MAQUINA PARA LA FABRICACION DE CEPILLOS.(ES2037810)
Anuncio
")
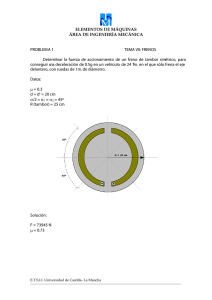
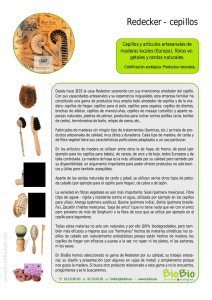
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 037 810 kInt. Cl. : A46D 3/06 11 N.◦ de publicación: 5 51 ESPAÑA k B23Q 39/04 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 88200364.3 kFecha de presentación : 26.02.88 kNúmero de publicación de la solicitud: 0 284 125 kFecha de publicación de la solicitud: 28.09.88 T3 86 86 87 87 k 54 Tı́tulo: Máquina de fabricar cepillos. k 73 Titular/es: G.B. Boucherie, N.V. k 72 Inventor/es: Boucherie, Leonel k 74 Agente: Gómez-Acebo Pombo, J. Miguel 30 Prioridad: 13.03.87 BE 8700252 Stuivenbergstraat 104-141 B-8700 Izegem, BE 45 Fecha de la publicación de la mención BOPI: 01.07.93 45 Fecha de la publicación del folleto de patente: 01.07.93 Aviso: k k k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 2 037 810 DESCRIPCION Esta invención se refiere a una máquina de fabricar cepillos, del tipo que comprende un tambor rotatorio que tiene caras laterales paralelas al eje de rotación, para el transporte de los cuerpos de los cepillos a diferentes secciones de elaboración; una pluralidad de soportes portadores de los cuerpos de los cepillos, dispuestos pivotalmente sobre las referidas caras del tambor, y medios para hacer pivotar los soportes portadores de los cuerpos de los cepillos con respecto al tambor. En general se sabe que los cepillos se fabrican preparando cuerpos de cepillos con perforaciones e introduciendo ulteriormente haces de fibras en estas perforaciones. Durante este proceso, los cuerpos de los cepillos, como es natural, deben de estar sujetos. Por consiguiente, existen máquinas automáticas para la fabricación de cepillos en las cuales los cuerpos de los cepillos se introducen sucesivamente en soportes diferentes portadores de los cuerpos de los cepillos con el fin de realizar las operaciones respectivas de elaboración, v.g., la carga de nuevos cuerpos de cepillos, perforación, llenado, corte, limpieza, etc. Es evidente que la operación repetida de retirar los cuerpos de los cepillos de su soporte portador y su ulterior colocación en otro soporte es una operación laboriosa. Como consecuencia de esta operación, resulta imposible garantizar un posicionamiento perfecto, v.g., del cuerpo del cepillo perforado aunque el dispositivo de llenado, después del traslado, por lo que se presenta la posibilidad de que no se coloquen perfectamente los haces de fibras centrados en los agujeros previamente perforados. Esta circunstancia ha dado lugar el desarrollo de máquinas en las cuales se utiliza un tambor alrededor de cuya circunferencia se sitúan los soportes de los cuerpos de los cepillos de manera que estos últimos, al girar el tambor, se puedan colocar opuestos al equipo de elaboración respectivo situado en torno al tambor, de manera que el cuerpo del cepillos permanezca en el mismo soporte portador durante las operaciones de perforación, llenado y otras operaciones de elaboración. Las máquinas de fabricar cepillos del tipo de tambor, actualmente conocidas, tienen el inconveniente de que cada soporte de cuerpo de cepillo o, por ejemplo cuando se trata de una máquina doble por cada dos soportes de cuerpos de cepillos, que se fija o se fijan, respectivamente, sobre el tambor, se deben realizar debidamente los movimientos necesarios, como por ejemplo de traslación, rotación y combinaciones de los mismos siguiendo el eje longitudinal y transversal del soporte portador del cepillo, ası́ como el llamado movimiento de compensación de profundidad, para poder situar los cuerpos de los cepillos frente al equipo de elaboración con arreglo a un patrón exigido. El resultado es que la base del tambor tiene una construcción muy complicada porque el mecanismo que facilita todos estos movimientos debe estar constituido varias veces, v.g., por lo menos tantas veces como útiles de elaboración existan en torno al tambor. Un inconveniente adicional es, 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 por ejemplo, no se debe mover el cuerpo del cepillo en el lugar que ocupa opuesto en el equipo de elaboración, por lo que se debe eliminar la posibilidad de movimiento en esta sección de la máquina. Por lo tanto, durante una gran parte del ciclo, el mecanismo anteriormente descrito no trabaja (v.g., para cargar cuerpos de cepillos mientras la máquina esté realizando las operaciones de perforación y llenado) y, por consiguiente, durante este perı́odo de tiempo el mecanismo no se utiliza. Una máquina de esta clase se describe en GBA-1.397.058. Los soportes portadores de los cuerpos de los cepillos van montados pivotalmente sobre las caras del tambor alrededor de ejes perpendiculares al eje de rotación del tambor. Cada soporte comprende un bastidor que pivota sobre el tambor y dos soportes de cuerpos de cepillos montados pivotalmente en cada bastidor y portadores de un cuerpo de cepillo. Este montaje de los soportes sobre el tambor y de los soportes de los cuerpos en el bastidor de los soportes portadores permiten el posicionamiento exacto de los cuerpos de los cepillos pero no permiten que ni los soportes portadores ni sus bastidores se separen del tambor hacia una sección de elaboración. Los soportes portadores permanecen siempre en su trayecto de transporte circular. Por consiguiente, esta invención tiene por finalidad proporcionar una máquina de fabricación de cepillos que excluye sistemáticamente los inconvenientes mencionados. A tal efecto, los medios para hacer pivotar los referidos soportes portadores de los cuerpo de los cepillos son dispositivos para articular dichos soportes separándolos de la cara correspondiente alrededor de un eje de rotación paralelo al eje de rotación del tambor desde una primera posición a lo largo de la cara y opuesta a una sección de elaboración correspondiente a una primera posición del tambor hasta una segunda posición, dirigida hacia afuera y opuesta a una segunda sección de elaboración adyacente a la primera sección de elaboración correspondiente a una posición siguiente del tambor, de manera que, por cada posición del tambor, se sitúen dos soportes portadores de cuerpos de cepillos simultáneamente opuestos a dos secciones de elaboración sucesivas y adyacentes. Varios soportes portadores de los cuerpos de los cepillos y los correspondientes cuerpos de los cepillos sujetos en los mismos, de los cuales por lo menos dos se presentan a secciones de elaboración diferentes pero consecutivas, se ponen en el mismo plano de elaboración o en planos de elaboración paralelos opuestos a secciones de elaboración adyacentes de manera que, durante las operaciones de perforación y llenado, solo se tenga que presentar un mecanismo posicionador para formar las diversas perforaciones e introducir los haces de cerdas del cepillo, respectivamente. El mecanismo posicionador puede realizar también el movimiento del tambor con relación al equipo de perforación y llenado. La patente DE-A-1.632.361 describe también una máquina de fabricar cepillos con soportes móviles portadores de los cuerpos de los cepillos, pero dichos soportes van montados sobre brazos que giran alrededor de un eje. Para el posicio- 3 2 037 810 namiento exacto, dichos soportes tienen una rotación limitada con respecto a los brazos. La patente BE-A-506.986 describe un máquina de fabricar cepillos en la cual los cuerpos de los cepillos se sujetan entre mordazas sobre los eslabones de una cadena y se transportan linealmente a lo largo de secciones de elaboración. En una realización particular de la invención, los medios para articular los soportes portadores de los cuerpos de los cepillos comprenden medios para articular cada soporte de manera que, en la referida posición siguiente del tambor, se dirija hacia afuera en el mismo plano de elaboración que el soporte portador del cuerpo del cepillo precedente. Para demostrar mejor las caracterı́sticas de la invención, se describen a continuación algunas realizaciones preferentes, a tı́tulo de ejemplo sin carácter restrictivo, tomando como referencia los dibujos adjuntos, en los que: La figura 1 muestra esquemáticamente la máquina de fabricación de cepillos según la invención. La figura 2 muestra una variante de la invención. Las figuras 3 a 5 explican las dificultades que se presentan cuando se perfora y se llena en ángulo. La figura 6 presenta otra variante esquemática de la invención. La máquina de fabricar cepillos según la figura 1, consiste principalmente en un tambor 1 sobre cuya circunferencia se pueden adaptar cuerpos de cepillos, por lo que estos se colocan sobre el tambor 1 siguiendo una dirección de alimentación 3 indicada esquemáticamente, presentándose después bajo una instalación de perforación 4 y un dispositivo de llenado 5 y ulteriormente los cepillos terminados salen del tambor 1 por la descarga 6 indicada esquemáticamente. En esta realización, el tambor 1 tiene una sección cuadrada. No obstante, no existe objeción alguna a que este tambor sea triangular, poligonal, de bucle sinfı́n, de cadena o de otro modo. La particularidad de esta invención es que los soportes portadores de los cuerpos de los cepillos puedan girar separándose del exterior del tambor 1. A este efecto, en la realización según la figura 1, se utiliza un tambor cuadrado 7 que, en sus caras laterales respectivas 8 a 11 está equipado con soportes 12 a 15, portadores de los cuerpos de los cepillos, que en uno de sus bordes puede girar separándose de las caras laterales 8 a 11 por medio de articulaciones 16 a 19. En esta realización los ejes de rotación 20 a 23 de las articulaciones son paralelos al eje de rotación del tambor 1. Además, la instalación está equipada también de engranajes de transmisión y/o guı́as para que los soportes 12 a 15, portadores de los cuerpos de los cepillos, según se describirá más adelante, realicen movimientos de articulación correctos alrededor de ejes de rotación 20 a 23. Como la naturaleza de estos engranajes de transmisión y guı́as es arbitraria y puede ser realizada fácilmente por un técnico de media experiencia, no se ilustran en las figuras para mayor claridad. El funcionamiento de la máquina de fabricar 5 10 15 20 25 30 35 40 45 50 55 60 65 4 cepillos según la figura 1 se podrá comprender fácilmente examinando las figuras. Los cuerpos de los cepillos 2 se sitúan sucesivamente sobre el tambor 1 siguiendo el sentido de alimentación 3; se perforan después de haber dado un giro de 90◦ ; en el giro siguiente de 90◦ las perforaciones se llenan con haces de cerdas y finalmente, después de recorrido un arco total de 270◦, los cuerpos de los cepillos se retiran en la descarga 6, en cuya etapa los cepillos se presentan acabados. En la figura 1 se podrá ver que los soportes portadores de los cuerpos de los cepillos, en la posición en la cual se presentan al dispositivo de llenado 5, se ponen en su posición articulada hacia afuera. En la posición indicada en la figura 1, el soporte 14, portador de un cuerpo de cepillo, es el que pivota recorriendo un arco de 90◦ . Como las articulaciones 16 y 19 están situadas sobre el vértice de la base del tambor 7, los soportes portadores de los cuerpos de los cepillos, en este caso los soportes 13 y 14, situados frente a la instalación de perforación 4 y al dispositivo de llenado 5, se sitúan en el mismo plano con la ventaja de que, para constituir las perforaciones 25 respectivas e insertar los haces de fibra 26 en los cuerpos de los cepillos 2, los cuerpos de los cepillos que se tienen que perforar y llenar se pueden situar opuestos a la instalación de perforación y llenado mediante una y la misma instalación de posicionamiento. Este posicionamiento se puede realizar también haciendo que el tambor 1 realice un movimiento de rotación y de traslación mediante un mecanismo no ilustrado. Es evidente que la alimentación 3 y la descarga 6 de los cuerpos de los cepillos 2 pueden ser totalmente automáticas. En la figura 2 se ilustra una variante de la máquina de fabricar cepillos según la invenclón, con la cual los haces de fibras 26 se pueden introducir en los cuerpos de los cepillos en ángulos diferentes. Con este fin, cada soporte 12 a 15, articulados, portadores de cuerpos de cepillos, están a su vez equipados con un elemento de revolución 27, por lo que cada elemento 27 puede girar alrededor de un eje. Cada elemento de revolución 27 consiste principalmente en este caso en un engranaje helicoidal o segmento de engranaje helicoidal 28 en el cual un soporte 29, radialmente ajustable, portador de un cuerpo de cepillo, está equipado con el dispositivo de sujeción necesaria del cuerpo 2. Los segmentos de engranaje helicoidal 28 se acoplan a sinfines 30, montándose el conjunto sobre la placa de base 31, mientras que las diversas placas de base 31 funcionan articuladas, respectivamente, alrededor de los ejes de rotación 20 a 23 anteriormente mencionados. La transmisión de los sinfines 30, como es natural, se puede constituir de diferentes maneras. Es preferible que los sinfines 30 respectivos se sitúen de tal manera que, mediante una rotación de 90◦ de un soporte portador de un cuerpo de cepillo, los sinfines 30 de dos soportes portadores sucesivos engranen por medio de acoplamientos extremos 32 y 33 previstos a tal efecto. En el ejemplo expuesto, los sinfines 30 de los soportes 13 y 18, portadores de los cuerpos de los cepillos, se acoplan por consiguiente entre sı́. Los sinfines 3 5 2 037 810 30 funcionan a su vez movidos por medio de un eje de transmisión 38 de un motor 35, por ejemplo de un servomotor. Otra realización podrı́a consistir, por ejemplo, en que los elementos de revolución 27 estuvieran constituidos por un engranaje helicoidal o un segmento de engranaje helicoidal que funcionara en concierto con una ranura. Esta ranura puede funcionar, por ejemplo, en concierto con un servomecanismo para realizar el movimiento de rotación de los segmentos. Una solución podrı́a consistir en colocar un detector al nivel de la sección de perforación y llenado, que detectara selectivamente el posicionamiento del dispositivo de posición y llenado con respecto al cuerpo del cepillo y, dependiendo de esta detección, determinara el movimiento de profundidad, v.g., la distancia entre el cuerpo del cepillo y los útiles de elaboración en lugar de establecerse este parámetro por adelantado en un programa. El movimiento de profundidad con respecto a la sección de perforación y llenado se debe producir, como es natural, independientemente de otros puesto que el cuerpo del cepillo se debe perforar primero y llenar después. De otro modo, mientras que un cuerpo de cepillo se perfora y se llena, el cuerpo de cepillo siguiente que se va a perforar se deberá explorar y la información obtenida de esta exploración, al moverse el cuerpo del cepillo hasta llegar a la sección de perforación, se deberá transferir para determinar la profundidad de perforación y ulteriormente se deberá transferir de nuevo para controlar la profundidad de la perforación, v.g., la diferencia entre el dispositivo de llenado y el cuerpo del cepillo. Si fuera necesario, el movimiento de perforación, en determinados casos, puede mantener el mismo parámetro, v.g., reprogramado por adelantado, puesto que una pequeña variación en la profundidad de las perforaciones da lugar a menos problemas que cuando se trata del llenado. Para hacer realidad esta instalación de perforación y la instalación de llenado, cada una se deberá situar de manera que se puedan mover por separado con respecto a los soportes portadores de los cepillos por delante de los mismos y viceversa. En este caso, por ejemplo, las instalaciones de perforación y de llenado pueden ir montadas cada una sobre un cursor movido por un servomotor, como se ha descrito anteriormente. Estos servomotores funcionan mediante mecanismo conocidos (v.g., CNC) con el fin de lograr el patrón de perforación deseado. Este patrón de perforación se reprograma consiguientemente, conteniendo el programa toda la información necesaria para situar los cuerpos de los cepillos frente a la instalación de perforación y llenado. Uno de los movimientos ası́ programados es el llamado movimiento de compensación de profundidad que mueve los cuerpos de los cepillos de la unidad de elaboración (perforación y llenado) desde las unidades de elaboración o hacia las mismas. Si existiera una irregularidad en la superficie del cuerpo del cepillo que se va a perforar y llenar, puede dar lugar a problemas. Una irregularidad 4 5 10 15 20 25 30 35 40 45 50 55 60 65 6 significa en este caso que, sobre la referida superficie, por ejemplo, pueda existir una protuberancia o un hundimiento local (lo que ocurre muy frecuentemente cuando se trata de cuerpos de cepillos de material sintético) lo cual da lugar a que el equipo de perforación y/o llenado esté demasiado próximo o demasiado separado del cuerpo del cepillo en aquellos lugares en los que se presentan esta irregularidades, con la consecuencia de que una perforación será demasiado profunda o no suficientemente profunda y que un haz de fibras se introduzca demasiado profundamente o muy poco profundamente y que este haz se desintegre fácilmente antes de colocarse en el agujero perforado porque, por ejemplo, el dispositivo de llenado, cuando se trata de un hundimiento local, esté situado demasiado alejado del cuerpo del cepillo para realizar el traslado debido al colocar el haz de fibras en la perforación, de manera que el haz caerá entre el dispositivo de llenado y el cuerpo del cepillo o no llegará a la perforación. Las circunstancias a las que nos hemos referido son el resultado de una compensación de profundidad preprogramada, que se ha programado sobre un cuerpo de cepillo en particular, y en cuyo programa no se prevé la aparición de irregularidades en la superficie como las anteriormente descritas. El funcionamiento de la instalación se puede observar en las figuras de los dibujos y consiste principalmente en la colocación de cuerpos de cepillos 2 en el soporte 29, portador de los cuerpos de los cepillos, por la vı́a de alimentación 3, después de lo cual, al girar el tambor 1, los cepillos se sitúan, respectlvamente, frente a la instalación de perforación 4 y el dispositivo de llenado 5. Los sinfines 30 de los soportes 13 y 14, portadores de los cuerpos de los cepillos, que están frente a este equipo se adaptan entre sı́ y funcionan movidos, por ejemplo, por un servomotor 35. Mediante la transmisión entre los sinfines 30 y el segmento de engranaje helicoidal 28, los cuerpos de los cepillos 2 se pueden presentar simultáneamente en ángulos diferentes. La descarga 6 de los cuerpos de los cepillos 2 se produce como se ha descrito anteriormente. En este caso también, el tambor 1 se deberá situar de tal manera que pueda ejecutar los movimientos de traslación, rotación y/o combinados con respecto al equipo situado alrededor del mismo, a cuyo efecto se constituyen los mecanismos necesarios. Estos últimos, por ejemplo, pueden estar constituidos por servosistemas, como por ejemplo servomotores de corriente continua y de corriente alterna, motores de funcionamiento gradual, amplificadores lineales hidráulicos, amplificadores de par hidráulico, los llamados motores lineales o motores lineales de funcionamiento gradual, motores normales de corriente alterna con los mandos necesarios que posibiliten el posicionamiento con dichos motores, etc. Si, según se ha mencionado anteriormente, el tambor puede realizar ambos movimientos de rotación y de traslación y los elementos 27, que van montados sobre los soportes 12 a 15, portadores de los cuerpos de los cepillos, pueden también efectuar un movimiento de rotación, se logra entonces una construcción muy especial cuyas ven- 7 2 037 810 tajas resultarán evidentes por la descripción que sigue de las figuras 3 a 5. Verdaderamente, de las figuras 3 y 4 se desprende claramente que si se desean colocar cerdas en dos cuerpos de cepillos 2 en el mismo punto A pero desde ángulos diferentes, los cuerpos de los cepillos 2, sujetos en sus soportes portadores, deberán poder girar alrededor de radios diferentes R1 y R2, por lo menos si el cabezal perforador o el dispositivo del llenado se mantienen en una posición fija. La figura 5 muestra que proporcionando un desplazamiento V de los soportes de los cuerpos de los cepillos se obtiene el resultado de que en cualquier punto A de los cuerpos de los cepillos 2, correspondiente a cualquier ángulo, podrá tener lugar la perforación y el llenado sin tener que desplazar el punto de giro 0 (en otra palabras R2 < R1). En la realización según la figura 2, esta ventaja se logra, por un lado, gracias al empleo de los elementos de revolución 27 y, por otro lado, gracias a los movimientos de traslación del tambor 1. Si fuera necesario, los soportes de los cuerpos de los cepillos 29 pueden ser radialmente deslizables y posicionables con respecto al segmento de engranaje helicoidal 28. Es innecesario decir que el tambor 1, según las realizaciones de las figuras 1 y 2 realiza movimientos virtualmente continuos durante el proceso de fabricación de los cepillos, cuyos movimientos pueden consistir en traslaciones, rotaciones y combinaciones de estos movimientos con arreglo a los ejes longitudinal y transversal de los cuerpos de los cepillos, según se ilustra por ejemplo en las figuras 3 a 5, ası́ como un movimiento de compensación de profundidad para presentar sucesivamente cuerpos de cepillos 2 con todos sus lugares en los que se han de realizar perforaciones 25 e introducirse haces de fibras 26 frente a la instalación perforadora 4 y dispositivo de llenado 5 respectivos. Independientemente del hecho de que la máquina disponga de un dispositivo totalmente automatizado de alimentación 3 y descarga 6 de cuerpos de cepillos 2, respectivamente, se pueden presentar inconvenientes debido a que el posicionamiento y separación de los cuerpos de los cepillos 2 en los soportes 12 a 15, portadores de los cuerpos de los cepillos, pueden verse perjudicados puesto que se mueven de una forma continua. Por consiguiente, en la figura 6 se ilustra una variante de la invención que ofrece una solución a este problema. Los soportes 12 a 15, portadores de los cuerpos de los cepillos, están constituidos en este caso, cada uno, por una combinación de un elemento de revolución 27 y placas de base 31 articuladas, respectivamente, alrededor de ejes de rotación 20 a 23. Los elementos de revolución 27 se pueden separar de las placas de base 31. El tambor 1 se monta sobre un cursor 36 y, aparte de su movimiento de rotación, puede realizar un movimiento de traslación entre las posiciones lı́mite C y D. Cerca del tambor 1, de un modo más particular a la altura de la instalación de perforación 4 y del dispositivo de llenado 5, se constituye una columna 37 paralela, por un lado, con el soporte 13, portador de cuerpo de cepillo, que funciona en concierto con el lado 9 del tambor 1 y el soporte 14, portador de cuerpo de cepillo, proyectado. El tambor 1 y la columna 37 5 10 15 20 25 30 35 40 45 50 55 60 65 8 se diseñan de tal manera que, poniendo el cursor 36 en la posición D, los elementos de revolución 27 se pueden trasladar hasta la columna 37, después de lo cual el cursor 36 puede volver a la posición C junto con el tambor 1. Por lo tanto se llega a la situación ilustrada en la figura 6. Se deberá tener en cuenta además que la columna 37 está equipada, como es natural, con los dispositivos de sujeción 38 necesarios para retener los elementos de revolución 27. Se utilizan otros dispositivos de transmisión, como por ejemplo un sinfı́n 39, para hacer funcionar los elementos de revolución 27. La propia columna 37 ejecuta ahora los movimientos que, segun se ha descrito anteriormente, son ejecutados normalmente por el tambor 1, con el fin de poner debidamente los cuerpos de los cepillos 2 frente a la instalación de perforación 4 y el dispositivo de llenado 5. Los mecanismos para mover y situar los elementos son del tipo conocido por lo que no se considera necesaria su descripción. No obstante, se deberá tener en cuenta que no es necesario utilizar un sinfı́n 39 por separado en la columna 37, sino que también se pueden utilizar sinfines 30 como en la realización de la figura 2, montados por lo tanto sobre placas de base 31 junto con elementos de revolución 27 y por lo que, mientras estén integrados en la columna 37, pueden funcionar mutuamente en concierto acoplados en sus extremos. El funcionamiento de la instalación se podrá ver con facilidad en la figura 6. En este caso, en el lugar en el que se ilustra el soporte 12, portador de cuerpo de cepillo, se encuentra el dispositivo de alimentación 3 de un cuerpo de cepillo 2. No obstante, la alimentación 3, según esta variante, puede tener también lugar en el punto en el que se ilustra el soporte 15, portador de cuerpo de cepillo. Ulteriormente, el tambor 1 gira 90◦ poniendo el cursor 36 en la posición D. De este modo, el elemento de revolución 27, en el cual el cuerpo del cepillo 2 ha quedado sujeto entre la columna 37, sujetándose a la columna 37 por medio de mordazas 38 se separa automáticamente de la placa de base apropiada 31. Mientras está sobre la columna 37, tiene lugar la operación de perforación del cuerpo de cepillo apropiado 2 y el cursor 36 vuelve a la posición C, por lo que, sobre el tambor inmóvil 1, en el lado superior, se puede realizar de nuevo la alimentación de otro cuerpo de cepillo 2 de la reserva 40. Después el cursor 36 vuelve a la posición D, por lo que el elemento de revolución 27, que está situado opuesto a la instalación de perforación 4 se acopla de nuevo a la placa de base 31 correspondiente. El cursor 36 se desplaza entonces ligeramente hacia la izquierda, en otras palabras separándose de la columna 37, después de lo cual el tambor 1 gira de nuevo 40◦ , llegando entonces el soporte portador del cuerpo del cepillo, que sujeta el cuerpo del cepillo 2 al lado inferior del tambor 1 y, según se ilustra en la figura, se articula hacia abajo - en sentido contrario al tambor 1. Con la rotación del tambor 1, también el último cuerpo del cepillo 2 introducido se sitúa frente a la instalación de perforación 4. Volviendo de nuevo ahora el cursor 36 hacia la derecha, los dos elementos de revolución 27, que están respectivamente frente a la instalación de perforación 4 y al dispositivo de llenado 5, se pueden situar 5 9 2 037 810 simultáneamente sobre la columna 37. Llevando de nuevo el cursor 36 a la posición C, se puede repetir una vez más el ciclo de carga, pudiéndose realizar de este modo el proceso de perforación y llenado de cuerpos de cepillos 2, llevado sobre la columna 37, sin estorbo alguno. Es evidente que después de una rotación o de tres cuartos de rotación del tambor 1, el cepillo fabricado, mantenido por el soporte respectivo, que se sitúa entonces en el lugar que ocupa el soporte 15 en la figura, se separa y se descarga de una forma conocida, por ejemplo a una máquina de acabado automático, una sección de inspección, una máquina envasadora, etc. Según una variante de la realización ilustrada en la figura 6, los elementos de revolución 27 se pueden montar fijos sobre la columna 37, por lo que los soportes portadores de los cuerpos de los cepillos sobre el tambor simplemente consisten en soportes de cuerpos de cepillos 29 con mordazas 5 10 15 20 25 30 35 40 45 50 55 60 65 6 10 unidas a los mismos que sujetan los cuerpos de los cepillos sobre las placas de base 31 anteriormente mencionadas. Presentando el tambor 1 a la columna 37, se obtiene por ejemplo el resultado de que los soportes de los cuerpos de los cepillos 29, con los cuerpos de los cepillos sujetos a los mismos, se trasladan directamente desde la placa de base 31 hasta los elementos 27 de la columna 37. De este modo, el tambor 1 ya no tendrá que estar equipado con los elementos de revolución 27. Según otra variante, solamente los propios cuerpos de los cepillos 2 se pueden trasladar sobre los soportes 12-15 del tambor 1 hasta soportes 29 constituidos sobre elementos de revolución 27 de la columna 37. Evidentemente, el tambor 1 puede estar equipado con más o menos de cuatro soportes 12 a 15, portadores de los cepillos, articulados. 11 2 037 810 REIVINDICACIONES 1. Máquina de fabricación de cepillos del tipo que comprende un tambor rotatorio (1) que tiene caras laterales (8 a 11) paralelas al eje de rotación, para el transporte de cuerpos de cepillos (2) a secciones de elaboración diferentes; una pluralidad de soportes (12-15) portadores de cuerpos de cepillos, dispuestos pivotalmente sobre las referidas caras (8-11) del tambor 1 y medios para hacer pivotar los soportes (12-15), portadores de los cuerpos de los cepillos, con respecto al tambor (11), caracterizada porque los medios para hacer pivotar los soportes portadores de los cuerpos de los cepillos hacen pivotar los soportes (12-15) de los cuerpos de los cepillos separándolos de la cara correspondiente (8 a 11) del tambor alrededor de un eje de rotación paralelo al eje de rotación del tambor (1), desde una primera posición en concierto con la referida cara (8 a 11) correspondiente y opuesta a una sección de elaboración (4) correspondiente a una primera posición del tambor hasta una segunda posición, dirigida hacia afuera, y opuesta a una segunda sección de elaboración (5) adyacente a la primera sección de elaboración correspondiente a una posición siguiente del tambor (1), de manera que, por cada posición del tambor 1, dos soportes (12-15) portadores de los cuerpos de los cepillos, se sitúen simultáneamente opuestos a dos secciones de elaboración (4 y 5), sucesivas y adyacentes. 2. Máquina de fabricación de cepillos según la reivindicación anterior, caracterizada porque comprende un mecanismo posicionador conectado al tambor (1) para situar los dos soportes (12-15), portadores de los cuerpos de los cepillos, sucesivos, que se disponen simultáneamente opuestos a dos secciones de elaboración (4 y 5), sucesivas y adyacentes. 3. Máquina de fabricar cepillos según cualquiera de las reivindicaciones anteriores, caracterizada porque los medios para articular los referidos soportes (12-15), portadores de los cuerpos de los cepillos, comprenden medios para articular cada soporte (12-15), de manera que, en la referida posición siguiente del tambor (1), se dirija hacia afuera en el mismo plano de elaboración que el soporte (12-15), portador del cepillo, precedente. 4. Máquina de fabricar cepillos según cualquiera de las reivindicaciones anteriores, caracterizada porque el tambor (1) consiste en una base de tambor (7) que tiene vértices, funcionando los soportes (12-15), portadores de los cuerpos de los cepillos, articulados en las caras (5 a 11) del tambor, alrededor de ejes que quedan sobre los vértices de la base del tambor (7). 5. Máquina de fabricar cepillos según la reivindicación anterior, caracterizada porque el tambor (1) tiene una sección cuadrada. 6. Máquina de fabricar cepillos según la reivindicación anterior, caracterizada porque los medios para articular los soportes (12-15) porta- 5 10 15 20 25 30 35 40 45 50 55 60 12 dores de los cuerpos de los cepillos son medios para realizar un movimiento de articulación de 90◦ con respecto a las caras (8-11) sobre las que van montados. 7. Máquina de fabricar cepillos según cualquiera de las reivindicaciones anteriores, caracterizada porque cada soporte (12-15) portador de un cuerpo de cepillo, está equipado con un soporte de cuerpo de cepillo (29) pivotante alrededor de un eje paralelo al eje de rotación (24) del tambor (1). 8. Máquina de fabricar cepillos según la reivindicación 7, caracterizada porque los soportes (12-15), portadores de los cuerpos de los cepillos, comprenden elementos pivotantes (27) sobre los cuales van montados los soportes de cuerpos de cepillos (29). 9. Máquina de fabricar cepillos según las reivindicaciones 3 y 8, caracterizada porque los elementos pivotantes (27) comprenden segmentos de engranaje helicoidal (28) que funcionan movidos por sinfines (30) montados sobre los soportes (12-15), portadores de los cuerpos de los cepillos, por lo que el sinfı́n (30) de un soporte portador de cuerpo de cepillo, que gira separándose del tambor (1), se acopla al sinfı́n (30) de un soporte (1215), portador de cuerpo de cepillo, adyacente, de tal manera que su funcionamiento se realiza en concierto con el mismo. 10. Máquina para fabricar cepillos según la reivindicación 9, caracterizada porque comprende por lo menos un mecanismo de transmisión para el sinfı́n (30) de los soportes (12-15), portadores de los cuerpos de los cepillos, que se presentan en las secciones de elaboración siguientes: la instalación de perforación (4) y el dispositivo de perforación (5). 11. Máquina de fabricar cepillos según cualquiera de las reivindicaciones 8 a 10, caracterizada porque los soportes de los cuerpos de los cepillos (29) van montados deslizantemente en la dirección radial del elemento pivotante (27) sobre el referido elemento (27). 12. Máquina de fabricar cepillos según cualquiera de las reivindicaciones anteriores, caracterizada porque los soportes (12-15), portadores de los cuerpos de los cepillos, son separables del tambor (1). 13. Máquina de fabricar cepillos según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende además una columna (37) para hacer girar el soporte (12-15), portador de cuerpo de cepillo, desde el referido tambor (1), disponiéndose la columna (37) paralela al plano de elaboración único, y medios para mover el tambor (1) y la columna (37) recı́procamente. 14. Máquina de fabricar cepillo según la reivindicación anterior, caracterizada porque los medios para mover el tambor (1) y la columna (37) recı́procamente son medios para trasladar el tambor rotatorio (1). 65 7 2 037 810 8 2 037 810 9