descarga
Anuncio

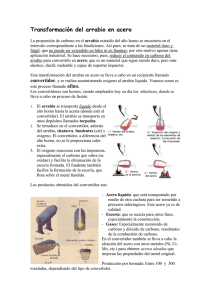
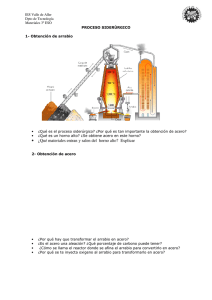
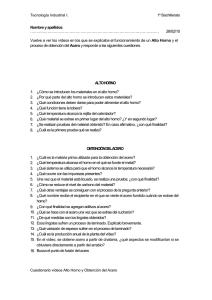
BLOQUE TEMATICO N° 3: Acero Autor: Prof. Juan Carlos Genoud INTRODUCCIÓN Vimos que el arrabio que salía del alto horno fundamentalmente estaba constituido por el hierro metálico, pero que había absorbido entre un 3 a 4,5% de carbono. Eliminando por cualquier método al carbono en su mayor parte, obtendremos lo que se denomina acero. El porcentaje máximo de C en el acero es del 1,7% (o hasta 2,06% según algunos autores). Cuando el contenido de C es muy bajo, en el orden del 0,15% o menos, se lo llama comúnmente hierro dulce. Los métodos utilizados para la obtención del acero son variados, pero fundamentalmente siguen dos líneas definidas: La primera (I), la más conocida, es la descarburación del arrabio, mientras que la segunda (II), es por carburación del hierro esponja, o cualquier otro acero que tenga un contenido de carbono menor del necesario. I- POR DESCARBURACIÓN (Obtenido en estado líquido): Crisol Convertidor Siemens Martin Horno Eléctrico II- POR CARBURACIÓN: Cementación POR DESCARBURACION AL ESTADO LIQUIDO: Por este método se obtiene la mayor parte de los aceros industriales. Se puede partir del arrabio líquido, o bien de la mezcla de hierro fundido con chatarra de hierro y acero, o bien sólo de chatarra. En el primer caso es indispensable el uso de los convertidores. Básicamente el proceso químico consiste en eliminar de la masa metálica, primero los elementos como el silicio, manganeso, fósforo y azufre, como también el carbono, y después recarburándolo con adición de carbono con la dosificación exacta, de acuerdo al acero deseado. Según la naturaleza del revestimiento refractario del horno que se usa, se tienen dos procesos: el ácido y el básico. El primero requiere emplear materiales muy puros, pues el medio ácido no permite desfosforar ni desulfurar químicamente al arrabio. El segundo permite eliminar el azufre y el fósforo por lo que se pueden obtener buenos aceros aun partiendo de materiales no seleccionados. MÉTODO AL CRISOL Se emplea un crisol, que es un recipiente contenedor (como un gran jarro). Se utiliza poco en virtud de su poca producción. En el crisol se carga fundición de hierro y mineral, o bien acero de bajo contenido de carbono en forma de chatarra y se lo carbura con aleaciones de alto carbono. Se obtiene en estado líquido y se lo cuela en moldes, obteniéndose aceros de muy buena calidad. MÉTODO AL CONVERTIDOR En el convertidor se carga el metal bruto, obteniéndose el metal afinado por el proceso interno que se desarrolla en su interior. Este acero tiene una composición bien regulada. El convertidor es un recipiente de chapa, el cual está revestido en su interior por un grueso revestimiento refractario de característica ácida o básica, según el tipo de arrabio que se use para producir el acero. El fondo del convertidor está perforado, y por los orificios se insufla aire a presión provisto por potentes compresores. Para la carga y descarga el convertidor puede bascular sobre su eje. Existen tres tipos de convertidores que se detallarán más adelante: Convertidor Bessemer Revestimiento refractario ácido Convertidor Thomas Revestimiento refractario básico (BOF) Convertidor LD Revestimiento refractario básico (BOF) Éste último tipo de convertidor, el más utilizado en la actualidad se denomina así LD, en virtud de su desarrollo en Linz y Donawitz, dos ciudades de Austria. Difiere de los dos anteriores por que en vez de insuflar 1 E. E. T. Nº 466 aire comprimido por el fondo del convertidor, se inyecta oxígeno por medio de una lanza desde la parte superior. Si bien las reacciones interiores son similares a la de los otros convertidores, se acorta el tiempo del proceso y se prescinde de la instalación de los compresores. La construcción es también más sencilla ya que no es necesario disponer de orificios en el fondo del convertidor. Connvertidos Bessemer (Revestimiento ácido) El primer paso para lograr la transformación masiva del arrabio en acero lo dio el inglés Henry Bessemer en 1856. La idea de Bessemer era simple: eliminar las impurezas del arrabio líquido y reducir su contenido de carbono mediante la inyección de aire en un "convertidor" de arrabio en acero. Se trata de una especie de crisol, como el que muestra en la figura, donde se inyecta aire soplado desde la parte inferior, que a su paso a través del arrabio líquido logra la oxidación de carbono. Así, el contenido de carbono se reduce del 4 o 5% a alrededor de un 0,5%. Además el oxígeno reacciona con las impurezas del arrabio produciendo escoria que sube y flota en la superficie del acero líquido. En las figuras siguientes se muestran cortes típicos de convertidor es Bessemer ó Thomas. El flujo de aire se inyecta por la parte inferior del horno para que elimine gran parte del carbono y otras impurezas del arrabio por oxidación Detalle de la introducción de aire en el convertidor a través de uno de sus gorrones La pared del convertidor de Bessemer estaba recubierta con ladrillos refractarios ricos en óxido de silicio: sílice. En la jerga de los refractarios a éstos se les llama "ácidos" para distinguirlos de los óxidos metálicos, que se denominan "básicos". La triste experiencia del primer intento de Bessemer sirvió para demostrar que los refractarios ácidos entorpecen la eliminación del fósforo del arrabio. Más tarde Thomas y Gilchrist, también ingleses, probaron que el convertidor de Bessemer transformaba exitosamente el arrabio en acero si la pared del horno se recubría con refractarios "básicos", de óxido de magnesio por ejemplo. Para quitar el fósforo y el sílice del arrabio, añadieron trozos de piedra caliza que reacciona con ambos para producir compuestos que flotan en la escoria. Esto no se podía hacer en el convertidor "ácido" de Bessemer porque la piedra caliza podría reaccionar con los ladrillos de sílice de sus paredes. La figura siguiente muestra las tres etapas desde la carga al soplado en un convertidor tipo BessemerThomas Cargando Comienza a soplar Las fases se dividen generalmente en cuatro, según este orden: 1ra Escorificación y Elevación de la Temperatura Trabajo Vertical El aire que ingresa a la masa líquida comienza a oxidar al hierro obteniéndose finalmente FeO. Este óxido se disuelve en el baño y realiza la tarea de oxidar las impurezas, obteniéndose Fe metálico más SiO2 y liberando 2 E. E. T. Nº 466 calor. Parte del Fe se combina con la sílice y forman la escoria que al ser más liviana flota. FeO + SiO2 = SiO2 Fe (que es la escoria) En esta etapa se oxida también el manganeso, liberando Fe metálico y liberando calor. El Mn a su vez se incorpora a la escoria combinándose con sílice. MnO + SiO2 = SiO3 Mn (escoria) El Mn impide la formación de óxido de hierro por lo que en los convertidores Bessemer se emplean fundiciones manganesíferas. Si el arrabio no tuviera suficiente manganeso se le agrega en la dosis necesaria. Ésta operación dura aproximadamente 8 minutos, pasados los cuales comienza a quemarse el carbono. 2da Descarburación o Período de las llamas La temperatura como consecuencia de las reacciones anteriores fue elevándose, aumentando así la afinidad del carbono con el oxígeno formándose monóxido de carbono CO, que al quemarse genera CO2. Se puede ver que el baño entra en ebullición, que en realidad es el paso violento del CO en la masa líquida. Esto genera vibraciones cada vez más intensas hasta que el fenómeno aminora llegando a la calma. Como consecuencia de ésta etapa el carbono que estaba combinado con el hierro en el arrabio, se descarbura, transformándose en acero líquido. El tiempo de esta fase es de aproximadamente 7 minutos. Poco a poco al eliminarse gran parte del carbono, comienza a calmarse pero como el aire continúa pasando, el exceso de éste oxida al hierro y a las otras impurezas que pueden existir. Esta fase dura alrededor de 3 minutos. Convertidor Thomas (Revestimiento Básico) A mediados de 1870 los químicos de una fábrica de hierros forjados llevaron a cabo un experimento solventados por ellos mismos en dicha fábrica, desarrollando revestimientos para convertidores Bessemer que podían absorber el fósforo indeseable que quedaba en el acero. Thomas anunció el éxito de los experimentos en Londres año 1878. Fases de la operación: Las fases de este proceso son también cuatro, según este orden: 1ra Escorificación Durante este período se quema el Silicio formando SiO2 y salen del pico del convertidor gran cantidad de chispas que son partículas de escoria y óxidos de hierro lanzados al exterior por la corriente de nitrógeno del aire. La sílice se combina parcialmente con el revestimiento, a pesar de la presencia de cal, pues ésta se encuentra a mayor temperatura. En esta fase al igual que el método Bessemer se oxida el hierro, pero también se combina con el silicio y con el manganeso liberando calor. Esta combinación genera los óxidos de silicio y manganeso y dejan como resultado hierro metálico. El baño alcanza temperaturas muy altas por lo que la cal adicionada al comienzo de la operación reacciona con el SiO2 formando silicatos de calcio y OFe. El silicio se quema en tres minutos aumentando este tiempo si la proporción es muy alta. Los análisis de aceros transformados con el convertidor Thomas demuestran la ausencia casi total de silicio. 2da Descarburación El fósforo comienza a oxidar se desde el principio pero en forma lenta. Primero forma fosfato de hierro y con la cal generará fosfato de calcio más óxido de hierro. Al aumentar más la temperatura comienza la combustión del carbono. El CO reduce a los fosfatos y reincorpora el fósforo libre al baño. El CO se inflama produciendo llamas de varios metros de altura, pasando sus colores del amarillo al blanco brillante, que vira al verde pálido cuando el fósforo comienza a oxidarse. El baño se hace cada vez menos fusible y eso genera ruidos y vibraciones intensas, debidas al esfuerzo del aire para atravesar la masa. El carbono liberado del arrabio se quema entre 6 y 10 minutos bajando su proporción rápidamente. 3ra Combustión del Fósforo Cuando se ha quemado por completo el carbono, se activa la combustión del fósforo, elevándose rápidamente la temperatura de la masa. Aquí la escoria se vuelve completamente líquida, disolviendo la cal. Esta combustión se provoca mediante una fuerte corriente de aire. Las llamas desaparecen rápidamente del convertidor y comienzan a aparecer humos rojos o pardos que son óxidos de Fe y Mn. El manganeso que no ha terminado de quemarse desde el comienzo de la operación, es un recurso importante para proteger el hierro de la oxidación. 4ta Adiciones Finales 3 E. E. T. Nº 466 Terminada la insuflación de aire, y eliminado el P, se inclina el convertidor par a retirar las escorias, las que ocupan un volumen considerable. Luego se le agregan las adiciones finales. Convertidores LD - BOF (Basic Oxigen Furnace) Luego de finalizada la 2da Guerra Mundial, a principios de 1950, comenzaron los ensayos a escala industrial para un nuevo proceso en dos ciudades de Austria, Linz y Donawitz. Debido a ello hoy se conoce con el nombre de Convertidor LD. La diferencia con los métodos anteriores, consistía en el soplado mediante una lanza de oxígeno industrial con gran presión y velocidad sobre el baño de arrabio a afinar, para lograr acero. Las lanzas de inyección usadas son de acero común, pero en su extremo llevan soldada una cabeza de cobre de alta pureza con tres o más toberas calibradas. Todo el conjunto está refrigerado por agua a presión. El diseño de las cabezas, el número de toberas y el diámetro de los orificios, como así también el ángulo respecto del eje longitudinal de la lanza, dependen de la distribución del oxígeno en el baño que su busque lograr. La eficiencia en la velocidad de las reacciones físico químicas y el equilibrio de ellas en la interfase metal escoria, requieren, además, una altura de soplo variable durante el tiempo de soplado. Todos estos parámetros sumados a la más pronta formación de una escoria adecuada y al nivel de oxidación del baño metálico en contacto con el refractario, determinarán el grado de avance de su desgaste, principalmente en la zona de la interfase metal - escoria, lo que finalmente define al vida útil del revestimiento, o sea la duración de la campaña. Los convertidores LD, son de fondo removible y revestimiento refractario de ladrillos de cromomagnesita. Tienen la ventaja de admitir chatarra juntamente con el arrabio líquido. A través de la boca del convertidor en posición vertical, se introduce la lanza por la que se inyecta oxígeno entre 2 y 3 mach (1 mach = velocidad del sonido 333 m/s) lo que provoca que atraviese la escoria que se va generando con la fusión de los fundentes agregados. El siguiente esquema representa el proceso realizado en un convertidor: Para mejorar la calidad del acero obtenido en el convertidor se instala un Horno Cuchara, intermediario entre el convertidor y la colada continua. Esto permite realizar una limpieza profunda del acero crudo previo a la solidificación, mejorando, además, considerablemente el rendimiento de la máquina de colada continua. 4 E. E. T. Nº 466 Las principales maniobras realizadas en forma secuencial en esta etapa son: 1ra: Adición de ferroaleaciones para ajustar el grado de acero deseado. 2da: Inyectado de argón -gas inerte- por el fondo de la cuchara para lograr una mayor homogeneización de la masa líquida y su temperatura final. 3ra: Se produce un determinado vacío en la instalación para logra la eliminación de gases solubles en el acero líquido. 4ta: Reacondicionar la escoria remanente en la cuchara. MÉTODO SIEMENS MARTIN Carga del Convertidor con arrabio proveniente del alto horno Con este tipo de horno se permite la utilización de gran cantidad de chatarra de acero (reciclado), desechos de hierro y acero fundido, o también trabajar cargando fundición líquida y mineral de hierro. El horno en sí es del tipo de reverbero, es decir que la combustión se produce en una cámara fuera del recinto donde se encuentran los materiales. Además en esta clase de hornos se recupera el calor de los gases de combustión. Como en los convertidores, los revestimientos pueden ser ácidos o básicos. Los aceros obtenidos por este método se denominan afinados sobre solera. Se comenzó a utilizar en el año 1865, después de la invención del convertidor Bessemer (1856) Fue desarrollado por Martin, pero alcanzó a tener importancia en la producción a gran escala con la invención del Horno de Siemens, que permite obtener temperaturas elevadísimas. El proceso se basa en la descarburación del arrabio o de la fundición, mediante la mezcla con aceros dulces proveniente de la chatarra de hierros viejos, o de recortes de la industria del acero. Como el hierro dulce y el acero son aleaciones de muy bajo contenido de carbono, al unirse a la fundición o el arrabio, se logra una mezcla, que gracias a la acción de la alta temperatura se logra homogeneizar perfectamente. Esta mezcla tendrá un contenido de carbono que puede entonces regularse a voluntad, simplemente controlando el tipo y la cantidad de carga que se la hace al horno. Este procedimiento fue posible hacerlo en gran escala cuando se aplicó el horno inventado por Siemens, el que permite obtener una 5 E. E. T. Nº 466 temperatura muy elevada y a la vez uniforme y constante en todo el recinto donde está la solera, es decir el lugar donde se produce la fusión. Este recinto normalmente se lo conoce con el nombre de “laboratorio”. Los aceros obtenidos por el método de Martin (por horno de reverbero) utilizando el sistema inventado por Siemens, se lo denomina Martin – Siemens. La modificación de Siemens fue la de agregar unos dispositivos de ladrillos refractarios, donde los gases provenientes de la combustión, pasaban antes de eliminarse por la chimenea. De este modo se calentaba esta masa de ladrillos almacenando gran cantidad de calor. Luego cerraba por medio de una válvula, el paso de gas de combustión, pero haciendo pasar aire, que luego se inyectaba para mantener la combustión. De esta manera este aire ingresaba muy caliente al horno elevando su temperatura y produciendo un mejor quemado del combustible. Así con este método se alcanzaban temperaturas entre 1.800°C y 2.000°C. Otra ventaja de este horno, es que se empezó a utilizar las coladas y recortes provenientes de los convertidores, además de toda la chatarra y materiales ferrosos que producía la industria metalúrgica. El horno se carga en un 30% a un 40% con chatarra y piedra caliza, empleando aire pre-calentado, combustible líquido y gas para la combustión, largas lenguas de fuego pasan sobre los materiales, fundiéndolos. Al mismo tiempo, se quema (o se oxida) el exceso de carbono y otras impurezas como el fósforo, silicio y manganeso. En la industria de la laminación del acero, el horno de Siemens era muy utilizado, ya que permitía llenar las lingoteras. Cuando los lingotes colados en éstas, estaban con la consistencia y temperatura necesaria, se procedía a su laminación en caliente para obtener perfiles y chapas. Hoy existen pocas siderurgias que se este utilizando este tipo de hornos. HORNOS ELÉCTRICOS En el siglo XIX, el horno de arco eléctrico se empezó a emplear en la fundición de hierro. El método de soldadura por arco eléctrico fue investigado en 1815 y entre 1878 Siemens patentó el horno de arco eléctrico. Al principio, el acero obtenido por horno eléctrico era un producto especial para la fabricación de máquinas herramienta y de acero resorte. Los hornos de arco eléctrico fueron utilizados en la Segunda Guerra Mundial para la producción de aleaciones de acero, fue después cuando la fabricación de acero por este método comenzó a expandirse. El bajo costo en relación a su capacidad de producción permitió establecerse nuevas acerías en Europa en la posguerra. El hecho de que un horno de arco eléctrico use acero procedente de chatarra como materia prima tiene un impacto en la calidad de un producto laminado, debido al control de calidad limitado sobre las impurezas que contienen un acero procedente de chatarra. Estos hornos producen temperaturas muy elevadas y son los más indicados para la desulfuración y desfosforación de la fundición y para la obtención de aceros especiales, porque en ellos el metal que se elabora se encuentra libre de todo cuerpo extraño (aire, gas, carbón, etc.). Se utilizan también para el afinamiento de la fundición cargándolos de trozos de hierro, virutas, etc. y haciendo luego la adicción de los elementos necesarios. La potencia de los hornos eléctricos se expresa por los kW de corriente absorbida, que en los hornos de gran capacidad sobrepasan el millar. Los hornos eléctricos pueden ser: De resistencia, de arco y de inducción. Horno de resistencia Se basa en el principio de que un cuerpo conductor atravesado por la corriente eléctrica se calienta hasta fundirse. Prácticamente estos hornos (construidos con materiales de alta resistencia eléctrica) se usan hoy más bien para producir temperatura hasta 1000° para los distintos tratamientos térmicos, y muy pocos para fusión de acero. De arco voltaico Es un flujo de chispas entre dos conductores eléctricos aproximados, que da una luz muy intensa y una temperatura de 3000°C. Un polo está constituido por electrodos de grafito o de carbón y el otro es el mismo acero que se quiere fundir. En este sistema, que es el más empleado, la corriente pasa a través del material y se llama por esto arco directo, mientras que si el arco se establece entre los extremos se llama arco indirecto. Existen y funcionan hornos de arco de varios tipos formados por un recipiente cilíndrico de chapas y perfilados de hierro revestido de material refractario cubiertos de una cubierta o tapa, que los cierra completamente. En la parte delantera hay una puerta para la carga del material y el agujero de colada; en la tapa se encuentran tres agujeros para el paso de los electrodos. La base es curva y apoya sobre los rieles de manera que se puede inclinar para verter la colada. Los hornos de arco funcionan con un voltaje muy bajo (150 V) y fuerte amperaje (2500 a 4000 A), y la regulación de los electrodos de automática. 6 E. E. T. Nº 466 Obtención del Acero en Horno Eléctrico Materia prima: Chatarra. El procedimiento seguido para la fabricación del acero, depende del producto que se haga. Si el acero va a contener un porcentaje apreciable de elementos de aleación fácilmente oxidable tales como el cromo, tungsteno y molibdeno se usan dos cubiertas de escoria durante una partida de trabajo. Una escoria de naturaleza oxidante favorece a la oxidación y el efecto de los fundentes sobre el carbono, fósforo y silicio. A continuación se retira la escoria oxidante y se sustituye por una escoria reductora en la que el CaO y el C 2Ca son ingredientes importantes. Esta capa protectora de escoria coadyuva a la eliminación del azufre y protege contra la oxidación de elementos de aleación. En la fabricación de acero para colados ordinarios, no se necesita la segunda aplicación de escoria ya que no están presentes los elementos fácilmente oxidables que se encuentran en los aceros inoxidables para herramientas. En el horno eléctrico, tres electrodos se proyectan a través de la cubierta revestida con el material refractario. Se les puede alzar y bajar y cuando están en posición elevada permiten que se alce la tapa y se le mueva a un lado para cargar el horno. El tamaño de los hornos varía entre 3 y 200 toneladas, pero los hornos más comunes son para cargas de 20 a 50 toneladas. Después de haberse descargado un lote de fabricación se inspecciona el horno para localizar desperfectos y se repara cuando sea necesario. Se carga de chatarra seleccionada, arrojándola a través de la tapa del horno, usando para ello normalmente electroimanes industriales. Si se incluye mineral en la carga se agrega éste con la chatarra. La práctica seguida en la actualidad tiende hacia el uso de oxígeno para disminuir el contenido de carbono, en vez de valerse del empleo del mineral. Pueden agregarse algunos elementos de aleación no oxidables, antes de la fusión. Luego se hacen descender los electrodos, se conecta la energía eléctrica y se forma un arco. A medida que prosigue la fusión se queman los electrodos a través de la carga metálica y se forma en el hogar del horno una pileta de metal fundido. Se forma escoria producida por las impurezas oxidadas y por reacción con la cal o con el revestimiento del horno. Una vez que se ha completado la oxidación se descarga la escoria y se sustituye con una cubierta nueva de escoria cuyos ingredientes principales son cal, sílice, magnesia y carburo de calcio. Tan pronto como se haya ajustado el análisis final de la escoria y el baño a los niveles apropiados se hacen las adiciones necesarias de elementos de aleación y se abre la salida del horno. Cuando se inclina el horno para descargarlo permanece el acero fundido protegido por la capa de escoria, hasta que se vacía el horno. El tiempo transcurrido desde la carga hasta la descarga depende del horno y de la naturaleza del producto y de la naturaleza del producto, pero unas cuatro horas son el tiempo de operación típico. Conveniencia: Aunque el costo de la fabricación de acero en el horno de arco eléctrico, es generalmente más alto que el de los demás métodos de fabricación de acero, se obtiene una calidad de acero superior con el horno eléctrico. Éste suministra el mejor método para controlar la temperatura y las adiciones de aleación. Además su costo puede justificarse para la fabricación de acero en localidades donde no se cuenta con altos hornos ni con hierros 7 E. E. T. Nº 466 de primera fusión, o en lugares en donde las necesidades intermitentes de acero en cantidades pequeñas, no justifiquen una instalación de hogar abierto. Además es muy usado ya que no contamina la atmósfera como muchos otros. Actualmente, el horno eléctrico produce un 40 % de la producción mundial del acero. Ventajas: Alta Pureza - Gran Eficiencia térmica - Se puede controlar la temperatura dentro de intervalos muy precisos. Inconvenientes: Producción en menor escala que el Alto horno - Posibilidad de contaminar el acero con elementos residuales de la chatarra y elevado consumo eléctrico. Datos técnicos: Para 250 toneladas se usan aproximadamente 60 MW. Para una carga entre 150 a 180 toneladas métricas se usan aproximadamente 40 MW. Para una carga de 10 toneladas se usan aproximadamente 35 MW. DE INDUCCIÓN No es más que un gran transformador en el cual el circuito secundario está constituido por material a elaborar, o sea es una sola espira en cortocircuito. En el circuito primario la corriente que circula en las bobinas es de poca intensidad y de gran voltaje, mientras que la corriente inducida en el circuito secundario, formado por el material metálico colocado en la solera o crisol del horno, es de poco voltaje y gran intensidad. Este fuerte amperaje, es lo que determina en el horno el aumento de temperatura que funde el acero colocado en el crisol. Aunque son más costosos que los hornos a combustión, los hornos eléctricos son elegidos por la uniformidad de calentamiento y por la pureza y homogeneidad de los aceros obtenidos. La corriente de alta frecuencia es alrededor de 1000 Hz, y es suministrada por un conjunto motor generador o un sistema de frecuencia con arco por vapor de mercurio. El crisol se carga con metal sólido, chatarra o virutas de operaciones de mecanizados, al cual se le induce una alta corriente secundaria. La resistencia de esta corriente inducida en la carga hace que se fundan más de 5000 kg de acero en 45 a 60 min. Los hornos de inducción son relativamente bajos en costo, casi libres de ruido y por lo mismo producen poco calor. Puesto que la temperatura no necesita ser más alta que la requerida para fundir la carga, la chatarra puede ser refundida sin que sea “quemada” la calidad del material. La ventaja del horno de inducción es que es limpio, eficiente Bobinas de Cemento desde el punto de vista energético, y es un proceso de fundición de inducción refractario metales más controlable que la mayoría de los demás modos de de Cobre fundición de metales. Las fundiciones más modernas utilizan este Crisol tipo de horno y cada vez más fundiciones están sustituyendo los altos hornos por los de inducción, debido a que aquellos generaban mucho polvo entre otros contaminantes. El rango de capacidades de los hornos de inducción abarca desde menos de un kilogramo hasta cien toneladas y son utilizados para fundir hierro y acero, cobre, aluminio y metales preciosos. Uno de los principales inconvenientes de estos hornos es la imposibilidad de refinamiento; la carga de materiales debe estar libre de productos oxidantes y ser de una composición conocida y algunas aleaciones pueden perderse debido a la oxidación. El rango de frecuencias de operación va desde la frecuencia de red (50 ó 60 Hz) hasta los 10 kHz, en función del metal que se quiere fundir, la capacidad del horno y la velocidad de fundición deseada. Normalmente un horno de frecuencia elevada (más de 3000 Hz) es más rápido, siendo utilizados generalmente en la fundición aceros, dado que la elevada frecuencia disminuye la turbulencia y evita la oxidación. Horno de inducción con bobinado primario con barras: Un horno para una tonelada precalentado puede fundir una carga fría en menos de una hora. En la práctica se considera que se necesitan 600 kW para fundir una tonelada de hierro en una hora. 8 E. E. T. Nº 466