Paso a Paso - MS Motorservice International
Anuncio

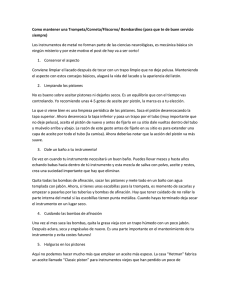
Montaje de pistones Paso a Paso Comprobación, taladrado y bruñido de los cilindros Piedras de bruñido Taladrar esmeradamente los cilindros con los cojinetes de bancada montados. Para el bruñido téngase en cuenta una tolerancia de aprox. 0,08 mm (referido al Ø). Un bruñido bien acabado debe tener al menos 20% de venas de grafito abiertas, no aplastadas. Use sólo el aceite que recomienda el fabricante de la bruñidora. El ángulo de bruñido debe oscilar entre 40° y 80°. La superficie de los cilindros debe tener cierta rugosidad para conservar una perfecta adherencia de la película de aceite. Los procedimientos de medición más usuales son los que se indican en la tabla. •Prebruñido: grano 150 (eliminación de material: aprox.: 0,06 mm, referido al Ø) •Bruñido de acabado: grano 280 (eliminación de material: aprox.: 0,02 mm, referido al Ø) •Bruñido de plataforma: grano 400–600 (quitar las puntas del perfil dando un par de pasadas con una ligera presión de contacto) •Bruñido y pulido: para el bruñido, use piedras de grano 120,150,180. Para bloques de motor (fundición gris) unión 5–7, para camisas (fundición centrifugada) unión 5 como máximo, con una eliminación de material de 0,03 a 0,05 mm, referido al Ø. Mediante el uso de cepillos de bruñido se eliminan en la última pasada las puntas de material creadas en la superficie del cilindro. Para ello se requieren al menos 10 pasadas empleando aceite de bruñido. Para obtener los mejores resultados posibles, recomendamos invertir el sentido de giro de la máquina de bruñido una vez transcurrida la mitad del tiempo de mecanización. El diámetro del cilindro disminuye entre 0,001 y como máx. 0,01 mm como consecuencia del bruñido con cepillos. •Compruebe el Ø del cilindro arriba, en el centro y abajo, así como en sentido longitudinal y transversal (desfasados en 90°). rugosidad superficial Rt (rugosidad superficial) Preparación Ra (valor de medida del aparato) R3Z (anàlisis del diagrama) superficie de cilindro no utilizada 3–6 µm 0,4–0,8 µm 4–7 µm Atención Después del bruñido limpiar el taladro del cilindro y el bloque de motor (p. ej. con ultrasonidos). Montaje de pistones y bielas No limpie los pistones. El producto de ­conservación que KOLBENSCHMIDT usa es compatible con el aceite de motor. En la cabeza del pistón se referencian el Ø del pistón, la tolerancia de montaje y dirección (flecha). Vea que el Ø de la falda del pistón, más la tolerancia de montaje corresponda al Ø del cilindro. A los pistones grafitados se les restará del valor medido de 0,015–0,02 mm (espesor capa grafito) a fin de obtener la cota de falda indicada. El Ø de falda de pistones grafitados por serigrafía se medirá en los puntos previstos sin capa de grafito. Antes de montar las bielas vea, mediante comprobador apropiado, si están flexionadas o torsionadas. La tolerancia no excederá 0,02 mm sobre 100 mm. Disponga el pistón y la biela siguiendo el orden de montaje. Llevar el pie de biela al agujero del bulón. Introducir lentamente el bulón previamente lubricado con aceite en el agujero del bulón del pistón y en el de la biela. bruñido normal bruñido de plataforma asiento del collarín correcto asiento del collarín incorrecto bruñido/pulido rango de cotas nominales tolerancia a respetar para el cilindro Ø 30–50 mm Ø 50–80 mm Ø 80–120 mm Ø 120–180 mm 0,011 mm 0,013 mm 0,015 mm 0,018 mm Camisas húmedas: Limpie esmeradamente el asiento del bloque para la pestaña de la camisa. No use nunca herramientas cortantes. El asiento de la pestaña A debe estar plano, paralelo y limpio. Engrase cuidadosamente con pasta de montaje (p. ej. con aceite) las juntas de estanqueidad. La camisa debe introducirse suavemente sin hacer mucha fuerza. No la balancee y evite darle golpes violentos. La cota de resalte de la camisa B debe corresponder al valor que especifica el fabricante del motor (p. ej. de 0,05 a 0,1). Camisas secas: ­La mayoría de las veces, las camisas secas están so-bredimensionadas con respecto al cilindro del bloque y deben ser introducidas a presión (ajuste por interferencia). El borde biselado C del bloque de motor debe corresponder al radio D de la camisa. Montaje del pistón en el agujero del cilindro Bulones flotantes: Los anillos de retención suministrados sirven para bloquear el bulón y sólo pueden ser montados con tenazas especiales. No utilice anillos ya usados y evite comprimirlos excesivamente pues podrían producirse deformaciones duraderas. Gire los anillos ligeramente y compruebe si están bien metidos en sus ranuras. Oriente siempre las puntas de los anillos en el sentido de carrera del pistón. Montaje de la biela de sujeción: El agujero del pie de biela debe sobrepasar el Ø del bulón de 0,02 a 0,04 mm. Caliente la biela a 280–320° (pero no a llama directa). Introduzca rápidamente el bulón frio y bien aceitado en el pistón que está tumbado en un uti-llaje apropiado, y en el agujero del pie de biela. Limpie con cuidado el bloque de motor. Vea que todas las superficies de deslizamiento estén bien limpias y bien lubricadas con aceite. Comprima los segmentos con un manguito guía para que el pistón se deslice sin oponer resistencia en el agujero del cilindro. En los motores Diesel, mida la distancia cabeza de pistón/culata y siga estrictamente las instrucciones del fabricante. Pistones con cabeza anodizada: No refrentarles nunca la cabeza para ajustar la distancia cabeza de pistón/culata. Son reconocibles por el color negro que presenta la superficie de la cabeza. Para ajustar mejor la distancia cabeza de pistón/culata hay algunas ejecuciones con altura de compresión estándar y otras con altura de compresión reducida. En la mayoría de los casos, la reducción de la altura de compresión se efectúa en pasos de 0,2 a 0,6 mm. Atención Si se especifican bulones perfilados, es obligatorio usarlos. 25–40 µm Los pistones KOLBENSCHMIDT se suministran listos para su montaje. No es necesario montar segmentos. Su montaje puede provocar tensiones excesivas. Cuando monte un juego de segmentos KOLBENSCHMIDT en un pistón usado, utilice siempre tenazas especiales. Tenga en cuenta que la posición de montaje de los segmentos marcados con “TOP” debe mirar a la cabeza del pistón. Los segmentos con talón y los rascadores deben montarse de tal manera, que el rascado se efectúe hacia el extremo inferior de la falda del pistón. Cerciórese de que las puntas de juntura del expansor en el segmento rascador de aceite queden siempre frente a la hendidura de segmento. Prueba del motor Después del rodaje Sólo se pondrá en marcha cuando lleve todos sus accesorios y haya sido llenado de aceite y agua de refrigeración. Haga que arranque en el primer intento, ya que las primeras revoluciones se efectúan en condiciones críticas de lubricación, y éstan son decisivas para su comportamiento de marcha posterior. Una vez calentado, controle de nuevo la estanqueidad, el encendido, el juego de válvulas, etc. Después puede comenzar con el rodaje en el banco de pruebas o en el vehículo. Inicialmente, procure no exceder de dos tercios de la velocidad de giro con moderados cambios de carga. Más tarde, puede incrementarse progresivamente la velocidad de giro. El aceite caliente que fluye rápidamente limpia todas las partículas extrañas que se han acumulado en el motor durante la fase de revisión. Estas son absorbidas por el aceite de motor y el filtro de aceite. Un trayecto de 50 km. Basta para separar la major parte de impurezas. No recorra más de 500 km. Con el primer llenado de aceite. Encontrará más información sobre el surtido de productos en ­nuestro catálogo “Pistones y componentes”. Usted puede obtener más informaciones dirigiéndose directamente a su agente local de Motorservice o en www.ms-motorservice.com El grupo Motorservice es la distribuidora responsable de las actividades del servicio posventa de KSPG (Kolbenschmidt Pierburg) a escala mundial. Constituye uno de los principales proveedores de componentes para motores en el mercado libre de piezas de repuesto y comercializa las prestigiosas marcas KOLBENSCHMIDT, PIERBURG, TRW Engine Components, así como la marca BF. El amplio y completo programa de Motorservice permite a sus clientes adquirir todo tipo de piezas para motores de un solo proveedor. © MS Motorservice International GmbH – 50 003842-04 – 02/15 ES Montaje de los segmentos www.ms-motorservice.com Puntos de medición Arranque del motor reparado Montaje Generalidades Sólo para motores con camisas