Reparación de fisuras en mango pala
Anuncio

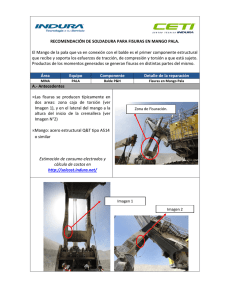
RECOMENDACION DE SOLDADURA PARA REPARACION DE MANGO DE PALA Dentro de las operaciones de mantenimiento que se realizan a este componente, se encuentra el reemplazo de la cremallera, la cual se suelda sobre la superficie inferior del mango. Otra de las intervenciones estructurales importantes lo representa la reparación estructural de zonas del mango que exhiben grietas producidas principalmente por sobre esfuerzos de torsión y flexión propios de la operación del equipo. Area Equipo Componente Detalle de la reparación MINA PALA MANGO Unión soldada cremallera-mango A.- Antecedentes • Cremallera: acero al manganeso (Hadfield), tipo ASTM A128 • Mango: acero estructural Q&T tipo A514 o similar Estimación de consumo electrodos y cálculo de costos en http://solcost.indura.net/ Fig.1 Fig.2 B.- Recomendaciones • Unión cremallera-mango: bisel en V simple (ver Fig. 2 y 3) • Soldadura recomendada: Electrodo para proceso arco manual INDURA NICROELASTIC 46 (AWS ENiCrFe-3) o alambre tubular INDURA E309L-T1 (AWS E309L-T1). Ambos para uso en aceros disimiles. • Precalentamiento mango: 150°C-200°C • Precalentamiento cremallera: no requiere • Diámetro de electrodo: 1/8” (3.2mm) pase de raíz; 5/32” (4.0mm) y 3/16” (4.8mm) pases de relleno; 1/16” (1.6mm) alambre tubular. • Temperatura de interpase: 150°C-200°C (mango) • Oscilación recomendada: máximo 1,5-2,0 veces el diámetro del electrodo • Corriente de soldadura: 100A-130A (1/8”), 120A-170A (5/32"), 160-260 (3/16”) • Limpieza interpase: pica escoria y grata • Considerando geometría del bisel, y para prevenir posibles faltas de fusión en la cremallera (defecto típico), debe tenerse especial cuidado en el ángulo del electrodo (ver Fig.3), longitudes de arco, ajuste de corriente y velocidad soldeo. • Secuencia de cordones: ver Fig.3 Pase 1 2 3 4 5 6 Angulo(°) 20-30 35-45 20-30 35-45 35-45 20-30 α Fig.3 Acciones recomendadas: Previa ejecución del trabajo, se recomienda realizar calificación de procedimiento de soldadura y de soldadores de acuerdo a código “AWS D14.3 Specification for Welding Earthmoving, Construction, and Agricultural Equipment”. INDURA ofrece a través de su Centro Técnico CETI variados servicios: capacitación, calificación de procedimientos, calificación de soldadores, inspección, laboratorio de ensayos no destructivos, laboratorio mecánicos y laboratorio químicos Debido a que INDURA S.A está mejorando continuamente sus productos, se reserva el derecho de cambiar el diseño y/o las especificaciones de sus productos sin aviso previo. La información contenida en este documento se presenta solamente como "típica" y sin garantía. INDURA no se hace responsable ante cualquier hecho basado en estos datos. Ningún dato debe ser interpretados como una recomendación para alguna condición de la soldadura específica o para alguna técnica no controlada por Indura Ingeniero de Proceso Jorge Labbé V Ingeniero de Desarrollo EE y EM Héctor Fritz G. Ingeniero de I+D Eduardo Núñez S. Gerente I+D Mauricio Ibarra E.