Documentación - Gestión de la producción
Anuncio

Gestión de la producción
-1
~ •1" ,·~ •
\:
-
• •
~
- ','
•
•
''
• '
'
•
•
•
'
¡
'
•
•
.t;'.
l"w
·,
•
1
•
'
•
•
'
•
•
r
'
•
~-'!'-'
-.............__________
GESTIÓN DE LA PRODUCCIÓN
__..;.~~-------·
ÍNDICE
1
Planificación agregada y programación de la producción
1.1 . Introducción
1.2. Conceptos básicos
1.2.1. El término producción
1.2.2. Las funciones principales en la empresa
1.2.3. El proceso de planificación
1.3. El sistema de planificación de la producción
1.3.1. Objeto de la planificación y control de la producción
1.3.2. El sistema PCP
1.3.3. Los sistemas de información y el PCP
1.3.4. Organización de la función de gestión de la producción
1.3.5. La gestión de la producción: un enfoque global
1.4. El plan de producción: piedra angular del éxito
1.4.1. La previsión de la demanda
1.4.2. Relación entre demanda y plan de producción
1.4.3. Diseño del plan de producción
1.5. La programación maestra: el compromiso entre el mercado y la empresa
1.5.1. La programación maestra de la producción (MPS)
1.5.2. Realización de una programación
1.5.3. Niveles de programación
1.5.4. El disponible para prometer (ATP)
CONCLUSIONES
BIBLIOGRAFIA
2
GESTIÓN DE LA PRODUCCIÓN
1 Planificación agregada y programación de la producción
1.1.
Introducción
El fin de esta unidad didáctica es que el alumno pueda adquirir los conceptos básicos
referentes a las distintas planificaciones y programaciones de la producción .
Se trata de distinguir las características funcionales de estos conceptos y sus diferencias en
función del horizonte temporal marcado (largo, medio o corto plazo) , así como la interrelación
que se puede establecer entre las planificaciones (al desarrollarlas de manera secuencial) y el
resto de las funciones empresariales.
El objetivo será, pues, distinguir y desarrollar los siguientes conceptos:
La planificación estratégica: siguiendo los objetivos empresariales, nos llevará al plan de
producción a largo plazo, establecido en función de las previsiones de demanda
elaboradas por el departamento comercial y de la capacidad productiva, determinada en
relación con dicha demanda por el departamento de producción.
La planificación táctica: nos llevará a un planificación y gestión de la capacidad a medio
plazo, más desagregada, donde las cantidades y plazos están determinados y con la que,
mediante el plan agregado de producción, asignaremos recursos, tanto materiales como
de mano de obra (maquinaria, personas y tiempos).
La planificación operativa: se trata de una planificación a corto plazo que nos llevará al
plan maestro de la producción, donde ya se determinará de forma aún más detallada el
plan de materiales, establecido en función de los niveles de inventarios y las estructuras
de los distintos productos y la programación de la capacidad, basada en el conocimiento
de los procesos específicos de cada empresa.
Asimismo, se determinará la importancia de los ERP como herramientas de apoyo para la
elaboración de planificaciones, desarrollando el concepto productivo del MRP, donde se hace
fundamental el entendimiento de concepto de demanda dependiente.
1.2.
Conceptos básicos
1.2.1.
El término producción
El término producción puede ser empleado con diferentes significados. Si se refiere a la
producción de bienes materiales demandados por la sociedad, es decir, bienes de consumo
(como alimentos, automóviles, etc.), o de inversión (como máquinas, herramientas, etc.),
estamos excluyendo la producción de servicios (como la educación, el comercio, etc.), que
también es objeto de producción.
Así, el término producción en su sentido más amplio engloba una serie de funciones necesarias
para que una empresa u organización realice una actividad económica y social ,
independientemente de que estemos hablando de una empresa de producción o de servicios,
transformando materiales y/o recursos en productos o servicios.
3
- ........______________
......
GESTIÓN DE LA PRODUCCIÓN
~~-.....----
1.2.2. Las funciones principales en la empresa
De entre las funciones de una empresa, la función de producción es una de las principales,
entre las que también se encuentran otras funciones relevantes como la económico-financiera
y la comercial.
La función comercial se orienta a conseguir el mercado (clientes) para los productos y
servicios producidos por la empresa. Esta función no siempre está presente en la institución
empresarial, como es el caso de las instituciones no mercantiles (por ejemplo: organismos
públicos como los ayuntamientos).
Por su parte, la función económico-financiera se encarga de prever los recursos económicos
o necesidades financieras que se requieren para llevar a cabo el proceso productivo (mano de
obra directa, materia prima y costes indirectos). Si además proporciona el soporte operativo se
denomina función administrativo-financiera.
-1.2.3. El proceso de planificación
Cuando en una organización empresarial no existe una planificación o no se dispone del plan
con las bases sobre las que asentar las acciones que la empresa ha de tomar en un futuro,
ésta carece de referencias que le permitan comparar lo conseguido con lo que le hubiera
deseado conseguir en su momento.
Si una empresa decide realizar una planificación debe plasmar todas estas funciones descritas
anteriormente en un documento que refleje los objetivos y las previsiones de su
materialización; esto es lo que se denomina plan de negocio.
El plan de negocio
englobe cada uno:
todos ellos pueden
recursos humanos,
está constituido por diversos planes, en función de las distintas tareas que
plan económico-financiero, plan comercial y plan de producción. A su vez,
subdividirse en otros planes, como plan de operaciones, de organización y
etc.
En ellos se hace referencia a los medios necesarios para alcanzar los objetivos,
fundamentalmente los medios económicos, por lo que es conveniente que los diversos
departamentos de la empresa estén involucrados en ello.
Todo plan debe constar de los siguientes elementos:
Los objetivos que la empresa se propone alcanzar en un futuro .
Los medios con los que la empresa va a contar para alcanzar esos objetivos.
El horizonte temporal de la planificación, es decir, el tiempo durante el cual la empresa va a
disponer de dichos medios.
Como los objetivos, y por consiguiente los medios, varían según los horizontes temporales de
la planificación , se suele dividir el tiempo de planificación en intervalos con una cierta
permanencia de objetivos y consiguientemente de medios.
4
GESTIÓN DE LA PRODUCCIÓN
En la empresa se suelen establecer tres tipos de intervalos:
Largf? plazo.
,M edil) plaz0.i
- •·: Corto plazo
1
El largo y el medio plazo dan lugar a la planificación estratégica y a la planificación táctica
respectivamente . Por su parte, el corto plazo da lugar a lo que en el entorno empresarial se
denomina programación.
P. Estratégica
MP
- O bjetivos
- Medios
LP
- Objetivos
- Medios
P. Táctica
Programación
CP
- Obj etivos
- Medios
Como los niveles de planificación van a. utilizar distintos tipos de unidades, éstas se pueden
ordenar en sentido creciente de agregación:
Componentes: cada una de las partes que integran el producto final.
Productost bienes o servicios que se obtienen como resultado del proceso de producción.
Familias: grupos de productos o servicios que tienen similares requerimientos de
demanda , así como necesidades de procesamiento, trabajo y materiales comunes.
Tipos: grupos de familias que comparten una misma tendencia de comportamiento en su
demanda.
5
____________________
GESTIÓN DE LA PRODUCCIÓN
_..;.;~~----iiiill-·
F;;limilí~
ProdUlcio-S
Componen les
1.3.
El sistema de planificación de la producción
1.3.1. Objeto de la planificación y control de la producción
En este apartado analizaremos la planificación estratégica, la planificación agregada, la
planificación táctica a medio plazo, la programación detallada a corto plazo y la ejecución y
control del plan de materiales.
La planificación estratégica o a largo plazo:
Partiendo de los objetivos estratégicos de la empresa, teniendo en cuenta las previsiones
de demanda a largo plazo, se marca el plan de ventas para dicho horizonte temporal. A
partir de él se establecerá el plan de producción a largo plazo, que nos indicará las
cantidades que hay que producir en cifras trimestrales o anuales muy agregadas.
Entorno
Objeüvos estr.a·egioos
Plci n r1nar1 r.1
'º ri
LP
·~ Pla
d t•frnJ1u:."T•. rm
a t ri
1
Pl~n
.a
~nlas <:'!
lP
De estos planes se derivarán las necesidades de recursos para llevarlos a cabo, lo cual
generará, junto con los recursos previstos por las ventas, el plan financiero a largo plazo.
Estos planes deben ser coherentes unos con otros y, si no lo son, nos pueden llevar a
modificar incluso los objetivos estratégicos. En la planificación estratégica es donde la
empresa fija de forma global sus grandes objetivos o las líneas que va a seguir. También
6
GESTIÓN DE LA PRODUCCIÓN
engloba el desarrollo de nuevos productos o modificaciones de los ya presentes, el
desarrollo de procesos, la conveniencia o no de crear nuevas instalaciones o modificar las
existentes , así como los momentos de tiempo más idóneos para llevar a cabo dichas
decisiones.
Ejemplo
Planificación estratégica:
Determina la diversificación hacia otras líneas de negocio o si la organización empresarial
realizará una integración vertical u horizontal adquiriendo otras empresas.
Una planificación de este tipo requiere el estudio del entorno en el que la empresa se
desarrolla, así como también de la manera en la que este entorno o sus modificaciones
inciden sobre la organización empresarial. Del mismo modo requiere el conocimiento de las
ventajas y desventajas características de la empresa en particular. Este estudio se suele
representar mediante un análisis DAFO .
El intervalo temporal que debe cubrir la planificación estratégica es algo relativo y
dependerá de las circunstancias concretas por las que atraviese la empresa , los productos
que ésta desarrolla, su tecnología, el entorno, su mercado, etc. No es lo mismo un plan
estratégico para una empresa de equipos informáticos que para una empresa conservera.
El intervalo mínimo de tiempo suele fijarse en torno a dos años, aunque lo normal es
situarlo entre tres y cinco. Este mínimo se basará en la previsión de la modificación de
alguno de los factores en que se ha basado la confección del plan de negocios.
Así, por ejemplo, el hecho de que sepamos que dentro de tres años la empresa cambiará
de instalaciones o que su maquinaria se volverá obsoleta al cabo de cinco, puede marcar el
mínimo de referencia.
El máximo, por su parte, se puede estimar con
base en las previsiones de venta y producción ,
determinando un período en el que se prevé una
demanda creciente o estable de los productos.
Esto puede realizarse observando el ciclo de
vida del producto. Cuando la demanda
comienza a declinar (madurez) deberá iniciarse
una nueva planificación estratégica.
ventas
Tiempo
La planificación estratégica contiene los objetivos y los horizontes temporales más
variados. Esto obliga a que se revise periódicamente la marcha de la planificación para
conocer el grado de cumplimiento que se obtiene de la comparación entre lo planificado y lo
obtenido. En este caso será necesario establecer las correcciones oportunas que permitan ,
por lo menos, alcanzar los objetivos establecidos, o, en su caso, volver a reconsiderarlos
dentro de un proceso dinámico y permanente.
Además, también se debe considerar el grado de dificultad para alcanzar los objetivos, el
estudio de las distintas alternativas, y la elección de aquélla que resulte más rentable .
La planificación se hace más compleja si tenemos en cuenta, además, otros factores como:
las reglamentaciones regionales , nacionales o locales; el impacto ambiental; las
subvenciones; la mano de obra; etc.
El plan de negocios es el documento en el que la empresa establece sus líneas de
actuación a largo plazo sobre el mercado, sus productos y los medios de elaboración
7
- ........______________
GESTIÓN DE LA PRODUCCIÓN
~~--..------··
necesarios para conseguir los objetivos marcados. Se realiza conjuntamente entre todos
los departamentos de la empresa y la responsabilidad en la coordinación corresponde a la
gerencia de ésta.
Una vez establecidos los objetivos genericos se establecerán otros más concretos,
referidos ya a cada departamento de la empresa.
o b:=t\•as del =.a;;a-1'.am;;nt.c
;::¿ praducdon
Para alcanzar los objetivos ligados a la producción se han de tener en cuenta:
El tipo de instalaciones y su ubicación.
La maquinaria y la mano de obra requerida.
Las fuentes de suministro (proveedores).
La tecnología necesaria, el sistema productivo que se adapta a esa tecnología y
producto, así como el nivel de servicio que la empresa está dispuesta a dar, etc.
La planificación agregada:
En esta fase se concreta aún más el plan. Se trata de establecer - todavía en unidades
agregadas - , las familias de productos y los valores de las principales variables
productivas (cantidades de productos, inventarios, mano de obra, etc.) teniendo en cuenta
la capacidad disponible e intentando cumplir el plan a largo plazo al menor coste posible.
Esta etapa finaliza con el establecimiento de dos planes agregados: el plan de producción y
el plan de capacidad.
Plan de producción:
Tiene como objeto determinar las tasas de producción que son compatibles con las
ventas y los costes calculados en el plan de producción y en el plan de ventas. Dado
que es difícil conseguir concreción para períodos más allá de los dieciocho meses,
estos planes sólo abarcarán la primera parte del plan de producción a largo plazo.
Incluso para productos de demanda estacional, es decir, aquéllos cuya demanda varía
dependiendo del momento del año que se considere , puede establecerse una tasa de
producción uniforme, siendo el almacén el que absorba las diferencias entre la
producción cuando ésta supere a la demanda y al contrario, y el que suministre el
producto cuando la demanda caiga por debajo de la producción.
8
GESTIÓN DE LA PRODUCCIÓN
Una vez establecidas dichas tasas, hay que verificar si se dispone de los recursos
suficientes para llevarlas a cabo. Entre estos recursos se incluyen factores como las
materias primas, la mano de obra, la maquinaria, las instalaciones, la financiación, etc.
En esta parte de la planificación nos centraremos en los recursos de mano de obra
(horas del personal) y en las máquinas necesarias.
Para determinar las necesidades nos apoyaremos en datos históricos de la empresa.
Estos datos se refieren a las horas requeridas en los distintos centros de trabajo (uno o
varios) que intervienen en la producción. Las sobrecargas que surjan en la planificación
de los recursos pueden despejarse de dos formas: aumentando la capacidad futura o
redistribuyendo las sobrecargas.
Plan de capacidad:
En cuanto al plan agregado de capacidad, deberá tenerse en cuenta que, en el
horizonte temporal propuesto, la capacidad de las instalaciones se consiaerará fija,
permitiendo sólo medidas de ajuste de forma transitoria con las que se asegurará la
íealización del plan agregado de producción, mediante !a !!amada planificación de !as
necesidades de recursos (Resourcing Requirements Planning).
Si ello no es posible, habría que modificar el plan agregado de producción y con él los
planes de nivel estratégico.
La planificación estratégica debe ser el nexo de unión entre los objetivos fijados por la
dirección de la empresa y las disponibilidades para conseguir dichos objetivos.
El factor tiempo es el que hace presente el futuro. A medida que avanza el tiempo se puede
observar si los objetivos marcados se van haciendo realidad. Hay que resaltar que cuanto
más cuantifiquemos en términos monetarios dichos objetivos, más nos aproximamos a la
realidad .
La planificación táctica a medio plazo:
El grado de detalle del plan agregado no permite la coordinación de la planificación
estratégica y de la operativa, por lo que las distintas familias se descompondrán en
productos concretos y los períodos pasarán de meses a semanas.
Los objetivos marcados en la planificación táctica son:
Determinar cuánto hay que producir de cada uno de los productos comercializados, es
decir, prever su demanda.
Concretar en qué fecha hay que producirlos, por lo que es preciso fijar de antemano las
disponibilidades necesarias de materias primas y demás recursos con el fin de plasmar
la J!)roducción de esas cantidades.
El horizonte temporal de la planificación táctica no es concreto, pero evidentemente
siempre es mayor que el plazo de fabricación de cualquiera de los productos que
intervienen en el plan.
A su vez, la inexactitud de la planificación aumenta con el tiempo, ya que ésta se apoya
sobre previsiones de demanda, que son tanto o más inexactas cuanto más alejado es el
momento que se pronostica. Normalmente, se suele utilizar un año como máximo,
basándose en la coincidencia con el ciclo fiscal de la empresa.
9
-
. . . . . . . .______________
GESTIÓN DE LA PRODUCCIÓN
........_ .
....;.;.~.--1111111111111
Los objetivos de la planificación táctica se plasman en un documento denominado plan
maestro (programa maestro) de producción, desarrollado con más detalle
posteriormente , que debe ser la mejor alternativa de las posibles, en términos de coste,
para conseguir que la producción cumpla los objetivos marcados por la empresa en cuanto
a la cantidad producida y el empleo de la capacidad productiva. La confección del plan se
puede hacer por unidades de producto, monetarias o de tiempo.
A pesar de que ya se aseguró la factibilidad del plan agregado en relación con la
capacidad, habrá que hacer lo mismo para el programa maestro, es decir, será necesario
realizar un análisis aproximado de la capacidad para ese nivel de desagregación . Esto es
debido a un mayor nivel de desagregación de productos y tiempos y al hecho de que,
aunque la capacidad disponible para períodos mensuales sea suficiente de forma
agregada, pueden existir desajustes semanales que podrían obligar a rehacer el plan
agregado.
En estas dos últimas fases deben tenerse en cuenta las estimaciones de demanda a medio
y corto plazo . Cuando la empresa trabaje bajo pedidos, la concreción de estos últimos hará
que vayan sustituyendo la información provisional y adecuándola a la realidad inmediata .
Programación detallada a corto plazo:
En esta etapa se llevará a cabo la programación detallada, es decir, de las cantidades y
momentos de tiempo de los componentes que integran los distintos productos, y la
planificación detallada de la capacidad requerida por éstos.
El horizonte temporal de la planificación se suele subdividir en períodos más cortos , que
suelen coincidir con semanas naturales e, incluso, con días. Con ello, se pueden establecer
controles periódicos que permiten conocer el grado de cumplimiento de lo planificado en el
plan maestro de la etapa anterior, que en caso de problemas irresolubles de disponibilidad
respecto a la capacidad existente deberá ser reajustado .
El plan está entonces vigente, no sólo en el horizonte de planificación tomado inicialmente,
sino que avanza en el tiempo, previendo e incorporando nuevas previsiones en cuanto se
vayan cumpliendo las anteriores.
El resultado de este proceso es la obtención del plan de materiales.
Capacidad
existente
Programa maestro
de producción
Procesos
Planificación de
la capacidad
Programación
de componentes
Base de datos
de inventarios
Estructuras de
productos
())
'O
·u e(!)
ro e
E
ro
o
o..
,_ E
~8
et
Plan detallado de
capacidad
Plan de materiales
10
CJ)
e ......
©
-o
GESTIÓN DE LA PRODUCCIÓN
•
Ejecución y control:
La última etapa se corresponde con la de ejecución y control del plan de materiales. Esto
se reflejará, por un lado, en una programación de operaciones en los centros de trabajo que
tengan en cuenta las prioridades de fabricación y, por otro, en las acciones de compras de
materias primas y componentes que se adquieran del exterior. También se realiza un
control de capacidad, pero de carácter muy detallado, que retroalimenta la etapa anterior.
1.3.2. El sistema
PCP
El sistema de planificación y control de ta producción (PCP) está constituido básicamente
por el subsistema de planificación y el subsistema de control, que se alimenta del subsistema
operativo.
Esquemáticamente se puede representar de la siguiente forma:
Subsistema de
planificación
Subsistema de
control
Planificación
dela
ca pacidad
Control de
pedidos
Prevlslohes de
demanda
Control de
producción a MP
1.4 Plan de
prodYicción a
'1P
~
o.-
"O •
Cll'tl
t::l
ro
c..
~
Control de stocks
Gestión de
materiales¡
ca pacida
Control de
producción a CP
Programación
dela
producción
N
"Ó
::i
u-¡
1.5
o~
"'O •
~-g
a;¡
c..
<(
Subsistema
operativo
Proveedores
Almacén de
malerías primas
Compras de
operaciones y
ordenaciones
11
Almacén de
productos
terminados
Clientes
GESTIÓN DE LA PRODUCCIÓN
Subsistema de planificación:
Planificación de la capacidad:
Consiste en una previsión de las necesidades de capacidad de la planta de producción
a largo plazo. Partiendo de esa previsión se marcarán las inversiones en instalaciones y
maquinaria.
A partir de ellas determinaremos las inversiones a largo plazo (capital fijo). Éstas, a su
vez, pueden limitar las previsiones.
Previsión de ventas:
Consiste en prever las ventas de los distintos productos basándose en previsiones y
acciones comerciales. Es el paso anterior a la planificación de la producción.
Plan de producción:
A partir de las previsiones se pueden establecer una serie de planes alternativos para
que éstas se desarrollen satisfactoriamente. El plan de producción debe de ser el más
adecuado en relación con los costes implicados y determina las necesidades de mano
de obra fija y eventual, así como las necesidades de material a medio plazo.
Gestión de materiales:
Consiste en establecer las necesidades de materiales a medio plazo, e implica la
gestión de las existencias, por lo que determina las inversiones en activo circulante.
Ordenación de la producción:
Convierte las necesidades anteriores en órdenes concretas de producción y compra a
corto plazo.
Programación de la producción:
Su función es la de tratar de optimizar, a corto plazo, recursos productivos, mediante la
programación de órdenes concretas y la definición de una serie de prioridades.
Subsistema de control:
Control de producción:
Compara las medidas de ejecución de las operaciones con las previsiones (tiempos,
coste de materiales, plazos de producción). Existe un control de producción a medio
plazo que modifica o regula el plan anual de producción y un control de producción a
corto plazo que regula la programación de la producción.
Control de existencias:
Esta función está directamente ligada a la gestión de stocks o existencias. Mediante
esta función se controlan las entradas y salidas de materiales y productos terminados.
Subsistema operativo:
Está constituido por el conjunto de operaciones de ejecución de la producción , desde la
entrada de materia primas que suministran los proveedores hasta la salida de los productos
12
GESTIÓN DE LA PRODUCCIÓN
finales hacia los clientes. El seguimiento de estas operaciones es lo que proporciona la
información que alimenta al control de producción.
La ordenación de la producción convierte las necesidades anteriores en órdenes
concretas de producción y compra a corto plazo.
No todos los subsistemas y funciones de gestión tienen la misma relevancia en los diferentes
tipos de producción. Así, por ejemplo, si construimos la tabla con las funciones y los tipos de
producción se obtiene que:
Funciones
e
•O
·¡:;
ra
u
!E
e
.!!!
a..
o
....
e
o
(.)
Por
proyectos
Planificación
capacidad
Previsión de
ventas
Plan de
producción
Gestión de
los materiales
Programación
dela
producción
Control de
pedidos
Control de
existencias
Control de
producción
Tipo de producción
Producción
Funciona
en linea en
1
serie
Producción
en línea
continua
Prestación
de
servicios
+
++
++
+++
+++
+
++
+++
+++
+
+
++
+++
+++
+
++
++
+++
++
+
+++
+++
++
+
++
+
++
+++
++
+++
+
++
+++
++
++
+
+++
++
+
+
Como podemos observar:
La producción en serie es la que ofrece una gama más amplia de necesidades de gestión.
En la producción en línea continua tienen más importancia las funciones a largo plazo.
En la producción de proyectos el control de pedidos no tiene mucha relevancia, ya que
éstos son pocos.
En la prestación de servicios tiene mucha importancia la planificación de capacidad y el
control de los pedidos.
1.3.3. Los sistemas de información y el PCP
El control de las operaciones implica un seguimiento de la realización para comprobar
desviaciones y tomar las correspondientes medidas de corrección . Esto implica el manejo,
procesado y estudio de una gran cantidad de información.
La integración de la información se puede realizar por medio de programas informáticos. Esto
es lo que se denomina gestión de la producción asistida por ordenador (GPAO),
imprescindible en empresas productivas.
13
_ ..__________________
/
GESTIÓN DE LA PRODUCCIÓN
_.;.;.;~;.;.;¡¡--------·
Si además esto se integra en un sistema informático de módulos interrelacionados, tanto
vertical como horizontalmente, da origen a los sistemas ERP. Pero .. . ¿qué son los ERP?
Los ERP (Enterprise Resource Planning o planificaciones de los recursos de la empresa)
son aplicaciones informáticas que gestionan de forma integrada todos los procesos de negocio
de backoffice (áreas funcionales) de una compañía.
La información se integra en una única base de datos (Oracle, lnformix, Microsoft SQL Server,
etc.), bajo un sistema operativo (Windows NT y 2000, Solaris, OS, etc.), de forma que las
personas de la organización tengan de forma fácilmente accesible la información para evaluar,
implementar y gestionar con más sencillez su negocio, es decir, que puedan disponer de toda
la información para tomar decisiones.
Se trata de un conjunto o paquete de aplicaciones diseñadas para cubrir las exigencias de
cada área funcional de la empresa, de tal manera que crea un flujo de trabajo (workflow) entre
los distintos usuarios.
Este flujo permite agilizar considerablemente el trabajo, y hace posible evitar esas tareas
cotidianas tan repetitivas . Además contribuye al aumento de comunicación entre las áreas que
integran la empresa.
Las características de un
ERP
son:
Composición constituida por un determinado número de módulos parametrizables y
funcionales básicos, opcionales o verticales.
Integración de la información (dato único).
Universalidad.
Estandarización de interfaces con otras aplicaciones .
Los ERP son sistemas abiertos y, en la mayoría de los casos, multiplataforma. La mayoría de
las aplicaciones ERP existentes en el mercado pueden ser utilizadas en entornos
cliente/servidor.
Como hemos dicho, los sistemas ERP integran todos los aspectos funcionales de la empresa;
esto es, gestión comercial, gestión financiera, gestión de logística (entradas/salidas, control de
inventarios, almacenes), gestión de la producción, RRHH, etc. De esta forma, el ahorro de
tiempo y la minimización de errores son máximos, al no existir aplicaciones diferentes para
transferir datos, un proceso que en muchos casos resulta imposible.
Los ERP son conocidos también como software de gestión integral al ser programas
informáticos que engloban todas las actividades de la empresa, desde la gestión comercial
hasta la administrativo-financiera o la de producción (GPAO o MRP 11).
Su origen podríamos encontrarlo en una derivación del MRP (Manufacturing Resource
Planning), que es una técnica utilizada para planificar la producción y que pretendía
proporcionar una solución al departamento encargado de ella.
De la misma forma, el ERP pretende solucionar la gestión integral de toda la empresa . Es, por
tanto, normal encontrar que el software ERP que elijamos sea una derivación de su anterior
solución del software MRP y que presente una fuerte consolidación de su módulo logístico.
14
GESTIÓN DE LA PRODUCCIÓN
Con su aplicación se pretende obtener información a la que se puede acceder fácilmente y en
tiempo real, de tal forma que permita centrarse más en la gestión que en las actividades
administrativas.
La necesidad de integrar la información técnica , de producción , administrativa y comercial y de
poder acceder a ella de forma exacta, ordenada y no ambigua, sin redundancia y en tiempo
real, (con el fin de realizar de este modo una gestión integral), es una de las causas que llevan
a las empresas a la adquisición de un ERP.
Así, un dato se introducirá una sola vez en el sistema. Todos los documentos estarán
localizados y referenciados, con lo que se podrá realizar un seguimiento de la mercancía,
control de costes y obtención de resultados y conclusiones. El ERP es, en definitiva, la
planificación de los recursos de una compañía.
A partir de un plan corporativo a largo plazo basado en la misión de la empresa y en los planes
financieros de operaciones y de márquetin para los próximos años, se trata de simular los
recursos que se necesitan para cumplir dichos planes.
La gran diferencia con una aplicación informática de gestión es el hecho de tener la posibilidad
de simular distintas situaciones y poder tomar decisiones . Así, será posible recrear distintos
escenarios futuros que se puedan producir en función del mercado, de la economía, de
nuestras inversiones, de la competencia, etc. que faciliten, en cada caso, la adopción de las
decisiones acertadas.
Plan corporativo a largo plazo.
Misfón estratégica
Planes financieros <le
operaciones y de márquclln
a largo plazo
Previsión de la
demanda DP
Plan de ventas y
operm:1ones
SOP
Plan maestro.
cau1idedos,
ubicaciones. almacenes
Planificación
aproximada de
capacidades
MRP 11
Planificación de las
nAcasidades ele ma!P.rlales
MRP
Gestión de
materiales e
inventarios IM
Plan de compras y ejecución
de la pmctucción
SFC
Control de operaciones
SFC
15
Planificación de
necesidades de
capacidad CRP
Planllicaoión y
secuencia detallada
APS
-.......______________
.......
GESTIÓN DE LA PRODUCCIÓN
..;.;.;.~~--.-..
La planificación de recursos empresariales es una forma de utilizar la información a través
de la organización de forma más proactiva en áreas clave como son : la fabricación , compra y
administración de inventario y cadena de suministros; el control financiero ; la administración de
recursos humanos; las cuestiones de logística y distribución; las ventas; el mercadeo y la
administración de relaciones con clientes.
La reducción de los tiempos de respuesta y la evolución hacia una estructura flexible es vital en
las empresas modernas.
Uno de los beneficios que generan los ERP es que permiten que las empresas con sistemas
flexibles tengan la capacidad de cambiar de estrategia, tácticas y procedimientos en relación
con la situación del mercado.
Un sistema ERP mejora claramente el «tono muscular» de una empresa , proporcionándole el
potencial para reaccionar ante mercados cambiantes, y para adaptarse a la dinámica de los
negocios y a las necesidades de los clientes.
Los ERP son diseñados con enfoques flexibles y orientados a los procesos. Se les dota de una
infraestructura, «un sistema nervioso», que une entre sí sus diferentes partes, de modo que les
permite actuar, reaccionar y adaptarse más rápidamente .
Los ERP crean una visión unificada de los negocios comunes a todos los departamentos y
funciones en la empresa , que incrementa la cooperación y coordinación entre los
departamentos mediante bases de datos centralizadas en las que se registran , procesan ,
monitorizan y controlan todas las funciones de la actividad empresarial. Con ello, se consigue:
Una reducción drástica de los tiempos de entrega de los productos al cliente final.
La reducción sustancial de los tiempos de diseño y producción.
Una reducción constante de costes y un aumento de la competitividad.
Las soluciones ERP permiten a las compañías mejorar su estructura interna así como sus
procesos. La baza de estas soluciones es la simplificación que aportan en las tareas de
gestión , aglutinando prácticamente todas las necesidades de una empresa, desde la
gestión hasta el mantenimiento o sistemas de control medioambiental, entre otros aspectos.
Una segunda ventaja que hay que tener en cuenta es su flexibilidad; su presentación en
módulos interdependientes y la gran oferta existente para cualquier tipo de sector productivo,
permiten que los ERP se ajusten a todo tipo de necesidades reales de una empresa, en
cualquier actividad.
Como última puntualización hay que destacar que un ERP puede ser, desde un programa de
gestión integral sumamente complejo, hasta una aplicación hecha a medida. Su implantación
puede resultar un proyecto muy complejo, debido a su profundo impacto en los procesos de la
empresa, ya que implica:
Un cambio cultural.
Un cambio en los procesos de negocio.
Un cambio en la disciplina de trabajo.
Y, sobre todo, un cambio en la organización .
16
GESTIÓN DE LA PRODUCCIÓN
.....
-------------------------------.-..
1.3.4. Organización de la función de gestión de producción
La gestión de la producción en la práctica cambia según :
El tipo de producto/servicio.
El servicio que se desee dar al mercado.
El modelo de proceso elegido para producir ese producto o servicio.
En cuanto al tipo de producto hay dos procesos básicos:
Las fabricaciones en las que se producen bienes tangibles.
Los servicios, en los que se producen intangibles, que además tienen un carácter muy
individualizado y poseen un ciclo de vida sumamente breve.
Los procesos de bienes tangibles pueden contar con inventarios, pues en servicios no
existe esta posibilidad. La estrategia de igualar la producción y la demanda por medio de los
stocks o existencias es un método empleado tradicionalmente en las fábricas.
Pero los inventarios tienen un coste que surge como consecuencia del dinero atado al
producto. Es el coste de oportunidad, en caso de disponer de recursos propios, o coste de
intereses en caso de recurrir a recursos ajenos. En épocas inflacionistas, cuando el dinero
sube de precio aumentando los intereses, los costes de inventarios impiden mantener una
estrategia de este tipo, aunque pudiera ser posible.
Un sistema de fabricación basado en una gestión sin stocks o con los mínimos posibles, para
ahorrar esos intereses , es la base de los llamados sistemas justo a tiempo o just in time.
La finalidad de todo proceso de producción consiste en suministrar las cantidades de
productos finales que se demandan en cada momento.
Una posibilidad es emplear los inventarios para mantener una capacidad de producción estable
cuando la demanda cae por debajo de la capacidad que se produce para almacenar, y la otra
posibilidad se contempla cuando la demanda de productos finales supera la capacidad y la
parte no producida se toma del almacén .
El proceso se diseña para que una capacidad cubra una supuesta demanda media . Esta
estrategia es válida para fabricaciones , pero no para servicios donde se carece de existencias
y hay que diseñar el proceso para abastecer la demanda punta y modificar ésta según la
evolución de la demanda .
+
+
Demanda media
17
.........._______________
GESTIÓN DE LA PRODUCCIÓN
~~--......-------·
La necesidad de inventarios vendrá fijada por la demanda y por las capacidades productivas
para responder a ésta, es decir, la cantidad de recursos, principalmente fuerza laboral y
maquinaria , disponibles en el proceso.
La capacidad es la cantidad que se puede obtener en el proceso por unidad de tiempo
utilizando al máximo los recursos disponibles,
Este concepto se refiere a un valor teórico , pues no es realista que el rendimiento de los
recursos sea en todos del 100 %, ya que surgirán imprevistos que no se pueden ponderar.
Para éstos existe la capacidad demostrada, que es el valor medio de las capacidades
desarrolladas por el proceso durante un cierto período de tiempo.
Por otra parte, la carga es la cantidad de producto por unidad de tiempo que se exige a un
proceso en un momento determinado. Si es superior a la capacidad , el proceso no puede
operar todo lo deseado, produciéndose sobrecarga.
Los recursos que limitan la capacidad y originan la sobrecarga se denominan cuellos de
botella, y su búsqueda es uno de los pilares de la denominada teoría de las restricciones
(TOC) .
En cuanto al serv1c10 que se desee dar al mercado y centrándonos er los procesos de
fabricación, básicamente es posible fabricar:
Se recurre a producciones contra-stock cuando el cliente necesita el producto
con más rapidez de lo que se tarda en producirlo, por lo que hay que tener
preparadas ciertas cantidades de producto para que el cliente no espere.
Bajo stock
Bajo pedido
Este tipo de producción exige manejar grandes cantidades de productos, por lo
que deben ser baratos (coste unitario bajo) , lo que requiere homogeneizar los
productos y sus operaciones, pues de otra manera los costes de los stocks
lastrarían la rentabilidad del proceso.
En este caso, los clientes pueden esperar a la fabricación del producto. Así,
hay que preguntarse si el cliente espera porque quiere un producto exclusivo,
es decir, bajo diseño, o porque su producción está basada en ensamblar
módulos estándar, esto es, ensamblaje.
En el caso de producción bajo diseño, el coste unitario es importante, pero
no la variable fundamental, ya que el cliente requiere un producto único donde
lo importante suele ser el plazo en el que cliente podrá disfrutar de éste. La
gestión se encamina a que todos los recursos se hallen disponibles en el
momento oportuno en que se necesiten. Estos procesos no suelen tener
existencias de productos finales, en tal caso pueden tenerlas de materias
primas, pues si fuese de semielaborados ya estaríamos en el segundo caso, el
de producciones oor ensamblado.
La elección del modelo de proceso para fabricar un producto o servicio viene condicionada
por las opciones anteriores, es decir, por el producto o servicio y el nivel de dicho servicio.
En este sentido, la producción puede ser:
Producción de flujo continuo:
En la producción de flujo continuo, el flujo del producto sigue siempre una secuencia de
operaciones que viene establecida por las características del producto. La estandarización
de éste y de sus operaciones permite fijar de antemano y durante un tiempo de su vida la
18
GESTIÓN DE LA PRODUCCIÓN
secuencia de esas operaciones y, por tanto, se adapta bien a aquellos productos que se
fabrican contra stock.
Dentro de este tipo de procesos, podemos distinguir:
Procesos continuos:
Aquéllos que se producen sin pausa alguna y sin transición entre operación y
operación. Son procesos que real izan productos totalmente estandarizados.
Procesos en serie:
Aquéllos en que hay una transición entre operaciones diferenciadas por requerir la
aplicación de maquinaria o mano de obra distinta para cada operación.
Dentro de éstos, a su vez, podemos encontrar:
Proceso de flujo en lotes
Procesos de flujo alternado o
mezclado
Donde cualquier cambio entre productos de la
misma familia requiere una preparación
previa de la maquinaria. La preparación
supone un tiempo, denominado tiempo de
preparación, en el que la línea de producción
estará parada, lo que implica un coste . Para
minimizarlo se recurre a producción de lotes
de muchas unidades con el fin de distribuir
dicho coste entre estas unidades.
Presentan una particularidad respecto a los
anteriores, ya que producen lotes, pero de
cantidades mínimas e incluso de unidades.
Por ello, los tiempos de preparación se
reducen lo máximo (single minute of change),
de forma que sea rentable producir en
pequeñas
cantidades ,
ajustándose
la
incidencia del coste sobre cada unidad del
producto.
Producción de flujo intermitente:
Los procesos de flujo discontinuo o intermitente son aquéllos que no tienen definida una
secuencia fija de operaciones. El flujo de operaciones queda determinado por el producto
procesado y para ello no hay una maquinaria especialmente diseñada, sino múltiples
máquinas capaces de hacer tareas diferentes.
Este proceso es el adecuado para fabricar productos diferentes obtenidos por ensamblado,
y está caracterizado por su flexibilidad. Como siempre que hay varios productos en
producción , es fundamental evitar interferencias, lo que presupone una organización de la
producción que coordine la concurrencia de recursos y que evite que en ciertos momentos
unos estén con sobrecarga y otros se encuentren ociosos .
Producción por proyecto o sin flujo:
Los procesos sin flujo son aquéllos donde se disponen las operaciones alrededor del
producto. No existe de antemano ningún flujo definido y, por lo tanto, son los adecuados
para la producción bajo diseño. Su gestión se lleva a cabo mediante gestión de
proyectos.
19
GESTIÓN DE LA PRODUCCIÓN
En general , 1:1n tipo de producto no tiene por qué necesitar obligatoriamente un tipo
determinado de proces0, sino que puede combinar varios.
1.3.5. La gestión de la producción: un enfoque global
La gestión de la producción está relacionada con la gestión de los distintos departamentos
de la empresa. La podemos representar de forma esquemática de la siguiente manera:
Ingeniería
Definición del producto
Ventas
Demanda
Dirección
Retorno de la
inversión
Logística
Capacidad
Inventario
Plan de
producción
Compras
Eficiencia de los
proveedores
Programa maestro
de producción
RRHH
Planificación de la mano
de obra
Plan de las
necesidades
materiales
Finanzas
Flujos de caja
Plan de las
necesidades de
capacidad al detalle
La gestión de la producción engloba básicamente dos subsistemas; por una parte el
subsistema de planificación de la producción y por otra el subsistema de control de ésta.
20
- .......--------------~~.;.m-------·
GESTIÓN DE LA PRODUCCIÓN
Gestión de la producción
Planificación
Control
Ambos subsistemas ya han sido tratados con anterioridad en apartados precedentes al
constituir el llamado sistema de planificación y control de la producción (PCP).
Sin embargo, estos subsistemas no se encuentran aislados en la globalidad empresarial, sino
que interaccionan con el subsistema financiero y se apoyan sobre el subsistema operativo,
estableciéndose una serie de interrelaciones entre ellos, tal como se representa en el esquema
siguiente.
Subsistema de
planificación
Subsistema de
control
P¡anlfrcacipn
a capac1da
ge
Subsistema
financiero
LP
MP
Control de
pedidos
Previsiones de
Control de
producción a MP
pr~~§6n a
Inversiones de
capital fijo
Gestión de
Control de stocks
materiales y
ordenación
Inversiones de
capital
circulan le
Control de
producción a CP
Programación
dela
produci::lón
Costes de
operación
ventas
CP
Subsistema
operativo
Proveedore~
Almacén de
materias primas
Operaciones
21
Almacén de
productos
terminados
Clientes
-............____________
GESTIÓN DE LA PRODUCCIÓN
.;.;.;..~-----iiliiii---·
Respecto al subsistema financiero, debe relacionarse e incluirse en la contabilidad de la
empresa. Estas imputaciones de costes y compromisos financieros, que se deben conocer con
exactitud , provienen de las operaciones de ejecución de la producción.
1.4.
El plan de producción: piedra angular del éxito
1.4.1. La previsión de la demanda
Las estimaciones de la demanda constituyen una fuente imprescindible para la planificación de
la producción y de los inventarios .
Como dice Domínguez Machuca (1994), en el largo plazo, las previsiones de demanda junto
con los objetivos estratégicos, permiten establecer los distintos planes que conforman el plan
de empresa, de entre los cuales nos compete el plan de producción y capacidad a largo
plazo. Dichas previsiones deben abarcar el mismo horizonte temporal que el citado plan de
empresa, estar cuantificadas en unidades muy agregadas y referirse a amplios períodos de
tiempo.
Lo mismo ocurre en el medio plazo, donde las prevrsrones son fundamentales en la
desagregación para la planificación táctica. De igual modo, en el corto plazo, las previsiones de
demanda se harán en unidades de productos y componentes concretos y con periodicidad
semanal.
Las previsiones son esenciales para lograr las metas tanto estratégicas como operativas, y
conducen a sistemas de información y control de márquetin , finanzas y producción .
Para lograr buenos resultados, un sistema de previsión ha de
consideraciones básicas. Según DeLurgio y Bahme (1991) debe
las previsiones que afectan a los mismos productos durante un
este modo, tendremos previsiones a corto, medio y largo plazo
con distinto nivel de agregación.
tener en cuenta una serie de
haber consistencia. Son varias
mismo horizonte temporal. De
para los próximos meses pero
La consistencia implica que la suma de unidades demandadas en dicho período debe ser la
misma en los tres tipos de previsiones. Para conseguirlo es posible seguir dos caminos:
Desde abajo hacia arriba, que implica establecer la demanda con un grado de concreción
elevado y luego ir agregándolo en unidades superiores para Jos niveles más altos.
Desde arriba hacia abajo, que comienza con familias a partir de las cuales se procede a
una separación hasta llegar a unidades de producto en los niveles más bajos. Para llevar a
cabo este proceso suelen emplearse relaciones de porcentaje basadas en datos históricos
y previsiones más concretas. Estos porcentajes son indicativos del número de unidades de
nivel inferior que se encuentran en la unidad del nivel superior.
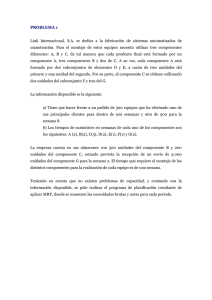
Dada la estructura para el proceso de planificación y control, nos decantaremos por la última de
las fórmulas propuestas, ya que puede cumplir mejor los requisitos de las dos condiciones
siguientes, que son:
La agregación disminuye el grado de error:
Es un hecho generalmente aceptado que los errores de previsión de grupos agregados son
menores que los ítems concretos. Según esto, se comenzará por los valores agregados y
se desagregarán o separarán posteriormente.
22
GESTIÓN DE LA PRODUCCIÓN
Al aumentar la frecuencia de la periodización se incrementa el error:
Al igual que ocurría con las unidades empleadas para medir la cantidad, cuanto más
pequeños sean los intervalos en los que se subdivide el horizonte de planificación (lo que
implica una mayor frecuencia), mayor será el error cometido.
Ejemplo
Las desviaciones de las prev1s1ones de doce semanas individuales se compensarían,
dando lugar a un error menor de la desviación de la planificación agregada mensual,
siempre que las primeras no fuesen sesgadas, es decir, con la desviación siempre dirigida
hacia un mismo sentido.
(D como medida de eficacia del error podemos utilizar distintos indicadores, por ejemplo la
desviación media absoluta (MAD), calculada como la suma del valor absoluto de los errores de
cada período dividido por el número de éstos que se evalúan.
No debemos olvidaí que la exactitud de la previsión y los costes de ésta van unidos, por lo
que sería necesario valorar el potencial coste provocado por los errores encontrados con el
derivado de su posible corrección.
Las previsiones de demanda forman parte de la investigación comercial, pero esta cuestión
no puede ser objeto de un curso de este tipo dada su limitada extensión. Sin embargo, debido
a su importancia, nos limitaremos a ofrecer unas «pinceladas» sobre este concepto.
Desde el punto de vista del proceso productivo, la demanda se refiere al conjunto de
peticiones que pueden llegar al departamento de producción durante un determinado período
de tiempo.
Estas peticiones pueden ser de distinto tipo, y no existe una clasificación de peticiones
comprendidas en la demanda, pues depende del proceso.
las demandas més corrient~l' son::
Previsiones de ventas (en las que hay considerar también las promociones especiales) .
Órdenes de producción de otras partes del proceso productivo (se refiere a aquellos
productos que deben ser utilizados por otras secciones o fábricas de' 1a misma empresa
para completar otro producto).
Peticiones de servicios posventa y repuestos.
Constitución de stock de seguridad, anticipación, etc.
Peticiones de productos no servidas en períodos anteriores.
Algunas de estas demandas pueden ser establecidas de antemano, lo que facilita la previsión
de la variable demanda en su conjunto.
Como sistemas sencillos y prácticos de previsión de ventas, sobre las bases de históricos
que se utilizan con frecuencia en las empresas, tenemos:
Gráfico acumulado de demanda:
El gráfico acumulado consiste en pasar los datos de ventas (demanda) reales por
períodos cortos (días, semanas, etc.) a un gráfico acumulado, lo que suaviza las
23
......._______________
~
GESTIÓN DE LA PRODUCCIÓN
..;.;;~----------·
variaciones debidas al azar y señala con mucha claridad las tendencias generales, así
como las tendencias de carácter estacional y los cambios de tendencias.
El alisado exponencial
(WINTERS):
El método de alisado exponencial tiene su mejor utilización en previsiones a corto plazo y
utiliza solamente dos datos : la última previsión y el último dato de la demanda real.
Siendo:
Dt': la demanda real del período t' .
Pt': la previsión realizada en el mismo período.
Et=Dt' -Pt': el error de previsión .
La previsión para el período t es:
Pt=a*Dt-1+ (1-a)*Pt-1, siendo O<=a<=1 , o lo que es lo mismo Pt=Pt-1+a*Et-1 .
La previsión siguiente es igual a la anterior más el coeficiente a por el error de previsión . El
coeficiente a, que se toma generalmente entre 0,05 y 0,3 equivale a un factor de rapidez de
cambio. Cuando a se acerca a O, las variaciones en las previsiones son pequeñas y cuando
se acerca a 1 las previsiones cambian con arreglo a los últimos datos.
1.4.2. Relación entre demanda y plan de producción
La demanda es la base de la planificación. Una gestión eficaz de la producción exige una
referencia, para un horizonte suficiente, generalmente anual , que es la previsión de ventas, o
más exactamente de la demanda previsible para cada línea de producto y por períodos de
tiempo adecuados, generalmente mensuales.
Sobre esta base de demanda es posible, no solamente controlar a los responsables de las
ventas, sino también organizar la producción.
Plan
financiero
Plan de
producción
Necesidades
financieras
Producciones de
manera agregada
Plan de
ventas
Cantidades que
se espera vender
Cuando las cifras de previsiones de ventas dan valores muy regulares mes tras mes, es posible
convertir estas previsiones en un plan de producción.
24
........______________________..............
GESTIÓN DE LA PRODUCCIÓN
En muchos casos las ventas siguen pautas de mercado que no tienen por qué coincidir con la
evolución de la capacidad de la fábrica, que generalmente es muy regular y mantiene relación
con el calendario laboral.
También es posible que, en ocasiones, las ventas sean muy elevadas, que presenten grandes
picos de demanda y que planteen problemas productivos, a veces no fácilmente abordables.
Asimismo, pueden darse períodos en los que la demanda presente valles muy acusados.
Frente a esta problemática la empresa puede seguir dos políticas extremas:
Producir de forma regular, generando fuertes stocks en momentos de demanda baja y
con riesgo de no servir pedidos en momentos de fuerte demanda. De esta manera los
costes de producción son mínimos, pero no se puede decir lo mismo de los financieros y
comerciales (rotura de stock) que pueden ser muy elevados.
Producir justamente lo que se demanda, con lo que hay épocas en que la capacidad de
planta está infrautilizada y tiene lugar una fuerte desocupación, y otros momentos en que
es preciso realizar horas extraordinarias utilizando mano de obra eventual y subcontratar
trabajo en el exterior, incurriendo en mayores costes productivos.
1.4.3. Diseño del plan de producción
El plan maestro de producción sirve para establecer una política de producción a medio
plazo, y analiza estos aspectos:
La plantilla fija.
Los turnos.
Las necesidades de recursos financieros para soportar stocks o invertir en maquinaria
adicional.
No se trata por tanto de un programa cerrado sino de una hipótesis de trabajo.
Al considerar las distintas alternativas de planes se establecen distintos costes fijos. Los que
resulta necesario tener en cuenta son:
Costes de mantenimiento de las existencias por exceso de producción (financieros y de
almacenaje).
Costes de ruptura de stocks, originados cuando no es posible servir pedidos por carecer de
existencias y sobrepasar el plazo de entrega.
Costes por horas extraordinarias, cuando la producción excede la capacidad normal y cuyo
valor suele ser superior al de tas horas normales.
Costes de desocupación o coste de oportunidad, cuando la capacidad es superior a las
necesidades de producción .
Comparando los costes de los distintos planes se elegirá el que presente menor coste.
Ocurre, sin embargo, que a veces el coste mínimo no es el único criterio para decidir una
política. Pueden existir criterios sociales, como el no realizar un exceso de horas
extraordinarias o, incluso, financieros, como limitar la cuantía de los stocks.
25
........______________
-.
GESTIÓN DE LA PRODUCCIÓN
..;..;.;~---------·
Las órdenes de producción específicas y los programas a corto plazo actúan como
retroalimentación, corrigiendo y ajustando los planes de producción mes a mes.
Para el diseño de un plan maestro de producción podemos recurrir a distintos métodos:
Método gráfico:
El método gráfico no tiene en consideración los costes de las distintas alternativas, pero es
útil a efectos didácticos o estimativos. Se pretende encontrar unos niveles de producción
que satisfagan la demanda.
Para ello se parte de los resultados acumulados de la demanda, los cuales se pasan a una
gráfica de demanda acumulada por meses con el objeto de poder estudiar las estrategias
productivas que pueden realizarse para conseguir abastecer la demanda.
La línea que se origina al unir los distintos puntos marca la evolución futura de demanda
acumulada durante el próximo año. Esta línea es circunscrita por otra recta de puntos que
marca las posibles estrategias de producción. El objetivo es mantener una producción
uniforme durante los doce meses.
La diferencia entre la producción acumulada y la demanda acumulada nos determina el
remanente del producto que queda en la empresa, es decir, el inventario.
Demanda
20
15
10
5
o
o
1
2
4
3
5
6
8 9 10 11 12
7
Esta forma de cubrir la demanda se llama política productiva nivelada con inventarios.
Está basada en la posibilidad de abastecer la demanda con una producción constante, de
manera que cuando exista remanente de producción pase al almacén y cuando ocurra al
contrario, es decir, la demanda supere a la producción, será el almacén el encargado de
abastecer la parte no satisfecha por el proceso productivo.
2
4
6
7
8
9
10
11
12
12345
11356
19456
18578
MESES
1
Demanda
12340
11525 13567 11234 12456 15234 13123 12567
Demanda
acumulada
Producción
Producción
acumulada
Inventarios
12340
23865 37432 48666 61122 76356 89479 102046 114391 125747 145203 163781
13648
13680 13680 13680 13680 13680 13680 13680
13648
27328 41008 54688 68368 82048 95728 109408 123088 136768 150448 1641 28
3
1308,4 3463,4 3576
6022
5
7246
5692
26
6249
13680
7362,4 8697,4
13680
11 021
13680
13680
5245,4 347,417
GESTIÓN DE LA PRODUCCIÓN
Donde :
Producción: se ha obtenido dividiendo la demanda acumulada total entre doce meses.
Producción acumulada: es la suma de las producciones mensuales.
Inventarios: se han obtenido como resultado de calcular la diferencia entre la
producción acumulada y la demanda acumulada.
Otra estrategia consistiría en producir en todo momento lo que se demanda. Esta política
quedaría reflejada en la figura de demanda con la línea coincidente de la demanda
acumulada. Este caso es lo que llamamos política productiva nivelada con capacidad.
El resultado es el que refleja la tabla siguiente, donde no se dispone de inventarios, pues
siempre se produce lo que se necesita . En todo momento debemos estar dispuestos a
acometer una producción que se iguale a la demanda mensual , lo que se va consiguiendo
variando permanentemente la cantidad producida .
MESES
Demanda
1
5
6
7
8
4
12340 11525 13567 11234 12456 15234 13123 12567
2
3
9
10
11
12
12345
11356
19456
18578
Demanda
12340 23865 37432 48666 61122 76356 89479 102046 114391 125747 145203 163781
acumulada
Producción 12340 11525 13567 11234 12456 15234 13123 12567 12345 11356 19456 18578
Producción
12340 23865 37432 48666 61122 76356 89479 102046 114391 125747 145203 163781
acumulada
o
o
Inventarios
o
o
o
o
o
o
o
o
o
o
Esto se puede conseguir siguiendo una de estas políticas empresariales:
Política nivelada con horas extraordinarias: manteniendo una determinada cantidad
de recursos (operarios y máquinas) y variando el número de horas de trabajo.
Política de nivelación de recursos: manteniendo el horario de trabajo y variando el
número de recursos empleados mediante la contratación y despido de personal.
Otra estrategia diferente a las dos anteriores consiste en no producir nada y encargar a
otros que produzcan, durante el período indicado, las cantidades suficientes para abastecer
la demanda. Esta manera de suministrar producto se denomina política de
subcontrataciones.
La empresa debe emplear aquellas políticas que sean más rentables en cuanto a coste ,
que generalmente no tienen que excluirse mutuamente, más bien se emplean políticas de
nivelación de la producción que son el resultado de una combinación de varias de ellas.
La decisión sobre qué políticas de nivelación se utilizarán se contemplan en el plan
maestro de producción.
Hay que matizar, sin embargo, que no todas las formas de producción son rentables para la
empresa, e incluso algunas de ellas no son viables, pues pueden ser prohibidas por la
legislación de ciertos países, como la contratación de personal en épocas de aumento de
demanda y su despido en épocas de baja; o, en ocasiones, aunque esté permitido, se
penaliza con excesivos costes de despidos. De esta forma, políticas que pueden tener
27
- ..
..............
GESTIÓN DE LA PRODUCCIÓN
------------------~~-....
sentido en ciertos sectores, (como, por ejemplo, en agricultura) no se pueden utilizar en
otros.
Respecto a la subcontratación, hay que señalar que carece de sentido si se aplica
permanentemente a los productos finales, por lo que constituye una polltica teóricamente
posible y aplicable en la realidad en determinadas ci rcunstancias, fundamentalmente para
productos o subconjuntos integrados en otros principales, vendiéndose además aquellos
subconjuntos como repuestos.
Por lo tanto, al comparar diversas alternativas de producción, tendremos que disponer de
los costes de cada una de las políticas. Estos datos sobre los costes de producción en
horario extraordinario, los costes de los inventarios, o la flexibilidad en la contratación y
subcontratación de la producción son datos que deben ser conocidos por el departamento
que confecciona el plan maestro.
A la hora de construir un plan maestro debemos tener en cuenta el producto de manera
agregada. La planificación se puede hacer sobre un solo producto o sobre un grupo de
productos.
La agregación crea simplificación en los cálculos, aunque supone una pérdida de
información frente al tratamiento individualizado. En definitiva, todo depende de los niveles
de detalle que se quieran obtener, de los requerimientos del proceso y de que el producto
sea susceptible de ser agregado. En el caso ole poder agregarse y agrupar los productos en
familias , debemos tener en cuenta factores de agregación y desagregación en cada una de
ellas, proporcionando las demandas individuales adecuadas a la demanda agregada.
•
Método reiterativo:
El método reiterativo está basado en el cálculo del coste de las diversas alternativas
definidas por las políticas productivas. Aunque proporciona una aproximación suficiente, no
se puede asegurar que la alternativa escogida sea la de menor coste.
Es preciso construir una tabla en la que aparezcan reflejados los siguientes elementos:
Los valores de stock de seguridad, que proceden de las limitaciones de aplicar un 8 %
a la demanda mensual.
Los cambios de stock, que indican las cantidades con las que se ha de modificar el
stock de seguridad del mes anterior para conseguir los stocks del mes actual , salvo
para el mes de enero, en que se parte de un número inicial de existencias de 1600
unidades. Esta columna indica la cantidad de producto que es necesario fabricar (en
caso positivo) o dejar de fabricar (en caso negativo).
Estos valores repercuten en la demanda y nos permiten obtener los valores de
demanda corregida, que es la que tiene en cuenta además de la propia demanda las
necesidades impuestas por los stocks de seguridad.
Demanda corregida acumulada son los valores de la columna anterior sumados por
meses. Esta columna permitirá una primera aproximación al cálculo de la producción
mensual.
Mes Días
Demanda
Stock de
seguridad
Cambios de
stock
Demanda
corregida
Demanda
corregida
acumulada
1
21
24500
1960
460
24960
24960
2
21
28000
2240
280
28280
53240
28
GESTIÓN DE LA PRODUCCIÓN
3
22
30000
2400
160
30160
83400
4
23
32000
2560
160
32160
115560
5
22
29900
2392
-1 68
29732
145292
6
21
30298
2423,84
31 ,84
30329,84
175621,84
7
20
23003
1840,24
-583,6
22419 ,4
198041,24
8
23
21345
1707,6
-132,64
21212,36
219253,6
9
20
20199
1615,92
-91,68
20107 ,32
239360,92
10
21
21212
1696,96
81 ,04
21293 ,04
260653,96
11
23
23222
1857,76
160,8
23382,8
284036,76
12
20
20134
1610,72
-247,04
19886,96
303923,72
Como vemos en la tabla, el total que hay que suministrar, bien sea para la demanda, bien
para ei siock de seguridad , se obti ene en unidades.
Una producción uniforme, con empleo mantenido regularmente y jornadas de igual
duración, donde la nivelación se consigue con los stocks, supone obtener la cantidad
mensual marcada en el plan de producción .
Cantídad mensual
30061
Stock
Producción
regular
Producción
extra
30061 ,00
6261 ,00
28560
1501 ,00
24500
30061,00
11822,00
27200
2861 ,00
23
26600
30061 ,00
16502,00
31280
0,00
4
22
29600
30061 ,00
16963,00
29920
141,00
5
22
30700
30061 ,00
16324 00
29920
141 ,00
6
21
31300
30061,00
15085,00
28560
1501 ,00
7
22
32900
30061,00
12246,00
29920
141,00
8
15
22600
3006 1,00
19707,00
20400
9661,00
9
21
31400
30061,00
18368,00
28560
1501,00
10
22
34200
30061 ,00
14229,00
29920
141 ,00
11
22
34900
30061 ,00
9390,00
29920
141 ,00
12
18
35400
30061,00
4051 ,00
24480
5581 ,00
Total
359400
360732
338640
23311
Mes
Días
Demanda Plan de producción
1
21
25300
2
20
3
29
GESTIÓN DE LA PRODUCCIÓN
Producción regular: es la producción hecha en horario laboral regular durante ocho horas
diarias fijadas por la empresa. Sl, por ejemplo, la capacidad de la producción en horas
regulares es de 1360 unidades/día , en el primer mes se producirá durante 21 días, por lo
que la producción será de 21*1360= 28560.
Este dato es una variable en el proceso de planificación.
También fijamos como variables:
Stock de seguridad inicial
1500
Porcentaje en % de stock de seguridad
Capacidad productiva (piezas/día)
8
1360
Producción extra: está constituida por la diferencia entre el plan de producción y la
producción regular. Es decir, es la producción realizada en horario extraordinario hasta
completar lo proyectado en el plan de producción. Cuando no se requiere producción extra
el valor asignado es O.
Si nos fijamos en la columna de stocks, observamos que en cinco meses (marzo, abril,
mayo, agosto y septiembre) supera el valor máximo de inventario fijado, en este caso, en
15000.
Si el departamento financiero hubiera establecido un máximo de inmovilizado de 15000
unidades en existencias , o si dicho máximo fuese establecido por el almacén, se
determinaría dicho valor como el correspondiente al espacio máximo disponible en el
almacén.
Stocks sin extras: refleja la situación real del almacén si se cumplieran las previsiones y
sería igual a la producción - demanda + stock del mes anterior.
Si no tenemos en cuenta las horas extra desde un principio, vemos que a partir del mes de
septiembre no cubrimos el stock de seguridad, y a partir de octubre empezamos a tener
rupturas de stock, por lo tanto, un mes antes de septiembre, como mínimo, ya habría que
empezar a planificar las horas extras.
En un principio empezamos desde el mes anterior al que se produce la ruptura y no desde
enero, porque acumular existencias supone un coste de almacenaje, mayor cuanto más
meses tengamos almacenada la mercancía.
Supongamos que la capacidad de hora extras viniera dada por un máximo de jornada
laboral de diez horas, por lo que las horas extras máximas realízadas por día serían en este
caso de dos.
Máximo de horas
extra
170
Stocks sin
extras
2
Máximo piezas horas
extra
4760,00
42
7140
7460,00
40
6800
12140,00
46
7820
12460,00
44
7480
30
GESTIÓN DE LA PRODUCCIÓN
11680 00
44
7480
8940,00
42
7140
5960,00
44
7480
3760,00
30
5100
920,00
42
7140
-3360,00
44
7480
-8340,00
44
7480
-19260,00
36
6120
1
Como vemos, la producción extra del n:ies de septiembre se ha obtenido trabajando esas
dos horas máximas. Sin embargo, no es suficiente, porque aún seguimos sin cubrir la
totalidad de la demanda de noviembre y diciembre, por lo que también debemos aumentar
la producción en noviembre.
De tal forma, la planificación quedaría:
Planificación contando horas extra en diciembre
Stock con extras
Stock con extras
Stock con extras
Planificación horas
extra 1
Planificación horas
extra 2
Planificación horas extra 3
8060,00
3780,00
-1200,00
6280,00
-12120,00
-4640,00
1480,00
Como la producción en horas extra de noviembre tampoco es suficiente, deberíamos hacer
una producción extra en diciembre, pero como forma parte de la política de empresa no
realizar horas extra en ese mes, debemos trasladar esa producción extra al mes
inmediatamente anterior que sea posible, es decir, octubre.
La planificación final quedaría ahora del siguiente modo:
Planificación sin horas extra en diciembre
Stock con extras
Planificación horas
extra 1
Stock con extras
Planificación horas
extra 2
31
Stock con extras
Planificación horas extra 3
GESTIÓN DE LA PRODUCCIÓN
-------------------~~~.-... . .íiíiiii. . . .
8060,00
3780,00
11260,00
-1200,00
621:30,00
13760,00
-6000,00
2840,00
Además de todo lo que se ha analizado, en ocasiones hay que tener en cuenta otros
factores como las políticas de empresa, que pueden conllevar, por ejemplo, no producir en
agosto con motivo de vacaciones, por lo que tendríamos que modificar el plan de
producción.
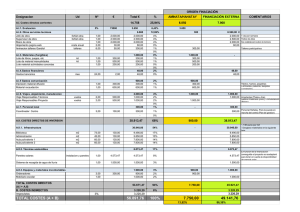
De esta forma, el plan cumple todas las condiciones del proceso, por lo que el siguiente
paso es calcular los costes asociados a dicho plan:
Mes
6
Prod. reg.
€/u
345
1
28560
9853200
9881760
2
44760
9384000
9428760
3
72840
10791600
10864440
4
74760
10322400
10397160
5
70080
10322400
10392480
6
53640
9853200
9906840
7
35760
10322400
10358160
8
22560
7038000
7060560
9
48360
9853200
2463300
12364860
10
67560
10322400
2580600
12970560
11
82560
10322400
2580600
12985560
12
17040
8445600
o
8462640
Total
618480
116830800
7624500
125.073.780
Stock€Ju
Prod. ext. €/u
345
Total
Hay que tener en cuenta que la producción normal es la base de la empresa. por lo que
siempre estará presente en el cálculo de costes. En el ejemplo se ha estimado en 20
€/unidad .
En este caso también se han tenido en cuenta las horas extraordinarias (25 €/unidad) y los
costes asociados a los inventarios (0 ,5 €/unidad por mes almacenado) .
32
GESTIÓN DE LA PRODUCCIÓN
Otra opción podría haber sido optar por la subcontratación, aunque a ésta sólo se recurre
en caso de capacidad productiva inferior a la necesaria, ya que como norma general resulta
más cara.
Como ya hemos mencionado, el coste es uno de los factores determinantes a la hora de
elegir el plan de producción , de forma que hay que ensayar otros valores de producciones
mensuales , con el fin de obtener otros planes que lo optimicen.
Si efectivamente ese nuevo plan mejora el coste, ese será el nuevo plan de producción,
siempre, claro está, que cumpla las limitaciones de la empresa.
Este es , pues, un método aproximativo de prueba de error que no determina nunca si
hemos llegado al estado óptimo , donde se repite un procedimiento para obtener un cierto
coste, y se acepta el nuevo si los valores de producción han disminuido, de lo contrario se
rechaza . Aunque tiene este inconveniente, por lo menos tiene la ventaja de dejar en manos
del personal que se encarga de la planificación el trabajo de establecer los datos de las
producciones que ellos estimen oportunos, acordes con la realidad del entorno empresarial ,
para !o que pueden utilizar una hoja de cá!cu!o, por !o que una vez confeccionada ésta es
fácil obtener un criterio comparativo en cuanto al coste, modificando las producciones
mensuales.
Análisis de la sensibilidad:
Una vez obtenidos los datos anteriores, conviene comprobar cuáles serían los resultados si
los valores de demanda y coste que hemos tomado como base del cálculo del plan
cambian en el futuro .
Por ejemplo, podemos suponer que los valores de demanda previstos superan las
previsiones un 1O %, y el resto de los parámetros no cambian .
Por ello, adjudicamos a la máxima capacidad productiva diaria otro valor superior, con lo
que tendríamos que rehacer los cálculos y calcular el nuevo coste.
De la misma manera habría que repetir el proceso para una caída de demanda del 1 O %, lo
que puede provocar un exceso de recursos ociosos . En este caso también se estudiaría el
aumento o disminución de costes.
1.5. La programación maestra: el compromiso entre el mercado y la
empresa
1.5.1. La programación maestra de la producción (MPS)
i
Tras haber confeccionado el plan maestro de producción que contiene el conjunto de
acciones para llevar a cabo a medio plazo se debe realizar un plan a corto plazo. En él, se
programarán a corto plazo las órdenes de producción . El documento empleado para planificar
esta producción es el programa maestro.
El programa maestro, pues, determina la producción que hay que realizar en el corto plazo y
deriva del plan maestro.
Su alcance temporal es relativo y depende del tipo de proceso y su duración . En la práctica se
suele tomar como segmento temporal dos o tres meses. El mínimo es el determinado por el
tiempo de procesado del producto, es decir, no se puede hacer un programa de producción que
considere una semana si el tiempo de procesado es de dos.
33
GESTIÓN DE LA PRODUCCIÓN
El horizonte temporal se divide en períodos normalmente de semanas, aunque también es un
factor que depende del proceso, ya que hay algunos como el just in time en que puede ser de
uno o dos dlas.
La gestión de la producción en el corto plazo va encaminada a minimizar los costes originados
por los stocks y la mano de obra, mediante las correspondientes planificaciones y, así,
siguiendo distintas políticas, podemos diferenciar entre:
Producción constante: calculada en función de la demanda media y de las capacidades
disponibles, y en la que se establece una nivelación mediante inventarios. Esto nos llevará
a la denominada gestión de stocks, que se basará en la planificación de los materiales y la
ejecución de unas órdenes de compra derivadas.
Producción variable en función de la demanda de cada período: que sigue una política
de producción nivelada con la capacidad y en la que se hace fundamental, además, el
estudio de dicha capacidad.
Hemos apuntado con anterioridad que la adopción de una u otra política depende del proceso
generado por el producto en sí, pero sobre todo de su gestión, ya que cuanto mayor sea el
conocimiento del proceso productivo y su control, mayor seré su flexibilidad y su capacidad de
actuación sin incurrir en costes adicionales.
La gestión de materiales determina las necesidades de cada artículo que hay que comprar y/o
fabricar definiendo cantidades y plazos. En cada ordenación de la producción irá un artículo
para ordenar o pedir, en la que se marcarán las cantidades y fechas de terminación.
1.5.2. Realización de una programación
El programa maestro sirve como base para la producción y se debe confeccionar en las
mismas unidades en que se realiza ésta.
Debe desagrupar los datos de la producción procedentes del plan maestro, es decir, tomar
individualmente los productos de las famil ias en las que fueron agrupados, si es que lo fueron,
con los datos de la demanda conocidos en la realidad.
La programación implica:
La determinación de la relación carga-capacidad a corto plazo para cada uno de los
distintos puestos de trabajo de la planta de producción.
La determinación de las necesidades de horas extra a corto plazo que se han de asignar a
dichos puestos de trabajo o, en su defecto , la subcontratación de actividades para el
cumplimiento de los plazos de entrega.
La secuencia de lanzamiento de las órdenes y las fechas previstas de comienzo y
terminación para cada operación, así como la fecha prevista para cada orden.
Como objetivo de la programación y control de operaciones se establece cumpli mentar las
órdenes de fabricación en cantidad y en plazo, optimizando a su vez los costes de producción a
corto plazo (costes de stocks, retraso, oportunidad, etc.), es decir, se trata de repetir lo
establecido en el plan de producción pero con distinto horizonte temporal y de forma detallada
sobre órdenes y operaciones concretas y sobre puestos de trabajo y máquinas determinadas.
34
GESTIÓN DE LA PRODUCCIÓN
Una programación de la producción eficiente debe, por una parte, minimizar la infrautilización
de la maquinaria implicada en el proceso. Normalmente esto va asociado a mayores ciclos de
fabricación, lo que provoca un mayor coste de stocks y también retrasos en los plazos de
entrega.
Al minimizar la infrautilización de las máquinas interesa adelantar, en lo posible, el comienzo de
las órdenes para saturar cuanto antes la maquinaria, aún cuando no sea necesario desde el
punto de vista de los plazos. Este sistema es conocido como push.
Por otra parte, para minimizar los ciclos de fabricación, se tendería a lanzar la orden lo más
tarde posible, partiendo de la fecha de terminación y programando a partir de ella hacia atrás.
Es lo que se conoce como pul/.
Como observamos, se presenta un conflicto, y es mediante la programación como se intenta
lograr un equilibrio adecuado entre esas dos situaciones extremas.
1.5.3. Niveles de programación
La programación de las distintas operaciones tiene características muy distintas en función del
tipo de producción determinada por el número y complejidad del proceso.
Para la producción en línea, con productos estandarizados y series largas, la programación es
lo más simple, ya que sólo es preciso determinar el ritmo de producción de la línea (en
unidades/hora) necesario para cumplir el plan de producción.
Sin embargo, para procesos muy diferentes donde coexisten numerosas órdenes de
fabricación de artículos diversos compitiendo por la utilización de las distintas máquinas, la
programación se vuelve más compleja y, en este caso, imprescindible para mantener un
mínimo orden en la producción.
Aquí, las órdenes de programación son más complicadas y, salvo cuando es posible aplicar la
programación lineal, son difíciles de optimizar.
El primer nivel de programación necesario es adaptar la capacidad de los centros de
trabajo a la carga de trabajo. Esto lleva a decisiones sobre las necesidades de horas
extraordinarias o de subcontrataciones. Es lo que se llama ajuste de la relación cargacapacidad a corto plazo.
Como ya mostramos anteriormente, la carga de trabajo es la cantidad de trabajo que hay que
realizar en un centro o línea de producción durante un determinado período de tiempo. La
capacidad es, por su parte, la cantidad de trabajo que es posible realizar normalmente en
dicho centro.
Una relación carga-capacidad igual o mayor a lo que uno produce implica un retraso creciente
y permanente de la producción. Cuando se acerca a la unidad lo más probable es que se
produzcan cuellos de botella y largas colas de espera, con lo que los ciclos de fabricación se
alargan. Es inevitable que la utilización de la maquinaria no sea del 100 %. Si los costes de
inventarios son altos, hay que conseguir que la relación carga-capacidad se optimice y sea
relativamente baja.
La tendencia es proyectar la capacidad para la máxima carga de trabajo, manteniendo un
exceso de maquinaria y plantilla flexible y polivalente capaz de manejar distintas máquinas y de
ocupar distintos puestos de trabajo según las necesidades de producción.
La preparación del trabajo, o lo que es lo mismo, el cómo se secuenciarán las operaciones
para cada orden de artículos que hay que fabricar, depende de si fabricamos artículos
35
GESTIÓN DE LA PRODUCCIÓN
----------------------~~---....¡¡¡¡¡¡--··
estándar, en cuyo caso no necesita repetirse cada vez, o si se realiza sobre pedido, en cuyo
caso se constituye como una labor imprescindible.
Esta preparación se realiza con anterioridad a la programación, con base en técnicas de
métodos y tiempos basadas en cronometrajes y subdivisión de tareas para el análisis de los
microtiempos.
La programación determina el lanzamiento de las órdenes de fabricación y la secuencia de
operaciones, en tanto que el control informa de su ejecución y las desviaciones que se
producen con respecto a lo programado.
Por ello, mediante este proceso de feedback o retroalimentación, la programación se ve
modificada en cada periodo en función de las desviaciones que se vayan presentando.
1.5.4.
El disponible para prometer (ATP)
Sin la programación de la producción sería imposible conocer con una cierta aproximación en
qué momento se terminará cada orden de trabajo y, consiguientemente, cuándo estarán
disponibles los productos requeridos, es decir, el disponible para prometer.
36
GESTIÓN DE LA PRODUCCIÓN
CONCLUSIONES
Tras el estudio de la presente unidad didáctica, el alumno debe haber aprendido que:
La planificación de la producción es un proceso secuencial integrado verticalmente en el
que toda etapa depende de la anterior y restringe la siguiente.
La planificación contempla la integración horizontal entre las distintas áreas de la
organización empresarial. La función productiva, económico-financiera y comercial, se
plasman en sus respectivos planes, y la unión de esos planes constituye el plan de negocio
de la empresa.
Todo plan debe contar con unos objetivos, unos medios para alcanzarlos y un horizonte
temporal marcado para su realización .
De esta manera, distinguiremos entre la planificación estratégica a largo plazo; la táctica, a
medio plazo; y la operativa.
El plan de producción se establece como el documento base de la planificación , y se
elabora siguiendo distintos métodos, como el reiterativo.
Si desagregamos el plan de producción, éste nos lleva a la programación del proceso
productivo, donde la planificación se traduce en órdenes concretas de fabricación y compra.
La planificación puede realizarse con la ayuda de programas informáticos, partiendo del
concepto productivo del MRP. Esto es lo que se denomina MRP 11 o GPAO.
Si además de esto la planificación es integrada en un sistema Informático de módulos
interrelacionados, que contempla varias funciones de la actividad empresarial, da origen a
los ERP.
37
_____________________
......
GESTIÓN DE LA PRODUCCIÓN
..;.;.;.~~l.iiiíiíiiíiíiíii
BIBLIOGRAFÍA
AGUIRRE SADABA, A. y J. A. JIMÉNEZ: Fenómenos de congestión en la empresa, Málaga,
Universidad de Málaga, 1983.
ASKIN, R.G . y C. R. STANDRIGE: Modelling and Analysis of Manufacturing Systems, New York, J.
Wiley, 1993 .
CASANOVAS A. y LL. CUATRECASAs: Logística empresarial. Gestión integral de la información y
material en la empresa, Barcelona, Gestión 2000, 2003.
CASTILLO, A.M . y otros: Prácticas de gestión de empresas, Madrid, Pirámide, 1992.
CHASE, R. B.: Dirección y administración de la producción y de las operaciones, Madrid,
Elsevier, 1994.
DELGADO J .y F. MARíN: «Las técnicas justo a tiempo y su repercusión en los sistemas de
producción» , en Economfa Industrial, 331 , 2000, pp.35-41 .
DILLENBERGER CH., L. F. ESCUDERO y A. WOLLENSAK: «Ün practica! resourcing allocation for
production planning and scheduling with period overlapping setups» , en European Journal
of Operational Research 75, 1994, pp. 275-286.
DoMiNGUEZ MACHUCA, J. A : Dirección de operaciones, 2 volúmenes, Madrid , McGraw-Hill ,
1994.
-y otros: Dirección de operaciones. Aspectos tácticos y operativos en la producción y en los
servicios, Madrid, McGraw-Hill, 1994.
-y otros: El subsistema productivo de la empresa, Madrid, Pirámide 1990.
GOLDRATT, E. M: El Síndrome del Pajar, Madrid , Díaz de Santos, 1994.
-y J. Cox: La Meta. Un proceso de mejora continua, Madrid, Díaz de Santos, 1993.
FERNÁNDEZ SÁNCHEZ, E: Manual de dirección estratégica de la tecnología, Barcelona , Ariel ,
1988.
-Dirección de la producción, Civitas, 1993.
-Dirección de la producción. Vol. l. Fundamentos estratégicos Vol. 11. Métodos operativos,
Madrid , Civitas, 1993/94.
HEIZER, H. y B. RENDER: Dirección de producción. Decisiones tácticas, México, Prentice Hall,
1997.
-Dirección de la producción. Decisiones tácticas, México , Prentice Hall , 2001.
JURAN, J. M . y F. M. GRYNA: Análisis y planeación de la calidad, México, McGraw-Hill, 1995.
MONLLOR DOMÍNGUEZ, J. (coord.) y J. J. PELÁEZ IBARRONDO: Dirección de la producción, Murcia ,
ICE Universidad de Murcia, DM , 2002.
MONKS, J. G : Administración de operaciones, Madrid, McGraw-Híll, 1985.
MosKOWITZ, H. y G. P. WRIGHT: Investigación de operaciones, México, Prentice Hall, 1989.
RIVEROLA, J. y B. MUÑOZ-SECA: El diseño de los procesos y la reducción del tiempo de servicio,
Pamplona, IESE Universidad de Navarra, 1997.
SHTUB, A: Enterprise Resource Planning (ERP) : The Dynamic of Operations Management,
Boston, Kuwler, 1999.
SiPPERY, D: Planeación y control de la producción, Madrid, McGraw-Hill, 1977.
TAUFIK, L. y A. M . CHAUVEL: Administración de la producción, México, lnteramericana, 1984.
VOLLMANN, T. H y otros: Sistemas de planificación y control de la fabricación, Madrid, Elsevier,
1995.
38
ÍNDICE
2
Planificación de materiales y recursos
2.1. Introducción
2.2. La planificación de los materiales: qué, cuánto y cuándo se necesita
2.3. Beneficios de disponer de una planificación de materiales
2.4. La lista de materiales
2.4.1 . Tipos de listas
2.5. Proceso de planificación de las necesidades de materiales
2.6. Implementación de un sistema MRP
2.7. La planificación de la capacidad: los recursos necesarios para realizar el programa
maestro de producción
2.7 .1. Fases de la planificación de la capacidad
2.7.2. La determinación de las necesidades de capacidad
2.8. Gestión de la capacidad
2.9. El proceso de planificación de la capacidad
2 .1 O. El control de la actividad de planta
2.10.1. Funciones del control de planta
2.10.2. Informaciones necesarias para operar
2.10.3. Operativa del control de planta
2.10.4. Técnicas de control de planta
2.10.5. Información que genera
CONCLUSIONES
BIBLIOGRAFÍA
2
GESTIÓN
2 Planificación de materiales y recursos
2.1.
Introducción
Conocer cómo se planifican las necesidades de materiales y las necesidades de capacidad
(MRP), a partir de las cuales se elabora el programa maestro de producción, y se realiza el
control de la producción y de las compras, es el objetivo de esta unidad didáctica.
Al planificar y controlar la producción, relacionamos la demanda de los productos finales con la
oferta del sistema en un determinado horizonte temporal. Para ello, debemos tener en cuenta:
Las cantidades que debemos producir.
La capacidad de producción instalada.
El momento en que se lleva a cabo la producción .
El inventario que se mantiene de un período a otro.
Además, debemos tratar de minimizar los costes de producción y de maximizar la calidad de
los productos.
Recuerde:
Una planificación y control deficientes se traducen en:
Bajo nivel de servicio al cliente.
Roturas de stock.
Utilización inapropiada de los equipos, asociada con el bajo rendimiento de éstos.
Mantenimiento correctivo y paradas frecuentes .
Inadecuado manejo de los trabajadores.
Artículos obsoletos.
Personal dedicado casi exclusivamente a tareas operativas.
Es, por todos estos motivos, por lo que una adecuada planificación y control de la producción
se hace imprescindible en todos los ámbitos, fundamentalmente si se realiza de forma
jerarquizada y coordinada.
2.2. La planificación de los materiales: qué, cuánto y cuándo se
necesita
Harris (1915) desarrolló el modelo EOQ (Economic Order Quantity, cantidad económica de
pedido) en el que se establecen las bases para integrar el almacenaje junto con otros costes a
la hora de determinar el tamaño de los lotes que hay que producir o comprar {es decir, a la
hora de decidir cuánto pedir) .
3
GESTIÓN D
En los sistemas de reposición de inventarios mediante punto de pedido se utiliza el concepto
de plazo de reé!provisionamiento para incorporar la variable tiempo a la gestión de materiales
(es decir, para decidir cuándo pedir).
Tras esta propuesta inicial se desarrollaron diferentes variantes en las que se incluían nuevos
condicionantes:
Las técnicas de programación matemática facilitaron la resolución de problemas en torno a
la planificación de la producción.
Con la programación lineal se observaban limitaciones en aplicaciones como la planificación
agregada, cuya resolución implicaba modelos más complejos que, dada la especialización
requerida a los usuarios, complicaba su implantación efectiva.
La fabricación por lotes hacia que el consumo de componentes utilizados en los productos
terminados no tuviera suficiente continuidad como para que fuera adecuado el uso del EOQ y,
además, no resultaba sencillo determinar este consumo cuando un mismo artículo formaba
parte de diferentes productos en distintas fases del proceso de fabricación.
Los métodos clásicos de gestión de stocks se basaban en un tamaño de lote fijo , calculado
individualmente para cada artículo por separado en función de su historia pasada y medido en
unidades. Estos métodos resultan adecuados cuando la demanda de los bienes es
independiente, es decir, cuando se encuentra sujeta a las condiciones del mercado y no está
relacionada con la de otros artículos.
Sin embargo, cuando la demanda es dependiente aumenta el grado de complejidad, ya que si
se necesitan diversos elementos para constituir un conjunto, la gestión de inventarios de los
componentes no debe hacerse de forma aislada, sino coordinadamente.
Partiendo de esta idea, al procesamiento de materias primas se van incorporando numerosos
componentes formando subconjuntos y dando lugar a distintos niveles hasta llegar al producto
final.
De esta forma, la técnica MRP, con la ayuda del ordenador, analiza una gran cantidad de datos
así como las interrelaciones entre los distintos componentes de una forma sencilla.
El estudio de los métodos de cálculo de lotes para artículos de demanda discontinua, como
alternativa de los métodos EOQ de demanda o consumo constante, y las técnicas para la
determinación de necesidades de los componentes utilizados en las diferentes fases del
proceso de fabricación de un producto o de los que son comunes a diferentes productos
terminados, nos llevan a limitaciones del sistema de reposición mediante punto de pedido en lo
referente al momento en que deben lanzarse las órdenes de reaprovisionamiento.
Orientado a artículos ais a os.
Demanda independiente y continua.
Basado en la demanda histórica.
Previsión de todos los artículos.
Basado en la cantidad.
Stock de seguridad para todos los
artículos.
Orientado a productos y componentes.
Demanda dependiente y discreta.
Basado en la producción futura.
Previsión solo de los artículos finales.
Basado en la cantidad y el tiempo.
Stock de seguridad solo para artículos
terminados.
'
-~~~~·
-~·~ (Material Requirement
Planning) aparecen a comienzos de los años setenta para dar resPüesta a las preguntas de
cuándo y cuánto material pedir del que utiliza una empresa (qué) , integrando el cálculo de las
necesidades y los métodos especificas de dimensionado de lotes.
4
GESTIÓN D
La estructura de estos sistemas es la siguiente:
Plan maestro de
producción
c.
~
Bases de datos de
inventarios
-Control de inventarios-
Planificación de las
necesidades materiales
Estructuras de
productos
-Listas de materiales-
MRP
!?!
z
:::>
w
e
~
:::>
1(.)
Compras
Producción
:::>
a::
1(./'J
w
Control de producción y
compras
Esta técnica se basa en determinar las necesidades materiales a partir de los requerimientos
de los productos finales.
Una vez fijadas estas necesidades y la fecha de entrega, descendemos un escalón en la
estructura del producto terminado, determinando los productos inmediatamente anteriores que
lo conforman, y así sucesivamente seguimos descendiendo hasta llegar a la materia prima. Es
necesario tener en cuenta la interrelación de los distintos productos, que se configuran por
medio de sus estructuras.
Para ello, se debe partir de ciertos documentos elaborados en la propia empresa, como son:
Las previsiones y pedidos de venta:
Establecen las cantidades que se van a obtener de los productos terminados en un
horizonte temporal determinado, según lo indicado en el plan maestro de producción, en
los distintos períodos.
Artículo 1
Periodo 1
Unidades
asignadas a cada
período.
2
3
4
.....
12
········
La lista de materiales:
Contiene información acerca de todos los artículos (maestro de artículos) y de la
composición de los productos terminados (estructuras).
5
GESTIÓN D
Nivel O
Secuencia
Producto A
de
fabricación
Subcomponente
Nivel 1 Subcomponente
Nivel 2 Componente
E
Subcomponente
e
B
o
Cornponente
Componente
Componente
F
G
H
•
Con la planificación de las necesidades materiales se determinan las órdenes de compra
y fabricación de todos los artículos en cantidades y plazos necesarios para que se cumpla
el plan maestro de producción .
Para poder realizar este proceso, es necesario conocer previamente la composición de
todos los productos, el control de la disponibilidad y los plazos de
reaprovisionamiento de cada uno de los artículos implicados.
Posteriormente, se efectúan las órdenes de compra y fabricación (qué productos, qué
cantidades y cuándo han de adquirirse y fabricarse), que una vez controladas realimentan
el sistema y permiten un afinamiento posterior en la planificación.
2.3.
Beneficios de disponer de una planificación de materiales
La utilización del MRP conlleva la planificación de la producción con anticipación, es decir, hay
que establecer qué se quiere hacer en el futuro y, a partir de ahí, determinar la secuencia de
acciones que es necesario emprender para lograrlo.
Hay que matizar que la ejecución de la producción tiene un carácter de empuje (push), por el
que el lanzamiento de una acción planificada está sujeto a la disponibilidad de materiales
resultante del cumplimiento de acciones anteriores.
El modo de planificar mediante la técnica MRP presenta grandes beneficios frente a otros
medios tradicionales , sobre todo en cuanto a costes y organización .
Aunque los cálculos que requiere un sistema MRP para planificar órdenes de compra y
fabricación son muy sencillos, deben ser reproducidos para una gran cantidad de datos. Por
ello, estos sistemas están concebidos para su uso mediante soporte informático.
Existen numerosos paquetes comerciales de desarrollo, basados en el uso de ordenadores ,
que permiten acortar y racionalizar el procedimiento de planificación.
Los sistemas MRP han sido desarrollados mediante distintas formas de estructura modular que
propugnan la utilización de bases de datos compartidas.
Este carácter modular se refiere tanto a la realización de los procesos como del software que
los apoya , siendo esta participación de las distintas áreas de la empresa lo que contribuye a la
integración de ésta
6
GESTIÓ
Como beneficios derivados del uso de los sistemas MRP , destacamos la unificación de la
información para las diferentes áreas de la empresa. En este sentido, la existencia de un
«maestro de artículos» elimina las redundancias y contradicciones en la información referente a
los materiales que manejan los distintos departamentos.
Respecto a la forma de gestionar los productos, el uso de los sistemas MRP aporta el
cuestionamiento de la forma de fabricar. Las distintas alternativas existentes a la hora de definir
las estructuras de los productos, derivadas de la posibilidad de utilizar los niveles de
producción y adquisición intermedios, conducen a una reflexión sobre la longitud de los
procesos de fabricación y sobre la pertinencia de establecer almacenajes intermedios.
Por otra parte, con los sistemas MRP se puede determinar de forma sistemática el tiempo de
respuesta (aprovisionamiento y fabricación) de una empresa para cada producto. Dado que el
tiempo es un elemento critico en la gestión, la sincronización de los tiempos de respuesta con
los plazos de entrega que exige el mercado será un componente clave en la competitividad de
las empresas.
2.4.
La lista de materiales
La lista de materiales es el conjunto de todos los productos que intervienen en la fabricación
del producto terminado, independientemente de su grado de elaboración.
La lista debe contener, además de las especificaciones del producto, las cantidades de éste
que intervienen en la producción.
Las listas más usadas para el MRP (que veremos posteriormente) son las jerarquizadas.
Ejemplo
Una caja compuesta de 24 unidades de bonito en escabeche OL 120 estuchadas.
Nivel O:
8411320520199 Caja de 24 unidades de bonito en escabeche OL 120 estuchadas
(1)
84113205201991 Caja de 24 sin litografiar (1)
84113205201992 Latas estuchadas de OL 120 (24)
Nivel 1:
Nivel 2:
841132052019911 Estuches de OL 120 bonito en escabeche
marca X (24)
841132052019922 Lata blanca OL120 bonito en escabeche (24)
Nivel 3:
841132052019911 Materia prima de bonito (x)
8411320520199222 Líauido de cobertura (X)
Los números entre paréntesis representan las cantidades en que intervienen los diversos
componentes que conforman el producto. Por ejemplo, en cada caja de de bonito en
escabeche intervienen 1 caja y 24 latas estuchadas.
Los niveles marcan el grado de elaboración de los productos y su localización rápida en la
estructura jerarquizada.
Los productos terminados están en el nivel más alto y las materias primas en el más bajo de la
base del triángulo.
Las listas de materiales son confeccionadas y actualizadas por el departamento de ingeniería
de organización de la producción, pero son manejadas por más departamentos, como por
7
GESTIÓN D
ejemplo por el departamento comercial, ya que así se visualizan las distintas alternativas que
un mismo producto ofrece y se podrán proponer modificaciones.
2.4.1.
Tipos de listas
Las superlistas de materiales son aquéllas en las que se especifican en porcentajes las
opciones del producto final. Se usan a efectos de previsiones.
En la lista de materiales especificamos las distintas opciones y, de cada opción, el porcentaje
de demanda que ha habido respecto al total.
Esta lista de materiales es más una previsión de las distintas demandas que un instrumento de
producción.
Así, por ejemplo, si consideramos un bolígrafo establecemos tres opciones:
Partes
comunes:
Colores:
100 %
Rojo
10%
Negro
50%
Azul
40%
Plástico
70%
Metal
30%
Materiales:
Comprobación:
Sí
50%
No
50%
Los porcentajes indicados están sujetos a errores de previsión por lo que es necesario definir
los stocks de seguridad que absorban la diferencia entre la previsión y lo realmente
demandado.
Por ejemplo, si la previsión de ventas es de 1000 unidades, el departamento de planificación
indicará al departamento de compras que curse su orden de 100 tapas rojas, 40 azules y 50
negras. Si posteriormente la demanda no cumple esta composición habría una carencia, que
se suele cubrir con stocks de seguridad.
Otro tipo de listas son las de componentes que intervienen en grupo, denominadas listas
tipo k (KIT). En este caso puede ser necesario saber cuántos subconjuntos forman del producto
final.
Son muy típicas en los procesos flexibles por ensamblado, propios de la industria del
automóvil, en los que el cliente, a través del pedido, solicita el vehículo con las distintas
opciones.
En este caso, únicamente los productos que no son de serie permanecen en situación de
componentes modulares. Se va completando el producto final y la lista de materiales sirve de
guía para conseguir la finalización del producto (programación de ensamblado final) .
Normalmente la lista modular sólo se mantiene a un nivel, el de las opciones.
8
Finalmente, las listas fantasma se refieren a productos con una realidad transitoria o muy
corta , y su utilidad estriba en la necesidad de mantener un recuerdo o registro a efectos de
ingeniería de montaje, pero que no afectan a la planifica ción ni al MRP .
2.5.
Proceso de planificación de las necesidades de materiales
Una vez fijadas las cantidades de materiales en la programación maestra, se tendrá que
determinar la fecha en la que se habrán de solicitar las materias primas o, en su caso, los
productos semielaborados (si se subcontratan), es decir los materiales.
Este proceso se lleva a cabo a partir de ciertos documentos elaborados por la propia empresa.
Estos documentos son:
Programa maestro de la producción, analizado en la unidad didáctica uno.
Lista de materiales, desarrollada en el apartado anterior.
Registro de inventarios.
Este último es un aspecto fundamental, ya que para pedir es necesario saber qué necesitamos
y qué tenemos. Por ello, es también importante mantenerlo actualizado, a poder ser a tiempo
real.
Tal como plantea Domlnguez Machuca (1994 ), este registro es la fuente fundamental de
información sobre los inventarlos para el MRP y contiene los tres segmentos para todos los
productos en stock:
Datos:
Este segmento contiene básicamente la información numenca necesaria para la
programación. Por ejemplo. la identificación numérica de los articulas , el tiempo de
suministro, el stock de seguridad, el algoritmo para determinar el tamaño del lote de pedido,
el porcentaje de productos defectuosos, etc.
Identificación
Stock de
sei:1uridad (ss)
Método de
cálculo de lote
Tiempo de
suministro
Producto
A
Producto
8
...
Estado de los inventarios:
Incluye información sobre:
Necesidades brutas (Ns): es la cantidad de los artlculos que hay que entregar para
satisfacer el pedido originado en los niveles superiores y sus fechas de entrega.
Disponibilidades (o) existentes en almacén de los distintos artlculos .
Cantidades comprometidas para elaborar pedidos planificados, cuyo lanzamiento o
emisión ya ha tenido lugar y, por tanto, hay que deducir de las disponibilidades para
que no sean asignados a los pedidos posteriores.
9
GESTIÓN D
Recepciones programadas (RP), en fecha y cantidad de pedidos ya realizados .
Necesidades netas (NN) , calculadas como diferencia entre las necesidades brutas y las
disponibles más los pedidos pendientes, todo ello situado convenientemente en el
tiempo.
NN
=NB-D-SS-RP
Recepción de pedidos planificados (RPPL), es decir, de pedidos ya calculados del
artículo en cuestión, así como sus respectivas fechas de recepción . Se obtiene a partir
de las necesidades netas con base en algún método de determinación del tamaño del
lote.
Lanzamiento de pedidos planificados (PPL) de magnitud igual a la indicada en el párrafo
anterior pero asociados a las fechas de emisión de los correspondientes pedidos,
calculando hacia atrás la recepción de un número de períodos igual al tiempo de
suministro.
Concepto
Necesidades brutas
Disponibilidades
Recepciones programadas
Necesidades netas
Recepción de pedidos planificados
Lanzamiento de pedidos planificados
1
2
60
40
60
Periodos
3
4
5
60
20
20
10
6
80
10
50
Ts
=2
70
70
70
Datos subsidiarios:
Recogen información sobre órdenes especiales, cambios solicitados y otros aspectos.
La planificación parte del producto final y fija las necesidades de materias primas y la lista
de materiales de manera descendente a través del programa maestro de producción (PMP)
y de la lista de materiales.
Es importante mantener actualizadas las prioridades que existan entre los pedidos, de
forma que se haga coincidir las cantidades con las fechas de recepción de los pedidos.
Existe otro tipo de planificación que no se hace sobre la base de los productos finales, sino
sobre módulos o subconjuntos que ensamblados de distinta manera dan como resultado el
producto final. En el proceso de producción de ensamblado bajo pedido, partiendo de los
módulos, el plan maestro de producción determina las necesidades de materias primas
para producir los productos de estos pedidos .
Los productos finales llegan a través de las opciones que sólo se montan en el instante en
el que se conoce la confirmación del pedido. Luego , el programa de ensamblado final se
encarga de guiar la última fase de la producción para adaptar el producto a las opciones
demandadas.
Entre el programa maestro y el programa de ensamblado final existen diferencias:
El programa de ensamblado trabaja con pedidos confirmados, mientras que el
programa maestro lo hace con previsiones.
10
GESTIÓN O
El programa de ensamblado final determina las necesidades de subconjuntos a partir
de productos finales , y el maestro prevé las necesidades de productos finales o de
subconjuntos a partir de materias prim as.
Cuando en la gestión de la producción hablamos de materias primas , productos
semielaborados o terminados , hacemos referencia a materiales. Si éstos se pueden contar,
es decir, inventariar, entonces estamos hablando de inventarios.
Los inventarios son aquellos productos, independientemente de su finalidad o grado de
acabado, utilizados u obtenidos en los procesos productivos.
Así, al tener inventariada, por ejemplo, la maquinaria de una fábrica, podemos conocer y
controlar su estado y todos aquellos bienes que forman parte del proceso de producción.
:; los Inventarios, cómo hemos señalado anteriormente, sirven como elementos estabilizadores
-· entre la produccion y la demanda, es decir, entre la capacidad productiva y los requerimientos
de los clientes. cuando la empresa sigue una estrategia de mantenimiento de inventarios y no
otra que píescinda de ellos, por ejemplo !a estrategia just in fimA
En un sistema así descrito existen objetivos en conflicto en cuanto a los inventarios. El
departamento financiero pretende mantener los niveles bajos porque así libera inmovilizado, es
decir, obtiene capital para otros usos. En principio, podríamos decir que este departamento
maximiza los costes frente al nivel de servicio.
Por otra parte, el departamento comercial desea tener Inventarios altos. en particular de
producto terminado, porque, en teoria, de este modo asegura la continuidad del suministro a
los clientes. De igual manera, el departamento de compras y producción también desean
niveles altos de inventario, porque así aseguran la continuidad de la producción.
Los inventarios resultan una medida de la eficiencia de la empresa, pues éstos aumentan a
medida que aumenta el desconocimiento del sistema productivo.
Asf , por ejemplo, cuando un sistema de producción no es lo suficientemente eficiente como
para equilibrar la producción con la demanda, surge necesariamente la necesidad de los
inventarios, si no se quiere incurrfr en continuas rupturas de stock.
Sin embargo, mantener un nivel de inventario elevado para todos los productos no es sinónimo
de realizar una eficiente gestión, sino todo lo contrario. Al aumentar la gestión y el control,
disminuyen los inventarios sin disminuir el nivel de servicio, que más bien se mantiene o,
incluso, mejora.
Con esto, lo que se quiere reflejar es que los inventarios vienen a ser un colchón de las
ineficiencias productivas que aumentan a medida que aumentan éstos .
Por todo ello, el obj~tivo de una adecuada planificación de materiales es determinar qué
materiales, en qué cantidades y en qué momento son requeridos en cada punto del sistema y,
todo ello, incurriendo en los menores costes productivos posibles.
Sin embargo, hay que tener en cuenta que existen razones para mantener ciertos inventarios:
Para protegerse de las incertidumbres, bien en el caso de que no exista seguridad en el
comportamiento de la demanda, o bien en el cumplimiento de los plazos de entrega de los
proveedores .
Para aprovecharse de las economías de escala, bien en la producción, pues a veces
resulta más económico producir lotes en grandes cantidades; bien en las compras , ya que
11
GESTIÓN D
la compra en grandes cantidades posibilita un ahorro en el coste unitario del producto
debido a los descuentos en volumen.
Para adelantarse a los cambios conocidos en el comportamiento de la demanda o la oferta.
De esta forma, anticipándonos a situaciones cambiantes como huelgas, materia primas
estacionales, etc., los inventarios son necesarios, ya que ha de producirse en un
determinado momento y venderse en otro.
Hay que tener estas particularidades en cuenta para realizar la planificación de los materiales.
2.6.
Implementación de un sistema
MRP
Para explicar la implementación seguiremos el ejemplo de Domínguez Machuca en su obra
Dirección de operaciones ( 1994).
Una empresa fabrica dos tipos de productos, patines (P) y monopatines (M), y vende, además,
las ruedas de recambio.
Consideramos ocho períodos de horizonte de planificación a partir del momento actual, y
supondremos que, a partir de los pedidos de los clientes y de la previsión de ventas, la
gerencia construye el programa maestro de producción, en el que las cantidades son
necesidades brutas y están referidas al final del correspondiente período.
Programa maestro de la producción (PMP)
1
2
3
4
5
6
7
8
100 400
200
300
200 100
200
Patines
Monopatines
Las necesidades derivadas de la demanda externa de componentes, en este caso ruedas, no
van a aparecer en el PMP. Esta información se almacena en el fichero registros de
inventarios y será utilizada cuando se calculen las necesidades del articulo en cuestión .
Demanda de componentes
12
3
Ruedas
4
200
5
6
200
7
8
200
Patines
p
CP/1
EP/2
C/2
R/4
CG/1
12
PC/1
GESTIÓN D
Monopatines.
p
R/4
EM/2
CM/1
CG/1
Segmento maestro de datos
ss(Stock de
Método de cálculo del
seguridad)
lote
20
Lote a lote
20
Lote a lote
Identificación
p
M
CP
EP
CP
R
CM
EM
CG
PG
0140
0150
1140
2140
3140
1450
1150
2150
11450
2140
40
Segmento: estado de inventarios
Recepciones
,___ Necesidades
Necesidades
Disponibilidad(D) programadas
netas (NN)
brutas{NB)
(RP)
p
M
CP
100
80
10
150 en t = 2
EP
CP
R
CM
EM
CG
PG
90
5
13
PC/1
Tiempo de
suministro(rs)
2
2
1
1
1
1
1
1
1
1
Pedidos planificados
Rece p.
Lanzam.
(RPPL)
(PPL)
GEST ÓN O
Productos terminados
Patines
Tamaño del
lote
Lote a lote
Ts
D
SST ldentlf. Código nivel Conceptos
o
p
2 100 20
o
1
4
o
Tamaño del
lote
Lote a lote
Ts
D
1
200
100 100 50
150
NB
o 100
RP
NN
RPPL
PPL
Monopatines
o
M
o
1
2
3
80
80
80
NB
o 80
1
5
RP
NN
RPPL
PPL
o
..
4
50
5
6
7
300
100 400
50 20 20 20
4
5
6
7
200 100
200
80 20 20 20
140 100
140 100
140 100
200
200
200
Ts: serv1c10; D: d1spon1ble; SST: stock de segundad; ldent1f.: 1dent1ficac16n.
Subcomponentes:
•
EP: necesidades brutas de ejes de los patines:
¡
1Periodos
2
PPLE
1 Perlod0s
¡1
PPLp
l2~0 1
l1~014~0
1
*2 *2
7
ls!o 1 l 2~o l s~o l
7
4
*2
2
4
8
1
1
8
1
1
R: necesidades brutas de ruedas
2
Períodos
PPL
4
3
270
*4
+
2
3
140 100
*4
+
2
3
Períodos
PPLm
Períodos
Demanda
inde endiente
4
4
200
5
100
6
400
+
+
5
200
6
+
5
+
6
7
8
7
8
7
8
200
200
*1
4
5
6
2
3
560 1480 200 1200 1800
Periodos
NBr
7
8
200
Total:
Tamaño del
lote
Lote a lote
Lote a lote
Ts
D
SST
ldentif.
Código nivel
Conceptos
2
100
100
20
20
p
o
o
PPL
PPL
2
M
14
8
270
100 400
270
100 400
100 400
270
SST ldentif. Código nivel Conceptos
2 100 20
3
2
8
GESTIÓN D
Lote a lote
1
10
o
CP
1
1
RP
NN
RPPL
PPL
NB
DO
RP
NN
RPPL
PPL
NB
3
D
1
4
1
RP
NN
RPPL
PPL
NB
o
Lote a lote
1
10
o
EP
1
2
1
4
o
Lote a lote
1
10
o
e
o
Lote a lote
1
10
o
R
1
4
D 90
1
RP
NN
RPPL
PPL
NB
1
RP
NN
RPPL
PPL
NB
2
RP
NN
RPPL
PPL
NB
5
o
Lote a lote
1
10
o
CM
1
1
5
D
o
Lote a lote
1
10
o
EM
2
1
5
D
o
Lote a lote
-
1
10
o
CG
-
1
05
1
RP
NN
RPPL
PPL
NB
4
5
Lote a lote
1
10
o
o
PC
2
1
4
5
o
15
NB
o 10
1
1
4
2
D
RP
NN
RPPL
PPL
GEST ÓN
1
2
140
10
10
5
6
100
200
100
400
400
o
o
260
260
100
100
400
400
540
200
800
o
o
200
200
800
200
800
800
3
270
100
270
10
4
o
7
8
1
1
260
o
o
o
o
540
540
200
540
540
o
o
o
o
o
200
200
40
200
200
800
1200
40
540
540
90
510
140
280
510
5
600
1385
510
540
560
90
1480
90
510
510
1480
140
1480
1480
200
100
140
140
100
280
100
100
200
200
1200
1200
1200
1800
200
800
o
800
800
1800
40
200
40
1800
1800
200
200
200
200
200
200
200
400
280
280
200
1480
95
200
200
400
400
1385
1385
200
1480
90
200
400
1200
1800
o
o
o
200
200
1200
200
1200
1200
1800
1200
1800
1800
o
o
o
200
o
o
200
200
200
1800
600
16
200
o
o
1
1
1
1390
1390
1390
200
200
200
1200
1200
1200
1800
1800
1800
200
200
200
1
'
1
1
Como se aprecia en el ejemplo realizado, la información suministrada por el MRP hace de este
recurso algo más que una técnica de gestión de inventarios, ya que constituye
simultáneamente un método de programación de la producción , pues no sólo indica cuándo
deben emitirse los pedidos a los proveedores y en qué cuantía, sino también cuándo debe
comenzar la fabricación y/o el montaje de los distintos lotes que deban producirse en la
empresa .
Además de lo descrito, existen algunos factores relacionados con el proceso de planificación
de necesidades de materiales, como son:
El dimensionado de los lotes.
La utilización de los lotes de seguridad .
La reprogramación.
A pesar de los beneficios que reporta la aplicación de un
su implementación .
MRP,
existen dificultades que limitan
Por una parte, se debe disponer de una herramienta informática para gestionar grandes
conjuntos de información , lo que conduce a que en muchas organizaciones no emprendan los
esfuerzos necesarios para, con el tiempo , poder reducir la com plej idad que implica .
También es posible que la credibilidad de la información suministrada por un sistema MRP esté
condicionada por la alimentación y el mantenimiento de la información requerida . Esto implica
que una falta de disciplina o rigurosidad en la actualización de la información desencadene un
proceso de degeneración , lo que lleva a que se usen en paralelo otros sistemas de
planificación informales y al abandono del sistema MRP .
Por otra parte, la limitación del MRP originario se debía a que no contemplaba los problemas
derivados de la capacidad limitada que tienen las instalaciones, de esta forma , actuaba como si
las diferentes máquinas pudieran fabricar la cantidad de productos que necesitaban. Por ese
motivo se empezaron a utilizar en paralelo técnicas de planificación de la capacidad en los
diferentes niveles . Esto mejoraba los resultados , pero faltaba la integración real el uso de una
base de datos común.
Por ello, posteriormente los sistemas MRP se unieron con técnicas de capacidad dando lugar a
los MRP de bucle cerrado , que además permiten la retroalimentación desde el nivel de
ejecución al de planificación.
2.7. La planificación de la capacidad: los recursos necesarios para
realizar el programa maestro de producción
Es normal considerar que la unidad empleada para medir la capacidad de una unidad
productiva sea la hora de la mano de obra o la de un centro de trabajo por unidad de tiempo.
Pero, para llegar a una unidad de medida realmente homogénea y representativa de la
capacidad disponible y de la carga hay que real izar una serie de precisiones:
Por una parte, no todas las horas disponibles de una jornada de trabajo se dedican a
producir (existen necesidades de mantenimiento de equipos, paradas, absentismo, etc.).
17
Son las realmente productivas las que se deben comparar con las necesarias a la hora de
determinar la capacidad disponible.
Para ello, se define el factor de utilización (U) como el cociente entre el número de horas
productivas desarrolladas (NHP) y las horas reales de jornada por período (NHR) . Es
necesario establecer este factor para la unidad de producción cuya capacidad se quiere
determinar.
Si se trata de un centro laboral donde todos los trabajadores intervienen en una operación
compuesta, el factor de utilización (U) ha de ser medido para el centro de trabajo en su
conjunto.
Si cada trabajador actúa independientemente realizando la misma operación, pero en
máquinas diferentes, este factor de utilización (U) se obtendría para cada uno de ellos o
para una muestra representativa calculándose una media para el centro de trabajo (CT).
La eficiencia (E) es el cociente entre el número de horas estándar (NHE) y el número de
horas productivas (NHP).
Este último es otro factor que se debe tener en cuenta, ya que, sin duda, los conocimientos,
habilidad y rapidez de movimientos de la mano de obra pueden hacer que distintas
personas desarrollen una misma labor empleando diferentes tiempos productivos. Si esa
actividad se repite, daría lugar a un número diferente de horas productivas en función de
quién las realice, e incluso para una misma persona puede diferir a lo largo del tiempo
según una curva de aprendizaje.
La unidad de medida homogénea basada en valores de factor de utilización (U) y de
eficiencia (E), necesaria para poder comparar estos valores, se denomina hora estándar (h.
e.), y se calcula de Ja siguiente manera:
~~~~~~~~~~~~~~ '
1
NHE
=
NHR x U x E j
La determinación de la eficacia (E) puede realizarse en función de datos históricos
obtenidos a través de observaciones pasadas. Una vez calculado el tiempo de carga
unitario que requiere la realización de una operación, bastará ver para un CT cuáles fueron
las operaciones o artículos realizados y cuántas horas productivas se emplearon; como se
indica a continuación:
E = Número de unidades x tiempo de carga unitario (he)
~~~~~~~~~~~~~~~~~~~~~~~~~
Tiempo productivo empleado
Para un centro de trabajo donde cada empleado actúa de forma independiente, realizando
la misma operación en máquinas diferentes, la eficacia (E) será una media del conjunto.
El problema podría estar en observar las horas productivas desarrolladas en ese período
por todos los trabajadores del centro. Si son muchos, podría solventarse el problema
18
GESTIÓN D
empleando el factor de utilización del CT (considerando únicamente las horas reales
trabajadas de cada jornada).
Esta forma de medir la eficacia (E) requiere la determinación previa de tiempos de carga
unitarios (en horas estándar) que requiere cada operación de cada artículo en cada unidad
productiva, pero esto ya resulta imprescindible para realizar la conversión de las
necesidades de producción en necesidades ele capacidad.
Cuando describíamos la organización de la función de gestión, definíamos la capacidad como
la cantidad que se puede obtener por unidad de tiempo en el proceso, utilizando al máximo los
recursos disponibles; e indicamos que ese concepto se refería a un valor teórico, pues no era
realista que el rendimiento de los recursos fuera en todos ellos del 100 %, ya que surgirían
imprevistos que no se podrían ponderar.
Teniendo en cuenta los imprevistos que no se pueden ponderar, podemos calcular la
capacidad demostrada, que es el valor medio de las capacidades desarrolladas por el
proceso durante un cierto período de tiempo, es decir, la cantidad de trabajo que es posible
íealizar ncrma!mente en un centro de trabajo
También es posible definir el concepto de capacidad máxima, que es la tasa de producción
más alta que puede obtenerse cuando se emplean a su máximo nivel los recursos productivos.
La capacidad pico es la que se puede lograr en circunstancias normales de producción
además de la derivada del uso de todas ías posibles medidas de aumento transitorio. Esta
capacidad puede obtenerse puntualmente, pero no sostenerse en el tiempo.
La capacidad diseñada es aquélla para la cual se diseñó el sistema.
Pues bien, la capacidad disponible, que hay que establecer para la planificación y control de
la capacidad a medio y corto plazo, se calcula para ciertas condiciones normales de
producción, teniendo en cuenta circunstancias especiales como los turnos por jornadas, el
número de turnos, los trabajadores por turno, etc.
Una vez establecidas estas capacidades para el horizonte de planificación que es sometido a
consideración, la capacidad disponible debe reflejar el volumen de output que podría ser
alcanzado durante el período de tiempo en las circunstancias normales de producción, VOCNP
(en horas reales) para la *E eficiencia y *utilización reales del factor considerado.
Esta capacidad no es inamovible, sino que puede ser aumentada o disminuida, lo implica
trabajar con aumentos del coste unitario productivo, por lo que en un principio a la empresa le
interesará ajustarse a su capacidad disponible, calculada para circunstancias normales de
producción.
También definíamos la carga como la cantidad de producto por unidad de tiempo que se exige
a un proceso en un momento determinado, es decir la cantidad de trabajo que hay que realizar
en un centro o linea de producción durante un determinado período de tiempo.
Recordemos que sí la carga es superior a la capacidad, el proceso no puede operar del modo
deseado, y es lo que se conoce como sobrecarga. Los recursos que limitan la capacidad y,
por tanto, originan la sobrecarga se denominan cuellos de botella y son, en un principio, lo
primero que hay que detectar y gestionar adecuadamente.
Para determinar la capacidad, consideraremos los siguientes factores:
Las instalaciones.
19
GEST ÓN
o¡;_
Los productos.
Los procesos.
Los trabajadores.
Las fuerzas externas.
Aunque la capacidad y el tamaño son realidades que mantienen un vínculo, no son
exactamente conceptos equivalentes. La capacidad está relacionada con la cantidad y
variedad de los productos fabricados, mientras que en el tamaño, además, influye el número
de componentes y/o actividades que se realizan en la fábrica, es decir, está en relación con el
grado de integración vertical.
Otro concepto asociado a los anteriores es el de economías de escala, originadas por la
reducción del coste unitario medio de un producto a medida que aumenta la producción por
período.
Una relación carga-capacidad igual o mayor que 1 produce un retraso creciente y permanente
de la producción. Cuando se acerca a la unidad, lo más probable es que se produzcan cuellos
de botella y largas colas de espera, con lo que los ciclos de fabricación se alargan. Es
inevitable que la utilización de la maquinaria no sea del 100 % . Si los costes de inventarios son
altos, hay que conseguir que la relación carga-capacidad se optimice y sea relativamente baja.
La tendencia consiste en dimensionar la capacidad para la máxima carga de trabajo,
manteniendo un exceso de maquinaria y plantilla flexible y polivalente capaz de manejar
distintas máquinas y de ocupar distintos puestos de trabajo según las necesidades que plantee
la producción.
Todas las técnicas de planificación de la capacidad basan su actividad en los tiempos de carga
que genera la obtención de los productos o componentes en los centros de trabajo, los cuales,
a su vez, dependen de las operaciones que conlleven.
Además, estos elementos condicionan también el tiempo de suministro, un aspecto básico para
establecer una periodización de las cargas calculadas.
2.7.1 .
Fases de la planificación de la capacidad
La primera de las fases de la planificación y control de la capacidad consiste en hacer una
estimación de la capacidad necesaria para un horizonte temporal determinado. Este horizonte
temporal puede ser a largo, a medio, a corto o, incluso, a muy corto plazo.
El grado de detalle con el que se han de establecer las necesidades de capacidad es diferente
en cada uno de los niveles contemplados, siendo más específico a medida que se desciende
en la escala.
Por ello, las actividades de planificación de la capacidad se desarrollan paralelamente a las del
plan de producción, de tal forma que se establece una conexión entre los diferentes niveles que
indican la correspondencia entre la capacidad requerida y la capacidad disponible.
La disminución de la carga o el aumento de capacidad, en caso de divergencia entre ambas,
quedará a juicio de la dirección.
A continuación será necesario llevar a cabo una planificación de necesidades de recursos
(Resource Requirements Planning). La RRP, o planificación agregada de capacidad, tiene por
20
GESTIÓN D
objeto determ inar las necesidades de capacidad para desarrollar el plan agregado de
producción a medio plazo y con un grado de agregación de familias , utilizando períodos
men suales o trimestrales y abarcando grandes unidades prod uctivas.
Posteriormente, habrá que real izar la planificación aproximada de la capacidad (Rouge-Cut
Capacity Planning). Ésta proporciona una primera visión aproximada de cuáles serán las
necesidades de ciertos recursos clave si se ejecutara el programa maestro de producción tal y
como está concebido en ese momento. Dicho programa marca las características básicas del
plan aproximado de capacidad, que se establece para un plazo que va desde tres meses a
un año, y en el que se suele trabajar con unidades de producto por semana (o mes) y en
unidades productivas concretas.
Para establecer las necesidades por período para ese programa se usan técnicas como:
Listas de capacidad (Capacity Bilis).
Perfiles de recursos (Resource Profiles).
Planificación de la capacidad a través del uso de recursos agregados (Capacity Planning
Using Overa// Factors) .
La que menos información requiere es la planificación de capacidad que utiliza recursos
agregados, ya que permite determinar las horas de carga derivadas del programa maestro o
del agregado, y distribuirlas entre las unidades productivas en función de la carga que tuvieron
el año anterior.
Seguidamente, se lleva rá a cabo la planificación de capacidad detallada. Se realiza para el
programa de componentes mediante la técnica de planificación de necesidades de capacidad
(Capacity Requirements Planning, CRP). El horizonte temporal es similar al que presentaba el
plan maestro de producción.
El nivel de detalle es bastante alto. Se parte de los componentes de fabricación (no de los
productos finales) para analizar pequeñas unidades productivas (incluso una máquina en
concreto) .
Para ello, hay que conocer los pedidos planificados, que son el punto de partida.
Esta técnica es capaz de determinar período a período (normalmente, semana a semana) , las
cantidades necesarias de cada recurso para hacer frente al plan de materiales. La comparación
de las necesidades con las disponibilidades permitirá establecer sobrecargas o subcargas y las
medidas correctoras, así como modificar el plan de materiales hasta que sea factible .
Para finalizar con la planificación de la capacidad será necesario aplicar las técnicas de carga
finita o de carga infinita.
Para obtener un mayor detalle se emplearían estas técnicas, que actúan en el corto plazo (de
varios días a semanas) y se solapan con la gestión de talleres. Realmente, lo que consiguen en
ambos casos es programar operaciones, lo que ocurre es que en las técnicas de carga infinita
se planifican simultáneamente a la capacidad.
Las de carga finita, aunque parten del plan de materiales, deben ser consideradas como
técnicas de programación de operaciones más que como técnicas de planificación de
capacidad, ya que constituyen en mayor medida un método para programar órdenes de trabajo
que se van asignando a diferentes unidades productivas, por orden de prioridad y por período
de tiempo, hasta que la capacidad disponible se quede cubierta, independientemente de que
se cumpla el plan de pedidos .
21
GESTIÓN DE
Las técnicas de carga infinita también están enfocadas hacia la programación de operaciones,
pero en realidad actúan con capacidad flexible. Programan las operaciones en los centros de
trabajo con el objeto de cumplir fechas de entrega del plan de materiales, previamente validado
en términos de capacidad por crp. Por lo tanto, estas técnicas actúan con capacidad flexible y
no infinita.
Teniendo en cuenta las prioridades existentes, se establecerán los momentos en que han de
entrar o salir de los centros de trabajo, para los que se ha determinado la capacidad
previamente. Esto se expresa de forma gráfica mediante la lista de expedición o del gráfico de
Gantt.
Tal como hemos señalado, este nivel de detalle corresponde más a una programación que a
una planificación propiamente dicha de capacidad, por ese motivo, y dadas las limitaciones del
presente curso, esta última etapa no será desarrollada en éste.
2.7.2.
La determinación de las necesidades de capacidad
Todas las técnicas de planificación de la capacidad mencionadas emplean un tiempo de carga
unitario. Al multiplicar dicho tiempo por el número de unidades de artículos que se quiere
conseguir se obtiene la carga generada para la ejecución del lote en cuestión.
Su valor resulta clave en la determinación de los tiempos de suministro, pero no es fácil
de calcular, especialmente en distribuciones productivas por proceso, pues ese lote puede
requerir diferentes operaciones en distintos centros de trabajo.
Por ello, para determinar la carga generada por el lote en cuestión en cada uno de ellos, habrá
que considerar cuáles son las operaciones que es necesario realizar y en qué centros de
trabajo se llevarán a cabo.
Con las rutas y los datos sobre el tiempo de ejecución y preparación de una operación se
define este tiempo de carga unitario de cada operación en los distintos centros de trabajo.
Con este dato se calcula el tiempo de carga de cada artículo en cada centro de trabajo, y al
tener en cuenta el tamaño del lote de pedido, también se puede calcular la carga provocada
por dichos artículos.
2.8.
Gestión de la capacidad
Existen distintas alternativas para adecuar la capacidad disponible y la necesaria a corto y
medio plazo. La decisión de adoptar unas u otras es lo que se entiende por gestión de la
capacidad.
Entre las alternativas posibles podemos mencionar:
La contratación o despidos en épocas de alta demanda.
La programación de las vacaciones, haciéndolas coincidir con épocas de menor demanda.
La realización de horas extra o el mantenimiento de tiempos ociosos en determinados
períodos, aunque no sea siempre aconsejable.
La movilidad de la plantilla, con personal más flexible y no tan especializado.
22
GESTIÓN O
La utilización de rutas alternativas.
La subcontratación.
Las variaciones del volumen del inventario.
El reajuste del tamaño de los lotes de pedido.
A la hora de optar por alguna de las distintas alternativas, existen una serie de factores que hay
que tener en cuenta y que dependerán de las circunstancias concretas que se presenten en
cada caso como, por ejemplo, las políticas empresariales, los factores del entorno, etc.
El horizonte temporal de la planificación de la capacidad, es decir, su diseño, dependerá de las
necesidades de información que precise la empresa, y se centrará en una u otra etapa en
función de sus circunstancias particulares.
Las técnicas que se van a emplear vendrán condicionadas por un adecuado análisis de costes
y beneficios, teniendo en cuenté! que a mayor precisión. mayor coste.
Normalmente, se hace coincidir la distribución en períodos de los planes de capacidad con los
de producción, aunque no siempre tiene que ser así, ya que a veces existirán importantes
cambios futuros que harán que las decisiones se ajusten a un período menor para llevarlas a
cabo.
Otro aspecto es la flexibilidad de la capacidad de las unidades productivas que hay que
planificar y controlar. En empresas con procesos caracterizados por la utilización intensiva de
equipos de capacidad poco flexible, el uso y el aprovechamiento se vuelve vital y los aumentos
requieren mucl10 tiempo e implican un incremento del coste.
Por otra parte, los procesos dominados por la utilización intensiva de mano de obra tienen una
capacidad más flexible y las medidas de aumento necesitan menos tiempo de implementación
y menos costes.
La complejidad de los procesos, la variedad y cantidad de artículos y las rutas han de tenerse
en cuenta a la hora de gestionar la capacidad .
Por otra parte, equilibrar la capacidad y la carga se hace más difícil al disminuir el grado de
fiabilidad de las previsiones y al aumentar la desagregación , siendo especialmente relevante en
empresas que trabajan sobre pedido.
Las variaciones en el mix causan desajustes frecuentes y poco previsibles en la capacidad a
corto plazo que se intentan paliar con medidas transitorias como las anteriormente
mencionadas. En estos casos, el diseño del sistema debe ser flexible.
Hay que señalar que el control de los tiempos de suministro y de la capacidad disponible del
sistema se hace imprescindible en las replanificaciones.
Por último, no está de más indicar que la planificación y el control de la capacidad no es un
problema exclusivo del sistema de operaciones. Al igual que no lo es la planificación de la
producción, sino que es una actividad que condiciona y se ve condicionada por otras áreas
funcionales de la empresa.
Esto ha de ser tenido en cuenta al diseñar el sistema. No es lo mismo una empresa que
suministra a otras que una empresa que produce bienes de consumo. En las primeras, un
desajuste de capacidad que produzca un retraso en las entregas puede llevar a parar las
producciones de sus clientes, mientras que en la empresa que produce bienes de consumo
23
GESTIÓN
probablemente sólo cree una insatisfacción individual al no poder disfrutar el bien cuando
estaba previsto.
Por ello, aunque cualquiera de los dos casos no resulte deseable, es peor el primero que se ha
descrito, pues se requiere mayor exactitud y cuidado en la planificación y control de la
capacidad.
2.9.
El proceso de planificación de la capacidad
Cuando una empresa decide, estratégicamente, fabricar un nuevo producto o atender a un
mayor número de clientes con los productos que ya fabrica, es necesario incrementar su
capacidad. Del mismo modo, en épocas de crisis, es posible que tenga que disminuirla.
La decisión de incrementar la capacidad implica la realización de fuertes inversiones de capital,
y este proceso de inversión tiene repercusiones.
El objetivo de la capacidad es satisfacer de manera eficiente y oportuna la cantidad requerida
por el mercado.
Las etapas de la planificación, tal como señalan Monllor y Peláez (2002) , son las siguientes:
1. Previsión de la demanda.
2. Cálculo de la capacidad del sector.
3. Cálculo de la capacidad interna.
4. Determinación de las alternativas existentes.
5. Decisión y ejecución.
El objetivo final consiste en responder a las preguntas: ¿cuánta capacidad industrial adicional
·
debe proporcionarse?, y ¿cuándo ha de proporcionarse?
La preparación del trabajo, o lo que es lo mismo, cómo se secuenciarán las operaciones para
cada orden de artículos que hay que fabricar, depende de si fabricamos artículos estándar, en
cuyo caso no necesita repetirse cada vez; o si se realiza sobre pedido, en cuyo caso se
constituye como una labor imprescindible.
Esta preparación se realiza antes de la programación, en función de técnicas de métodos y
tiempos basadas en cronometrajes y subdivisión de tareas para el análisis de los microtiempos.
Como hemos visto en la unidad didáctica anterior, al diseñar el plan de producción de ciertos
procesos, una de las políticas que se seguía era la de nivelar con capacidad; bien con horas
extraordinarias, con recursos (personal) o recurriendo a subcontrataciones externas.
Sin tener en cuenta los inventarios como niveladores, los stocks de seguridad y, en general,
todo lo relativo a la gestión de existencias, podemos decir que la gestión de la capacidad se
limitaría al estudio de las producciones, subdivididas entre regulares (en horario laboral) y
extras (fuera de éste), como ya hemos visto al trazar el plan maestro de producción.
Esas unidades requieren el uso de ciertos recursos: materiales (que ya tratamos
anteriormente), personas y máquinas. Su gestión será lo que constituirá la llamada gestión de
la capacidad.
24
GESTIÓN D
Una vez determinadas todas las máquinas y el personal disponible, para gestionar la capacidad
de la unidad productiva hay que detectar los cuellos de botella, y en el caso de las
operaciones se consumirán más recursos, es decir, personas, máquinas y tiempos.
Esto constituye la teoría de restricciones (Toe), cuyo desarrollo es la base del libro La Meta
de Goldratt (1993).
Si aplicamos la teoría de restricciones, por ejemplo, a la maquinaria tomada como recurso, este
estudio podemos realizarlo utilizando una tabla como la que describimos a continuación. En
ella, cada input representa una máquina con una capacidad de producción demostrada, los
output, que son las unidades fabricadas y el porcentaje de ocupación como cociente entre las
unidades producidas por cada input entre los output totales , es decir, la fabricación total de ese
producto en cuestión.
lnputs (recursqs)
2
1
1
2
Capacidad
350
500
230
500
Outputs
700
500
230
1000
Porcentaje de ocupación
28 %
20 %
9%
41 %
2430
La ocupación del proceso es la producción del cuello de botella entre la producción máxima del
recurso aislado.
Una vez determinado el cuello de botella para ese proceso, la inversión en aumento de la
capacidad del cuello de botella siempre es capaz de generar producción adicional y, por tanto,
puede ser rentabilizada por la venta de ésta. Sin embargo, la inversión en un recurso que no es
cuello de botella sólo puede ser rentabilizada si produce reducciones de coste para la misma
producción.
Anteriormente hemos visto que una de las limitaciones de los MRP en lo referente a la
planificación de la producción es que no tiene en cuenta la disponibilidad de los recursos
necesaria para llevar a cabo las órdenes de producción sugeridas. Por eso, en ocasiones
aparecen órdenes de producción que no se pueden realizar, lo que lleva a cuestionar la
eficacia de los resultados de la planificación.
Así que, una vez establecido el qué, cuánto (en qué cantidad) y el cuándo (en qué momento)
deben producirse y comprarse los materiales; entonces se presenta el problema de gestionar la
capacidad productiva disponible para realizar los planes de producción sugeridos por el MRP
De esto se ocupan los sistemas MRP 11 (Manufacturing Resources Planning), aparecidos en los
años ochenta. Es por esto que en ocasiones a estos MRP se les denomina de capacidad finita,
en contraposición a los sistemas MRP originales, considerados con capacidad infinita.
Partiendo de la estructura anteriormente definida de un MRP, la estructura simplificada de un
se refleja en el esquema siguiente, donde se puede apreciar que la planificación de las
órdenes de producción incluye la planificación de las necesidades de capacidad.
MRP 11
25
GEST ÓN O
Plan maestro de
producción
Estructuras de
productos
-Listas de materiales-
Planificación de las
necesidades materiales
MRP
Bases de datos de
inventarios
-Control de inventarios-
a:
o:::
:E
2
:::>
Rutas
Centros de
trabajo
Procesos
Planificación de
necesidades de
capacidad
w
e
.:::>
~
t-
u
:::>
o:::
t-
Producción
Compras
UJ
w
Control de producción y
compras
Contrastar el plan de producción con la capacidad existente es posible gracias a la introducción
de un módulo de centros de trabajo en el que se define la disponibilidad de los recursos del
sistema.
El consumo esperado de recursos se determina mediante la introducción de las órdenes de
fabricación planificadas, sobre rutas donde se establece qué centros de trabajo y qué
intensidad de uso (carga) se requiere para cada artículo de fabricación.
El contraste entre la capacidad disponible para cada centro de trabajo y la carga resultante del
conjunto de órdenes de fabricación planificadas en un horizonte temporal determinado, nos
puede aconsejar tomar medidas correctoras respecto a la forma de llevar a cabo las órdenes
de producción planificadas, lo que puede acarrear decisiones que impliquen la modificación de
la capacidad proyectada para los diferentes centros de trabajo, como el cambio de rutas, el
cambio de fechas de órdenes de producción o, incluso, las subcontrataciones.
La técnica MRP 11 amplía con el término de capacidad sus funcionalidades , su desarrollo
excede los objetivos que persigue el presente curso, sin embargo, hemos considerado
interesante hacer una breve introducción, marcando el camino que se debe seguir en el caso
de que se quiera profundizar en la dirección de operaciones.
2.10. El control de la actividad de planta
Hasta ahora hemos hablado del término capacidad y de que su medida se realiza en términos
de unidades y tiempo. Sin embargo, aún no hemos hecho referencia al cómo se obtienen esos
tiempos en la práctica.
Este será el objetivo del estudio del siguiente apartado final con el que daremos por confluida la
presente unidad didáctica .
26
GESTIÓN O
2.10.1. Funciones del control de planta
El análisis y critica de las operaciones hay que realizarlos controlando los siguientes puntos:
Proceso: es necesario saber si se ha conseguido el objetivo del proceso o no y,
dependiendo de la respuesta, por qué. También debemos valorar si es mejorable de alguna
manera.
Operaciones: se debe averiguar si la secuencia de operaciones es la mejor o si se pueden
combinar operaciones para simplificar o suprimir alguna de ellas
Producto: es necesario saber si se puede diseñar el producto de otra manera cumpliendo
sus objetivos (análisis de valor), simplificando el proceso, o si se pueden utilizar
componentes normalizados.
Materiales: hay que comprobar si los proveedores entregan los materiales en las
condiciones adecuadas (plazos, calidades y cantidades) y si son aprovechados al máximo,
reduciendo ;:il mínimo los sobrantes o reciclándolos.
Máquinas: es necesario conocer si son adecuados y rápidos los procedimientos de
preparación y si se pueden reducir la cantidad y duración de los ajustes.
Herramientas: se debe comprobar si están normalizadas, y si son polivalentes o
especiales .
Condiciones de trabajo: es importante comprobar si las condiciones ambientales y los
medios de seguridad son los adecuados.
Transporte interno: hay que averiguar si se puede reducir el número de transportes con
una adecuada disposición de máquinas, combinando operaciones, o si se pueden utilizar
gravedad o algún tipo de contenedor móvil que los dote de más velocidad .
Pero, antes de continuar, es necesario definir lo que se denomina plazo de ejecución o /ead
time. Es el tiempo necesario para realizar una o varias operaciones, y habitualmente se
relaciona con el tiempo que transcurre desde que se recibe el pedido hasta que el articulo está
disponible para su uso.
Cuando nos referimos a una operación, el tiempo de producción se descompone a su vez
en otros tiempos:
Tiempo de espera: intervalo de tiempo hasta que no comienza la operación .
Tiempo de preparación/inspección: tiempo que se necesita para disponer de los
recursos adecuados para efectuar la operación. Generalmente este tiempo se requiere en
la primera vez que se procesa el producto, el primer lote, o cuando cambia el tipo de
producto.
Tiempo de operación: es el tiempo consumido por los recursos al efectuar la operación.
Tiempo de transferencia: es el necesario para transportar a la siguiente operación una
cantidad de producto que ya ha sido sometido a la primera.
De todos los tiempos mencionados, sólo el de operación proporciona valor añadido al producto,
los demás son un gasto, por lo que tienen que eliminarse o limitarse.
27
GESTIÓN D
Para ello se utilizarán los cursogramas, que son hojas donde se refleja el diagrama de flujo de
los distintos procesos, a través del desglose de funciones y de la asignación de tiempos a cada
una de ellas.
De esta forma distinguimos las operaciones, las acciones que comprenden y los tiempos
asignados, medidos y corregidos con coeficientes de corrección a cada una de ellas. Así,
podemos identificarlos y, en su caso, modificar los procesos para reducir los distintos tiempos
asignados.
Esto nos permitirá, posteriormente, con base en dichos tiempos de producción y contando con
una serie de recursos, planificar la capacidad productiva de las plantas.
2.10.2. Informaciones necesarias para operar
Las técnicas encaminadas a racionalizar la mano de obra, es decir, los métodos de trabajo,
requieren un conocimiento práctico de las operaciones. La adquisición del conocimiento teórico
está limitada. Sin embargo, podemos abordarlo mediante la explicación de los distintos gráficos
de descomposición del conjunto de operaciones en tareas más sencillas.
Aplicar los adelantos de la tecnología a los procesos mejora la productividad. También es cierto
que, a un mismo nivel tecnológico, las empresas que realizan estudios de racionalización de
las operaciones obtienen mejores resultados que aquéllas que no los aplican.
Los estudios de racionalización van encaminados, por una parte, a mejorar las operaciones
mediante un estudio previo de los métodos de trabajo , eliminando aquéllas que no
proporcionan valor añadido al producto. Pero, por otro lado, permiten optimizar las operaciones
que sí lo añaden . Esto se realiza con un estudio de tiempos.
Los métodos y tiempos son técnicas encaminadas a conseguir la simplificación y
racionalización del trabajo con el fin de utilizar los recursos productivos con la mayor eficiencia
posible.
Sin embargo, el empleo de esta técnica no es adecuado para todas las labores realizadas en la
empresa.
Existen trabajos donde los perjuicios ocasionados superan los beneficios obtenidos al utilizar
esta técnica, por ejemplo, los trabajos creativos, los correspondientes al personal indirecto, y
los que entrañan riesgo y fatiga .
La aplicación de esta técnica persigue distintos objetivos, entre ellos:
Conocer mejor el desarrollo de las tareas, lo que permitirá una asignación más eficientes
de los recursos a las operaciones.
Aumentar la satisfacción de los recursos humanos, a través de la asignación de tareas
a las capacidades de cada operario.
Mejorar la calidad, ya que de las distintas formas de realizar una determinada tarea
conviene saber cuáles son las que aumentan la calidad del producto.
Poder conseguir un conocimiento exacto de los costes de mano de obra
correspondientes a cada tarea.
28
GESTIÓN D
Adquirir mayor seguridad en el trabajo, conocer los riesgos inherentes a la realización
de las operaciones permite establecer las pautas para primero detectarlos y luego
eliminarlos.
Un método de trabajo es el estudio de los recursos productivos para que en su utilización se
sigan procedimientos óptimos.
El estudio de los métodos de producción requiere de una persona conocedora de las
operaciones sometidas a estudio, un seguimiento y registro de las operaciones y un
análisis y crítica de lo registrado, para poder mejorar las operaciones del método.
En principio, el operario es el que mejor conoce los problemas de una tarea, ya que la ha
repetido muchas veces, y por ello resulta fundamental conseguir su colaboración. El registro se
puede realizar siguiendo distintos métodos que veremos posteriormente.
La otra cara de los métodos de trabajo son los tiempos. Se pueden definir como las técnicas
aplicadas para conocer la duración de una determinada tarea, realizada por un operario
cualificado y siguiendo las pautas de actuación preestablecidas.
Por lo que:
La tarea que hay que medir debe haber sido mejorada previamente siguiendo un estudio de
métodos .
La tarea debe estar predefinida y debe ser conocida por el operario a medir.
El operario ha de estar cualificado para desempeñar dicha tarea.
El control de tiempos se hace imprescindible debido a que:
Debemos conocer los tiempos para imputar a los costes de cada uno de los productos en
mano de obra, consumibles y maquinaria.
También necesitamos conocer el rendimiento de la mano de obra y poder, en los casos que
corresponda, pagar incentivos.
Tenemos que poder planificar el trabajo en los distintos centros de producción y valorar por
comparación los distintos métodos.
2.10.3. Operativa del control de planta
En cuanto a los tipos de mediciones de tiempos, es importante decir que existen varias
formas de recoger y calcular los tiempos de duración de las distintas tareas.
Las más importantes son:
Medición directa de los tiempos de ejecución:
Consiste en anotar la duración real de la tarea con un cronometrador presente durante todo
el tiempo de ejecución de ésta.
En esta técnica se emplea como elemento fundamental el cronómetro . Hay dos maneras de
manejarlo :
29
GESTIÓN D
Con reposición a cero: el cronómetro retorna a cero cada vez que se completa la
medición de la tarea. Se emplea para tareas de duraciones largas donde el tiempo
perdido en la bperación de vuelta a cero es despreciable en comparación con el tiempo
total de la tarea.
Con acumulación: a diferencia de la modalidad anterior, se emplea en tareas cortas en
las que los errores cometidos al retornar la aguja a cero son importantes
comparándolos con la duración de la tarea. En estos casos, el tiempo de la tarea es un
valor medio de todas las medidas tomadas.
Hay que matizar que el operario que cronometra ha de ser un trabajador adiestrado, ya que
las medidas tomadas se referirán a un individuo y será necesario establecer unos tiempos
aplicables a un operario considerado «normal», que es el prototipo general para ese puesto
de trabajo, tanto en cuanto a la capacidad física como en cuanto al adiestramiento.
El tiempo cronometrado se considera el tiempo normal. Para calcularlo necesitamos
«medir» previamente la capacidad y el adiestramiento del individuo. Esta tarea no es
sencilla, pues no se puede establecer objetivamente el baremo de medida de actitudes de
los operarios.
Esta medición se hace de acuerdo con una magnitud denominada actividad, desempeño
o ritmo, que trata de puntuar la velocidad con que se ejecuta un trabajo.
La relación matemática entre el tiempo de ejecución de la tarea y su velocidad , desempeño
o actividad es:
Al
X
T1 = A2
X
T2
Esta es una relación lógica si consideramos que, al aumentar la velocidad, se disminuye el
tiempo de ejecución, de manera que si una tarea de duración T1, hecha para una actividad
A1 se completa, ese mismo trabajo realizado para una actividad A2 se completará en un
tiempo T2.
Para la medición de la actividad se emplean diversas escalas, algunas de ellas dependen
de los países. En España se adjudican los siguientes valores a los distintos tipos de
actividad según sea normal, nula u óptima:
Actividad «normal» : la puntuación de 1OO.
Actividad «nula»: puntuación O.
Actividad «óptima»: realizada sin fatiga, puntuación de 140.
La medición de trabajos efectuados por personas no proporciona resultados exactos, sino
que, además, la velocidad de ejecución y duración están sujetas a otras circunstancias.
Esto motiva que la medida de tiempos necesite bases estadísticas.
Resultan necesarias muchas mediciones para calcular posteriormente el valor medio y
tomar éste como resultado real de la duración de la tarea .
El objetivo que se persigue es conocer el tiempo que una persona normal tardaría en
ejecutar una tarea.
30
Ejemplo
Un cronometrador ha medido la duración de una tarea, tomando tiempos en diecisiete ocasiones.
Los resultados de duración en minutos y ejecución son los que se muestran en la tabla siguiente:
4
5
N.0 de toma 1
2
3
6
7
8
9 10 11 12 13 14 15 16 17
Actividad 105 110 110 95 100 100 105 95 110 95 100 90 100 105 105 100 115
31 27 25 31 28 29 31 29 26 30 28 33 31 29 29 30 27
Tiempo
Agrupamos los datos anteriores por actividades. Esta agrupación corresponde a una
interpretación de la dispersión de los resultados, es decir, si los resultados se hallan
reunidos alrededor de un valor central dibujando un perfil de campana de Gauss invertida,
será útil disponerlos así para confirmar que las medidas son coherentes y obedecen a un
procedimiento adecuado del cronometrador. Si ocurriera que las medidas estuviesen muy
dispersas, habría que cuestionarse si la manera en la que han sido tomadas es la correcta.
Puede que el error se encuentre en que el cronometrador no ha sabido concretar el
principio y ei finai de ia tarea o calificar adecuadamente la actividad. En ese case es
necesario repetir las mediciones o buscar otro cronometrador con mayor experiencia en los
trabajos que se están midiendo.
Actividades
SUMA
S a A100
Total
90
95
100
105
110
115
33
29
30
31
28
29
28
31
30
31
31
29
29
27
25
26
27
33
90
146
120
78
27
29,70 85,50 146,00 126,00 85,80 31 ,05
l 29,65 I
A partir de los datos agrupados debemos sumar los tiempos por actividades, lo que se
refleja en la penúltima fila de la tabla anterior.
Luego trasladamos esas sumas de tiempos, calculadas para distintas actividades, a la
actividad «normal» o de puntuación 1OO. Parn ello aplicamos la fórmula de multiplicar el
tiempo total de cada actividad por dicha actividad y dividirlo por la actividad de puntuación
1OO. Los resultados son los que se reflejan en la última fila.
El último paso es calcular el valor medio de estas sumas, que consecuentemente es la
adición de todas ellas divididas por el número de mediciones, en este caso 17. El resultado
es 29,65 minutos.
Este no es el tiempo que debe considerarse como ejecutable por toda persona ya que,
además, hay que tener en cuenta las condiciones que rodean al desarrollo del trabajo:
circunstancias ambientales (ruido, temperatura, humedad, iluminación, etc.) , circunstancias
del trabajador (repetitividad, necesidades fisiológicas, cargas excesivas, sexo, etc.),
circunstancias de la tarea (trabajos peligrosos, esperas en trabajos limitados por máquinas,
etc.), etc. Esas circunstancias se tienen en cuenta añadiendo los suplementos, que son
correctores para modificar las medidas, normalmente mediante su incremento.
Si, por ejemplo, aplicamos suplementos al ejemplo anterior de un 8 % por ruido elevado, un
4 % por necesidades fisiológicas, el tiempo de ejecución anterior de 29,65 se modifica con
la siguiente fórmula:
31
GESTIÓN O
Tiempo real
= Tiempo normal x (1 +suplementos)
= 29,65
X
(1 + 0,12)
=
33,2
En la obtención de estos datos hemos efectuado diecisiete mediciones. Si aumentamos el
número de mediciones obtendremos un valor más próximo a la realidad. Pero, ¿cuántas
medidas hay que realizar para aproximarnos a la realidad? Eso es lo que se conoce como
el tamaño de muestra necesaria y se calcula con la siguiente fórmula :
Donde:
N es el número de muestras que hay que tomar.
n es la muestra inicial.
T se corresponde con los valores medidos de la muestra inicial.
E es el intervalo en el que queremos que se encuentre la realidad.
Si adoptamos un 5 % de margen de error y lo aplicamos al ejemplo anterior obtenemos el
siguiente resultado:
j N = 4*(17*14424-(494)2)/0.052*(494)2=7,68=8
Lo que indica es que en este caso hubiesen bastado ocho medidas para afirmar que la
verdadera medida del tiempo del trabajador al que hemos hecho el control se encuentra en
el intervalo 29,65+1,482, donde 29,65 es la media de los tiempos normales con
suplementos y el 5 % de 29,65 es 1,482.
En consecuencia, este intervalo varía entre 28, 158 y 31, 122. La realidad del tiempo de
ejecución se encuentra en este intervalo con un 95 % de acierto.
Medición estadística:
En este tipo de medición no es necesaria la presencia continuada del cronometrador, sino
que es suficiente con tomar una muestra de la duración y estimar a través de técnicas
estadísticas la duración de la tarea.
Como hemos comentado anteriormente, las técnicas de muestreo estadístico permiten
conocer cuál es la duración de un trabajo a través de las mediciones puntuales de esa
tarea.
El primer paso que hay que dar para llevar a la práctica este método es seleccionar la
muestra de la manera más aleatoria posible. Una manera es dividir el horario de trabajo en
minutos. Por ejemplo, si es de 8:00 a 17:00, tiene un total de nueve horas que supone
quinientos cuarenta minutos. Posteriormente se elige un grupo de números aleatorios (de
cualquier tabla de números aleatorios), tantos como medidas se quieran hacer.
32
GESTIÓN D
Los números aleatorios se encuentran entre O y 1. Todos estos números tienen la misma
probabilidad.
A la hora de escoger, se toma un grupo de ellos seguidos , uno más que las medidas que se
quieran realizar:
Si , por ejemplo, el número de medidas que queremos realizar es dos, cogemos tres
nú meros aleatorios . Por ejemplo los tres prim eros de una fila (0,41795264, 0,33798304
y 0,64484914) .
Recortamos esos números a sus dos primeras cifras, 0,41; 0,33; 0,64.
Los sumamos 0,41 +0,33+0,64=1,38
Acumulamos 0,41; 0,74 ; 1,38
Hallamos el porcentaje sobre la suma 0,41/1 ,38=0 ,297
O, 74/1 ,38=0,536
1,38/1,38=1
Por lo tanto , la primera medición hay que hacerla en el minuto 540*0,297=160 contado
desde las 08:00 horas. La segunda medida en el minuto 540*0,536=289 contado desde las
08:00. Si alguna medida tocara en la hora de mediodía dedicada a la comida no se
considera y se continúa el cálculo. El mismo sistema podría extenderse a un mayor número
de medidas .
El siguiente paso en la toma de muestras consiste en anotar si el operario al que se
controla está trabajando o no y la actividad desarrollada en ese momento.
Ejemplo
Aplicación del método estadístico para conocer la duración de una operación.
Programamos 60 tomas distribuidas en una semana . Una vez concluidas éstas, los
resultados han sido los siguientes:
La cantidad de veces que el operario estaba dedicado a esa tarea fueron 55, y en 15
ocasiones realizaba otros trabajos.
El tiempo total de ejecución fue de 57 horas. En cuanto a las actividades, los resultados
han sido los siguientes :
Día
1
2
3
4
5
Total
Cantidad
12
12
12
12
12
60
o
85
90
95
100
3
3
4
3
2
15
2
1
2
2
1
3
4
1
3
5
3
11
4
2
14
5
1
1
5
105 110
2
2
3
7
14
La proporción de horas trabajadas es= 45/60 = 0,75 .
La duración de la tarea= Tiempo total de duración*0 ,75 = 57*0,75 = 42,75.
33
2
1
3
GESTIÓN D
La actividad desarrollada en ese tiempo ha de ser el valor medio de las actividades
=15*0+5*85+5*90+11*95+14*100+7*105+3*110/60=73,08 .
Por lo tanto, el tiempo normal de ejecución de ese trabajo será el tiempo *actividad/
actividad normal 42.74*73,08/100=31,24 horas.
Derivados de los dos métodos anteriores tenemos la aplicación de los valores tabulados.
Este método consiste en aplicar valores contenidos en tablas referidos a la duración de ciertos
trabajos elementales. Si el trabajo estudiado se compone de una sucesión de tareas
elementales, sumando los tiempos requeridos para cumplimentar cada una de ellas
obtendremos el tiempo total.
Una variedad del método anterior es la que consiste en aplicar otras partes del proceso valores
previamente cronometrados. Se emplea cuando las tareas cuya duración queremos conocer no
están tabuladas, por lo que se requiere un procedimiento previo de estudio mediante cualquiera
de los métodos anteriores para ser aplicado en otras unidades productivas.
Todos los métodos presentan ventajas e inconvenientes:
Los métodos que impliquen medición directa requieren la presencia física del
cronometrador, lo que influye en el comportamiento del trabajador cronometrado, que
puede ralentizar su ritmo para que los datos tomados indiquen luego un tiempo holgado.
Sin embargo, y obviado esto, la ventaja del método radica en su precisión, ya que los
resultados de las medidas, al ser directas, están obtenidos tal y como ocurren en la
realidad .
Los métodos estadísticos no requieren la presencia continuada del cronometrador, por lo
que no influyen en el comportamiento del operario ni causan malestar en la plantilla, pero
son más imprecisos, ya que la técnica de muestreo está sujeta a errores.
Por lo tanto, estos métodos se utilizan en trabajos en los que las medidas directas no son
de fácil aplicación, o no son posibles, como sucede en los trabajos indirectos.
Los métodos de aplicación de valores tabulados no requieren la presencia del controlador
en ningún momento, por lo que claramente se puede descartar el sesgo introducido por el
operario. Por el contrario, tienen el inconveniente de que, para llevarse a término, se
necesita que las tareas se ajusten al método de trabajo con el que fueron tabuladas las
mediciones, lo que supone que hay que enseñar al operario a trabajar según el método.
Los métodos de aplicación de valores tabulados tienen las ventajas e inconvenientes de los
anteriormente citados, puesto que derivan de ellos (estructurales o directos).
En un principio, al planificar las capacidades se necesita determinar la cantidad de máquinas
que pueden ser controladas por un solo trabajador.
Hay que tener un cuenta que la manipulación de las máquinas por parte de un operario puede
ser realizada de forma síncrona, es decir, el trabajador atiende sucesivamente y con la misma
cadencia a cada una de las máquinas.
El número de máquinas que puede atender un operario en condiciones síncronas viene dado
por la siguiente fórmula:
34
GESTIÓN D
(N x Taop) + m
Taop + Tpop
Donde:
N es el número de máquinas asignables a un operario.
Taop es el tiempo de atención del operario por máquina.
Tpop es el tiempo que necesita el operario para ir de una máquina a otra.
m es el tiempo de operación de la máquina.
2.10.4. Técnicas de control de planta
Respecto al registro y seguimiento de las operaciones, existen varias maneras de llevar estos
procesos a cabo:
Diagrama de recorrido de actividades:
Este tipo de diagrama se efectúa sobre un plano en el que se sitúan las máquinas a escala
y se traza la línea que seguirá el producto determinando la secuencia de sus operaciones.
Este diagrama se complementa con el de flujo y va a permitir, al visualizarlo, una mejora en
la distribución en planta (/ay-out) puesto que ahorra distancias y, por tanto , tiempos,
comparando el método anterior con el mejorado.
Diagrama de operaciones:
El diagrama de operaciones es empleado para mostrar las secuencias cronológicas de las
operaciones y las inspecciones, representadas por un círculo y un cuadrado
respectivamente. Este recurso ayuda a la comprensión del proceso y, por tanto, a su
simplificación .
En estos diagramas se deben incluir todos los productos necesarios y las operaciones son
numeradas para conocer el orden en que se tiene que realizar. Es normal situar al lado de
cada uno de estos símbolos los tiempos necesarios para realizar la tarea a la que hacen
referencia .
Las distintas líneas colaterales se unen con la principal en aquel punto donde se incorporan
al producto fundamental.
35
GESTIÓN D
Inspección
Movimiento
Proceso u
operación
Demora
Almacén
Diagrama de flujo:
Los diagramas de flujo de proceso son más detallados que los anteriores, e indican todos
los movimientos de los materiales.
Se emplean para eliminar los tiempos improductivos, las esperas y los transportes con sus
costes asociados, como ya hemos mencionado con anterioridad.
Para elaborar este tipo de diagrama se requiere conocer:
Los tipos de operaciones.
La distribución del equipo en la nave.
Los tiempos de transporte y almacenamiento.
Los símbolos utilizados, además de los empleados en los diagramas de operaciones, son:
El círculo para las operaciones.
El cuadrado para las inspecciones.
El triángulo para el almacenamiento.
La flecha para el transporte.
Un cuadrado sin un lado, complementado con un semicírculo para las esperas.
36
GESTIÓN D
Chapa
Tablero
lnspeccíón de tableros y chapas
Almacén de tableros y chapas
Corte de
tableros
Corte y preparación de
chapa
Encolado
Prensado
Chapado de cantos
.· Taladrado
Lijado de caras
. Eliminación del polvo
Barnizado
y secado
·- ;_¡' Barnices
. / " Almacén de barnices
Inspección de componentes
Cajones, herr~~ ~
etc.
'
*
Almacén de componentes, cajones,
herrajes, etc.
Montaje
Control de
calidad
Embalado
Almacén de producto final
Fuente: Monllor (2001) , Dfrecc/611 de próducoión
•
.Gráfico PERT:
'
Los diagramas de PERT tienen como objetivo determinar el tiempo de acabado de un
producto, teniendo en cuenta los diversos tiempos obtenidos de aplicar los distintos
métodos a las operaciones intermedias.
37
GESTIÓN D
2.10.5. Información que genera
El ciclo de pródücCi6íí
éste.
de ün -procfücfü
es el liehipo tjüé se taraa en -reaílzar una uniaaa de
En producción, éste resulta un dato interesante, ya que al conocer cuánto debe durar un ciclo
de producción, se puede deducir la productividad de ese proceso.
Para conocer el ciclo de producción es necesario dividirlo en tareas atendiendo a diversos
criterios:
•
En función de su repetición:
Tareas esporádicas, que son las que surgen de manera aleatoria en cualquier ciclo.
Tareas regulares, que son las que se repiten en todos los ciclos de producción .
Pueden, a su vez, clasificarse en periódicas si se repiten cada cierto número de ciclos
fijo . El factor de frecuencia es el inverso del número de ciclos en que se repiten las
tareas.
Por ejemplo, si el número de ciclos que se repite una tarea es 1O, el factor de
frecuencia es 1/1O=O,1.
En función del recurso que las realiza:
Tareas hechas por el hombre, bien sean a máquina parada, es decir las hechas sin
intervención de la maquinaria, o cuando ésta está parada; o bien realizadas con la
máquina en marcha, en caso contrario.
Tareas hechas por la máquina, o lo que es lo mismo, tareas tiempo máquina.
•
En función de su duración:
Tareas constantes, donde la duración es siempre la misma en cualquier ciclo.
Tareas variables, donde la duración varía de un ciclo a otro.
Las tareas que forman parte del ciclo productivo son las realizadas a máquina parada y las
denominadas «tiempo máquina», pero no se incluyen las de máquina en marcha.
Ejemplo
Clasificación de tareas y cálculo del ciclo de producción:
Se quiere analizar la duración de un proceso productivo que consiste en fabricar piezas
cilíndricas.
Las tareas elementales que componen el ciclo son:
1. Recoger 100 piezas del almacén y transportarlas al puesto de trabajo Tnormal d op 12 min.
Suplemento 7 %.
=3 min . Suplemento 5 % .
3. Ajustar la máquina para tornear la pieza . Tn op =2 min. Suplemento 5 %.
2. Colocar la pieza en el banco de trabajo. Tn op
38
GESTIÓN D
4. Colocar la pieza en la máquina. Tn op
=1,5 min . Suplemento 4 %.
5. Conectar la máquina para que haga el trabajo automáticamente. Tn op = 6 min .
6. Verificar las medidas de la pieza hecha anteriormente mientras la máquina hace el trabajo .
Tn op 3,5 min. Suplemento 5 %.
=
7. Quitar la pieza de la máquina y colocarla en el banco. Tn op
=1,5 min . Suplemento 4 %.
8. Retornar las 100 piezas de almacén. Tn op = 12 min. Suplemento 7 %.
9. Revisar la máquina cada 1000 piezas . Tn op = 20 min. Suplem ento 7 %.
Si clasificamos las tareas nos encontramos con los siguientes grupos:
Periódicas: 1, 2, 8, y 9. 2 y 8 se repiten cada 100 ciclos (cada 100 piezas) , por lo que el
factor de frecuencia es 1/100, mientras que la 9 se repite cada 1000 piezas, por lo que su
facto¡ de fíecuencia es 1/1000.
Regulares: 3, 4, 5,6 , y 7, se repiten en todas las piezas que se quieren producir.
Tareas con máquina parada : 1, 2, 3, 4, 6, 7, 8 y 9.
Tareas con máquina en marcha: 9.
La tarea 5 está hecha sólo por la máquina, por lo que es una tarea denominada «tiempo
máquina ».
En el ciclo de producción no entra la tarea 6 por estar realizada con la máquina en marcha . Por
otra parte, las tareas 1, 2 y 8 contribuyen a la duración de la tarea con la centésima parte de su
duración y la tarea 9 con la milésima .
La duración del ciclo se determinaría de la siguiente manera:
Tarea
1
2
3
4
5
6
7
8
9
Tiempo
normal
12
3
2
1,5
Suplemento
7
5
5
Tiempo de
eiecución
12,84
3,15
2, 1
1,5
6
6
3,5
1,5
12
20
3,5
1,5
12
20
39
Factor de
frecuencia
0,01
0,01
1
1
1
1
1
1
0,001
Contribución al
ciclo
0,1284
0,0315
2,1
1,5
Total
26,7799
6
3,5
1,5
12
0,02
GES
Pero, como ya vimos que la tarea 6 se realiza con la máquina en marcha , no entra a formar
parte del ciclo de producción , quedando:
Tarea
1
2
3
4
5
6
7
8
9
Tiempo
normal
12
3
2
1,5
6
3,5
1,5
12
20
Suplemento
7
5
5
Tiempo de
ejecución
12,84
3,15
2,1
1,5
6
3,5
1,5
12
20
Factor de
frecuencia
0,01
0,01
1
1
1
1
1
1
0,001
Total
Contribución al
ciclo
0,1284
0,0315
2, 1
1,5
6
1,5
12
0,02
23,2799
La productividad del proceso será igual a la cantidad de ciclos realizados en un cierto tiempo:
Productividad = 1/ciclo.
En el ejemplo, productividad= 1/23,27 = 0,043 piezas/minuto.
Expresándolo en horas:
Productividad= 0,043 x 60=2,57 piezas a la hora .
Equilibrado de líneas de producción:
Uno de los problemas que aparecen en las líneas de montaje de procesos de flujo continuo
es la asignación del número de recursos necesarios para que todas las estaciones de
trabajo realicen la operación en el mismo tiempo.
La capacidad productiva de la línea queda limitada por la estación de trabajo más ienta.
Ejemplo
Línea de montaje con ocho operaciones.
Cada una emplea los tiempos de operario indicados en la siguiente
tabla:
Operación
Tiempo
1
2
3
4
5
6
7
8
Total
2,5
2,76
5,16
7,68
3,54
2,58
4,96
2,56
31,74
Tiempo d e
espera
5,18
4,92
2,52
4,14
5,1
2,72
5,12
Tiempo total
permitido
7,68
7,68
7,68
7,68
7,68
7,68
7,68
7,68
29,7
61,44
o
40
GESTIÓN O
La columna de tiempo de espera indica que, como consecuencia de la operación más lenta,
el resto deba esperar. Por cada unidad producida, el tiempo de espera es de 29,7 minutos.
La columna de tiempo total permitido es consecuencia de la duración de la más lenta.
La eficiencia o rendimiento de la línea de producción es:
Eficiencia= Tiempo total de operaciones mempo total permitido= 31,74/61,44 = 0,516 =
51,6 %
Si un controlador de tiempos ahorrara 1,68 minutos en la operación más lenta (la cuarta),
de 7,68 minutos pasaríamos a 6, con lo que los resultados habrían sido:
Operación
Tiempo
1
2
2,5
2,76
3
5,16
Tiempo de
esoera
3,5
3,24
0,84
4
5
6
7
8
Total
6
3,54
2,58
4,96
2,56
2,46
3,42
1,04
3,44
30,06
17,94
o
Tiempo total
permitido
6
6
6
6
6
6
6
6
48
La eficiencia o rendimiento de la línea de producción es ahora:
Eficiencia= 30,06/48 = 62,6 %
Es decir, con un esfuerzo relativamente pequeño, se puede mejorar sustancialmente el
rendimiento o eficiencia de la línea.
Consideremos que queremos obtener sobre 350 unidades/día, sobre la base de la jornada
laboral de 8 horas (480 minutos). Esto daría como resultado 350/480 = 0,73 piezas/minuto,
o lo que es lo mismo, 480/350 = 1,37 minutos/pieza.
Tomando como ejemplo la operación 1, un operario emplea 2,5 minutos por pieza, luego,
para hacer una pieza en 1,37 minutos, harán falta 1,8 operarios, es decir 2. Repitiendo el
procedimiento para todas las operaciones obtenemos los siguientes datos :
Operación
1
2
3
4
5
6
7
8
Total
Tiempo
2,5
2,76
5,16
6
3,54
2,58
4,96
2,56
Tiempo ciclo
1,37
Operarios
2
2
4
5
3
2
4
2
24
30,06
41
Realizando ahora las cuentas con los nuevos recursos:
Operación
1
2
3
4
5
6
7
8
Tiempo/operarios
1,25
1,38
1,29
1,2
1¡18
1,29
1,24
1,28
Total piezas
347,826087
La operación 2 es ahora la que limita la capacidad máxima que es posible obtener. Como
se realiza en 1,38minutos/pieza, en 480 minutos se producirán 480/1 ,38 348 piezas.
=
La asignación de carga a talleres:
Si una operación puede ser realizada en distintas máquinas o en diferentes centros de
trabajo, el tiempo necesario para ejecutar la carga laboral variará en relación con el centro
que la lleve a cabo. La asignación de pedidos suele hacerse de forma que el tiempo total
empleado sea el menor posible.
Los tiempos de carga totales de cada pedido en cada centro serán el elemento de
referencia que se deba considerar, con el fin de minimizar la suma.
Esta forma de operar se supone que está asociada a la consecución del menor coste, lo
que implica asumir que el coste por hora extra en cada centro de trabajo es exactamente el
mismo y que el porcentaje de defectos/desperdicios no variará en función del centro. Dado
que los costes de una operación varían , el elemento que serviría de referencia sería el
coste total de cada uno de ellos, siendo el resultado de su suma lo que habría que
minimizar.
Todo esto ha de realizarse , además , bajo la consideración de la existencia de cierta
capacidad disponible en cada centro de trabajo.
Las técnicas empleadas son diversas. En esta unidad didáctica abordaremos la de los
gráficos de carga. Con esta técnica se trata de ir probando las distintas soluciones, viendo
los tiempos o costes que generan y la capacidad que requieren, intentando llegar a una
solución factible con el menor coste o tiempo.
Como éste es el objetivo perseguido, se comenzará asignando cada uno de los trabajos al
centro que menor tiempo o coste requiera par su elaboraci ón . Ésta sería sin duda la
asignación óptima, pero habrá que comprobar si es factible, calculando la carga generada
en cada centro para elaborar los trabajos que se comparará con la disponible de éstos para
el período considerado , determinando las sobrecargas y subcargas, reasignando los
trabajos desde los sobrecargados a los subcargados.
En el gráfico de carga se coloca en el eje de las abscisas el tiempo, y en el de ordenadas
los diferentes centros de trabajo.
Este método tiene el inconveniente de que si los centros de trabajo , operaciones y pedidos
aumentan sólo un poco, este procedimiento se vuelve muy complejo , más aún si los
pedidos pueden partirse y asignarse a varios centros.
42
GESTIÓN D
Además, al ser un método «prueba error», nunca sabremos si alcanzamos el estado
óptimo. A pesar de estos inconvenientes, estos gráficos son ampliamente utilizados dada
su claridad y sencillez al refl ej ar perfectamente la carga asignada o la secuenciación
realizada.
Ejemplo
Tenemos una empresa, con cinco pedidos para un período determinado de tiempo que
pueden ser elaborados en tres centros de trabajo, con tiempos tn y costes de obtención Cn
por unidad de articulo, tal y como figura en la tabla.
Viendo los Ct y los Tt necesarios para desarrollar cada pedido en cada centro de trabajo:
en los pedidos 1 a 4, la mejor instalación desde el punto de vista del coste, coincide con la
mejor desde el punto de vista del tiempo, no ocurriendo lo mismo para el 5.
Como hemos dicho, para la obtención de la solución inicial, se asignará cada pedido al
centro en el que suponga un menor coste total.
Lote
Pedidos Articulo
120
200
1
115
100
2
3
118
100
100
4
120
100
5
102
Capacidad disponible
CT1
C1 t1 Ct1
0,8 0,2 160
1 0,8 100
1,4 1 140
0,8 0,2 80
1 O, 1 100
CT2
Tt C2 t2 Ct2
40
1 0,35 200
80 0,8 0,4 80
100 1,3 0,8 130
20
1
0,3 100
10 1,2 0,4 120
50
70
Tt
70
40
80
30
40
C3
1,5
1,1
1
1,5
0,7
50
Asignando centros por costes mínimos nos quedarían de la siguiente manera:
CT1
1
CT2
2
CT3
3
4
5
25
50
El coste asociado sería 160 + 80 + 100 + 80 + 70
43
75
==
490 u.m .
CT3
t3 Ct3 Tt
0,4 300 80
1,2 110 120
0,5 100 50
0,4 150 40
0,2 70 20
GEST ÓN D
Sin embargo, esta asignación no es factible ya que el pedido 4 rebosa la capacidad del CT1
y el 5 la del CT3 y, por otra parte , en el centro de trabajo 2 hay capacidad ociosa. Es
posible realizar una reasignación moviendo los pedidos entre los centros de trabajo, de
modo que las capacidades queden niveladas y tengan el mínimo coste posible.
La solución obtenida en el diagrama siguiente es la factible de menor coste (540 u.m) ,
siempre que se considere que los trabajos han de asignarse completos a las instalaciones.
CT1
1
5
CT2
2
4
CT3
3
so :
25 ~
•
75
La secuenclaclón: '
La forma de desarrollar la secuenciación dependerá del tipo de configuración de que se
trate, por lo que existen diferentes opciones. Consideraremos la secuenciación teniendo
varias máquinas, y tendremos en cuenta los tiempos muertos que se generan en la
maquinaria como consecuencia de estar esperando sucesivos pedidos, según la
secuenciación elegida, y que condicionan el tiempo total necesario para el procesamiento
de pedidos.
Ejemplo
Supongamos que han de realizarse los pedidos P1 y P2, pasando ambos por CT1 (en
primer lugar) y por CT2 (en segundo lugar) .
Los tiempos de procesamiento son los que recoge la tabla.
CT1
P1
P2
3
5
CT2
3
2
44
GESTIÓN D
Las dos posibles opciones de secuenciación aparecen en los gráficos de carga. En ellos se
aprecia cómo la diferencia de tiempo total de procesamiento se debe al distinto tiempo de
ociosidad de CT2 en cada caso.
CT1
CT2
1
2
1
2
5
CT1
2
10
15
1
CT2
2
5
1
10
15 :
Para el caso de n pedidos y dos máquinas M1 y M2, utilizaremos la regla
que es la más extendida por su sencillez y claridad.
d~
Jonson, ya
El punto de partida es el tiempo de ejecución de cada pedido en cada máquina. Este
método pretende hacer mínimo el tiempo necesario para concluir todos esos pedidos y, por
tanto, el tiempo ocioso de las máquinas. Para ello, se procesan primero los pedidos cuyo
tiempo de ejecución en la máquina M1 es menor que el necesario en la máquina M2,
ejecutando posteriormente los pedidos para los que sucede lo contrario.
El método para determinar la secuenciación consta de diferentes fases que se repetirán
hasta que no exista ningún pedido por secuenciar.
Fase 1:
De entre todos los pedidos, se escoge el que presente el menor tiempo de toda la tabla,
independientemente de si el tiempo pertenece a cualquier máquina (M1 o M2).
En el caso de haber dos o más tiempos iguales se elige cualquiera de ellos.
45
GES IÓN D
•
Fase 2:
Sí el tiempo elegido pertenece a una operación que se va a realizar en la máquina (M1 ),
el pedido seleccionado en el paso anterior debe programarse delante de todos los que
resten.
Por el contrario, si el tiempo fuese de la máquina (M2), el pedido deberá ser
programado detrás de todos los que aún figuren en la tabla por asignar.
Fase 3:
Suprimimos de la lista de pedidos pendientes el seleccionado en los pasos anteriores y
repetimos las dos primeras fases, hasta que se logre una secuencia que los incluya a
todos.
46
GESTIÓN D
CONCLUSIONES
En esta unidad didáctica hemos visto cómo a partir del plan de producción se fijaban unas
necesidades a medio plazo de recursos, tanto de materiales como de otros elementos
productivos (mano de obra y maquinaria). Su gestión deficiente generaba, por una parte, un
coste de mantenimiento o de ruptura (en el caso de la existencia o no de artículos en stock) y,
por otra , la infrautilización de recursos o su encarecimiento .
El estudio del programa maestro de producción dirigió nuestro análisis hacia una etapa de
programación detallada, en cantidades y momentos de tiempo, de los componentes que
integraban los distintos productos, y hacia el estudio de una planificación detallada de la
capacidad requerida por esos productos en cada centro de trabajo.
Para planificar las necesidades de materiales, en el caso de demanda independiente, nos
apoyamos en los métodos clásicos de gestión de stocks (cálculo de lotes para articulas de
demanda discontinua, como alternativa de los métodos EOQ de demanda o consumo
constante basados en ei tarnafío de un lote fijo valorado individualmente para cada articu!o)
donde un punto de partida era la clasificación ABC de productos, que dada la limitación y
enfoque del presente curso no constituían uno de los objetivos de éste.
1
1
Sin embargo, pudimos comprobar que estos métodos se ajustaban perfectamente a las
empresas comerciales donde no existía transformación.
En el caso de demanda dependiente, así como en los casos donde la gestión de los distintos
recursos (materiales y capacidades) había de hacerse de forma coordinada , estos métodos se
convertían en inadecuados y esto sucedía, por ejemplo, en empresas fabricantes en las que la
misma materia prima o el producto semielaborado formaba parte de los distintos productos
terminados.
En este caso , vimos cómo la gestión se realizaba basándose en la técnica MRP, a través de la
cual, partiendo del producto final, se iba desglosando éste en sus numerosos componentes,
dando lugar a distintos niveles hasta llegar a la materia prima, determinándose no sólo los
productos y las cantidades requeridas, sino también el momento en que dichas cantidades eran
requeridas. Por ello se hacía vital el control y ajuste continuo del registro de los Inventarios.
Comprobamos cómo el MRP era en definitiva, una técnica de demanda dependiente que
utilizaba listas de materiales, inventarios, recepciones esperadas y el programa maestro de
producción para determinar necesidades de materiales.
El MRP originario suministraba información para otras áreas de la empresa:
Para los sistemas de planificación de las necesidades materiales.
Para el departamento de compras.
Para el subsistema financiero.
Esta planificación tendría su punto final en estos sistemas de capacidad ilimitada, si no fuese
porque en la realidad estamos limitados por recursos de capacidad limitada.
También estudiamos que las técnicas de planificación d~ la capacidad empleaban un tiempo
de carga unitario, que al multiplicarlo por el número de unidades de artículos que se deseaban
obtener se conseguía la carga generada para la ejecución del lote en cuestión. Su valor
resultaba clave en la determinación de los tiempos de suministro , pero su determinación no era
fácil, especialmente en distribuciones productivas por proceso, pues ese lote podía requerir
diferentes operaciones en los distintos centros de trabajo. Por ello, para determinar la carga
47
GESTIÓN O
generada por el lote en cuestión en cada uno de ellos habría que considerar cuáles son las
operaciones que se deberían realizar y en qué centros.
En esta unidad didáctica vimos cómo con las rutas y los datos sobre el tiempo de ejecución y
preparación de una operación se definía el tiempo de carga unitario de cada operación en los
distintos centros de trabajo. Con este dato se calculaba el tiempo de carga de cada artículo en
cada centro y, al tener en cuenta el tamaño del lote de pedido, la carga provocada por ellos.
Por ese motivo, al incluir la ruta que habían de seguir los distintos productos y la capacidad de
los distintos centros de trabajo, ampliábamos la funcionalidad del sistema, pudiendo así
gestionar los centros de trabajo, y, en caso de que resultara necesario, lanzar órdenes de
producción o compra, lo que constituía una verdadera programación de la producción.
48
GES IÓ
BIBLIOGRAFÍA
AGUIRRE SADABA, A. y J. A. JIMÉNEZ: Fenómenos de congestión en la empresa, Málaga ,
Universidad de Málaga, 1983.
ASKIN, R.G . y C. R. STANDRIGE: Modelling and Analysis of Manufacturing Systems, New York, J .
Wiley, 1993.
CASANOVAS A. y LL. CUATRECASAS: Logística empresarial. Gestión integral de la información y
material en la empresa, Barcelona, Gestión 2000, 2003 .
CASTILLO, A. M. y otros: Prácticas de gestión de empresas, Madrid, Pirámide, 1992.
CHASE, R. B.: Dirección y administración de la producción y de las operaciones, Madrid,
Elsevier, 1994.
DELGADO J .y F. MARIN: «Las técnicas j usto a tiempo y su repercusión en los sistemas de
producción», en Economía Industrial, 331, 2000, pp.35-41.
ÜILLENBERGE:R CH ' L. F. ESCUDERO y A. WOLLENSAK: «On practica! resourcing allocation for
production planning and scheduling with period overlapping setups» , en European Journal
of Operational Research 75, 1994, pp. 275-286.
DoMINGUEZ tv1ACHUCA, J. A: Dirección de operaciones, 2 volúmenes, Madrid, McGraw-Hill .
1994.
-y otros: Dirección de operaciones. Aspectos tácticos y opera tivos en la producción y en los
servicios, Madrid, McGraw-Hill, 1994.
-y otros: El subsistema productivo de la empresa, Madrid, Pirámide 1990.
GoLoRAn, E. M : El Síndrome del Pajar, Madrid, Dlaz de Santos, 1994.
-y J. Cox: La Meta. Un proceso de mejora continua, Madrid, Díaz de Santos, 1993.
FERNÁNDEZ SÁNCHEZ, E: Manual de dirección estratégica de la tecnología, Barcelona, Ariel ,
1988.
-Dirección de la producción, Civitas, 1993.
-Dirección de la producción. Vol. l. Fundamentos estratégicos Vol. 11. Métodos operativos,
Madrid, Civitas, 1993/94.
HEIZER, H. y B. RENDER: Dirección de producción. Decisiones tácticas, México , Prentice Hall ,
1997.
-Dirección de la producción. Decisiones tácticas, México, Prentice Hall , 200 1.
JURAN , J. M. y F. M. GRYNA: Análisis y planeación de la calidad, México, McGraw-Hill, 1995.
MONLLOR ÜOMÍNGUEZ, J. (coord.) y J. J. PELÁEZ IBARRONDO: Dirección de la producción, Murcia,
ICE Universidad de Murcia, DM, 2002.
MONKS, J. G: Administración de operaciones, Madrid, McGraw-Hill, 1985.
MOSKOWITZ, H. y G. P. WRIGHT: Investigación de operaciones, México, Prentice Hall, 1989.
R1VEROLA, J. y B. MUÑOZ-SECA: El diseño de los procesos y la reducción del tiempo de servicio,
Pamplona, !ESE Universidad de Navarra, 1997.
SHTUB, A : Enterprise Resource Planning (ERP): The Dynamic of Operations lv1anagement,
Boston, Kuwler, 1999.
SiPPERY, O: P/aneación y control de la producción, Madrid, McGraw-Hill, 1977.
TAUFIK, L. y A.M. CHAUVEL: Administración de la producción, México, lnteram ericana, 1984.
VOLLMANN, T. H y otros: Sistemas de planificación y control de la fabricación, Madrid, Elsevier,
1995.
49