Seguridad en Procesos Oxicombustibles Introducción
Anuncio

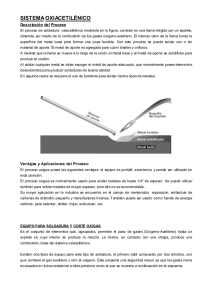
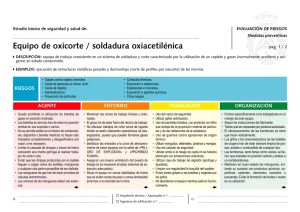
Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 1 Introducción Siempre que se describe la seguridad en los procesos de soldadura y corte oxicombustible se da la tendencia a concentrarse única y exclusivamente en lo que se refiere al peligro de los gases combustibles y, en particular, al acetileno por ser, por lo menos para el entendimiento común, un gas explosivo. La seguridad en los procesos oxicombustibles tiene un sentido más amplio que simplemente un gas combustible. Seguridad involucra todos los aspectos operacionales, o sea: - los gases. - los equipos. - el medio ambiente. - las operaciones y sus cuidados. - y, principalmente, el ser humano. Un programa de seguridad es, en realidad, la reunión de una cantidad de informaciones que conciernen a los procesos oxicombustibles. Conociéndose todas estas informaciones, las personas involucradas, desde el operador hasta los más altos niveles de organización, tendrá entonces condiciones de protegerse mejor, minimizando los riesgos inherentes al proceso. El programa debe cubrir tres componentes principales del proceso, siendo ellos: - los gases, producción, características, distribución y seguridad en su manejo individual. - los equipos y sus utilizaciones correctas. - el medio ambiente de trabajo, incluyendo aquí las prevenciones de accidentes. Gases Los gases que se utilizan en los procesos oxicombustibles, tales como soldadura, corte, torchado, calentamiento, temple, enderezado, conformado, limpieza, proyección térmica, se pueden dividir en dos grupos principales: Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 2 - comburentes. - combustibles. Comburente El comburente es específicamente el oxigeno. El oxígeno se produce, principalmente, por la separación del aire atmosférico, que contiene aproximadamente 78% de nitrógeno, 21% de oxígeno y 1% de otros gases, principalmente el argón. Hay otros procesos para la producción de oxígeno, posibles técnicamente, pero antieconómicos, como por ejemplo la hidrólisis (electrólisis del agua). Estos procesos de producción no son actualmente utilizados en escala industrial. Los procesos de producción de oxígeno utilizados industrialmente son: a) los criogénicos b) los de separación de los componentes de aire atmosféricos, por filtros especiales. Método de Producción Criogénico El proceso de producción del oxígeno por criogenia es el de mayor utilidad hoy en día y se puede esquematizar como se muestra a continuación: Filtración para la eliminación de contaminantes sólidos y gaseosos. Consiste en una serie de compresiones y expansiones rápidas, en el cual el aire atmosférico se comprime a determinadas presiones en cada etapa de la serie y se expande rápidamente, enfriándose en cada una de las etapas, hasta llegar a temperaturas tan bajas (criogénicas) en donde el aire se transforma en líquido. El aire líquido se deposita entonces en una parte de la planta, llamada “caldera”. La separación se hace mediante la rectificación del aire. Rectificación significa destilación repetida: se hacen bullir y condensar los componentes de aire varias veces hasta que puedan separarse. El proceso es posible debido a que los componentes O2, N2, Ar tienen puntos de ebullición distintos. Después de separados se purifican, siendo almacenados en recipientes criogénicos en su estado líquido. Desde el tanque de almacenamiento, el gas licuado pasa a una bomba de alta presión que lo Boletín Técnico btec002/03 Seguridad en Procesos Oxicombustibles Página 3 transporta a un gasificador, cuya misión consiste en calentarlo hasta pasarlo a estado gaseoso. Luego, el gas pasa desde el gasificador a un tubo de llenado, desde el que es comprimido. Método de Producción por Filtros Moleculares. En el proceso de producción por separación pura de los componentes de aire, éste pasa a través de los filtros moleculares, que en caso del oxígeno están constituidos básicamente por el material “zeolita”, que al pasar el aire retiene el nitrógeno y argón, dejando pasar el oxígeno. Con este método, el oxigeno obtenido siempre está en estado gaseoso y posee una pureza entre 92 al 95%. El desarrollo de la tecnología de este método de producción, hará que en el futuro se puedan obtener costos más bajos de producción y en grandes escalas. Gases Combustibles Los gases combustibles utilizados para los procesos de soldadura, corte, calentamiento, pueden ser: - Acetileno. - GLP. - Gas Natural (metano) - Mezclas estabilizadas de hidrocarburos (metilacetileno, propeno, propadieno y propano). Acetileno El acetileno es el gas combustible más conocido en el mercado para las aplicaciones de soldadura corte, calentamiento, soldadura fuerte, etc. El método de producción de acetileno más común es el de la reacción del agua con el carburo de calcio, reaccionando: CaC2 + H2O → C2H2 + Ca(OH)2 + Calor No obstante el acetileno puede ser obtenido por otros procesos, como por ejemplo de reforma del gas natural, o de otros subproductos de plantas petroquímicas. Sin importar cual es la Boletín Técnico btec002/03 Seguridad en Procesos Oxicombustibles Página 4 fuente de materia prima, el proceso es el de reforma de gas, en el cual se vuelve un hidrocarburo y, por medio de equipos especiales y de reacciones controladas, se obtiene el acetileno. Son pocas las plantas que producen acetileno por este proceso en el mundo, debido a su alto costo de inversión inicial. Obtención del Acetileno. • Fórmula química C2H2 • Punto de ebullición a 1,013 bar -84°C • Densidad a + 15° C y 1,013 bar 1,11 kg/m3 El acetileno se obtiene de la reacción del carburo de calcio con agua. En la reacción se forman acetileno y cal. Para un metro cúbico de acetileno son necesarios aproximadamente 3 kg de carburo. El carburo de calcio se obtiene a partir de cal quemada y coque. Estas materias primas se mezclan y se funden a unos 2000°C en un horno de arco eléctrico. El carburo fundido se deja enfriar antes de triturarlo. Luego, es colocado en bidones de unos 100 kg o en contenedores de unos 1.900 kg, que deben limpiarse con nitrógeno y cerrarse herméticamente, ya que el carburo reacciona con la humedad del aire (agua). El acetileno se obtiene en un generador de gas, en cuya parte superior de alimenta el carburo. Un tornillo alimentador sin fin lleva el carburo desde el depósito al interior del generador, donde cae el agua. La producción de acetileno se controla con el tornillo alimentador sin fin. Desde el generador, el acetileno es llevado a un gasómetro cuya misión es, en parte, recoger el gas producido y, en parte, poner en marcha y parar los generadores con un sencillo dispositivo automático, al ritmo de las necesidades de producción. Cuanto más bajo sea el nivel en el gasómetro, más generadores funcionan produciendo acetileno. El gas es llevado desde el gasómetro a un depurador que elimina determinadas impurezas. La fase de producción siguiente consiste en comprimir el gas en un compresor multietapa a una presión máxima de 25 bar. Después de la compresión, el acetileno pasa por un decantador de agua y, a continuación, es secado en una secadora de alta presión. Luego, el acetileno purificado y comprimido es llevado a las rampas de llenado para su envasado en cilindros. Las botellas contienen acetona para diluir el acetileno por compresión. Sin acetona, sólo cabría en el cilindro una décima parte de acetileno. Boletín Técnico btec002/03 Seguridad en Procesos Oxicombustibles Página 5 Generadores de Acetileno para Producción Local Este es también un método muy común en América Latina de producción de acetileno. El principio de generación es básicamente el mismo que el usado para la producción industrial, excepto por el hecho de que son generadores pequeños y que pueden producir acetileno de acuerdo al consumo. La gran diferencia entre éstos y los generadores de producción industrial es que como son equipos más sencillos, los mismos no tienen controles efectivos de temperatura, lo que puede dar lugar a accidentes de consecuencias graves. Otro factor critico es que al ser equipos de producción momentánea, después del uso, el carburo humedecido continua generando acetileno, acumulando cantidades de gas en condiciones inseguras, o sea, volúmenes de gas en estado libre y no disuelto en acetona. Además de eso, el rendimiento del carburo es extremadamente bajo. Análisis hechos en varios clientes mostraron que en condiciones de uso intermitente, se necesitan 10 Kg. de carburo de calcio para generar 1 kg de acetileno usado. GLP- Gas Licuado de Petróleo El GLP o Gas Licuado de Petróleo es, en realidad, una mezcla de dos combustibles, el Propano y el Butano. Dependiendo del país o de diferentes plantas, puede tener una composición variada. El propano constituye, normalmente, la mayor parte de la mezcla, y el resto el Butano. Esta composición puede variar. El GLP como lo vamos a llamar de aquí en adelante, se produce a partir del petróleo en las refinerías. La producción del GLP con relación al total del petróleo refinado, es relativamente baja (aproximadamente el 3%), dependiendo de como se proyecto la refinería. No se debe confundir el GLP con el Propano; el Propano es el mayor constituyente del GLP y se puede también proveer puro a las industrias que lo exijan así. Obtención del GLP Propano Butano Fórmula química C3H8 C4H10 Punto de ebullición a 1.113 bar -42°C -0.5°C Densidad (estado líquido) a + 15°C 508 kg/m3 585 kg/m3 y 1,013 bar Boletín Técnico btec002/03 Seguridad en Procesos Oxicombustibles Página 6 (estado gaseoso) 1,91 kg/m3 2.56 kg/m3 Litros gas/kg líquido 495 370 GLP (gas licuado del petróleo) es la denominación comercial común del propano y el butano. Los gases propeno (C3H6) y buteno (C4H8) también se denominan GLP. Los diferentes tipos de GLP mantienen el estado gaseosos a temperatura y presión normales, pero se licuan a presiones muy bajas. El propano y butano son componentes del petróleo crudo (aproximadamente un 2%) y se obtienen, al igual que otros productos del petróleo, en la refinación. El propeno y el buteno se obtienen, normalmente, mediante craqueo (ruptura) de otros productos del petróleo en las industrias petroquímicas. El gas obtenido es almacenado en forma condensada, a presión, en depósitos. El transporte a los grandes consumidores y estaciones de envasado en que se llenan los cilindros en una balanza. Otros Gases Combustibles Licuados Además del GLP existen también otros gases combustibles licuados para aplicaciones industriales. Estos también son gases derivados del petróleo, producidos por plantas petroquímicas, para la producción, por ejemplo, de plásticos y de sus derivados. Estos gases se utilizan, normalmente, en los países que los producen, en forma de mezclas basadas en metilacetileno, propeno, propadieno, estabilizadas con propano. Las composiciones de esas mezclas son variadas y normalmente se comercializan con marcas comerciales. Distribución del Oxigeno Líquido El oxígeno en el estado líquido está a una temperatura bastante baja (-183°C). A esa temperatura la llamamos criogénica. Debido a que su temperatura es muy baja, su acondicionamiento sólo podrá ser hecho en recipientes especiales, tanto para su transporte como para su almacenamiento. Esos recipientes se pueden comparar a dos tanques. El externo normalmente de acero carbono y el interno de acero inoxidable (perlita expandida). Esta técnica permite así el transporte y el almacenamiento con un mínimo de evaporación. Aunque el oxígeno sea transportado y almacenado en el estado líquido, su utilización es Boletín Técnico Página 7 btec002/03 Seguridad en Procesos Oxicombustibles hecha en el estado gaseoso. Para esto, el oxígeno es gasificado con la ayuda de vaporizadores. Tal proceso es hecho haciendo pasar el líquido por un conjunto de tubos aleteados; que por cambio térmico con el aire atmosférico, aumenta la temperatura más allá del punto de licuefacción, gasificando el líquido. Gaseoso El oxígeno en su estado gaseoso, es transportado y almacenado en cilindros de alta presión. Las presiones de los cilindros están actualmente limitadas a 200 bar (2900 psi 0 20 MPa). En Europa ya se están usando cilindros para presiones de hasta 300 bar (4350 psi o 30 MPa). Estos cilindros son, generalmente, de acero o aleaciones dependiendo de las presiones y el espesor de pared. Se están haciendo investigaciones para cilindros de altas presiones en aluminio y hasta en polímeros. Estos nos lleva a prever que en futuro esos cilindros deberán tener un peso sensiblemente menor que los actuales y con mayor capacidad de almacenamiento. Para tener una idea de lo que representa está presión, si se corta una sección cruzada de un cilindro, serían necesarias 65 toneladas sobre el área. Por otro lado, si la válvula de un cilindro se corta con un sólo golpe, la presión será suficiente para que el cilindro se transforme en un proyectil, capaz de romper paredes y/o techos. Con estos ejemplos, es bastante evidente el cuidado que se debe tener con tales cilindros. Distribución del Acetileno El acetileno es un gas que por sus características no puede ser suministrado en forma líquida. Debido también a esas características, en acetileno no puede ser transportados en cilindros de alta presión normales. Como el acetileno no puede ser sometido a altas presiones dado el riesgo de descomposición, la única manera de abastecimiento de este gas a través de cilindros especiales. Estos son fabricados en acero, soldados o estirados, llevando en su interior una masa porosa, la cual queda saturada con acetona u otro solvente adecuado (DMF). El acetileno bajo presión moderada se disolverá entonces en la acetona, o en otro solvente, y distribuido por la porosidad de la masa. Con el uso del gas, la presión inicial a la que se disolvió el acetileno, es reducida y esto hace Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 8 que el solvente libere acetileno, recomponiéndose la presión. Este es el principal motivo por el cual lo se puede verificar la cantidad de gas en un cilindro de acetileno, por la presión interna del cilindro. La única manera es hacer tal verificación por peso. Distribución del GLP Los gases combustibles licuados pueden ser transportados y distribuidos en camiones tanques o en cilindros. Como estos gases son licuados a moderadas presiones , los tanques o cilindros son de acero carbono normalmente soldados, dimensionados para las presiones de relleno. Dentro de los cilindros y/o tanques los gases estarán en el estado líquido, con un área interna de fase gaseosa, que mantiene el líquido bajo constante presión. A medida que el gas se consume, se reduce la presión interna de la fase gaseosa sobre líquido, que se gasifica recomponiendo así la presión, manteniendo el líquido bajo la presión inicial. Manipulación de los Cilindros Por lo que hemos visto, es obvio los cuidados que se deben tener en cuenta al transportar y almacenar cilindros de gases. Algunas reglas importantes son: • Transportarlos con cuidado. La tapa del cilindro tendrá que estar siempre en su sitio, de forma que ésta no se pueda abrir accidentalmente. • Proteger los cilindros contra el calor excesivo. • No golpear nunca los cilindros ni someterlos a otros choques mecánicos. • Emplear los cilindros solamente para objetivos a los que están destinados, y nunca como soporte ni como rodillo para mover objetos pesados. • Una vez colocados en el sitio, habrá que sujetar los cilindros, de forma que no puedan causar daños personales ni materiales. Los cilindros se pueden fijar a la pared con una cadena o con correas, o se pueden fijar en carritos especiales con cadena. • Los cilindros con gases licuados han de almacenarse siempre de pie. Ver sección anterior. Mantener siempre un guante refractario cerca de los cilindros, para poder cerrar las válvulas en caso de retroceso o de incendio sin quemarse las manos. Colocar el guante de forma que quede bien visible y accesible. • Abrir siempre las válvulas lentamente y con cuidado. Boletín Técnico Página 9 btec002/03 Seguridad en Procesos Oxicombustibles Equipos Ahora que conocemos un poco más sobre los gases, sus características, etc, vamos a los equipos para la utilización en corte y soldadura. Válvulas Reguladoras. Los gases suministrados en cilindros no pueden, por norma, ser utilizados a la presión que son transportados. Como ya dijimos anteriormente el oxígeno se acondiciona en cilindros con presión de 2400 psi (170 bar) y el acetileno con aproximadamente 260 psi (18 bar). Por regla general, las presiones de trabajo para oxígeno varia de 45 a 140 psi (3 a 10) bar y para el acetileno de 7 a 14 psi (0.2 a 1 bar). Por lo tanto, es necesario un equipo para reducir la presión interna de los cilindros adecuada al uso. Este equipo es regulador de presión. En su funcionamiento los reguladores son semejantes, diferenciándose en las dimensiones, formas y características, de acuerdo con: • El gas que va usar. • Presión que va a regular. • Flujo para un determinado trabajo. Cabe recordar que las conexiones tanto de los reguladores a los cilindros, como las de salida, varían de un gas para otro y de un país para otro. Es importante considerar que los materiales usados para la fabricación deben ser aprobados para el uso del gas que fue proyectado. Para el trabajo con acetileno no se admiten materiales que contengan más del 65% de cobre, dado el riesgo de formación de sales (acetiluro de cobre) explosivo en determinadas condiciones. Con respecto a la seguridad, se deberá tener cuidado en la instalación y operación de los reguladores. Los aceites y las grasas, son terminantemente prohibidos para los reguladores. A pesar de que para el acetileno no haya alguna reacción con aceites, tal sustancia es terminantemente prohibida para el Oxígeno en términos de seguridad. Como la misma mano opera los dos reguladores, como por ejemplo en un conjunto oxiacetilénico, el mismo cuidado se aplica a ambos gases. La misma regla se aplica a las herramientas para la instalación de reguladores y otras partes Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 10 de un conjunto oxiacetilénico. Cualquier instalación deberá ser verificada contra eventuales fugas de gases. Las fugas de gases, sea cual sea el gas, puede colocar en peligro la vida de las personas que están directa o indirectamente involucradas en el proceso. Las fugas de oxigeno pueden enriquecer el ambiente: Para tener una idea, un enriquecimiento de tan solo 3 puntos porcentuales en el nivel de oxigeno (21% - 24%) hará que la velocidad de la combustión aumente 3 veces. Si el enriquecimiento de oxígeno llega a 40%, la velocidad de combustión será 10 veces mayor. Por consiguiente, por razones de seguridad debe evitarse la ventilación y soplado con oxigeno puro. Así mismo, en los espacios de trabajo limitados, debe procederse con especial cautela para que no se produzcan fugas de oxigeno que puedan oxigenar el aire. Puesto que el oxigeno es inodoro y sus fugas pasan desapercibidas, antes de efectuar trabajos en cisternas y similares debe hacerse un análisis del contenido de oxígeno si se sospecha que el contenido puede ser demasiado alto. No se puede olvidar que a medida que se aumenta la velocidad de combustión con el aumento de oxígeno en el ambiente, menos será la energía necesaria su ignición. Para el caso del acetileno, la instalación de los reguladores sigue la misma regla que oxígeno, resaltándose que: En la apertura rápida de la válvula del cilindro de acetileno, a pesar de que la presión sea baja en el cilindro, se corre el riesgo de que haya un choque entre el aire remanente en la cámara de alta presión del regulador, lo que puede iniciar una descomposición con riesgo inminente en el cual tal fenómeno se propague para el cilindro. Mangueras: Las mangueras para oxígeno y acetileno deben estar aprobadas para los gases y presiones a que van trabajar. También es importante que no contengan aceites o grasas y tengan aprobación para uso en soldadura y corte. Los cuidados esenciales son la inspección periódica de mangueras en lo que toca a fugas y fisuras. El período de inspección debe ser de acuerdo con las condiciones del trabajo. Sopletes Llegamos finalmente a los sopletes, que son los equipos con los cuales los trabajos serán Boletín Técnico Página 11 btec002/03 Seguridad en Procesos Oxicombustibles hechos, sean ellos, soldadura, corte, soldadura fuerte, calentamiento, etc. Los sopletes son equipos que se constituyen básicamente de un conjunto de tuberías y válvulas, dimensionados para un rango determinado de trabajos. De una forma general, los sopletes son equipos proyectados para mezclar los gases combustibles y oxigeno, en las proporciones deseadas o necesarias para un determinado servicio o trabajo y controlar la combustión de estos gases, con seguridad. Hay dos principios básicos para hacer la mezcla de los gases: • Principio inyector. • Principio mezclador. En un soplete inyector, el oxígeno fluye a través del inyector, a una alta velocidad, expandiéndose luego en la cámara de mezcla. Este efecto de expansión, crea una succión en el lado del gas combustible. En este sistema, la presión dinámica del gas combustible (PG) es siempre mas baja que del oxigeno (PO). La presión de la mezcla es siempre mayor que la del gas combustible. PO > PM > PG La principal ventaja de este sistema de mezcla de gases, es la homogeneidad de la mezcla lo que hace que la combustión de los gases sea más efectiva. La otra ventaja es que cuando estén ajustadas las presiones y los flujos, el funcionamiento del soplete es prácticamente mantenido por el inyector. Estas son dos razones por las que se prefiere este sistema para servicios automatizados, como por ejemplo oxicorte con máquinas y operaciones de desempeño, operaciones en las cuales la eficiencia de la combustión es parte importante en el proceso. Una desventaja del sistema es que es más susceptible a retrocesos de llama. Sin embargo, nuevos diseños de inyectores hacen que este sistema sea más seguro y menos susceptible a los retrocesos. El principio de mezcla por mezclador difiere del inyector, básicamente por el hecho de que en estos los gases son mezclados a la misma presión dinámica, o sea la presión del oxígeno es igual a la presión del gas combustible. En este caso, la presión de la mezcla es menor que la del gas combustible y el oxígeno. Boletín Técnico btec002/03 Seguridad en Procesos Oxicombustibles Página 12 PM < PG < PO Vale destacar que siempre que hablemos de presiones nos referimos a la dinámica y no a la previamente ajustada en el regulador. En este aspecto, las válvulas de control de flujo de gases actúan como reguladores dinámicos de segundo nivel, provocando una caída de presión internamente al soplete, para que dinámicamente las presiones sean iguales. Hasta ahora nos hemos concentrado, a fin de facilitar la explicación sólo en sopletes de soldar, pero hay otros sopletes para otras aplicaciones, como por ejemplo corte cuyos proyectos puedan variar, manteniéndose válidos los principios. En el caso de los sopletes mezcladores pueden existir tres proyectos distintos, específicamente, en el caso de corte: • Mezclador en el soplete. • Mezclador en la cabeza del soplete. • Mezclador en la boquilla. Cualquiera que sea el proyecto de los principios de mezcla, el ajuste de flujo de los gases será hecho para compatibilizar la velocidad de la combustión para la mezcla ajustada. Retroceso de Llama Un retroceso, pura y simplemente puede significar muchas cosas, como por ejemplo un retroceso de flujo de gas, de agua, etc., o sea, puede significar que un líquido o un gas, fluye en sentido contrario al normal. En nuestro caso, debemos ser bien específicos con el mensaje que queremos transmitir. Existe el retroceso de flujo de gas, que es la condición básica para crear un retroceso de llama. En este caso, uno de los dos gases que se están utilizando (combustible y oxígeno) fluye en sentido contrario al normal y se mezclan en las mangueras. Como para tener una combustión son necesarios tres elementos, o sea, combustible, comburente e ignición inicial, este reflujo de cualquiera de los gases para la manguera del otro, crea la condición básica para tener una combustión en la manguera que contenga la mezcla, bastando para esto la ignición inicial, que no necesariamente debe ser una chispa, pudiendo también ser un calentamiento excesivo o hasta un aumento de presión que genere calor. Para evitar este tipo de accidente se recomienda la instalación de válvulas unidireccionales en las entradas de los sopletes. Boletín Técnico Página 13 btec002/03 Seguridad en Procesos Oxicombustibles Tales válvulas tienen la única función como ya lo dice su designación, de evitar el reflujo de los gases, reduciendo así las condiciones para que ocurra un retroceso de la llama. Cabe destacar, sin embargo, que tales válvulas no tienen la función de actuar contra el retroceso de llama, puesto que no posee filtro de corta llama. Algunas válvulas unidireccionales tienen un filtro corta llama incorporado, y éstas sí pueden evitar el retorno de la llama para las mangueras, para el regulador y para el cilindro. Tales válvulas poseen un conjunto unidireccional y un filtro corta llamas, pero no tienen dispositivos de trabas, o sea, no que cortan el suministro de gases después del retroceso. Existen tres tipos de retroceso de llama fácilmente reconocibles: • Retroceso momentáneo. • Retroceso sostenido. • Retroceso total. El retroceso momentáneo de llama retrocede en la boquilla, ya sea de soldadura o de corte, produciendo un estallido; a continuación la llama se apaga o se vuelve a encender. La frecuencia de estos estallidos pueden variar, llegando a ser tan seguido que pueden parecer una ametralladora. La causa del retroceso momentáneo es un desbalance de velocidades en la punta de la boquilla. La mezcla se quema con mayor rapidez de lo que puede fluir hacia afuera. Las razones por las cuales el gas puede fluir con demasiada lentitud pueden ser: - Reguladores o sopletes incorrectamente ajustados.. - Mangueras estranguladas o de pequeño diámetro. - Presión del gas en el cilindro demasiado baja. - Obstrucción por suciedad en la boquilla. - Orificio de la boquilla agrandado quizás por limpieza incorrecta. El retroceso momentáneo puede ocurrir incluso cuando el caudal de gas sea suficiente, si la velocidad de combustión es demasiado elevada. Esto puede ocurrir, por ejemplo por calentamiento excesivo de la boquilla cuando se está soldando en esquinas en donde la llama calienta la boquilla. Este retroceso momentáneo no es peligroso, pero se debe parar la operación y verificar las Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 14 posibles causas, enfriando la boquilla y el soplete. La insistencia de continuar con el trabajo, puede llevar a un retroceso sostenido. En un retroceso sostenido la llama retrocede hacia adentro del soplete y continúa quemando en su interior, normalmente en la cámara de mezcla. Este retroceso, si no se interrumpe en diez segundos, empieza a fundir el soplete y las partes de estas salen como un chorro de metal incandescente, con serios riesgos de lastimar a los operadores y a las personas que estén cerca. En este tipo de retroceso la presión en la cámara de mezcla aumenta impidiendo el flujo de gas combustible. El oxígeno empieza entonces a alimentar la combustión del material que constituye el soplete, normalmente latón. Si el proceso se interrumpe antes de los diez segundos, se deberá enfriar el soplete con agua y se deberán reparar las posibles fallas. Las causas pueden ser las mismas que fueron explicadas para el retroceso momentáneo. El retroceso total es una explosión que se propaga por el soplete, la mangueras, los reguladores, pudiendo llegar al cilindro. La causa del retroceso total es causado normalmente por la mezcla de gas combustible y oxígeno en una de las mangueras y ocurre cuando se enciende el soplete, sin hacer el procedimiento de purga de las mangueras. A pesar de recomendarse siempre purgar las mangueras cada vez que se va a encender un soplete, en la práctica no siempre se hace. Otras causas para el retroceso total, pueden ser: • Boquilla de corte o de soldadura obstruida o dañada. • Que el gas de uno de los cilindros se esté terminando ocasionando el contraflujo. • Desequilibrio entre la velocidad de combustión y de salida de la mezcla. Muchos operadores creen que pueden pasar un retroceso total, doblando las mangueras o cerrando los cilindros pero esto es inútil pues esta explosión ocurre en velocidad supersónicas. Hay cierta discusión alrededor de que los retrocesos de llama totales sólo ocurren en el lado de los gases combustibles. En realidad hay una falta de investigación criteriosa de los accidentes ocurridos. Una Boletín Técnico Página 15 btec002/03 Seguridad en Procesos Oxicombustibles investigación de 39 casos hecha en Finlandia, mostró que la incidencia de retrocesos totales con explosión de mangueras, el 46% ocurrió con las mangueras de oxígeno y el 54% con las del gas combustible, lo que nos lleva a pensar que los riesgos son de prácticamente el 50% para cada gas. Dispositivos de Seguridad Al entender lo que puede ocurrir, ahora será más fácil hablar sobre los dispositivos contra el retroceso de llama, como son, contra que protegen, como funciona y dónde instalarlos. Ya dijimos que las válvulas unidireccionales pueden estar equipadas con filtros contra llama. Tales filtros tienen otra función, que es la de evitar que las partículas de suciedad se depositen en los asientos de la válvulas del soplete, impidiendo su perfecto funcionamiento. Los bloqueadores de retroceso de llama son equipos de seguridad par ser instalados en los reguladores, puesto de servicio u otra fuente de suministro de gas combustible y oxigeno. Tales dispositivos de seguridad solamente son instalados en el lado de la baja presión, o sea, después de regulada para un determinado servicio, La función de estos dispositivos es la de proteger la fuente de suministros de gas, ya sea un cilindro o una tubería, evitando que cualquier retroceso eventual de la llama, lo alcance, causando accidentes de proporciones imprevisibles. Para que un dispositivo sea considerado seguro deberá tener como mínimo 4 funciones: 1.- La primera función es la de cortar la llama, evitando que la misma alcance, como ya dijimos, el regulador y la fuente de suministro de gas. El sistema más moderno es el seco, y para tal función se usa un filtro de material sinterizado, generalmente acero inoxidable. Ese filtro, deja pasar el gas pero bloquea la llama, ya que la misma no puede pasar por un material poroso. Además de extinguir la llama, el filtro tiene también la función de amortiguar el choque generado en el retroceso. 2.- La segunda función del dispositivo contra el retroceso de llama es la de evitar que el flujo de gas continúe después de un retroceso de llama. Esto es hecho por un conjunto, que es accionado cuando haya una onda de contra presión al sentido normal del flujo. 3.- La tercera función del dispositivo contra el retroceso de llama es una válvula Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 16 unidireccional flotante que tiene como función actuar momentáneamente a una onda de corta presión. 4.- La cuarta función del dispositivo contra retroceso, es un fusible térmico, que actúa a una temperatura de aproximadamente de 95-105°C. La función de este dispositivo es la de cerrar cualquier pasaje de gas, en caso de que la temperatura llegue a ese nivel. Esta función es importante en el caso que haya una alta temperatura en la válvula, ya sea por incendio en el área en donde el equipo esté instalado o una explosión de manguera que genere fuego cerca de la válvula. En este caso se acciona el fusible térmico, cortando el suministro de gas y evitando que los componentes internos del dispositivos, tales como los anillos de ajuste, los resortes y filtros se dañen por un exceso de temperatura. Se debe tener cuidado al instalar los dispositivos contra el retroceso de la llamas y válvulas unidireccionales y con relación a caídas de presión y la consecuente reducción de flujo. Es fácil que los gases al fluir por la válvula, los filtros, etc., pueden sufrir una caída de presión y, como consecuencia, una reducción de flujo. La consecuencia puede ser desde la imposibilidad de realizar un determinado trabajo o, en el peor de los casos, un retroceso de llama, por los hechos discutidos anteriormente. Medio Ambiente Además de los aspectos presentados personalmente, referentes a aspectos de seguridad operacional, los procesos oxicombustibles involucran también otros aspectos de seguridad, relacionados al medio ambiente. Al igual que todos los métodos de corte y soldadura, los procesos oxicombustibles generar humos en mayor o en menor grado. Los humos están constituidos principalmente de óxidos de metal cuando se está soldando o cortando, que se forman cuando se oxidan los vapores de los metales. La composición de tales humos depende del tipo de material que se está cortando, y del material agregado. El cadmio (material cadmiado), el zinc (material de galvanizados) y el plomo (de ciertas pinturas) son ejemplos de sustancias nocivas que pueden estar presentes en los humos. También son generados gases nocivos. Estos pueden ser los óxidos de nitrógeno, gases Boletín Técnico Página 17 btec002/03 Seguridad en Procesos Oxicombustibles nitrosos, monóxido de carbono, fosfinas y fosgeno. El oxido nítrico (NO) y el dióxido de nitrógeno (NO2) son formados por el contacto del oxigeno y del nitrógeno de aire atmosférico con la llama y el material de base caliente. Los óxidos de nitrógeno son un peligro para la salud cuando se trabaja en espacios reducidos. En espacios reducidos y con poca ventilación la llama consumirá el oxigeno del aire atmosférico y formara monóxido de carbono (CO) en lugar de CO2 por la combustión incompleta. La fosfina (muy peligrosa) se forma cuando se suelda o se corta el material fosfatado. El fosgeno (COCl2) extremadamente peligroso, se forma cuando se suelda material que se ha limpiado con hidrocarburo clorado (tricloretileno por ejemplo). La medida en este caso, es secar la superficie limpia mucho antes de empezar la soldadura. En ambientes cerrados el consumo de oxigeno por la llama, reduce su contenido en el aire abajo del limite (18%) de resistencia humana, puede conducir al desfallecimiento y, posiblemente, si el operador no es retirado del local, a la muerte por deficiencia de oxígeno. Las medidas para estos casos son: • Mantener el ambiente ventilado. • Limpiar las superficies de las piezas a ser soldadas. • Material fosfatado, zincado o cadmiado, remover la protección del área a ser soldada. • Evitar mantener la cabeza en la columna de humos. • Usar mascara respiratoria con filtro, o • Usar ventilación de aire respirable. Calor y Radiación El calor y la radiación pueden ser un gran problema cuando se suelda o se cortan chapas de gran espesor. Se recomiendan una ventilación adecuada y, si es posible, extracción local, porque retira el aire caliente además de los humos o gases generados en el proceso. Boletín Técnico Seguridad en Procesos Oxicombustibles btec002/03 Página 18 Ruido El ruido producido por proceso oxicombustible puede ser muy elevado. Ejemplos son el corte mecanizados con llama y el calentamiento con sopletes grandes. Con frecuencia, se hacen otras operaciones en conexión con soldadura, el corte y el calentamiento, que contribuyen un alto nivel sonoro en el taller. Ejemplos de tales operaciones son el torchado y el enderezado mecánico. La mejor forma de reducir el nivel sonoro es enfrentándose al problema en su fuente. Esto puede implicar el cambio del método usado. Cambiando el torchado con arco de carbón y aire al corte con llama, se puede reducir el nivel de ruidos de unos 115 dB (A) a 90 db(A). Otro ejemplo es el enderezado, que a veces se hace con llama oxicombustible. También se puede reducir la necesidad de enderezamiento eligiendo la secuencia de soldadura. Otras formas de reducir el ruido es colocando paneles aislantes en pared y techos, y apantallando los puestos de trabajo. En muchos casos, seguirá siendo necesario utilizar alguna forma de protección en oídos.