x L (mm) O Amperaje (A)
Anuncio
 O Amperaje (A)")
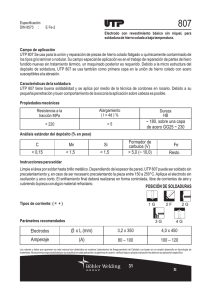
32 Especificación DIN 1733 : EL-CuSn 7 AWS A5.6 : E CuSn-C Electrodo de bronce con un 6-8 % de estaño. Campo de aplicación UTP 32 Se usa para unión de cobre y sus aleaciones, de composición similar, tales como: bronces fosfóricos y al estaño, láminas y placas chapeadas de cobre, construcción de barcos y equipos. También se usa como revestimiento en materiales de cobre y aleaciones similares. El electrodo UTP 32 es apropiado para soldar los siguientes metales base: ASTM ASTM B 103-60 alloy C ASTM Alloy A-B B1 DIN 1705 y 17662 Cu Sn 2 Cu Sn 6 Cu Sn 6 G-Cu Sn 10 Cu Sn 6 Zn G-Cu Sn 7 Zn Pb G-Cu Sn 5 Zn Pb - Material Base Nº 2.1010 2.1020 2.1030 2.1050.01 2.1080 2.1090.01 2.1096.01 - Características de la soldadura UTP 32 tiene un arco estable y poco chisporroteo, produce cordones densos y libres de poros, La escoria se quita fácilmente. Debido a su alto contenido de estaño se obtiene un depósito de soldadura con mayor dureza, resistencia a la alta tensión y límite elástico, que depósitos elaborados con electrodos del tipo CuSn-A. Propiedades mecánicas del depósito Dureza Brinell Alargamiento ( I = 4d ) % > 20 Resistencia a la tracción MPa > 280 Aprox. 100 Conductividad eléctrica (S x m / mm2) Aprox. 7 Rango de Fusión (ºC) 910 - 1040 Análisis estándar del depósito (% en peso) Al <0,1 Fe <0,2 Mn <1,0 P <10 Pb 0,02 Si <0,5 Sn 5-8 Z <0,1 Cu Resto Instrucciones para soldar Limpiar la pieza por soldar. Biselar a un ángulo de 80-90°, mantener el electrodo en posición vertical y un arco de 3-4 mm de longitud.En piezas con espesor mayor a 6 mm, requieren un precalentamiento mayor a los 250°C y mantener esa temperatura entre pases. Si se suelda fundición de bronce, está deberá enfriarse muy lentamente. El tratamiento térmico posterior puede no ser necesario pero es recomendable para obtener la máxima ductilidad, particularmente, si el deposito de soldadura es trabajado en frío. Utilice sólo electrodos secos. Electrodos húmedos por haber estado expuestos al ambiente, deben ser reacondicionados a una temperatura de 150°C de 2 a 3 h. POSICIÓN DE SOLDADURAS Tipos de corriente: ( = + ) Parámetros recomendados 1G 2F Electrodos O x L (mm) 2,4 x 350 3,2 x 350 4,0 x 450 Amperaje (A) 60 – 80 80 – 100 100 – 120 38 01 Los valores y datos que aparecen en este manual son obtenidos en nuestros Laboratorios de Aseguramiento de Calidad y se basan en un amplio desarrollo en tecnología de materiales. No asumimos responsabilidad por su exactitud en cada aplicación y sugerimos al usuario, verificar bajo su propia evaluación los datos en su aplicación específica.