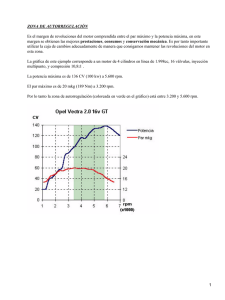
Figura 7.- espectros amplitud vs frecuencia
Anuncio

UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA CAMPUS COATZACOALCOS “ANÁLISIS CAUSA RAÍZ MEDIANTE VIBRACIONES A COMPRESOR AERZEN DE TORNILLO” TESIS PARA OBTENER EL TÍTULO DE: INGENIERO MECÁNICO ELÉCTRICO PRESENTA: WILBERT GARCÍA GONZÁLEZ ASESOR: ING. MANUEL LÓPEZ COBOS COATZACOALCOS, VERACRUZ; 2011. i DEDICATORIA A mis padres quienes me dieron la vida y han confiado ciegamente en mi capacidad dándome todo lo necesario para concluir mis estudios. A mi novia, por ser una gran persona, compañera, amiga. Gracias Gregorio García Luis Florentina González Fernández Anel Canela García ii INTRODUCCIÓN ........................................................................................................ V JUSTIFICACIÓN ....................................................................................................... VI OBJETIVOS ............................................................................................................. VII PLANTEAMIENTO DEL PROBLEMA ........................................................................ 1 HIPÓTESIS .................................................................................................................. 1 UNIDAD I CONCEPTOS GENERALES DE VIBRACIÓN ............................................................ 3 1.1- VIBRACIÓN ......................................................................................... 3 1.1.1.- Frecuencia de vibración ........................................................... 4 1.1.2.- DESPLAZAMIENTO DE VIBRACIÓN ...................................................... 6 1.1.3.- VELOCIDAD DE VIBRACIÓN ............................................................... 6 1.1.4.- ACELERACIÓN DE LA VIBRACIÓN ....................................................... 7 1.1.5.- FASE ............................................................................................. 8 1.1.6.- FRECUENCIA NATURAL ................................................................... 9 1.1.7.- FRECUENCIA DE RESONANCIA ......................................................... 9 1.1.8.- UNIDADES DE MEDIDA ..................................................................... 9 1.1.9.- USO DEL DESPLAZAMIENTO, VELOCIDAD Y ACELERACIÓN ................. 10 1.1.10.- INSTRUMENTOS PARA MEDIR LA VIBRACIÓN ................................... 13 1.1.11- COLECTOR DE DATOS ................................................................... 13 1.1.12.- TRANSDUCTORES ....................................................................... 15 1.2.- ANÁLISIS DE LA VIBRACIÓN................................................................ 20 1.2.1.- Adquisición de datos .............................................................. 20 1.2.2.- Interpretación de los datos ..................................................... 23 iii UNIDAD II CONCEPTOS DEL COMPRESOR............................................................................ 47 2.1- EL COMPRESOR: DEFINICIÓN Y TIPOS .................................................. 47 2.1.1. - Etapas de compresión ........................................................... 47 2.1.2.- Clasificación .......................................................................... 49 Compresores de tornillo..................................................................... 51 UNIDAD III ANALISIS DE VIBRACIONES EN COMPRESOR AERZEN DE TORNILLOS ......... 64 3.1.- METODOLOGÍA PARA EL ANÁLISIS..................................................... 64 3.2.- PUNTOS A MEDIR ............................................................................ 66 COMPRESOR AERZEN SG-K12 .......................................................... 67 DIAGNÓSTICO DEL COMPRESOR SGK-12................................................... 78 RECOMENDACIÓN .................................................................................... 78 BIBLIOGRAFÍA ......................................................................................................... 79 ANEXOS .................................................................................................................... 80 INDICE DE ILUSTRACIONES Figure 1. Onda senoidal............................................................................................ 5 Figure 2. Velocidad de la vibración ......................................................................... 7 Figure 3. Fase de la vibración .................................................................................. 8 Figure 4. Comparación de las mediciones.............................................................. 12 Figure 5: Transductores .......................................................................................... 19 Figure 6: Carta de Rathbone ................................................................................... 24 Figure 7: Espectro amplitud vs frecuencia ............................................................. 27 Figure 8: Análisis de cascada ................................................................................. 29 Figure 9: Diagrama de Bode .................................................................................. 31 Figure 10: Diagrama de Nyquist ............................................................................ 33 Figure 11: Waveform ............................................................................................. 35 FIGURE 12: ÓRBITA PRODUCIDA POR DESALINEAMIENTO ................... 37 Figure 13: Orbitas ................................................................................................... 38 Figure 14: Clasificación de compresores ............................................................... 49 iv Introducción El mantenimiento predictivo es una práctica en desarrollo en nuestro país, aunque en estos últimos años se ha hecho más popular. La tecnología necesaria para realizarlo esta en continuo desarrollo e investigación a nivel mundial. Se conoce la teoría respecto del análisis de vibraciones y sus beneficios, pero debido al alto costo de la instrumentación requerida para el mismo, resulta difícil su aplicación, justificándose, únicamente, en equipos muy costosos y sofisticados. Se explicaran las técnicas que existen hoy en día para realizar un análisis de vibración a equipos dinámicos, y que beneficios tiene cada uno; así como la forma correcta de llevarlo acabo. Mencionando niveles óptimos de vibración. Lo anterior se aterrizara en el análisis de un equipo muy común en las industrias, talleres etc. Que es el compresor de tornillo, se describe el tipo y características principales del Compresor analizado, para comprender su funcionamiento e identificar sus diferentes componentes. Luego se inicia el estudio a fondo de las vibraciones mecánicas desde sus características básicas hasta su utilización como herramienta en el diagnóstico prematuro de fallas de maquinaria rotativa. Finalmente se hace el análisis mediante las diferentes herramientas, y se describe el estado en que se encuentra y se emite recomendaciones para asegurar el buen desempeño de la máquina. v Justificación El análisis de vibración se encuentra dentro de la clasificación de mantenimiento predictivo, el cual tiene como finalidad detectar una falla antes de que se haga notar de manera drástica e inesperada. De esta manera dando tiempo de programar la reparación, conseguir repuestos, maximizando el tiempo de vida del equipo. Anteriormente, el análisis consistía en varios procesos con diferentes equipos de recolección y analizadores que tenían poca capacidad de retención de información, robustos. Lo que daba como resultado un diagnostico poco fiable. Hoy en día existen aparatos los cuales permiten colectar y analizar, en poco tiempo, teniendo gran capacidad de almacenaje de la información. La metodología para el análisis de vibraciones es variada y esta en función de los equipos, los cuales al ser de construcción diferente, sus elementos rotatorios generan vibraciones características de ellos. Puesto que se cuentan con las herramientas para diagnosticar, ahora es necesario saberlo hacer, para ello este trabajo explicara la estructura del compresor de tornillo, sus piezas y demás elementos. vi OBJETIVOS General Aplicar el análisis de vibraciones como herramienta del mantenimiento predictivo para diagnosticar el estado de un compresor de aire tipo tornillo de 213 kw y encontrar el problema, el cual está ocasionando una vibración que se encuentra fuera de los parámetros aceptables. Específicos Describir de forma general las diferentes partes de las cuales consta el compresor Aerzen utilizado con el fin de identificar, fácilmente, sus componentes principales. Conocer las características del mantenimiento predictivo así como sus técnicas más utilizadas y las aplicaciones, en las cuales brindan mejores resultados. Realizar un estudio completo respecto de las vibraciones mecánicas, desde sus características fundamentales hasta sus valores aceptables de operación en máquinas rotativas. Conocer los tipos de fallas y la forma en que pueden ser diagnosticados con la ayuda del análisis de vibraciones para diferentes tipos de maquinaria. Mostrar mediante espectros las fallas en que puede incurrir un compresor tipo tornillo. vii Planteamiento del problema El análisis de vibración a equipos rotatorios es de gran importancia en el aspecto económico para una empresa, y mas aun cuando están enfocados a máquinas que se encuentran en procesos críticos. Un paro de estos equipos significa mucho dinero, por lo cual las empresas no se dan ese lujo. La forma más eficaz esto es mediante el mantenimiento predictivo con aparatos de toma y análisis de vibración. Conocer la causa que provoca que una maquina vibre es muy fundamental, ya que muchas veces en otro tipos de mantenimiento solo se enfocan a reparar o remplazar la pieza dañada, y no se procura saber que es lo que ocasionó ese defecto. Por ello en este trabajo se ocupara de encontrar las causas raíces que provocan vibración en el compresor Aerzen modelo VH 337 D. Hipótesis El diagnostico basado en el análisis de vibración permitirá encontrar la causa de la vibración del compresor, sin necesidad de desarmar o desmontar pieza alguna. 1 CAPITULO I CONCEPTOS DE VIBRACIONES 2 Conceptos generales de vibración 1.1- Vibración En su forma más sencilla, una vibración se puede considerar como la oscilación o el movimiento repetitivo de un objeto alrededor de una posición de equilibrio. La posición de equilibrio es la a la que llegará cuando la fuerza que actúa sobre él sea cero. Este tipo de vibración se llama vibración de cuerpo entero, lo que quiere decir que todas las partes del cuerpo se mueven juntas en la misma dirección en cualquier momento. La vibración de un objeto es causada por una fuerza de excitación. Esta fuerza se puede aplicar externamente al objeto o puede tener su origen a dentro del objeto. Mas adelante veremos que la proporción (frecuencia) y la magnitud de la vibración de un objeto dado, están completamente determinados por la fuerza de excitación, su dirección y frecuencia. Esa es la razón porque un análisis de vibración puede determinar las fuerzas de excitación actuando en una máquina. Esas fuerzas dependen del estado de la máquina, y el conocimiento de sus características e interacciones permite de diagnosticar un problema de la máquina. De manera general la causa de la vibración reside en los problemas mecánicos de una máquina. A continuación se presenta una lista de los problemas más comunes que producen vibración, tales como: 3 Desbalance de piezas rotativas Fuerzas electromagnéticas Falta de alineamiento de acoplamientos y rodamientos Aflojamiento Ejes vencidos Rozamiento Engranajes desgastados, excéntricos o dañados Resonancia Bandas o cadenas de transmisión en mala condición Rodamientos del tipo antifricción deteriorados 1.1.1.- Frecuencia de vibración La cantidad de tiempo requerida para llevar a cabo un ciclo completo de un espectro de vibración se llama “período de vibración”. Si una máquina realiza un ciclo completo de vibración en sexagésimo de segundo (1/60), se dice que el periodo de vibración es igual a un sexagésimo de segundo. (Fig. 1) La frecuencia de la vibración es la medida de la cantidad de ciclos completos que acontecen en un periodo de tiempo específico. La relación entre la frecuencia y el período de un patrón de vibración es expresada mediante la siguiente formula: . Por lo general es expresada como cantidad de ciclos que acontecen en un minuto, es decir, cpm. Un tercer modo de especificar la frecuencia es en términos de cantidad de ciclos por segundo, o sea en herz (Hz). Puesto que 1 Hz es igual a 60 cpm. 4 Si se cuenta con una frecuencia especificada en Hz, la misma podrá convertirse en cpm, de la siguiente manera: Figure 1. Onda senoidal La frecuencia de la vibración es indispensable para poder identificar que pieza es defectuosa y la índole del problema. Las fuerzas que dan lugar a la vibración son generadas por el movimiento rotativo de los componentes de la máquina. Por lo tanto dichas fuerzas cambiaran tanto en cantidad como en dirección a medida que la pieza modifica su posición con respecto al resultado de la máquina. Por resultado, la frecuencia de la vibración que se produce dependerá de la velocidad rotatoria de la pieza afectada. Así, conociendo la frecuencia de la vibración podemos identificar la pieza defectuosa. Es también importante saber que los distintos problemas que afectan las máquinas provocan vibraciones con frecuencias también distintas lo que hace posible que identifiquemos la naturaleza del problema. 5 1.1.2.- Desplazamiento de vibración La distancia total que atraviesa la parte que vibra, desde un extremo al otro se denomina “desplazamiento pico a pico”, concepto que se expresa ordinariamente en milésimos de pulgada (0.001”) o en el caso del sistema métrico se expresa en micrones, esto es un millonésimo de un metro (0.000001 m) o sea un milésimo de un milímetro (0.001 mm). 1.1.3.- Velocidad de vibración Puesto que el peso vibrante está en movimiento (fig. 2), es obvio que se mueve a cierta velocidad. Sin embargo, la velocidad del peso cambia constantemente. Al llegar al límite superior del movimiento la velocidad es cero dado que el peso se detiene antes de proceder en la dirección opuesta, alcanzando el valor máximo al pasar el peso por su punto neutro. La velocidad del movimiento es indudablemente una característica de la vibración, pero, considerando que cambia constantemente durante el ciclo, para la medición se selecciona la velocidad de “pico” mas elevada. Cuando se utilizan las unidades de medida del sistema inglés, la velocidad de la vibración se expresa como valor de pico en pulgadas por segundo, mientras en el sistema métrico se expresará como valor de pico en milímetros por segundo. 6 1.1.4.- Aceleración de la vibración La medición de la aceleración vibratoria guarda una relación muy estrecha con las fuerzas vibratorias que se aplican a la máquina, produciéndose fuerzas bastante considerables a las frecuencias elevadas aun cuando sean mínimos el desplazamiento y la velocidad de vibración. Esto se puede apreciar con claridad al observar que la aceleración es función del desplazamiento y la frecuencia cuadrados. Por lo general se recomienda medir la aceleración vibratoria en el caso de las frecuencias por encima de 60,000 cpm. La velocidad se aproxima a cero en los límites de movimientos máximos. Desde luego, cada vez que la pieza se para al límite el movimiento tendrá que “acelerarse”, aumentando velocidad en su trayecto hacia el otro límite de movimiento. Técnicamente dicho, la aceleración es el coeficiente del cambio de velocidad. La aceleración es expresada normalmente en g´s pico, siendo un g la aceleración que produce la fuerza de gravedad en la superficie de la tierra. Por un acuerdo internacional se ha dado a la cifra de 980,665 cm/seg2 ó 386,087 pulg/seg2 carácter de estándar para expresar la aceleración debido a la gravedad. Figure 2. Velocidad de la vibración 7 1.1.5.- Fase Se define fase como la posición de una pieza que vibra en un instante dado con relación a un punto fijo o a otra pieza que vibra. En la práctica, las medidas de fase sirven para comparar un movimiento vibracional con otro, o determinar como vibra una pieza con respecto a otra. Por ejemplo, las dos pesas de la figura 3 vibran a la misma frecuencia y desplazamiento, pero la pesa “1” se halla en él límite superior del movimiento a la vez que la pesa “2” esta en la mitad. Trazando un ciclo completo de movimiento de dichas pesas, y empezando por el mismo momento, vemos que los puntos de desplazamiento pico están separados por 90º (un ciclo completo es de 360º). Así que podríamos decir que estas dos pesas están vibrando en desfasaje de 90º. Figure 3. Fase de la vibración 8 1.1.6.- Frecuencia natural Es la frecuencia a la cual vibrará una máquina o estructura cuando esté sometida a una vibración espontánea. Se trata de la frecuencia a la cual una máquina “prefiere” vibrar. Por ejemplo, cuando se toca una campana, ésta vibrara a la frecuencia para la cual fue diseñada. La mayoría de las máquinas y estructuras tienen muchas frecuencias naturales a las cuales vibrarán. Cualquier fuerza momentánea provoca la excitación a una o más frecuencias naturales. 1.1.7.- Frecuencia de resonancia Es la frecuencia a la cual se produce la coincidencia entre una frecuencia natural y una frecuencia de inducción. Por lo general, la vibración aumenta a medida que la frecuencia de inducción se acerca a la frecuencia natural, alcanzando su punto máximo cuando ambas coinciden. La velocidad crítica se trata de un caso especial de frecuencia de resonancia que se produce cuando la velocidad de rotación de una máquina coincide con una frecuencia natural de la misma. En la mayoría de los casos, se trata de una frecuencia natural del eje que causa su vencimiento con grandes amplitudes de la vibración consiguientes. 1.1.8.- Unidades de medida Los europeos usan por lo general las amplitudes de velocidad de valor eficaz, en tanto que los estadounidenses han optado por los valores de velocidad pico o de cresta, no obstante que la mayoría de los instrumentos 9 generan datos en valor eficaz (rms) y luego los multiplican por el factor de conversión (1.414) para obtener la conocida velocidad pico o de cresta. Esto se debe principalmente a que, en América, casi todas las tablas de precisión para los diferentes tipos de equipos se han elaborado utilizando la denominada velocidad pico. Características de la vibración Frecuencia Desplazamiento Velocidad Aceleración Fase Tabla 1: Unidades comunes de medida Sistema ingles de medidas Sistema métrico o decimal CPM o Hz CPM o Hz Mils pico a pico Micras, pico Pulg/seg rms Mm/seg rms Pul/seg pico Mm/seg pico G pico G rms Grados Grados 1.1.9.- Uso del desplazamiento, velocidad y aceleración Las características de la vibración causada por el desplazamiento, velocidad y aceleración son medidas para poder determinar la severidad de la vibración. Estas características son a menudo definidas como la amplitud de vibración. Con referencia al funcionamiento de una maquina, la amplitud de la vibración es el primer indicador de la condición de la misma. Cuanto mayor la amplitud tanto más grave la vibración. Sin embargo. El hecho de que la amplitud de la vibración puede ser medida en términos de desplazamiento, velocidad o aceleración. La medición de la velocidad de vibración está en relación directa con la severidad de la vibración, para la mayoría de los fines generales de medición de la vibración, éste es el parámetro de medición preferido. En líneas generales, las vibraciones que acontecen en la gama de frecuencias 10 comprendida entre 600 y 60,000 cpm se mide mejor utilizando la velocidad de vibración. La medición del desplazamiento se utiliza en condiciones de esfuerzos dinámicos, el desplazamiento de por si puede ser un mejor indicador de la severidad de la situación. Generalmente, es en las bajas frecuencias que el desplazamiento puede ser el mejor indicador dela severidad de la vibración; típicamente, en la gama de frecuencias por debajo de los 600 cpm. Se utiliza la medición de la aceleración ya que está relacionada con la fuerza, y fuerzas relativamente significativas pueden presentarse a altas frecuencias, aunque el desplazamiento y la velocidad sean mínimos. Por lo tanto, a altas frecuencias, es decir de 60,000 cpm y más la aceleración puede ser el mejor indicador de la severidad de la vibración. La figura 4. Compara estos parámetros para mostrar donde son más efectivos y también como convertir las unidades de un modo a otro. 11 Figure 4. Comparación de las mediciones Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Comparación de mediciones Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 4 12 1.1.10.- Instrumentos para medir la vibración Los instrumentos que sirven para medir la vibración mecánica se clasifican generalmente en medidores, monitores o analizadores. El medidor de vibración, es un instrumento portátil pequeño que sirve para revisar periódicamente la vibración generada en las máquinas rotativas para determinar el nivel de vibración global. El monitor de vibraciones, es semejante a un vibrómetro o medidor de vibraciones pero trabaja instalado permanente o semi-permanente a fin de proporcionar una protección constante contra la vibración mecánica excesiva. Normalmente, los monitores de vibración incorporan relés de alarma y/o paro en conjunto con niveles de vibración fijados, advirtiendo cuando la vibración rebase un nivel dado. El analizador, incorpora un filtro sintonizable para separar las frecuencias individuales de las vibraciones complejas. 1.1.11- Colector de datos Los colectores de datos de FFT (transformación rápida de fourier), además de que pueden ser muy útiles en diversas situaciones de análisis, son los instrumentos mas avanzados que pueden elegirse para los programas de mantenimiento predictivo. La capacidad de la fft permite que la forma de onda de tiempo capturada por estas unidades sea transformada en un espectro de frecuencia y exhibida en un pequeño monitor (en general en un lapso de 1 a 4 segundos, según el modo de acopio de datos, junto con el lapso de frecuencia y las líneas de parámetros de resolución del instrumento). El panel de control permite un cambio rápido de los parámetros de pantalla, lo que es sumamente útil cuando se monitorean numerosas máquinas diferentes y sus componentes, o al realizar un análisis de equipo problemático. Además, la posibilidad de incrementar la velocidad de algunos 13 colectores de información permite medir simultáneamente dos diferentes parámetros (velocidad y aceleración) con solo presionar el botón de guardar. El colector de datos fue diseñado para el acopio de información proveniente de numerosos componentes de maquinaria en una sola vuelta. Además, es portátil y tiene la capacidad de guardar información para su análisis posterior al regresar a la oficina. En general, el software elaborado para funcionar con el colector de datos se instala en una computadora personal, a la que se puede cargar una ruta o la que recibe datos provenientes del colector de datos para el análisis del estado de la maquinaria. Además, el colector de datos puede emplearse en el campo como analizador debido a sus capacidades gráficas, de FFT y de tiempo real. De igual manera, a casi todos los colectores de datos actuales se les puede ajustar un fototacómetro o una lámpara estroboscópica para medir la fase en diferentes puntos. El rango de frecuencia del colector de datos promedio esta limitado por lo general a unos 60 cpm en el extremo inferior y a unos 1,500,000 cpm en el extremo superior, lo que puede suponer análisis o problemas de acopio de datos. Sin embargo, en la actualidad hay ciertos colectores de datos que permiten hacer mediciones muy bajas unos 6cpm o muy altas 1,800,000 cpm. 14 1.1.12.- Transductores El transductor de vibraciones es un aparato que produce una señal eléctrica que es una réplica o análogo del movimiento vibratorio al cual está sujeto. Un buen transductor no debe agregar falsos componentes a la señal, y debería producir señales uniformes en todo el rango de frecuencias que nos interesa Los tipos diferentes de transductores responden a parámetros diferentes de la fuente de vibración. , como se puede apreciar en la tabla siguiente (tabla 2). Nombre: Sensible a Sensor de Proximidad Desplazamiento Sensor de Velocidad Velocidad Acelerómetro Aceleración El Sensor de proximidad, también llamado "Sensor de Corriente de Remolino", o "Transductor de Desplazamiento" es una unidad de montaje permanente, y necesita un amplificador que condiciona la señal para generar un voltaje de salida, proporcional a la distancia entre el transductor y la extremidad de la flecha. Su operación está basada en un principio magnético. y por eso, es sensible a las anomalías magnéticas en la flecha. Se debe tener cuidado para evitar que la flecha sea magnetizada y que de esta manera, la señal de salida sea contaminada. Es importante saber que el transductor mide el desplazamiento relativo entre el rodamiento y el gorrón. , y no mide el nivel de vibración total de la flecha o del carter. El transductor de desplazamiento está por lo general instalado en grandes máquinas con rodamientos con gorrones , donde se usa para detectar fallas en los rodamientos y para apagar la máquina antes que ocurra una falla catastrófica. 15 Esos transductores se usan mucho en pares, separados por una diferencia de orientación de 90 grados. Se pueden conectar a los platos horizontales y verticales de un osciloscopio para señalar la órbita o la ruta del gorrón, cuando está dando vueltas en el rodamiento. La frecuencia de respuesta del transductor de desplazamiento va desde DC (0 Hz) hasta alrededor de 1 000 Hz. El sensor de velocidad está hecho con una bobina móvil fuera de un imán estacionario. El principio de operación es el mismo. Un otro tipo de transductor de velocidad consiste en un acelerómetro con un integrador electrónico incluido. Esta unidad se llama un Velómetro y es en todos los aspectos superiores al sensor de velocidad sísmico clásico. El sensor de velocidad fue uno de los primeros transductores de vibración, que fueron construidos. Consiste de una bobina de alambre y de un imán colocado de tal manera que si se mueve el carter, el imán tiende a permanecer inmòvil debido a su inercia. El movimiento relativo entre el campo magnético y la bobina induce una corriente proporcional a la velocidad del movimiento. De esta manera, la unidad produce una señal directamente proporcional a la velocidad de la vibración. Es autogenerador y no necesita de aditamentos electrónicos acondicionadores para funcionar. Tiene una impedancia de salida eléctrica relativamente baja que lo hace relativamente insensible a la inducción del ruido. Aun tomando en cuenta estas ventajas, el transductor de velocidad tiene muchas desventajas, que lo vuelven casi obsoleto para instalaciones nuevas, aunque hoy en día todavía se usan varios miles. Es relativamente pesado y complejo y por eso es caro, y su respuesta de frecuencia que va de 10 Hz a 1000 Hz es baja. El resorte y el imán forman un sistema resonante de baja frecuencia, con una frecuencia natural de 10 Hz. La resonancia tiene que ser 16 altamente amortiguada, para evitar un pico importante en la respuesta a esta frecuencia. El problema es que la amortiguación en cualquier diseño práctico es sensible a la temperatura, y eso provoca que la respuesta de frecuencia y la respuesta de fase dependan de la temperatura. El acelerómetro de tipo de compresión como se muestra en el diagrama fue el primer tipo a ser desarrollado. Por lo general se prefiere el acelerómetro del tipo de cizallamiento, configurado de tal manera que el elemento activo esta sujeto a fuerzas de cizallamiento. También hay otros tipos de diseños para acelerómetros. Se puede considerar al acelerómetro piezo eléctrico como el transductor estándar para medición de vibración en máquinas. Se produce en varias configuraciones, pero la ilustración del tipo a compresión sirve para describir el principio de la operación. La masa sísmica está sujetada a la base con un perno axial, que se apoya en un resorte circular. El elemento piezo eléctrico está ajustado entre la base y la masa. Cuando una materia está sujeta a una fuerza, se genera una carga eléctrica entre sus superficies. Hay muchas materias de este tipo. Cuartzo se usa más. También hay materias piezo eléctricos sintéticos que funcionan bien y en algunos casos son capaces de funcionar a temperaturas más altas que el cuartzo lo puede hacer. Si se incrementa la temperatura de un material piezo eléctrico, se va llegar al llamado "punto curie" o " temperatura curie" y se pierde la propiedad piezo eléctrica. Una vez que esto pasa, el transductor está defectuoso y no se puede reparar. Cuando se mueve el acelerómetro en la dirección arriba abajo, la fuerza que se requiere para mover la masa sísmica esta soportada por el elemento activo. Según la segunda ley de Newton, esa fuerza es proporcional a la aceleración de la masa. La fuerza sobre el cristal produce la señal de salida, que por consecuente es proporcional a la aceleración del transductor. Los 17 acelerómetros son lineales en el sentido de la amplitud, lo que quiere decir que tienen un rango dinámico muy largo. 18 Sensor de proximidad Sensor de velocidad Acelerómetro Figure 5: Transductores Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Transductores Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 5 19 1.2.- Análisis de la vibración El análisis de la vibración es un procedimiento en dos etapas que involucra la adquisición y la interpretación de los datos relacionados con la vibración de la maquinaria. Su finalidad es determinar las condiciones mecánicas de una máquina, y señalar con precisión los eventuales defectos específicos, mecánicos o funcionales. 1.2.1.- Adquisición de datos La adquisición de datos es el primer paso esencial para el análisis de las vibraciones, puesto que los datos para ser adecuados deben ser obtenidos en las condiciones justas para la correcta interpretación de las condiciones de una maquina. Por ejemplo, para determinar las condiciones de un motor eléctrico de 1750 rpm se deberán obtener datos de la velocidad de la vibración; en cambio si la máquina es una caja de engranes de alta velocidad, que esté funcionando a 6000 rpm, para evaluar las condiciones será importante obtener datos relativos a la aceleración, además de la velocidad de vibración. La adquisición de datos requiere que se lleven a cabo los siguientes pasos: 1.- Determinación de las características de diseño y funcionamiento de la máquina: velocidad de rotación, tipo de rodamiento, tipos de engranajes, etc.; su historial de mantenimiento (problemas registrados); y sus condiciones físicas según se observen (cimentación poco firme, ruidos, etc.). Además, las condiciones operativas, la temperatura, cargas, velocidad de funcionamiento, etc. 2.- Determinación de la finalidad de la medición: una verificación periódica rápida de las condiciones de la máquina, identificación y eliminación de un 20 problema del cual se sospecha la existencia, adquisición de datos para establecer la línea base, etc. 3.- Selección del parámetro o parámetros de medición: desplazamiento, velocidad, aceleración, demodulación y fase. 4.- Determinación de la posición y sentido de medición para los transductores. 5.- Selección de los instrumentos de medición: medidores de vibración, analizadores, etc. 6.- Selección de los transductores para la medición: captadores de velocidad, acelerómetros, captadores de proximidad. 7.- Determinación del tipo especifico de datos requeridos: totales (banda ancha), amplitud vs frecuencia, amplitud vs tiempo, demodulación y fase. 8.- Toma de mediciones: hay que determinar el orden más eficiente para la toma de mediciones, vigilar la aparición de resultados inesperados, estar preparado para tomar mediciones adicionales, revisar los datos obtenidos para asegurar su validez. La medición de la vibración se efectúa generalmente en los rodamientos de una máquina. Los transductores deberán ser colocados lo más cerca posible de los cojinetes de la máquina porque a través de ellos se transmiten las fuerzas vibratorias. Los movimientos de los cojinetes son el resultado de las fuerzas de reacción que actúan en la máquina. 21 Existen tres importantes sentidos para las mediciones: horizontal, vertical, axial. Los sentidos horizontal y vertical a menudo son llamados direcciones radiales. 22 1.2.2.- Interpretación de los datos 1.2.2.1.- Nivel de vibración Para saber que cantidad de vibración se considera excesiva existen gráficos de severidad. La figura es un ejemplo de lo que puede ser utilizado como guía general para determinar la condición de una maquina. En este grafico (Carta de RATHBONE), el eje horizontal esta calibrado en términos de frecuencia de la vibración, y el eje vertical en términos de desplazamiento. La zona entre las líneas diagonales representa varios niveles de severidad, desde EXTREMADAMENTE SUAVE hasta MUY RUDO. Si se mide una amplitud de desplazamiento de 0.3 mils de pulgada, cresta a cresta, a una frecuencia de 3600 cpm, en el punto de cruce de estos dos valores en el grafico se observará que la maquina esta funcionando en la gama de niveles “Buenos”. El grafico indica claramente que la severidad de la vibración de una maquina depende de la amplitud del desplazamiento y de la frecuencia de la vibración. Al aumentar la frecuencia de la vibración, se reduce la amplitud del desplazamiento para una condición dada. El mismo grafico es de uso mucho más sencillo considerando la velocidad de la vibración. Tómese nota que en cada una de las líneas que dividen el área de severidad esta identificada con una cifra que indica la velocidad de la vibración.(Figura.6). 23 Figure 6: Carta de Rathbone 24 Especificaciones De Bandas De Alarmas Espectral Para Diversos Tipos De Maquinas De Velocidad De Operación. Si bien es cierto la Figura 6, permitió pro muchos años evaluar la severidad del desplazamiento y la velocidad, sin embargo es conveniente evaluar un espectro FFT de acuerdo a diversas bandas frecuenciales, donde se puede distinguir defectos estructurales (desbalance, desalineamiento, soltura, etc) y defecto en rodamiento. Con el propósito de efectuar esa evaluación mas exhaustiva, el TA desarrolló la especificación de Alarmas de Bandas Espectrales, basadas en lo indicado en las Tablas III y IV. TABLA III CRITERIOS DE SEVERIDAD EN VALORES TOTALES (pulg/seg 0 – Pico) TECHNICAL ASSOCIATES OF CHARLOTTE, P.C. 1. Asumiendo velocidades de maquina = 600 a 60,000 RPM (10 – 1000 Hz) 2. Asumiendo mediciones con acelerómetro instalado lo mas cercano al cojinete. 3. Asumiendo que la maquina no esta montada en aisladores de vibración (para maquinas aisladas: Ajustar alarma un 30% - 50% más alto. 4. Considerar de alarmas de motor es igual que el tipo particular de máquina conducida (salvo que se indique algo diferente). 5. Considerar las configuraciones de alarmas en las posiciones de los engranes externos individuales un 25% mayor que para un tipo de maquina particular 25 TABLA III CRITERIOS DE SEVERIDAD EN VALORES TOTALES (pulg/seg 0 – Pico) TECHNICAL ASSOCIATES OF CHARLOTTE, P.C. TIPO DE MÁQUINA BUENA REGULAR TRANSMISIONES DE TORRE DE ENFTO. Flecha larga y hueca Acoplamiento por bandas Acopladas directamente 0-.375 0-.275 0-.200 .375-.600 .275-.425 .200-.300 .600 .425 .300 .900 .650 .450 COMPRESORAS De movimiento alternativo Tipo tornillo Centrifuga con o sin caja de velocidades externa. Centrifuga-engranaje integral (axiales) Centrifuga-engranaje integral (radiales) 0-.325 0-.275 0-.200 0-.200 0-.150 .325-.500 .275-.425 .200-.300 .200-.300 .150-.250 .500 .425 .300 .300 .250 .750 .650 .450 .450 .375 0-.300 0-.275 .300-.450 .275-.425 .450 .425 .675 .650 0-.250 .250-.375 .375 .550 0-.250 0-.200 0-.175 0-.175 0-.150 .250-.375 .200-.300 .175-.275 .175-.275 .150-.250 .375 .300 .275 .275 .150 .550 .450 .400 .400 .375 JUEGOS DE MOTOR/ GENERADOR Impulsados por banda De acoplamiento directo 0-.275 0-.200 .275-.425 .200-.300 .425 .300 .675 .450 ENFRIADORES De movimiento alternativo Centrifugo (al aire libre): Separación de compresor y motor Centrifugo (hermético): Con motor y rueda motriz internos 0-.250 0-.200 0-.150 .250-.400 .200-.300 .150-.225 .400 .300 .225 .600 .450 .300 TURBOGENERADORES GRANDES Turbogeneradores de 3,600 rpm Turbogeneradores de 1,800 rpm 0-.175 0-.150 .175-.275 .150-.225 .275 .225 .400 .350 BOMBAS CENTRIFUGAS Bombas centrifugas verticales (12’-20’ de altura) Bombas centrifugas verticales (8’-12’ de altura) Bombas centrifugas verticales (5’-8’ de altura) Bombas centrifugas verticales (0’-5’ de altura) Bomba horizontal de uso gral. y acoplamiento directo Bombas de alimentación para calderas Bombas hidráulicas 0-.375 0-.325 0-.250 0-.200 0-.200 0-.200 0-.125 .375-.600 .325-.500 .250-.400 .200-.300 .200-.300 .200-.300 .125-.200 .600 .500 .400 .300 .300 .300 .200 .900 .750 .600 .450 .450 .450 .300 MÁQUINAS-HERRAMIENTA Motor Entrada de la caja de velocidades Salida de la caja de velocidades Husillos: a. Operaciones de desbastamiento b. Acabado c. Máquinado critico 0-.100 0-.150 0-.100 0-.075 0-.050 0-.030 .100-.175 .150-.175 .100-.175 .075-.125 .050-.075 .030-.050 .175 .225 .175 .125 .175 .050 .250 .350 .250 .175 .115 .075 SOPLADORES (VENTILADORES) Giratorios tipo lóbulo Accionados por bandas Ventiladores grales de transmisión directa (con acoplamiento) Ventiladores de aire primario Ventiladores de tiro forzado, grandes Ventiladores de tiro inducido, grandes Ventilador integral montado en eje (eje extendido de motor) Ventilador axial con aletas guía ALAR. 1 ALAR. 2 26 TABLA IV.- ESPECIFICACION DE BANDAS DE ALARMA DE ESPECTRO RECOMENDADA PARA VARIOS TIPOS DE MAQUINA (BANDAS DE ESPECTRO DE VELOCIDAD PICO PARA MEDICIONES EN ALOJAMIENTOS DE MAQUINAS NO AISLADAS QUE FUNCIONAN A MAS DE 600 RPM) CAS ELEMENTO BANDA 1 BANDA 2 BANDA 3 BANDA 4 BANDA 5 BANDA 6 O A Maquinas con cojinetes de elementos rodantes en gral sin aspas- Fijar Fmax=40 x rpm (Pero, si la velocidad< 1,700 rpm o si el cojinete es de rodamiento esférico o cónico, ver notas del caso A). Frec. Menor de 1% Fmax 1.2 X rpm 2.2 X rpm 3.2 X rpm 12.2 X rpm 50% Fmax banda Frec. Mayor de 1.2 X rpm 2.2 X rpm 3.2 X rpm 12.2 X rpm 50% Fmax 100% Fmax banda Alarma de banda 90% alarma ttl 40% alarma ttl 30% alarma ttl 25% alarma ttl 20% alarma ttl 15% alarma ttl NTE .105 pulg/seg NE .080 pulg/seg NE .070 pulg/seg Descripción de la (subsincrona hasta 1 X rpm) (1 X rpm- 1.5 X rpm) (2.5 X rpm- 3.0 X rpm) (Frec. básica por defecto (Frecs. De armónicas de (Frecs. De armónicas de cojinete cobertura de banda de cojinete) cojinete mas bajas) mas altas y frecs. Naturales de cojinete) Nota 1. Obtener la velocidad de alarma total de la tabla anterior. Además, Fmax = Frecuencia máxima para el espectro (en cpm o Hz). Si el cojinete es con rodamientos esféricos o cónicos, tomar Fmax = 50 X rpm s: 2. B C : Si la velocidad = 1,400-1,700 rpm fijar Fmax = 50 X rpm; si es a 1,100-1,399 rpm, fijar Fmax = 60 X rpm; si es a 800-1,099 rpm, fijar Fmax = 80 X rpm; si es a 600-799 rpm, fijar Fmax = 100 X rpm (Para detectar frecuencias naturales de cojinetes). Maquinas con chumaceras en gral sin aspas- Fijar Fmax=20 x rpm Frec. Menor de 1% Fmax 0.8 X rpm 1.8 X rpm 2.8 X rpm 3.8 X rpm 10.2 X rpm banda Frec. Mayor de 0.8 X rpm 1.8 X rpm 2.8 X rpm 3.8 X rpm 10.2 X rpm 100% Fmax banda Alarma de banda 20% NE .085 pulg/seg 90% alarma ttl 40% alarma ttl 30% alarma ttl 25% alarma ttl 20% alarma ttl Descripción de la (Banda subsincrona) (1 X rpm- 1.5 X rpm) (2.0 X rpm- 2.5 X rpm) (3.0 X rpm- 3.5 X rpm) (4.0 X rpm- 10.0 X rpm) cobertura de banda Puntos de alta frecuencia en cajas de engranajes conociendo el numero de dientes- Fijar Fmax=3.25 x. Frec. del paso del engranaje (GMF). (No obstante ver nota del caso C, abajo). Frec. Menor de 0.25 X GMF 0.75 X GMF 1.25 X GMF 1.75 X GMF 2.25 X GMF banda Frec. Mayor de 0.75 X GMF 1.25 X GMF 1.75 X GMF 2.25 X GMF 2.75 X GMF banda Alarma de banda 25% alarma ttl 70% alarma ttl 25% alarma ttl 25% alarma ttl 25% alarma ttl (10.5 X rpm- Fmax) 2.75 X GMF 100% Fmax 40% alarma ttl Descripción de la (subsincrona hasta 1 X rpm) (1 X rpm- 1.5 X rpm) (2.5 X rpm- 3.0 X rpm) (Frec. básica por defecto (Frecs. De armónicas de (Frecs. De armónicas de cojinete cobertura de banda de cojinete) cojinete mas bajas) mas altas y frecs. Naturales de cojinete) Nota En las cajas de engranes especificar si estos puntos de frecuencia alta corresponden hasta 3.25 x GMF, al igual que los puntos con alcances de frec. normal (como en los casos A o B, de arriba) sobre estas mismas mediciones. Fijar Fmax = 3.25 x GMF y localizar los puntos próximos a los sitios de engranaje de cada serie de engranajes, utilizando la frec. de engranaje especifica en ese punto en particular. No obstante, recuérdese que las amplitudes a frecuencias altas que se aproximan o que exceden la frec. natural de montaje del acelerómetro pueden resultar discutibles (como montaje de perno, de imán o de sonda de transductor). En muchos casos, el transductor puede requerir montaje adhesivo o de pernos, y mediciones de aceleración debida a Fmax alta. Usar líneas de TFR de 1,600-3,200. 22 TABLA IV.- ESPECIFICACION DE BANDAS DE ALARMA DE ESPECTRO RECOMENDADA PARA VARIOS TIPOS DE MAQUINA (BANDAS DE ESPECTRO DE VELOCIDAD PICO PARA MEDICIONES EN ALOJAMIENTOS DE MAQUINAS NO AISLADAS QUE FUNCIONAN A MAS DE 600 RPM) CAS O D : ELEMENTO BANDA 1 BANDA 2 BANDA 3 BANDA 4 BANDA 5 BANDA 6 Puntos de alta frecuencia en cajas de velocidades con numero de dientes desconocido- Fijar Fmax=200 x rpm de flecha en ese sitio en particular ( Ver, sin embargo, notas para el caso D) Frec. Menor de 20 X rpm 50 X rpm 80 X rpm 110 X rpm 140 X rpm 170 X rpm banda Frec. Mayor de 50 X rpm 80 X rpm 110 X rpm 140 X rpm 170 X rpm 100% Fmax banda Alarma de banda 60% alarma ttl 60% alarma ttl 50% alarma ttl 50% alarma ttl 40% alarma ttl 40% alarma ttl Descripción de la (20 X rpm- 50 X rpm) (50 X rpm- 80 X rpm) (80 X rpm- 110 X rpm) (110 X rpm- 140 X rpm) (140 X rpm- 170 X rpm) (170 X rpm- Fmax) cobertura de banda Nota 1. Rpm = velocidad de flecha en el punto de medición particular para el cual se están especificando bandas espectrales. si solo se conocen las velocidades de las cajas de velocidades de entrada y salida en una caja de velocidades de etapas múltiples, asúmase un incremento de velocidad igual en cada engranaje ( por ejemplo, para una proporción de 16:1, en caja de velocidades de reducción doble, asúmase aprox. Una proporción de velocidad de 4.0 en cada uno de los puntos de engranaje como punto de partida; después depúrese cuando se conozcan las velocidades reales). Nuevamente, especifíquense los puntos de medición tanto de la frecuencia alta como de la frecuencia estándar como en el caso C. Tomar en cuenta las observaciones sobre la frecuencia natural de montaje del transductor hechas en la nota del caso C, arriba. En muchos casos, el transductor puede requerir montaje adhesivo o con pernos, y mediciones de aceleración debidas a Fmax alta. Usar líneas de TFR de 3,200 para detectar bandas laterales 1x. 2. Una ves que se conoce el # de dientes de engranaje, sustituir estas bandas de alarma de espectro de inmediato con el plan mostrado en el caso C, arriba. E Puntos de frecuencia de paso de barras de rotor en motor eléctrico ( Tomando en la horizontal del cojinete ext. del motor)- Fijar Fmax=360,000 cpm ( Ver notas del caso E) Frec. Menor de 30,000 cpm 85,000 cpm 140,000 cpm 195,000 cpm 250,000 cpm 305,000 cpm banda Frec. Mayor de 85,000 cpm 140,000 cpm 195,000 cpm 250,000 cpm 305,000 cpm 360,000 cpm banda Alarma de banda .060 pulg/seg .060 pulg/seg .050 pulg/seg .045 pulg/seg .040 pulg/seg .035 pulg/seg Descripción de la (30K-85K) (85K- 140k) (140K- 195k) (195K- 250k) (250K- 305k) (305K- 360k) cobertura de banda Nota 1. El propósito de este punto en cada motor es detectar posibles frecuencias de paso de barras de rotor de 1X y 2X, que pueden estar acompañadas por bandas laterales de frec. de línea 2X ( en gral. A 7,200 cpm). s: 2. 3. 4. El caso E se aplica a motores cuyas velocidades fluctúan desde la nominal de 900 hasta 3,600 rpm Hay que asegurarse de que el transductor este correctamente montado en la carcasa del motor debido a la Fmax muy alta. En gral., se debe tomar en dirección horizontal sobre la carcasa exterior del cojinete del motor. Se deben usar líneas de TFR de 1,600 y 8 promedios para identificar claramente las posibles frecuencias de paso de barra de rotor y las bandas laterales de frec. de línea 2X. F Puntos de medición electromotriz de 12,000 cpm en la horizontal del cojinete interior del motor- Fijar Fmax=12,000 cpm (Para motores nominales de 600-3,600 rpm) Frec. Menor de 240 cpm 2,000 cpm 4,000 cpm 6,000 cpm 8,000 cpm 10,000 cpm banda Frec. Mayor de 2,000 cpm 4,000 cpm 6,000 cpm 8,000 cpm 10,000 cpm 12,000 cpm banda Alarma de banda Velocidad a 90% alarma ttl 40% alarma ttl 40% alarma ttl 35% alarma ttl 30% alarma ttl 25% alarma ttl Velocidad b 30% alarma ttl 90% alarma ttl Descripción de la cobertura de banda Velocidad a = 600-2,000 rpm (Incluye frec. 2X FL y armónicas de velocidad de Velocidad a = 2,000-4,000 rpm funcionamiento Nota 1. El propósito de este punto es tratar de separar las crestas de vibración mecánicas y eléctricas, en especial alrededor de 1x rpm y de FL 2x. Medir en dirección horizontal. s: 2. Deben utilizarse líneas de TFR de 3,200 y 2 promedios para separar claramente las frecuencias eléctricas y mecánicas, y para detectar bandas laterales de Frec. de paso de polos (FP= Frecuencia de deslizamiento x # de Polos). 23 TABLA IV.- ESPECIFICACION DE BANDAS DE ALARMA DE ESPECTRO RECOMENDADA PARA VARIOS TIPOS DE MAQUINA (BANDAS DE ESPECTRO DE VELOCIDAD PICO PARA MEDICIONES EN ALOJAMIENTOS DE MAQUINAS NO AISLADAS QUE FUNCIONAN A MAS DE 600 RPM) CAS O G Tipo 1 ELEMENTO BANDA 1 BANDA 2 BANDA 3 BANDA 4 BANDA 5 BANDA 6 Tipos de máquinas especiales Maquinas centrifugas con un numero conocido de aspas y cojinetes con elementos rodantes- Fijar Fmax = 40x rpm (Ver notas sobre rpm y tipo de cojinetes) Frec. Menor de banda Frec. Mayor de banda Alarma de banda 1% Fmax 1.2 x rpm 2.2 x rpm BPF-1.2 x rpm BPF+1.2 x rpm 50% Fmax 1.2 x rpm 2.2 x rpm (BPF-1.2 x rpm) BPF+1.2 x rpm 50% Fmax 100% Fmax 90% alarma ttl 40% alarma ttl 35% alarma ttl NE .120 pulg/seg (2.5 x-Frec. básicas por defecto de cojinete) 60% alarma ttl NE .240 pulg/seg (BPF bandas laterales 1x rpm) 35% alarma ttl 20% alarma ttl NE .120 pulg/seg NE .070 pulg/seg Descripción de la (subsÍncrona hasta 1x rpm) (1.5 x-2.0 x rpm) (Frecs. Armónicas de (Frecs. Armónicas de cojinete mas cobertura de banda cojinete más bajas y altas y frecs. naturales de cojinete) armónicas BPF) Nota 1. BPF = Frecuencia de paso de aspas (por sus siglas en ingles) = Num. de aspas x rpm. Si es un cojinete Timken de rodamientos cónicos (o uno equivalente) o esféricos, tomar Fmax= 50x rpm, a menos que la velocidad < s: 1,400 rpm (Ver siguiente nota). 2. Si la velocidad = 1,400-1,700 rpm, fijar Fmax = 50x rpm; si es de = 1,100-1,399 rpm, fijar Fmax = 60x rpm; si es de = 800-1,099 rpm, fijar Fmax = 80x rpm; si es de = 600-799 rpm, fijar Fmax = 100x rpm (Para detectar frecuencias naturales de cojinete). Tipo Maquinas centrifugas con un numero desconocido de aspas y cojinetes con elementos rodantes- Fijar Fmax = 40x rpm (Ver notas sobre rpm y tipo de cojinetes) 2 Frec. Menor de 1% Fmax 1.2 x rpm 2.2 x rpm 3.2 x rpm 6.8 x rpm 50% Fmax banda Frec. Mayor de 1.2 x rpm 2.2 x rpm 3.2 x rpm 6.8 x rpm 50% Fmax 100% Fmax banda Alarma de banda 90% alarma ttl 40% alarma ttl 30% alarma ttl 60% alarma ttl 35% alarma ttl 20% alarma ttl NE .185 pulg/seg NE .120 pulg/seg NE .070 pulg/seg Descripción de la (subsincrona hasta 1x rpm) (1.5 x-2.0 x rpm) (2.5 x-3.0x rpm) (Posibles BPF en (Frecs. Armónicas de (Frecs. Armónicas de cojinete mas cobertura de banda bombas y ventiladores) cojinete más bajas y altas y frecs. naturales de cojinete) armónicas BPF) Nota 1. Una ves que se conoce el # de aspas, sustituir estas bandas de alarma de espectro con el apartado Tipo 1, arriba. Si es un cojinete de rodamientos cónicos o esférico, fijar Fmax = 50x rpm, a menos que la velocidad sea < s: 1,400 rpm (Ver siguiente nota). 2. Si la velocidad = 1,400-1,700 rpm, fijar Fmax=50x rpm; si es de = 1,100-1,399 rpm, fijar Fmax = 60x rpm; si es de = 800-1,099 rpm, fijar Fmax = 80x rpm; si es de = 600-799 rpm, fijar Fmax = 100x rpm (Para detectar frecuencias naturales de cojinete). Tipo Maquinas centrifugas equipadas con un numero indeterminado de aspas y cojinetes de manguito- Fijar Fmax = 20x rpm ó 1.2x BPF, la que sea mayor 3 Frec. Menor de 1% Fmax 0.8 x rpm 1.8 x rpm 3.8 x rpm (BPF-1.2x rpm) (BPF+1.2x rpm) banda Frec. Mayor de 0.8 x rpm 1.8 x rpm 3.8 x rpm (BPF-1.2x rpm) (BPF+1.2x rpm) 100% Fmax banda Alarma de banda 20% alarma ttl 90% alarma ttl 40% alarma ttl 30% alarma ttl 70% alarma ttl 35% alarma ttl NE .085 pulg/seg NE .240 pulg/seg NE .120 pulg/seg Descripción de la (banda subsincrona) (1.0 x-1.5 x rpm) (2.5 x-3.5x rpm) (4x-Armonicas de rpm (Armónicas rpm y armónicas BPF (BPF Bandas laterales cobertura de banda mas bajas) mas altas) 1x) Nota 1. BPF = Frecuencia de paso de aspas (por sus siglas en ingles) = # de aspas o aletas x rpm : Tipo Maquinas centrifugas equipadas con un numero indeterminado de aspas (o aletas) y cojinetes de manguito- Fijar Fmax = 20x rpm ó 1.2x BPF, la que sea mayor 4 Frec. Menor de 1% Fmax 0.8 x rpm 1.8 x rpm 3.8 x rpm 7.8 x rpm 9.8 x rpm banda Frec. Mayor de 0.8 x rpm 1.8 x rpm 3.8 x rpm 7.8 x rpm 9.8 x rpm 100% Fmax banda Alarma de banda 20% alarma ttl 90% alarma ttl 40% alarma ttl 70% alarma ttl 25% alarma ttl 35% alarma ttl NE .085 pulg/seg NE .240 pulg/seg NE .120 pulg/seg Descripción de la (banda subsincrona) (1.0 x-1.5 x rpm) (2.5 x-3.5x rpm) (4x-7.5x rpm) (8x-9.5x rpm) (10x rpm-Fmax) cobertura de banda 24 1.2.2.2.- Herramientas de análisis 1.- Amplitud vs Frecuencia (espectro) 2.- Amplitud vs Frecuencia vs Tiempo (diagrama de cascada) 3.- Amplitud y Fase vs RPM (diagrama de Bodé) 4.- Amplitud vs Fase (diagramas polares o de Nyquist) 5.- Time Waveform (proyección en el tiempo) 6.- Patrones de Lissajous (órbitas) 1.- Análisis de amplitud vs frecuencia (espectro) El procedimiento de obtener y desplegar las amplitudes de vibración en el dominio de la frecuencia, es quizá, la más útil de todas las técnicas de análisis. Se estima que esta técnica permite identificar el 85% de los problemas de vibración que tengan lugar en equipo rotativo. Sin embargo, siempre es recomendable analizar el problema con alguna otra técnica para simplificar la interpretación de los datos de vibración y emitir un diagnostico certero. Un espectro es una representación gráfica de la vibración en el dominio de la frecuencia, con la amplitud de la vibración (desplazamiento, velocidad y aceleración) en el eje Y y la frecuencia en el eje X (CPM o Hz). La figura 6 es un ejemplo de un espectro. Un espectro de vibración (conocido también como FFT- Transformación Rápida de Fourier- o “firma”) traza o gráfica la amplitud (en mils, pulg/seg. o G´s) en oposición a la frecuencia (cpm o Hz, como se ilustra en la figura 15). En un análisis dentro del dominio del tiempo, donde el eje X es el tiempo (seg. o min.), y él Y, una medida de amplitud de vibración (desplazamiento, velocidad o aceleración) se muestra de manera precisa el movimiento real de una máquina; sin embargo este análisis puede ser muy exhaustivo y molesto 25 cuando se tiene que determinar la frecuencia. Para calcular el periodo de vibración (seg./ciclo), es necesario determinar el lapso que transcurre de una cresta de interés a otra similar. Este ciclo o periodo de tiempo (T) debe invertirse para obtener la frecuencia (F) y convertirlo después en las unidades de frecuencia correspondientes (cpm, cps, Hertz). Los instrumentos para vibraciones simplifican este proceso, pues son capaces de desarrollar una Transformación Rápida de Fourier, la que se conoce mas como FFT. Una FFT es la transformación realizada mediante computadora (microprocesador) de los datos del dominio del tiempo (la amplitud con relación al tiempo) en datos de dominio de frecuencia (la amplitud con relación a la frecuencia). La vista del dominio de frecuencia de la forma de onda de tiempo muestra de manera gráfica cada onda sinusoidal simple como una línea vertical con amplitud (determinada por su altura) y frecuencia (determinada por su posición a lo largo del eje de frecuencia). Esta representación del dominio de frecuencia se conoce como espectro. En ocasiones al espectro se le alude como “firma” (señal de identificación) o “FFT”. Para el análisis de vibraciones, los espectros son herramientas muy valiosas, pues sin ellos tendría que darse a la ardua tarea de detectar y separar las formas de onda de tiempo en elementos de frecuencia moderados para analizarlos. 26 Figure 7: Espectro amplitud vs frecuencia Espectros tomados del software Ascent 2010 (http://commtest.com/) 27 2.-Análisis de amplitud vs frecuencia vs tiempo (análisis en cascada) El análisis de amplitud vs frecuencia (espectro) resulta extremadamente útil para identificar la mayoría de los problemas en maquinaria, sin embargo, una gráfica de ese tipo puede mostrar únicamente las características de la vibración para un solo instante de tiempo con la máquina operando a una velocidad especifica de carga y bajo condiciones de carga especificas. Existen muchos casos en que es muy útil observar y grabar los datos de amplitud vs frecuencia vs tiempo repetida y rápidamente. Por ejemplo, durante el arranque de una máquina, puede ser muy importante conocer cuando se presentan las condiciones de resonancia o cuando se excitan las velocidades críticas debido a las frecuencias generadas por los componentes de la máquina. O bien, podría ser necesario evaluar las características de amplitud y frecuencia de vida durante la transición en la carga, temperatura u otras variables de operación. La capacidad de alta velocidad de un analizador de espectro en tiempo real es idealmente adecuada para estos requerimientos en el análisis de amplitud vs frecuencia vs tiempo, la figura 8 a ilustra el diagrama de cascada típico de la inestabilidad de chicoteo de aceite y la condición de resonancia (velocidad crítica) excitada por el desbalance inherente del rotor. Este tipo de gráficas son ideales para evaluar los efectos debidos a cambios de carga u otro cambio en las condiciones de operación de la máquina que causen la aparición de frecuencias de vibración adicionales, o bien, para detectar la desaparición de frecuencias que ya existían. 28 Figure 8: Análisis de cascada Figura 8a.- Diagrama de cascada típico de chicoteo de aceite Espectros tomados del software Ascent 2010 (http://commtest.com/) 29 3.- Amplitud y fase vs rpm (diagramas de Bodé) Debido a que cada objeto incluyendo las máquinas y sus soportes, tienen frecuencias de resonancia particulares, donde una amplitud de vibración muy alta puede resultar de una fuerza de excitación relativamente pequeña y debido a que las máquinas generalmente son sistemas complejos y consisten de muchos sistemas masa-resorte con varias frecuencias naturales, la resonancia es un problema común. Muchos problemas acerca de la respuesta de las máquinas debidas a las fuerzas que causan la vibración se pueden entender a partir de un diagrama de la Amplitud y Fase como una función de las rpm. La figura 9 ilustra un diagrama típico de Amplitud y Fase vs rpm obtenido para el arranque o paro de un motor eléctrico, a tales gráficas se les conoce como diagramas de Bodé, en la figura 9 la frecuencia de resonancia se identifica claramente por su amplitud pico característica y su correspondiente inversión de fase de 180° Por supuesto, si en la velocidad de operación normal de la máquina se presentara alguna fuerza excitadora que correspondiera a alguna de estas frecuencias; debido al desbalance inherente, desalineamiento, fuerzas aerodinámicas e hidráulicas, solturas mecánicas, chicoteo de aceite, etc., entonces se presentaría una probable e indeseable vibración destructiva. Por esta razón, es de mucha ayuda conocer lo siguiente: Que frecuencias de excitación son inherentes a la máquina en la velocidad de operación. Las cuales pueden ser identificadas por el empleo de diagramas de Bodé. Cuales son las frecuencias de resonancia o naturales de la máquina o estructura. Como se ve en la figura 9 estas dos pueden ser identificadas por un diagrama de Bodé. 30 Figure 9: Diagrama de Bode Diagrama Bode - 1X - Plot Types - Bode Plot - Horizontal Vel Spec 1000 Hz "hi res." 150 100 deg 50 0 -50 -100 10 15 20 25 30 35 25 30 35 Hz 0,14 0,12 pulg/s 0-pk 0,1 0,08 0,06 0,04 0,02 0 10 15 20 Hz Vel Spec 1000 Hz "hi res." 31 4.-Amplitud vs fase (diagramas de Nyquist) Una técnica de uso frecuente para presentar los datos obtenidos del monitoreo de vibraciones es la gráfica de amplitud vs fase, en la cual se emplean coordenadas polares para su construcción. Estas gráficas son conocidas comúnmente como diagramas de Nyquist o diagramas polares, las gráficas de la figura 10, muestran una comparación de la gráfica de amplitud vs fase contra la gráfica de amplitud y fase vs frecuencia, esta última se gráfica empleando coordenadas cartesianas. La gráfica de amplitud vs fase ofrece muchas ventajas comparado con los diagramas de Bodé tales como: Provee una indicación inmediata del vector de desbalanceo sin la necesidad de comparar por separado las gráficas de amplitud y fase Elimina las confusiones que aparecen en los diagramas de Bodé, debidas a las discontinuidades de fase cuando esta cambia de 0 a 360 grados. Elimina las discontinuidades de fase que aparecen en los diagramas de Bodé cuando la amplitud de vibración se reduce a un nivel muy bajo, es decir, cuando no se presenta una señal de vibración suficiente para mantener una indicación de fase. Los diagramas de Nyquist permiten que tanto la amplitud como la fase sea representada en una sola gráfica durante un arranque o paro de la máquina. Cuando se emplean sensores de proximidad el vector resultante de la combinación de la desviación (runout) mecánica y la desviación eléctrica se puede eliminar recalibrando el control de amplitud al origen de la gráfica polar, mientras el vector de desviación es desplegado en la velocidad mínima de operación de la máquina. La figura 18 muestra una comparación de los diagramas de Nyquist que se obtienen con y sin recalibración de la desviación de la flecha. Como se ilustra la desviación (run-out) puede confundirse con un vector de desbalanceo a alguna velocidad de operación. 32 Se pueden comparar fácilmente los diagramas de Nyquist que se obtienen de cada chumacera de una máquina en particular, (rotor eléctrico) debido a que proporcionan información acerca de la forma modal asociada a cada frecuencia de resonancia. Aunque la misma información e interpretación podría obtenerse de los diagramas de Bodé la comparación es mucho más fácil en los diagramas de amplitud y fase (Nyquist). No obstante estas ventajas en muchas aplicaciones los diagramas de Nyquist también tienen limitaciones cuando se comparan con las gráficas de amplitud vs frecuencia. Las limitaciones son las siguientes: Mientras los diagramas de Nyquist revelan la presencia y el significado de las condiciones de resonancia durante el arranque o paro de la máquina, estas gráficas no muestran la velocidad de referencia, es decir, no indican las rpm a la cual tiene lugar la resonancia. Debido a ello es necesario un monitoreo de la velocidad de la máquina e indicar manualmente los valores de frecuencia en la gráfica. El diagrama de Nyquist es una gráfica de la vibración de desbalanceo (síncrono), por lo tanto restringe al análisis de vibraciones que se presenten a 1X. Muchas condiciones de resonancia son excitadas por frecuencias de vibración diferentes a 1X, dado que se presentan problemas adicionales de inestabilidad tales como el chicoteo de aceite, resonancias por orbitación o rozamientos, estas condiciones ocurren a frecuencias no síncronas. Figure 10: Diagrama de Nyquist 33 5.-Análisis de forma de onda (waveform) Aunque la herramienta de amplitud vs frecuencia generalmente es empleada para el análisis de vibración de la mayoría de los problemas que tienen lugar en turbomáquinas, en algunos casos se requiere información adicional para él diagnostico de algún problema en particular o el estudio del comportamiento dinámico de una máquina bajo condiciones especificas de operación. Un análisis de amplitud vs frecuencia no siempre proporciona una información completa de las características de vibración, algunos problemas mecánicos podrían presentarse a frecuencias idénticas y tener considerables diferencias en su comportamiento dinámico. Para ilustrar lo anterior considérese la vibración generada por un engrane que tiene un diente despostillado, roto o deformado. Él engrane defectuoso tendrá contacto con el otro engrane una vez por revolución, como resultado se presentara una frecuencia de vibración igual a 1X generada por él engrane dañado, la anterior es la misma frecuencia que presenta el desbalance. Por lo tanto, si únicamente se empleara un análisis de amplitud vs frecuencia es muy posible que él engrane defectuoso pudiera ser confundido con una condición de desbalance. Sin embargo, la forma de onda generada por el diente del engrane se diferenciara considerablemente de la causada por un desbalance. El desbalance producirá una forma de onda senoidal, mientras que el diente defectuoso al estar en contacto únicamente un breve instante de tiempo por cada ciclo producirá un pico distintivo. Otro beneficio del empleo del análisis de proyección en el tiempo consiste en la observación de vibraciones instantáneas. 34 Figure 11: Waveform Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Esquema general (Rodamientos) Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 11 Espectros y forma de onda tomados del software Ascent 2010 (http://commtest.com/) 35 6.- Órbitas de Lissajous Otra técnica es la montadura radial de sensores de proximidad en chumaceras, los ejes de medición se separan 90°, la señal de un sensor es desplegada en el eje horizontal mientras que la otra señal es desplegada en el eje vertical. La gráfica mostrada representara el movimiento total de la flecha dentro de la chumacera. Tales gráficas son llamadas patrones de Lissajous y también son conocidas como órbitas. Físicamente las órbitas representan el movimiento de un elemento de una máquina, dentro de un plano de medición; esto es, el movimiento real dentro de un espacio plano. Generalmente se refiere al movimiento del eje dentro de sus cojinetes, cuando se tienen cojinetes de película de lubricantes; eventualmente, pueden referirse al movimiento de las tapas de los cojinetes o cajas de rodamientos. En todos los casos, representan y describen finalmente el movimiento del elemento en cuestión, y su interpretación es directa; así se mueve el elemento. En una máquina rotativa, el movimiento del eje, o el que este transmite a sus apoyos, debe ser razonablemente circular, con relación entre eje mayor y eje menor de 2:1, aun para cojinetes de geometría asimétrica, cualquier desviación de este patrón de comportamiento, identificara automáticamente, una condición de trabajo anormal, y en este sentido él diagnóstico de la presencia de una falla, se convierte en algo sencillo y seguro mediante el análisis de órbitas. La orbita típica de un eje sobre rodamientos de película fluida (chumaceras) con diferentes grados de desalineamiento, se muestran en la figura 12. 36 FIGURE 12: ÓRBITA PRODUCIDA POR DESALINEAMIENTO Rodamiento de película fluida Órbita típica de un eje sin que este sometido a fuerzas externas. La forma elíptica es debido a la diferente rigidez vertical y horizontal de la máquina. Si se aplica ahora una fuerza hacia abajo provocada por el desalineamiento del eje, la forma elíptica se aplana, el desalineamiento limita el movimiento vertical del eje. Si la fuerza proveniente del desalineamiento incrementa, la órbita continua aplanándose y distorsionando. Cuando la fuerza incrementa la órbita presenta una forma torcida Cuando la fuerza es suficiente grande la órbita cambia en forma de “8”, es entonces cuando aparece en el espectro un componente grande en 2X. 37 Figura 13.- a) orbita filtrada a 1 revolución 1X Figure 13: Orbitas Orbita - Plot Types - Orbit 13/06/2006 7:45:36 Filter: 1X Revolution: 1 0,04 mm (Vertical) 0,02 0 -0,02 -0,04 -0,04 13/06/2006 7:45:36 -0,02 0 mm (Horizontal) 0,02 0,04 650,782 RPM Figura 13.- b) forma de onda característico de la figura anterior. Órbita y forma de onda tomados del software Ascent 2010 (http://commtest.com/) 38 Tabla V.- Significados típicos con orbitales Lissajous: PROBLEMA DESBALANCE DESALINEAMIENTO DESALINEAMIENTO Y SOLTURA DESBALACE RESONANCIA ROCE DEL ROTOR OIL WHIRL ÓRBITA OBSERVACIONES Si la relación es mayor a 5/1, el problema dejaría de ser desbalance, para convertirse en un probable problema de desalineamiento, resonancia, excentricidad o excesiva luz debido al desgaste del cojinete, pero recuerde que siempre hay una excepción a la regla. Habría una condición de desalineamiento, si tuviéramos una órbita elíptica, cuya relación de diámetros estaría entre 3/1 a 8/1, siendo un valor promedio entre 5/1 a 6/1. Las de Órbitas Lissajous por problemas de desalineamiento asociado con soltura o influenciado por juego en el extremo del eje. Nótese que la elipse está distorsionada, no es un perfecto “8”. Si la componente a 1X RPM esta entre la mitad y 2 veces la amplitud de la componente 2X RPM Observe como cambia el “Punto negro” si el eje está girando por debajo de su primera velocidad crítica e incrementamos las RPM hasta superar dicha velocidad crítica, habrá un cambio de fase de 180° (variación de la posición del “punto blanco”, este caso sería de “Resonancia”. Si no hay cambio de fase (no varía el “punto blanco”), el problema sería “Desbalance”. Un roce es generalmente causado por el contacto del rotor con un elemento estacionario, como lo es, la superficie del cojinete, un sello, rotor/estator. Algunas causas que producen los roces son, excesivo desbalance, desalineamiento, pata floja, excesiva luz en el cojinete, deformación térmica y otros. Los roces del rotor pueden ser del tipo parcial o total. Se puede observar una órbita Lissajous debido a un Oil Whirl, como se puede observar, existe la presencia de un lazo (órbita) secundaria interno, que rota más lentamente que la órbita principal (40-48% de velocidad del eje). 39 1.2.2.3.- Análisis mediante la carta de diagnóstico Uso de los Espectros Vibracionales en el Diagnóstico de Máquina (Carta de Diagnóstico). El modo de análisis o el modo de colección de datos, permite que la información pueda ser adquirida y utilizada. Así una rápida referencia, la tenemos en el “Cuadro de ilustración de Diagnóstico Vibracional mostrando en la tabla I en el cual es un medio probado para ayudar en el análisis y diferenciación entre los muchos problemas que se pueden presentar en la maquinaria. En el acto “el cuadro de ilustración de análisis vibracional cubre 17 tipos de problemas que fueron complementariamente subdivididos dentro de 40 categorías. Básicamente la ilustración del cuadro, parte del siempre problema a 1X RPM y continua con el diagnóstico de problemas mas complejos. Adicionalmente a la columna de los “espectros típicos”, se puede observar la columna denominada “relación de fases” (relationship) de gran importancia ya que es una poderosa herramienta de ayuda para diferenciar entre diferentes tipos de problemas con espectros similares. Por ejemplo hay un largo número de problemas que generan vibración de 1X a 2X RPM. Usando el análisis de fases, se entiende como la máquina esta vibrando, y en cual de las direcciones y cual fase es mas pronunciada. Finalmente, la columna de observaciones (Remarks) proporciona y explica información complementaria de los problemas de las máquinas, síntomas y diagnósticos. A continuación se presenta en la tabla VI, la carta ilustrada de Diagnóstico Vibracional. 40 TABLA VI.- LISTA ILUSTRADA DE DIAGNÓSTICO DE VIBRACIONES FUENTE DEL PROBLEMA Desbalance A. Desbalance Estático B. Desbalance de Par de Fuerzas C. Desbalance Dinámico D. Desbalance de Rotor en Voladizo ESPECTRO TÍPICO RELACIÓN DE FASE OBSERVACIONES El Desbalance Estático estará en fase y estable. La amplitud debido al desbalance aumentara por el cuadrado de la velocidad incrementada estando por debajo de la primera crítica del rotor (un incremento de velocidad de 3X = una vibración a 9X mayor).1XRPM siempre estará presente y por lo general domina el espectro. Puede ser corregido colocando un solo peso de corrección de balance en un plano en el Centro de Gravedad del Rotor (CG). Una diferencia de fase aproximadamente de 0° debe existir entre los Horizontales OB&IB, así como entre las Verticales OB&IB. Usualmente también ocurre una diferencia de fase aproximadamente de 90° entre las lecturas de fase Horizontal y Vertical en cada rodamiento del rotor desbalanceado (±30°). Un Desbalance de Par de Fuerzas resulta en un desfase de 180° del movimiento en el mismo eje. 1XRPM siempre esta presente y normalmente domina el espectro. La amplitud varia por el cuadrado de la velocidad incrementada por debajo de la primera velocidad crítica del rotor. Puede causar una alta vibración axial así como radial. La corrección requiere la colocación de los pesos de balanceo en al menos 2 planos. Note que debe existir una diferencia aproximada de 180° entre las Horizontales OB&IB así como entre las Verticales OB&IB. También usualmente ocurre una diferencia aproximada de 90° entre las lecturas Horizontal y vertical en cada rodamiento (±30°). El Desbalance Dinámico es el tipo de desbalance que se consigue mas comúnmente y es una combinación de Desbalanceo estático y de par de fuerzas. 1XRPM domina el espectro y realmente necesita una corrección en 2 planos. Aquí la diferencia de fase Radial entre los rodamientos externos e internos puede estar en cualquier lugar del rango entre 0° y 180°. Sin embargo, la diferencia de fase Horizontal debe de cuadrar usualmente con la diferencia de fase Vertical, cuando se comparan las mediciones de los rodamientos externos e internos (±30°). Si el desbalance predomina una diferencia de fase de 90° resulta entre las lecturas Horizontal y Vertical de cada rodamiento (±40°). El Desbalance de Rotor en Voladizo causa un alto 1XRPM en las direcciones Axial y Radial. Las lecturas Axiales tienden a estar en fase mientras que las lecturas de fase Radial pueden estar inestables. Sin embargo, las diferencias de fase Horizontal usualmente cuadran con las diferencias de fase Vertical en el rotor desbalanceado (±30°). Los Rotores en Voladizo tienen desbalances Estáticos y de Par de Fuerzas, cada uno de los cuales requiere una corrección. Así, los pesos de corrección casi siempre tendrán que ser colocados en dos planos para contrarrestar ambos desbalances, el estático y el de par de fuerzas. Rotor Excéntrico La excentricidad ocurre cuando el centro de rotación esta fuera de la línea de centro geométrico de una polea, engranaje, rodamiento, armadura del motor, etc. La vibración mayor ocurre a 1XRPM del componente excéntrico en una dirección a través de la línea que une el centro de ambos rotores. Comparativamente, las lecturas de fases Horizontales y verticales usualmente difieren 0° ó 180° (cada una de las cuales indica el movimiento en línea recta). El intentar balancear un rotor excéntrico resulta en reducir la vibración en un dirección radial pero incrementarla en la otra (dependiendo de la cantidad de excentricidad). Eje Doblado Los problemas de Eje Doblado causan una alta vibración axial con una diferencia de fase axial tendiendo a 180 ° en el mismo componente de la máquina. La vibración dominante ocurre normalmente a 1X si esta doblado cerca del centro del eje, pero ocurre a 2X si esta doblado cerca del acople. (ser cuidadoso al tomar en cuenta la orientación del transmisor para cada medición axial si usted voltea la dirección de la probeta). Use un indicador de dial para confirmar el doblez de eje. Desalineación La Desalineación Angular se caracteriza por una alta vibración axial, 180° fuera de fase a través del acople típicamente tendrá una vibración axial en 1XRPM y 2XRPM. Sin embargo no es inusual que tanto 1X, 2X ó 3X domine. Estos síntomas también pueden indicar problemas de acople. Una severa desalineación angular puede excitar muchas armónicas de 1XRPM. A diferencia de la soltura mecánica de tipo C, estas múltiples armónicas no tienen típicamente un incremento de ruido en el piso del espectro. A. Desalineación Angular B. Desalineación Paralela C. Desalineación de Rodamiento Inclinado Sobre el Eje RESONANCIA La desalineación paralela posee síntomas de vibración similares a la angular pero muestra una alta vibración radial que se aproxima a 180° fuera de fase a través del acople. 2X es por lo regular mayor que 1X, pero su altura respecto a 1X es por lo general debida a el tipo de acople y construcción de este. Cuando cualquier desalineación, Angular o Radial, se vuelve severa, puede generar tanto picos de gran amplitud a altas armónicas (4X-8X) como también toda una serie de armónicas de alta frecuencia, similares en apariencia a la soltura mecánica. El tipo de acople y el material influyen de gran manera a todo el espectro cuando la desalineación es severa. No presenta por lo general un incremento de ruido en el piso. Un rodamiento inclinado genera una vibración Axial considerable. Puede causar un movimiento torsional con un cambio de fase aproximado de 180° de arriba a abajo y/o de lado a lado cuando se mide en dirección Axial de la misma carcaza del rodamiento. Intentos de alinear el acople o balancear el rotor no aliviara el problema. Es necesario remover el cojinete e instalarlo correctamente. La resonancia ocurre cuando una frecuencia forzada coincide con una frecuencia natural del sistema, y puede causar una amplificación dramática de las amplitudes, lo que puede resultar en una falla prematura o incluso catastrófica. Esta puede ser una frecuencia natural del rotor, pero a menudo puede ser originada por el bastidor, la cimentación, caja de engranajes e incluso las correas de transmisión. Si un rotor esta o se aproxima a la resonancia puede ser prácticamente imposible balancearlo debido al enorme cambio de fase que experimenta (90 ° en resonancia, cerca de 180 ° cuando la atraviesa). A menudo requiere el cambio de la frecuencia natural a una frecuencia mayor o menor. Generalmente las frecuencias naturales no cambian con un cambio en la velocidad, lo que ayuda a su identificación. 41 TABLA VI.- LISTA ILUSTRADA DE DIAGNÓSTICO DE VIBRACIONES FUENTE DEL PROBLEMA ESPECTRO TÍPICO RELACIÓN DE FASE Soltura mecánica NOTESE EL LEVANTAMIENTO DEL PISO INDICANDO SOLTURA Roce (Fricción) del Rotor Cojinetes A. Problemas por Desgaste o Juego. NOTESE EL LEVANTAMIENTO DEL PISO INDICANDO SOLTURA B. Inestabilidad por Remolino de Aceite C. Inestabilidad por Latigazo de Aceite OBSERVACIONES La soltura mecánica esta indicada para un espectro de vibración de tipo A, B o C. Tipo A es causada por soltura/debilitamiento estructural del pie de la máquina, la placa base o cimentación, también por una sedimentación deteriorada, soltura de los pernos que sujetan a la base y distorsión del bastidor o base (Ej. Pata floja). El análisis de fase puede revelar una diferencia de 90° a 180° entre la medición Vertical de los pernos, pie de máquina, placa base o la base misma. Tipo B es generalmente causada por soltura de los pernos de la bancada, fisuras en la estructura del bastidor o en el pedestal del cojinete. Tipo C es normalmente generada por un ajuste inadecuado entre las partes Componentes, que puede causar numerosas armónicas debidas a respuestas no lineales de partes flojas a fuerzas dinámicas del rotor. Causa un truncamiento de la Onda de Tiempo y un ruido elevado en el suelo del espectro. La tipo C es causada con frecuencia por el aflojamiento de un cojinete en su caja, por un espacio excesivo en la camisa o los elementos rodantes del rodamiento, un impulsor o eje flojo, etc. La fase tipo C es con frecuencia inestable y puede variar ampliamente de un arranque al siguiente. La soltura mecánica es a menudo altamente direccional y puede causar lecturas notablemente diferentes si se comparan niveles en incrementos de 30° en dirección radial alrededor de la carcaza del rodamiento. También nótese que la soltura podrá causar múltiples sub-amónicas exactamente a 1/2 o 1/3XRPM (0.5X, 1.5X, 2.5X,. etc.). El Roce del Rotor produce un espectro similar al de la soltura mecánica cuando las partes giratorias entran en contacto con los componentes fijos. La fricción puede ser parcial o en toda la revolución del rotor. Usualmente genera una serie de frecuencias, lo que por lo general excita una o mas resonancias. A menudo existen sub-armónicas de fracción integra, de la velocidad de fraccionamiento (1/2, 1/3, 1/4, 1/5,...1/n). Dependiendo de la ubicación de la frecuencias naturales del rotor. La fricción del rotor puede excitar numerosas frecuencias altas (similar al ruido de banda ancha que se produce al pasar una tiza por un pizarrón) puede ser muy grave y de corta duración si es causado por el eje haciendo contacto con el Babbit del cojinete. Una fricción anular total alrededor de toda la revolución del eje puede inducir una “precesión reversa” con el rotor girando rápidamente a la velocidad crítica en dirección opuesta a la rotación del eje (inherentemente inestable que puede llevar a una falla catastrófica). Etapas posteriores del desgaste de cojinete son normalmente puestas en evidencia debido a la presencia de series completas de armónicas de velocidad de funcionamiento (hasta 10 o 20). Cojinetes gastados a menudo permiten altas amplitudes Verticales en comparación con las Horizontales, pero solo mostraran un pico pronunciado a 1XRPM. Los cojinetes con soltura (juego) excesivo pueden permitir que un desbalance y/o desalineación menor cause una alta vibración que seria mucho menor si el juego del cojinete se ajustara a las especificaciones. La Inestabilidad por Remolino de Aceite ocurre a .40-.48XRPM y a menudo es bastante grave. Se le considera excesiva cuando la amplitud excede el 40% de la holgura del cojinete. El remolino de aceite es una vibración de la película de aceite donde las desviaciones en las condiciones normales de operación (ángulo de disposición y radio de excentricidad) causan que una cuña de aceite “empuje” al eje dentro del cojinete. La fuerza desestabilizadora en dirección de la rotación resulta en un remolino (precesión hacia adelante). El remolino de aceite es inestable ya que incrementa las fuerzas centrifugas que aumentan las fuerzas del remolino. Puede causar que el aceite no soporte al eje, o puede convertirse en inestable cuando la frecuencia del remolino coincide con una frecuencia natural del rotor. Cambios en la viscosidad del aceite, presión de lubricación y cargas previas externas pueden afectar al remolino de aceite. El Latigazo de Aceite puede ocurrir si la máquina opera a o sobre 2X la frecuencia. Crítica del rotor. Cuando el motor alcanza dos veces la velocidad crítica, el remolino estará muy cercano a la crítica del rotor y podrá causar una vibración excesiva que la película de aceite no sea capaz de soportar. La velocidad del remolino se “congela” en el punto crítico del rotor y este pico no pasará a través aunque a la máquina se lleve a velocidades más y más altas. REMOLINO DE ACEITE RODAMIENTOS (4 Etapas de daño) fn = Frecuencias Naturales de Los Componentes y de la Estructura de Soporte del Rodamiento Instalado. FRECUENCIAS DE DEFECTO DEL COJINETE: Donde: BPFI = Frecuencia de la Pista Interna BPFO = Frecuencia de la Pista Externa BSF = Frecuencia de Giro de Bola / Rodillo FTF = Frec. Fundamental de la Jaula. Nb = Número de Bolas o Rodillos Bd = Diámetro de Bola / Rodillo (pulg. o mm) = Ángulo de Contacto (grados) 4 ETAPAS DE DAÑO DEL RODAMIENTO ETAPA 1: Las primeras indicaciones de problemas en los rodamientos aparecen en las frecuencias ultrasónicas que oscilan entre 250,000 - 350,000 Hz; luego, a medida que se incrementa el desgaste, cae a aproximadamente 20,000 - 60,000 Hz (1,200,000 - 3,600,000 CPM). Éstas son frecuencias evaluadas por el filtro Spike Energy (gSE), por HFD(g) y por el Pulso de Choque (dB). Por ejemplo, la energía de Spike Energy puede aparecer por primera vez a aproximadamente .25 gSE en la Etapa 1 (el valor real depende de la ubicación de la lectura y de la velocidad de giro de la máquina). La adquisición de espectros envolventes de alta frecuencia confirma si el cojinete se encuentra o no en la Etapa 1 de Daño. ETAPA 2: Los defectos ligeros del rodamiento comienzan a “excitar” las frecuencias naturales (fn) de sus componentes, que generalmente ocurren en un rango de 30K 120KCPM. Dichas frecuencias naturales también pueden ser resonancias de las estructuras de apoyo del rodamiento. Las frecuencias de bandas laterales aparecen arriba y abajo del pico de frecuencia natural al final de la Etapa 2. La energía Spike Energy crece (por ejemplo, de .25 a .50 gSE). ETAPA 3: Aparecen armónicas y frecuencias de defectos del rodamiento. A medida que eldesgaste progresa, aparecen más armónicas de frecuencias de defecto y el número de bandas laterales crecen, tanto alrededor de éstas y de las frecuencias naturales del componente del cojinete. La energía Spike Energy continúa incrementándose (por ejemplo, de .5 a más de 1 gSE). En esta etapa por lo general el desgaste es visible y se puede extender a toda la periferia del cojinete, sobre todo cuando varias bandas laterales bien formadas acompañan a las armónicas de frecuencias de defecto del rodamiento. Los espectros demodulados de alta frecuencia y envolventes ayudan a confirmar la Etapa III. ¡Reemplace los rodamientos ahora! (independientemente de las amplitudes de frecuencia defectuosas del rodamiento en los espectros de vibración). ETAPA 4: Hacia el final, incluso se afecta la amplitud 1X RPM. Crece, y normalmente causa el crecimiento de muchas armónicas de 1X. Las frecuencias naturales discretas de rodamientos y de componentes comienzan a “desaparecer” y se reemplazan con “piso de ruido” de alta frecuencia, de banda ancha y aleatorio. Además, las amplitudes tanto del piso de ruido de alta frecuencia y de Spike Energy pueden en efecto disminuir; sin embargo, justo previo al paro catastrófico, la energía Spike Energy y HFD por lo general crecen a amplitudes excesivas. 42 TABLA VI.- LISTA ILUSTRADA DE DIAGNÓSTICO DE VIBRACIONES FUENTE DEL PROBLEMA ESPECTRO TÍPICO FUERZAS HIDRÁULICAS Y AERODINÁMICAS OBSERVACIONES BPF= # ALABES X RPM A.PASO DE ALABES/ PASO DE ASPAS BPF= FRECUENCIA DEL PASO DE ALABES DE ASPAS B.TURBULENCIA DEL FLUJO C. CAVITACIÓN ENGRANES A. ESPECTRO NORMAL B. DESGASTE DEL DIENTE C. CARGA DEL DIENTE D. EXCENTRICIDAD DEL ENGRANE Y BACKLASH E. DESALINEACIÓN DEL ENGRANE F. DIENTE ESTRELLADO/ROTO G. PROBLEMAS DE FASE EN EL ENSAMBLAJE DEL ENGRANE 1000 RPM 25T=5 * 5 15=5*3 NA=5 H. FRECUENCIA DE ENCUENTRO DE DIENTES NA=1 es el factor ideal de fase de ensamblaje (una pulsación por 7 revoluciones del piñón) Frecuencia de Paso de Alabes (BPF por sus siglas en inglés) = Núm. de Alabes (o Aspas) X RPM. Esta frecuencia es inherente en bombas, ventiladores y compresores y por lo general no presenta problemas. Sin embargo, un BPF de amplitud grande (y armónicas) puede generarse en una bomba en caso de que el espacio entre los álabes y los difusores estacionarios no sea igual en toda la periferia. Además, el BPF (o armónicas) puede coincidir algunas veces con una frecuencia natural del sistema causando alta vibración. El BPF alto puede generarse en caso de que el anillo de desgaste del impulsor se atore en el eje, o en caso de que fallen las soldaduras de los difusores. Así mismo, el BPF alto puede deberse a doblamientos abruptos en la tubería (o en el ducto), a obstrucciones que interrumpen el flujo, a los ajustes del amortiguador o si la bomba o el rotor del abanico se posicionan de forma excéntrica dentro de la caja. Con frecuencia la turbulencia del flujo ocurre en los sopladores debido a variaciones en la presión o en la velocidad del aire que pasa a través del abanico o de los ductos conectados. Este trastorno de flujo causa una turbulencia que generará una vibración de baja frecuencia aleatoria, típicamente en el rango de 50 a 2000 CPM. En caso de que ocurra una sacudida dentro del compresor, puede haber una vibración de alta frecuencia de banda ancha aleatoria. La turbulencia excesiva también puede generar alta frecuencia en la banda ancha. La cavitación normalmente genera una energía de banda ancha de frecuencia más alta y aleatoria que algunas veces se sobrepone con las armónicas de frecuencia de paso de álabes. Por lo general, indica presión insuficiente de succión. La cavitación puede ser destructiva en la parte interna de la bomba si no se corrige. Puede dañar en especial a los álabes del impulsor. Cuando está presente, con frecuencia se oye como si pasara “arena” a través de la bomba. Por lo general, la cavitación se debe a un flujo interno insuficiente. Puede ocurrir durante una inspección y desaparecer en la siguiente inspección (si se hacen cambios en los ajustes de la válvula de succión.) El Espectro Normal muestra las Velocidades del Engrane y del Piñón junto con la Frecuencia de engranaje de Engranes (GMF) y armónicas de GMF muy pequeñas. Las armónicas GMF cuentan por lo general con bandas laterales de velocidad de giro a su alrededor. Todos los picos son de amplitud baja, y no se alteran las frecuencias naturales de los engranes. Se recomienda F MAX en 3.25X GMF (mínimo) cuando se conoce el número de dientes. Si no se conoce el número de dientes, fije el FMAX en 200X RPM en cada eje. El indicador clave del Desgaste del Diente es la excitación de la Frecuencia Natural del Engrane (fn), junto con las bandas laterales alrededor de ésta, espaciadas en la velocidad de giro del engrane defectuoso. La Frecuencia de Engranaje (GMF) puede o no cambiar la amplitud, aunque las bandas laterales de amplitud alta y el número de bandas laterales que rodean el GMF por lo general ocurren cuando se nota el desgaste. Las bandas laterales pueden ser un mejor indicador del desgaste, que las frecuencias GMF en sí. Además, las altas amplitudes ocurren por lo general en 2XGMF o en 3XGMF (especialmente en 3XGMF), aun cuando la amplitud GMF sea aceptable. Normalmente las Frecuencias de Engranaje son muy sensibles a la carga. Las altas amplitudes GMF no necesariamente indican un problema, sobre todo si las amplitudes de las bandas lateral permanecen en un nivel bajo, y no se excitan las frecuencias naturales del engrane. Cada análisis debe realizarse a máxima carga para poder tener espectros comparativos en un programa de monitoreo. Las bandas laterales de amplitud relativamente alta alrededor de las armónicas GMF normalmente sugieren una excentricidad de engranes, un backlash inapropiado, o ejes no paralelos que permiten que la rotación de un eje “module” la amplitud GMF o la velocidad de giro del otro engrane. Se puede diferenciar el engrane defectuoso por el espaciado de las frecuencias de las bandas laterales. Además, el nivel 1XRPM del engrane excéntrico por lo general será alto si la excentricidad es el problema principal. Normalmente, el backlash inapropiado excita a la armónica GMF y a la Frecuencia Natural del Engrane, ambas tendrán bandas laterales de 1X RPM. En el caso de backlash inapropiado, las amplitudes disminuirán al incrementar la carga del sistema. La Desalineación de Engranes casi siempre excita armónicas GMF de segundo orden o más altas, las cuales tienen bandas laterales de la velocidad de giro. Con frecuencia sólo muestra una amplitud pequeña de 1X GMF, pero niveles mucho más altos en 2X ó 3X GMF. Es importante fijar el FMAX lo suficientemente alto para capturar por lo menos una armónica de 3 GMF. Además, las bandas laterales alrededor de 2XGMF con frecuencia serán espaciadas a 2X RPM. Observe que las amplitudes de las bandas laterales no son iguales en los lados izquierdo y derecho del GMF y de las armónicas GMF debido a la desalineación del diente. Causa un patrón de desgaste disparejo. Un Diente Quebrado o Agrietado generará una alta amplitud en 1X RPM en este engrane únicamente en la forma de onda, además de que excitará la frecuencia natural del engrane mostrando bandas laterales de 1X. Se detecta mejor en la forma de onda que mostrará un pico pronunciado cada vez que el diente con el problema haga contacto con los dientes en el engrane complementario. El tiempo entre los impactos ( ) corresponderá a 1/RPM de un engrane con problemas. Las amplitudes de los Picos de Impacto en la forma de onda serán normalmente 10 a 20 veces ¡más altas que aquéllas a 1X RPM en el espectro! La Frecuencia de Fase del Ensamble del Engrane (GAPF) puede resultar en Frecuencias de engranaje fraccionales (si NA >1). Literalmente significa que el diente de engrane (TG/NA) contactará a los dientes del piñón (T p/NA) y generará patrones de desgaste NA, donde NA en una combinación de diente dada equivale al producto de los factores primos comunes al número de dientes en el engrane y en el piñón (NA = Factor de Fase de Ensamblaje). GAPF (o armónicas) pueden aparecer desde el principio si existieron problemas de manufactura. Además, su aparición repentina en un espectro de monitoreo periódico puede indicar un daño en caso de que las partículas contaminantes pasen a través del endentado, resultando en un daño a los dientes de ambos engranes por los cuales pasó la partícula. La Frecuencia de Encuentro de Dientes (f HT) ocurre cuando se presentan daños tanto en el engrane como en el piñón, que pudieron haber ocurrido durante el proceso de manufactura debido al mal manejo, o en el campo. Puede causar una alta vibración, pero ya que esto ocurre en frecuencias bajas predominantemente menores a 600 CPM, por lo general se pasa por alto. Un juego de engranes con este problema repetitivo del diente normalmente emite un “ronquido” . El efecto máximo ocurre cuando los dientes dañados del piñón y del engrane se encuentran (en algunas transmisiones, esto puede ocurrir únicamente en 1 de cada 10 a 20 revoluciones, dependiendo de la fórmula f HT). Observe que TENGRANE y TPIÑÓN se refieren al número de dientes en el engrane y el piñón respectivamente. N A es el Factor de Fase de Ensamble definido anteriormente. Con frecuencia modulará los picos del GMFy RPM del Engrane. 43 TABLA VI.- LISTA ILUSTRADA DE DIAGNÓSTICO DE VIBRACIONES FUENTE DEL PROBLEMA ESPECTRO TÍPICO El huelgo excesivo de los rodamientos que sostienen los engranes no únicamente pueden excitar las armónicas de velocidad de giro, sino que a menudo también causará una respuesta de amplitud alta en GMF, 2GMF y/o 3GMF. En realidad, estas amplitudes altas en GMF, responden a, y no son la causa de, la holgura dentro de los rodamientos que sostienen a los engranes. Este huelgo excesivo puede ser causa de un desgaste mayor en los rodamientos o por un ajuste inapropiado de un cojinete plano durante la instalación. Si no se corrige, puede causar un desgaste excesivo en los engranes y dañar otros componentes. ENGRANES (CONTINUACIÓN) 1. AJUSTE HOLGADO DEL COJINETE MOTORES INDUCCIÓN AC DE A. EXCENTRICIDAD DEL ESTATOR, LAMINACIÓN EN CORTOCIRCUITO O ESTATOR SUELTO B. ROTOR EXCÉNTRICO (Entrehierro variable giratorio) FL= Frec. de línea eléctrica Ns = Velocidad síncrona = 120 FL / P Fs = Frec. de deslizamiento = Ns – RPM Fp = Frec. del paso de polos = Fs X P P = # de Polos C. PROBLEMAS EN EL ROTOR D. PROBLEMAS DE FASE (Conector suelto) MOTORES SINCRÓNICOS DE CA (Bobinas Estator) sueltas OBSERVACIONES del MOTORES DE C.D. Y SUS CONTROLES A. ESPECTRO NORMAL B. EMBOBINADO DE LA ARMADURA PARTIDO, PROBLEMAS DE TIERRA O SISTEMA DE SINTONIZACIÓN DEFECTUOSO C. TABLILLA DE DISPARO DEFECTUOSA Y/O FUSIBLES FUNDIDOS D. SCR DEFECTUOSO, TABLILLA DE CONTROL CON CORTOCIRCUITO, CONEXIONES SUELTAS Los problemas en el estator generan una alta vibración a 2X la frecuencia de la línea eléctrica (2FL). La excentricidad del estator produce un entrehierro irregular estacionario entre el rotor y el estator, lo cual produce una vibración muy direccional. El entrehierro no debe exceder más del 5% para motores de inducción y el 10% para motores sincrónicos. Las patas suaves y las bases torcidas pueden dar como resultado un estator excéntrico. El estator suelto a su carcaza se debe a una holgura o debilidad en el soporte del estator. Las laminaciones del estator con cortocircuito pueden causar un calentamiento irregular, el cual puede distorsionar al estator en sí. Esto produce una vibración inducida por efectos térmicos que puede incrementarse significativamente con el tiempo de operación, causando una distorsión en el estator y problemas en el entrehierro. El rotor excéntrico produce un entrehierro variable entre el rotor y el estator, lo cual produce una vibración pulsante (normalmente entre 2F L y la armónica de velocidad de giro más cercana). Por lo regular se requiere un espectro de “zoom” para separar 2F L y la armónica de velocidad de giro. Los rotores excéntricos generan 2F L, rodeados por bandas laterales de frecuencia de Paso de Polos (F p), así como por bandas laterales de Fp que se encuentran alrededor de la velocidad de giro. F p aparece por sí misma a una frecuencia baja (Frecuencia de Paso de Polo = Frecuencia de Deslizamiento X # de Polos). Los valores comunes de Fp oscilan entre 20 y 120 CPM (0.3 - 2.0 Hz). Una pata suave o un desalineamiento provoca a menudo un entrehierro variable debido flexiones mecánicas (de hecho, es un problema mecánico; no eléctrico). Las barras del rotor Rotas o agrietadas o anillos de corto circuito rotos o agrietados; uniones en mal estado entre las barras del rotor y los anillos de cortocircuito; o laminaciones del rotor en cortocircuito, producirán una alta vibración de velocidad de giro en 1X con bandas laterales de frecuencia del paso de polos (Fp). Además estos problemas a menudo generarán que las bandas laterales Fp estén alrededor de la segunda, tercera, cuarta y quinta armónica de velocidad de giro. Las barras del rotor abiertas o sueltas se indican mediante bandas laterales de frecuencia de línea 2X (2FL) que rodean la frecuencia de paso de las barras del rotor (RBPF) y/o su armónica (RBPF = número de barras X RPM). A menudo causará niveles altos en 2X RBPF, con sólo una pequeña amplitud en 1X RBPF. La producción de chispas eléctricamente inducidas entre las barras sueltas del rotor y los anillos de sujeción mostrarán niveles altos en 2X RBPF (con bandas laterales 2F L); pero sin incremento o con un incremento muy pequeño en las amplitudes de 1X RBPF. Los problemas de fase debido a conectores sueltos o rotos pueden causar una vibración excesiva en la frecuencia de línea de 2X (2F L), la cual presentará bandas laterales alrededor de ésta, con un espaciado de 1/3 de la frecuencia de línea (1/3 FL). Los niveles en 2FL pueden exceder 1.0 pulg/seg. si no se corrigen. Éste es un problema en particular si el conector defectuoso sólo hace un contacto esporádico. Los conectores sueltos o partidos se deben reparar para prevenir un daño mayor. Las bobinas sueltas del estator en motores sincrónicos generarán una vibración bastante alta en la Frecuencia de Paso de la Bobina (CPF) que equivale al número de bobinas del estator X RPM (# de bobinas del estator = # de Polos X # Bobinas/Polos). La Frecuencia de Paso de la Bobina estará rodeada por las bandas laterales 1X RPM. Los problemas en los motores sincrónicos también pueden indicarse por picos de amplitud alta de 60,000 a 90,000 CPM aproximadamente, acompañadas por bandas laterales 2FL. Tome al menos un espectro con Fmax mayor a 90,000 CPM en cada caja apoyo del motor. Varios Problemas en los Motores DC y sus controles pueden detectarse con un análisis de vibración. Los motores DC rectificados de onda completa (6 SCR) producirán una señal en la frecuencia de línea en 6X (6F L = 360 Hz = 21,600 CPM); en tanto que los motores DC rectificados de onda media (3 SCR) producen una frecuencia de línea en 3X (3FL = 180 Hz = 10,800 CPM). La frecuencia de disparo de los SCR normalmente se presenta en el espectro de los motores DC, pero en una amplitud baja. Note la ausencia de otros picos en los múltiples de FL. Cuando los espectros del Motor CD están dominados por niveles altos en SCR o 2x SCR, esto por lo general indica que los Embobinados del Motor están rotos o que hay un defecto en el Sistema de Sintonización del control eléctrico. La sintonización correcta en sí puede reducir significativamente la vibración a SCR y a 2X SCR, en caso de que predominen los problemas de control. Las amplitudes altas en estas frecuencias normalmente estarían arriba de .10 pulg/seg, con pico en 1X SCR y cerca de .04 pulg/seg. en la frecuencia de actividad 2X SCR. Cuando una tarjeta de disparo falla, entonces se está perdiendo 1/3 de energía y puede causar cambios momentáneos y repetidos de velocidad en el motor. Esto puede provocar amplitudes altas en las frecuencias SCR de 1/3X y 2/3X (Frecuencia SCR 1/3X = 1XFL para rectificados de onda media, y 2X F L para SCR rectificados de onda completa). Precaución: Se deben conocer las configuraciones del SCR / tarjetas antes de reparar el motor (#SCR, # de tarjetas de disparo, etc.) Los SCR defectuosos, las tablillas de control con cortocircuito y/o las conexiones sueltas, pueden generar picos de amplitud notable en diversas combinaciones de frecuencias de línea (FL) y en las frecuencias de encendido SCR. Normalmente un SCR defectuoso puede causar niveles altos en FL y/o en 5FL en motores con 6 SCR. Lo que hay que señalar es que ni FL, 2FL, 4FL así como tampoco 5FL deben presentarse en los espectros de los motores DC. E. TARJETA COMPARADORA DEFECTUOSA Las tarjetas comparadoras defectuosas causan problemas con fluctuaciones en las RPM. Esto causa un colapso o una regeneración constante del campo magnético. Estas bandas laterales a menudo se aproximan a la fluctuación en RPM´s y requieren de una alta resolución en el espectro para su detección. Dichas bandas laterales también pueden ser causa de la generación y regeneración del campo magnético. F. PASO DE LA CORRIENTE ELÉCTRICA A TRAVÉS DE LOS RODAMIENTOS DE LOS MOTORES DC Por lo general, el “fluting” eléctricamente inducido se detecta mediante una serie de frecuencias diferentes con el espacio a menudo ubicado en la frecuencia de defecto de la pista externa (BPFO) aún y cuando dicha fluctuación esté presente tanto en las pistas interiores como en las exteriores. Por lo regular se presentan en un rango centrado de 100,000 a 150,000 CPM aproximadamente. Se recomienda un espectro de 180K CPM con 1600 líneas de resolución tomados en ambos rodamientos del motor. 44 TABLA VI.- LISTA ILUSTRADA DE DIAGNÓSTICO DE VIBRACIONES FUENTE DEL PROBLEMA ESPECTRO TÍPICO OBSERVACIONES PROBLEMAS EN POLEAS Y CORREAS (BANDAS) DIAM. DEL PASO 1 X RPM1 = DIAM DEL PASO2 X RPM2 B. DESALINEAMIENTO DE BANDAS / POLEAS C. POLEAS EXCÉNTRICAS D. RESONANCIA DE LA BANDA Las frecuencias de las bandas se encuentran debajo de las RPM del motor o de la máquina impulsada. Cuando están desgastadas, flojas o mal colocadas, por lo regular causan de 3 a 4 múltiples de frecuencias de banda. A menudo la frecuencia de banda 2X es el pico dominante. Por lo regular, las amplitudes son inestables, algunas veces emiten pulsaciones por cercanía con frecuencias del motor y del equipo conducido. En el caso de poleas dentadas, el desgaste o la desalineación de las poleas se manifiesta por medio de amplitudes altas en la frecuencia de la banda reguladora del tiempo. En sistemas de sprocket y cadenas los problemas se verán en la Frecuencia de Paso de la Cadena que equivale al # de dientes de la Rueda X RPM. El desalineamiento de las poleas produce una alta vibración en 1X RPM, sobre todo en la dirección axial. La proporción de amplitudes entre los equipos motriz y conducido dependerá del lugar donde se tomaron las lecturas, así como de la masa y rigidez de las estructuras. A menudo con el desalineamiento de las poleas, la vibración axial más alta en el motor estará en las RPM del abanico o viceversa. Se puede confirmar midiendo la fase con el filtro a las RPM de la polea con mayor nivel de vibración axial, y enseguida comparando las lecturas axiales en cada rotor. Las poleas excéntricas causan una alta vibración en 1X RPM de la polea excéntrica. Normalmente la amplitud es más alta cuando está en línea con las bandas y se debe presentar tanto en los apoyos del equipo motriz como en el conducido. En ocasiones es posible equilibrar las poleas excéntricas, al colocar arandelas en los pernos de seguridad. No obstante, aunque se equilibren, la excentricidad provocará una vibración y tensiones de fatiga reversibles en la banda. La excentricidad de la polea se puede confirmar con un análisis de fase en donde se muestren diferencias en la fase vertical y horizontal de casi 0º o 180º. La Resonancia de la Banda puede causar amplitudes altas si la frecuencia natural de la banda se acerca, o coincide con el las RPM´s de los equipos motriz o conducido. La Frecuencia Natural de la Banda se puede alterar al cambiar la tensión de la misma, la longitud de la banda o la sección transversal. La frecuencia natural se puede medir con el método de prueba de impacto con el equipo fuera de operación. Sin embargo, cuando se encuentra en operación, la Frecuencia Natural de la Banda tiende a ser ligeramente más alta en la parte más tensada y a ser más baja en la parte más holgada. Una Frecuencia de Pulsación es el resultado de dos frecuencias espaciadas cercanas, las cuales entran y salen de sincronización la una respecto a la otra. El espectro de banda ancha normalmente mostrará un pico pulsando hacia arriba y hacia abajo. Si se enfoca en este pico (espectro inferior) en realidad presenta dos picos espaciados cercanos. La diferencia en estos dos picos (F2 - F1) es la frecuencia de la pulsación, la cual aparece por sí misma en el espectro. Por lo general la frecuencia de pulsación no se puede apreciar en lecturas de monitoreo periódico, ya que es una frecuencia inherentemente baja que por lo regular se encuentra en el rango de 5 a 100 CPM aproximadamente. La vibración máxima se presenta cuando la onda de tiempo de una frecuencia (F 1) entra en fase con la onda de otra frecuencia (F 2). La vibración mínima ocurre cuando las ondas de estas dos frecuencias se colocan a 180º fuera de fase. “Pata suave” es cuando la base o la estructura de una máquina se flexiona en gran medida cuando se afloja un perno de sujeción y esto causa que la base se levante más de .002 -.003 pulgadas aproximadamente. Esto no siempre causa un gran incremento en la vibración. Sin embargo, puede suceder así en caso de que la pata suave afecte la alineación o el entrehierro del motor. “Pata Resorte” puede causar una gran distorsión en la estructura y trae como resultado un incremento en la vibración, fuerza y tensión en la estructura, en la caja del rodamiento, etc. Esto ocurre cuando un perno de sujeción se aprieta en la pata resorte intentando así nivelar la base. “Resonancia relacionada con la pata” puede causar incrementos drásticos en la amplitud de 5 a 15 veces o más, según se compara con la amplitud cuando se afloja el perno (o la combinación de pernos). Al estar apretado, este perno puede cambiar de forma notoria la frecuencia natural de la pata o de la estructura de la máquina en sí. La Pata Suave, la Pata resorte o la Resonancia Relacionada con la Pata, con frecuencia afecta la vibración a 1X RPM, pero también puede afectarla en la frecuencia de 2X, 3X , 2X Fl, en la frecuencia de paso de álabes, etc. (en particular la Resonancia Relacionada con la Pata). 45 CAPITULO II CONCEPTOS DEL COMPRESOR 46 Conceptos del compresor 2.1- El compresor: definición y tipos Máquina que eleva la presión de un gas, un vapor o una mezcla de gases y vapores. La presión del fluido se eleva reduciendo el volumen específico del mismo durante su paso a través del compresor. El caudal 3 suministrado por un compresor en N l/min o en N m /min es su capacidad. La unidad de medida del caudal suministrado viene indicada en aire aspirado (aire atmosférico a la presión y temperatura normales). Los compresores se emplean para aumentar la presión de una gran variedad de gases y vapores para un gran número de aplicaciones. Un caso común es el compresor de aire, que suministra aire a elevada presión para transporte, pintura a pistola, inflamiento de neumáticos, limpieza, herramientas neumáticas y perforadoras. Otro es el compresor de refrigeración, empleado para comprimir el gas del vaporizador. Otras aplicaciones abarcan procesos químicos, conducción de gases, turbinas de gas y construcción. 2.1.1. - Etapas de compresión Prácticamente todos los procesos de compresión son politrópicos, o sea que la temperatura se eleva con la relación de presión. Cuando la temperatura se eleva tam-bién lo hace el trabajo de compresión. Para limitar la elevación de la temperatura y para mejorar el rendimiento de la compresión se efectúa ésta normalmente en etapas, de forma que se pueda refrigerar el gas entre cada una de ellas. 47 La compresión en varias etapas eleva también el rendimiento volumétrico, ya que la relación de presión respecto a la primera etapa decrece. Se puede demostrar que la potencia requerida para la compresión en varias etapas es mínima si el trabajo total se distribuye por igual entre las diversas etapas. 48 2.1.2.- Clasificación Figure 14: Clasificación de compresores Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Clasificacion compresor Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 14 49 El compresor de desplazamiento positivo Estos compresores son los más conocidos y comunes. Para verlos aquí y observar sus diferencias los dividimos en dos tipos diferentes. Los Rotativos (lóbulos, tornillo o paletas) y los Alternativos (pistones). Compresores rotativos de Lóbulos Los compresores de lóbulos tienen dos rotores simétricos en paralelo sincronizados por engranajes. Características Producen altos volúmenes de aire seco a relativamente baja presión. Este sistema es muy simple y su funcionamiento es muy parecido a la bomba de aceite del motor de un auto donde se requiere un flujo constante. Tienen pocas piezas en movimiento. Son lubricados en general en el régimen de lubricación hidrodinámica aunque algunas partes son lubricadas por salpicadura del aceite. A veces los rodamientos o cojinetes pueden estar lubricados por grasas. 50 Compresores de tornillo. Los compresores a tornillo tienen dos tornillos engranados o entrelazados que rotan paralelamente con un juego o luz mínima, sellado por la mezcla de aire y aceite. Características Silencioso, pequeño, bajo costo Flujo continuo de aire Fácil mantenimiento Presiones y volúmenes moderados Operación: Al girar los tornillos, el aire entra por la válvula de admisión con el aceite. El espacio entre los labios es progresivamente reducido al correr por el compresor, comprimiendo el aire atrapado hasta salir por la válvula de salida. En los compresores a tornillo húmedos los engranajes y tornillos son lubricados por el aceite que actúa también como sello. Típicamente tienen filtros coalescentes para eliminar el aceite del aire o gas comprimido. Los compresores a tornillo secos (“oil-free”) requieren lubricación de sus engranajes, cojinetes y/o rodamientos pero los tornillos operan en seco. Los tornillos normalmente operan en el régimen de lubricación límite y mixta mientras los engranajes trabajan con lubricación hidrodinámica. Lubricante: Los compresores lubricados con inyección de aceite utilizan aceites R&O (resistente a oxidación por lo que trabaja entre 80° C y 120° C y con aditivos contra la corrosión) y aceites hidráulicos 51 AW (antidesgaste). Los engranajes son lubricados por salpicadura con aceite R&O. Típicamente utilizan viscosidades entre ISO 32 e ISO 68 de acuerdo a la temperatura del ambiente, la velocidad de giro y el tamaño de sus tornillos El aceite tiene que tener una buena capacidad antiespumante y buenas características de enfriamiento por la alta velocidad y temperatura de operación. El índice de viscosidad natural del aceite tiene que ser alto para evitar cizallamiento y sellar los tornillos. Un aceite que utiliza muchos polímeros para mantener su índice de viscosidad sufrirá más cizallamiento y no sellará tanto como uno con un índice natural alto (grupo II, sintetizado o sintético tradicional) Los aceites hidráulicos (AW) formulados con aceite básico API grupo I no deberían ser utilizados sobre 70° C por su oxidación. Caso contrario se tendrá que cambiar aceite con mayor frecuencia y limpiar los residuos de oxidación, resinas y polímeros de las superficies y cojinetes. Estos depósitos son muy difíciles de eliminar de los enfriadores (intercambiadores de calor) del aceite. 52 Compresores rotativos tipo Paletas En el compresor rotativo a paletas el eje gira a alta velocidad mientras la fuerza centrifuga lleva las paletas hacia la carcasa (estator) de afuera. Por la carcasa ovalada, continuamente entran y salen por canales en su rotor. Este sistema es parecido a la bomba hidráulica a paletas como la bomba utilizada en la dirección hidráulica del auto. Por la excentricidad de la cámara, los compartimientos llenos de aire entre paletas se achican entre el orificio de entrada y el de salida, comprimiendo el aire. El lubricante sella las paletas en el rotor y contra el anillo de la carcasa. Características Silencioso y pequeño Flujo continua de aire Buen funcionamiento en frío Sensibles a partículas y tierra Fácil mantenimiento Presiones y volúmenes moderados Los cojinetes del rotor trabajan en un régimen de lubricación hidrodinámica mientras las paletas frotan sobre el anillo de la carcasa en lubricación hidrodinámica y límite. Por lo que mucho del régimen de lubricación es límite, se requiere aceite con aditivos AW (anti-desgaste) inyectado o pasado por conductos con el aire. Típicamente se usa aceite hidráulico ISO (VG) 32, 46 o 68; aceite hidráulico SAE 10W; o aceite de motor. Los aceites 53 de motor tienen la ventaja que absorben la humedad y condensado para llevarla con el aire, (evitando chupar agua decantada en el fondo) pero la desventaja que un exceso de humedad puede causar la precipitación de sus aditivos o corrosión si el compresor queda parado mucho tiempo con aceite contaminado. Adicionalmente a la necesidad de aditivos antidesgaste, se requiere un aceite de buena resistencia a la oxidación a altas temperaturas, ya que estos compresores pueden llegar a 200° C. Estas temperaturas requieren un índice de viscosidad natural muy alto para mantener su viscosidad y evitar cizallamiento. Cualquier depósito de barniz que resulta de la oxidación del aceite puede llenar las ranuras del rotor, evitando el suave y seguro movimiento de las paletas. Por lo que la fuerza centrifuga gira las partículas de tierra hacia la carcasa y el anillo (pista) de la carcasa, la vida útil depende mucho del filtro de aire, el grosor de la película de aceite y la cantidad de aditivos AW. La lubricación es a pérdida. Este aceite va con el aire y por ende es ideal para sistemas de lubricación a goteo, lubricación neumática, etc. 54 Compresores de movimiento alternativo tipo pistón El compresor a pistón es semejante al motor de combustión del auto y puede ser de efecto simple para baja presión o doble para alta presión. Los pistones, cojinetes y válvulas requieren lubricación. Características Ruidoso y pesado Fluido de aire intermitente Funciona en caliente (hasta 220 ºC) Necesita mantenimiento costoso periódico Alta presión con moderado volumen Son divididos en dos clases: Los de efecto simple: Baja presión, normalmente usado en talleres para pintar, soplar, inflar neumáticos, operar herramientas neumáticas, etc. Los de efecto doble (Duplex): Usados para altas presiones en sistemas de compresión de gases a licuados, etc. Los cojinetes trabajan en el régimen de lubricación hidrodinámica, mientras los pistones y las válvulas trabajan en el régimen de lubricación límite y mixta. Los compresores a pistón de efecto simple típicamente son lubricados por salpicadura del cárter con aceites R&O o aceites hidráulicos con aditivos AW. Estos aceites no deben tener detergentes/dispersantes (como tienen los aceites de motor) por lo que estos aditivos absorban la humedad condensada y causan herrumbre. Los aceites R&O e 55 hidráulicos contienen aditivos demulsificadores que decantan el agua en el fondo del cárter para poder ser drenado. Compresores dinámicos Los compresores dinámicos pueden ser Radiales (centrífugos) o de Flujo Axial. Una de las ventajas que tienen ambas es que su flujo es continuo. Estos compresores tienen pocas piezas en movimiento, reduciendo la pérdida de energía con fricción y calentamiento. Compresores Radiales (Centrífugos) Una serie de paletas o aspas en un solo eje que gira, chupando el aire/gas por una entrada amplia y acelerándolo por fuerza centrifuga para botarlo por el otro lado. Funciona en seco. La única lubricación es de sus cojinetes o rodamientos. Características: El gas o aire sale libre de aceite Un flujo constante de aire Caudal de flujo es variable con una presión fija El caudal es alto a presiones moderadas y bajas Régimen de lubricación es hidrodinámico. La lubricación es por aceite de alta calidad R&O o Grasa. 56 Compresores de Flujo Axial Contiene una serie de aspas rotativas en forma de abanico que aceleran el gas de un lado al otro, comprimiéndolo. Esta acción es muy similar a una turbina. Funciona en seco. Solo los cojinetes requieren lubricación. Características: Gas/Aire libre de aceite Flujo de aire continuo Presiones variables a caudal de flujo fijo Alto caudal de flujo. Presiones moderadas y bajas Régimen de lubricación de cojinetes y engranajes es hidrodinámica. 57 2.1.3.- Esquema del compresor Aerzen de tornillo 10 12 8 9 7 8 5 1 7 6 3 2 4 Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Esquema compresor aerzen Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 15 1 cilindro 5 engranes de sincronismo 9 ventilador 2 rotor macho 6 sellos de laberinto 10 eje motriz 3 rotor hembra 7 cojinete radial 12 engranaje multiplicador 4 Placa de aspiración 8 cojinete axial 58 A B C E D E Pos. Rodamiento A 7312 BUA B 7212 BUA C NU 214 ES1 D NU 214 ES1 E NU 311 E Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Rotor macho de 4 lóbulos Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 16 59 Pos. Rodamiento A B C A 7312 BUA B 7212 BUA C NU 214 ES1 D NU 214 ES1 D Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Rotor hembra de 6 lóbulos Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 17 60 Pos. Rodamiento A B C DEF A NU 215 EM1 B NU 217 EC C SEPARADOR D NU 217 EC E QJ 217 MAC 3 F TUERCA Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Rodamientos de flecha motriz Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 18 61 L K M J E B D C A Pos Rodamiento A 7312 BUA B 7212 BUA C NU 214 ES1 D NU 214 ES1 E NU 311 E F 7312 BUA G 7212 BUA H NU 214 ES1 I NU 214 ES1 J NU 215 ES1 K NU 217 EC L NU 217 EC M QJ 217 MAC 3 I F G H Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Esquema general (Rodamientos) Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 19 62 CAPITULO III ANALISIS DE VIBRACIONES EN COMPRESOR AERZEN DE TORNILLOS 63 ANALISIS DE VIBRACIONES EN COMPRESOR AERZEN DE TORNILLOS 3.1.- Metodología para el análisis Paso 1.- Definir el problema 1 Investigar los componentes que con frecuencia fallan: rodamientos, sellos u otros 2 3 Fallas en la estructura Dificultad para fabricar productos de calidad ( se refiere a máquinas y herramientas) Negligencia del personal Ruido No cuentan con estandarizaciones (API, ISO, AGMA, etc) 4 5 6 Paso 2.- Verificar el historial de la máquina 1 Cuando comenzó el problema a. Ha estado siempre alto b. La vibración fue incrementándose gradualmente c. La vibración se incremento repentinamente 2 Se hicieron algunos cambios? a. Reemplazo de partes o se repararon? b. Se hicieron modificaciones c. Rpm de la máquina d. Cual es la carga del producto Paso 3.- Determinar los detalles de la maquina 1 2 3 4 5 6 7 8 9 Las RPM de la máquina Tipos de rodamientos a. Para baleros con rodillos o bolos, conocer el número de ellos b. Para chumaceras, conocer el tipo de lubricación y la configuración Número de aspas, si es ventilador Número de alabes del impulsor Número de dientes del engrane Tipo de acoplamiento Velocidades críticas de la máquina Fuentes circunvecinas (equipos) Base de datos Paso 4.- Inspección visual 1 2 3 4 Aflojamientos, soltura o partes rotas Rotor desgastado o sucio Sellos, sopladores o mal colocados Roturas en la cimentación Paso 5.- Graficas de frecuencia en cada cojinete de la máquina en las tres direcciones, horizontal, vertical y axial. 64 Use la misma escala de amplitud para todos los FFT Para máquinas Herramientas, analice con: 1 La máquina “parada” para evaluar la procedencia de fuentes cercanas de vibración 2 La máquina trabajando en vacio para identificar algún o algunos problemas relacionados a esta condición. 3 Con la máquina con carga para identificar problemas inherentes a esta condición Paso 6.- Verificar la frecuencia Determinación si la frecuencia de vibración es o están exactamente relacionados a los RPM de la máquina que está analizando Usar herramientas de análisis como: 1 a.- forma de onda b.- espectros c.- demodulación Paso 7.- Determinar si la vibración es direccional o no 1 2 Comparando las fases de las lecturas horizontales y verticales Tome lecturas radiales de amplitud cada 30º alrededor de cada cojinete Paso 8.- Lleve a cabo otros estudios 1 2 3 4 Base / cimentación Tubería y otros componentes relacionados Coloque su sensor en lados opuestos a los cojinetes para ver el desfase La maquinaria circunvecina 65 3.2.- Puntos a medir V H A FMLD FMLC TMLD TMLC THLD THLC Tabla VII: Abreviaciones Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Puntos de medición Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 20 FMLC Flecha motriz lado cople FMLD Flecha motriz lado descarga Tornillo macho lado cople TMLC TMLD THLC THLD Tornillo macho lado descarga Tornillo hembra lado cople Tornillo hembra lado descarga 66 COMPRESOR AERZEN SG-K12 Punto Análisis Global Estado Observaciones FMLC- Compresor Aerzen H demodulación V Espectro Se observan vibración a altas frecuencias, 0.331 Regular producto de la excitación de la pista exterior del rodamiento NU 217 in/s (0-pk( A TMLC- Compresor Aerzen H Espectro y demodulación Existe alta vibración global, producidos por 0.255 in/s (0-pk) Alarma 2 V A defectos de la pista exterior del rodamiento NU 311 E. El NU 214, se encuentran en la etapa 4 Espectro y demodulación creando armónicos del 1X RPM. 0.577 in/s (0-pk) THLC- Compresor Aerzen H demodulación Regular V A Existe daño de la pista interior del 8.573g Espectro rodamiento NU 214 excitando, frecuencias de la pista interior y del elemento rodante que pasa a 0.334 través de ella. in/s (0-pk) FMLL- Compresor Aerzen H Espectro Espectro dominante a la 1X RPM en, 0.361 in/s (0-pk) Regular producido por el desbalance del eje. V A TMLL- Compresor Aerzen H Espectro y demodulación V Espectro Se encuentra frecuencias excitadas del 0.02 in/s (0-pk) Regular 0.346 orden de 36 kcpm que corresponde a la frecuencia del elemento rodante del cojinete in/s (0-pk) 7312. A THLL- Compresor Aerzen H Espectro 0.131 in/s (0-pk) Bueno V A Espectro 0.218 in/s (0-pk) 67 MOTOR LADO LIBRE HORIZONTAL AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica MLL-H: espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 21 68 MOTOR LADO COPLE VERTICAL AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica MLC-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 21 69 FMLC-H COMPRESOR LADO COPLE MOTRIZ HORIZONTAL AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica FMLC-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 22 70 FMLL-H COMPRESOR FLECHA MOTRIZ LADO LIBRE HORIZONTAL AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica FMLL-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 23 71 TMLC-H TORNILLO MACHO AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica TMLC-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 24 72 TMLD-H TORNILLO MACHO AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica TMLD-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 25 73 THLC-H TORNILLO HEMBRA AMPLITUD Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica THLDC-H: Espectro y demodulación Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Figura # 26 74 FALLAS EN RODAMIENTOS Para conocer las frecuencias que son excitadas en un rodamiento cuando esta dañado es necesario es necesario conocer los datos del rodamiento en cuestión. Las frecuencias de los rodamientos. Los elementos de los rodamientos generan frecuencias únicas que dependen de su geometría y de su velocidad de operación. Cuatro frecuencias básicas pueden ser generadas por rodamientos defectuosos. Frecuencia de paso de las bolas por la pista exterior (BPFO); que es generado por las bolas o rodillos que pasan sobre los defectos de la pista. Frecuencia de paso de las bolas por las pista interior (BFPI); que es generado por las bolas o rodillos que pasan sobre los defectos de las pista. Frecuencia de giro de la bola o rodillo (BSF); generado por los defectos de la bola o rodillo. En este caso el rodamiento a analizar es el NU217, para analizarlo existe dos maneras: 1.- Con la carta ilustrada de vibración en la sección de rodamientos. Para este método es necesario conocer el número de elementos rodantes que tiene el rodamiento, muchas veces no es posible conocer el número exacto por lo cual queda inutilizado las formulas de la carta ilustrada. En softwares actuales esto ya no es problema, ya que se cuenta con una base de datos que contiene a los rodamientos, por lo cual solo es necesario dar de alta el número de cojinete y el software calcula y muestra en el espectro el tipo de falla. 2.- Con la ayuda del catalogo virtual de skf el cual tiene un apartado de cálculos en la dirección http://www.skf.com/portal/skf/home.Esta. Esta pagina ayuda a encontrar las frecuencias de excitación de los rodamientos conociendo solo la designación. 75 d = diámetro interior del rodamiento [mm] D = diámetro exterior del rodamiento [mm] P = paso diámetro de montaje de los elementos rodantes [mm] Dw = diámetro del elemento rodante [mm] z = número de elementos rodantes por fila α = ángulo [grados] ni = velocidad de rotación del anillo interior [r / min] ne = velocidad de rotación del anillo exterior [r / min] fi = frecuencia de rotación del anillo interior [Hz] fe = frecuencia de rotación del anillo exterior [Hz] fc = frecuencia de rotación del conjunto de elementos rodantes [Hz] fr = frecuencia de rotación de un elemento rodante [Hz] FIP = frecuencia de paso de un punto en el anillo interior [Hz] (frecuencia, cuando un punto en el camino de rodadura interior está dañado) FEP = frecuencia de paso de un punto en el anillo exterior [Hz] (frecuencia, cuando un punto en el camino de rodadura exterior está dañado) frp = frecuencia de paso de un punto en los elementos rodantes [Hz] (frecuencia, cuando un punto en un elemento rodante está dañado. Una bola puede cambiar su eje de rotación y por lo tanto no siempre se impacta en el mismo punto) Las geometrías de los rodamientos de rodillos cónicos y rodamientos axiales de rodillos esféricos se han modificado ligeramente para compensar los rodillos métricos en estos cojinetes. 76 Rodamiento 7312 7212 NU 214 NU214 NU311 7312 7212 NU214 NU214 NU215 NU217 NU217 QJ 217 MAC BPFO 36420 47760 53700 53600 38580 22740 29880 33540 33540 27720 25980 25980 24840 BFPI 52980 63960 72960 72960 58260 33120 39960 45600 45600 37080 35220 35220 32760 RPM BSF 29700 38520 47760 47760 35100 18960 24060 29880 29880 24300 23160 23160 21000 Fe 3036 3186 3156 3156 2970 1896 1992 1974 1974 1542 1524 1524 1554 Fr 14880 19260 23880 23880 17580 9300 12000 14940 14940 12180 11580 11580 10500 Universidad Veracruzana Facultad de Ingeniería Mecánica Eléctrica Tabla VIII: Frecuencias de rodamientos Tesis Profesional 2011 Wilbert García González Coatzacoalcos, Ver. Tabla VIII 77 Diagnóstico del compresor SGK-12 Motor: el motor es con una tendencia plana teniendo amplitudes en disminución con amplitudes de vibración máximas de 0.199 in/sec en el lado libre posición vertical presenta armónico dominante a la 2X manifestando un ligero desalineamiento de tipo radial, continua presentando frecuencias excitadas en la pista interior, elementos rodantes y canastilla del rodamiento del motor lado libre y lado cople. Compresor: Mantiene misma forma de vibrar con una tendencia descendente, con una amplitud máxima de 0.422 in/seg en promedio, de manera paralela la amplitud en demodulación quien nos indica la calidad de la lubricación ha disminuido hasta un 60 % con valores máximos de 8.84 G´s, estos cambios de amplitud pueden deberse a las condiciones de carga, presentan frecuencias excitadas en los elementos rodantes, pista interior de los siguientes rodamientos: punto No 4. NU 217 E, punto No. 6 NU 311 E, punto No 7. NU 214, punto No. 9 NU 214 E, estos incrementos se deben a que ya existe un daño en estos rodamientos. Recomendación MOTOR: Verificar apriete de tornillería de anclaje del motor - compresor y bastidor, Compresor: programar paro para realizar cambio de rodamiento. 78 Bibliografía 1.- White, Glen, “Introducción al Análisis de vibraciones”, AzIma DLI, 1995. 2.- Ronald L. Eshleman, Basic machinery vibrations an introduction to machine testing, analysis, and monitoring, VIPress. 1999. 3.- Frarey, John L., “Concepts and Use of real Time Analyzers”, Vibrations, Vol2, No. 3. December 1986. 4.- Harris and Crede, Shock and Vibration Handbook, McGraw-Hill, New York, NY. 1976 5.- Catlin, John Jr, “The Significance of Averaging for Swept Filter and FFT Analysis of Machinery Vibration “Vibration Institute Proceedings, Tenth Meeting, June, 1986. 6.- http://www.sinais.es/normativa/normativa_vibraciones.html 7.- http://es.scribd.com/doc/58748416/Carta-de-Charlotte 8.- http://www.sinais.es/definiciones/definiciones_vibraciones.html 79 Anexos 1.- Carta de RATHBONE Es la primera guía (no norma) de amplia aceptación en el ámbito industrial. Fue desarrollada en los años treinta y perfeccionada posteriormente. La Carta dispone de una escala logarítmica frecuencial en hercios o RPM y de una logarítmica de amplitudes en desplazamiento (Pico o Pico-Pico) y en velocidad, mediante las cuales podremos determinar directamente la severidad de la vibración. Las principales limitaciones de dicha carta de severidad de vibraciones son las siguientes: La carta no tiene en cuenta el tipo de máquina, la potencia y la rigidez de los anclajes. Es aplicable solamente a los equipos rotativos y no a los alternativos u otros sistemas industriales. Cuanto mayor es la frecuencia, la amplitud de vibración en desplazamiento tiene que ser menor para que se conserve la misma severidad, es decir, si un equipo vibra a 300 CPM con 100 micras p-p. La severidad es "buena", pero si la misma amplitud corresponde a una frecuencia de 4.000 CPM, entonces la severidad es "grave". La vibración a baja frecuencia es menos peligrosa que la vibración a alta frecuencia de ahí que las averías de engranajes y rodamientos, que se producen generalmente a alta frecuencia sean muy peligrosas. Este es el motivo por el que las amplitudes de baja frecuencia se miden en desplazamientos y las de alta frecuencia en velocidad o aceleración. La carta de Rathbone fue creada para máquinas de bajas RPM y hoy se considera obsoleta. 80 2.- Norma ISO 10816-1995 VIBRACIÓN MECÁNICA. - EVALUACIÓN DE LA VIBRACIÓN EN UNA MÁQUINA MEDIANTE MEDIDAS EN PARTES NO ROTATIVAS. Establece las condiciones y procedimientos generales para la medición y evaluación de la vibración, utilizando mediciones realizadas sobre partes no rotativas de las máquinas. El criterio general de evaluación se basa tanto en la monitorización operacional como en pruebas de validación que han sido establecidas fundamentalmente con objeto de garantizar un funcionamiento fiable de la máquina a largo plazo. Esta norma reemplaza a las ISO 2372 e ISO 3945, que han sido objeto de revisión técnica. Este estándar consta de cinco partes: Parte 1: Indicaciones generales. Parte 2: Turbinas de vapor y generadores que superen los 50 MW con velocidades típicas de trabajo de 1500, 1800, 3000 y 3600 RPM. Parte 3: Maquinaria industrial con potencia nominal por encima de 15 kW y velocidades entre 120 y 15000 RPM. Parte 4: Conjuntos movidos por turbinas de gas excluyendo las empleadas en aeronáutica. Parte 5: Conjuntos de maquinas en plantas de hidrogeneración y bombeo (únicamente disponible en inglés). Este nuevo estándar evalúa la severidad de la vibración de maquinaria rotativa a través de mediciones efectuadas en planta en partes no giratorias de las mismas. Engloba y amplia los estándares citados anteriormente. Los criterios de vibración de este estándar se aplican a un conjunto de 81 máquinas con potencia superior a 15 kW y velocidad entre 120 RPM y 15.000 RPM. Los criterios son sólo aplicables para vibraciones producidas por la propia máquina y no para vibraciones que son transmitidas a la máquina desde fuentes externas. El valor eficaz (RMS) de la velocidad de la vibración se utiliza para determinar la condición de la máquina. Este valor se puede determinar con casi todos los instrumentos convencionales para la medición de vibración. Se debe prestar especial atención para asegurar que los sensores estén montados correctamente y que tales montajes no degraden la precisión de la medición. Los puntos de medida típicamente son tres, dos puntos ortogonales en la dirección radial en cada caja de descanso y un punto en la medición axial. Las mediciones deben realizarse cuando el rotor y los descansos principales han alcanzado sus temperaturas estacionarias de trabajo y con la máquina funcionando bajo condiciones nominales o específicas (por ejemplo de velocidad, voltaje, flujo, presión y carga). En máquinas con velocidad o carga variable, las velocidades deben realizarse bajo todas las condiciones a las que se espera que la máquina trabaje durante períodos prolongados de tiempo. Los valores máximos medidos, bajo estas condiciones, serán considerados representativos de la vibración. Si la vibración es superior a lo que el criterio permite y se sospecha de excesiva vibración de fondo, las mediciones se deben realizar con la máquina detenida para determinar el grado de influencia de la vibración externa. Si con la máquina detenida excede el 25% de la vibración medida con la máquina operando, son necesarias acciones correctivas para reducir el efecto de la vibración de fondo. En algunos casos el efecto de la vibración de fondo se puede anular por análisis espectral o eliminando las fuentes 82 externas que provocan las vibraciones de fondo. La severidad de la vibración se clasifica conforme a los siguientes parámetros: Tipo de máquina. Potencia o altura de eje. Flexibilidad del soporte. Clasificación de acuerdo al tipo de máquina, potencia o altura de eje. Las significativas diferencias en el diseño, tipos de descanso y estructuras soporte de la máquina, requieren una división en grupos. Las máquinas de estos grupos pueden tener eje horizontal, vertical o inclinado y además pueden estar montados en soportes rígidos o flexibles. Grupo 1: Máquinas rotatorias grandes con potencia superior 300 kW. Máquinas eléctricas con altura de eje H >= 315 mm. Grupo 2: Máquinas rotatorias medianas con potencia entre 15 y 300 kW. Máquinas eléctricas con altura de eje 160 =< H =< 315 mm. Grupo 3: Bombas con impulsor de múltiples álabes y con motor separado (flujo centrífugo, axial o mixto) con potencia superior a 15 kW. Grupo 4: Bombas con impulsor de múltiples álabes y con motor integrado (flujo centrífugo, axial o mixto) con potencia superior a 15 kW. 83 NOTA: La altura del eje H de una máquina está definida como la distancia medida entre la línea de centro del eje y el plano basal de la máquina misma. La altura del eje H de una máquina sin patas o de una máquina con pies levantados o cualquier máquina vertical, se debe tomar como la altura de eje H de una máquina horizontal en el mismo marco básico. Cuando el soporte es desconocido, la mitad del diámetro de máquina puede ser utilizada. Clasificación según la flexibilidad del soporte Si la primera frecuencia natural del sistema máquina-soporte en la dirección de la medición es mayor que su frecuencia principal de excitación (en la mayoría de los casos es la frecuencia de rotación) en al menos un 25%, entonces el sistema soporte puede ser considerado rígido en esa dirección. Todos los otros sistemas soportes pueden ser considerados flexibles. En algunos casos el sistema máquina-soporte puede ser considerado rígido en una dirección de medición y flexible en la otra dirección. Por ejemplo, la primera frecuencia natural en la dirección vertical puede estar sobre la frecuencia principal de excitación mientras que la frecuencia natural horizontal puede ser considerablemente menor. Tales sistemas serían rígidos en el plano vertical y flexible en el plano horizontal. En estos casos, la vibración debe ser evaluada de acuerdo a la clasificación del soporte que corresponda en la dirección de la medición. Evaluación Zona A: Valores de vibración de máquinas recién puestas en funcionamiento o reacondicionadas. Zona B: Máquinas que pueden funcionar indefinidamente sin restricciones. Zona C: La condición de la máquina no es adecuada para una operación 84 continua, sino solamente para un período de tiempo limitado. Se deberían llevar a cabo medidas correctivas en la siguiente parada programada. Zona D: Los valores de vibración son peligrosos, la máquina puede sufrir daños. 85 Anexo 3.Lamentablemente el análisis de compresor SGK-12 solo arrojó fallas de rodamiento. A continuación se presentan otros tipos de problemas tomados de diferentes compresores con las mismas características que el anterior. 86 6 COMPRESOR, ROTOR MACHO, LADO MOTRIZ, HORIZONTAL, AMPLITUD Y TENDENCIA ARMÓNICOS A LA 1/2X, 1X, 2X, 3X, 4X DEBIDO A FALTA DE AMORTIGUAMIENTO DEL BASTIDOR 2 MOTOR, LADO COPLE, HORIZONTAL, AMPLITUD ARMÓNICO DOMINANTE A LA 1X DEBIDO A DESBALANCE DEL EJE MOTRIZ DEL COMPRESOR 87 EJE MOTRIZ LADO MOTOR HORIZONTAL AMPLITUD ARMÓNICO DOMINANTE A LA 1X DEBIDO A DESBALANCE DEL EJE MOTRIZ ROTOR MACHO, HORIZONTAL, AMPLITUD Y TENDENCIA ARMÓNICO DOMINANTE A LA VELOCIDAD DE GIRO DEL EJE MOTRIZ DEBIDO SU DESBALANCE 88