho proceso radica en la posibilidad de usar una fuente de energía
renovable distinta a la materia lignocelulósica para la obtención de gas de síntesis, y con
ello bioetanol. Además, sea cual sea la fuente a partir de la que se genere, la corriente
caliente de gas de síntesis puede usarse como vapor de servicio en la etapa de
deshidratación mediante destilación, reduciendo los costos de funcionamiento de la
instalación.
Tras la conversión de la biomasa, se obtiene una solución con una concentración de
etanol que dependerá del proceso usado, ya que para la ruta termoquímica, existen
catalizadores que originan soluciones con muy poca agua. El problema radica
principalmente, cuando el proceso de conversión se realiza mediante fermentación, ya
que se dan soluciones diluidas de etanol que requieren una etapa de deshidratación
eficaz que elimine el elevado exceso de agua para que pueda usarse como
biocombustible.
Para que la etapa de deshidratación, y en consecuencia, el proceso global de obtención
de bioetanol sea competitivo a través de procesos de fermentación, la concentración
final debe ser de al menos el 4% en peso, ya que la eliminación del agua conlleva altos
costes energéticos. Este es el principal problema de la producción de etanol anhidro
usando biomasa lignocelulósica o biogás, ya que la concentración final conseguida está
entre el 2 y el 3% en peso, mientras que con la biomasa azucarada y amilácea el
problema se atenúa, llegando a obtenerse una concentración final entre el 5 y el 12% en
peso.
Debido a la clara tendencia al uso de la biomasa lignocelulósica, y a las bajas
concentraciones de etanol que se obtienen a partir de la misma, es necesario desarrollar
una técnica de deshidratación que pueda implementarse en la fermentación de esta
materia prima. Por este motivo, es de gran importancia considerar los aspectos
operativos de consumo de servicios industriales, ya que pueden llegar a ser el factor
decisivo en la selección de una tecnología para implementarla en la obtención de etanol
anhidro.
ANTECEDENTES
25
CAPÍTULO 3
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN
DEL BIOETANOL
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
3. TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
A continuación, se detallan los diferentes métodos encontrados para la obtención de
etanol anhidro con el fin de seleccionar aquellos que puedan emplearse para tratar
soluciones diluidas.
Los procesos descritos en este punto se diferenciarán entre aquellos que involucran
operaciones de equilibrio líquido-vapor para la separación, y aquellos que lo hacen a
través de diferencias de tamaño molecular.
3.1. Procesos basados en el equilibrio líquido-vapor
La operación usada en la obtención de etanol anhidro que aprovecha la difusión entre
fases del equilibrio líquido-vapor, es la destilación.
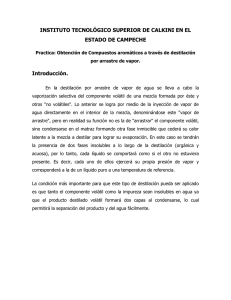
Una característica de la mezcla etanol-agua a tener en cuenta para la implantación de
este tipo de procesos, es que, a presión atmosférica, forma un azeótropo para una
concentración del 96% en peso de etanol. En la figura 8 se tiene un diagrama del
equilibrio líquido- vapor para la mezcla etanol-agua.
Figura 8. Equilibrio líquido-vapor para la mezcla etanol-agua a 1 atm de presión
El inconveniente de esta peculiaridad que presenta la mezcla, es que al llegar al
azeótropo se tiene punto de ebullición y composición constantes, donde la composición
de la fase líquida es igual a la de sus vapores en equilibrio, no pudiéndose concentrar
hasta el 99,4% necesario para el uso como biocarburante.
Para resolver este problema se consideran diferentes alternativas de destilación que
eliminen o superen el azeótropo. Entre las técnicas más usadas se tienen la destilación a
vacío, destilación azeotrópica y destilación extractiva, las cuales se pasan a describir.
3.1.1. Destilación a vacío
Es una de las primeras técnicas que se utilizó para eliminar el azeótropo de la mezcla.
Esta tecnología aprovecha el cambio en el equilibrio de fases equilibrio líquido-vapor a
presiones menores a la atmosférica, que conlleva la desaparición del azeótropo por
debajo de 6 KPa, como se puede ver en la figura 9.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
27
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 9. Composición del azeótropo etanol-agua en función de la presión
El esquema para conseguir etanol anhidro consta de dos columnas, la primera en la que
se alimenta la solución diluida y se lleva hasta concentraciones próximas al azeótropo, y
la segunda donde se hace el vacío para obtener el etanol con una concentración del
99,3% en peso. En la figura 10 se representa un diagrama del proceso.
Figura 10. Configuración destilación a vacío
En un estudio publicado sobre la viabilidad de esta configuración, se concluye que no es
práctico utilizar la destilación a vacío para la obtención de etanol anhidro. Dicho
artículo pone de manifiesto que el aumento del número de platos de la torre de la
columna operando a vacío, no supone una mejora en la eficiencia. Este hecho conlleva
trabajar con altas relaciones de reflujo, sin embargo, a partir de cierto valor tampoco
mejora la eficacia de la columna. Esto supone la necesidad de grandes diámetros de
columna, así como excesivos consumos energéticos para obtener el producto con alta
pureza [7].
Debido a los inconvenientes encontrados para esta configuración, fue desplazada por
procesos de destilación que usan agentes de separación, descrito a continuación.
3.1.2. Destilación azeotrópica
Otra tecnología utilizada para la superación del azeótropo es la destilación azeotrópica,
donde un tercer componente se adiciona a la mezcla con el fin de que actúe como agente
separador. Este compuesto hace que se modifique la condición de azeotropía de la
mezcla a otra más favorable, formándose un azeótropo ternario.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
28
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Las propiedades de equilibrio de fases son importantes para el diseño de la destilación
azeotrópica, el cual se representa mediante un diagrama ternario. En la figura 11 se
representa el diagrama ternario del equilibrio vapor-líquido-líquido para el sistema
etanol-agua-benceno a 1 atm de presión.
Figura 11. Diagrama ternario de la mezcla etanol-agua-benceno
En estos diagramas se forman regiones delimitadas por fronteras de destilación,
representadas por las líneas que unen los respectivos azeótropos. De manera que al
añadir el tercer componente (en el ejemplo de la figura sería benceno), se consigue
quedar dentro de la zona que permite obtener etanol prácticamente puro.
La configuración general consta de tres columnas, en la primera, al igual que en el caso
anterior, se alimenta una solución diluida de etanol para obtener en la corriente de
destilado una solución de etanol de concentración próxima al azeótropo. En la segunda
columna, que es alimentada por la corriente obtenida en la anterior, se añade el agente
separador, con el fin de obtener por cabeza el azeótropo heterogéneo formado por este
agente y el agua, y por la corriente de cola etanol anhidro. El azeótropo heterogéneo,
por las propiedades de la mezcla, se encuentra en la región de inmiscibilidad del
diagrama ternario, pudiéndose separar en dos fases en un decantador tras ser
condensado. La fase más liviana la constituye el agente separador, que es recirculado a
la segunda columna, mientras que la fase más pesada es llevada a una tercera columna
con el propósito de recuperar la parte de agente separador que ha sido arrastrada. La
figura 12 muestra un esquema de este tipo.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
29
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 12. Configuración destilación azeotrópica
El agente de separación se selecciona según criterios económicos, de baja toxicidad, de
eficiencia en la separación y de conservación de energía. Entre los compuestos más
usados para tal fin se cuenta con el benceno, el n-hexano, el dietil-éter, el n-pentano y el
ciclohexano. El pentano y el ciclohexano tienen los mejores rendimientos desde el
punto de vista energético; sin embargo, el pentano es muy volátil y sus pérdidas son
considerables, por lo que este agente queda en desventaja con respecto a los otros, ya
que requeriría altas presiones de operación. En cuanto al n-hexano, al ser un
componente común de la gasolina, se evita la problemática del arrastre de trazas en el
producto de etanol anhidro. Sin embargo, el hexano no presenta buenas propiedades de
resistencia a la detonación [8]. Por otro lado, el benceno debido a su toxicidad está
perdiendo aceptación, siendo sustituido por el ciclohexano.
Entre las ventajas de este sistema cabe citar:
-
Al ser una tecnología madura, se dispone suficiente información para ser
modelada y simulada.
-
Existe una amplia gama de compuestos a añadir.
Como inconvenientes se tienen:
-
El uso de ciertos compuestos como el benceno puede producir efectos negativos
sobre la salud.
-
Las pérdidas del agente de separación en las corrientes acuosas puede crear
problemas medioambientales.
-
Alto costo de capital, así como altos requisitos energéticos.
-
Gran sensibilidad a impurezas en la alimentación.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
30
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
3.1.3. Destilación extractiva
Este proceso es usado para la separación de azeótropos binarios de mínimo punto de
ebullición. En la destilación extractiva se elimina el azeótropo por medio de un tercer
componente que hace que la volatilidad relativa entre los componentes a separar se
incremente, haciendo posible la obtención de etanol anhidro sin la formación de nuevos
azeótropos.
Para esta configuración se tienen tres posibles agentes de adición a usar, según el estado
en que se encuentren se clasifican en: solventes, sales y una combinación de ambos. A
continuación, se describen las principales características de cada uno de ellos.
a) Destilación extractiva con solventes:
Cuando el componente a añadir está en forma líquida, se denomina solvente. En
general, el solvente debe tener alto punto de ebullición, baja volatilidad, así como ser
completamente miscible con la mezcla etanol-agua en todas las proporciones. Según el
tipo de solvente a usar, la configuración es diferente, aunque todas coinciden en una
primera columna que concentra el etanol hasta un punto cercano al azeótropo.
Cuando el solvente usado, forma una mezcla menos ideal con etanol que con agua, el
etanol anhidro sale de la columna deshidratadora por cabeza, y la mezcla solvente-agua
por cola. Esta mezcla se lleva a una tercera columna para obtener el solvente con el fin
de recircularlo a la columna deshidratadora. El solvente más usado en esta
configuración es el etilenglicol, aunque la proporción solvente:alimentación resulta ser
demasiado alta. Además, según literatura se obtienen mayores gastos energéticos que
con la destilación azeotrópica usando como agente separador n-pentano [9].
Por otro lado, cuando el solvente forma una mezcla menos ideal con agua que con
etanol, ocurre que por cabeza de la columna deshidratadora se obtiene agua, y por cola
una mezcla solvente-etanol, invirtiendo las volatilidades para etanol y agua. En este
caso, el solvente debe ser un hidrocarburo de alto punto de ebullición como el
isooctano. Para la obtención de gasohol, es adecuado el uso de gasolina como solvente,
ya que por la corriente de cola de la columna extractora se obtendría la mezcla gasolinaetanol, y por cabeza una mezcla de agua con los hidrocarburos más ligeros [7].
Un esquema para la producción de etanol anhidro usando un solvente como el
etilenglicol, se muestra en la figura 13.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
31
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 13. Configuración destilación extractiva con solventes
Las principales ventajas de la destilación extractiva son:
-
El solvente usado presenta mejores características que los usados para la
destilación azeotrópica.
-
Es ampliamente usada en las industrias de procesos químicos y
petroquímica, con lo que es una tecnología madura.
Como desventajas para esta tecnología se tienen:
-
Complicada selección del solvente.
-
La solución acuosa del solvente suele tener alto calor de vaporización, lo que
conlleva alto consumo energético en la columna de recuperación.
-
La relación de reflujo en la columna extractiva puede presentar límites que
pueden afectar al grado de separación del componente deseado.
b) Destilación extractiva con sales:
La adición de una sal a un sistema compuesto por dos solventes líquidos, miscibles y
volátiles, ocasiona la alteración del punto de ebullición de la solución, la solubilidad
mutua de los solventes y modifica la composición de la fase vapor en equilibrio, debido
a la formación de complejos de la asociación o por modificaciones en la estructura de la
fase líquida, con la consecuente alteración en la actividad de ambos solventes.
En la mezcla etanol-agua, este cambio en la actividad provoca un aumento de la
volatilidad relativa, variando el punto de azeotropía de este sistema para un mayor valor
de composición del etanol en la fase vapor. Dependiendo de la sal utilizada y de la
cantidad, este punto puede ser totalmente eliminado. Este fenómeno se denomina
salting-out.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
32
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
En este caso el agente extractor es una sal iónica, no volátil y soluble en ambos
componentes de la mezcla a separar dentro de todo el intervalo de composición que se
presenta a lo largo de la columna. Las sales más comúnmente utilizadas son: cloruro de
sodio (NaCl), cloruro de potasio (KCl), cloruro de calcio (CaCl2) y acetato de potasio
(C2H3O2K). Entre las características que debe cumplir la sal para su elección están: bajo
costo, estabilidad química, alta solubilidad, poca corrosión sobre los materiales, bajo
envenenamiento, baja toxicidad y fácil manejo. El cloruro de calcio (CaCl2) es el que
presenta el mejor balance, tanto a nivel técnico como económico.
Por lo general, el proceso se da en una sola columna. El etanol diluido se alimenta a la
torre por la sección inferior de la misma, donde se preconcentra sin estar en contacto
con la sal. La parte superior trabaja a un presión diferente que la sección concentradora,
donde es introducida la disolución salina, normalmente se aprovecha la corriente de
reflujo caliente para añadir la sal. Como destilado se obtiene el etanol anhidro, mientras
por la corriente de cola se extrae la disolución salina diluida de la que hay que recuperar
la sal. Esta corriente se lleva a un evaporador para eliminar la mayor parte del agua
para, posteriormente, realizar un secado por aspersión. De esta manera se obtiene la sal
libre de agua para recircularla a la columna de destilación.
Un segundo esquema propuesto consta de dos columnas. En la primera columna se
procede a la concentración de etanol hasta un punto cercano al azeótropo para enviarlo a
la segunda, donde de deshidrata en presencia de la sal. De igual modo se obtiene por
cola la solución salina, pero en este caso es más concentrada, lo que hace innecesario el
uso del evaporador, sólo se realiza el secado por aspersión para poder recircular la sal.
Un esquema del proceso se ilustra en la figura 14, donde la sal deshidratante es acetato
de potasio.
Figura 14. Configuración destilación extractiva con sales
Al comparar ambas configuraciones, el proceso que usa la columna concentradora
presenta una mayor ventaja en cuanto a consumo energético, ya que evita el uso del
evaporador [10].
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
33
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
La ventaja de usar sal como agente extractor radica en que los iones que la componen
son más selectivos, causando:
-
Efectos superiores que los causados por agentes líquidos.
-
Necesidad de menos cantidad para la deshidratación.
-
Además, la obtención de etanol libre de sal.
Sin embargo, el agente salino presenta:
-
Problemas de transporte, disolución y posterior recristalización.
-
Bajas velocidades de disolución, solubilidad limitada en los componentes de la
mezcla alimentada.
-
Necesidad de usar materiales especiales en los equipos para prever la corrosión.
-
Falta de datos experimentales de solubilidad de sales para un sistema particular,
lo que conlleva dificultad para predecir el comportamiento de un sistema.
Debido a las ventajas e inconvenientes que presenta cada agente, se han desarrollados
sistemas híbridos que usan una combinación de ambos como agente extractor.
c) Destilación extractiva con sal y solvente:
La destilación extractiva con una combinación de sal y solvente, permite obtener el
etanol de alta pureza, mejora la disolución de la sal, la reutilización y el transporte, con
la ventaja adicional de que la cantidad de agente de separación necesario se reduce
considerablemente, lo cual reduce los requerimientos energéticos.
A pesar de las múltiples ventajas que presenta esta configuración, no se dispone de
información sobre la implantación de este sistema a escala industrial. Sin embargo, se
han realizado estudios en laboratorio para la separación de etanol-agua con diferentes
combinaciones de polialcoholes y sales, resultando un aumento de la volatilidad relativa
tras la adición de estos compuestos para concentraciones cercanas al azeótropo [11].
3.2. Procesos basados en la diferencia de tamaño molecular
Las tecnologías basadas en la diferencia de tamaño para la deshidratación de etanol son,
la adsorción con tamices moleculares y separación con membranas.
3.2.1. Tamices moleculares
La adsorción de agua con estos tamices ha sido la tecnología que más se ha desarrollado
en los últimos años, reemplazando a la destilación azeotrópica para la deshidratación de
etanol.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
34
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Como se ha comentado anteriormente, el proceso de deshidratación se basa en la
adsorción. La adsorción es un proceso de separación en la que ciertos componentes de
una corriente fluida se transfieren hacia la superficie de un sólido adsorbente.
Generalmente, las pequeñas partículas de adsorbente se mantienen en un lecho fijo
mientras que el fluido pasa continuamente a través del lecho hasta que el sólido está
prácticamente saturado y no es posible alcanzar ya la separación deseada. Se desvía
entonces el flujo hacia un segundo lecho hasta que el adsorbente saturado es sustituido o
regenerado [12].
El secado de vapores se lleva a cabo con frecuencia adsorbiendo el agua sobre gel de
sílice, alúmina u otros sólidos inorgánicos porosos. Las zeolitas, o tamices moleculares,
que son aluminosilicatos de potasio de forma cilíndrica o esférica, naturales o sintéticos,
con una estructura de poro muy regular, resultan especialmente eficaces para la
obtención de etanol anhidro.
Los tamices moleculares se identifican por el tamaño nominal de los poros internos,
cuyo diámetro normalmente es medido en angstroms (Å). El tamiz más usado para la
deshidratación de etanol es una zeolita sintética del tipo 3 Å, ya que la molécula de agua
al tener un diámetro de 2,8 Å queda retenida adsorbida en la superficie interna de los
poros, mientras que la molécula de etanol con un diámetro de 4,4 Å pasa a través del
lecho sin experimentar atracción alguna.
El proceso de separación por tamices puede operar en fase líquida o vapor. En la
operación en fase líquida se utiliza un gas caliente (N2 o CO2) para la regeneración del
lecho, lo que conduce a un deterioro acelerado del mismo a causa del choque térmico.
La operación en fase vapor permite alargar la vida promedio del tamiz, ya que la
regeneración se lleva a cabo recirculando parte de los vapores de etanol anhidro
sobrecalentado al lecho, con el fin de retirar la humedad acumulada. Cabe añadir que la
regeneración de este lecho se realiza a vacío, a 0,25 bar.
En el sistema en fase vapor se tienen típicamente dos lechos en paralelo. En el primer
lecho se produce la deshidratación de los vapores de etanol a una temperatura de 150 ºC
para favorecer la capacidad de adsorción del sistema. El agua se adsorbe en la zeolita
liberando 4.185 KJ/kg de agua, de tal manera que el lecho alcanza altas temperaturas,
que sirve para almacenar calor sensible que luego será utilizado en la etapa de
regeneración. Finalmente, la corriente de etanol deshidratado hasta 99,5% en peso se
condensa hasta subenfriarlo para su posterior uso como biocombustible. En la figura 15
se representa un esquema para deshidratación de etanol con tamices moleculares.
Figura 15. Configuración tamices moleculares
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
35
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
El lecho empacado de zeolita es capaz de retener hasta un 22% de su peso en agua, de
manera que, cuando está saturado, se pasa a la regeneración de éste usándose el segundo
lecho ya regenerado para deshidratar la corriente de etanol. Para regenerar el lecho, se
disminuye la presión para modificar el equilibrio de adsorción y poder retirar el agua
que ha sido adsorbida. Esto se hace recirculando parte del etanol anhidro obtenido.
En la figura 16 se representan datos experimentales del equilibrio líquido-vapor del
sistema etanol-agua en presencia de tamices moleculares [13].
Figura 16. Curva de equilibrio del sistema etanol-agua en presencia de tamices moleculares
Como se observa en la gráfica, el equilibrio líquido-vapor es alterado, permitiendo
superar el punto azeotrópico. Este efecto es función de la polaridad de cada
componente, de tal forma que las interacciones intermoleculares entre el tamiz y el
componente más polar (en este caso, el agua) serán mayores que con el elemento menos
polar de la mezcla.
Las principales ventajas que presentan los tamices moleculares son:
-
Bajo consumo energético.
-
No involucran sustancias ajenas al sistema etanol-agua.
Como inconvenientes presenta:
-
La concentración de agua alimentada al tamiz en plantas industriales no suele ser
superior al 8% en peso.
-
Alto coste de capital.
-
Requiere una alta automatización.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
36
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
3.2.2. Separación con membranas
En las primeras investigaciones sobre separación con membranas, se pensó en la
ósmosis inversa como tecnología para deshidratar el etanol. Sin embargo, se observó
que la presión osmótica del etanol en agua era muy elevada (90 atm para una
concentración del 20% en etanol), lo que hace muy difícil la viabilidad de la ósmosis
inversa para deshidratar el etanol.
En estudios posteriores, se desarrolló un proceso de separación en el que se eliminaban
compuestos orgánicos volátiles de mezclas acuosas por evaporación a través de una
membrana, denominado pervaporación.
La velocidad de permeación, los factores de separación y la selectividad, son los
principales factores a tener en cuenta en la elección de la membrana. Entre las más
usadas para la deshidratación de etanol se tienen, en base a alcohol polivinílico o en
base a chitosan y acetato de celulosa.
En la pervaporación, la fuerza impulsora para la transferencia de materia es el gradiente
de presión, ya que se aplica vacío en el lado del permeado para que, a través de la
membrana hidrófila, se produzca la permeación preferencial del agua. De esta manera,
el permeado obtenido es agua en estado vapor, adecuando el vacío para que no se ocurra
la condensación.
En general, cada configuración varía en cuanto al número de etapas y de módulos, sin
embargo, el principio de operación es el mismo. El proceso parte de una solución de
etanol de concentración cercana al azeótropo, que se alimenta al primer módulo de
membranas para obtener como permeado vapor de agua a baja presión. En los primeros
módulos, la alimentación es precalentada por medio de un intercambiador de calor que
permite recuperar el calor de la corriente de rechazo, recirculando parte de la misma. La
recirculación hace que estos módulos trabajen en paralelo, debido a los altos flujos
generados, mientras que los restantes operan en serie. En la figura 17 se muestra un
esquema general del proceso.
Figura 17. Configuración sistema de pervaporación
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
37
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Al igual que los tamices moleculares, la pervaporación suele ir acompañada de un
proceso que concentre la solución etanol-agua antes de que entre a los módulos de
pervaporación. Esto es debido a que la cantidad de compuesto a retirar debe ser la
menor posible, ya que los flujos de permeado obtenidos disminuyen con el descenso de
concentración de la alimentación.
Este sistema de membranas presenta las siguientes ventajas:
-
Alta selectividad en la separación de etanol.
-
No requiere agentes externos al sistema etanol-agua, lo que conlleva menor
impacto ambiental.
Como principales inconvenientes se tienen:
-
Necesidad de membranas altamente selectivas.
-
Necesidades de nuevos modelos para su simulación, al basarse en la
transferencia de masa y la adsorción.
-
Se requiere de una etapa que preconcentre la alimentación.
3.3. Procesos híbridos
La combinación de procesos tiene la finalidad de mejorar la eficiencia del proceso y
reducir los costes que conlleva la obtención de etanol anhidro, siendo las tecnologías
más prometedoras para tal fin.
En los procesos híbridos, se hace uso de la destilación convencional donde se concentra
la solución etanol-agua hasta puntos cercanos al azeótropo para, posteriormente,
eliminar el agua restante con tecnologías basadas en la diferencia de tamaño. De esta
manera, se evita la adición de cualquier sustancia ajena al sistema etanol-agua para
eliminar o superar el azeótropo, ya que éstos siempre aparecen (aunque en bajas
concentraciones) no sólo en la corriente producto, sino también en las corrientes
residuales del sistema, generando una carga contaminante que debe ser tratada para
evitar el impacto medioambiental.
Como se ha comentado anteriormente, todas las combinaciones tienen en común el uso
de adsorción con tamices moleculares o pervaporación para purificar el etanol. Para el
presente estudio, se elige como etapa de purificación la adsorción con tamices
moleculares, debido al bajo coste energético que presenta. La pervaporación queda
descartada por el bajo grado de desarrollo a nivel industrial, evitando posibles
problemas de operación generado por la falta de conocimiento en la selectividad de las
membranas.
A modo de resumen, se presenta una tabla con las ventajas e inconvenientes de los
procesos descritos anteriormente con el fin de justificar la elección de la combinación
realizada para los procesos híbridos.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
38
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Procesos basados en el equilibrio líquido-vapor
Tecnología
Ventajas
Inconvenientes
Destilación a
- Eliminación del azeótropo - Excesivo consumo energético
vacío
sin añadir un tercer
en la columna que opera a
componente
vacío
- Superación del azeótropo - Efectos nocivos de algunos
etanol-agua
compuestos
Destilación
- Tecnología madura de la - Necesidad de tratamiento de
azeotrópica
que se dispone bastante
efluentes
información
- Elevado coste, tanto de capital
- Amplia
gama
de
como de operación
compuestos a añadir
- Gran sensibilidad a impurezas
- Solventes con mejores - Complicada selección del
Destilación
características
que
los
solvente
extractiva con
usados en la destilación - Alto consumo energético en la
solventes
azeotrópica
columna de recuperación
- Tecnología
ampliamente - Límites de operación que
usada en la industria
afectan al grado de separación
- Mayor efectividad que los - Problemas de recristalización
Destilación
agentes líquidos
- Solubilidad limitada
extractiva con
- Menor cantidad necesaria
- Materiales especiales contra
sales
- Obtención de etanol libre
corrosión
de sal
- Falta de datos experimentales
Destilación
- Mejora de la disolución de
- No se dispone de información
extractiva con sal
la sal
sobre implantación a escala
y solvente
- Cantidad
reducida
de
industrial
agente de separación
Procesos basados en la diferencia de tamaño molecular
Tecnología
Ventajas
Inconvenientes
- En plantas industriales, la
concentración de agua en la
Tamices
- Bajo consumo energético
alimentación no supera el 8%
moleculares
- No se añade un tercer
p/p
componente
- Alto coste de capital
- Requiere alta automatización
- Necesidad de membranas
altamente selectivas
Separación con
- Alta selectividad
- Necesidad de nuevos modelos
membranas
- No
requiere
agentes
de simulación
externos
- Requiere
etapa
de
preconcentración
Tabla 1. Ventajas e inconvenientes de las tecnologías usadas para la deshidratación del etanol
Dicho esto, sólo queda presentar las diferentes tecnologías para llevar al etanol a
concentraciones cercanas al azeótropo.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
39
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
3.3.1. Destilación simple en columna de fraccionamiento
En este esquema, la solución etanol-agua diluida entra a la torre de destilación para
obtener por cabeza el etanol concentrado hasta un punto cercano al azeótropo, mientras
que por cola una corriente de agua prácticamente exenta de etanol. El destilado
producido, que sale como vapor saturado, se recalienta hasta vapor sobrecalentado a
150ºC para llevarlo a la etapa de purificación, donde se deshidrata hasta una
concentración del 99,9% en peso de etanol. En la figura 18 se presenta un esquema del
proceso.
Figura 18. Configuración destilación simple en columna de fraccionamiento seguido de tamices
moleculares
Esta configuración presenta una gran ventaja debido a su sencillez, sin embargo, el
gasto energético que conlleva puede ser elevado. Para reducir la demanda energética, se
modifica el esquema aprovechando el calor de la corriente de cola, o bien aprovechando
el calor que se retira en el condensador.
3.3.2. Destilación simple en columna de fraccionamiento con recompresión de
vapor
Esta configuración trata de optimizar el esquema anterior, haciendo uso del calor que se
obtiene al condensar la corriente de destilado. Este calor de condensación hace que se
evapore el agua usada como fluido refrigerante, que es usado como vapor de servicio en
el hervidor.
Para que este fluido ceda el calor necesario requerido para evaporar la corriente de cola,
se debe aumentar la presión del mismo para que de este modo aumente la temperatura
de condensación. Esto se logra poniendo un compresor en la corriente del fluido de
servicio evaporado. Una vez que el vapor pasa por el hervidor y condensa, debe
disminuirse la presión del mismo para que vuelva a actuar como fluido refrigerante,
para esto se dispone de una válvula reductora.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
40
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por otro lado, también se aprovecha la diferencia de temperatura que existe entre la
alimentación y la corriente de cola, introduciendo un intercambiador de calor que
precalienta la alimentación.
En un esquema general de esta configuración, se debe colocar un hervidor y un
condensador extras, debido a que el vapor de servicio usado no se obtendrá hasta que se
produzca corriente de destilado. La figura 19 muestra un esquema de esta tecnología.
Figura 19. Configuración destilación simple en columna de fraccionamiento con recompresión de vapor
seguido de tamices moleculares
Como en el resto de configuraciones, la corriente destilada se purifica en tamices
moleculares para la obtención de etanol anhidro.
Esta técnica permite reducir los costes operativos al usar el mismo fluido refrigerante
como vapor de servicio, sin embargo, el compresor conlleva un alto consumo eléctrico
que no queda compensado con tal reducción. Además, es posible que se den períodos de
parada por el uso del compresor, causando problemas operacionales debidos a un fallo
del mismo.
3.3.3. Destilación doble efecto con reparto de la alimentación
Al igual que en la anterior, en esta configuración se aprovecha el calor de condensación
del destilado para proporcionar calor en el hervidor. Sin embargo, la disposición es
diferente puesto que se usan dos columnas.
La alimentación de etanol diluido es dividida en dos para repartirla en ambas columnas.
La corriente vapor de destilado de la primera columna se usa como vapor de servicio en
el hervidor de la segunda, siendo parte de dicha corriente recirculada a la columna una
vez que ha condensado. De esta manera, sólo se necesita vapor de servicio en la primera
columna, quedando acopladas térmicamente.
Como sucedía en el caso anterior, para que el destilado se utilice como vapor de
servicio, debe estar a una presión tal que pueda ceder el calor necesario al reboiler. Esto
se consigue operando en la primera columna a una presión mayor que la segunda, para
lo que es necesaria una bomba que impulse la fracción alimentada a la primera columna.
En la figura 20 se representa un esquema de esta configuración.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
41
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 20. Configuración destilación doble efecto con reparto de la alimentación seguido de tamices
moleculares
De igual manera, la corriente de alimentación a cada columna es precalentada mediante
la corriente de cola de la columna a la que se alimenta. El destilado obtenido en cada
columna es llevado a tamices moleculares para su deshidratación total.
El ahorro que conlleva el uso del destilado como vapor de servicio en costes de
operación puede que compense el aumento del coste en capital al usar dos columnas.
3.3.4. Destilación doble efecto sin reparto de la alimentación
El acoplamiento térmico en esta configuración se realiza haciendo pasar la corriente
vapor de la primera columna por el hervidor de la segunda, de tal manera que la carga
de calor necesaria en el hervidor queda cubierta con el calor cedido en la condensación.
Para tal fin, se disponen dos columnas trabajando en serie, donde el caudal total de la
mezcla etanol-agua entra a la primera columna por el plato superior. Este arreglo se
debe a que no existe corriente que se recircule, ya que no se dispone de condensador y
toda la corriente vapor es llevada a la segunda columna.
La primera columna actúa como un stripper, donde el componente más volátil de la
mezcla es arrastrado en la corriente vapor, obteniéndose concentraciones de etanol del
orden del 40-60% en peso. Esta corriente vapor, tras usarse como vapor de servicio en
el hervidor de la segunda columna, entra a la misma como líquido saturado, para
obtener finalmente una solución etanol-agua cercana al azeótropo. Como en las demás
configuraciones, esta corriente es purificada por adsorción en tamices moleculares.
Para realizar el acoplamiento térmico, es necesario que en la primera columna se opere
a mayor presión que en la segunda. La figura 21 muestra un esquema de esta
configuración.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
42
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 21. Configuración destilación doble efecto sin reparto de la alimentación seguido de tamices
moleculares
La concentración de etanol obtenida en el stripper está limitada a 72% en peso para
evitar una columna con un elevado número de platos, y por tanto, una elevada altura
[14].
Finalmente, al igual que en el caso anterior, el uso de dos columnas puede quedar
justificado por el ahorro en servicios al utilizar la corriente de vapor obtenida como
vapor de servicio.
3.4. Mejoras de los procesos de fermentación para reducir el consumo de la
deshidratación de etanol
Las técnicas aquí numeradas afectan a la fase de conversión a etanol, es decir, se basan
en optimizar el proceso de fermentación en el caso de rutas biológicas o híbridas en las
que está involucrada esta etapa. Estas tecnologías son interesantes porque consiguen una
concentración final de etanol superior a la obtenida con fermentación convencional, lo
que conlleva más facilidades en el postratamiento de deshidratación, es por ello por lo
que se consideran en este apartado.
3.4.1. Fermentación extractiva
La fermentación extractiva es un proceso que se utiliza para reducir el efecto de un
producto inhibitorio del crecimiento celular, por medio del uso de un solvente
inmiscible en el caldo de fermentación. En el caso de la obtención de etanol, al
producirse inhibición por producto final, dicho solvente debe retirar selectivamente el
producto de la fermentación in situ, permitiendo fermentar soluciones más concentradas
de sustrato. La extracción se consigue generando una segunda fase con el uso del
contacto continuo de un solvente orgánico, que sea biocompatible con la biomasa e
inmiscible en el caldo de fermentación como ya se ha comentado.
El solvente debe añadirse junto con la alimentación en el fermentador, en la figura 22 se
muestra el proceso. El caldo fermentado se lleva a un separador para recircular el
cultivo, mientras que la mezcla acuosa de etanol y solvente es llevada a un decantador.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
43
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
El clarificado es sometido a una separación flash, donde se obtiene el etanol en estado
vapor en el rango de concentraciones del 30 al 70% p/p, dependiendo de las condiciones
de operación. Por otro lado, la fase líquida de la unidad flash y la corriente decantada se
ponen en contracorriente en una unidad de extracción para recuperar el solvente, que a
su vez es llevado al reactor de fermentación.
Figura 22. Configuración fermentación extractiva
La fermentación extractiva debe ser combinada con un proceso de deshidratación para
llegar a las concentraciones necesarias de etanol para su uso como biocombustible, ya
que como se ha comentado, la máxima concentración obtenida con esta configuración
sería del 70% p/p.
Por último, añadir que algunos autores proponen como solvente n-dodecanol por su baja
toxicidad para con los microorganismos y su alta selectividad con el etanol. Por otro
lado, estudios realizados usando Aldol 85, ofrecieron también buenos resultados,
presentado bajos efectos sobre el caldo de cultivo.
3.4.2. Fase de separación inducida
Esta tecnología implica la formación de una nueva fase por medio de la adición de
carbonato potásico, CO3K2. La nueva fase se genera por el cambio que sufre la
solubilidad del etanol en agua al añadir dicho compuesto.
Por lo general, los alcoholes de pocos átomos de carbono son solubles en agua en todas
las proporciones. La solubilidad del alcohol reside en el grupo –OH, que se une a las
moléculas de agua por medio de puentes de hidrógeno. El esquema de asociación se
representa en la figura 23.
Figura 23. Asociación etanol-agua
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
44
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Esta propiedad disminuye a medida que aumenta el número de átomos de carbono, pues
el grupo hidroxilo constituye una parte cada vez más pequeña de la molécula y el
parecido con el agua disminuye. Esto explica la causa de la insolubilidad en presencia
de carbonato, ya que éste impide que se efectivicen las fuerzas de unión entre el grupo
hidroxilo y la molécula de agua [15].
La configuración para este proceso se muestra en la figura 24. El caldo fermentado es
mezclado con carbonato potásico concentrado en un tanque agitado. Esta mezcla se
lleva a un evaporador donde se eliminan los sólidos presentes. A continuación, se deja
decantar para obtener etanol como clarificado, que es devuelto al evaporador para
eliminar los sólidos disueltos en esta fase. De esta manera, se obtiene una corriente
vapor de etanol cuya concentración depende de la pureza del carbonato potásico
añadido. Para alcanzar una concentración de etanol del 94% en peso, se requiere una
pureza para el carbonato del 56% en peso.
Por otro lado, la fase acuosa de carbonato potásico que ha decantado, se lleva a una
unidad flash con el fin de recuperar las trazas de etanol que contiene dicha corriente.
Esta fracción de etanol se recircula al tanque agitado para su deshidratación. Por último,
y para recuperar el carbonato potásico, se ha de evaporar la corriente diluida
proveniente de la unidad flash para concentrarla y recircularla al tanque agitado.
Añadir que, para mejorar la economía del proceso, la corriente vapor de etanol y el
condensado del segundo evaporador se usan para precalentar la alimentación al sistema.
Figura 24. Configuración fase de separación inducida
Al igual que la tecnología anterior, al tratarse de sistemas de preconcentración, requiere
ser combinado con algún otro proceso para la obtención de etanol anhidro.
TÉCNICAS USADAS PARA LA DESHIDRATACIÓN DEL BIOETANOL
45
CAPÍTULO 4
METODOLOGÍA
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4. METODOLOGÍA
En este capítulo se explican los pasos seguidos para obtener los costes de las
configuraciones elegidas para el estudio. Para ello se desarrollará un apartado para cada
configuración, con el objetivo de describir las características de cada una en lo que al
procedimiento de simulación, diseño de equipos y cálculos de costes se refiere. La
caracterización que se haga de cada configuración, debe ser el diseño considerado
óptimo para las condiciones de operación.
La herramienta usada para modelar cada sistema ha sido el programa de simulación
Aspen Plus®, mediante el cual se ha simulado el proceso de separación de la solución
acuosa diluida en etanol.
Para el diseño de los equipos se han seguido reglas heurísticas tomadas de bibliografía,
así como se han realizado cálculos oportunos a partir de los datos obtenidos en Aspen.
Por último, el diseño óptimo designado para cada configuración se ha elegido en base al
mínimo coste total anualizado. Para la obtención del coste total es necesario conocer la
inversión en capital, junto con los costes de operación asociados al consumo de
servicios. La metodología aplicada, así como las hipótesis económicas para el cálculo de
dichos costes, quedan definidas en el anexo x Cálculo de costes.
Cabe mencionar que, para cada conjunto de equipos similares se expondrá el
procedimiento de cálculo detallado para el primero de ellos, limitándose en los casos
restantes a mostrar la aplicación directa de los cálculos, sin obviar aquellos comentarios
que fueran oportunos.
Antes de detallar la metodología seguida para cada alternativa, se debe justificar la
elección de las mismas, lo cual se describe a continuación.
4.1. Alternativas seleccionadas para el estudio
Las tecnologías elegidas para realizar el estudio de viabilidad se incluyen en el apartado
3.3. Procesos híbridos, siendo éstas:
•
•
•
Destilación simple en columna de fraccionamiento
Destilación doble efecto con reparto de la alimentación
Destilación doble efecto sin reparto de la alimentación
Esto queda justificado por la mejora obtenida en la eficiencia al combinar los sistemas
basados en el equilibrio líquido-vapor con los basados en la diferencia de tamaños. Cabe
añadir que, para los sistemas de destilación simple en columna de fraccionamiento y
doble efecto sin reparto de la alimentación, se estudia la posibilidad de incorporar un
intercambiador con el fin de precalentar la alimentación con el objetivo de reducir los
requerimientos energéticos en el hervidor de dicha columna.
Dentro de los métodos propuestos en dicha sección, queda descartada la configuración
de destilación simple en columna de fraccionamiento con recompresión de vapor debido
al alto consumo eléctrico que conlleva el compresor. Además, este sistema presenta el
riesgo de continuos problemas operacionales a causa de posibles fallos del compresor.
METODOLOGÍA
47
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para poder realizar la comparativa económica, los puntos de partida y final son los
mismos en todos los casos, siendo:
•
Condiciones iniciales:
- Caudal de entrada: 330 t/h
- Concentración de etanol: 2,5% p/p
- Temperatura: 38ºC
- Presión: 1,2 atm
•
Condiciones finales:
- Concentración de etanol: 91% p/p
- Recuperación: 99% de etanol
Estas condiciones iniciales se han tomado como valores típicos que se presentan a la
salida de fermentadores en procesos bioquímicos de segunda generación que producen
etanol a partir de biomasa.
Por otro lado, la condición final de pureza hace referencia a la mezcla antes de enviarse
a la etapa de purificación final con tamices moleculares que es común en todos los
casos, ya que a efectos de una comparativa económica se puede omitir. Sin embargo, el
acondicionamiento previo a esta etapa de purificación final sí se tendrá en cuenta por
presentar variaciones en algunos casos, ya que la mezcla debe alimentarse a los tamices
como vapor sobrecalentado.
Dicho esto, se pasa a describir el procedimiento seguido en cada caso de estudio.
4.2. Destilación simple en columna de fraccionamiento
Esta configuración consta de una única columna a la que se alimenta la solución etanolagua diluida para obtener un destilado al 91% p/p de etanol. Dicha columna dispone de
un reboiler y un condensador parcial donde se obtiene el destilado en forma de vapor
saturado. Además, se requiere la ubicación de un intercambiador de calor previo al
tamiz molecular para recalentar dicho vapor.
En este caso se trata de obtener el número de etapas de la columna que minimiza el
coste total anualizado. El valor mínimo representa el compromiso entre costes de capital
y de operación, ya que a medida que aumenta el número de platos de la columna,
disminuye el calor necesario en el hervidor, y con ello el consumo de vapor de servicio.
Para ello, se realizará una gráfica donde se represente la función de costes totales, que
será la suma de los costes de capital y los de operación, frente al número de platos.
Para alcanzar dicho propósito se requiere obtener el coste que conlleva esta
configuración, para lo cual se necesita el tamaño de cada equipo involucrado, así como
el consumo de servicios. Esto último se consigue realizando una simulación del modelo
que permite obtener los parámetros necesarios.
METODOLOGÍA
48
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.2.1. Simulación
Para realizar la simulación del proceso, se toma de la librería de modelos la columna
Radfrac, que permite la simulación rigurosa de columnas simples de destilación, usando
como modelo termodinámico el NRTL basado en coeficientes de actividad. Tanto el
tipo de columna como el modelo termodinámico usado, será el mismo en todos los
casos de estudio.
Colocadas las corrientes involucradas en el proceso, el esquema queda de la siguiente
manera.
Figura 25. Esquema usado en la simulación de destilación simple en columna de fraccionamiento
Conectadas las corrientes e identificados los componentes, se debe especificar la
corriente de alimentación con los datos del estudio, dados en el apartado anterior.
Definido el sistema con el que se va a trabajar, se numeran a continuación los grados de
libertad que deben ser determinados para completar el modelado.
-
Número de etapas de equilibrio
Tipo de condensador
Tipo de hervidor
Caudal de destilado
Relación de reflujo
Posición de la alimentación
Presión de operación de la columna
Recuperación de etanol en el destilado
Temperatura a la salida del intercambiador previo al tamiz molecular
Presión del intercambiador previo al tamiz molecular
Para fijar las especificaciones necesarias en la columna, se debe realizar el balance de
materia con el fin de hallar el caudal de destilado que se debe obtener para una
recuperación de etanol del 99%, siendo tal cantidad el 91% en peso de etanol en dicha
corriente, eliminando de esta manera un grado de libertad. Los resultados del balance
quedan recogidos en la tabla 2, estando resaltadas en azul las casillas correspondientes a
los datos de partida, y en verde el resultado obtenido para el caudal de destilado.
METODOLOGÍA
49
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Corriente
Componente Caudal, kg/h Composición % p/p Caudal, kmol/h Composición % n/n
Alimentación
Destilado
Cola
Etanol
8.250,00
2,50
179,35
0,99
Agua
321.750,00
97,50
17.875,00
99,01
Total
330.000,00
100
18.054,35
100
Etanol
8.167,50
91,00
177,55
79,82
Agua
807,77
9,00
44,88
20,18
Total
8.975,27
100
222,43
100
Etanol
82,50
0,03
1,79
0,01
Agua
320.942,23
99,97
17.830,12
99,99
Total
321.024,73
100
17.831,92
100
Tabla 2. Resultados del balance de materia para la columna simple
Obtenido el caudal de destilado, se pueden completar las especificaciones del equipo.
En primer lugar, aparece el número de etapas, que irá variando hasta optimizar la
configuración. El condensador a usar es parcial, ya que es preferible obtener la corriente
de destilado en estado vapor para la fase de purificación en tamices moleculares. El
hervidor tipo Kettle, se considera una etapa de equilibrio, al igual que el condensador
parcial. Por otro lado, impuesto el caudal de destilado, se toma como segunda variable a
especificar la relación de reflujo del condensador, dándole un valor orientativo, ya que
será una variable a manipular como se verá más adelante.
Otros parámetros para configurar la columna son la etapa de alimentación y a la presión
de operación del equipo. La corriente de alimentación se introduce en la etapa para la
cual el calor necesario en el hervidor es el mínimo, mientras que las corrientes de
destilado y cola quedan colocadas de forma automática en la primera y última etapa,
respectivamente. La presión del equipo es la misma que la de la corriente de entrada,
igual a 1,2 atm, y en este caso, por simplicidad, se supone que no existe pérdida de
carga a lo largo de la columna.
Con respecto a la etapa donde se debe introducir la alimentación, ésta debe ser tal que
optimice el consumo de vapor en el hervidor, es decir, que el calor necesario sea el
mínimo para el número total de etapas en cuestión. Esto se realiza variando la etapa de
alimentación y comprobando el resultado de calor necesario en el hervidor que ofrece la
simulación, cuando éste haya alcanzado un valor mínimo, se estará introduciendo la
alimentación en la etapa óptima. Otra opción es representar el diagrama de relación
entre claves, donde por medio de los factores de separación se puede deducir si la etapa
de alimentación está bien colocada, sin embargo, al ser un método gráfico la
información es cualitativa, por lo que puede usarse como aproximación.
Para garantizar que se obtiene la separación deseada, se hace uso de las especificaciones
de diseño de Radfrac. Imponiendo una recuperación de etanol en la corriente destilado
con respecto a la alimentación del 99%, se debe introducir una variable a manipular
para satisfacer esta condición. La variable a manipular elegida ha sido la relación de
reflujo, ya que el caudal de destilado se ha impuesto para que se cumpla el balance. El
rango de variación de dicha variable se impone lo suficientemente amplio puesto que se
desconoce su valor.
METODOLOGÍA
50
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para dimensionar la columna, además del número de etapas de equilibrio, es necesario
el diámetro de la misma. El modelo Radfrac permite calcular el diámetro mínimo en
cada etapa para que no se produzca inundación, de manera que la velocidad de vapor en
cada plato sea un 80% de la que produciría inundación por arrastre. El diámetro de la
columna será el mayor de todos los calculados para cada etapa.
Definida la columna de destilación, queda especificar el intercambiador de calor aguas
abajo, para el cual se impone que la corriente de salida del mismo sea vapor
sobrecalentado a 150ºC y 1 atm de presión.
Descritos los pasos a seguir para completar el diagrama de flujo, se estudia cómo varía
el binomio número de etapas-relación de reflujo para cumplir la separación deseada en
la columna. Esto se realiza aumentando el número de etapas de uno en uno con la
especificación de diseño activa. El rango estudiado va a depender del límite superior
impuesto en el rango de variación de la relación de reflujo, que en este caso, para un
valor de la relación de reflujo de 55, resulta un número de etapas mínimo de 9. Aunque
este límite superior de reflujo es excesivamente elevado, servirá para observar la
relación existente entre el calor necesario en el hervidor y el número de etapas de la
columna. El resto de especificaciones descritas permanece constante en todas las
simulaciones realizadas, excepto la etapa de alimentación, la cual ha sido optimizada en
cada simulación.
La tabla 3 muestra los principales resultados obtenidos de las simulaciones.
N
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Nf
7
7
7
7
7
8
8
8
9
9
10
10
10
10
11
11
11
11
12
12
12
13
13
13
R
Td, ºC
50,01 83,0
22,10 83,0
13,62 83,0
9,72 83,0
7,61 83,0
5,92 83,0
4,84 83,0
4,20 83,0
3,75 83,0
3,31 83,0
3,17 83,0
2,86 83,0
2,68 83,0
2,57 83,0
2,49 83,0
2,42 83,0
2,37 83,0
2,35 83,0
2,32 83,0
2,31 83,0
2,30 83,0
2,29 83,0
2,28 83,0
2,28 83,0
Tc, ºC
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
Qc, kW
121.134,75
53.536,10
32.986,24
23.552,81
18.442,46
14.342,43
11.724,67
10.174,19
9.081,01
8.020,84
7.674,06
6.934,64
6.489,71
6.227,23
6.033,69
5.853,36
5.749,11
5.687,23
5.623,01
5.583,94
5.559,43
5.546,99
5.531,02
5.529,70
Qh, kW
149.344,68
81.746,03
61.196,16
51.762,73
46.632,38
42.552,36
39.934,60
38.384,12
37.290,94
36.230,76
35.883,99
35.144,57
34.699,64
34.437,16
34.243,62
34.063,28
33.959,04
33.897,16
33.832,94
33.793,85
33.769,36
33.756,92
33.740,95
33.739,62
D, m
8,11
5,55
4,93
4,62
4,46
4,28
4,19
4,15
4,10
4,07
4,05
4,03
4,03
4,03
4,01
4,01
4,01
4,01
4,01
4,01
4,01
4,01
4,01
4,01
Qint, kW
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
Tabla 3. Resultados de las simulaciones para la configuración destilación simple en columna de
fraccionamiento
METODOLOGÍA
51
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
N: número de etapas de equilibrio
Nf: etapa óptima de alimentación
R: relación de reflujo
Td: temperatura de la corriente de destilado, ºC
Tc: temperatura de la corriente de cola, ºC
Qc: calor que se retira en el condensador, kW
Qh: calor necesario en el hervidor, kW
D: diámetro de la columna, m
Qint: calor necesario en el intercambiador previo al tamiz molecular, kW
Como se puede comprobar, a medida que se aumenta el número de etapas de equilibrio,
disminuyen todos los demás parámetros, llegando a valores asintóticos para los que no
compensa seguir aumentando el número de etapas. Por este motivo, se deja de simular
para un número de etapas de equilibrio de treinta y dos. A continuación, se muestra el
carácter asintótico que presentan la relación de reflujo y el calor necesario en el hervidor
al aumentar el número de etapas.
60
160.000
140.000
50
100.000
30
80.000
60.000
20
Qh, kW
R
120.000
40
40.000
10
20.000
0
0
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
N
R
Qh
Figura 26. Relación de la relación de reflujo y el calor necesario en el hervidor con el número de etapas
para destilación en columna simple
4.2.2. Diseño de equipos
Para realizar el diseño de cada equipo, es necesario fijar otros parámetros a partir de los
datos obtenidos en Aspen. En el caso de la columna, se debe obtener la altura, mientras
que en los intercambiadores de calor, se necesita calcular el área de transferencia para
obtener los costes de cada uno, como se verá más adelante.
I. Columna
Para completar el dimensionamiento de la columna y obtener la altura de la torre, hay
que tener en cuenta que las etapas simuladas en cada caso son etapas teóricas o de
equilibrio, y no etapas reales, que deben ser conocidas para hallar la altura de la
columna.
METODOLOGÍA
52
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Las etapas simuladas en Aspen representan etapas ideales, que deben ser corregidas
para dar lugar al número de platos reales necesarios para que se den tantos equilibrios
como etapas ideales fueron supuestas. Esto se debe a que en un plato real no llega a
alcanzarse el equilibrio entre el líquido y el vapor que salen de él, de manera que la
composición del vapor que sale del plato es menor que la del equilibrio, y la del líquido
mayor. Para realizar tal corrección, se hace uso de la eficacia global, es decir, la eficacia
referida a toda la columna, que viene dada por:
E=
N ideales
N reales
[1]
Los valores de eficacia global fueron correlacionados gráficamente por O´Connell
(1946), los cuales se muestran en la figura 27.
Figura 27. Relación entre la eficacia global y el producto de volatilidad y viscosidad
La gráfica presenta la eficacia de la columna frente al producto de la volatilidad relativa
media entre los componentes clave de la mezcla (αm), por la viscosidad de la
alimentación a la temperatura media de la columna (µ m, cP). Cabe mencionar que la
correlación se basa principalmente en datos obtenidos en destilaciones de mezclas de
hidrocarburos, pero incluye valores para disolventes clorados y mezclas de alcoholagua, por lo que las eficacias obtenidas por este método son estimaciones aproximadas a
las reales.
Eduljee (1958) desarrollo la fórmula equivalente a la correlación de O´Connell
mediante la siguiente expresión [16]:
E = 51 − 32,5 log(µ mα m )
[2]
La volatilidad relativa se define como el cociente entre los coeficientes de reparto para
cada componente, en este caso, está dada para el componente clave ligero, el etanol:
αe =
K e ( ye / xe )
=
K a ( ya / xa )
[3]
A su vez, el coeficiente de reparto para cada componente se define como el cociente
entre la fracción molar en el vapor entre la fracción molar en el líquido.
METODOLOGÍA
53
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
La volatilidad relativa depende de la temperatura, la presión y la composición, por este
motivo dicho parámetro variará de un plato a otro, sin embargo, sea cual sea el número
de platos, en los extremos de cada columna se tienen las mismas condiciones de
temperatura, presión y composición, por lo que el valor de la volatilidad relativa de las
etapas extremas será el mismo en todas las columnas. Este hecho implica que la
volatilidad relativa media será la misma en todos los casos simulados, ya que se calcula
con la media geométrica de las volatilidades relativas de cabeza y cola:
α m = α e,cabeza × α e,cola
[4]
El perfil de coeficientes de reparto a lo largo de la torre de ambos componentes, se
proporciona en los resultados de cada simulación activando dicha opción, con lo que
basta con sustituir en las expresiones [3] y [4] para hallar la volatilidad relativa media.
Por otro lado, la viscosidad de la alimentación se calcula a la temperatura media de la
columna, por lo que este parámetro será constante en el cálculo, ya que la presión y
composición de la alimentación, son las mismas en todos los casos.
La viscosidad para cada componente se calcula a partir de la siguiente expresión [17]:
µ (Pa ⋅ s ) = exp C1 +
C2
+ C 3 × ln T + C 4 × T C 5 [5]
T
donde
T: temperatura media de la columna, K
C1, C2, C3, C4 y C5: constantes según el compuesto
La temperatura media de la columna se calcula como la media aritmética de los valores
extremos, es decir, de destilado y cola:
Tm =
Td + Tc
2
[6]
Los valores de las constantes que intervienen en la anterior ecuación, así como el rango
de temperatura para la cual es válida, se recogen en la siguiente tabla:
Componente
C1
C2
C3
C4
C5 Tmin, K Tmáx, K
7,875
781,98 -3,0418
200
440
Etanol
-52,843 3703,6 5,866
-5,879 × 10-29 10 273,16
646,15
Agua
Tabla 4. Coeficientes para el cálculo de la viscosidad de la mezcla etanol-agua
Con los valores individuales, la viscosidad de la mezcla viene dada por:
µ mezcla
n 1
= ∑ µi 3 × xi
i=1
3
[7]
donde
xi: fracción molar de cada componente en la alimentación
METODOLOGÍA
54
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Obtenidas la volatilidad relativa y la viscosidad medias, la eficiencia de la columna se
calcula con la fórmula [2]. Cabe mencionar que, debido a los parámetros de los que
depende, la eficacia será la misma para todos los casos, independientemente del número
de etapas simuladas.
Finalmente, con la eficacia global de la columna se obtiene el número de platos reales
para cada número de etapas ideales supuesto. Para este cálculo, la ecuación [1] debe ser
modificada, ya que hervidor y condensador son consideradas etapas ideales que no se
deben cuantificar a la hora de calcular el número de platos reales.
N reales =
(N ideales − 2) × 100
E
[8]
Cabe mencionar que, cada número de etapas reales se ha redondeado a su entero
superior.
El diámetro de la columna lo proporciona Aspen Plus a partir de un cálculo hidráulico,
como se comentó anteriormente.
Para obtener la altura de la torre, es necesario conocer el espaciado entre platos que,
generalmente, se escoge en base a la facilidad de construcción y mantenimiento,
dependiendo a su vez, del diámetro de la columna. En la tabla 5 se muestran los valores
recomendados en función del diámetro de la torre [18].
Tabla 5. Espaciamiento entre platos en función del diámetro de la columna
La altura se completa añadiendo 1,2 m por encima del plato superior para separar el
líquido arrastrado por el vapor, y 3 m por debajo del plato de cola para disponer de
suficiente capacidad de líquido y conseguir una operación ininterrumpida del hervidor.
Según bibliografía, si la altura de la torre es superior a 64 m puede ser preferible acoplar
dos o más columnas, cosa que no ocurre en esta configuración como se verá en los
resultados [19].
Con estos datos, la altura de la columna se expresaría como:
L = 1,2 + 3 + ( N reales − 1) × t (D )
[9]
donde
Nreales: número de etapas reales calculadas
t(D): espaciamiento entre platos, m
METODOLOGÍA
55
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Cabe comentar que todos los diámetros obtenidos en esta configuración, quedan entre 48 m, con lo que a todas las columnas le corresponde el mismo espacio entre platos.
Además, al igual que para el número de etapas reales, el valor obtenido para la altura de
cada torre ha sido redondeado a su entero superior.
Obtenida la altura de la columna, se tienen todos los parámetros que permiten el cálculo
del coste de este equipo, ya que junto con el diámetro queda especificado el tamaño de
la misma. Sin embargo, hay que mencionar factores de tipo constructivo que
intervendrán también en el coste del equipo, como son el tipo de plato usado y el
material de construcción.
El tipo de plato usado para todas las columnas será perforado, ya que presenta bajos
coste y bajas caídas de presión.
En cuanto al material de construcción, el recomendado para operaciones que involucran
alcoholes, es el acero inoxidable [20]. Tanto la columna como los platos de todas las
configuraciones a estudiar, serán de acero inoxidable tipo 304, debido a la resistencia a
la corrosión que presenta. El tipo 304 contiene Cr y Ni, que le confiere la resistencia a
corrosión tanto en ambientes oxidantes como ambientes no oxidantes [16].
II. Hervidor
Los datos de partida para el diseño de este equipo son: el calor necesario a aportar por el
hervidor y temperatura de la corriente de cola. Ambos datos han sido obtenidos de las
simulaciones realizadas en Aspen para cada número de etapas de equilibrio.
El tipo de intercambiador usado es un hervidor tipo Kettle, en el que el líquido se
acumula en una cámara en la que hay sumergidos unos tubos por el que circula el fluido
que hace hervir al líquido acumulado. En la siguiente figura se muestra un hervidor tipo
Kettle dispuesto en la sección de agotamiento de una columna de destilación.
Figura 28. Hervidor tipo Kettle
El parámetro de diseño necesario para el cálculo del coste del hervidor es el área de
transferencia requerida, obtenido a partir de la siguiente expresión:
Qaportado = U × A × (Tsat , f .c. − Tsat , f . f . )
[10]
donde
U: coeficiente global de transferencia de calor,
W
m2 º C
A: área de transferencia requerida, m2
Tsat, f.c.: temperatura de saturación del fluido caliente
Tsat, f.f.: temperatura de saturación del fluido frío
METODOLOGÍA
56
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para hallar el coeficiente global de transferencia, es necesario definir la ubicación de los
fluidos en el intercambiador. En este caso, por los tubos fluye el vapor de servicio por
ser el fluido de mayor presión y, por tanto, la corriente de cola en la carcasa. Según esta
disposición y por tratarse de un hervidor que contiene prácticamente agua en la carcasa,
W
el coeficiente de transferencia global puede estimarse como 1.845,45 2
[20].
m ºC
Por otro lado, el uso de la diferencia de las temperaturas de saturación se debe a que la
mezcla que sufre la evaporación está compuesta prácticamente de un solo componente,
al igual que el vapor de servicio que condensa, con lo que los cambios de estado serán
isotérmicos. Para obtener la temperatura de saturación del vapor de servicio, se toma
como referencia que la diferencia de temperatura que debe darse entre ambos fluidos en
estas aplicaciones es de 20ºC [16]. Dicho esto, y conocida la temperatura de la corriente
de cola, el vapor de servicio a usar debe ser de 2,5 bar, al que le corresponde una
temperatura de saturación de 127,4 ºC. Sin embargo, debido a la alta carga necesaria en
el hervidor que se da en algunos casos, ha sido necesario aumentar la presión del vapor
de servicio para que la diferencia de temperaturas entre ambas corrientes fuese mayor, y
de esta manera, resulten áreas de transferencia de un orden de magnitud viable para el
diseño.
Añadir que el material de construcción de todos los hervidores será acero inoxidable,
por el mismo motivo comentado para la columna.
III. Condensador
Al igual que en el diseño del hervidor, los datos de partida son: el calor retirado en el
condensador y la temperatura de la corriente destilado. Asimismo, el parámetro
necesario para el cálculo de los costes es el área de transferencia necesaria, calculada en
este caso por medio de la siguiente ecuación:
Qretirado = U × A × DTLM × FT
[11]
donde
U: coeficiente global de transferencia de calor,
W
m2 º C
A: área de transferencia requerida, m2
DTLM: diferencia de temperatura logarítmica media
FT: factor de corrección de la diferencia de temperatura logarítmica media
El tipo de intercambiador a usar es un intercambiador de carcasa y tubo, el más usado
en estas aplicaciones debido al incremento del área de transferencia de calor por la
ubicación de numerosos tubos de pequeño diámetro.
Para obtener el coeficiente global de transferencia de calor, se ubica el flujo de destilado
en la carcasa, debido a que en condensadores horizontales no es recomendable que se
produzca la condensación en los tubos, yendo por los mismos el agua de refrigeración
[16]. De esta manera, el coeficiente global de transferencia de calor para la
W
condensación de alcohol circulando agua por los tubos se estimó 851,75 2
[20].
m ºC
METODOLOGÍA
57
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
En este caso, se usa la diferencia de temperatura logarítmica media debido a que en
ambos lados del intercambiador se dan procesos no isotermos. Sin embargo, debido a la
alta concentración de etanol en el destilado, se puede considerar condensación
isotérmica a la temperatura de saturación [16].
La diferencia de temperatura logarítmica media, DTLM, se define como:
DTLM =
(T
e , f .c.
− Ts , f . f . ) − (Ts , f .c. − Te , f . f . )
(T − T )
ln e , f .c. s , f . f .
(Ts, f .c. − Te, f . f . )
[12]
donde
Te, f.c.: temperatura de entrada del fluido caliente
Ts, f.f.: temperatura de salida del fluido frío
Ts, f.c.: temperatura de salida del fluido caliente
Te, f.f.: temperatura de entrada del fluido frío
Siendo el fluido frío el agua de refrigeración, se toma una temperatura de entrada de
90ºF (32ºC) y de salida 120ºF (49ºC) [20].
Por último, el factor de corrección toma como valor la unidad, ya que se produce la
condensación de una de las corrientes [21].
Despejando de la ecuación [11] y sustituyendo todos los parámetros descritos, se
obtiene el valor del área necesaria para el condensador.
Al igual que los equipos vistos anteriormente, el material de construcción de los
condensadores es acero inoxidable.
IV. Intercambiador previo al tamiz molecular
Por último, el diseño de este intercambiador es común para todas las columnas
estudiadas, ya que se trata el mismo caudal de destilado, en las mismas condiciones
iniciales y finales.
Como en todos los intercambiadores diseñados, el parámetro necesario para el cálculo
de los costes es el área de transferencia requerida, tomándose la expresión [11] para su
cálculo. Asimismo, se tienen como datos de partida el calor a aportar y las temperaturas
de entrada y salida de la corriente de destilado.
El coeficiente global de transferencia de calor, se corresponde con el de un calentador
por el que fluye vapor de servicio por los tubos para calentar una corriente de naturaleza
[16].
orgánica. Para esta configuración se estimó un valor de 750 W 2
m ºC
Se emplea la diferencia de temperatura logarítmica media por darse un proceso no
isotermo, ya que la corriente vapor de destilado es sobrecalentada hasta 150ºC para
acondicionarla al proceso de adsorción en tamices moleculares. Por otro lado, el vapor
de servicio sufre condensación isoterma a la temperatura de saturación de 170,4ºC. A
esta temperatura de saturación le corresponde una presión de 8 bar, que es la necesaria
para tener una diferencia de temperatura de 20ºC entre ambas corrientes.
METODOLOGÍA
58
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Al igual que en el condensador, el factor de corrección toma el valor de la unidad, ya
que se produce la condensación del vapor de servicio [21].
Con las temperaturas de las corrientes definidas, se calcula la diferencia de temperatura
por medio de la ecuación [12] para obtener la superficie necesaria.
Del mismo modo, el material usado en la construcción de este equipo será acero
inoxidable para todas las configuraciones.
Para completar este apartado se presenta a continuación una tabla resumen con los
resultados obtenidos en el diseño.
N
E
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
Nr L, m PVS herv, bar
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
17
19
21
23
24
26
28
30
32
33
35
37
39
41
42
44
46
48
51
52
54
56
58
60
10,0
4,5
3,5
3,0
3,0
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
Ah,m2
Ac, m2 PVS int, bar Aint, m2
1.083,35 3.392,06
1.037,38 1.499,14
983,99 923,69
987,64 659,53
889,75 516,43
1.038,65 401,62
974,75 328,32
936,91 284,90
910,22 254,29
884,35 224,60
875,88 214,89
857,83 194,19
846,97 181,73
840,57 174,38
835,84 168,96
831,44 163,91
828,90 160,99
827,39 159,26
825,82 157,46
824,87 156,36
824,27 155,68
823,96 155,33
823,57 154,88
823,54 154,84
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
Tabla 6. Resultados del diseño para la configuración destilación simple en columna de fraccionamiento
donde
N: número de etapas de equilibrio
E: eficiencia de la columna
Nr: número de etapas reales
L: altura de la torre, m
PVS herv: presión del vapor de servicio usado en el hervidor, bar
Ah: área de transferencia del hervidor, m2
Ac: área de transferencia del condensador, m2
PVS int: presión del vapor de servicio usado en el intercambiador, bar
Aint: área de transferencia del intercambiador previo al tamiz, m2
METODOLOGÍA
59
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.2.3. Costes
A partir de los parámetros obtenidos en el apartado anterior, se obtiene el coste asociado
a esta configuración. Junto con los equipos presentados para la obtención de la inversión
en capital, se tienen como servicios vapor y agua de refrigeración para el cálculo de los
costes de operación. El procedimiento detallado del cálculo de la inversión en capital y
costes de operación se presenta en el Anexo A. Cálculo de costes.
A continuación se presentan las tablas 7 y 8, para los costes asociados al capital de
inversión, y la tabla 9 para los costes de operación junto con el caudal necesario de cada
servicio.
Cabe añadir que, quedan descartados los casos resaltados en rojo, ya que su cálculo
conlleva una alta incertidumbre al quedar fuera del rango de aplicación de la
correspondiente correlación de coste.
METODOLOGÍA
60
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr CBM Columna, $ CBM Hervidor, $ CBM Condensador, $ CBM Intercambiador, $ CBM TOTAL, $
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
5.696.790,75
2.779.758,14
2.644.944,31
2.765.825,30
2.858.169,99
3.084.576,11
3.366.581,25
3.687.840,57
4.032.625,25
4.225.764,49
4.618.199,95
5.039.014,66
5.490.343,00
5.970.524,98
6.233.691,32
6.760.642,78
7.319.368,11
7.910.996,19
8.862.629,66
9.208.191,74
9.905.424,71
10.640.204,54
2.493.608,92
2.404.894,68
2.302.112,06
2.309.116,81
2.121.214,12
2.407.345,39
2.284.344,47
2.211.651,09
2.160.461,96
2.110.864,16
2.094.650,56
2.060.092,18
2.039.306,08
2.027.046,49
2.018.008,17
2.009.587,26
2.004.720,23
2.001.831,15
1.998.832,94
1.997.008,01
1.995.864,71
1.995.283,97
5.418.649,41
2.449.683,49
1.619.646,22
1.245.415,78
1.042.450,40
878.094,82
771.629,38
707.647,34
661.963,49
617.080,84
602.252,96
570.353,78
550.950,82
539.422,17
530.879,50
522.886,11
518.249,58
515.491,94
512.625,58
510.879,50
509.783,25
509.226,59
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
13.629.839,58
7.655.126,80
6.587.493,09
6.341.148,39
6.042.625,01
6.390.806,82
6.443.345,60
6.627.929,50
6.875.841,20
6.974.500,00
7.335.893,97
7.690.251,11
8.101.390,39
8.557.784,13
8.803.369,49
9.313.906,64
9.863.128,41
10.449.109,78
11.394.878,67
11.736.869,76
12.431.863,17
13.165.505,59
60
11.413.729,24
1.994.538,43
508.511,71
20.790,50
13.937.569,88
62
12.227.213,16
1.994.476,34
508.452,61
20.790,50
14.750.932,61
Tabla 7. Costes de los equipos para la configuración destilación simple en columna de fraccionamiento
METODOLOGÍA
61
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr
CDPI, $
Ccont, $
CTDC, $
CTPI, $
CWC, $
CTCI, $
A, $/año
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
14.311.331,56
8.037.883,14
6.916.867,74
6.658.205,81
6.344.756,26
6.710.347,16
6.765.512,88
6.959.325,97
7.219.633,26
7.323.224,99
7.702.688,66
8.074.763,67
8.506.459,91
8.985.673,33
9.243.537,96
9.779.601,98
10.356.284,83
10.971.565,27
11.964.622,60
12.323.713,24
13.053.456,33
13.823.780,87
14.634.448,37
15.488.479,24
2.576.039,68
1.446.818,97
1.245.036,19
1.198.477,04
1.142.056,13
1.207.862,49
1.217.792,32
1.252.678,67
1.299.533,99
1.318.180,50
1.386.483,96
1.453.457,46
1.531.162,78
1.617.421,20
1.663.836,83
1.760.328,36
1.864.131,27
1.974.881,75
2.153.632,07
2.218.268,38
2.349.622,14
2.488.280,56
2.634.200,71
2.787.926,26
16.887.371,24
9.484.702,11
8.161.903,94
7.856.682,85
7.486.812,39
7.918.209,65
7.983.305,20
8.212.004,65
8.519.167,25
8.641.405,49
9.089.172,62
9.528.221,13
10.037.622,69
10.603.094,53
10.907.374,79
11.539.930,33
12.220.416,10
12.946.447,02
14.118.254,67
14.541.981,63
15.403.078,47
16.312.061,43
17.268.649,08
18.276.405,51
19.251.603,21
10.812.560,40
9.304.570,49
8.956.618,45
8.534.966,13
9.026.759,00
9.100.967,93
9.361.685,30
9.711.850,67
9.851.202,26
10.361.656,79
10.862.172,08
11.442.889,87
12.087.527,77
12.434.407,27
13.155.520,58
13.931.274,36
14.758.949,60
16.094.810,32
16.577.859,05
17.559.509,45
18.595.750,03
19.686.259,95
20.835.102,28
3.397.341,74
1.908.098,89
1.641.983,03
1.580.579,73
1.506.170,49
1.592.957,47
1.606.053,16
1.652.062,11
1.713.856,00
1.738.447,46
1.828.527,67
1.916.853,90
2.019.333,51
2.133.093,14
2.194.307,16
2.321.562,45
2.458.460,18
2.604.520,52
2.840.260,65
2.925.504,54
3.098.736,96
3.281.602,95
3.474.045,87
3.676.782,75
22.648.944,96
12.720.659,30
10.946.553,51
10.537.198,18
10.041.136,62
10.619.716,47
10.707.021,09
11.013.747,41
11.425.706,67
11.589.649,72
12.190.184,46
12.779.025,98
13.462.223,37
14.220.620,90
14.628.714,43
15.477.083,03
16.389.734,54
17.363.470,12
18.935.070,97
19.503.363,59
20.658.246,41
21.877.352,98
23.160.305,83
24.511.885,03
3.873.355,81
2.175.449,66
1.872.047,32
1.802.040,58
1.717.205,59
1.816.152,61
1.831.083,19
1.883.538,62
1.953.990,68
1.982.027,74
2.084.729,42
2.185.431,36
2.302.269,76
2.431.968,67
2.501.759,63
2.646.845,12
2.802.924,09
2.969.449,48
3.238.220,03
3.335.407,76
3.532.912,41
3.741.400,43
3.960.807,24
4.191.950,33
Tabla 8. Capital de inversión para la configuración destilación simple en columna de fraccionamiento
METODOLOGÍA
62
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr mherv, kg/s CS herv, $/kg CS herv, $/año mint, kg/s CS int, $/kg CS int, $/año qcond, m3/s CS cond, $/m3 CS cond, $/año CS TOTAL, $/año
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
74,11
38,55
28,49
23,92
21,55
19,51
18,31
17,60
17,09
16,61
16,45
16,11
15,91
15,79
15,70
15,61
15,57
15,54
15,51
15,49
15,48
15,47
15,47
15,47
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
109.243.543,45
54.521.906,79
39.787.980,76
33.139.893,39
29.912.641,90
26.749.978,62
25.139.301,16
24.185.195,80
23.512.440,22
22.859.947,07
22.646.515,42
22.191.396,10
21.917.526,02
21.755.956,04
21.636.820,12
21.525.808,02
21.461.640,17
21.423.547,96
21.384.015,09
21.359.951,77
21.344.875,99
21.337.218,05
21.327.387,07
21.326.568,33
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
1,70
0,75
0,46
0,33
0,26
0,20
0,16
0,14
0,13
0,11
0,11
0,10
0,09
0,09
0,08
0,08
0,08
0,08
0,08
0,08
0,08
0,08
0,08
0,08
0,11
0,12
0,14
0,15
0,17
0,19
0,21
0,22
0,24
0,26
0,26
0,28
0,29
0,30
0,31
0,31
0,32
0,32
0,32
0,33
0,33
0,33
0,33
0,33
5.463.858,78
2.706.462,32
1.868.219,09
1.483.422,85
1.274.968,08
1.107.724,97
1.000.944,70
937.699,53
893.107,95
849.862,87
835.717,47
805.556,01
787.407,00
776.700,26
768.805,62
761.449,84
757.197,41
754.673,28
752.053,70
750.460,01
749.460,23
748.952,79
748.301,36
748.247,52
115.301.201,38
57.822.168,27
42.249.999,00
35.217.115,39
31.781.409,13
28.451.502,74
26.734.045,01
25.716.694,48
24.999.347,32
24.303.609,09
24.076.032,04
23.590.751,25
23.298.732,17
23.126.455,45
22.999.424,90
22.881.057,01
22.812.636,73
22.772.020,39
22.729.867,94
22.704.210,92
22.688.135,37
22.679.969,99
22.669.487,58
22.668.615,00
Tabla 9. Costes de operación para la configuración destilación simple en columna de fraccionamiento
METODOLOGÍA
63
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
3.200.000
36.000.000
3.000.000
34.000.000
Capital, $
2.800.000
32.000.000
2.600.000
30.000.000
2.400.000
28.000.000
2.200.000
Operación/Total, $
Como se comentó al inicio de este apartado, el número de platos que hace óptima esta
configuración minimiza el coste total anualizado, que incluye costes de inversión y
operación. En la figura 29 se muestra el coste total anualizado frente al número de
platos.
26.000.000
2.000.000
24.000.000
1.800.000
1.600.000
22.000.000
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
Nº de etapas reales
Capital
Operación
Total
Figura 29. Costes resultantes de la configuración destilación simple en columna de fraccionamiento
Debido al orden de magnitud del coste de los servicios, para visualizar mejor los
resultados, la representación se realiza en dos ejes de ordenadas. Aunque la tendencia
que presentan capital y operación sea ascendente y descendente, respectivamente,
debido al carácter asintótico que presenta la curva de costes de operación, la función de
coste total es bastante plana cerca del mínimo. Para comprobarlo se muestran tabulados
los valores representados.
Nr
Capital, $
Operación, $
Total, $
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
1.802.040,58
1.717.205,59
1.816.152,61
1.831.083,19
1.883.538,62
1.953.990,68
1.982.027,74
2.084.729,42
2.185.431,36
2.302.269,76
2.431.968,67
2.501.759,63
2.646.845,12
2.802.924,09
2.969.449,48
3.238.220,03
35.217.115,39
31.781.409,13
28.451.502,74
26.734.045,01
25.716.694,48
24.999.347,32
24.303.609,09
24.076.032,04
23.590.751,25
23.298.732,17
23.126.455,45
22.999.424,90
22.881.057,01
22.812.636,73
22.772.020,39
22.729.867,94
37.019.155,96
33.498.614,72
30.267.655,35
28.565.128,20
27.600.233,10
26.953.338,00
26.285.636,83
26.160.761,46
25.776.182,61
25.601.001,93
25.558.424,13
25.501.184,52
25.527.902,13
25.615.560,82
25.741.469,87
25.968.087,96
Tabla 10. Costes de capital, de operación y totales para la configuración destilación simple en columna
de fraccionamiento
METODOLOGÍA
64
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Resaltados en azul y rojo los valores mínimo y máximo, respectivamente, se toma como
diseño óptimo para esta configuración la columna de 43 etapas reales, que lleva
asociado el mínimo coste total.
4.3. Destilación simple en columna de fraccionamiento y precalentamiento de la
alimentación
Este esquema trata de reducir los gastos energéticos de la configuración anterior por
medio de un menor consumo en el vapor de servicio. Para ello, se precalienta la
alimentación antes de entrar a la columna. El precalentamiento de la mezcla diluida se
realiza en un intercambiador de calor donde el fluido caliente se corresponde con la
corriente de cola que sale de la torre.
Para entender la importancia del precalentamiento de la alimentación, se debe tener en
cuenta que en el plato donde se introduce dicha corriente puede variar el flujo del
líquido o el del vapor, o incluso el de ambos, dependiendo de la condición térmica de la
alimentación. En el caso estudiado, la alimentación se introduce como líquido
subenfriado, por lo que este flujo se sumará al líquido que desciende por la columna,
además, condensará algo de vapor ascendente para calentar la alimentación hasta el
punto de burbuja; dando lugar a un aumento del flujo de líquido en la sección de
agotamiento y una disminución del flujo de vapor en la sección de enriquecimiento. Al
introducir la alimentación en su punto de burbuja, no se requiere condensación del
vapor ascendente para calentar la alimentación, por lo que el flujo de líquido que
desciende se corresponde a la suma de la alimentación más el que provenía del plato
superior a la alimentación. Este hecho queda representado en la figura 30 [12].
Figura 30. Reparto de la alimentación para líquido subenfriado y líquido saturado, respectivamente
La ventaja de introducir la alimentación a la temperatura de burbuja radica en la
necesidad de menor carga en el hervidor, disminuyendo los costes de operación al
reducirse el consumo de vapor de servicio.
Al igual que en el caso anterior, se trata de obtener el número de etapas que minimiza el
coste total, observando las ventajas que conlleva la introducción del precalentamiento.
4.3.1. Simulación
El modelado del sistema donde se aprovecha el calor residual de la corriente de cola,
queda de la siguiente manera:
METODOLOGÍA
65
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 31.Esquema usado en la simulación de destilación simple en columna de fraccionamiento y
precalentamiento de la alimentación
El intercambiador denominado INTCOLA concerniente a la corriente de cola, ha sido
introducido con el fin de involucrar ésta con la corriente de alimentación a través de un
flujo de calor. De esta manera se garantiza que el aumento de temperatura de la
corriente de alimentación se obtiene aprovechando la temperatura de salida de la
corriente de cola. En la práctica este equipo es totalmente innecesario, ya que el
aprovechamiento energético se realiza en un solo intercambiador, con lo que no se
tendrá en cuenta como equipo perteneciente a esta configuración.
En este caso, a los grados de libertad citados en el apartado anterior, se añaden los
siguientes:
- Temperatura de precalentamiento de la alimentación
- Presión del intercambiador de precalentamiento de la alimentación
- Presión del intercambiador dispuesto en la corriente de cola
El tipo de columna y modelo termodinámico usados coinciden con el caso anterior. Por
otro lado, las especificaciones de la alimentación, columna e intercambiador previo al
tamiz molecular, son también las impuestas para la configuración precedente. Con esto,
sólo queda definir el sistema de intercambiadores usado en el precalentamiento de la
alimentación.
Como se comentó anteriormente, la temperatura de la alimentación debe aumentarse
para que dicha corriente entre a la columna como líquido saturado. Se comprueba que
para una mezcla que contiene el 2,5% p/p de etanol a una presión de 1,2 atm, se debe
alcanzar una temperatura de 102,3 ºC para obtener líquido saturado. Sin embargo, existe
un factor que limita la temperatura de precalentamiento, ya que cuando el intercambio
de calor se produce entre dos fluidos de proceso para la recuperación de calor, la
temperatura óptima de aproximación no será normalmente inferior a 20 ºC. Dado que el
fluido calefactor (corriente de cola) alcanza una temperatura de 105,2 ºC en las
condiciones de trabajo, la temperatura de precalentamiento queda limitada a 85,2 ºC. El
motivo de este margen de seguridad se debe a que cuanto menor sea el pinch (diferencia
entre la temperatura de salida de una corriente y la temperatura de entrada de la otra
corriente), mayor será el área de transferencia de calor requerida en el intercambiador,
hasta el punto de obtenerse diseños ineficientes del equipo [16].
METODOLOGÍA
66
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Definida la nueva temperatura de alimentación, se introduce junto con la presión de
operación como especificaciones para el intercambiador involucrado a la corriente de
alimentación. Por último, para completar la configuración de los equipos, en el
intercambiador de la corriente de cola se debe definir una variable, en este caso se
impone la presión de trabajo del sistema dada como dato. De este modo, se obtiene el
calor que cede la corriente de cola seleccionando en la pestaña de resultados la corriente
de calor creada que implica ambas corrientes.
Concluido el modelado del sistema, se procede del mismo modo que en el caso anterior,
tomando como primer valor el número de etapas que hace que se cumplan las
especificaciones.
A continuación se muestra una tabla donde se recogen los principales resultados de las
simulaciones.
METODOLOGÍA
67
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
N Nf
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
7
7
7
7
7
8
8
8
8
8
8
8
8
9
9
9
9
9
9
9
9
9
9
10
R
55,49
27,06
18,42
14,36
12,04
10,44
9,21
8,36
7,75
7,29
6,94
6,67
6,45
6,28
6,10
5,96
5,85
5,76
5,69
5,64
5,59
5,56
5,53
5,50
Tf i, ºC Tf f, ºC Td, ºC Tc i, ºC Tc f, ºC
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
83,0
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
Qc, kW
Qh, kW
134.406,77
65.535,82
44.610,14
34.779,10
29.172,98
25.282,81
22.317,76
20.259,47
18.768,34
17.655,28
16.807,46
16.146,74
15.630,13
15.199,28
14.779,93
14.444,78
14.176,90
13.961,35
13.789,47
13.651,93
13.542,59
13.457,04
13.389,62
13.322,44
144.845,55
75.974,60
55.048,93
45.217,88
39.611,77
35.721,60
32.756,55
30.698,25
29.207,13
28.094,06
27.246,25
26.585,52
26.068,92
25.638,06
25.218,71
24.883,56
24.615,68
24.400,13
24.228,25
24.090,71
23.981,38
23.895,82
23.828,40
23.761,22
D, m Qint tamiz, kW Qint prec, kW
9,41
6,28
5,45
5,02
4,75
4,56
4,41
4,30
4,22
4,16
4,11
4,07
4,04
4,02
3,99
3,97
3,96
3,94
3,93
3,92
3,92
3,91
3,91
3,90
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
292,54
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
17.771,48
Tabla 11. Resultados de las simulaciones para la configuración destilación simple en columna de fraccionamiento y precalentamiento de la alimentación
METODOLOGÍA
68
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
N: número de etapas de equilibrio
Nf: etapa óptima de alimentación
R: relación de reflujo
Tf i: temperatura de la corriente de alimentación, ºC
Tf f: temperatura de precalentamiento de la corriente de alimentación, ºC
Td: temperatura de la corriente de destilado, ºC
Tc i: temperatura de la corriente de cola a la salida de la columna, ºC
Tc f: temperatura de la corriente de cola tras el precalentamiento, ºC
Qc: calor que se retira en el condensador, kW
Qh: calor necesario en el hervidor, kW
D: diámetro de la columna, m
Qint tamiz: calor necesario en el intercambiador previo al tamiz molecular, kW
Qint prec: calor aportado por la corriente de cola, kW
Comparando estos resultados con los del sistema sin precalentamiento, puede verse que
la etapa óptima de la alimentación ha cambiado debido al aumento de la temperatura.
Por otro lado, el calor a retirar en el condensador ha aumentado con respecto a la
configuración precedente por el aumento de la relación de reflujo, debido
principalmente al acortamiento de la sección de enriquecimiento de la columna al
introducirse la alimentación en etapas superiores. Sin embargo, y como era de esperar,
el calor a aportar por el hervidor ha disminuido, poniéndose de manifiesto en la
siguiente gráfica.
90.000
Calor hervidor, kW
80.000
70.000
60.000
50.000
40.000
30.000
20.000
1011121314151617181920212223242526272829303132
Nº de etapas de equilibrio
Con precalentamiento
Sin precalentamiento
Figura 32. Comparativa de la carga necesaria en el hervidor para el sistema con y sin precalentamiento
para destilación simple en columna de fraccionamiento
Obtenidos los datos necesarios, se pasa al diseño de los equipos.
METODOLOGÍA
69
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.3.2. Diseño de equipos
I. Columna
Del mismo modo, es necesario determinar el número de platos reales a partir de la
eficacia global para calcular la altura de la torre. Para ello se debe conocer la
volatilidad relativa y viscosidad medias en esta configuración.
Como se comentó anteriormente, la volatilidad relativa media dependerá de las
condiciones en los extremos de la columna, siendo en este caso las mismas que en el
caso precedente, por lo que su valor coincide con el anterior y es igual para todas las
simulaciones realizadas en este apartado. Por otro lado, la viscosidad es función de la
composición de la alimentación y la temperatura media de la columna, coincidiendo
también con la del sistema anterior. Esto implica que la eficacia global de la columna, y
a su vez el número de platos reales serán los mismos que en la configuración
precedente.
Por último, se recurre a la expresión [9] para obtener la altura de la columna. Se podría
pensar que, coincidiendo todos los parámetros anteriores, resultaría la misma longitud
de columna necesaria, sin embargo, en la ecuación para su cálculo interviene el
espaciamiento entre platos que, al ser función del diámetro obtenido en las
simulaciones, tomará otros valores.
II. Hervidor
Teniendo como dato de partida el calor aportado por el hervidor, además de todos los
parámetros necesarios tomados de bibliografía y detallados en el caso precedente, basta
con sustituir en la expresión [10] para obtener el área necesaria de transferencia.
Cabe mencionar que los valores de área resultantes serán menores que los obtenidos en
el sistema anterior debido a la disminución del calor a aportar. Además, la presión del
vapor de servicio se ha aumentado en menor medida para obtener valores de superficie
viables.
III. Condensador
Para este equipo, se toma la ecuación [11] para obtener la superficie de transferencia a
partir del calor retirado por el mismo, ya que todos los parámetros necesarios se
obtuvieron en el caso anterior.
En este caso, el resultado es mayor con respecto al resultado precedente debido al
aumento del calor a retirar.
IV. Intercambiador previo al tamiz molecular
Debido a que las condiciones de caudal y temperatura para la corriente de destilado son
las mismas que en el caso sin precalentamiento, el calor necesario para acondicionar
dicha corriente a la purificación en tamices moleculares coincide, y por tanto, el área de
transferencia requerida será la misma que la calculada anteriormente.
METODOLOGÍA
70
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
V. Intercambiador precalentamiento alimentación
Como ocurre con el intercambiador previo al tamiz molecular, el área necesaria para
este equipo es independiente del número de etapas a usar en la columna, ya que en él se
produce el calentamiento de la alimentación hasta una cierta temperatura, sea cual sea la
configuración de la torre.
Al igual que en el resto de intercambiadores, los datos de partida para obtener el área de
transferencia requerida son: las temperaturas de entrada y salida de las corrientes
involucradas, así como el calor que se debe aportar, obtenido tras las simulaciones.
Debido a que el intercambio de calor dado en este equipo genera procesos no isotermos,
la ecuación que gobierna dicho intercambio viene dada por la expresión [11]. Sin
embargo, el valor del coeficiente global de transferencia y el factor de corrección FT,
deben ser especificados para esta nueva situación.
En este caso no influye la ubicación de los fluidos en el intercambiador para la
obtención del coeficiente global de transferencia de calor, se distingue entre fluido
caliente y fluido frío, siendo ambos prácticamente agua. Teniendo en cuenta que el uso
de este equipo es el de un intercambiador de calor como tal, el valor del coeficiente
W
global resulta 1.150 2
[16].
m ºC
Por último, hay que definir el valor del factor de corrección, FT, que en este caso no
toma como valor la unidad, ya que no se producen procesos isotermos en el
intercambiador [21]. Este parámetro depende del tipo de intercambiador a usar y de la
ubicación de los fluidos en el mismo, dado en correlaciones gráficas en función de dos
nuevos parámetros, R y S, definidos como:
R=
(T1 − T2 )
(t2 − t1 )
[13]
S=
(t2 − t1 )
(T1 − t1 )
[14]
Por ello, es necesario definir por donde circula cada corriente, ya que las temperaturas
nombradas en mayúsculas se corresponden con las de la corriente que fluye por la
carcasa, y por tanto, en minúsculas se designan a las temperaturas del fluido que va por
los tubos. En este caso, la corriente que va por los tubos es la corriente de cola, por ser
el fluido de mayor temperatura [20], por lo que los parámetros R y S resultan 1,02 y
0,69, respectivamente.
Para esta pareja de parámetros, existen diferentes configuraciones que hacen que la
recuperación de calor sea eficiente. En la figura 33 se muestran todas las posibilidades.
METODOLOGÍA
71
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 33. Factor de corrección para diferentes intercambiadores de calor
(a) Un paso por la carcasa, dos o más por los tubos. (b) Dos pasos por la carcasa y cuatro o más por los
tubos. (c) Tres pasos por la carcasa y seis o más por los tubos. (d) Cuatro pasos por la carcasa y ocho o
más por los tubos. (e) Seis pasos por la carcasa y doce o más por los tubos. (f) Flujo cruzado con un paso
por la carcasa y una o más líneas paralelas de tubos. (g) Flujo cruzado con dos pasos por la carcasa y
dos líneas de tubos, para más de dos pasos, usar FT=1,0. (h) Flujo cruzado con un paso por la carcasa y
un paso por los tubos, ambos fluidos sin mezclarse. (i) Flujo cruzado con dos pasos horizontales
conectados en U. (j) Flujo cruzado con serpentín helicoidal de dos vueltas.
METODOLOGÍA
72
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
La opción (a) queda descartada porque no existe curva de R=1,02 que corte con S=0,69.
Para el resto de configuraciones, se recogen en la tabla 12 los valores de FT obtenidos.
(c)
(d)
(e)
(f)
(g)
(h)
(i)
(j)
Configuración (b)
0,725 0,875 0,925 0,975 0,675 0,775 0,715 0,515 0,775
FT
Tabla 12. Factor de corrección DTLM para intercambiador de precalentamiento de destilación en
columna simple según configuración
Con estos resultados quedan también descartadas las configuraciones (b), (f), (h) e (i),
ya que FT debe ser mayor de 0,75 para obtener un diseño eficiente. Se elige entonces la
configuración más simple en cuanto a construcción se refiere, siendo ésta la que menor
número de carcasas implique. En este caso, se opta por la configuración (j) con un
factor de corrección igual a 0,775.
Evaluados los parámetros necesarios para obtener la superficie requerida en este último
equipo, se muestra una tabla donde se recogen los resultados del diseño.
N
E
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
48,98
Nr L, m PVS herv, bar Ah, m2
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
17
19
21
23
24
26
28
30
32
33
35
37
39
41
36
38
39
41
43
44
46
47
49
50
10,0
4,0
3,0
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
Ac, m2 PVS int, bar Aint tamiz, m2 Aint prec, m2
1.050,71 3.763,71
1.072,10 1.835,16
1.050,34 1.249,19
1.103,71 973,90
966,87 816,91
871,92 707,98
799,55 624,95
749,31 567,31
712,91 525,56
685,74 494,39
665,05 470,65
648,92 452,15
636,31 437,68
625,79 425,62
615,56 413,87
607,38 404,49
600,84 396,99
595,58 390,95
591,38 386,14
588,02 382,29
585,36 379,22
583,27 376,83
581,62 374,94
579,98 373,06
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
8,47
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
972,87
Tabla 13. Resultados del diseño para la configuración destilación simple en columna de fraccionamiento
y precalentamiento de la alimentación
donde
N: número de etapas de equilibrio
E: eficiencia de la columna
Nr: número de etapas reales
L: altura de la torre, m
PVS herv: presión del vapor de servicio usado en el hervidor, bar
METODOLOGÍA
73
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Ah: área de transferencia del hervidor, m2
Ac: área de transferencia del condensador, m2
PVS int: presión del vapor de servicio usado en el intercambiador, bar
Aint tamiz: área de transferencia del intercambiador previo al tamiz, m2
Aint prec: área de transferencia del intercambiador de precalentamiento, m2
4.3.3. Costes
A continuación, se presentan los costes con el objetivo de valorar si compensa el
aumento del coste de los equipos frente a la disminución de la cantidad de vapor de
servicio requerida con respecto a la configuración sin precalentamiento. De igual modo,
el procedimiento de cálculo se muestra en el Anexo A. Cálculo de costes.
Los costes anualizados para equipos, inversión y operación se recogen en las tablas 14,
15 y 16, respectivamente.
METODOLOGÍA
74
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr CBM Columna, $ CBM Hervidor, $ CBM Condensador, $ CBM Int tamiz, $ CBM Int prec, $ CBM TOTAL, $
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
9.778.202,48
3.358.569,36
2.903.039,14
2.933.900,60
2.973.232,80
3.182.648,65
3.434.096,77
3.728.206,96
4.059.201,11
4.243.147,79
4.627.077,62
5.042.910,20
5.490.742,55
5.970.933,69
4.893.470,01
5.330.991,95
5.571.301,37
6.056.235,28
6.583.474,35
6.864.928,47
7.432.092,27
7.739.149,51
8.358.382,30
8.692.332,79
2.430.603,07
2.471.886,42
2.429.884,34
2.532.976,52
2.269.199,41
2.087.059,21
1.948.595,28
1.852.595,46
1.783.079,77
1.731.192,26
1.691.664,63
1.660.853,56
1.636.757,54
1.616.656,21
1.597.086,76
1.581.442,81
1.568.935,82
1.558.870,21
1.550.842,44
1.544.417,78
1.539.310,06
1.535.312,57
1.532.162,57
1.529.023,09
6.047.230,92
2.948.599,35
2.085.761,87
1.691.065,61
1.468.153,43
1.313.962,70
1.196.455,61
1.114.756,46
1.055.435,58
1.011.047,32
977.157,43
950.689,47
929.955,24
912.633,01
895.745,28
882.227,05
871.407,35
862.691,53
855.734,82
850.163,75
845.732,07
842.262,64
839.527,67
836.801,04
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
20.790,50
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
1.689.606,93
19.966.433,90
10.489.452,56
9.129.082,77
8.868.340,16
8.420.983,07
8.294.067,98
8.289.545,08
8.405.956,31
8.608.113,89
8.695.784,80
9.006.297,11
9.364.850,66
9.767.852,76
10.210.620,33
9.096.699,47
9.505.059,23
9.722.041,96
10.188.194,45
10.700.449,04
10.969.907,43
11.527.531,83
11.827.122,15
12.440.469,97
12.768.554,34
Tabla 14. Costes de los equipos para la configuración destilación simple en columna de fraccionamiento y precalentamiento de la alimentación
METODOLOGÍA
75
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr
CDPI, $
Ccont, $
CTDC, $
CTPI, $
CWC, $
CTCI, $
A, $/año
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
20.964.755,59
11.013.925,19
9.585.536,91
9.311.757,17
8.842.032,23
8.708.771,38
8.704.022,34
8.826.254,13
9.038.519,58
9.130.574,04
9.456.611,96
9.833.093,19
10.256.245,40
10.721.151,35
9.551.534,45
9.980.312,19
10.208.144,06
10.697.604,18
11.235.471,49
11.518.402,81
12.103.908,42
12.418.478,26
13.062.493,47
13.406.982,06
3.773.656,01
1.982.506,53
1.725.396,64
1.676.116,29
1.591.565,80
1.567.578,85
1.566.724,02
1.588.725,74
1.626.933,52
1.643.503,33
1.702.190,15
1.769.956,77
1.846.124,17
1.929.807,24
1.719.276,20
1.796.456,19
1.837.465,93
1.925.568,75
2.022.384,87
2.073.312,50
2.178.703,52
2.235.326,09
2.351.248,82
2.413.256,77
24.738.411,60
12.996.431,72
11.310.933,56
10.987.873,46
10.433.598,03
10.276.350,23
10.270.746,36
10.414.979,87
10.665.453,11
10.774.077,37
11.158.802,12
11.603.049,97
12.102.369,57
12.650.958,59
11.270.810,65
11.776.768,38
12.045.609,99
12.623.172,93
13.257.856,36
13.591.715,31
14.282.611,94
14.653.804,34
15.413.742,30
15.820.238,83
28.201.789,22
14.815.932,17
12.894.464,26
12.526.175,75
11.894.301,75
11.715.039,26
11.708.650,85
11.873.077,06
12.158.616,54
12.282.448,20
12.721.034,41
13.227.476,96
13.796.701,31
14.422.092,79
12.848.724,14
13.425.515,96
13.731.995,39
14.390.417,14
15.113.956,25
15.494.555,45
16.282.177,61
16.705.336,95
17.571.666,22
18.035.072,27
4.976.786,33
2.614.576,26
2.275.493,69
2.210.501,60
2.098.994,43
2.067.359,87
2.066.232,50
2.095.248,89
2.145.638,21
2.167.490,86
2.244.888,43
2.334.260,64
2.434.712,00
2.545.075,20
2.267.421,91
2.369.208,70
2.423.293,30
2.539.485,38
2.667.168,75
2.734.333,32
2.873.325,46
2.948.000,64
3.100.882,27
3.182.659,81
33.178.575,55
17.430.508,43
15.169.957,95
14.736.677,35
13.993.296,18
13.782.399,13
13.774.883,35
13.968.325,95
14.304.254,76
14.449.939,05
14.965.922,84
15.561.737,60
16.231.413,30
16.967.167,99
15.116.146,05
15.794.724,66
16.155.288,70
16.929.902,52
17.781.124,99
18.228.888,77
19.155.503,07
19.653.337,59
20.672.548,49
21.217.732,08
5.674.102,20
2.980.914,18
2.594.321,50
2.520.223,13
2.393.092,27
2.357.025,28
2.355.739,95
2.388.821,93
2.446.271,49
2.471.185,99
2.559.428,01
2.661.322,50
2.775.848,46
2.901.675,06
2.585.118,74
2.701.167,26
2.762.829,86
2.895.302,03
3.040.875,59
3.117.450,83
3.275.917,68
3.361.055,87
3.535.358,31
3.628.594,00
Tabla 15. Capital de inversión para la configuración destilación simple en columna de fraccionamiento y precalentamiento de la alimentación
METODOLOGÍA
76
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr mherv, kg/s CS herv, $/kg CS herv, $/año mint tamiz, kg/s CS int tamiz, $/kg CS int tamiz, $/año qcond, m3/s CS cond, $/m3 CS cond, $/año CS TOTAL, $/año
15
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
56
58
60
62
71,87
35,61
25,44
20,73
18,16
16,37
15,02
14,07
13,39
12,88
12,49
12,19
11,95
11,75
11,56
11,41
11,28
11,19
11,11
11,04
10,99
10,95
10,92
10,89
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
105.972.082,71
50.025.959,94
35.206.771,67
28.389.822,88
24.940.649,79
22.546.563,65
20.721.372,10
19.454.090,17
18.535.856,99
17.850.340,92
17.328.126,73
16.921.117,86
16.602.864,65
16.337.418,55
16.079.046,54
15.872.543,96
15.707.480,13
15.574.658,44
15.468.741,88
15.383.986,33
15.316.610,73
15.263.884,16
15.222.338,75
15.180.934,34
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
593.799,15
1,89
0,92
0,63
0,49
0,41
0,36
0,31
0,28
0,26
0,25
0,24
0,23
0,22
0,21
0,21
0,20
0,20
0,20
0,19
0,19
0,19
0,19
0,19
0,19
0,11
0,12
0,13
0,14
0,14
0,15
0,16
0,16
0,17
0,17
0,17
0,18
0,18
0,18
0,18
0,19
0,19
0,19
0,19
0,19
0,19
0,19
0,19
0,19
6.005.233,81
3.195.939,38
2.342.366,30
1.941.351,07
1.712.673,69
1.553.990,93
1.433.044,33
1.349.085,19
1.288.261,11
1.242.858,49
1.208.275,32
1.181.323,92
1.160.251,32
1.142.676,36
1.125.570,74
1.111.899,82
1.100.972,68
1.092.180,33
1.085.169,18
1.079.558,91
1.075.098,89
1.071.609,09
1.068.859,18
1.066.118,66
112.571.115,66
53.815.698,47
38.142.937,12
30.924.973,09
27.247.122,64
24.694.353,72
22.748.215,58
21.396.974,51
20.417.917,26
19.686.998,56
19.130.201,20
18.696.240,93
18.356.915,12
18.073.894,07
17.798.416,43
17.578.242,93
17.402.251,96
17.260.637,91
17.147.710,21
17.057.344,39
16.985.508,77
16.929.292,40
16.884.997,08
16.840.852,14
Tabla 16. Costes de operación para la configuración destilación simple en columna de fraccionamiento y precalentamiento de la alimentación
METODOLOGÍA
77
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para finalizar el análisis de introducir el proceso de precalentamiento a la configuración
anterior, se presenta la gráfica que recoge los costes de capital, operación y total.
30.000.000
3.600.000
28.000.000
26.000.000
Capital, $
3.200.000
24.000.000
3.000.000
22.000.000
2.800.000
2.600.000
20.000.000
2.400.000
18.000.000
2.200.000
Operación/Total, $
3.400.000
16.000.000
23 25 27 29 31 33 35 37 39 41 43 45 47 49 52 54 56 58 60 62
Nº de etapas reales
Capital
Operación
Total
Figura 34. Costes resultantes de la configuración destilación simple en columna de fraccionamiento y
precalentamiento de la alimentación
Como ocurría en el caso anterior, la curva de costes totales presenta un comportamiento
asintótico debido a los costes de operación, que siguen teniendo un alto orden de
magnitud frente a los costes de capital.
Por otro lado, el salto en la curva del capital de inversión se debe a la disminución de
diámetro que presenta la columna al pasar de 41 a 43 etapas reales, ya que según la tabla
x, se requerirá menor espaciamiento entre platos, y con ello menor altura de la torre.
De nuevo, para visualizar mejor los resultados, se presentan tabulados para concretar el
diseño óptimo de este sistema.
METODOLOGÍA
Nr
Capital, $
Operación, $
Total, $
23
25
27
29
31
33
35
37
39
41
43
45
47
49
52
54
2.393.092,27
2.357.025,28
2.355.739,95
2.388.821,93
2.446.271,49
2.471.185,99
2.559.428,01
2.661.322,50
2.775.848,46
2.901.675,06
2.585.118,74
2.701.167,26
2.762.829,86
2.895.302,03
3.040.875,59
3.117.450,83
27.247.122,64
24.694.353,72
22.748.215,58
21.396.974,51
20.417.917,26
19.686.998,56
19.130.201,20
18.696.240,93
18.356.915,12
18.073.894,07
17.798.416,43
17.578.242,93
17.402.251,96
17.260.637,91
17.147.710,21
17.057.344,39
29.640.214,91
27.051.379,00
25.103.955,53
23.785.796,44
22.864.188,74
22.158.184,55
21.689.629,21
21.357.563,43
21.132.763,58
20.975.569,13
20.383.535,17
20.279.410,19
20.165.081,82
20.155.939,94
20.188.585,80
20.174.795,22
78
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Nr
Capital, $
Operación, $
Total, $
56
58
60
62
3.275.917,68
3.361.055,87
3.535.358,31
3.628.594,00
16.985.508,77
16.929.292,40
16.884.997,08
16.840.852,14
20.261.426,45
20.290.348,27
20.420.355,39
20.469.446,15
Tabla 17. Costes de capital, de operación y totales para la configuración destilación simple en columna
de fraccionamiento y precalentamiento de la alimentación
Resaltados en rojo y azul los máximos y mínimos, respectivamente, se puede comprobar
como el escaso aumento de los costes de capital debido a la introducción de un nuevo
equipo, quedan más que compensados con el ahorro en servicios que supone el
precalentamiento de la alimentación.
Atendiendo al mínimo de la curva de costes totales, la configuración óptima para este
sistema sería una columna con 49 platos reales.
4.4. Destilación doble efecto con reparto de la alimentación
Este sistema consta de dos columnas de destilación en las que se hace reparto de la
corriente de alimentación diluida. En la primera se introduce parte de la alimentación a
una presión tal que el destilado obtenido en ésta pueda usarse como vapor de servicio en
el hervidor de la segunda columna. El resto de la alimentación es introducido a la
segunda columna. En ambas se produce el precalentamiento de la alimentación a partir
de la corriente de cola saliente, además de obtenerse un destilado con el 91% en peso de
etanol que, posteriormente, será llevado a una etapa de purificación en tamices
moleculares. Debido al uso de la corriente de destilado como servicio, la primera
columna no requiere condensador, tomando como reflujo parte de la corriente de
destilado que ha condensado.
En el diseño es necesario determinar qué cantidad de la alimentación debe introducirse
en cada columna para que el destilado obtenido en la primera, cubra la necesidad
energética del hervidor de la segunda con el menor coste total. Para ello, se simularán
diferentes condiciones de reparto de alimentación para calcular los costes asociados y
determinar el sistema óptimo.
4.4.1. Simulación
Para representar la integración térmica entre ambas columnas, se modela el sistema
representado en la figura 35. Al igual que en el resto de configuraciones, la alimentación
F ha sido definida con los datos aportados al inicio de este capítulo.
Como se puede ver, ha sido necesario implementar la primera columna con condensador
para hacer posible la recirculación de parte del caudal de destilado condensado. Esta
unidad ha sido configurada como condensador total para cuantificar el calor obtenido en
la condensación. Sin embargo, este equipo no figurará en el cómputo de costes al ser
innecesario en el sistema real, al igual que ocurre con el sistema de intercambiadores
para precalentar la alimentación, que sólo interviene una unidad. Por otro lado, la
temperatura que se obtenga para esta corriente tampoco será la real, ya que se obtiene la
temperatura del condensado, mientras que en el sistema real saldrá a una temperatura
mayor al encontrarse en estado vapor.
METODOLOGÍA
79
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para obtener el dato del balance de energía en el hervidor de la segunda columna, se
introduce una unidad MIXER que realiza la suma de las corrientes de calor involucradas.
El resultado de la corriente de calor generada por este bloque, debe ser un valor positivo
próximo a cero, ya que la corriente que proviene del hervidor corresponde con calor a
aportar, representada con un valor negativo, mientras que el calor cedido de
condensación es positivo.
Teniendo los mismos grados de libertad que en los sistemas precedentes para columnas,
intercambiador previo al tamiz molecular y sistemas de intercambiadores para el
precalentamiento de la alimentación, surgen dos nuevos parámetros:
- Coeficiente de reparto en el divisor de corrientes
- Presión de descarga de la bomba
Con respecto a la configuración de las columnas, es necesario hallar la presión de
operación de la primera para que pueda usarse su destilado como servicio del hervidor
de la segunda, imponiéndose una diferencia mínima de temperatura de 10 ºC en el
hervidor. La presión a la que trabaja la columna secundaria es la de la alimentación de
la solución diluida de etanol (1,2 atm), que implica una temperatura en el hervidor de
105,2 ºC. De esta manera, la temperatura a la que debe condensar el destilado de la
primera columna es 115,2 ºC lo cual ocurre a 3,67 atm, presión a la que debe operar la
primera columna. Este dato sirve como especificación de la bomba de alimentación a la
primera columna.
Obtenida la presión de trabajo de la primera columna, se introducen en ambas columnas
las especificaciones de diseño para obtener un destilado al 91% en peso en etanol con
una recuperación del 99% del etanol alimentado. La variable a manipular será la
relación de reflujo definida como especificación en la configuración de la columna. Por
otro lado, como en los casos anteriores, la segunda variable a especificar será el caudal
de destilado a obtener, que variará en función de la alimentación introducida a cada
torre, como se verá más adelante.
Al igual que en el caso de destilación simple con precalentamiento de la alimentación,
para detallar el sistema de intercambiadores que realizan tal función, debe conocerse la
temperatura del fluido térmico usado, en este caso, la corriente de cola saliente. La
segunda columna queda resuelta al darse las mismas condiciones que en la columna
simple, debiéndose precalentar la fracción alimentada a esta torre hasta 85,2 ºC. Por otro
lado, mediante cálculos flash se obtiene que la temperatura de cola de la primera
columna es 141,1 ºC, mientras que la temperatura de burbuja de su alimentación (3,67
atm) es 137,4 ºC. Por tanto, en la primera columna no es viable precalentar la
alimentación hasta líquido saturado. Imponiendo un margen de 20 ºC para el diseño del
intercambiador, la alimentación a la primera columna se precalentará hasta 121,1 ºC.
Los intercambiadores fijados para acondicionar el destilado a la etapa de purificación en
tamices moleculares, han sido establecidos para generar una corriente recalentada a 150
ºC y 1 atm de presión. Cabe mencionar que el destilado de la primera columna es
líquido saturado tras ser usado como vapor de servicio y debe evaporarse y recalentarse
antes de introducirse en los tamices.
METODOLOGÍA
80
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 35. Esquema usado en la simulación de destilación doble efecto con reparto de la alimentación
METODOLOGÍA
81
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por último, para definir el reparto de la alimentación, se dispone un divisor de
corrientes, al que debe introducirse una especificación que cierre el balance de materia
para el caudal total alimentado. En este caso, para establecer el reparto, se crea la
variable s, definida de la siguiente manera:
F = F1 + F2
llamando s a
F1
resulta,
F
F1 = sF
F1 F2
+
F
F
→
1=
→
F2 = (1 − s ) F
[15] y [16]
[17] y [18]
Siendo F1 y F2 los caudales de entrada a la primera y segunda columna,
respectivamente, y F el caudal total, s se corresponde con la fracción de la alimentación
que entra a la primera columna, valor a introducir para especificar el divisor de
corrientes.
Configurados todos los equipos involucrados en el modelado del sistema, se pasa a
describir el procedimiento realizado en las simulaciones.
•
Metodología de diseño
En primer lugar, se fija la variable s en el divisor de corrientes para definir el reparto de
la alimentación, debiendo ser introducido en cada columna el caudal de destilado
correspondiente al balance de materia.
Para cada valor de s establecido, existe un mínimo número de etapas para cada columna
a partir del cual se cumple la separación deseada. Sin embargo, también debe cumplirse
el balance de energía impuesto entre condensador de la primera columna y el hervidor
de la segunda.
Para hallar la configuración de las columnas que cierra el balance de energía, se debe
llegar a un compromiso entre el número de etapas y el calor necesario en cada columna.
Por un lado, interesa un valor elevado del número de etapas de la primera columna, a
partir de ahora N1, ya que se requerirá menor calor en el hervidor, y con ello menor
vapor de servicio. Aunque, por otro lado, al aumentar N1 disminuye también el calor a
retirar en el condensador (menor relación de reflujo). Así, el número de etapas de la
segunda columna, en adelante N2, debe ser el oportuno para que se requiera la misma
cantidad de calor en el hervidor que el cedido en la condensación del vapor procedente
de la primera columna.
Por consiguiente, existe un valor para s por debajo del cual el reparto correspondiente
no resulta factible, ya que la condensación del vapor de la primera columna no es
suficiente para cubrir las necesidades energéticas en el hervidor, pues no existe N2 que
haga disminuir el requerimiento energético en la segunda para satisfacer la integración
térmica del sistema. El límite inferior al que está sujeto la variable s resulta ser 0,15.
Este valor se ha obtenido realizando un análisis de sensibilidad, donde se ha aumentado
N1 y N2 para evaluar el calor de condensación y evaporación en cada columna.
METODOLOGÍA
82
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
En base al análisis de sensibilidad, se elige la configuración que consigue cerrar el
balance de energía entre condensador y hervidor para cada reparto de la alimentación,
existiendo, en algunos casos, varias configuraciones que cumplen con lo anterior. Para
ilustrar este hecho, se presentan a continuación los resultados para s=0,65.
N1 Nf1
11
15
20
25
30
33
35
40
45
50
Qc1, kW
N2 Nf2 Qh2, kW
9 -119.437,32 10 7 70.617,09
10 -22.270,64 15 7 15.496,85
10 -12.960,45 20 8 10.978,00
11 -10.611,96 25 8 9.502,67
12 -9.782,02 26 8 9.336,83
12 -9.544,15 30 9 8.841,02
12 -9.462,21 35 9 8.509,32
13 -9.367,04 40 10 8.368,10
13 -9.341,57 45 10 8.311,01
14 -9.333,06 50 11 8.291,83
Tabla 18. Análisis de sensibilidad del sistema doble efecto para un coeficiente de reparto de la
alimentación de 0,65
donde
N1: número de etapas de equilibrio de la primera columna
Nf1: posición óptima de la alimentación de la primera columna
Qc1: calor retirado en la condensación, kW
N2: número de etapas de equilibrio de la segunda columna
Nf2: posición óptima de la alimentación de la segunda columna
Qh2: calor necesario en el hervidor de la segunda columna, kW
Se puede ver que el análisis comienza a partir del número de etapas que hace que se
cumplan las especificaciones de diseño. A partir de este valor, debe aumentarse el
número de etapas de la primera columna para disminuir el consumo de vapor en el
hervidor de la misma. De este modo, el número de etapas de la segunda columna se elije
en función de la cantidad de calor obtenida en la condensación.
Volviendo a los resultados, una de las configuraciones que equilibra el balance de
energía se corresponde con 33 etapas para la primera columna, y 25 para la segunda.
También sería interesante estudiar las configuraciones 40 y 26 etapas, e incluso 45 y 26
etapas, para ver si el ahorro en servicios queda compensado con el aumento en el capital
de inversión al aumentar el número de etapas. Sin embargo, existe un factor limitante de
tipo constructivo al aumentar el número de etapas, ya que puede originar una altura de
torre inviable.
Concluida la descripción del procedimiento seguido, se recogen en las tablas 19 y 20 los
principales resultados obtenidos en las simulaciones.
METODOLOGÍA
83
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
N1 Nf1 Tf1 i, ºC Tf1 f, ºC Td1, ºC Tc1 i, ºC Tc1 f, ºC Qh1, kW D1, m Hbomba, m PB, kW Qint tamiz 1, kW Qint prec 1, kW
11
11
12
12
13
14
15
17
20
21
22
23
24
26
29
35
32
40
34
43
33
40
45
30
35
40
32
9
9
9
9
9
9
10
10
10
10
10
11
11
11
12
12
12
13
12
13
12
13
13
12
12
12
12
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
121,1
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
115,2
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
141,1
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
60,2
31.064,17
41.020,52
22.909,88
27.383,18
21.984,11
20.025,17
19.277,48
17.030,23
15.756,44
15.531,25
15.399,94
15.149,47
15.045,98
14.793,26
14.609,60
14.422,15
14.794,75
14.560,41
14.919,90
14.773,62
15.198,14
15.023,48
15.001,23
16.631,15
16.282,68
16.195,51
17.614,17
3,36
3,94
2,75
3,03
2,61
2,42
2,33
2,30
2,32
2,33
2,33
2,33
2,34
2,35
2,35
2,36
2,39
2,38
2,41
2,40
2,43
2,43
2,42
2,56
2,54
2,54
2,66
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
26,18
5,59
7,10
8,59
10,05
11,49
12,92
14,33
15,74
17,14
17,42
17,70
17,98
18,25
18,53
18,81
19,09
19,36
19,36
19,64
19,64
19,92
19,92
19,92
21,30
21,30
21,30
22,67
368,07
490,76
613,45
736,14
858,83
981,52
1.104,32
1.226,79
1.349,59
1.374,08
1.398,69
1.423,18
1.447,79
1.472,39
1.496,88
1.521,49
1.545,98
1.545,98
1.570,58
1.570,58
1.595,08
1.595,08
1.595,08
1.717,66
1.717,66
1.717,66
1.830,14
4.882,49
6.510,33
8.138,20
9.766,10
11.394,01
13.021,94
14.649,88
16.277,83
17.905,79
18.231,38
18.556,98
18.882,57
19.208,16
19.533,76
19.859,35
20.184,94
20.510,54
20.510,54
20.836,13
20.836,13
21.161,73
21.161,73
21.161,73
22.789,71
22.789,71
22.789,71
24.417,69
Tabla 19. Resultados de las simulaciones para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
84
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
N2 Nf2
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
19
15
27
18
23
25
24
30
35
36
39
39
37
40
42
45
31
34
28
29
25
26
26
18
19
19
15
R2
8 9,17
7 13,84
8 6,48
8 9,95
8 7,33
8 6,83
8 7,06
9 6,06
9 5,67
9 5,63
10 5,53
10 5,53
9 5,59
10 5,51
10 5,47
10 5,44
9 5,95
9 5,73
9 6,33
9 6,18
8 6,84
8 6,64
8 6,64
8 9,95
8 9,17
8 9,17
7 13,83
Tf2 i, ºC Tf2 f, ºC Td2, ºC Tc2 i, ºC Tc2 f, ºC Qh2, kW Qc2, kW D2, m Qint tamiz 2, kW Qint prec 2, kW E, kW
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
38,0
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
85,2
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
83
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
105,2
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
59
27.926,17
35.404,78
19.712,34
24.326,17
18.438,63
16.289,99
15.238,26
12.629,67
10.940,66
10.650,74
10.308,09
10.067,36
9.887,72
9.564,00
9.288,41
9.022,41
9.250,87
9.043,58
9.328,15
9.200,19
9.503,24
9.338,15
9.338,16
10.427,65
9.856,06
9.856,11
11.057,46
19.027,55
27.029,60
11.860,61
16.997,89
11.633,79
10.008,61
9.480,33
7.395,19
6.229,62
6.044,40
5.806,43
5.670,40
5.595,45
5.376,42
5.205,51
5.044,20
5.377,35
5.170,06
5.559,32
5.431,36
5.839,10
5.674,01
5.674,02
7.286,96
6.715,37
6.715,42
8.440,22
3,97
4,32
3,36
3,59
3,16
2,95
2,82
2,56
2,36
2,32
2,28
2,25
2,22
2,18
2,14
2,11
2,12
2,10
2,11
2,10
2,12
2,10
2,10
2,15
2,10
2,10
2,16
250,84
236,08
221,32
206,58
191,82
177,06
162,30
147,56
132,80
129,85
126,90
123,94
120,99
118,04
115,09
112,14
109,19
109,19
106,23
106,23
103,28
103,28
103,28
88,54
88,54
88,54
73,77
15.105,76
14.217,18
13.328,61
12.440,03
11.551,46
10.662,89
9.774,31
8.885,74
7.997,16
7.819,45
7.641,74
7.464,02
7.286,31
7.108,59
6.930,88
6.753,16
6.575,45
6.575,45
6.397,73
6.397,73
6.220,02
6.220,02
6.220,02
5.331,44
5.331,44
5.331,44
4.442,87
1.832,35
3.874,90
1.021,42
445,67
498,90
253,38
122,22
48,30
28,33
5,96
130,30
33,44
22,63
6,58
11,44
2,99
60,04
33,00
20,98
2,54
37,00
27,47
5,13
110,32
333,53
246,28
28,41
Tabla 20. Continuación de resultados de las simulaciones para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
85
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
s: fracción de la alimentación introducida a la primera columna
N1: número de etapas de equilibrio de la primera columna
Nf1: posición optima de la alimentación en la primera columna
Tf1 i: temperatura de la corriente de alimentación, ºC
Tf1 f: temperatura de precalentamiento de la primera columna, ºC
Td1: temperatura del destilado condensado de la primera columna, ºC
Tc1i: temperatura de cola a la salida de la primera columna, ºC
Tc1f: temperatura de cola tras el precalentamiento de la primera columna, ºC
Qh1: calor necesario en el hervidor de la primera columna, kW
D1: diámetro de la primera columna, m
Hbomba: altura desarrollada por la bomba, m
PB: potencia al freno de la bomba, kW
Qint tamiz 1: calor para acondicionar el destilado de la primera columna, kW
Qint prec 1: calor aportado en el precalentamiento de la primera columna, kW
N2: número de etapas de equilibrio de la segunda columna
Nf2: posición optima de la alimentación en la segunda columna
R2: relación de reflujo de la segunda columna
Tf2 i: temperatura de la corriente de alimentación, ºC
Tf2 f: temperatura de precalentamiento de la segunda columna, ºC
Td2: temperatura de salida del destilado de la segunda columna, ºC
Tc2i: temperatura de cola a la salida de la segunda columna, ºC
Tc2f: temperatura de cola tras el precalentamiento de la segunda columna, ºC
Qh2: calor necesario en el hervidor de la segunda columna, kW
Qc2: calor retirado en el condensador de la segunda columna, kW
D2: diámetro de la segunda columna, m
Qint tamiz 2: calor para acondicionar el destilado de la segunda columna, kW
Qint prec 2 calor aportado en el precalentamiento de la segunda columna, kW
E: resultado del balance energético entre condensador y hervidor, kW
Como reflejan los resultados, se dejó de simular para un reparto de s igual a 0,75 debido
al aumento del calor necesario en el hervidor de la primera columna, que genera un
aumento en los costes de operación haciendo ineficaz introducir más cantidad de
alimento en esta torre.
Por otro lado, el rango comprendido entre 0,55 y 0,65, fue ampliado por haberse
obtenido los menores consumos en el hervidor, lo que podría indicar que la
configuración óptima para este sistema se encuentra entre esos valores.
Nuevamente, obtenidos los parámetros necesarios, se pasa al diseño de los equipos.
4.4.2. Diseño de equipos
En este apartado queda excluida la bomba de alimentación a la primera columna, ya que
los datos necesarios para el cálculo de su coste se han obtenido de las simulaciones.
METODOLOGÍA
86
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
I. Columnas
Aplicando la expresión [2] para obtener la eficacia global de la columna, y con ello el
número de platos reales, se calcula la altura de cada torre. A cada unidad le corresponde
una eficiencia en función de la presión de trabajo y las condiciones de entrada de la
alimentación, ya que son los parámetros de los que dependen volatilidad y viscosidad,
respectivamente.
Hallado el número de platos reales, se obtiene la altura de la torre a partir de la
expresión [9], donde el espacio entre platos ha ido variando según el diámetro obtenido,
siendo el más común 0,60 m.
Cabe mencionar que no se ha encontrado ninguna restricción de tipo constructivo,
siendo todos los valores obtenidos menores de 64 m.
II. Hervidores
Para el diseño de los hervidores Kettle se dispone del calor aportado por este equipo,
donde en la segunda columna se toma como vapor de servicio la corriente de destilado
vapor que sale de la primera.
El diseño correspondiente a la unidad de la primera columna, es idéntico al de los casos
anteriores, teniendo la expresión [10] para el cálculo del área de transferencia. Sin
embargo, debido a la presión de operación del equipo, se requiere que el vapor de
servicio se encuentre a 6,5 bar, con una temperatura de saturación de 161,9 ºC. Esta
presión de servicio es válida para todos los casos simulados sin excepción.
Con respecto a la segunda unidad, resulta más adecuado usar la expresión [11] para
obtener el área de transferencia, ya que en ella interviene la diferencia de temperatura
logarítmica media para evaluar el proceso no isotermo de condensación del destilado.
Sin embargo, debido a la proximidad de las temperaturas de saturación por la alta
pureza de la mezcla, es indiferente el uso de una expresión u otra. Si se opta por el uso
de esta expresión, el factor de corrección del DTLM resulta la unidad.
Para obtener el valor del coeficiente global de transferencia de calor se ha asemejado
este proceso al dado en el condensador, ya que ningún dato aportado en la bibliografía
W
se corresponde con la situación real. Se toma como referencia el valor de 851,75 2
m ºC
porque en ambos casos condensa una corriente vapor de etanol.
Como se verá más adelante en los resultados, resultan área de transferencia elevadas
para este segundo hervidor, lo que restringe aún más la optimización del reparto de la
alimentación.
III. Condensador
Como se comentó al inicio del apartado anterior, este equipo no va por duplicado, por lo
que únicamente se tiene en cuenta el correspondiente a la segunda columna. Las
correlaciones y parámetros de bibliografía son idénticos a los del caso de destilación en
columna simple, con lo que no cabe mencionar ningún aspecto sobresaliente.
METODOLOGÍA
87
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
IV. Intercambiadores previos al tamiz molecular
Al contrario que en las configuraciones anteriores, el resultado del diseño para estos
equipos variará de una simulación a otra, ya que se obtienen diferentes caudales de
destilado. Por otro lado, ha sido necesario duplicarlo porque el destilado que se obtiene
de cada columna se encuentra en diferentes condiciones.
La expresión usada en el cálculo de la superficie de transferencia requerida viene dada
por la ecuación [11], sin embargo existen diferencias en el diseño que se pasan a
comentar.
En relación al equipo que corresponde al destilado de la segunda columna, el diseño
coincide con los casos descritos anteriormente. Sin embargo, en el intercambiador que
acondiciona la corriente de la primera columna, el uso del DTLM se justifica por ser
líquido saturado que pasa a vapor recalentado, teniendo en cuenta el calor total del
cambio de estado. El factor de corrección atendiendo a la condensación del vapor de
servicio, resulta la unidad. Por otro lado, teniendo en cuenta la función real de este
intercambiador, que vaporiza la mezcla etanol-agua, el coeficiente global de
W
transferencia de calor vale 1.250 2
[16].
m ºC
Cabe añadir que la presión del vapor de servicio usado en ambos equipos ha sido de 8
bar.
V. Intercambiadores precalentamiento alimentación
Al igual que en el equipo anterior, el diseño va a ser función del caudal alimentado a
cada columna, por lo que cambiará para cada caso simulado.
En ambas unidades se usa la expresión [11]. Además, debe evaluarse el factor de
corrección del DTLM, ya que el cambio de temperatura que sufren ambas corrientes es
debido al cambio de calor sensible, siendo procesos no isotermos.
Como se detalló en el diseño de la columna simple con precalentamiento, a partir de las
temperaturas resultantes en la simulación, para obtener dicho factor se tienen las
expresiones [13] y [14] para entrar en las gráficas de la figura 33. Para el intercambiador
involucrado en la primera columna, los valores resultantes para R y S son 1,03 y 0,78,
respectivamente. Para esta pareja de parámetros sólo están disponibles las
configuraciones (d) y (e), para las que, basándose en la sencillez constructiva, se opta
por la opción (d) con un FT igual a 0,85. Con respecto al segundo equipo, R y S toman
los valores de 1,02 y 0,69, respectivamente. En este caso, se tienen como posibles
configuraciones la (c), (d), (e), (g) y (j), donde por simplicidad se elige la última con un
valor del factor de corrección de 0,825.
W
Coincidiendo el coeficiente global U, con un valor de 1.150 2
, quedan fijados
m ºC
todos los parámetros necesarios para el cálculo del área correspondiente.
Para finalizar, se muestra la tabla 21 donde se recogen los resultados del diseño que
intervienen en el cálculo de costes.
METODOLOGÍA
88
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
N1
E1
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
11
11
12
12
13
14
15
17
20
21
22
23
24
26
29
35
32
40
34
43
33
40
45
30
35
40
32
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
54,19
Nr1 L1, m N2
17
17
19
19
21
23
24
28
34
36
37
39
41
45
50
61
56
71
60
76
58
71
80
52
61
71
56
17
17
15
18
17
18
18
21
24
26
26
27
29
31
34
41
38
47
40
50
39
47
52
35
41
47
38
19
15
27
18
23
25
24
30
35
36
39
39
37
40
42
45
31
34
28
29
25
26
26
18
19
19
15
E2
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
48,99
Nr2 L2, m Ah1, m2 Ah2, m2 Ac2, m2 Aint tamiz 1, m2 Aint tamiz 2, m2 Aint prec 1, m2 Aint prec 2, m2
35
27
52
33
43
47
45
58
68
70
76
76
72
78
82
88
60
66
54
56
47
49
49
33
35
35
27
30
28
43
29
36
32
31
39
45
46
50
50
47
51
53
57
40
44
36
38
32
33
33
24
25
25
20
807,33
1.066,09
595,41
711,67
571,35
520,44
501,01
442,60
409,50
403,64
400,23
393,72
391,03
384,46
379,69
374,82
384,50
378,41
387,76
383,95
394,99
390,45
389,87
432,23
423,17
420,91
457,78
3.272,29
4.148,60
2.309,82
2.850,45
2.160,57
1.908,80
1.785,56
1.479,90
1.281,99
1.248,02
1.207,86
1.179,66
1.158,61
1.120,68
1.088,38
1.057,21
1.083,98
1.059,69
1.093,04
1.078,05
1.113,56
1.094,21
1.094,21
1.221,87
1.154,90
1.154,90
1.295,67
532,82
756,89
332,13
475,98
325,77
280,26
265,47
207,08
174,44
169,26
162,59
158,78
156,69
150,55
145,77
141,25
150,58
144,77
155,67
152,09
163,51
158,89
158,89
204,05
188,05
188,05
236,35
8,42
11,23
14,04
16,85
19,65
22,46
25,27
28,07
30,89
31,45
32,01
32,57
33,13
33,70
34,26
34,82
35,38
35,38
35,94
35,94
36,50
36,50
36,50
39,31
39,31
39,31
41,88
7,26
6,84
6,41
5,98
5,55
5,13
4,70
4,27
3,85
3,76
3,67
3,59
3,50
3,42
3,33
3,25
3,16
3,16
3,08
3,08
2,99
2,99
2,99
2,56
2,56
2,56
2,14
236,94
315,93
394,93
473,93
552,93
631,93
710,93
789,93
868,94
884,74
900,54
916,34
932,14
947,94
963,74
979,54
995,34
995,34
1.011,14
1.011,14
1.026,94
1.026,94
1.026,94
1.105,94
1.105,94
1.105,94
1.184,95
776,82
731,13
685,43
639,74
594,04
548,35
502,65
456,96
411,26
402,12
392,98
383,84
374,70
365,56
356,43
347,29
338,15
338,15
329,01
329,01
319,87
319,87
319,87
274,17
274,17
274,17
228,48
Tabla 21. Resultados del diseño para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
89
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
s: fracción de la alimentación introducida a la primera columna
N1: número de etapas de equilibrio de la primera columna
E1: eficiencia de la primera columna
Nr1: número de platos reales de la primera columna
L1: altura de la primera columna, m
N2: número de etapas de equilibrio de la segunda columna
E2: eficiencia de la segunda columna
Nr2: número de platos reales de la segunda columna
L2: altura de la segunda columna, m
Ah1: área del hervidor de la primera columna, m2
Ah2: área del hervidor de la segunda columna, m2
Ac2: área del condensador de la segunda columna, m2
Aint tamiz 1: área del intercambiador previo al tamiz de la primera columna, m2
Aint tamiz 2: área del intercambiador previo al tamiz de la segunda columna, m2
Aint prec 1: área del intercambiador de precalentamiento de la primera columna, m2
Aint prec2: área del intercambiador de precalentamiento de la segunda columna, m2
4.4.3. Costes
Para esta configuración, aparece un nuevo equipo a tener en cuenta en el cómputo de
costes, siendo éste la bomba de alimentación. El procedimiento seguido para el cálculo
del coste asociado a este equipo, queda también recogido en el Anexo A. Cálculo de
costes.
Con respecto al coste de los equipos cabe mencionar que, para el intercambiador previo
al tamiz molecular correspondiente al destilado de la primera columna, para coeficientes
de reparto comprendidos en el rango de 0,15 a 0,30, la correlación usada para el cálculo
del coste coincide con la dada para intercambiadores de carcasa y tubo, ya que el área
excede el rango de validez aplicado a intercambiadores de doble tubo. Además, para la
obtención del coste asociado al intercambiador de precalentamiento de la alimentación a
la primera columna, ha sido necesario dividir el área de transferencia entre cuatro,
siendo éste el número de carcasas designado en su diseño.
Por otro lado, asociado al consumo eléctrico de la bomba, se debe hallar el coste en
electricidad que conlleva el funcionamiento de la misma. De nuevo, estos cálculos se
detallan en el Anexo A. Cálculo de costes.
Comentadas estas particularidades, se presentan las tablas 22, 23 y 24 con los resultados
obtenidos para esta alternativa.
METODOLOGÍA
90
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
CBM Bom, $ CBM Col1, $
26.051,52
28.008,07
29.857,28
31.622,99
33.322,42
34.968,04
36.569,09
38.132,58
39.663,97
40.436,11
41.209,55
41.392,96
41.575,25
42.347,82
58.101,21
58.369,83
57.868,78
57.868,78
58.243,83
58.243,83
58.617,50
58.617,50
58.617,50
60.466,29
60.466,29
60.466,29
62.284,97
1.531.616,90
1.770.737,10
1.123.553,45
1.349.424,33
1.162.134,92
1.052.391,86
1.025.383,51
1.145.479,76
1.316.749,85
1.429.747,62
1.435.330,89
1.496.542,71
1.619.532,42
1.754.398,57
1.965.747,36
2.519.144,62
2.275.186,14
3.074.338,51
2.444.146,16
3.380.140,53
2.365.079,18
3.077.271,96
3.596.352,20
2.273.445,03
2.787.269,60
3.386.211,30
2.547.183,90
CBM Her1, $ CBM Int tam1, $ CBM Int prec1, $
1.963.479,69
2.460.279,48
1.558.549,20
1.780.705,52
1.512.492,69
1.414.854,29
1.377.501,31
1.264.833,49
1.200.623,51
1.189.239,41
1.182.596,29
1.169.914,81
1.164.670,55
1.151.854,22
1.142.530,35
1.133.005,72
1.151.929,66
1.140.032,12
1.158.278,23
1.150.857,49
1.172.380,10
1.163.529,96
1.162.402,09
1.244.748,11
1.227.186,71
1.222.790,23
1.294.176,98
20.771,90
21.750,36
22.540,94
23.208,18
273.722,88
278.336,73
283.233,48
288.286,73
293.456,30
294.495,70
295.541,82
296.585,15
297.634,74
298.685,76
299.733,35
300.786,66
301.836,20
301.836,20
302.891,15
302.891,15
303.942,03
303.942,03
303.942,03
309.206,03
309.206,03
309.206,03
314.035,86
1.384.897,23
1.526.767,76
1.663.835,76
1.796.906,46
1.926.716,65
2.053.853,61
2.178.776,19
2.301.845,00
2.423.347,02
2.447.480,59
2.471.562,52
2.495.594,36
2.519.577,62
2.543.513,76
2.567.404,18
2.591.250,18
2.615.053,10
2.615.053,10
2.638.814,17
2.638.814,17
2.662.534,59
2.662.534,59
2.662.534,59
2.780.566,24
2.780.566,24
2.780.566,24
2.897.739,88
CBM Col2, $
3.710.482,45
3.404.658,23
6.750.415,76
3.457.242,75
4.942.433,28
3.773.364,45
3.595.139,65
5.619.620,17
6.976.682,74
7.371.936,57
8.925.376,70
9.006.891,76
7.924.966,39
9.607.034,40
10.611.672,22
12.731.867,20
5.777.818,25
7.105.849,11
4.669.054,49
5.217.138,72
3.708.980,28
3.945.981,33
3.945.980,47
2.217.044,74
2.386.888,33
2.386.887,15
1.666.222,42
CBM Her2, $
CBM Cond, $
7.045.247,55 1.065.757,98
9.062.663,57 1.383.174,06
4.958.936,37 777.201,24
6.114.026,61 984.776,26
4.647.649,30 767.901,40
4.129.905,63 700.761,60
3.879.805,92 678.714,25
3.268.632,84 590.269,54
2.879.503,42 539.527,60
2.813.194,34 531.353,19
2.734.995,01 520.800,33
2.680.167,22 514.740,99
2.639.310,26 511.394,06
2.565.802,23 501.575,83
2.503.339,75 493.875,42
2.443.150,70 486.574,28
2.494.840,50 501.618,01
2.447.936,21 492.273,61
2.512.339,44 509.778,24
2.483.367,57 504.043,97
2.552.021,44 522.252,60
2.514.605,46 514.902,25
2.514.608,08 514.902,76
2.762.259,48 585.603,63
2.632.113,47 560.812,63
2.632.124,51 560.814,76
2.906.256,47 634.911,84
CBM Int
tam2, $
20.285,11
20.089,25
19.882,83
19.664,70
19.432,86
19.185,52
18.920,21
18.634,07
18.322,52
18.256,80
18.189,82
18.121,21
18.051,52
17.980,39
17.907,75
17.833,53
17.757,65
17.757,65
17.679,68
17.679,68
17.600,22
17.600,22
17.600,22
17.171,73
17.171,73
17.171,73
16.677,83
CBM Int prec2,
$
1.411.384,78
1.346.716,49
1.282.064,04
1.217.393,71
1.152.664,91
1.087.828,30
1.022.823,13
957.573,57
891.983,34
878.814,06
865.625,12
852.415,31
839.183,31
825.927,73
812.647,11
799.339,88
786.004,38
786.004,38
772.638,81
772.638,81
759.241,29
759.241,29
759.241,29
691.697,85
691.697,85
691.697,85
622.976,58
CBM TOTAL, $
18.179.975,09
21.024.844,36
18.186.836,87
16.774.971,51
16.438.471,30
14.545.450,02
14.096.866,73
15.493.307,76
16.579.860,26
17.014.954,39
18.491.228,03
18.572.366,47
17.575.896,12
19.309.120,71
20.472.958,70
23.081.322,60
15.979.912,67
18.038.949,66
15.083.864,19
16.525.815,92
14.122.649,24
15.018.226,60
15.536.181,24
12.942.209,12
13.453.378,86
14.047.936,10
12.962.466,73
Tabla 22. Costes de los equipos para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
91
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
CDPI, $
Ccont, $
CTDC, $
CTPI, $
CWC, $
CTCI, $
A, $/año
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
19.088.973,85
22.076.086,58
19.096.178,71
17.613.720,08
17.260.394,87
15.272.722,52
14.801.710,07
16.267.973,15
17.408.853,28
17.865.702,11
19.415.789,43
19.500.984,79
18.454.690,92
20.274.576,74
21.496.606,64
24.235.388,73
16.778.908,30
18.940.897,15
15.838.057,40
17.352.106,72
14.828.781,70
15.769.137,93
16.312.991,31
13.589.321,58
14.126.050,81
14.750.336,90
13.610.595,06
3.436.015,29
3.973.695,58
3.437.312,17
3.170.469,62
3.106.871,08
2.749.090,05
2.664.307,81
2.928.235,17
3.133.593,59
3.215.826,38
3.494.842,10
3.510.177,26
3.321.844,37
3.649.423,81
3.869.389,19
4.362.369,97
3.020.203,49
3.409.361,49
2.850.850,33
3.123.379,21
2.669.180,71
2.838.444,83
2.936.338,44
2.446.077,88
2.542.689,15
2.655.060,64
2.449.907,11
22.524.989,14
26.049.782,17
22.533.490,88
20.784.189,70
20.367.265,94
18.021.812,58
17.466.017,88
19.196.208,31
20.542.446,87
21.081.528,49
22.910.631,53
23.011.162,06
21.776.535,29
23.924.000,56
25.365.995,83
28.597.758,70
19.799.111,80
22.350.258,63
18.688.907,74
20.475.485,93
17.497.962,41
18.607.582,75
19.249.329,74
16.035.399,46
16.668.739,95
17.405.397,54
16.060.502,17
25.678.487,62
29.696.751,67
25.688.179,61
23.693.976,26
23.218.683,17
20.544.866,34
19.911.260,38
21.883.677,48
23.418.389,43
24.032.942,48
26.118.119,94
26.232.724,75
24.825.250,23
27.273.360,64
28.917.235,25
32.601.444,92
22.570.987,45
25.479.294,84
21.305.354,82
23.342.053,96
19.947.677,14
21.212.644,34
21.944.235,90
18.280.355,39
19.002.363,55
19.842.153,20
18.308.972,48
4.531.497,82
5.240.603,24
4.533.208,17
4.181.289,93
4.097.414,68
3.625.564,65
3.513.751,83
3.861.825,44
4.132.656,96
4.241.107,50
4.609.079,99
4.629.304,37
4.380.926,51
4.812.945,99
5.103.041,51
5.753.196,16
3.983.115,43
4.496.346,15
3.759.768,50
4.119.185,99
3.520.178,32
3.743.407,82
3.872.512,22
3.225.945,07
3.353.358,27
3.501.556,45
3.230.995,14
30.209.985,43
34.937.354,91
30.221.387,77
27.875.266,18
27.316.097,85
24.170.430,99
23.425.012,21
25.745.502,92
27.551.046,38
28.274.049,97
30.727.199,93
30.862.029,11
29.206.176,74
32.086.306,63
34.020.276,76
38.354.641,08
26.554.102,88
29.975.640,99
25.065.123,32
27.461.239,95
23.467.855,46
24.956.052,16
25.816.748,12
21.506.300,46
22.355.721,82
23.343.709,64
21.539.967,62
5.166.422,67
5.974.883,46
5.168.372,66
4.767.145,86
4.671.518,54
4.133.555,87
4.006.076,55
4.402.920,03
4.711.698,75
4.835.344,69
5.254.875,17
5.277.933,26
4.994.754,27
5.487.305,59
5.818.047,46
6.559.297,67
4.541.204,41
5.126.345,77
4.286.563,51
4.696.340,32
4.013.403,47
4.267.910,49
4.415.104,17
3.677.944,12
3.823.209,66
3.992.172,42
3.683.701,78
Tabla 23. Capital de inversión para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
92
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
s
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,56
0,57
0,58
0,59
0,60
0,61
0,62
0,63
0,63
0,64
0,64
0,65
0,65
0,65
0,70
0,70
0,70
0,75
Hervidor
m, kg/s CS , $/kg CS, $/año
14,96
19,76
11,03
13,19
10,59
9,64
9,28
8,20
7,59
7,48
7,42
7,30
7,25
7,12
7,04
6,95
7,13
7,01
7,19
7,12
7,32
7,24
7,22
8,01
7,84
7,80
8,48
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
21.993.009,11
28.861.732,86
16.363.241,42
19.452.253,46
15.723.719,92
14.370.167,65
13.853.411,23
12.299.748,93
11.418.711,16
11.262.919,25
11.172.070,57
10.998.776,04
10.927.164,64
10.752.287,75
10.625.186,93
10.495.458,95
10.753.316,56
10.591.149,46
10.839.918,58
10.738.695,63
11.032.450,84
10.911.593,78
10.896.198,01
12.023.755,11
11.782.731,62
11.722.435,82
12.703.543,99
Intercambiadores
m, kg/s CS , $/kg CS, $/año
0,30
0,35
0,41
0,46
0,51
0,57
0,62
0,67
0,72
0,73
0,74
0,76
0,77
0,78
0,79
0,80
0,81
0,81
0,82
0,82
0,83
0,83
0,83
0,88
0,88
0,88
0,93
0,10
0,09
0,09
0,08
0,08
0,08
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
0,07
854.380,35
937.355,36
1.019.480,01
1.100.962,55
1.181.918,45
1.262.454,37
1.342.722,53
1.422.464,51
1.502.186,76
1.518.057,90
1.534.000,74
1.549.845,52
1.565.772,06
1.581.690,75
1.597.521,80
1.613.425,41
1.629.241,84
1.629.241,84
1.645.121,46
1.645.121,46
1.660.923,99
1.660.923,99
1.660.923,99
1.739.919,08
1.739.919,08
1.739.919,08
1.811.370,92
Condensador
q, m /s CS , $/ m3 CS, $/año
3
0,27
0,38
0,17
0,24
0,16
0,14
0,13
0,10
0,09
0,09
0,08
0,08
0,08
0,08
0,07
0,07
0,08
0,07
0,08
0,08
0,08
0,08
0,08
0,10
0,09
0,09
0,12
0,17
0,15
0,21
0,17
0,21
0,23
0,23
0,27
0,30
0,31
0,32
0,32
0,32
0,33
0,34
0,35
0,33
0,34
0,33
0,33
0,32
0,32
0,32
0,27
0,29
0,29
0,25
1.298.834,19
1.625.243,55
1.006.489,83
1.216.043,13
997.237,68
930.945,32
909.396,38
824.342,12
776.797,91
769.242,49
759.535,53
753.986,58
750.929,50
741.994,97
735.023,55
728.443,77
742.033,24
733.577,45
749.455,66
744.236,19
760.868,19
754.134,02
754.134,49
819.927,23
796.611,79
796.613,79
866.969,59
Bomba
E, kW CS , $/kWh CS, $/año CS TOTAL, $/año
5,59
7,10
8,59
10,05
11,49
12,92
14,33
15,74
17,14
17,42
17,70
17,98
18,25
18,53
18,81
19,09
19,36
19,36
19,64
19,64
19,92
19,92
19,92
21,30
21,30
21,30
22,67
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
9.502,01
12.081,22
14.605,72
17.090,51
19.544,82
21.974,79
24.384,80
26.778,06
29.157,03
29.631,28
30.105,06
30.578,37
31.051,22
31.523,63
31.995,61
32.467,17
32.938,32
32.938,32
33.409,07
33.409,07
33.879,43
33.879,43
33.879,43
36.225,67
36.225,67
36.225,67
38.563,41
24.155.725,66
31.436.412,98
18.403.816,98
21.786.349,66
17.922.420,87
16.585.542,14
16.129.914,94
14.573.333,61
13.726.852,85
13.579.850,92
13.495.711,90
13.333.186,51
13.274.917,42
13.107.497,10
12.989.727,89
12.869.795,30
13.157.529,96
12.986.907,08
13.267.904,76
13.161.462,35
13.488.122,45
13.360.531,22
13.345.135,92
14.619.827,09
14.355.488,16
14.295.194,35
15.420.447,90
Tabla 24. Costes de operación para la configuración destilación doble efecto con reparto de la alimentación
METODOLOGÍA
93
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para finalizar el estudio de esta configuración, se debe determinar el diseño óptimo para
la misma, para lo cual se presenta a continuación una gráfica con los resultados válidos
obtenidos. En este caso, el parámetro que define el diseño es el coeficiente de reparto,
en lugar del número de platos como se ha visto hasta ahora.
17.800.000
5.100.000
16.800.000
Capital, $
4.800.000
4.650.000
15.800.000
4.500.000
14.800.000
4.350.000
4.200.000
Operación/Total, $
4.950.000
13.800.000
4.050.000
3.900.000
0,63
0,63
0,64
0,64
0,65
12.800.000
0,65
Fracción alimentada a la primera columna, º/1
Capital
Total
Operación
Figura 36. Costes resultantes de la configuración destilación doble efecto con reparto de la alimentación
Como se puede comprobar, la curva de costes totales es prácticamente paralela al eje de
abscisas debido a la proximidad de los valores de reparto que han resultado válidos en el
estudio. Siguiendo con el criterio de elegir la configuración que presenta el mínimo de
costes totales, se muestran a continuación estos valores tabulados.
s
Capital, $
Operación, $
Total, $
0,63
0,63
0,64
0,64
0,65
0,65
4.541.204,41
5.126.345,77
4.286.563,51
4.696.340,32
4.013.403,47
4.267.910,49
13.157.529,96
12.986.907,08
13.267.904,76
13.161.462,35
13.488.122,45
13.360.531,22
17.698.734,37
18.113.252,85
17.554.468,28
17.857.802,67
17.501.525,92
17.628.441,70
Tabla 25. Costes de capital, de operación y totales para la configuración destilación doble efecto con
reparto de la alimentación
Según la tabla anterior, el mínimo de costes totales se tiene al introducir el 65% de la
alimentación en la primera columna, configurada acorde a la primera alternativa dada en
el análisis de sensibilidad de la tabla x. En ésta, se decidió elegir la solución con menor
altura de las torres, siendo el número de platos reales para la primera y segunda columna
de 58 y 47, respectivamente.
4.5. Destilación doble efecto sin reparto de la alimentación
De nuevo, el objetivo del doble efecto es aportar calor en el hervidor de la columna
secundaria condensando el vapor de la primera columna. Para ello, se debe obtener la
corriente de destilado a una presión mayor que la asignada en la segunda columna.
METODOLOGÍA
94
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por otro lado, al no existir reparto de la alimentación, el suministro a la segunda
columna se realiza con la corriente destilado ya condensada, sin devolver parte a la
primera columna en forma de reflujo o recirculación. Este hecho hace que la primera
torre actúe como una columna de agotamiento, quedando limitada la concentración de
etanol en el destilado. En este caso, se realizará el estudio para concentraciones de
salida entre el 20 y 60% en peso de etanol.
Del mismo modo, la corriente de destilado final es purificada en tamices moleculares
para llegar al 99,9% en peso de concentración.
Por último, para establecer la configuración óptima de este sistema, se deberá
determinar la concentración de etanol a obtener en la primera columna que minimiza los
costes totales.
4.5.1. Simulación
Como se recoge en la figura 37, para cuantificar el calor cedido por la corriente de
destilado, ha sido necesario implementar un intercambiador donde se produce la
condensación de la misma. Dicho equipo no interviene en el cálculo de costes puesto
que no es necesario en el sistema real. Del mismo modo, la unidad MIXER calcula el
balance entre la corriente destilado de la primera columna y el hervidor de la segunda
columna.
Al disponer en este sistema de una columna de agotamiento, los grados de libertad para
esta torre difieren a los dados anteriormente para dicho equipo. Para mostrar tales
diferencias, se nombran a continuación todos los grados de libertad involucrados en esta
configuración.
-
Presión de descarga de la bomba
Número de etapas de equilibrio para columna primaria y secundaria
Tipo de condensador para columna secundaria
Tipo de hervidor para columna primaria y secundaria
Caudal de destilado para columna primaria y secundaria
Relación de reflujo para columna secundaria
Posición de la alimentación para columna secundaria
Presión de operación para columna primaria y secundaria
Recuperación de etanol en el destilado para columna primaria y secundaria
Temperatura a la salida del intercambiador previo al tamiz molecular
Presión del intercambiador previo al tamiz molecular
Presión de operación del intercambiador dispuesto para condensación del destilado
de la primera columna
- Fracción de vapor a la salida del intercambiador dispuesto para condensación del
destilado de la primera columna
En primer lugar, se debe fijar la presión de la columna secundaria, ya que será la que
determine la presión de operación de la primera. Debido a que la alimentación no es
directamente introducida en la segunda columna, se supone para ésta una presión de
trabajo de 1 atm. Con este dato, la temperatura de salida de la corriente de cola,
sabiendo que la constituye agua pura, es de 100ºC.
METODOLOGÍA
95
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Obtenida la temperatura a la que opera el hervidor de la segunda columna, basta con
especificar en un separador flash condición de líquido saturado a 110ºC, para hallar la
presión de trabajo de la primera columna. Esta presión será función de la concentración
deseada en el destilado, impuesta como especificación de entrada en el equipo de
destilación súbita. A continuación, se muestra la tabla 26 donde se recogen los
resultados para cada valor de concentración especificado (en % peso y molar).
25
30
35
40
45
50
55
60
yetOH, % p/p 20
yetOH, % n/n 8,9 11,5 14,4 17,4 20,7 24,3 28,1 32,4 37,0
2,29 2,41 2,51 2,59 2,65 2,71 2,76 2,81 2,85
P, atm
Tabla 26. Presión de operación de la columna de agotamiento para el sistema doble efecto sin reparto de
la alimentación
Del mismo modo, al haber especificado condición de líquido saturado, se garantiza que
todo el calor de condensación se invierte en el hervidor.
•
Límites de separación en la primera columna
Antes de comenzar con la descripción del proceso desarrollado para realizar las
simulaciones, se debe comprobar que la columna de agotamiento es capaz de alcanzar la
concentración deseada. Para ello, es necesario representar la línea correspondiente a la
condición termodinámica de la alimentación en el respectivo diagrama de equilibrio
líquido-vapor. De esta manera, la concentración máxima de destilado que es posible
obtener viene dada por el punto de corte entre ambas. Este punto de corte supone un
límite operacional, ya que se correspondería con la concentración que está en equilibrio
con la alimentación, lo que supondría que no se diese transferencia de materia entre
fases impidiendo alcanzar una pureza superior a tal punto.
En primer lugar, se debe obtener el diagrama de equilibrio en base molar para cada
presión dada en la tabla 26. Estos datos se facilitan en el programa de simulación.
En segundo lugar, para obtener la línea correspondiente a la condición termodinámica
de la alimentación, se define el parámetro q, que representa el estado de la corriente.
Este parámetro, en el caso de líquido subenfriado se define como:
q = 1+
H F − H FBP
λ
[19]
donde
HF: entalpía de la alimentación, kcal/mol
HFBP: entalpía de la alimentación a la temperatura de burbuja, kcal/mol
λ: calor latente de vaporización, kcal/mol
METODOLOGÍA
96
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 37. Esquema usado en la simulación de destilación doble efecto sin reparto de la alimentación
METODOLOGÍA
97
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
El valor de q obtenido a partir de la expresión [19], se combina con los balances de
materia para hallar el lugar de todos los puntos de intersección de las líneas de
operación. Aunque en este caso no se dispone de sección de enriquecimiento, el
concepto sigue siendo el mismo para evaluar la concentración máxima alcanzable. La
ecuación que gobierna esta línea de intersección, que recibe el nombre de línea de
alimentación, viene dada por:
y=
z
q
x− F
q −1
q −1
[20]
donde
y: fracción molar de etanol en el vapor, º/1
x: fracción molar de etanol en el líquido, º/1
zF: fracción molar de etanol en la alimentación, º/1
Esta ecuación representa una línea recta de pendiente q/q-1 y que corta en la diagonal
del diagrama de equilibrio en el punto x=y=zF [12].
Para hallar los valores de entalpía involucrados en la ecuación [19], se hace uso de las
herramientas de Aspen para el cálculo de propiedades de corrientes. De esta manera,
con los datos aportados por el simulador, se obtiene el valor de q para cada caso. Al
considerar constante la temperatura de la alimentación, el valor de q aumenta con la
presión pues la alimentación está más subenfriada. A continuación, se muestran los
resultados obtenidos para cada presión de operación correspondiente a cada caso de
concentración deseada en el destilado.
20
25
30
35
40
45
50
55
60
yetOH, % p/p
11,5
14,4
17,4
20,7
24,3
28,1
32,4
37,0
yetOH, % n/n 8,9
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
2,85
P, atm
1,165
1,168
1,172
1,174
1,176
1,178
1,179
1,181
1,182
q
Tabla 27. Condición termodinámica de la alimentación para la columna de agotamiento
A partir de la concentración molar de la alimentación (zF=0,01 n/n), y conocido el valor
de q, se representa la recta de la alimentación sobre el diagrama de equilibrio adecuado.
A continuación, se muestra la gráfica correspondiente a la concentración del 8,9% p/p,
para la cual el equilibrio líquido-vapor ha sido definido a 2,29 atm.
1
1
0,9
0,8
0,8
0,7
0,7
0,6
0,6
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,2
0,1
0,1
y
0,9
0
0
0
0,1
0,2
0,3
0,4
0,5
x
0,6
0,7
0,8
0,9
1
Figura 38. Representación de la línea de alimentación en la columna de agotamiento para la obtención
del 20% p/p (8,9% n/n) de etanol a 2,29 atm
METODOLOGÍA
98
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Como se puede comprobar, el punto de corte entre la curva de equilibrio y la recta de
alimentación, representada por la línea de color rojo, se da aproximadamente para una
fracción de 34% n/n de etanol en el vapor. Dicho valor queda muy por encima del
8,91% n/n impuesto en este caso, por lo que no existe limitación alguna para estas
condiciones de operación.
Para el resto de concentraciones a evaluar, la gráfica obtenida presenta un
comportamiento similar, excepto para el límite superior del rango (2,85 atm), cuya
gráfica se presenta a continuación.
y
1
1
0,9
0,9
0,8
0,8
0,7
0,7
0,6
0,6
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,2
0,1
0,1
0
0
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
x
Figura 39. Representación de la línea de alimentación en la columna de agotamiento para la obtención
del 60% p/p (37% n/n) de etanol a 2,85 atm
En este caso, la concentración máxima alcanzable en la columna de agotamiento queda
limitada aproximadamente al 35% n/n de etanol, siendo imposible conseguir un 37%
n/n a la salida a la presión de 2,85 atm. Este problema queda solventado al aumentar la
presión hasta 3,5 atm, ya que con un nuevo valor de q igual a 1,199, la concentración
máxima aumenta con respecto al caso anterior. La gráfica correspondiente se muestra en
la figura 40.
y
1
1
0,9
0,9
0,8
0,8
0,7
0,7
0,6
0,6
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,2
0,1
0,1
0
0
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
x
Figura 40. Representación de la línea de alimentación en la columna de agotamiento para la obtención
del 60% p/p (37% n/n) de etanol a 3,5 atm
El aumento del máximo alcanzable se debe principalmente al aumento de la pendiente
de la línea de la alimentación, ya que la curva de equilibrio no sufre variación para este
pequeño incremento de presión. Este nuevo límite toma el valor de 39% n/n de etanol en
el vapor, con lo que quedando por encima de la concentración deseada, posibilita la
obtención de la misma.
METODOLOGÍA
99
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Teniendo en cuenta la nueva presión de operación para el caso de 60% p/p, y hallado el
caudal de destilado correspondiente que resulta del balance de materia para cada
concentración, se está en disposición de completar el sistema a modelar.
•
Metodología de diseño
Definida la corriente de alimentación al sistema con los datos de partida, se especifica la
presión de descarga de la bomba, que variará en cada simulación en función de la
concentración de etanol a obtener en la primera columna.
Para la primera columna, al no disponer de condensador integrado, basta con especificar
una variable de operación para configurar la torre, siendo el flujo de destilado obtenido
en el balance de materia. Una vez más, las especificaciones de diseño serán la
recuperación de etanol en la corriente de destilado y la concentración de etanol en la
misma. Sin embargo, en este caso, como variable a manipular se tiene el caudal de
destilado, que irá variando en cada simulación realizada junto con la concentración de
etanol a obtener.
Por otro lado, la segunda columna queda definida tal y como se configuraron las
anteriores, teniendo en cuenta el condensador parcial que retorna al primer plato parte
del destilado como líquido saturado. Además, la etapa de alimentación es ajustada para
minimizar la carga necesaria en el hervidor.
Para concretar las condiciones de condensación de la corriente de destilado, se
especifica en el intercambiador correspondiente la presión de operación asignada para la
primera columna, así como una fracción de vapor nula.
De nuevo, el intercambiador previo al tamiz molecular ha sido configurado para obtener
una corriente a 150 ºC y 1 atm de presión.
A continuación, se muestra una tabla a modo de resumen con las especificaciones que
han sido necesarias modificar con el fin de ajustar el modelo a las condiciones de
operación de cada caso estudiado.
yd1, º/1 P1, atm QD 1, kg/h
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
3,50
41208,75
32967,00
27472,50
23547,86
20604,38
18315,00
16483,50
14985,00
13736,25
Tabla 28. Variables especificadas en las simulaciones de destilación doble efecto sin reparto de la
alimentación
donde
yd1: fracción másica impuesta en la columna de agotamiento, º/1
P1: presión de operación de bomba, columna e intercambiador, atm
QD 1: caudal de destilado especificado en la columna de agotamiento, kg/h
METODOLOGÍA
100
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
En este caso, el caudal de destilado especificado en la columna secundaria permanece
constante y de valor igual al obtenido en el balance de materia del primer caso de
estudio, recogido en la tabla 2.
Definidos los datos necesarios que permiten la simulación del sistema, se pasa a obtener
el número de etapas de la primera columna que consigue la separación deseada. En
segundo lugar, para realizar la integración térmica del sistema, basta con ajustar el
número de etapas de la segunda columna para poder usar el destilado de la primera
como vapor de servicio.
Para finalizar el apartado referente a la simulación de este caso, se presentan las tablas
29 y 30 donde se recogen los principales resultados obtenidos en las simulaciones.
METODOLOGÍA
101
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 P1, atm N1 Td1i, ºC Td1f, ºC Tc1, C Qh1, kW D1, m Hbomba, m PB, kW
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
3,50
7
7
8
9
9
10
11
12
15
122,3
123,1
123,4
123,4
123,0
122,4
121,5
120,4
125,6
110,0
110,0
110,0
110,0
110,0
110,0
110,0
110,0
116,4
125,0
126,7
128,0
129,1
129,8
130,6
131,2
131,8
139,4
56.204,02
51.841,41
49.060,08
47.114,44
45.641,13
44.573,54
43.725,08
43.071,81
45.622,00
4,63
4,44
4,32
4,23
4,17
4,12
4,13
4,16
4,23
37,91
42,08
45,56
48,34
50,43
52,52
54,25
55,99
79,99
13,01
14,44
15,64
16,59
17,31
18,02
18,62
19,22
27,45
Tabla 29. Resultados de las simulaciones para la configuración destilación doble efecto sin reparto de la alimentación
yd1 N2 Nf2 R2 Td2, C Tc2, C Qh2, kW
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
10 6 6,83
10 7 5,65
10 7 4,59
11 7 2,94
11 7 2,72
12 8 2,09
12 9 1,99
14 10 1,55
17 13 1,30
78,3
78,3
78,3
78,3
78,3
78,3
78,3
78,3
78,3
Qc2, kW D2, m Qint tamiz, kW E, kW
100,0 18.681,22 16.820,54
100,0 15.879,60 13.922,60
100,0 13.315,11 11.299,60
100,0 9.290,16 7.234,94
100,0 8.787,73 6.702,58
100,0 7.242,09 5.138,38
100,0 7.023,99 4.905,89
100,0 5.950,19 3.821,70
100,0 5.227,04 3.189,53
3,29
3,01
2,75
2,28
2,22
2,01
1,98
1,82
1,72
314,22
314,22
314,22
314,22
314,22
314,22
314,22
314,22
314,22
3.978,00
1.590,94
703,91
2.254,78
887,38
981,95
34,44
148,36
19,10
Tabla 30. Continuación de resultados de las simulaciones para la configuración destilación doble efecto sin reparto de la alimentación
METODOLOGÍA
102
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
yd1: concentración de etanol impuesta en la primera columna, º/1
P1: presión de operación de la primera columna, atm
N1: número de etapas de equilibrio de la primera columna
Td1i: temperatura de salida del destilado de la primera columna, ºC
Td1f: temperatura del destilado condensado, ºC
Tc1: temperatura de la corriente de cola de la primera columna, ºC
Qh1: calor necesario en el hervidor de la primera columna, kW
D1: diámetro de la primera columna, m
Hbomba: altura desarrollada por la bomba, m
PB: potencia al freno de la bomba, kW
N2: número de etapas de equilibrio de la segunda columna
Nf2: posición optima de la alimentación en la segunda columna
R2: relación de reflujo de la segunda columna
Td2: temperatura de salida del destilado de la segunda columna, ºC
Tc2: temperatura de la corriente de cola de la segunda columna, ºC
Qh2: calor necesario en el hervidor de la segunda columna, kW
Qc2: calor retirado en el condensador de la segunda columna, kW
D2: diámetro de la segunda columna, m
Qint tamiz: calor necesario para acondicionar el destilado para purificación, kW
E: resultado del balance energético entre destilado y hervidor, kW
Obtenidos los datos necesarios, se pasa al diseño de los equipos involucrados en esta
configuración con el fin de calcular los costes asociados a la misma.
4.5.2. Diseño de equipos
Al igual que en el caso anterior, la bomba de alimentación se tendrá en cuenta en el
siguiente apartado para el cálculo del coste, ya que queda diseñada con los resultados
obtenidos en las simulaciones.
I. Columnas
Como es sabido, para determinar el número de platos de reales, y con ello la altura de la
torre, se debe conocer la eficacia global de cada columna. Al contrario que en los casos
estudiados hasta ahora, se tendrá una eficiencia diferente en cada caso simulado según
las condiciones de operación.
En la primera columna, la variación de este parámetro se debe al cambio que se da en la
presión de operación para conseguir la concentración impuesta en el destilado. De esta
manera, cada caso presenta diferentes condiciones en los extremos de la columna,
repercutiendo directamente en la volatilidad relativa media, y en la temperatura media
de la columna para el cálculo de la viscosidad.
Para la torre secundaria, el cambio en su correspondiente eficacia, se debe a la variación
de la corriente alimentada que sufre un cambio en su pureza, ya que se corresponde con
el destilado obtenido en la primera. Este hecho implica una viscosidad diferente en cada
caso, ya que según la expresión [7] depende directamente de la concentración de la
mezcla que se alimenta.
METODOLOGÍA
103
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Obtenida la eficacia de cada columna, se está en disposición de obtener el número de
platos reales. Sin embargo, para la primera columna la expresión [8] debe ser
modificada, ya que al no disponer de condensador, el primer plato ya queda
cuantificado como una etapa ideal. En este caso, el número de platos reales se obtiene a
través de la siguiente expresión:
N reales =
(N ideales − 1)
E
× 100
[21]
Comentadas las particularidades de este caso, se calcula la altura de la torre con la
expresión [9], dada en la primera configuración estudiada. Cabe añadir, que el
espaciamiento entre platos es de 0,90 m en todos los casos de la primera columna,
mientras que en la segunda, varia de 0,75 a 0,60 m según la tabla 5.
II. Hervidores
Al igual que en el sistema anterior, el equipo que corresponde a la primera columna se
ha diseñado acorde a la ecuación [10], correspondiente a cambios de estado isotermos
en cada lado del intercambiador. Por otro lado, en todos los casos, la presión del vapor
de servicio usado es mayor de la que permite obtener una diferencia de temperatura con
la corriente de cola de 20ºC, ya que de lo contrario no hubiera sido posible obtener
ningún área dentro del rango de validez para el posterior cálculo del coste.
Para el hervidor asociado a la columna secundaria, se debe usar la expresión [11], ya
que el proceso de condensación del destilado no será isotermo, variando en cada caso el
rango de temperaturas por la diferente pureza impuesta para el mismo. Cabe comentar
que, para la concentración del 60% p/p en etanol, la temperatura a la que queda como
líquido saturado difiere del resto de casos debido a la presión impuesta para poder
alcanzar esta pureza. Del mismo modo, el coeficiente global de transferencia de calor se
W
por ser la situación que más se asemeja a la dada en este
supone de 851,75 2
m ºC
equipo.
III. Condensador
En este caso, al ser la presión de operación de la columna de 1 atm, se tiene una
corriente de destilado a una temperatura ligeramente inferior que en el resto de
configuraciones, lo que favorece el diseño de este equipo al disminuir la cantidad de
calor a retirar en el mismo. El resto de consideraciones efectuadas para el diseño,
coinciden con las realizadas en los casos precedentes.
IV. Intercambiador previo al tamiz molecular
En este caso, el calor a aportar para acondicionar la corriente de destilado es
ligeramente superior al obtenido en casos semejantes, ya que como se comentó en el
equipo anterior, la corriente de destilado se obtiene a una temperatura inferior. Con
respecto a los valores tomados para el diseño, coinciden con los dados en la
configuración de columna simple.
METODOLOGÍA
104
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por último, se tiene que el área necesaria para esta unidad es la misma en todos los
casos simulados, ya que el caudal y condiciones dadas para esta corriente son las
mismas en todos ellos.
Obtenido el diseño de los equipos involucrados en esta configuración, se muestra la
tabla 31 con los parámetros obtenidos en este apartado.
METODOLOGÍA
105
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 N1
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
7
7
8
9
9
10
11
12
15
E1
36,63
36,91
37,16
37,41
37,65
37,94
38,27
38,70
40,11
Nr1 L1, m N2
17
17
19
22
22
24
27
29
35
19
19
21
24
24
25
28
30
35
10
10
10
11
11
12
12
14
17
E2
47,91
47,83
47,77
47,61
47,61
47,52
47,43
47,32
47,22
Nr2 L2, m PVS herv 1, bar Ah1,m2
17
17
17
19
19
22
22
26
32
17
17
14
15
15
17
17
20
23
5,5
5,0
5,0
5,5
5,5
5,5
5,5
5,5
6,5
Ah2,m2 Ac2, m2 PVS int, bar Aint, m2
1.001,83 1.430,10 531,53
1.114,74 1.191,55 439,95
1.112,32 991,81 357,06
970,73 692,00 228,62
966,08 661,03 211,80
973,92 549,23 162,37
979,07 545,11 155,03
988,96 475,50 120,76
1.096,29 295,59 100,79
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,81
8,81
8,81
8,81
8,81
8,81
8,81
8,81
8,81
Tabla 31. Resultados del diseño para la configuración destilación doble efecto sin reparto de la alimentación
donde
yd1: concentración de etanol impuesta en la primera columna, º/1
N1: número de etapas de equilibrio de la primera columna
E1: eficiencia de la primera columna
Nr1: número de etapas reales de la primera columna
L1: altura de la primera columna, m
N2: número de etapas de equilibrio de la segunda columna
E2: eficiencia de la segunda columna
Nr2: número de etapas reales de la segunda columna
L2: altura de la segunda columna, m
PVS herv 1: presión del vapor de servicio usado en el hervidor de la primera columna, bar
Ah1: área de transferencia del hervidor de la primera columna, m2
Ah2: área de transferencia del hervidor de la segunda columna, m2
Ac2: área de transferencia del condensador de la segunda columna, m2
PVS int: presión del vapor de servicio usado en el intercambiador, bar
Aint: área de transferencia del intercambiador previo al tamiz, m2
METODOLOGÍA
106
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.5.3. Costes
Siguiendo los pasos descritos en el anexo correspondiente, se presentan a continuación
las tablas 32, 33 y 34 con los costes actualizados asociados a esta configuración.
Cabe recordar que, los resultados resaltados en rojo no se consideran válidos puesto que
el cálculo se ha realizado con parámetros que quedan fuera del rango de aplicación.
METODOLOGÍA
107
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 CBM Bomba, $ CBM Columna 1, $ CBM Hervidor 1, $ CBM Columna 2, $ CBM Hervidor 2, $ CBM Condensador 2, $ CBM Int tamiz, $ CBM TOTAL, $
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
56.315,33
57.782,23
58.962,83
59.883,68
60.561,97
61.230,57
61.780,83
62.325,20
69.377,90
2.221.151,22
2.126.856,12
2.188.653,90
2.337.812,89
2.301.300,80
2.355.207,06
2.551.208,25
2.709.617,30
3.082.147,01
2.336.415,95
2.554.318,31
2.549.625,14
2.276.603,27
2.267.682,19
2.282.744,69
2.292.642,53
2.311.665,34
2.518.628,21
1.501.203,75
1.313.143,99
1.078.752,31
951.392,95
939.973,65
1.038.599,43
1.034.531,79
1.126.710,77
1.367.513,02
3.170.245,38
2.703.274,76
2.317.135,58
1.743.143,62
1.683.992,78
1.470.108,74
1.462.198,77
1.328.386,00
976.594,65
1.063.922,45
933.211,76
813.577,31
623.196,79
597.515,11
520.447,70
508.740,84
453.014,96
419.464,37
20.920,81
20.920,81
20.920,81
20.920,81
20.920,81
20.920,81
20.920,81
20.920,81
20.920,81
10.370.174,88
9.709.507,98
9.027.627,88
8.012.954,01
7.871.947,32
7.749.258,99
7.932.023,82
8.012.640,38
8.454.645,97
Tabla 32. Costes de los equipos para la configuración destilación doble efecto sin reparto de la alimentación
yd1
CDPI, $
Ccont, $
CTDC, $
CTPI, $
CWC, $
CTCI, $
A, $/año
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
10.888.683,63
10.194.983,38
9.479.009,28
8.413.601,71
8.265.544,69
8.136.721,94
8.328.625,01
8.413.272,40
8.877.378,27
1.959.963,05
1.835.097,01
1.706.221,67
1.514.448,31
1.487.798,04
1.464.609,95
1.499.152,50
1.514.389,03
1.597.928,09
12.848.646,68
12.030.080,39
11.185.230,95
9.928.050,01
9.753.342,73
9.601.331,89
9.827.777,51
9.927.661,44
10.475.306,36
14.647.457,22
13.714.291,64
12.751.163,28
11.317.977,02
11.118.810,71
10.945.518,36
11.203.666,36
11.317.534,04
11.941.849,25
2.584.845,39
2.420.169,11
2.250.205,28
1.997.290,06
1.962.143,07
1.931.562,06
1.977.117,59
1.997.211,89
2.107.385,16
17.232.302,61
16.134.460,75
15.001.368,57
13.315.267,08
13.080.953,78
12.877.080,42
13.180.783,96
13.314.745,93
14.049.234,41
2.947.017,60
2.759.267,92
2.565.489,84
2.277.137,73
2.237.066,16
2.202.200,34
2.254.138,82
2.277.048,61
2.402.658,66
Tabla 33. Capital de inversión para la configuración destilación doble efecto sin reparto de la alimentación
METODOLOGÍA
108
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
Hervidor
m, kg/s CS , $/kg CS, $/año
26,80
24,59
23,27
22,46
21,76
21,25
20,85
20,54
21,97
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
0,05
38.558.381,98
35.222.299,97
33.363.800,76
32.416.805,61
31.421.150,75
30.699.634,31
30.126.196,39
29.684.661,39
32.034.964,18
Intercambiador
Condensador
3
m, kg/s CS , $/kg CS, $/año q, m /s CS , $/ m3 CS, $/año
0,15
0,15
0,15
0,15
0,15
0,15
0,15
0,15
0,15
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
0,14
611.883,78
611.883,78
611.883,78
611.883,78
611.883,78
611.883,78
611.883,78
611.883,78
611.883,78
0,24
0,20
0,16
0,10
0,09
0,07
0,07
0,05
0,04
0,17
0,19
0,21
0,27
0,29
0,34
0,36
0,43
0,50
1.208.808,94
1.090.599,81
983.605,63
817.805,56
796.090,25
732.285,41
722.801,78
678.577,03
652.790,47
Bomba
E, kW CS , $/kWh CS, $/año CS TOTAL, $/año
13,01
14,44
15,64
16,59
17,31
18,02
18,62
19,22
27,45
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
0,21
22.131,50
24.568,00
26.598,41
28.222,74
29.440,99
30.659,23
31.674,44
32.689,65
46.699,50
40.401.206,20
36.949.351,56
34.985.888,58
33.874.717,69
32.858.565,77
32.074.462,74
31.492.556,39
31.007.811,85
33.346.337,92
Tabla 34. Costes de operación para la configuración destilación doble efecto sin reparto de la alimentación
METODOLOGÍA
109
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Descartando las opciones para las cuales los costes calculados no fueron válidos, la
siguiente gráfica muestra los resultados obtenidos para el resto de alternativas. En dicha
representación, se tiene la concentración de etanol en el destilado de la primera columna
para evaluar la opción más económica.
2.600.000
37.500.000
2.550.000
36.500.000
Capital, $
2.450.000
35.500.000
2.400.000
34.500.000
2.350.000
2.300.000
33.500.000
2.250.000
Operación/Total, $
2.500.000
32.500.000
2.200.000
31.500.000
2.150.000
2.100.000
0,30
0,35
0,40
0,45
0,50
0,55
30.500.000
0,60
Etanol en el destilado de la primera columna, º/1 p/p
Capital
Operación
Total
Figura 41. Costes resultantes de la configuración destilación doble efecto sin reparto de la alimentación
Una vez más, se pone de manifiesto el elevado orden de magnitud del coste de
operación que conlleva el tratamiento de soluciones diluidas.
En este caso, el mínimo de la curva de costes totales queda claramente definido para una
concentración de etanol del 55% p/p. Cabe comentar que, para alcanzar esta pureza en
el destilado, la primera columna debía operar a 2,81 atm, siendo el número de etapas
reales de 29 y 26, para primera y segunda columna, respectivamente.
4.6. Destilación doble efecto con precalentamiento y sin reparto de la alimentación
Al igual que en el caso de columna simple, se modifica el esquema precedente para
aprovechar el calor residual de la corriente de cola en precalentar la alimentación al
sistema.
En principio, el rango de concentraciones a evaluar a la salida de la primera torre, será
el definido en el caso anterior, es decir, del 20 al 60% en peso de etanol. Para esta
última concentración se evaluará a la presión teórica definida anteriormente, es decir,
2,85 atm.
Del mismo modo, se determinará la concentración de etanol que se debe obtener en la
primera columna que supone el mínimo en la curva de costes totales.
METODOLOGÍA
110
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.6.1. Simulación
Para modelar esta nueva situación, el esquema del caso precedente se modifica
añadiendo un sistema de intercambiadores que involucra la corriente de alimentación
con la de cola a través de una corriente de calor, tal y como se muestra en la figura 42.
Asimismo, el intercambiador donde se modifica la corriente de cola, se introduce con el
fin de simular el aprovechamiento energético, por lo que este equipo queda excluido del
cálculo de costes.
Del mismo modo, como se expuso en el caso anterior, la condensación de la corriente
destilado procedente de la primera columna, se da en el hervidor de la columna
secundaria, por lo que el intercambiador impuesto para tal fin, tampoco es un equipo
necesario en el sistema real. El balance de energía de este proceso, se cuantifica por
medio de la corriente de calor saliente de la unidad MIXER.
Los grados de libertad para esta configuración coinciden con los citados en el caso sin
precalentamiento. Sin embargo, para el sistema de intercambiadores que precalienta la
alimentación habría que añadir los siguientes:
- Temperatura de precalentamiento de la alimentación
- Presión del intercambiador de precalentamiento de la alimentación
- Presión del intercambiador dispuesto en la corriente de cola
Debido a que la presión de trabajo de la columna secundaria coincide con la supuesta
anteriormente, el destilado a usar como vapor de servicio se debe hallar en las mismas
condiciones descritas. El resultado es que la presión de operación de la primera
columna, para cada concentración de etanol especificada, toma los mismos valores que
los dados en la tabla 26.
Definida la presión de operación de la columna de agotamiento, se debe comprobar si se
puede alcanzar la pureza impuesta en cada caso, ya que se da una nueva condición
termodinámica de la alimentación. Para ello, es preciso conocer la temperatura a la cual
se precalienta la alimentación que, como se expuso en el segundo caso de estudio, queda
definida por la temperatura del fluido térmico. A continuación, se muestra la tabla 35
donde se expone la temperatura de la corriente de cola, así como la temperatura de
burbuja de la alimentación para cada presión de operación.
20
25
30
35
40
45
50
55
60
yetOH, % p/p
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
2,85
P, atm
125,0 126,7 128,0 129,1 129,8 130,6 131,2 131,8 132,3
Tcola, ºC
121,7 123,3 124,6 125,7 126,4 127,1 127,7 128,3 128,8
Tsat F, ºC
Tabla 35. Temperatura de burbuja de la alimentación a la columna de agotamiento con precalentamiento
METODOLOGÍA
111
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Figura 42. Esquema usado en la simulación de destilación doble efecto con precalentamiento y sin reparto de la alimentación
METODOLOGÍA
112
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Como se puede comprobar, debido a la pequeña diferencia de temperaturas que se da
entre ambas corrientes, no será posible introducir la alimentación como líquido
saturado. Siguiendo con el criterio de diseño del intercambiador expuesto en el segundo
caso de estudio, se debe dar una diferencia de 20 ºC entre ambos fluidos. Sin embargo,
al imponer esta condición, se obtienen valores para el área de transferencia del equipo
que exceden el máximo permitido para usar la correlación adecuada para cálculo del
coste. Por este motivo, se decide imponer una diferencia de temperaturas de 25 ºC. A
continuación, se recoge en la tabla 36 la temperatura a la cual se debe precalentar la
alimentación para cada presión de operación.
20
25
30
35
40
45
50
55
60
yetOH, % p/p
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
2,85
P, atm
100,0 101,7 103,0 104,1 104,8 105,6 106,2 106,8 107,3
Tprec F, ºC
Tabla 36. Temperatura final de la alimentación a la columna de agotamiento con precalentamiento
•
Límites de separación en la primera columna
Con las nuevas condiciones en las que se encuentra la corriente de alimentación, es
necesario determinar la concentración límite que se puede obtener en la columna de
agotamiento. De nuevo, se recurre al diagrama de equilibrio para representar la
condición termodinámica de la alimentación para cada presión de operación.
Obtenidas las curvas de equilibrio, basta con obtener el valor de q mediante la ecuación
[19]. De los parámetros involucrados en esta expresión, es necesario determinar la
nueva entalpía de la alimentación a la temperatura de precalentamiento, HF, ya que la
condición para líquido saturado y el calor latente coinciden con los obtenidos en el caso
precedente al coincidir la presión de operación.
A continuación, se presenta la tabla 37 con los resultados obtenidos para q en las nuevas
condiciones de operación.
20
25
30
35
40
45
50
55
60
yetOH, % p/p
11,5
14,4
17,4
20,7
24,3
28,1
32,4
37,0
yetOH, % n/n 8,9
2,29
2,41
2,51
2,59
2,65
2,71
2,76
2,81
2,85
P, atm
1,046 1,046 1,046 1,046 1,046 1,046 1,046 1,047 1,047
q
Tabla 37. Condición termodinámica de la alimentación para la columna de agotamiento con
precalentamiento
A partir de la expresión [20], para una fracción molar de la alimentación de 0,01, se
representan las líneas de alimentación en las curva de equilibrio correspondiente.
Para concentraciones hasta el 30% p/p de etanol, las representaciones obtenidas ofrecen
el mismo resultado que el mostrado en la figura 38 del sistema sin precalentamiento. Sin
embargo, a partir del 35% p/p, el límite máximo alcanzable en la columna de
agotamiento queda por debajo de éste, siendo imposible lograr la pureza especificada en
las condiciones de operación. La gráfica correspondiente a este caso se muestra a
continuación, para una presión de 2,59 atm.
METODOLOGÍA
113
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
y
1
1
0,9
0,9
0,8
0,8
0,7
0,7
0,6
0,6
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,2
0,1
0,1
0
0
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
x
Figura 43. Representación de la línea de alimentación en la columna de agotamiento para la obtención
del 35% p/p (17,4% n/n) de etanol a 2,59 atm
Como se puede comprobar, la línea de color rojo que representa la condición de la
alimentación, corta con la curva de equilibrio para el 15% n/n de etanol en el vapor,
requiriéndose en este caso 17,4% n/n. Debido a la proximidad del parámetro q, y a la
forma de la curva de equilibrio en el rango de presiones estudiados, para el resto de
concentraciones se obtiene idéntico resultado al mostrado en la figura anterior.
El hecho de que el rango de concentraciones factibles se estreche, se debe a la pequeña
pendiente de la línea de alimentación, que hace que el límite máximo alcanzable
disminuya con respecto al sistema sin precalentamiento.
De la misma manera que se solventó este problema en el caso anterior, se considera
aumentar la presión de operación de la columna para aumentar la concentración límite y
conseguir que la concentración deseada quede por debajo de este máximo. Sin embargo,
existe otro factor a tener en cuenta al aumentar la presión de trabajo. Este límite superior
viene dado por el rango de validez de la presión del vapor de servicio para el cálculo de
su coste, ya que para presiones superiores, los valores resultantes del coste no serían
válidos, quedando descartados del estudio. Siendo el valor superior del rango de 46
barg, la torre debe operar como máximo a 30 atm para que se de una diferencia de
temperaturas de 20 ºC entre la corriente de cola y el vapor de servicio.
Aumentando progresivamente la presión de la columna de agotamiento, se tiene que
para 26 atm la concentración máxima queda por encima del 35% p/p, permitiendo
alcanzar esta pureza en la corriente de destilado. La siguiente gráfica corrobora este
hecho.
METODOLOGÍA
114
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
y
1
1
0,9
0,9
0,8
0,8
0,7
0,7
0,6
0,6
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,2
0,1
0,1
0
0
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
x
Figura 44. Representación de la línea de alimentación en la columna de agotamiento para la obtención
del 35% p/p (17,4% n/n) de etanol a 26 atm
En la figura se muestra como la concentración máxima ha aumentado, permitiendo en
este caso obtener la pureza impuesta de 17,4% n/n.
Para concentraciones superiores a la indicada, se necesitaría operar a presiones mayores
de 30 atm, por lo que los datos obtenidos carecerían de validez y serían descartados del
estudio. De esta manera, el rango de concentraciones a evaluar queda restringido del 20
al 35% en peso de etanol.
Comentadas las diferencias operacionales con respecto al caso anterior, el
procedimiento seguido para configurar el sistema coincide con el comentado
anteriormente. Cabe añadir que en el sistema de intercambiadores usado para el
precalentamiento de la alimentación, debe especificarse la presión de operación, así
como la temperatura final de la alimentación en el equipo involucrado a dicha corriente.
En la siguiente tabla se recogen estos valores junto con el resto de parámetros que ha
sido necesario modificar en cada simulación.
yd1, º/1 P1, atm Tff, C QD1, kg/h
0,20
0,25
0,30
0,35
2,29
2,41
2,51
26,00
100,0
101,7
103,0
201,8
41.208,75
32.967,00
27.472,50
23.547,86
Tabla 38. Variables especificadas en las simulaciones de destilación doble efecto con precalentamiento y
sin reparto de la alimentación
donde
yd1: fracción másica impuesta en la columna de agotamiento, º/1
P1: presión de operación de bomba, columna e intercambiadores, atm
Tff: temperatura de precalentamiento impuesta en el intercambiador, ºC
QD 1: caudal de destilado especificado en la columna de agotamiento, kg/h
A continuación, se muestran las tablas 39 y 40 en las que se presentan los resultados
obtenidos para esta configuración.
METODOLOGÍA
115
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 P1, atm N1 Tfi, C Tff , C Td1i, ºC Td1f, ºC Tc1i, C Tc1f, C Qh1, kW D1, m Hbomba, m PB, kW
0,20
2,29
11 38,00 100,00 122,30
110,10 125,00
58,10
32.495,76
3,69
37,91
13,01
0,25
2,41
13 38,00 101,70 123,10
110,00 126,70
59,90
27.436,34
3,45
42,08
14,44
0,30
2,51
21 38,00 103,00 123,40
110,00 128,00
61,30
24.125,04
3,28
45,56
15,64
0,35
26,00
24 38,80 201,80 217,70
199,00 226,80
63,70
23.183,76
3,03
862,52
296,01
Tabla 39. Resultados de las simulaciones para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
yd1 N2 Nf2 R2 Td2, C Tc2, C Qh2, kW Qc2, kW D2, m Qint tamiz, kW E, kW
0,20 10
6
6,83 78,30 100,00 18.687,97 16.827,42
3,29
314,22
3.975,07
0,25 10
7
5,45 78,30 100,00 15.368,33 13.411,43
2,96
314,22
2.104,96
0,30 10
7
4,43 78,30 100,00 12.911,83 10.896,60
2,70
314,22
1.113,37
0,35 10
7
4,11 78,30 100,00 9.260,98 10.114,85
2,62
314,22
563,98
Tabla 40. Continuación de resultados de las simulaciones para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
METODOLOGÍA
116
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
donde
yd1: concentración de etanol impuesta en la primera columna, º/1
P1: presión de operación de la primera columna, atm
N1: número de etapas de equilibrio de la primera columna
Tfi: temperatura de la corriente de alimentación, ºC
Tff: temperatura de la corriente de alimentación precalentada, ºC
Td1i: temperatura de salida del destilado de la primera columna, ºC
Td1f: temperatura del destilado condensado, ºC
Tc1i: temperatura de la corriente de cola a la salida de la primera columna, ºC
Tc1f: temperatura de la corriente de cola a la salida del intercambiador, ºC
Qh1: calor necesario en el hervidor de la primera columna, kW
D1: diámetro de la primera columna, m
Hbomba: altura desarrollada por la bomba, m
PB: potencia al freno de la bomba, kW
N2: número de etapas de equilibrio de la segunda columna
Nf2: posición optima de la alimentación en la segunda columna
R2: relación de reflujo de la segunda columna
Td2: temperatura de salida del destilado de la segunda columna, ºC
Tc2: temperatura de la corriente de cola de la segunda columna, ºC
Qh2: calor necesario en el hervidor de la segunda columna, kW
Qc2: calor retirado en el condensador de la segunda columna, kW
D2: diámetro de la segunda columna, m
Qint tamiz: calor necesario para acondicionar el destilado para purificación, kW
E: resultado del balance energético entre destilado y hervidor, kW
Como se ve en los resultados, el precalentar la alimentación hace que se requiera menor
carga energética en el hervidor de la columna de agotamiento, aunque esto conlleva que
se requiera mayor número de etapas para lograr la concentración deseada. La siguiente
gráfica recoge la comparativa con el sistema precedente.
60.000
Calor hervidor, kW
55.000
50.000
45.000
40.000
35.000
30.000
25.000
20.000
0,20
0,25
0,30
0,35
Etanol en el destilado de la primera columna, º/1 p/p
Sin precalentamiento
Con precalentamieno
Figura 45. Comparativa de la carga necesaria en el hervidor para el sistema con y sin precalentamiento
para destilación doble efecto sin reparto de la alimentación
A partir de los datos obtenidos en las simulaciones, se pasa al diseño de los equipos.
METODOLOGÍA
117
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.6.2. Diseño de equipos
I. Columnas
En primer lugar, se debe obtener la eficacia de cada columna que, aunque haya
cambiado la temperatura a la que se introduce la corriente de alimentación, toma los
mismos valores que en la configuración sin precalentamiento. Esto se da en todos los
casos excepto para la columna que genera un destilado al 35% p/p, ya que la
temperatura media de la columna es notablemente superior que en el caso precedente.
El número de platos reales se obtiene a partir de las expresiones [21] y [8] para la
primera y segunda columna, respectivamente.
Con el número de platos reales y el diámetro obtenido en cada simulación, se aplica la
expresión [9] para obtener la altura de la torre y completar el diseño de las columnas.
Cabe comentar que, para la primera columna se obtienen alturas mayores que en el caso
anterior debido a la necesidad de mayor número de etapas. Además, para obtener una
concentración del 35% en peso en este equipo, se requiere un elevado espesor de pared
debido a la elevada presión de operación, lo que hará que se requiera mayor cantidad de
acero, elevando con creces el coste de capital asociado a estas condiciones de operación.
II. Hervidores
Con respecto al hervidor asociado a la primera columna, se debe aplicar la expresión
adecuada a procesos isotermos, en este caso la ecuación [10]. Asimismo, se usa el
coeficiente de global de transferencia de calor dado para vapor de servicio que hace
hervir agua. Por otro lado, la presión del vapor de servicio ha disminuido con respecto
al caso precedente, ya que al ser menor el calor necesario en este equipo, resultan áreas
de transferencia que quedan dentro del rango de validez para el cálculo del coste
asociado. Esto se cumple para todas las concentraciones evaluadas excepto en el último
caso, ya que requiere una presión del vapor de servicio acorde a la temperatura de la
corriente de cola.
Para el equipo correspondiente a la columna secundaria, al darse las mismas
condiciones de operación que en el caso anterior, se obtienen prácticamente los mismos
valores para el área de transferencia necesaria. Sin embargo, para el caso excepcional en
el que se alimenta una corriente al 35% en peso de etanol, la superficie requerida es
mucho menor, debido a que la temperatura a la que queda el destilado como líquido
saturado deja un margen mucho mayor de 10 ºC con respecto a la temperatura de
ebullición que se da en este hervidor. Estos resultados se han obtenido a partir de la
expresión [11], donde se tiene en cuenta la diferencia de temperaturas logarítmica media
para el proceso no isotermo de condensación de la corriente destilado.
III. Condensador
El diseño de este intercambiador a partir de la expresión [11], genera los mismos
valores de superficie necesaria de transferencia, ya que prácticamente no existe
diferencia con la segunda columna del caso anterior.
METODOLOGÍA
118
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
IV. Intercambiador previo al tamiz molecular
Siendo el caudal de destilado y las condiciones de acondicionamiento las mismas que en
el caso precedente, el calor necesario para acondicionar dicha corriente, y con ello el
área necesaria para este equipo, coinciden con el obtenido anteriormente, sea cual sea la
condición impuesta en la primera columna.
V. Intercambiador precalentamiento alimentación
La superficie obtenida para este equipo será diferente en cada caso simulado, ya que la
temperatura a la que se precalienta la alimentación, y la temperatura a la que se tiene la
corriente de cola, dependen de la presión de la columna.
Al darse procesos no isotermos en ambos lados del intercambiador, debe ser evaluado el
factor de corrección que interviene en la expresión [11]. A partir de las temperaturas
iniciales y finales de cada corriente, obtenidas como resultado en el apartado anterior, se
hallan los valores que toman R y S a través de las fórmulas [13] y [14]. Con estos
parámetros, se evaluará el factor de corrección más adecuado según las configuraciones
dadas en la figura 33, sabiendo que la corriente que fluye por los tubos se corresponde
con la corriente de cola. A continuación, se muestra la tabla 41 donde se recoge el
resultado obtenido para el factor de corrección, así como los parámetros R y S para
cada caso.
yd1
R
S
FT
Tipo de intercambiador
0,20
0,25
0,30
0,35
0,93
0,95
0,97
1,00
0,77
0,75
0,74
0,87
0,90
0,90
0,83
0,70
(d)
(d)
(c)
(e)
Tabla 41. Factor de corrección DTLM para intercambiador de precalentamiento de destilación doble
efecto sin reparto de la alimentación según configuración
Una vez más, la elección del tipo de intercambiador se ha basado en la sencillez
constructiva de entre las posibles configuraciones factibles para los parámetros dados.
En el último caso expuesto, no ha cabido elección puesto que la única configuración
posible ha sido la indicada en la tabla.
Obtenido el parámetro anterior, se está en disposición de hallar el área requerida por
este equipo, sabiendo que el coeficiente global de transferencia de calor correspondiente
W
.
a esta situación vale 1.150 2
m ºC
Por último, se presenta la tabla 42 con los resultados necesarios del diseño para el
cálculo del coste de esta configuración.
METODOLOGÍA
119
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 N1
E1
Nr1 L1, m N2
E2
Nr2 L2, m PVS herv 1, bar Ah1,m2 Ah2,m2 Ac2, m2 PVS int tamiz, bar Aint tamiz, m2 Aint prec, m2
0,20 11 36,63 28
25
10 47,91 17
17
4,5
768,93 1.430,61 531,74
8,0
8,81
1.020,01
0,25 13 36,91 33
29
10 47,84 17
14
4,5
701,28 1.153,19 423,80
8,0
8,81
1.007,12
0,30 21 37,16 54
44
10 47,77 17
14
4,5
656,92
961,77
344,33
8,0
8,81
1.089,03
0,35 24 45,77 51
42
10 47,70 17
14
40,0
532,32
100,60
319,63
8,0
8,81
3.557,91
Tabla 42. Resultados del diseño para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
donde
yd1: concentración de etanol impuesta en la primera columna, º/1
N1: número de etapas de equilibrio de la primera columna
E1: eficiencia de la primera columna
Nr1: número de etapas reales de la primera columna
L1: altura de la primera columna, m
N2: número de etapas de equilibrio de la segunda columna
E2: eficiencia de la segunda columna
Nr2: número de etapas reales de la segunda columna
L2: altura de la segunda columna, m
PVS herv 1: presión del vapor de servicio usado en el hervidor de la primera columna, bar
Ah1: área de transferencia del hervidor de la primera columna, m2
Ah2: área de transferencia del hervidor de la segunda columna, m2
Ac2: área de transferencia del condensador de la segunda columna, m2
PVS int tamiz: presión del vapor de servicio usado en el intercambiador, bar
Aint tamiz: área de transferencia del intercambiador previo al tamiz, m2
Aint prec: área de transferencia del intercambiador de precalentamiento de la alimentación, m2
METODOLOGÍA
120
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
4.6.3. Costes
Al igual que en el segundo caso de estudio, se obtienen los costes con el fin de evaluar
las ventajas de precalentar la alimentación. Para ello, se muestran las tablas 43, 44 y 45
donde se recogen los resultados obtenidos.
METODOLOGÍA
121
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
yd1 CBM Bomba, $ CBM Col 1, $ CBM Herv 1, $ CBM Int prec, $ CBM Col 2, $ CBM Herv 2, $ CBM Cond, $ CBM Int tamiz, $ CBM TOTAL, $
0,20
56.315,33
2.223.946,33
1.890.095,00
2.652.133,45
1.501.520,99
3.171.264,82
1.064.231,36
20.920,81
12.580.428,09
0,25
57.782,23
2.473.077,89
1.760.861,39
2.632.777,98
1.148.877,36
2.628.795,52
910.020,82
20.920,81
11.633.113,98
0,30
58.962,83
4.103.240,42
1.676.142,34
2.466.654,02
1.065.114,35
2.259.385,79
795.029,84
20.920,81
12.445.450,40
0,35
708.333,13
6.417.738,56
1.537.407,20
7.386.196,86
1.038.094,62
565.785,08
758.886,36
20.920,81
18.433.362,62
Tabla 43. Costes de los equipos para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
yd1
CDPI, $
Ccont, $
CTDC, $
CTPI, $
CWC, $
CTCI, $
A, $/año
0,20 13.209.449,50 2.377.700,91 15.587.150,41 17.769.351,46 3.135.767,91 20.905.119,37 3.575.131,90
0,25 12.214.769,68 2.198.658,54 14.413.428,22 16.431.308,17 2.899.642,62 19.330.950,79 3.305.922,23
0,30 13.067.722,92 2.352.190,13 15.419.913,04 17.578.700,87 3.102.123,68 20.680.824,55 3.536.773,66
0,35 19.355.030,75 3.483.905,54 22.838.936,29 26.036.387,37 4.594.656,59 30.631.043,97 5.238.430,86
Tabla 44. Capital de inversión para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
yd1
Hervidor
m, kg/s CS , $/kg CS, $/año
Intercambiador
Condensador
3
m, kg/s CS , $/kg CS, $/año q, m /s CS , $/ m3 CS, $/año
Bomba
E, kW CS , $/kWh CS, $/año CS TOTAL, $/año
0,20
15,32
0,05
22.022.216,17
0,15
0,14
611.883,78
0,24
0,17
1.209.089,38 13,01
0,21
22.131,50
23.865.320,83
0,25
12,94
0,05
18.679.324,34
0,15
0,14
611.883,78
0,19
0,19
1.069.748,62 14,44
0,21
24.568,00
20.385.524,74
0,30
11,38
0,05
16.490.486,95
0,15
0,14
611.883,78
0,15
0,21
967.167,14
15,64
0,21
26.598,41
18.096.136,27
0,35
13,53
0,06
21.923.570,96
0,15
0,14
611.883,78
0,14
0,22
935.278,93
296,01
0,21
503.542,38
23.974.276,05
Tabla 45. Costes de operación para la configuración destilación doble efecto con precalentamiento y sin reparto de la alimentación
METODOLOGÍA
122
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Debido a que la superficie obtenida en algunos casos hace que el coste asociado no sea
válido, queda como resultado un solo caso admisible, por lo que para este sistema no se
tendrá la opción de elegir configuración óptima. Sin embargo, se presenta a
continuación la gráfica que recoge los costes totales para todos los casos estudiados.
31.000.000
5.200.000
Capital, $
4.700.000
27.000.000
25.000.000
4.200.000
23.000.000
21.000.000
3.700.000
Operación/Total, $
29.000.000
19.000.000
3.200.000
0,20
17.000.000
0,25
0,30
0,35
Etanol en el destilado de la primera columna, º/1
Capital
Operación
Total
Figura 46. Costes resultantes de la configuración destilación doble efecto con precalentamiento y sin
reparto de la alimentación
Casualmente, el valor que presenta el mínimo en la curva de costes totales coincide con
la única configuración válida en el estudio. Para garantizar este valor en el coste, se
debe especificar un 30% p/p de etanol en la primera columna, donde la presión de
operación había sido de 2,51 atm. Cabe recordar que, el número de etapas reales que
cerraba el balance de energía entre la corriente destilado y el hervidor secundario era 54
y 17 etapas, para primera y segunda columna, respectivamente.
METODOLOGÍA
123
CAPÍTULO 5
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
5. ANÁLISIS DE RESULTADOS Y CONCLUSIONES
En este capítulo se estudian los resultados obtenidos en el capítulo anterior con el fin de
hallar la configuración más competitiva entre las alternativas consideradas. Para ello, se
compararán los costes asociados a cada una de ellas para concretar cuál es la que ofrece
menor coste total anualizado para la deshidratación de etanol.
A su vez, se exponen los aspectos más relevantes que suscriben estos resultados de cara
a desarrollar las conclusiones que puedan suscitar futuros estudios y/o mejoras del
presente documento.
Cabe recordar que, este análisis se centra en la etapa de concentración hasta un punto
cercano al azeótropo, ya que la fase de purificación en tamices moleculares queda
excluida de la evaluación económica al presentar el mismo coste para todas las
alternativas estudiadas. Por este motivo, el coste de producción que se obtenga no debe
ser considerado como un valor absoluto, sino que será usado como referencia en base a
la comparativa económica.
5.1. Análisis de resultados
Antes de mostrar los resultados, se presenta la descripción de cada alternativa con el
número asignado para la redacción del presente capítulo.
DESCRIPCIÓN
ALTERNATIVA
1
Destilación simple en columna de fraccionamiento
Destilación simple en columna de fraccionamiento y
2
precalentamiento de la alimentación
3
Destilación doble efecto con reparto de la alimentación
4
Destilación doble efecto sin reparto de la alimentación
Destilación doble efecto con precalentamiento y sin reparto de la
5
alimentación
Tabla 46. Enumeración de las alternativas para el análisis de costes
Atendiendo a la configuración óptima recogida en la tabla anterior, se tienen los
siguientes costes para cada alternativa.
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
125
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
35.000.000
30.000.000
$/año
25.000.000
20.000.000
15.000.000
10.000.000
5.000.000
0
Alternativa 1
Alternativa 2
Alternativa 3
Capital Operación
Alternativa 4
Alternativa 5
Figura 47. Comparativa de los costes totales
La figura 47 muestra el elevado orden de magnitud de los costes de operación sea cual
sea la alternativa elegida para la deshidratación de etanol. A continuación, se muestra el
porcentaje que representa cada coste sobre el total, donde los valores resaltados en azul
y rojo representan el mínimo y el máximo, respectivamente.
Alternativa 1 Alternativa 2 Alternativa 3 Alternativa 4 Alternativa 5
Capital
9,81%
14,36%
22,93%
6,84%
16,35%
Operación
90,19%
85,64%
77,07%
93,16%
83,65%
Tabla 47. Porcentaje sobre el total para capital de inversión y costes de operación en cada alternativa
Estos porcentajes ponen de manifiesto la relación existente entre costes de capital y de
operación. Como se puede comprobar, a medida que aumenta la inversión en capital, el
coste asociado a los servicios disminuye. Este hecho, conllevaría la elección de la
alternativa que mostrase un compromiso entre ambos costes, sin embargo, debido al
elevado coste de operación que presenta la deshidratación de etanol, se debe optar por la
configuración que presenta el mínimo coste en servicios. Esta configuración se
corresponde con la alternativa 3, destilación doble efecto con reparto de la alimentación.
A continuación, se muestran los costes asociados a cada alternativa para realizar un
análisis más detallado de los mismos.
Alternativa 1 Alternativa 2 Alternativa 3 Alternativa 4 Alternativa 5
Capital anualizado, M$/año
Operación, M$/año
Total, M$/año
2,5
23,0
25,5
2,9
17,3
20,2
4,0
13,5
17,5
2,3
31,0
33,3
3,5
18,1
21,6
Tabla 48. Costes obtenidos para cada alternativa
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
126
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Con respecto a la primera alternativa, del total de inversión en equipos (8,8 M$), el
70,81% y el 22,92% corresponden a columna y hervidor, respectivamente. En este caso,
el vapor necesario en el hervidor representa el 94,08% del coste anual en servicios.
En el segundo caso de estudio, el precalentamiento de la alimentación a la columna
simple se traduce en una mejora económica, tal y como reflejan los resultados recogidos
en la tabla 48. Se puede ver cómo el aumento en los costes de capital, debido
básicamente a la necesidad de un equipo extra en el sistema con precalentamiento,
queda más que compensado por el detrimento obtenido en los costes de operación.
El aumento del coste del condensador y la adición del intercambiador de
precalentamiento, suponen una subida del 15,73% en el capital de inversión con
respecto al sistema precedente. Por otro lado, la bajada de vapor necesario en el
hervidor junto con el aumento de agua de refrigeración, supone un ahorro neto en
servicios del 24,95%. Con estos datos, se tiene un ahorro global del 20,96% con
respecto a la configuración sin precalentamiento.
El sistema doble efecto con reparto de la alimentación, definido como alternativa 3,
manifiesta la eficacia del doble efecto al presentar el mínimo coste de operación de los
casos estudiados. Por otro lado, esta configuración presenta la mayor inversión en
capital, debido principalmente a la necesidad de duplicar todos los equipos a excepción
del condensador. Cabe destacar el alto coste del intercambiador de precalentamiento de
la alimentación a la primera columna, con un peso del 18,85% de la inversión total en
equipos.
El cuarto caso propuesto presenta el máximo coste total entre las alternativas estudiadas,
resultando improductivo el doble efecto con una columna de agotamiento. En este caso,
de los 31,0 M$ que se tienen de gastos de operación, el vapor requerido en la columna
primaria representa el 95,73%, siendo el coste del resto de servicios comparables a los
del resto de alternativas. Sin embargo, esta configuración hace que el capital de
inversión sea mínimo, debido principalmente a la necesidad de un menor número de
platos en las columnas, que hace que el coste asociado a las mismas disminuya
considerablemente.
Por último, el sistema doble efecto con precalentamiento y sin reparto de la
alimentación presenta las ventajas descritas en la comparación de las dos primeras
alternativas. El aprovechamiento del calor residual de la corriente de cola, supone una
disminución en los costes de operación con respecto a la alternativa sin
precalentamiento, y con ello en el coste total. Este hecho se refleja en los resultados
mostrados en la tabla 48.
De nuevo, la bajada de los costes de operación va acompañada de una mayor inversión
en equipos. En este caso, el aumento del capital de inversión viene dado por la
necesidad de un número mayor de platos en las columnas, así como por el
intercambiador introducido para el precalentamiento de la alimentación, representando
el 41,53% y el 19,82% del total de inversión en equipos. Como se puede comprobar, el
aumento de los costes de capital en un 55,32%, puede ser admisible al ahorrar en
servicios un 41,64%. En términos generales, ignorando las limitaciones técnicas que
presenta el precalentamiento de la alimentación, esta configuración disminuye el coste
total en un 35,01% con respecto a la anterior.
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
127
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Finalmente, pese al alto coste de inversión en capital, se puede decir que la alternativa
más competitiva entre las estudiadas en el presente documento se corresponde con el
sistema de doble efecto con reparto de la alimentación. Este hecho radica en que
presenta el mínimo gasto de vapor en el hervidor, siendo el factor más influyente en los
altos costes de la obtención de etanol a partir de soluciones diluidas. A continuación, se
muestran los costes de operación asociados a cada servicio para las alternativas
estudiadas.
Alternativa 1 Alternativa 2 Alternativa 3 Alternativa 4 Alternativa 5
Vapor herv, M$/año
Vapor int tam, M$/año
Agua, M$/año
Electricidad, M$/año
Total, M$/año
21,6
0,6
0,8
15,6
0,6
1,1
23,0
17,3
11,0
1,7
0,8
0,03
13,5
29,7
0,6
0,7
0,03
31,0
16, 5
0,6
1,0
0,03
18,1
Tabla 49. Costes individuales de los servicios para cada alternativa
Los resultados arrojan que, aún presentando el mayor consumo de vapor en el
intercambiador previo al tamiz molecular, el consumo de vapor en el hervidor hace que
el coste de operación asociado a la alternativa 3 sea mínimo. La influencia que tiene la
carga necesaria en el hervidor sobre el coste, se refleja en el ahorro que presenta esta
configuración respecto a las demás. Este ahorro se presenta en forma de porcentajes en
la siguiente tabla.
Ahorro en vap herv, %
Ahorro en servicios, %
Ahorro en coste total, %
Alternativa 1 Alternativa 2 Alternativa 4 Alternativa 5
49,01%
29,16%
62,83%
33,10%
41,35%
21,86%
56,50%
25,46%
31,37%
13,17%
47,42%
19,10%
Tabla 50. Ahorro que supone la alternativa 3 frente al resto de configuraciones estudiadas
Como se puede comprobar, el uso de una columna de agotamiento para la configuración
del doble efecto (alternativa 4), conlleva el doble de coste que usando una columna de
destilación convencional. Presentando el máximo de los costes resultantes, pone de
manifiesto la improductividad de esta configuración.
5.2. Conclusiones
Como se puede comprobar en el gráfico de la figura 47, la deshidratación de etanol a
partir de soluciones diluidas conlleva altos costes de operación sea cual sea la
alternativa elegida para tal fin. El elevado orden de magnitud encontrado en el coste de
los servicios, radica principalmente en el alto consumo del hervidor de las columnas.
Con respecto a los costes de capital, la mayor inversión se da en columnas, hervidores e
intercambiadores para el precalentamiento de la alimentación, con un peso sobre el total
de inversión en equipos, entre el 40 y 70% para las columnas, del 15 al 45% para
hervidores y del 16 al 25% para intercambiadores.
La alternativa que ofrece mejores resultados es aquella que conlleva menor consumo de
vapor de servicio, independientemente de la inversión en capital, siendo ésta doble
efecto con reparto de la alimentación.
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
128
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
La configuración doble efecto haciendo uso de una columna de agotamiento ha sido
ineficaz, presentando mayores costes de operación que los obtenidos con destilación en
columna simple.
Pese a la alta inversión en capital que supone introducir un intercambiador para el
precalentamiento de la alimentación, el ahorro en vapor de servicio que conlleva el
aprovechamiento del calor residual de la corriente de cola, hace que las alternativas 2 y
5 generen costes comparables a la configuración doble efecto con reparto de la
alimentación.
En definitiva, la obtención de bioetanol a partir de la fermentación de biomasa
lignocelulósica conlleva altos costes de operación en la etapa de deshidratación
mediante la tecnología de destilación. Como se comentó anteriormente, el elevado
orden de magnitud de dichos costes se debe básicamente al consumo de vapor en el
hervidor de la columna primaria, por lo que se proponen las siguientes recomendaciones
con el fin de rebajar o evitar dicho consumo:
•
Para las rutas híbridas, uso del gas de síntesis como corriente calefactora en el
hervidor de la columna de destilación, ya que este gas debe ser enfriado antes de
entrar en el fermentador, disponiendo de un calor residual que podría ser
aprovechado en la etapa de deshidratación.
•
Para rutas biológicas o híbridas, mejoras en los procesos de fermentación que
den lugar a caldos más concentrados, y de esta manera disminuir la carga
necesaria en el hervidor de la columna de destilación.
ANÁLISIS DE RESULTADOS Y CONCLUSIONES
129
REFERENCIAS
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
REFERENCIAS
[1] “CONVENCIÓN MARCO DE LAS NACIONES UNIDAS SOBRE EL CAMBIO
CLIMÁTICO”, Naciones Unidas, 1992.
[2] “Plan de Energías Renovables 2011-2020”, Ministerio de Industria, Turismo y
Comercio.
[3] “ORDEN ITC/2877/2008, de 9 de octubre, por la que se establece un
mecanismo de fomento del uso de biocarburantes y otros combustibles
renovables con fines de transporte”, Ministerio de Industria, Turismo y
Comercio, BOE núm. 248, págs. 41.170-41.175, 2008.
[4] “Estimación del potencial de bioenergía de la agricultura compatible con el
medio ambiente”, Agencia Europea de Medioambiente, Ministerio de Medio
Ambiente y Medio Rural y Marino, 2010.
[5] “Biorrefinerías: Situación Actual y Perspectivas de Futuro. Informe de
Vigilancia Tecnológica”, Genoma España y Centro de Investigaciones
Energéticas, Medioambientales y Tecnológicas (CIEMAT), 2008.
[6] www.coskata.com
[7] Black, C., “Distillation Modeling of Ethanol Recovery and Dehydration
Processes for Ethanol and Gasohol”, Chemical Engineering Progress, Vol. 76,
pp. 78-85, 1980.
[8] Gomis, V., Font, A., Pedraza, R. & Saquete, M.D. 2007, "Isobaric vapor-liquid
and vapor-liquid-liquid equilibrium data for the water-ethanol-hexane system",
Fluid Phase Equilibria, Vol. 259, no. 1, pp. 66-70.
[9] Black, C. & Ditsler, D. E., “Dehydration of Aqueous Ethanol Mixtures by
Extractive Distillation”, Advances in Chemistry, Ser.115, p.64, 1972.
[10] Ligero, E. L., y Ravagnani, T. M. K., “Dehydration of Ethanol with Salt
Extractive Distillation – A Comparative Analysis Between Processes with Salt
Recovery”, Chemical Engineering and Processing, Vol. 42, pp. 543-552, 2003.
[11] Rios, L. & Marín, J., “Equilibrio de Fases para Sistemas Etanol-Agua en
presencia de Polialcoholes y Sales”, Dyna, Nro.165, pp. 150-159, 2011.
[12] McCabe, W. L., Smith, J. C. & Harriot, P., “Operaciones unitarias en
Ingeniería Química”, McGraw-Hill, 4ª ed., 1991.
[13] Banat, F., Abu Al-Rub, F. & Simandl, J., “Analysis of vapor-liquid equilibrium
of ethanol-water system via headspace gas chromatography: effect of molecular
sieves”. Separation and Purification Technology, Vol. 18, pp. 111-118, 2000.
REFERENCIAS
131
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
[14] Karuppiah, R., Peschel, A., Grossmann, I. E., Martín, M., Martinson, W. &
Zullo, L., “Energy Optimization for the Design of Corn-Based Ethanol Plants”,
AIChE Journal, Vol. 54, No. 6, 2008.
[15] www.textoscientificos.com
[16] Sinnott, R. & Towler, G., “CHEMICAL ENGINEERING DESIGN. Principles,
Practice and Economics of Plant and Process Design”, Elsevier, 2008.
[17] Poling, B. E., Thomson, G. H., Friend, D. G., Rowley, R. L. & Wilding W.V.,
“Perry´s Chemical Engineers´Handbook, Section 2: Physical and Chemical
Data”, pp. 432-435, McGraw-Hill, 8ª ed., 2008.
[18] Treybal, R. E., “Operaciones de transferencia de masa”, McGraw-Hill, 2ª ed.
[19] Marcilla Gomis, A., “Introducción a las Operaciones de Separación-Cálculo
por etapas de equilibrio”, Textos Docentes, Universidad de Alicante, 1998.
[20] Seider, W. D., Seader, J.D. & Lewin, D. R., “Product & Process Design
Principles-Synthesis, Analysis and Evaluation”, Wiley, 2ª ed., 2003.
[21] Shilling, R. L., Bernhagen, P. M., Goldschmidt, V. M., Hrnjak, P. S., Johnson,
D. & Timmerhaus, K. D., “Perry´s Chemical Engineers´Handbook, Section 11:
Heat-Transfer Equipment”, pp. 6-7, McGraw-Hill, 8ª ed., 2008.
[22] Chemical Engineering, www.che.com, 2012.
[23] Ulrich, G. D. & Vasudevan, P. T., “How to Estimate Utility Costs”, University
of New Hampshire, CHEMICAL ENGINEERING, 2006.
[24] http://epp.eurostat.ec.europa.eu/statistics_explained/index.php/Electricity_and_n
atural_gas_price_statistics
REFERENCIAS
132
ANEXO A
CÁLCULO DE COSTES
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
ANEXO A. CÁLCULO DE COSTES
En este anexo se describe el procedimiento mediante el cual se han obtenido los costes
presentados en el Capítulo 4. Metodología. En dicha sección se requería el coste para
determinar la configuración óptima de cada alternativa estudiada, entendiendo como
óptima la que ofrece el mínimo coste total.
El coste total representa la suma de la inversión en capital, relacionada con los equipos,
y el coste de operación, asociado al consumo de servicios.
En primer lugar, la obtención del total de inversión en capital, CTCI, se realiza mediante
una estimación preliminar, la cual se basa en un diseño detallado del proceso. Para
aplicar este método, es necesario conocer el tamaño de los equipos así como el material
de construcción, de cara a obtener el capital invertido en equipos, que será la base para
la estimación del resto de costes asociados a la implantación de un nuevo proyecto.
La estimación de la inversión en equipos requiere conocer el coste de compra de los
equipos f.o.b. (free on board, libre a bordo), es decir, excluyendo los costes de
transporte, por lo que el comprador tiene la responsabilidad de aportar los gastos de
envío hasta el sitio donde se va a ubicar la planta. Estos valores se obtienen a partir de
de una serie de correlaciones que vienen dadas en función de uno o más factores de
tamaño.
Por otro lado, para tener en cuenta el coste de instalación de cada unidad, se debe
aplicar un factor de corrección para obtener el coste de módulo desnudo, CBM. La
totalidad de los costes de los equipos implicados en la planta, CTBM, permite obtener el
resto de costes directos e indirectos que conlleva la instalación, ya que, según
bibliografía, cada uno de ellos se puede estimar como un porcentaje añadido del coste
total de módulo desnudo [20].
Cabe añadir que, para anualizar el capital de inversión, se ha supuesto una vida útil de la
planta de 15 años.
Por último, para obtener los costes de operación, se debe conocer la cantidad necesaria
de cada servicio, a partir de la cual se halla el coste aplicando una serie de correlaciones.
A.1.
Costes de inversión
Como se comentó anteriormente, el cálculo del capital inversión implica conocer el
coste de los equipos involucrados en cada configuración a estudiar. Los equipos
involucrados en las diferentes alternativas han sido:
-
Columna de destilación
Hervidor
Condensador
Intercambiador previo al tamiz molecular
Intercambiador precalentamiento alimentación
Bomba de impulsión
ANEXO A. CÁLCULO DE COSTES
134
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para cada unidad, existe una expresión a aplicar para obtener el coste. Dicha
correlación, junto con otros parámetros necesarios, se detallan a continuación para cada
uno de ellos.
A.1.1.
Costes de equipos
I. Columna
Para el coste de este equipo, se tienen correlaciones diferenciadas para el recipiente a
presión, que se correspondería con el cuerpo de la columna, y para el contenido, que en
este caso serían platos perforados.
Cuerpo de la torre
La expresión para el cálculo del coste de fabricación de la columna de destilación es la
siguiente:
C f.o.b. = FM CT + C PL
[A1]
donde
FM : factor de corrección del material
CT : coste base del recipiente a presión, $
CPL : coste base de plataformas y escaleras que requiere la columna, $
En dicha expresión se tiene en cuenta que el material de construcción es acero al
carbono, además de estar referido al año 2000, en el que el CEPCI era de 394. El CEPCI
(de las siglas en inglés, Chemical Engineering Plant Cost Index, Índice de Coste de
Plantas de Ingeniería Química) es un índice de coste usado para ajustar el efecto de la
inflación, por ello es necesario actualizar el valor obtenido en el cálculo al año en
cuestión, como se verá más adelante.
A su vez, CT y CPL , vienen correlacionados en función de parámetros de tamaño del
equipo. CT incluye el coste de las boquillas para la entrada y salida de corrientes, así
como bocas para el acceso al equipo para el mantenimiento del mismo. La correlación
para su cálculo viene dada por:
{
CT = exp 7,0374 + 0,18255[ln (W )] + 0,02297[ln (W )]
2
}
[A2]
donde
W: peso de la carcasa de la columna, lb.
Esta expresión es válida para un rango de peso de 9.000 a 2.500.000 lb.
Por otro lado, la expresión para obtener CPL es la siguiente:
C PL = 237,1(Di )
0 , 63316
(L )0,80161
[A3]
donde
Di: diámetro interno de la torre, ft
L: longitud de la columna, ft
ANEXO A. CÁLCULO DE COSTES
135
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
El rango de validez para diámetro y longitud, es de 3 a 24 ft y 27 a 170 ft,
respectivamente. Este coste se calcula directamente al sustituir los valores obtenidos
tanto en las simulaciones como en el diseño de la torre.
Una vez presentadas las correlaciones a usar, se pasa al cálculo del factor de tamaño
para el cuerpo de la columna. La cantidad de acero necesaria para construir la columna,
se calcula por medio de la siguiente fórmula:
W = π × (Di + t ) × (L + 0,8 × Di ) × t × ρ
[A4]
donde
Di: diámetro interno de la torre, ft
t: espesor de pared de la carcasa, ft
L: longitud de la columna, ft
lb
ρ: densidad del acero, 3
ft
A su vez, el espesor de pared viene dado por:
t=
Pd × Di
2 × S × E − 1,2 × Pd
[A5]
donde
Pd: presión de operación, psig
Di: diámetro interno, in
S: máximo esfuerzo admisible, psi
E: eficacia de soldadura
Los valores de S vienen tabulados en función de la temperatura de diseño, como se
muestra en la tabla A1. Como temperatura de diseño se recomienda tomar la
temperatura de operación más 50 ºF. Se elige como temperatura de operación la más
desfavorable para optimizar el diseño, siendo ésta la temperatura de la corriente de cola,
por ser la máxima que se da en el sistema.
T (ºF)
-20 a 650
700
750
800
850
900
S (psi)
15.000
15.000
15.000
14.750
14.200
13.100
Tabla A 1. Máximo esfuerzo admisible en columnas
Por último, según bibliografía, como valor más desfavorable para la eficiencia de
soldadura se tomará un valor de 0,85.
Con todos los parámetros anteriores, y según la ecuación [A5], se obtiene un espesor de
pared para cada columna según el diámetro resultante de la simulación. Para evitar que
el espesor calculado sea pequeño, se tiene un mínimo a cumplir, requerido para la
rigidez de la columna, que va en función del diámetro de la torre. En la tabla A2 se
muestra tal relación.
ANEXO A. CÁLCULO DE COSTES
136
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Di (ft) tmin (in)
<4
1/4
4-6
5/16
6-8
3/8
8-10
7/16
10-12
1/2
Tabla A 2. Espesor mínimo de pared en función del diámetro de la columna
Por otro lado, en la ecuación [A5] no se tiene en cuenta el efecto del viento o
(L Di )2
movimientos de tierra, por lo que se debe evaluar el término
. Si dicho término
Pd
está entre 1,34 y 10, el valor final para el espesor de pared debe ser calculado a través de
la siguiente ecuación:
2
(
L Di )
t ′ = t 0,75 + 0,22 E
Pd
[A6]
Donde t es el espesor de pared obtenido por la ecuación [A5] o, en su caso, el tmin
obtenido según la tabla A2.
Hallado el espesor de pared, sólo queda definir la densidad del acero usado para calcular
el peso necesario del mismo por medio de la expresión [A4]. Como se comentó en el
Capítulo 4. Metodología, el material usado en la construcción de los equipos va a ser
lb
acero inoxidable, para el cual, según bibliografía, se tiene una densidad de 499,4 3 .
ft
Obtenida la masa de material necesaria, se obtiene el coste de fabricación de la columna
por medio de la correlación [A2].
Por último, para el cálculo del coste total de fabricación del cuerpo de la torre junto con
los accesorios, se debe evaluar el factor del material que, en este caso, al ser acero
inoxidable 304, toma el valor de 1,7. Se concluye el cálculo de este coste aplicando la
expresión [A1].
El valor obtenido hasta ahora se corresponde con el precio de venta del fabricante. Para
completar este resultado, Guthrie propone aplicar un factor que engloba los costes de la
instalación del equipo en la planta, denominado Bare-module Factor (factor de módulo
desnudo). Este factor se calcula teniendo en cuenta la fracción de coste de fabricación
que conlleva cada gasto del proceso de instalación, tanto costes directos como la mano
de obra, como costes indirectos como el envío de mercancía al lugar en cuestión.
Aplicando este concepto se obtiene lo que se denomina coste desnudo, CBM, que sería
proporcional al coste de fabricación como muestra la siguiente relación:
C BM = FBM C f .o.b.
[A7]
En el caso de recipientes verticales a presión, que es el equipo equivalente a la torre de
destilación según la bibliografía consultada, dicho factor vale 4,16.
ANEXO A. CÁLCULO DE COSTES
137
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Platos
El coste de fabricación e instalación para los platos de la torre de destilación viene dado
por:
C f .o.b. = N T × FNT × FTT × FTM × C BT
[A8]
donde
NT: número de platos
FNT: factor del número de platos
FTT: factor del tipo de plato
FTM: factor del material
CBT: coste base para platos, $
El factor del número de platos vale la unidad para una cantidad de los mismos mayor a
20. Sin embargo, para un menor número de platos instalados, este valor debe calcularse
por medio de la siguiente expresión:
FNT =
2,25
1,0414 NT
[A9]
Por otro lado, para el tipo de plato elegido, siendo éste perforado en todos los casos, el
factor correspondiente vale la unidad.
En cuanto al factor del material, éste viene dado en función del diámetro del equipo a
través de la siguiente ecuación:
FTM = 1,189 + 0,0577 Di
[A10]
De igual modo, el coste base de los platos depende del diámetro de la torre por medio de
la siguiente relación:
C BT = 369 exp(0,1739 Di )
[A11]
Esta expresión es válida para diámetros comprendidos entre 2 y 16 ft.
Cabe añadir que el coste que se obtenga a partir de la expresión [A8] debe ser
actualizado, ya que el coste base está referido al año 2000 con un CEPCI de 394.
Además, este valor coincide con el coste desnudo para los platos, ya que en el cálculo
del coste de fabricación se incluye la instalación de éstos en la torre.
II. Hervidor
La correlación que proporciona el coste base para el hervidor tipo Kettle viene dada en
función del área de transferencia, como muestra la siguiente expresión:
{
C B = exp 11,967 − 0,8709[ln ( A)] + 0,09005[ln ( A)]
2
}
[A12]
Esta expresión tiene validez para valores de área comprendidos entre 150 y 12.000 ft2.
ANEXO A. CÁLCULO DE COSTES
138
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por otro lado, el coste de fabricación presenta la siguiente relación con el coste base:
C f .o.b. = FP FM FL C B
[A13]
donde
FP: factor de presión
FM: factor del material
FL: factor de longitud de tubos
Por un lado, el factor de presión depende de la presión del lado de la carcasa, siendo en
este caso la correspondiente a la corriente de cola que coincide con la presión de
operación del equipo. Este valor, expresado en psig, debe sustituirse en la siguiente
ecuación:
P
P
FP = 0,9803 + 0,018
+ 0,0017
100
100
2
[A14]
Sin embargo, se debe tener en cuenta que el rango de presiones aplicable es de 100 a
2.000 psig, por lo que en los casos que la presión de operación queda fuera de las
condiciones de aplicación, este factor resulta valer la unidad.
Por otro lado, el factor del material depende del área de transferencia, así como de la
combinación elegida para los materiales de construcción de carcasa y tubos a través de
la fórmula dada a continuación:
A
FM = a +
100
b
[A15]
Donde a y b toman un valor en concreto según el material de construcción. En todos los
casos estudiados, al ser carcasa y tubos de acero inoxidable, las constantes son 2,70 y
0,07, respectivamente.
Por último, es necesario definir la longitud de los tubos, para la cual se toma el valor
típico de 16 ft, según bibliografía [20]. Para esta longitud de tubos, se tiene que el
correspondiente factor vale 1,05.
Con todos los parámetros necesarios para el cálculo del coste de fabricación, basta
definir el factor de módulo desnudo para obtener el coste desnudo del hervidor. El
factor para intercambiadores de carcasa y tubos a tener en cuenta para aplicar la
ecuación [A7], toma el valor de 3,17.
III. Condensador
El tipo de condensador seleccionado en todas las configuraciones será de carcasa y tubo,
ya que al exceder el área de transferencia de 200 ft2, es inviable instalar un
intercambiador de doble tubo. Dentro de esta categoría, por cuestión de mantenimiento,
se elige con cabezal flotante, para el cual se tiene la siguiente correlación para el cálculo
del coste base a partir de la superficie necesaria:
ANEXO A. CÁLCULO DE COSTES
139
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
{
C B = exp 11,667 − 0,8709[ln ( A)] + 0,09005[ln( A)]
2
}
[A16]
El coste de fabricación y los factores involucrados en el cálculo del mismo, se
corresponden con los obtenidos en el caso del hervidor, tanto en ecuaciones usadas
como en valores determinados.
De igual modo, el factor correspondiente para obtener el coste desnudo coincide con el
equipo anterior, siendo éste 3,17.
IV. Intercambiador previo al tamiz molecular
Exceptuando los casos que se concretan en el apartado 4.4.3. Costes del sistema doble
efecto con reparto de la alimentación, debido al orden de magnitud del área de
transferencia obtenida en el diseño de este equipo, se toma intercambiador de doble
tubo, cumpliendo de esta manera el rango de aplicación para la correlación del coste
base, siendo éste de 2 a 200 ft2. El cálculo del mismo se realiza de acuerdo a la siguiente
ecuación:
C B = exp{7,1248 + 0,16[ln( A)]}
[A17]
Sin embargo, este coste base debe ser corregido, ya que está referido a acero al carbono
como material de construcción y a una presión de operación de 600 psig. De esta
manera, al igual que en los casos anteriores, se tiene la siguiente expresión para hallar el
coste de fabricación:
C f .o.b. = FP FM C B
[A18]
Del mismo modo, para obtener el factor de presión, se debe obtener el valor de la
presión de la carcasa en psig, unidades de presión relativa. Al ser ésta menor de 600
psig, el factor correspondiente toma como valor la unidad sin excepción.
Por otro lado, el factor de material es 3,0 por ser ambos tubos de acero inoxidable.
Para terminar, el factor de módulo desnudo usado en la ecuación [A7] para este equipo
vale, 1,80.
V. Intercambiador precalentamiento alimentación
Aunque en el diseño de este equipo ya se presentó el tipo de intercambiador a usar al
evaluar el factor FT, no hubiera sido correcto elegir un intercambiador de doble tubo por
el exceso de superficie requerida, mayor de 200 ft2. Por estas razones, el tipo de
intercambiador a usar será de carcasa y tubo con cabezal flotante, debiéndose usar la
expresión [A16] para hallar el coste, coincidiendo con la del condensador.
Cabe añadir que, en función de la configuración asignada por el factor FT, el valor del
área a introducir en dicha correlación, estará dividido por el número de carcasas que se
dispongan, ya que esta expresión proporciona el coste unitario. Para obtener el coste
real, el resultado debe multiplicarse por el número de carcasas que se tengan.
ANEXO A. CÁLCULO DE COSTES
140
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para hallar el factor de presión se tiene en cuenta la presión del lado de la carcasa,
siendo la correspondiente a la corriente de cola, por ser el fluido limpio y de menor
valor económico [20]. Dicho factor resulta la unidad en los casos que la presión de la
carcasa sea menor de 100 psig, ya que no es aplicable la ecuación [A14].
El factor del material es el resultado de aplicar la fórmula [A15] para carcasa y tubo
construidos de acero inoxidable.
Por otro lado, se toma como longitud típica de tubo 16 ft, correspondiéndole un factor
de longitud de 1,05.
Obtenido el coste de fabricación, para tener en cuenta la instalación en la expresión
[A7] se tiene como factor de módulo desnudo 3,17, valor dado para intercambiadores de
carcasa y tubo independientemente de la función realizada.
VI. Bomba
En primer lugar, se debe identificar el tipo de bomba a usar para esta aplicación. Según
bibliografía, es la bomba tipo centrífuga la primera a considerar según los siguientes
aspectos:
a. Flujo volumétrico a impulsar comprendido entre 10 y 5.000 gpm.
b. Altura desarrollada de 50 a 3.200 ft.
c. Viscosidad cinemática del fluido menor de 0,0001 centistokes.
d. NPSH disponible mayor de 5 ft.
Quedando todos los parámetros a evaluar dentro del rango, la bomba a instalar en los
sistemas a estudiar es de tipo centrífuga.
Para determinar el coste de este equipo, se hace distinción entre el cuerpo de la bomba y
el motor eléctrico, teniendo para cada parte la correlación adecuada.
Cuerpo de la bomba
El coste de fabricación para esta parte de la bomba viene dado por:
C f .o.b. = FT FM C B
[A19]
donde
FT: factor según el tipo de bomba usado
FM: factor del material
CB: coste base para el cuerpo de la bomba centrífuga, $
El coste base se relaciona con el factor de tamaño a través de la siguiente expresión:
{
C B = exp 9,2951 − 0,6019[ln(S )] + 0,0519[ln (S )]
2
}
[A20]
Cabe comentar que el coste base está referenciado para una bomba de una sola etapa, de
carcasa verticalmente dividida (VSC), construida de hierro fundido y que opera a 3.600
rpm, además de estar referido al año 2000. Valores que deberán ser corregidos con los
factores dados anteriormente, junto con el CEPCI actual.
ANEXO A. CÁLCULO DE COSTES
141
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
A su vez, el factor de tamaño toma la siguiente forma:
S = Q (H )
0,5
[A21]
donde
Q: flujo volumétrico a impulsar, gpm
H: altura desarrollada por la bomba, ft
Los parámetros de los que depende el factor de tamaño han sido obtenidos directamente
de las simulaciones, con lo que el coste base queda resuelto sustituyendo en la
correlación correspondiente.
Por otro lado, el factor FT viene tabulado en función del tipo de bomba y las
condiciones de operación del sistema, tal y como muestra la tabla A3. En primer lugar,
se debe identificar el número de etapas de la bomba, o lo que es lo mismo, el número de
rodetes dispuestos en serie que, por lo general, tomará como valor la unidad por darse
presiones bajas de descarga. A continuación, se define la orientación de la bomba,
optando en la mayoría de los casos por carcasa verticalmente dividida (VSC), ya que
aguanta mejor los efectos de dilatación debido al cambio de temperatura.
Nº de
etapas
Velocidad del
eje, rpm
División de
la carcasa
1
1
1
1
2
+2
3.600
1.800
3.600
1.800
3.600
3.600
VSC
VSC
HSC
HSC
HSC
HSC
Rango de
caudal,
gpm
50-900
50-3.500
100-1.500
250-5.000
50-1.100
100-1.500
Rango de
altura, ft
Potencia
máxima, Hp
FT
50-400
50-200
100-450
50-500
300-1.100
650-3.200
75
200
150
250
250
1.450
1,00
1,50
1,70
2,00
2,70
8,90
Tabla A 3. Factor FT según el tipo de bomba
Con los factores tipo constructivo definidos, y atendiendo a las condiciones de
operación, queda especificada la velocidad de giro del eje y con ello el factor FT.
Para finalizar, teniendo en cuenta que el material de construcción va a ser acero
inoxidable, FM equivale a 2,00.
Motor eléctrico
La expresión para obtener el coste de fabricación del motor eléctrico, viene dada por:
C f .o.b. = FT C B
[A22]
donde
FT: factor según el tipo de motor usado
CB: coste base para el motor eléctrico, $
En primer lugar, el coste base para el motor eléctrico viene dado por la siguiente
ecuación:
ANEXO A. CÁLCULO DE COSTES
142
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
C B = exp{5,4866 + 0,1314[ln(PC )] + 0,053255[ln(PC )]
2
[A23]
+ 0,028628[ln(PC )] − 0,0035549[ln(PC )] }
3
4
donde
PC: potencia consumida por el motor, Hp
Cabe añadir que este coste está referido al año 2000 y es válido para potencias
comprendidas entre 1 y 700 Hp.
Para hallar la potencia consumida por el motor, se tiene la expresión [A24], que
relaciona la misma con la potencia al freno de la bomba, dato obtenido en Aspen. La
potencia al freno (brake horsepower, bhp) se define como la potencia desarrollada por
un motor medida por la fuerza aplicada a un freno o por un dinamómetro de absorción
aplicado sobre el eje.
PC =
PB
ηM
[A24]
donde
ηM: eficiencia fraccional del motor
A su vez, la eficiencia del motor se relaciona con la potencia al freno de la bomba por
medio de la siguiente ecuación:
η M = 0,80 + 0,0319[ln(PB )] − 0,00182[ln(PB )]2
[A25]
siendo válida para valores de potencia de 1 a 1.500 Hp.
Por último, para determinar el factor constructivo del motor según la tabla A4, se debe
elegir el tipo de cerramiento. Optando en todos los casos estudiados por el tipo
totalmente cerrado, refrigerado con ventilador, se obtiene el factor FT según la
velocidad de giro del eje seleccionada anteriormente.
Tipo de cerramiento del motor
Velocidad del eje, rpm
Abierto, con tubo para condensado
3.600
Totalmente cerrado, refrigerado por aire
3.600
A prueba de explosiones
3.600
Abierto, con tubo para condensado
1.800
Totalmente cerrado, refrigerado por aire
1.800
A prueba de explosiones
1.800
FT
1,0
1,4
1,8
0,9
1,3
1,7
Tabla A 4. Facto FT según el tipo de motor de la bomba
Definidas ambas partes, el coste de fabricación para la bomba será la suma del cuerpo y
el motor.
Al igual que el resto de equipos descritos, se debe tener en cuenta el coste de
instalación, para el cual se tiene un factor de módulo desnudo de 3,30 para bombas y
ventiladores a aplicar en la expresión [A7].
ANEXO A. CÁLCULO DE COSTES
143
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Descrito el procedimiento de cálculo de la inversión en capital relacionada con los
equipos, se pasa a la actualización de los resultados obtenidos, ya que las correlaciones
usadas vienen referenciadas al año 2000.
•
Corrección de los costes de inversión por inflación
Los costes de inversión de los equipos involucrados en cada configuración se deben
actualizar al año en cuestión. Sin embargo, el valor más actual encontrado en
bibliografía para el CEPCI ha sido para Enero de 2012, resultando ser de 593,1 [22]. La
actualización del coste en base a la inflación se realiza a través de la siguiente
expresión:
CEPCI actual
C BM actual = C BMreferencia
CEPCI
referencia
[A26]
Cabe recordar que el coste base de los equipos está referido para el año 2000, donde el
CEPCI era de 394.
El resultado obtenido hasta ahora hace referencia al coste de fabricación e instalación
del equipo. Este importe incluye costes directos como la compra del equipo o la mano
de obra, y costes indirectos correspondientes al envío de mercancías o seguros de los
trabajadores. Para obtener el coste total de inversión de una planta, se deben tener en
cuenta otros costes directos e indirectos que se deducen a partir de la inversión en
equipos.
A.1.2.
Otros costes de inversión
Obtenido el sumatorio de los costes desnudos de inversión de los equipos, CTBM, se
estiman el resto de costes involucrados en la implantación de un proyecto para hallar el
coste total de inversión.
En primer lugar, se tiene el coste de preparación y acondicionamiento del terreno, Csite,
el cual incluye levantamientos topográficos, extracción de agua y drenaje, desbroce del
terreno, excavación, cercado, así como la construcción de carreteras y acerado, o líneas
de alcantarillado e instalaciones de protección contra incendios. Suponiendo que la
etapa de deshidratación del etanol va a ser integrada en un complejo ya existente, este
coste equivale al 5% del CTBM para instalaciones que son añadidas. La suma del total del
coste desnudo y el acondicionamiento del terreno, proporciona el total de inversión
directa, CDPI.
Por otro lado, es necesario añadir un 18% del total de inversión directa destinado a
contingencias, Ccont. Este porcentaje cubre improvistos que pudieran surgir durante la
construcción de la planta. Al sumar a este coste el total de inversión directa, se obtiene
el capital depreciable, CTDC.
Cabe recordar que la depreciación es la reducción del valor de un activo debido a su
uso, por este motivo el capital depreciable hace referencia al gasto que produce la
utilización de un activo. Queda excluido de este concepto el coste del terreno, Cland, ya
que se considera que este activo no se desgasta por su uso. Para la estimación de este
coste, se considera un 2% del capital depreciable.
ANEXO A. CÁLCULO DE COSTES
144
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Para obtener el total de costes fijos de inversión, CTPI, hay que añadir al capital
depreciable y al terreno el coste de cánones, Croyal, y el coste que conlleva la puesta en
marcha de la planta, Cstartup, considerando el 2 y el 10% del capital depreciable,
respectivamente.
Para finalizar, se debe tener en cuenta que hay parte del capital que está destinado a
recursos imprescindibles en la operación de la planta. Se trata de fondos necesarios para
la compra de materias primas o para llevar a cabo cualquier liquidez, por lo que ha de
estar siempre disponible. Esta parte de la inversión se denomina capital circulante, CWC,
y se estima que su valor es un 15% del total de capital de inversión, CTCI.
Especificado el capital circulante, la cantidad total a invertir se puede definir como:
CTCI =
1,14 × 1,18 × 1,05 × CTBM
0,85
[A27]
Por último, a modo de resumen, se presenta la tabla A5 donde se recogen todos los
parámetros definidos anteriormente, así como la relación que guardan entre ellos.
Total coste desnudo de inversión CTBM
Preparación terreno
Csite
Total inversión directa
CDPI
Contingencias
Ccont
Total capital depreciable
Terreno
Cánones
Puesta en marcha
Total costes fijos de inversión
Capital circulante
Total capital de inversión
0,05×CTBM
0,18×CDPI
CTDC
Cland
Croyal
Cstartup
0,02×CTDC
0,02×CTDC
0,10×CTDC
CTPI
CWC
0,15×CTCI
CTCI
Tabla A 5. Costes incluidos en el total de capital de inversión
Obtenido el total del capital de inversión, debe ser anualizado de cara al análisis
comparativo de costes.
El coste anual de inversión (A) se calcula a partir de la siguiente expresión, que tiene en
cuenta el coste temporal del capital de la empresa que realiza la inversión:
A = CTCI
i (1 + i ) n
(1 + i ) n − 1
[A28]
donde
CTCI: total del capital de inversión, $
i: coste de oportunidad del capital, º/1
n: vida de la planta
Con la expresión anterior, se obtienen los resultados presentados en el Capítulo 4.
Metodología para el capital de inversión, donde se ha supuesto un coste de oportunidad
del capital del 15% y una vida de la planta de 15 años.
ANEXO A. CÁLCULO DE COSTES
145
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
A.2.
Costes de operación
Los servicios involucrados en los costes de operación son:
- Vapor, usado tanto en el hervidor de las columnas como en los intercambiadores
previos al tamiz molecular
- Agua de refrigeración del condensador
- Electricidad en las bombas
Como se describe a continuación, tanto para el vapor como para el agua de
refrigeración, es necesario calcular la cantidad necesaria para cubrir el servicio, ya que
para la bomba, el consumo eléctrico es un dato aportado en las simulaciones.
I. Vapor
La expresión que permite obtener el coste del vapor, así como el de todos los servicios
en general, es la siguiente [23]:
C S ,u = a (CEPCI ) + b(C S , f
)
[A29]
donde
a y b: coeficientes que dependen del servicio
CEPCI: Chemical Engineering Plant Cost Index
CS,f: precio del combustible usado para obtener dicho servicio, $
GJ
En primer lugar, a y b se obtienen a partir de las siguientes expresiones para vapor
obtenido en unas instalaciones ya implantadas:
a = 2,7 × 10 −5 × m& −0,9
[A30]
b = 0,0034 × p
[A31]
0 , 05
donde
m& : flujo másico de vapor necesario, kg
s
p : presión del vapor de servicio, barg
Cabe añadir, que el rango de validez para aplicar las expresiones anteriores es de 0,06 a
40 kg para el flujo, y de 1 a 46 barg para la presión.
s
Por un lado, se necesita conocer la cantidad de vapor necesaria en los equipos que
requieren dicha servicio. Para hallar tal cantidad, se tiene el calor a aportar en cada
unidad obtenido en las simulaciones realizadas. La relación entre el calor aportado y el
flujo necesario de vapor, viene dada por la siguiente expresión:
Q = m& × hfg
[A32]
donde
Q: calor aportado por el equipo, kW
m& : flujo másico de vapor necesario, kg
ANEXO A. CÁLCULO DE COSTES
s
146
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
hfg : entalpía de vaporización del, KJ
kg
Para obtener la entalpía de vaporización del vapor, se hace uso de las tablas
termodinámicas del agua. En ambos equipos, la corriente de vapor sufre el cambio de
estado de vapor saturado a líquido saturado, por lo que se debe buscar la entalpía de
vaporización a la presión especifica.
Por otro lado, para el cálculo del coeficiente b, se requiere la presión en unidades de
barg, para lo cual se debe restar la presión atmosférica a la presión del vapor usado.
Obtenidos los coeficientes necesarios, y ya que el valor del CEPCI coincide con el dado
para el coste de los equipos, queda definir el valor del precio del combustible usado.
Para este parámetro se ha elegido gas natural como combustible, teniendo un precio de
0,0361 €
, que equivale a 13,14 $
[24].
kWh
GJ
Sustituyendo todos los parámetros en la expresión [A29], se obtiene el coste del servicio
.
en $
kg
II. Agua de refrigeración
La constante a a introducir en la correlación [A29], se obtiene a partir de la siguiente
expresión para el agua de refrigeración:
a = 0,0001 + 3,0 × 10 −5 × q −1
[A33]
donde
3
q: flujo volumétrico de agua, m
s
3
El caudal de agua debe estar entre 0,01 y 10 m
s
para usar la ecuación [A33].
En este caso, el valor de b es constante para todos los casos e igual a 0,003.
Para el cálculo del caudal de agua necesario, se tiene la relación dada en [A34], ya que
el calor a retirar por el condensador es un dato obtenido en las simulaciones realizadas.
Q = m& × c p × ∆T
[A34]
donde
Q: calor retirado por el equipo, kW
m& : flujo másico de agua, kg
s
cp: calor específico del agua, KJ
kg º C
∆T: incremento de temperatura del agua de servicio
ANEXO A. CÁLCULO DE COSTES
147
Evaluación económica de la separación mediante destilación de soluciones acuosas diluidas en etanol
Por un lado, para las condiciones de esta corriente, el valor dado en las tablas de
termodinámica para el calor específico es 4,18 KJ
. Por otro lado, como se
kgC
comentó en el diseño del condensador, el agua sufre un incremento de temperatura de
17 ºC, de tal manera que se tienen todos los parámetros necesarios para obtener el coste
de este servicio en $ 3 , suponiendo la densidad del agua como 1.000 kg 3 .
m
m
III. Electricidad
La expresión que permite obtener el coste de consumo eléctrico, nuevamente se
corresponde con la correlación [A29]. Sin embargo, en este caso, los coeficientes a y b
son constantes de valor 1,3 × 10 −4 y 0,01, respectivamente.
Teniendo el precio del gas natural, se obtiene el coste de electricidad en $
kWh
.
Hallados los costes específicos de los servicios, es necesario anualizarlos para el análisis
económico. A partir de los flujos másico y volumétrico, para vapor y agua de
refrigeración, respectivamente, y el consumo eléctrico de la bomba, suponiendo 340
días de operación al año, se obtiene el valor del coste de los servicios anualizado.
Finalmente, la curva de costes totales, representada para cada alternativa en el Capítulo
4. Metodología, se obtiene sumando el capital total de inversión y los costes de
operación, ambos anualizados.
ANEXO A. CÁLCULO DE COSTES
148