Molde de inyeccion con caracteristicas de ataque de colada
Anuncio

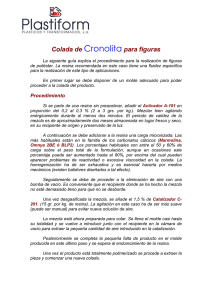
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k 2 139 412 kInt. Cl. : B22D 17/22 11 Número de publicación: 6 51 ESPAÑA k B22C 9/06 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 97111384.0 kFecha de presentación : 05.07.1997 kNúmero de publicación de la solicitud: 0 818 258 kFecha de publicación de la solicitud: 14.01.1998 T3 86 86 87 87 k 54 Tı́tulo: Molde de inyección con caracterı́sticas de ataque de colada, especialmente para aleaciones de aluminio. k 73 Titular/es: ROTO FRANK Aktiengesellschaft k 72 Inventor/es: Eigemeier, Wilhelm k 74 Agente: Dávila Baz, Angel 30 Prioridad: 10.07.1996 DE 296 11 985 U Stuttgarter Strasse 145-149 70771 Leinfelden-Echterdingen, DE 45 Fecha de la publicación de la mención BOPI: 01.02.2000 45 Fecha de la publicación del folleto de patente: ES 2 139 412 T3 01.02.2000 Aviso: k k k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 139 412 T3 DESCRIPCION Molde de inyección con caracterı́sticas de ataque de colada, especialmente para aleaciones de aluminio. La invención se refiere a un molde de inyección con caracterı́sticas de ataque o entrada de colada, especialmente para aleaciones de aluminio. Hasta ahora se ha considerado imposible fabricar piezas inyectadas que se puedan anodizar decorativamente después de procesos de esmerilado y pulido. El fundamento de esto es sencillo y generalmente conocido y comprensible para los técnicos. En las máquinas de moldear a presión el metal lı́quido se inyecta a las cavidades a llenar del molde de inyección con una presión relativamente alta a través de pequeños puntos de inyección (bebederos puntuales), bebederos de túnel y también a través de entradas de inyección estrechas (bebederos peliculares). Debido a que se inyecta el metal lı́quido a presión de inyección, se producen inevitablemente fuertes turbulencias del metal que son responsables de que se produzca una fuerte deformación de los cristales metálicos, y de su irregular disposición durante y después de la solidificación. La fabricación de piezas moldeadas a presión serı́a oportuna precisamente para herrajes de puertas y de ventanas, que se producen a gran escala. Los más diversos ensayos y variaciones de construcción en las entradas de colada, no cambiaron nada en los procesos perjudiciales en lo referente a la superficie a anodizar. La pieza inyectada anodizada no se puede emplear, bajo el punto de vista decorativo de la superficie, dado que a causa de los procesos mencionados se copian en la capa anodizada empañamientos a modo de nubes. No han servido de ayuda ninguno de los trucos ası́ como tratamientos previos y posteriores. Las piezas anodizadas no se pueden emplear para el fin previsto. Por lo tanto, por la experiencia y conocimientos de decenios se ha producido un distanciamiento de la idea de fabricar y también anodizar herrajes de puertas y de ventanas como piezas moldeadas a presión. Por lo tanto está pendiente la tarea de conseguir en moldes de inyección caracterı́sticas de entrada de colada que posibiliten fabricar partes de herraje especiales como piezas moldeadas a presión a partir de una aleación de aluminio, que se puedan anodizar de forma decorativa. Esta tarea se resuelve mediante la parte caracterizante de la reivindicación 1. La invención no se apoya en modo alguno solamente en la reivindicación 1. Las reivindicaciones secundarias ponen de manifiesto la importancia de la invención ampliándola y aclarándola. La invención no está limitada a la reivindicación principal ni a las reivindicaciones secundarias. Ası́ pues las descripciones, las representaciones del dibujo en combinaciones dependientes o independientes, ası́ como las representaciones de 2 5 10 15 20 25 30 35 40 45 50 55 2 detalle siguientes, pueden ser de importancia para la invención. Para explicar que el molde de inyección corresponde en principio, con excepción de las caracterı́sticas de entrada de inyección y otras particularidades, a construcciones generalmente conocidas, y que se puede utilizar una máquina de moldear a presión normal, se han antepuesto en los dibujos una ilustración según la figura 1 y un esquema de una máquina de moldear con émbolo según las figuras 2 y 3. La figura 1 muestra una ilustración general de una máquina de moldear a presión con cámara caliente, la figura 2 muestra un dibujo parcialmente seccionado transversalmente de una función de una máquina de moldear a presión, la figura 3 muestra otro dibujo parcialmente seccionado transversalmente de otro esquema parcial de la función de la máquina de moldear a presión, la figura 4 muestra un dibujo parcialmente seccionado transversalmente de un molde de inyección cerrado, la figura 5 muestra un dibujo parcialmente seccionado transversalmente de la construcción de una mitad del molde de inyección, estando abierto, la figura 6 muestra un dibujo parcialmente seccionado transversalmente de otra mitad de molde de inyección que muestra el bebedero normal y la cavidad para las piezas inyectadas a fabricar, la figura 7 muestra un dibujo de una superficial parcial, en el que están representadas de forma aclaratoria las caracterı́sticas de inyección principales de la invención, la figura 8 muestra un dibujo de una superficie parcial de otra caracterı́stica de entrada de colada, la figura 9 muestra un dibujo de una superficie parcial de otra caracterı́stica de entrada de colada, la figura 10 muestra un dibujo parcialmente seccionado transversalmente de un molde de inyección dispuesto en pisos, estando cerrado, la figura 11 muestra un dibujo parcialmente seccionado transversalmente del molde de inyección de la figura 10, estando abierto. Descripción del ejemplo de realización preferente La figura 1 muestra una ilustración de una máquina de moldear a presión con cámara caliente, con las siguientes caracterı́sticas principales: (1) placa de sujeción fija, (2) placa de sujeción móvil 60 (3) largueros de la máquina que sirven para guiar a la placa de sujeción móvil (4) cilindro de presión 65 (5) depósito de metal La figura 2 reproduce la posibilidad de colada en la que se pueden ver las mitades de molde 6 y 3 ES 2 139 412 T3 7, el crisol 8 con el metal fundido 9, arrimado, el bebedero 10 y la pieza inyectada 11. En la figura 3 están representados: (12) la mitad de molde fija 5 (13) la mitad de molde móvil (14) la pieza inyectada suelta (15) la boquilla 10 (16) la masa fundida (17) la cámara de llenado 15 (18) el émbolo. La figura 4 muestra un molde de inyección cerrado con la mitad de molde 19 fija y la mitad de molde 20 móvil. Del molde inyección están representados en el dibujo además: la placa expulsora 21, los machos 22, los taladros de refrigeración 23, 23’, el distribuidor 24, el bebedero de seta 25 y los bulones de guı́a 26. En las figuras 5 y 6 se puede ver el molde de inyección abierto. Las partes individuales del molde de inyección corresponden a las de la figura 4. En el molde inyección abierto de las figuras 5 y 6 se puede ver claramente la pieza inyectada 27 que está unida todavı́a con el bebedero de seta 25’. En las figuras 5 y 6 se ven las superficies de separación 28 y 28’ de las mitades de molde. Las figuras 7 a 11 ilustran la invención, estando representada sólo la superficie de separación 28 de las mitades de molde de la figura 5. La superficie de separación de las mitades de molde 28’ de la figura 6 está configurada coincidente en las caracterı́sticas según la invención. En la superficie de separación 28 de las mitades de molde de la figura 7 están mecanizadas hasta la mitad, por ejemplo, cavidades para manijas de herraje 29, 29’, 29”, 29”’. Según la invención es insignificante en que disposición se elige de la mecanización, pero es decisivo que las entradas de colada 31, 31’ de las piezas inyectadas 29 a 29”’, se efectúe primero a través de canales primarios 33, 33’ y canales secundarios 34, 34’ directamente desde las antecámaras 35, 35’. Las antecámaras 35 se pueden abastecer adicionalmente, a través de canales 36 terciarios, con metal lı́quido que fluye por los canales primarios 33, 33’. Tiene lugar una entrada de colada 37 directa, adicional, a través de canales 36 terciarios. Las antecámaras 35, 35’ actúan como embudos de colada o bien bebederos y posibilitan, además de una saturación de las piezas inyectadas, también una cristalización metálica normal, con lo cual se produce una superficie decorativa en el posterior proceso de anodizado. El chorro de inyección por canales secundarias 34, 34’ se frena mediante nervios de desviación 38, 38’ que llegan respectivamente desde el fondo 20 25 30 35 40 45 50 55 60 65 4 de las antecámaras 35, 35’ mecanizadas hasta la superficie de división 28 de la figura 5 y 7, o bien 28’ de la figura 6. La figura 9 muestra otro ejemplo de realización de la idea de la invención. En este caso las antecámaras 35, 35’ se separan mediante un alma longitudinal 39, en una antecámara primaria 40 y una cámara secundaria 41, estando ensanchada esencialmente la cámara secundaria 41 con respecto a la antecámara primaria 40. Otra ventaja consiste en que el chorro de inyección se frena todavı́a más en la antecámara primaria 40 mediante un número mayor de nervios de desviación 38, 38’, poniéndose de manifiesto todavı́a más eficazmente la función de embudo de colada o bien bebedero de la antecámara secundaria 41. Las figuras 10 y 11 muestran un molde de inyección con las caracterı́sticas según la invención, sin embargo el molde de inyección tiene dos planos de separación principales 42 que presentan entonces cuatro superficies de división del molde 43, 43’, 44, 44’, en las que están integradas las caracterı́sticas necesarias y deseadas. Prácticamente se trata en este caso de dos moldes de inyección apilados uno sobre otro. Las mitades de molde de inyección 45 de las figuras 10 y 11 corresponden en principio a las mitades de molde de inyección 19 de la figura 6. Las mitades de molde de inyección 45’ se diferencian de las mitades de molde de inyección 20 móviles de la figura 6, sólo porque el taladro del bebedero de seta 25 de las figuras 4 y 6 atraviesa en todo su espesor a la mitad de molde de inyección 45’ y el metal lı́quido inyectado llena, a través del taladro de bebedero de seta 47 de las figuras 10 y 11 el molde de inyección que consta de las mitades de molde de inyección 46, 46’ de la figura 11. Se recomienda además prever en la mitad de molde de inyección 45’ de las figuras 10 y 11 una corredera de separación 48, que en una posición según la figura 10 constituye una superficie de cierre y en la posición de la figura 11 permite un paso del metal al molde de inyección 46, 46’ cerrado. En la figura 11 se representa el molde de inyección abierto, con dos planos de división principales 42 según la figura 10. Mediante correspondientes dispositivos el molde de inyección doble se abre tal y como está dibujado. Las piezas inyectadas se han de retirar con los bebederos de seta. Después de este proceso se puede cerrar de nuevo el molde de inyección y se puede iniciar un nuevo proceso dei inyección. La construcción con las caracterı́sticas según la invención permite también superficies de mitades de molde de inyección 28, 28’ de manera que se pueden producir también piezas inyectadas asimétricas en la forma de manijas para puertas o bien ventanas. Lista de números de referencia 1. Placa de sujeción fija 2. Placa de sujeción móvil 3. Largueros de la máquina 3 5 ES 2 139 412 T3 4. Cilindro de presión 30’. Macho lateral 5. Depósito de metal 30”. Macho lateral 6. Mitad de molde de inyección 5 6 30”’. Macho lateral 7. Mitad de molde de inyección 31. Entrada de colada directa 8. Crisol para metal fundido 31’. Entrada de colada directa 9. Metal fundido 10 32. Bebedero de seta con anillo distribuidor 10. Bebedero 33. Canal primario 11. Pieza inyectada 33’. Canal primario 12. Mitad de molde de inyección fija 15 34’. Canales secundarios 13. Mitad de molde de inyección móvil 35. Antecámaras 14. Pieza inyectada suelta 15. Boquilla 34. Canales secundarios 20 35’. Antecámaras 36. Canales terciarios 16. Metal fundido 37. Entrada de colada directa adicional 17. Cámara de llenado 25 18. Embolo de presión 38. Nervios de desviación 19. Mitad de molde de inyección fija 38’. Nervios de desviación 20. Mitad de molde inyección móvil 30 39. Alma longitudinal 21. Placa de expulsión 40. Antecámara primaria 22. Machos 41. Antecámara secundaria 23. Taladros de refrigeración 35 B. Ancho 23’. Taladros de refrigeración b. Ancho 24. Distribuidor 42. Planos de división principales 25. Taladro de bebedero de seta 40 43’. Superficie de división del molde de inyección 25’. Bebedero de seta 44. Superficie de división del molde de inyección 26. Bulones de guı́a 27. Pieza inyectada con bebedero de seta 25’ 45 44’. Superficie de división del molde de inyección 45. Mitad del molde de inyección 28. Superficie de la mitad de molde de inyección 28’. Superficie de la mitad de molde de inyección 43. Superficie de división del molde de inyección 50 45’. Mitad del molde de inyección 29. Manija de herraje como pieza inyectada 46. Mitad del molde de inyección 29’. Manija de herraje como pieza inyectada 46’. Mitad del molde de inyección 29”. Manija de herraje como pieza inyectada 55 48. Corredera de separación 29”’. Manija de herraje como pieza inyectada 30. Macho lateral 60 65 4 47. Otro taladro de bebedero de seta 7 ES 2 139 412 T3 REIVINDICACIONES 1. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, estando comunicado un bebedero situado en el centro, a través de canales de distribución con la cavidad prevista de un molde de inyección, caracterizado porque la entrada de colada (31, 31’) tiene una forma longitudinal y la inyección se efectúa directamente a través de un cierto número de canales primarios (33, 33’), canales secundarios (34, 34’) y canales terciarios (36), sin embargo directamente a través de antecámaras (35, 35’), estando subdivididas las antecámaras (35, 35’) en una cámara primaria (40) y una cámara secundaria (41) mediante un alma longitudinal (39), estando realizada en este caso la cámara secundaria (41) en su dimensión (B) más ancha que la dimensión (b) de la cámara (40) primaria, la acumulación de metal en las antecámaras (35, 35’) equivale especialmente en la antecámara secundaria (41) a una función de embudo de colada o bien bebedero, de tal manera que la función origina una saturación de las piezas inyectadas (29 a 29”’), posibilita una cristalización metálica normal y la función de embudo de colada o bien la función de bebedero se favorece mediante presión de los canales primarios, secundarios y terciarios (33, 33’), (34, 34’), (36) integrados. 2. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según la reivindicación 1, caracterizado porque los canales secundarios (34, 34’) están dispuestos oblicuamente con respecto a las canales primarios (33, 33’). 3. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según las reivindicaciones 1 y 2, caracterizado porque el alma longitudinal (39), la antecámara primaria (40), ası́ como también la 5 10 15 20 25 30 35 40 8 antecámara secundaria (41) presentan un cierto numero de nervios de desviación (38, 38’) que modifican y adicionalmente frenan la dirección del chorro de inyección. 4. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según las reivindicaciones 1, 2 y 3, caracterizado porque el molde de inyección está realizado como dos moldes de inyección apilados uno sobre otro con mitades de molde (45, 45’, 46, 46’). 5. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según la reivindicación 4, caracterizado porque los moldes de inyección con las mitades de molde de inyección (45, 45’, 46, 46’) presentan superficies de división de los moldes de inyección (43, 43’; 44, 44’) en las que están mecanizadas las formas necesarias y deseadas según la invención. 6. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según las reivindicaciones 4 ó 5, caracterizado porque el llenado de los moldes de inyección apilados se efectúa según las mitades de molde de inyección (45, 45’) a través de un taladro de bebedero de seta (25), el llenado se lleva a cabo, según las mitades de molde de inyección (46, 46’), a través del taladro de bebedero de seta (25’) prolongado y rebajado pasando a otro taladro de bebedero de seta (47). 7. Molde de inyección con caracterı́sticas de entrada de colada, especialmente para aleaciones de aluminio, según las reivindicaciones 4, 5, y 6, caracterizado porque la mitad de molde de inyección (45’) presenta una corredera de separación (48) que conforme a su posicionamiento constituye, por una parte, una superficie de bloqueo y, por otra parte, libera a un taladro pasante entre el taladro de bebedero de seta (25) y el otro taladro de bebedero de seta (47). 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 5 ES 2 139 412 T3 6 ES 2 139 412 T3 7 ES 2 139 412 T3 8 ES 2 139 412 T3 9 ES 2 139 412 T3 10 ES 2 139 412 T3 11 ES 2 139 412 T3 12