normas presentación - Confiabilidad Operacional
Anuncio

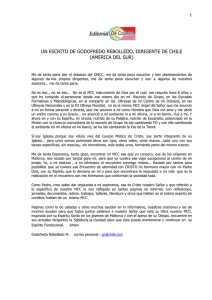
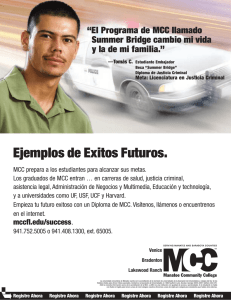
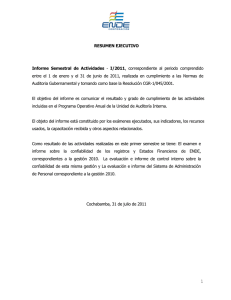
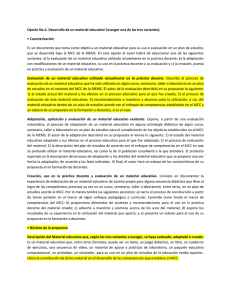
Lecciones aprendidas en el Proceso de implantación del Mantenimiento Centrado en la Confiabilidad en el sector petrolero Rosendo Huerta, José López, Carlos Parra**, Víctor Villavicencio, Jorge Pirela ** Autor correspondiente: pcarlos@cantv.net Marzo, 2000 Resumen El Mantenimiento Centrado en la Confiabilidad MCC, es una metodología utilizada para determinar sistemáticamente, qué debe hacerse para asegurar que los activos físicos continúen haciendo lo requerido por el usuario, en el contexto operacional presente, y forma parte de la práctica Clase Mundial No. 10 referida a Producción Basada en Confiabilidad. Desde 1996 se inicia en PDVSA la implantación del Mantenimiento Clase Mundial, siendo los pioneros el Complejo Cardón, hoy Centro Refinador Paraguaná. Durante el primer trimestre de 1997, E & P Occidente inicia las aplicaciones bajo el mismo esquema utilizado en el área de refinación, basando el esfuerzo en la metodología de Mantenimiento Centrado en la Confiabilidad Plus (MCC-Plus) con la asesoría de la firma The Woodhouse Partnership. En 1998 se inicia en el ámbito corporativo la aplicación del MCC utilizando la filosofía del grupo ALADON bajo asesoría de la firma Strategic Tecnology INC (STI). El año 1998 representó un período de transición dado que ambas metodologías presentaban algunos aspectos comunes, pero con diferencias marcadas de aplicación. Ante esta situación un equipo natural de trabajo corporativo, diseñó una estrategia única tomando los mejores aspectos de ambas metodologías, estandarizó la aplicación y estableció premisas para la masificación del MCC, diseñando además un curso básico para el personal de la industria, basado en la experiencia adquirida y los resultados alcanzados para ese momento. Este trabajo muestra las principales lecciones aprendidas y barreras encontradas en cada una de las etapas del MCC. También se muestran las fortalezas identificadas en cada uno de los análisis completados y en progreso, así como los beneficios tangibles e intangibles alcanzados. Se muestra la importancia de la asesoría directa para la validación progresiva del análisis, y se describen los errores en la programación y cumplimiento de las reuniones de trabajo asociadas con el mal uso del tiempo de asistencia de la asesoría externa. Palabras claves: Mantenimiento, Confiabilidad, Filosofía, Clase Mundial, Metodología. 1. INTRODUCCION Con la finalidad de mejorar la rentabilidad de los procesos productivos, cada día se dedican enormes esfuerzos destinados a visualizar, identificar, analizar, implantar y ejecutar actividades para la solución de problemas y toma de decisiones efectivas y acertadas, que involucren un alto impacto en las áreas de: seguridad, ambiente, metas de producción, calidad de productos, costos de operación y mantenimiento, así como garantizar una buena imagen de la empresa y la satisfacción de sus clientes y del personal que en ella labora. En línea general, lo antes expuesto se puede considerar como el objetivo fundamental que persigue la filosofía de las empresas Clase Mundial, donde se focaliza el esfuerzo en cuatro grandes aspectos: 1.- Excelencia en sus procesos medulares. Huerta R, López J, Parra C, Villavicencio V, Pirela J 2 www.confiabilidadoperacional.com Se parte del principio que el esfuerzo por alcanzar y mantener un nivel de excelencia debe concentrarse en los procesos medulares de la empresa, es decir, en su razón de ser. 2.requerida – Máxima disponibilidad – Producción Máxima seguridad. La meta del negocio debe centrarse en obtener el nivel de disponibilidad, que satisfaga y oriente las actividades hacia los niveles de producción que realmente son requeridos, con elevados estándares de seguridad. puntualizar que en un programa de optimización de Confiabilidad Operacional, es necesario el análisis de cuatro factores habilitadores: confiabilidad humana, confiabilidad de los procesos, mantenibilidad de los equipos y la confiabilidad de los equipos. La variación en conjunto o individual de cualquiera de los cuatro parámetros presentados en la figura 1, afectará el comportamiento global de la confiabilidad operacional de un determinado sistema. CONFIABILIDAD HUMANA 3.- Calidad y rentabilidad de los productos. Los productos que se generan deben ser de la más alta calidad, con una estrategia orientada a la mejor relación costo-beneficio que garantice la máxima rentabilidad. CONFIABILIDAD DEL PROCESO Las empresas que han logrado alcanzar estos cuatro estándares pertenecen al privilegiado grupo de La Categoría Clase Mundial, y el aspecto que las identifica es la aplicación de prácticas comunes denominadas Las Diez Mejores Prácticas, y que corresponden con: 1. 2. 3. Trabajo en equipo Contratistas orientados a la productividad Integración con proveedores de materiales y servicios 4. Apoyo y visión de la gerencia 5. Planificación y programación proactiva 6. Mejoramiento continuo 7. Gestión disciplinada de procura de materiales 8. Integración de sistemas 9. Gerencia de paradas de plantas 10. Producción basada en confiabilidad La categoría Clase Mundial garantiza una excelente CONFIABILIDAD OPERACIONAL, lo cual no es más que la capacidad de una instalación o sistema (integrados por procesos, tecnología y gente), para cumplir su función dentro de sus límites de diseño y bajo un contexto operacional específico. Es importante MANTENIMIENTO DE EQUIPOS CONFIABILIDAD DE EQUIPOS 4.- Motivación y satisfacción del personal. El personal que labora en la empresa debe estar altamente motivado e identificado, es decir, debe sentirse dueño. Asimismo tanto el personal como los clientes deben estar satisfechos con el nivel de servicio y/o la gestión que se les brinda. CONFIABILIDAD OPERACIONAL Figura 1. Los cuatro factores habilitadores de la Confiabilidad Operacional. El Mantenimiento Centrado en la Confiabilidad, es una metodología que forma parte de la práctica No. 10, y persigue como fin fundamental establecer planes óptimos de mantenimiento basado en una perfecta armonía proceso-gente-tecnología, que garantice el nivel requerido de Confiabilidad Operacional. 2. MARCO CONCEPTUAL El Mantenimiento Centrado en Confiabilidad (MCC) es una metodología utilizada para determinar sistemáticamente que debe hacerse para asegurar que los activos físicos continúen haciendo lo requerido por el usuario en el contexto operacional presente. Las principales premisas del MCC son: • Análisis enfocados en las funciones que el proceso o sistema requiere (ej. Comprimir, bombear, calentar, etc.) y no en los equipos o componentes que forman parte del proceso (ej. compresor, bomba, válvula, etc.). • Análisis realizados por equipos naturales de trabajo (operador, mantenedor, programador, especialistas) Huerta R, López J, Parra C, Villavicencio V, Pirela J 3 dirigidos por un facilitador, especialista en la metodología del MCC. • El resultado o producto que se obtiene con un análisis de MCC, son planes óptimos de mantenimento, basados en las consecuencias que produce cada modo de falla. La ejecución de toda aplicación de MCC tiene asociado tres etapas, tal como se muestra en la figura 2 1.¿Cuáles son las funciones y los estándares de ejecución? AMEF 2. ¿En qué forma falla el equipo? 3. ¿ Qué causa cada falla funcional? 4. ¿ Qué ocurre cuando sucede una falla? 5. ¿ Cómo impacta cada falla? 6. ¿ Qué puede hacerse para prevenir cada falla funcional? Lógica de 7. ¿ Qué puede hacerse sino se conoce decisiones tarea de prevención? de MCC SI ANALISIS Equipo NATURAL Auditoría Í PLANIFICACION (GERENCIA DE PLANTA.) NO EJECUCION (CUSTODIOS DE PLANTA) Figura 3. Las siete preguntas del MCC Para garantizar el éxito en una aplicación o análsis de MCC, es importante responder cada una de las siete preguntas mostradas en la figura 3, en orden de aparición y de forma correcta, sin omitir detalles, con hechos y no suposiciones. La mejor manera de dar respuesta verdadera a cada una de las siete preguntas es a través del diagrama mostrado en la figura 4. Figura 2. Flujograma de aplicación del MCC . Definir contexto operacional Definición de funciones Determina r fallas Identificar modos Aplicación de la hoja Efectos de falla A continuación se describen cada una de estas etapas: • • • Análisis: bajo responsabilidad del equipo natural de trabajo conformado y cuyo producto son las tareas de mantenimiento, acciones de rediseño y recomendaciones a ejecutarse para el control de los modos de fallas del sistema estudiado. Auditoria y Planificación: cuya responsabilidad está en las gerencias de las plantas a quienes les pertenece el sistema y que contempla la auditoria y validación de los resultados del análisis así como la disposición de los recursos para la implantación de las recomendaciones del análisis. Ejecución: donde se implantan y ejecutan las distintas recomendaciones y tareas producto del análisis, cuya responsabilidad esta en los custodios de la operación y mantenimiento de los sistemas estudiados. La metodología de MCC se basa en siete preguntas claves, las cuales se describen en la figura 3. Figura 4. Flujograma del Proceso MCC Cada bloque tiene una razón de ser y una función específica dentro del proceso de análisis del Mantenimiento Centrado en Confiabilidad. El Contexto Operacional: Define en forma precisa todos los elementos que serán considerados en el análisis, desde la definición de las fronteras hasta los distintos activos y/o elementos que forman parte del sistema a evaluar. En línea general, el contexto operacional toma en consideración los factores que se muestran en la figura 5. TIPO DE OPERACION IMPACTO AMBIENTAL EXISTENCIA DE REDUNDANCIA NIVELES DE Huerta R, López J, Parra C, Villavicencio V, Pirela J 4 www.confiabilidadoperacional.com preventivas y gerenciar políticas efectivas que eviten o mitiguen las consecuencias de las fallas. La mejor manera de ejecutar un proceso AMEF es a través de un equipo natural de trabajo (ENT), el cual debe estar integrado por personal familiarizado y conocedor de la planta, proceso o activo objeto de análisis, y por el facilitador, especialista en MCC y quien conducirá el análisis para garantizar que se cumplan con éxito cada una de las etapas. Figura 5. Aspectos del contexto operacional Otros aspectos de importancia a ser considerados dentro del contexto operacional son: ¾ ¾ ¾ ¾ ¾ ¾ Perfil de operación Ambiente de operación Calidad/Disponibilidad de los insumos requeridos (COMBUSTIBLE, AIRE, ETC.) Alarmas Monitoreo de primera línea Políticas de repuestos, recursos y logística Para definir un buen contexto operacional, que facilite las etapas siguientes del flujograma de proceso que debe seguir el análisis de MCC, es de suma importancia incorporar los siguientes elementos técnicos: 1) El Diagrama Entrada - Proceso - Salida (EPS): es una herramienta que facilita la visualización del sistema, para su posterior análisis. Tiene la misma configuración para cualquier sistema o elemento de equipo: uno o muchos insumos son procesados para generar uno o varios productos 2) El diagrama funcional: el cual es elaborado como un diagrama de flujo que vincula los diferentes procesos que realiza el sistema. El diagrama funcional debe reducir la función global del sistema a sus procesos más sencillos y directos. Para definir los bloques restantes, es conveniente definir el término de “Análisis de Modos y Efectos de Falla (AMEF)”, el cual es un proceso estructurado para el análisis de: funciones, fallas funcionales, modos de falla y efectos de falla. Los efectos o consecuencias de las fallas son posteriormente evaluados para determinar acciones de prevención. El proceso es conceptualmente simple y sistemático en su aplicación. La ventaja de este proceso es la capacidad que aporta para considerar las posibilidades de fallas que no se han presentado en la práctica, para así poder establecer medidas El AMEF permite identificar sistemáticamente para un sistema y/o activo, los siguientes elementos: • • • • Función. Falla de función o falla funcional. Modo de falla. Efecto de falla. Las funciones: deben estar enfocadas a lo que se desee que realicen los sistemas o activos. Se dividen en primarias o secundarias. Su descripción está constituida por un verbo, un objeto y el estándar de desempeño deseado. Las fallas funcionales: se presentan cuando una función no se cumple incluso cuando se pierde cualquiera de los estándares de desempeño. Para definir una falla funcional sólo se requiere escribir la función en sentido negativo, es decir, negar la función. Los Modos de falla: son las razones que dan origen a las fallas funcionales. Son las condiciones que se presentan, como desgaste, fractura, pérdida de calibración, suciedad, atascamiento, etc., es decir, lo que hace que la planta, sistema o activo no realice la función deseada. Cada falla funcional puede ser originada por mas de un modo de falla. Cada modo de falla tendrá asociado ciertos efectos, que son básicamente las consecuencias de que dicha falla ocurra. Los Efectos de fallas son simplemente los que pueden observarse si se presenta un modo de falla en particular. La descripción de un efecto de falla debe cumplir con: ♦ ♦ ♦ Tener la información necesaria para determinar consecuencias y tareas de mantenimiento. Debe describirse como si no estuviera haciéndose algo para prevenirlos. Debe considerarse que el resto de los dispositivos y procedimiento operacionales funcionan o se llevan a cabo. Huerta R, López J, Parra C, Villavicencio V, Pirela J La descripción del efecto debe dar respuesta a las siguientes interrogantes: 1. 2. 3. 4. 5. 6. Cómo se evidencia la falla? Cómo afecta la seguridad y el medio ambiente? Cómo afecta el proceso? Ocasiona daños físicos a los activos? Qué tiempo se requiere para restablecer la función? Cuáles son los costos de penalización y reparación? Acciones de Mantenimiento Luego de analizar las funciones, fallas funcionales, modos de falla y sus consecuencias, el siguiente paso consiste en seleccionar la actividad de mantenimiento. MCC categoriza los efectos de acuerdo a sus consecuencias en: fallas ocultas, seguridad y/o ambiente, operacionales y no operacionales. Para establecer las acciones de mantenimiento requeridas, se utiliza el árbol de decisiones, donde dependiendo del tipo de consecuencia que ocasiona cada falla, según la clasificación antes mencionada, se deberá ejecutar una acción: predictiva, preventiva, detectiva, un rediseño, o simplemente dejar fallar. 3. ANTECEDENTES En 1996 PDVSA inicia un proceso para identificar e iniciar acciones destinadas a crear/agregar valor a la función mantenimiento. Dentro del marco corporativo, se homologaron las siguientes iniciativas: Implantación de las Diez Mejores Prácticas de Mantenimiento Clase Mundial (MCM), Cuadros de Mandos Integrales (BSC) y la Transformación/Integración de PDVSA con la fusión de las filiales operadoras en enero de 1998. Riesgos (IBR), Análisis Causa Raíz (ACR), Optimización Costo-Riesgo de Tareas de Mantenimiento e Inspección (OCR), Gerencia de Seguridad de los Procesos (GSP), y Tecnología de Punta. Integración con Proveedores de Materiales y Servicios: Alianzas de procura, integración clientesuplidor, promover proveedores integrales, acuerdos de niveles de servicio. Contratistas Orientados a la Productividad: Nuevas modalidades y estrategias de contratación y acuerdos de niveles de servicio. Sistemas Integrados de Información: Integración MAXIMO/SIM/SICOT/PITIM en SAP-PM Las prácticas de integración y sus factores claves se resumen en objetivos alineados hacia una visión/dirección común, cambio cultural, comunicación abierta y continua, fortalecimiento de la relación mutua, minimización de los términos de los contratos, acceso y apertura, aceptación y divulgación de los planes estratégicos, involucramiento, integración informativa y administrativa, riesgos compartidos y ventaja competitiva. Para el caso particular de Mantenimiento Centrado en la Confiabilidad, el proceso se inicia en áreas de la exfilial Maraven en el año 1996, estableciendo una estrategia de aplicación a partir de 1998 para toda la corporación. 4. APLICACIÓN DEL MCC EN PDVSA 9 PERIODO 1996 –1997: Se difunden los resultados del Benchmarking, y se inicia la promoción y difusión de la metodología. La exfilial Maraven en la refinería Cardón contrata asesoría externa con la firma The Woodhouse Patnership para la aplicación del MCC-Plus, iniciando el mismo proceso la División de Producción Occidente en el año 1997; en ambos casos se utilizó la modalidad de áreas pilotos, las cuales fueron seleccionadas posterior a una auditoria interactiva, lo cual identificó las oportunidades de mejoras y brechas existentes. 9 PERIODO 1998: Se inicia la aplicación del MCC en todas las áreas de PDVSA mediante un plan corporativo en E&P Occidente, E&P Oriente, Petroquímica, Refinación, Gas e Intevep como En ese momento, se conceptualizó un pentágono, donde sus 5 vértices resumen en 5 macroproyectos, el camino a seguir para la implantación de las mejores prácticas, seguidas por empresas líderes de categoría clase mundial: Gerencia del cambio: plan de educación basado en competencias, programa de enriquecimiento artesanal, integración operador/mantenedor y organización integral de equipos de trabajo. Producción Basada en Confiabilidad: Implantación de un Programa de Mejoramiento de la Confiabilidad Operacional con el desarrollo de metodologías como Mantenimiento Centrado en Confiabilidad (MCC), Inspección Basada en 5 Huerta R, López J, Parra C, Villavicencio V, Pirela J 6 www.confiabilidadoperacional.com apoyo de asesoría. En este período se pueden identificar dos etapas: b. Proyectos Pilotos: Inicio de aplicaciones MCC en 16 instalaciones críticas, utilizando para la selección de los sistemas la metodología de Análisis de Criticidad en el caso de E & P, y con apoyo de los asesores STI para el resto de las áreas. Los asesores STI co-facilitaron los análisis de los 16 estudios a través de apoyo técnico directo. A. Conceptualización del proceso: dividido por fases de aprendizaje, afianzamiento y masificación. Todos los análisis facilitados por personal propio debidamente adiestrado, con asesoría directa para el facilitador con la firma Strategic Technology Inc (STI). B. Planificación: Estrategia para dimensionar y asignar recursos para la implantación del MCC, donde se destaca: c. a. Selección de esquema de aplicación de la metodología: selección de áreas críticas para identificar las áreas pilotos donde se realizarían las primeras aplicaciones. Se inició con un total de 16 proyectos pilotos en toda la corporación. d. Comunicación de resultados en las diferentes fases/etapas del proceso: estrategia para informar/validar resultados del análisis ante el comité auditor, integrado por miembros de la gerencia custodia del proceso quien autoriza la implantación de los resultados, y miembros de otras gerencias involucradas b. Diseño Plan Operativo para el análisis: Selección de facilitadores, número de análisis por facilitador, selección de sistemas, conformación de equipos naturales de trabajo, esquema de reuniones y el plan de tutoría/asesoría interna y externa. c. 9 Contratación de Servicios Profesionales de Asesoría: Se firmó contrato tipo Paraguas a partir del año 1998, por 1 MMUS$, con la empresa Strategic Technology INC, con el propósito de adiestrar al personal de los equipos naturales de trabajo (ENT), así como al facilitador del proceso; también se incluyó asesoría directa para los facilitadores durante el desarrollo del primer y segundo análisis, e implantación de la metodología. PERIODO 1998 –1999: 1. Fase I: Aprendizaje a. Plan de educación y adiestramiento operador y mantenedor: establecer programa de educación estructurado en un curso a nivel gerencial, curso introductorio (3 días) para equipos naturales de trabajo, curso formación de facilitadores (10 días) y asesoría (coaching) para facilitadores. Control de avance y seguimiento: diseño de métodos de control para medir el avance/calidad en aplicaciones MCC, y consolidación de resultados obtenidos mediante una figura de enlace a nivel corporativo, coordinada por Ingeniería y Proyectos. También se incluye el seguimiento a la Implantación de las acciones de mantenimiento y rediseños producto de recomendaciones del análisis. d. Medición de resultados: definir indicadores de confiabilidad que permitan medir el impacto de los nuevos planes de mantenimiento en la productividad del negocio e. f. 9 Nuevas iniciativas: diseño de curso corporativo de Introducción a la Confiabilidad Operacional, y el nivel básico de Mantenimiento Centrado en la Confiabilidad. Soporte tecnológico: a través de PDVSA Servicios se realizó la compra del software RCM Tool Kit, como herramienta de soporte para organizar la información generada en los análisis de MCC. PERIODO 2000. Afianzamiento: formación de nuevos facilitadores, reuniones de intercambio entre facilitadores expertos para revisión del proceso en todas sus fases y crear sinergia, estandarización de la metodología de análisis de criticidad y detección de oportunidades perdidas Huerta R, López J, Parra C, Villavicencio V, Pirela J para seleccionar los sistemas a ser analizados con la metodología de MCC. 9 PERIODO 2001 - 2002: se plantea la necesidad de formar asesores metodológicos internos para liberar la dependencia tecnológica iniciada desde 1998 con la empresa asesora externa contratada, esta acción está orientada a alcanzar un nivel de referencia internacional en la aplicación e implantación del MCC, además de reducir costos en la implantación masiva de la metodología. También se prevé el diseño y aplicación de plantillas de modos y efectos de fallas como una herramienta del facilitador para el análisis de sistemas y equipos comunes. 7 c. Optimización planes de mantenimiento de taladros – Tipo Tender/Jack-up Beneficios Potenciales: 455MMBs a. Sistema Separación y Envío de Aceites – Olefinas 1 Beneficios Potenciales: 400MM Bs Beneficios materializados: 90MMBs Beneficios Potenciales: 290MMBs 2.Petroquimica: Pequiven-El Tablazo b.-Sistema de Enfriamiento con agua del lago a equipos de unidades de Generación Eléctricas 40 MWH c/u c.-Sistema Hornos de Pirólisis Olefinas I Beneficios Potenciales: 700MMBs 3.Refinación 5. RESULTADOS ALCANZADOS Desde 1996 se han realizado aplicaciones de MCC en todas las áreas de PDVSA, seleccionando diferentes instalaciones, sistemas y activos, dentro de las cuales se tiene: estaciones de distribución de gas, taladros, estaciones de flujo, sistemas de separación, sistema de aceites, sistemas de Enfriamiento, reactores, hornos, planta de compresión de gas, etc. La tabla 1 muestra algunas de las aplicaciones concluidas hasta septiembre 2000 con sus respectivos beneficios. 3.1.Refinería El Palito 3.2.CRP 1.Exploración y Producción .1.Oriente 1.2. Occidente a. Patio de Tanques Travieso – El Tejero Beneficios Potenciales: 500MMBs Beneficios materializados: 480MMBs b. Planta de Inyección Beneficios Potenciales: de Agua Resor – 150MMBs Complejo Jusepín Beneficios Materializados: 20MMBs c. Estación de descarga Beneficios Potenciales: Bare 10 150MMBs a. Rediseño Planes Beneficions Mantenimiento Sistema – Potenciales:1900MMBs Hois´t de Subsuelo b. Rediseño Planes Beneficios Potenciales: Mantenimiento Múltiples 587MM Bs de Producción – UE Beneficios Lagomedio materializados: 200MMBs Beneficios Potenciales: 300MMBs Beneficios Potenciales: 100 MMBs Beneficios Potenciales: 100MMBs 4.Gas Transmisión y Distribución Tabla 1, Aplicaciones Concluidas. Área Casos de MCC Resultados concluidos relevantes a. Optimización de los planes de mantenimiento del Reactor de la Unidad FCC b. Optimización de los planes de mantenimiento del Horno de la Unidad de Destilación a. Optimización de los planes de mantenimiento del sistema de Manejo de Coque Amuay a.-Estación Cliente CADAFE—Pta. CENTRO b.- Estación de distribución Ramón LAGUNA 1 c.-Estación Terminal Barquisimeto Beneficios Potenciales: 5.6MMBs Beneficios Potenciales: 4 MMBs Beneficios Potenciales: 5.5MMBs Beneficios materializados: 5.5 MMBs En el gráfico 1 se muestra el total de estudios de MCC realizados desde el inicio de su implantación en el año 1996, hasta septiembre 2000, donde se tiene un total de 95 estudios iniciados, de los cuales 60 están concluidos y 35 están en etapa de ejecución. Por otro lado el gráfico 2 muestra los beneficios de dichas aplicaciones en cada una de las áreas, discriminando si el beneficio es materializado, potencial o visualizado. Huerta R, López J, Parra C, Villavicencio V, Pirela J 8 www.confiabilidadoperacional.com 100 Un aspecto importante lo representa el diseño del curso corporativo de MCC, el cual ha permitido adiestrar desde 1999 a más de 900 personas de la industria, con instructores de las mismas áreas operacionales, con un ahorro que supera los 150 MMBs, por reducción de costos. 95 90 80 70 60 60 50 50 40 30 18 20 10 0 5 3 2 7 Adicionalmente a los beneficios económicos mencionados anteriormente, se han logrado los siguientes beneficios intangibles: 35 32 24 19 5 3 4 4 2 2 2 0 2 3 1 2 9 TD-GAS PQV-ET EP-OCC. EP-ORI ELP PLC CRP TOTALES TOTALES 5 7 50 24 4 2 3 95 CONCLUIDOS 3 3 32 19 2 0 1 60 ENPROGRESO 2 4 18 5 2 2 2 35 9 9 Gráfico 1: Estudios de MCC corporativos. 9 8000 9 6810 7000 6000 9 9 5000 4000 3000 9 2320 2000 1360 1000 360 23 0 VISUALIZADOS POTENCIALES MATERIALIZADOS TOTALES Fortalecimiento del Trabajo en Equipo, lo que refuerza la implantación de la Práctica 1 de Mantenimiento Clase Mundial.. Sirve de soporte para el cambio cultural, dado que orienta la función mantenimiento hacia el mejoramiento de la confiabilidad operacional. Aumenta la satisfacción de los clientes, dado que los planes de mantenimiento son más efectivos. Nivela conocimientos tanto de la operación como del mantenimiento en los procesos, sistemas y activos que se analizan. Mejora los estándares de seguridad y reduce el impacto ambiental, dado que centra su atención en las consecuencias de falla. Mejora los procedimientos operacionales Crea una visión globalizada de la operación y los efectos en el negocio Actualiza los P&ID´s de los sistemas estudiados 140 50 TD-GAS PQV-ET EP-OCC. EP-ORI ELP PLC CRP 8 10 5 23 180 1090 90 1360 1060 5300 450 6810 300 1520 500 2320 60 300 0 360 25 25 0 50 40 100 0 140 Gráfico 2. Beneficios por Area Operacional. Por último el gráfico 3 muestra la distribución de los beneficios tangibles alcanzados a nivel corporativo. BENEFICIOS (MMBs) 6. RENTABILIDAD DEL MCC Al comparar los beneficios tangibles alcanzados hasta ahora mediante la aplicación del MCC (ver gráfico 3), monto que asciende a 9390 MMBs (sin incluir los beneficios visualizados), con el valor de la inversión cuyo monto está en el orden de los 950 MMBs (incluye: asesoría, software y adiestramiento), se puede observar que el retorno de la inversión es de aproximadamente 10 a 1, lo cual refleja la enorme rentabilidad que tiene la aplicación de esta metodología, lo cual toma más fuerza, si consideramos todos los beneficios intangibles que el MCC genera y que fueron descritos con anterioridad. 1045 (9%) 1673 (15%) 7. LECCIONES APRENDIDAS VISUALIZADOS POTENCIALES 8345 (76%) Gráfico 3. Beneficios Corporativos MATERIALIZAD Durante el proceso de implantación del Mantenimiento Centrado en la Confiabilidad iniciado en PDVSA desde 1996, se pueden identificar las siguientes lecciones aprendidas: ¾ El éxito inicial de la aplicación del MCC está en la selección del sistema objeto de estudio, para lo cual la estrategia debe orientarse en la aplicación del Análisis de Criticidad. Huerta R, López J, Parra C, Villavicencio V, Pirela J ¾ La efectividad de los análisis iniciales, depende del uso eficiente de la asesoría externa y del grado de compromiso de los integrantes del equipo natural de trabajo (ENT) ¾ Las acciones de mantenimiento que resultan del 9 8. BARRERAS ENCONTRADAS Tendencia al incumplimiento de los compromisos de puntualidad, asistencia, interrupciones y otras normas acordadas por el mismo equipo. análisis no pueden ser implantadas, hasta que las mismas no sean validadas y autorizadas por el equipo auditor. Planificación de reuniones poco flexibles, que generan un uso ineficiente del tiempo de asesoría externa. ¾ Solo una adecuada planificación y control del Excesiva rotación de los integrantes del equipo natural de trabajo y del equipo auditor lo cual incide sobre la profundidad del análisis, y aumenta el tiempo de ejecución. facilitador, garantiza culminar el análisis en el tiempo establecido. ¾ El éxito del esquema de trabajo (una reunión semanal, dedicación exclusiva, etc.) depende de la disponibilidad y acuerdo de los integrantes del equipo natural de trabajo. ¾ La alta rotación de los integrantes del equipo natural de trabajo, dificulta el avance del análisis y solo traduce un mayor número de reuniones y pérdida de motivación. ¾ Realizar reuniones de intercambio con otros equipos de análisis de MCC crea sinergia y mejora el proceso de implantación. ¾ Dictar los adiestramientos con personal propio de la industria, ha permitido aumentar la credibilidad y aplicación de la metodología. ¾ El MCC es una excelente metodología para captar el conocimiento y estadística no documentada de la organización. ¾ El número de análisis que puede conducir un facilitador, depende de su dedicación y destreza. ¾ El esquema de trabajo en equipo del MCC, brinda una excelente oportunidad para aprender de otras disciplinas y/o fortalecer nuestros conocimientos sobre la instalación. ¾ El proceso de comunicación de resultados es un factor habilitador, que facilita la búsqueda de recursos adicionales, rompe paradigmas y promueve el cambio de Gerencia Reactiva en Gerencia Proactiva. Recursos muy limitados para contratar servicios de asesoría y planes de adiestramiento especializado de los facilitadores. El tiempo requerido para el adiestramiento del facilitador se afecta, si no cuenta con una guía y retroalimentación en el momento oportuno. El facilitador se encuentra bajo la necesidad de improvisar y requerirá el doble del tiempo para desarrollar la pericia de un facilitador de avanzada. Poco intercambio entre facilitadores para revisar problemas particulares de cada área, eliminar barreras y búsqueda de apoyo a niveles superiores. Tiempos muy largos para aprobación por el comité auditor de los análisis, lo que impide la implantación y sistematización del nuevo plan de mantenimiento de forma oportuna. Falta de comunicación oportuna del facilitador para asegurar la eliminación de inconvenientes en el proceso, involucramiento de la parte supervisoria y ejecución temprana de recomendaciones. Excesiva rotación de facilitadores en diferentes áreas, con el propósito de nutrir facilitadores y proyectos. Falta de indicadores de gestión que midan de forma efectiva las mejoras incorporadas así como el avance del proceso de implantación. No disponer de una plataforma SAP bien alineada con los criterios de confiabilidad operacional, que permita incorporar oportunamente las acciones de mantenimiento que genera cada estudio de MCC. Huerta R, López J, Parra C, Villavicencio V, Pirela J 10 www.confiabilidadoperacional.com 9. CONCLUSIONES ¾ La metodología de MCC permite generar planes óptimos de mantenimiento, siempre y cuando se aplique de forma estructurada y sistemática cada una de las etapas que la conforman. ¾ El programa de implantación de MCC es un proceso dinámico de mejoramiento continuo que amerita revisión y actualización de todas las etapas del proceso: planificación, análisis, implantación, ejecución, comunicación de resultados y control de gestión. Fortalecer el apoyo y visión de la gerencia. Elaborar plan de revisión de la codificación de fallas en el sistema SAP-PM, utilizando la experiencia alcanzada con los análisis de MCC. 11. REFERENCIAS 1. PDVSA CIED, Introducción a la Confiabilidad Operacional, 1999. 2. PDVSA CIED, Mantenimiento Centrado en la Confiabilidad, 1999. 3. Strategic Tecnologies Inc., Reliability – Centred Maintenance for facilitators., 1999 experto en MCC, para ejecutar por lo menos su primer análisis. 4. The Woodhouse Partnership Ltd, Mantenimiento Centrado en la Confiabilidad Plus, 1988. ¾ Un alto porcentaje de ahorros potenciales no llegan 5. Resultados Confiabilidad Operacional E & P Occidente, Agosto 2000. ¾ Un estudio de MCC no se concluye hasta que las tareas de mantenimiento producto del análisis, no hayan sido implantadas, lo que significa que formen parte del sistema Sap-pm. ¾ Todo facilitador requiere de asesoría directa de un a materializarse, dado que los montos en bolívares asociados son descontados durante el ejercicio de formulación presupuestaria. 10. RECOMENDACIONES Información adicional: Establecer estrategias corporativas para la solución de las barreras detectadas. pcarlos@cantv.net Establecer estrategia para formar especialistas certificados que sirvan de asesores internos dentro de la industria, evitando la dependencia de firmas externas. Evaluar nuevas tendencias de aplicación de MCC existentes en el mercado, para mantenernos a la vanguardia de las nuevas tecnologías. Reforzar la función corporativa de coordinación de implantación de Confiabilidad Operacional. Crear plataforma de interacción de MCC con las restantes metodologías de Confiabilidad Operacional (IBR, OCR, ACR, etc.) Crear plan estratégico de formulación presupuestaria que garantice la continuidad en la implantación del programa, a nivel de adiestramiento, software y asesoría. www.confiabilidadoperacional.com