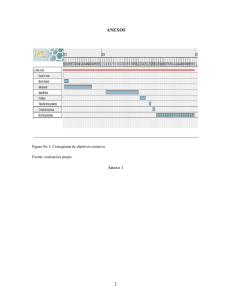
propuesta de redistribucion de planta para
Anuncio

. PROPUESTA DE REDISTRIBUCION DE PLANTA PARA LA EMPRESA INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. DIANA XIMENA BECERRA MELO UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERÍA DE ALIMENTOS BOGOTA D.C. 2006 PROPUESTA DE REDISTRIBUCION DE PLANTA PARA LA EMPRESA INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. DIANA XIMENA BECERRA MELO Trabajo de Grado para obtener el titulo de Ingeniero de Alimentos. Modalidad pasantía empresarial Asesor de la Universidad CARLOS BELLO Ingeniero Industrial Asesor de la Empresa ISRAEL MORENO Gerente General UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERÍA DE ALIMENTOS BOGOTA D.C. 2006 AGRADECIMIENTOS: La autora expresa sus agradecimientos a: ISRAEL MORENO, Gerente General de Industrias ALIMENTICIAS TRIGO Y MIEL LTDA, por brindarme la oportunidad de aprender y compatir en su prestigiosa empresa. CARLOS BELLO, Ingeniero Industrial, Asesor de trabajo de grado, por sus valiosas orientaciones. Trabajo de grado aprobado por: ___________________________________ Jurado ___________________________________ Director de proyecto TABLA DE CONTENIDO INTRODUCCIÓN ............................................................................................................ 7 1. MARCO REFERENCIAL ................................................................................... 11 1.1. HISTORIA DEL PAN ......................................................................................... 11 1.2. COMPONENTES DE PAN ................................................................................ 13 1.3. PROCESO DE ELABORACIÓN DE PAN.......................................................... 17 1.4. DISTRIBUCIÓN DE PLANTA ............................................................................ 18 1.4.1. Tipos de distribución de planta .......................................................................... 19 1.4.2. Distribución en planta por producto. ................................................................... 20 1.4.3. Distribución en planta por proceso. .................................................................... 23 1.4.4. Distribuciones híbridas ....................................................................................... 24 1.4.5. Distribución en planta por posición fija .............................................................. 25 1.4.6. Factores de distribución de planta ..................................................................... 25 1.5. REDISTRIBUCIÓN DE PLANTA ........................................................................ 37 2. DESARROLLO METODODOLOGÍA .................................................................. 38 2.1. DIAGNÓSTICO PRELIMINAR DE LA EMPRESA .............................................. 39 2.1.1. Diagramas de flujo de los procesos productivos ................................................ 41 2.2. PLANOS ACTUALES ......................................................................................... 43 3. VALORACION DE FACTORES DE DISTRIBUCION ........................................ 44 3.1. ANALISIS FACTOR MATERIAL ........................................................................ 44 3.2. ANALISIS FACTOR MAQUINARIA .................................................................... 46 3.3. ANALISIS BALANCE DE MATERIA ................................................................... 47 3.4. ANALISIS DE FACTOR ESPERA ..................................................................... 48 3.5. ANALISIS DE FACTOR SERVICIO.................................................................... 48 3.6. ANALISIS FACTOR CAMBIO............................................................................. 50 3.7. ANALISIS FACTOR EDIFICIO ........................................................................... 50 3.8. ANALISIS DE FACTOR MOVIMIENTO.............................................................. 52 3.8.1. Análisis diagramas de proceso y de recorrido. ................................................... 52 3.9. ANALISIS GENERAL POR AREAS ................................................................... 62 3.10. RESUMEN DE ANALISIS DE FACTORES DE DISTRIBUCION........................ 63 4. PROPUESTA DE DISTRIBUCIÓN ..................................................................... 64 4.1. ANALISIS DE PRINCIPIOS DE DISTRIBUCIÓN ............................................... 64 4.2. SELECCIÓN METODO DE ESLABONES.......................................................... 65 4.2.1. Fase 1. Representación grafica de nivel de relación equipo-proceso....... 66 4.2.2. Fase 2. Diagrama origen destino....................................................................... 71 4.2.3. 4.2.4. 4.3. 4.4. 4.5. Fase 3. Desarrollo de la red de equipos. ............................................................ 75 Área requerida por equipo .................................................................................. 77 DEFINICION DE AREAS.................................................................................... 78 PLANOS PROPUESTOS ................................................................................... 80 REPRESENTACION DE DIAGRAMAS DE RECORRIDO Y PROCESO CON PROPUESTA DE DISTRIBUCIÓN ..................................................................... 82 4.6. ANALISIS GENERAL DE CAMBIO EN LOS PROCESOS ................................. 85 4.7. RESULTADOS ESPERADOS CON RESPECTO A CANTIDAD DE PRODUCTO87 4.8. VENTAJAS Y DESVENTAJAS DE LA PROPUESTA DE DISTRIBUCION DE PLANTA ................................................................................................................ 89 4.9. TIEMPO DE PUESTA DE EN MARCHA DE RESDISTRIBUCIÓN DE PLANTA .. 89 CONCLUSIONES.......................................................................................................... 91 RECOMENDACIONES ................................................................................................. 93 BIBLIOGRAFÍA ............................................................................................................. 94 2 LISTA DE TABLAS Tabla 1. Características de diseño por producto ..................................................... 21 Tabla 2. Tipos de distribución.................................................................................. 29 Tabla 3. Comparación producción actual vs. producción propuesta ..................... 40 Tabla 4. Valoración de la producción semanal de cada producto ......................... 44 Tabla 5. Descripción de las características físicas de cada producto .................... 45 Tabla 6. Descripción de los equipos que intervienen en los procesos ................... 46 Tabla 7. Resumen balance de materia producto.................................................... 47 Tabla 8. Análisis de factor servicia relativo a hombre ............................................ 49 Tabla 9. Análisis el factor servicio respecto a materiales ....................................... 49 Tabla 10. Análisis de factor edificio .......................................................................... 51 Tabla 11. Análisis de aspectos de factor movimiento............................................... 52 Tabla 12. Análisis de cada área de la empresa........................................................ 62 Tabla 13. Resumen de factores de distribución ....................................................... 63 Tabla 14. Tabla método origen destino .................................................................... 72 Tabla 15. Frecuencia de uso de cada equipo........................................................... 75 Tabla 16. Definición de área total por equipo ........................................................... 78 Tabla 17. Definición de áreas................................................................................... 79 Tabla 18. Disminución de tiempo y distancias totales por proceso .......................... 86 Tabla 19. Análisis del aumento de producción ......................................................... 88 Tabla 20. Ventajas y desventajas de la propuesta de distribución ........................... 89 Tabla 21. Actividades correspondientes a la primera fase ....................................... 90 Tabla 22. Actividades correspondientes a la segunda fase ..................................... 90 3 LISTA DE FIGURAS Figura 1. Formas Más Habituales De Distribución Por Producto ............................. 22 Figura 2 . Ejemplo matriz relación operaciones, productos. ...................................... 23 Figura 3 Método de eslabones ................................................................................. 66 Figura 5. Disposición de equipos Fase 1 .................................................................. 76 Figura 6. Disposición de equipos Fase 2 .................................................................. 77 4 LISTA DE ANEXOS Anexo 1 Mapa Funza-Bogotá................................................................................... 95 Anexo 2. Elaboración pan pequeño .......................................................................... 96 Anexo 3. Elaboración pan grande ............................................................................. 97 Anexo 4. Elaboración pan tajado............................................................................... 98 Anexo 5. Elaboración de mogolla.............................................................................. 99 Anexo 6. Elaboración calado................................................................................... 100 Anexo 7. Elaboración tostada.................................................................................. 101 Anexo 8. Elaboración palitos ................................................................................... 102 Anexo 9. Plano actual primer piso........................................................................... 103 Anexo 10.Plano actual segundo piso .................................................................... 104 Anexo 11.Diagrama de símbolos proceso pan pequeño......................................... 105 Anexo 12.Balance de materia de pan pequeño....................................................... 106 Anexo 13.Diagrama de símbolos de pan grande .................................................... 107 Anexo 14.Balance de materia de pan grande ...................................................... 108 Anexo 15.Diagrama de símbolos de proceso pan tajado ........................................ 109 Anexo 16.Balance de materia de pan tajado........................................................... 110 Anexo 17.Diagrama de símbolos de proceso mogolla ............................................ 111 Anexo 18.Balance de materia de mogolla ............................................................... 112 Anexo 19.Diagrama de símbolos de proceso de tostada ........................................ 113 Anexo 20.Balance de materia de tostada................................................................ 114 Anexo 21.Diagrama de símbolos de proceso de calado ......................................... 115 Anexo 22.Balance de materia de proceso de calado .............................................. 116 Anexo 23.Diagrama de símbolos de proceso de palitos ......................................... 117 Anexo 24 Balance materia de proceso de palitos ................................................... 118 Anexo 25.Diagrama de proceso de tostada ............................................................ 119 Anexo 26.Diagrama de recorrido de tostada ........................................................... 120 Anexo 27.Diagrama de proceso de calado ............................................................. 121 Anexo 28.Diagrama de recorrido de calado ............................................................ 122 Anexo 29.Diagrama de proceso de palitos.............................................................. 123 Anexo 30.Diagrama de recorrido de palitos ............................................................ 124 Anexo 31.Diagrama de proceso de pan pequeño ................................................... 125 Anexo 32.Diagrama de recorrido de pan pequeño.................................................. 126 Anexo 33.Diagrama de proceso de pan grande ...................................................... 127 Anexo 34.Diagrama de recorrido de pan grande..................................................... 128 Anexo 35.Diagrama de proceso de pan tajado ...................................................... 129 Anexo 36.Diagrama de recorrido de pan tajado ..................................................... 130 Anexo 37.Diagrama de proceso de mogolla ........................................................... 131 Anexo 38.Diagrama de recorrido de mogolla .......................................................... 132 Anexo 39.Plano propuesto primer piso ................................................................... 133 Anexo 40.Plano propuesto segundo piso ................................................................ 134 Anexo 41.Diagrama de recorrido en plano propuesto tostada ................................ 135 Anexo 42.Diagrama de recorrido en plano propuesto calado ................................. 136 5 Anexo 43.Diagrama de recorrido en plano propuesto palitos.................................. 137 Anexo 44.Diagrama de recorrido en plano propuesto pan pequeño ....................... 138 Anexo 45.Diagrama de recorrido en plano propuesto pan grande .......................... 139 Anexo 46.Diagrama de recorrido en plano propuesto pan tajado ........................... 140 Anexo 47.Diagrama de recorrido en plano propuesto mogolla ............................... 141 Anexo 48.Diagrama de proceso propuesto de tostada ........................................... 142 Anexo 49.Diagrama de proceso propuesto de calado............................................. 143 Anexo 50.Diagrama de proceso propuesto de palitos............................................. 144 Anexo 51.Diagrama de proceso propuesto de pan pequeño .................................. 145 Anexo 52.Diagrama de proceso propuesto de pan grande ..................................... 146 Anexo 53.Diagrama de proceso propuesto de pan tajado ...................................... 147 Anexo 54.Diagrama de proceso propuesto de mogolla........................................... 148 6 INTRODUCCIÓN La Empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA., es una empresa familiar dedicada durante más de 20 años a la fabricación de una amplia gama de productos de panificación. Esta empresa proporciona cerca de 35 empleos directos. Procesa de 1250 kg a 1500 kg de harina de trigo diarios, aproximadamente 40 toneladas mensuales. Siendo una empresa posicionada en el mercado de la panificación especialmente de la ciudad de Bogotá. Sin embargo, debido al aumento de la producción, se ha venido incrementado los costos de la misma, llevando a las directivas a tomar la decisión del traslado total de la empresa de la localidad de Fontibón al municipio Funza (Cundinamarca) debido que los costos de los servicios públicos en este municipio son aproximadamente 30 % más bajos que en la ciudad de Bogotá, además, también se pretende abarcar el mercado de los pueblos aledaños a Bogota, pues la ubicación de este municipio permite el acceso a Bogotá por la calle 80 para sectores de Noroccidente y por la calle 13 para abarcar lo sectores de suroccidente. Así mismo, se observa el fácil acceso a municipios de Cundinamarca como son Facatativa, Madrid, Cota, Chía, Cajica, entre otros. Ver Anexo 1 (mapa Funza-Bogotá). No obstante, en el traslado no se evaluaron factores para la distribución de planta en la nueva bodega, lo que implicó algunos inconvenientes como el descontrol y desorganización al momento de establecer las líneas producción, retrasándose la fabricación de la mayoría de los productos. Por consiguiente, la gerencia de la empresa manifestó que era necesario mejorar la distribución de la planta para optimizar el flujo de las líneas de producción. En consecuencia este proyecto va enfocado hacia la solución de estos problemas, por lo que se realizará un diagnóstico, recolección de datos actuales en cuanto a líneas de producto y 7 distribución de planta, con respecto al flujo de materiales, flujo de personas, demoras, almacenamiento con el fin de tener una visión más clara de cómo se lleva a cabo la producción actual, seguidamente se procederá a establecer diferentes propuestas de solución que conlleven a una producción más eficiente de la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. En la actualidad la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA., cuenta con instalaciones amplias para la producción que presentan actualmente, pero no las han sabido aprovechar apropiadamente ya que al momento del traslado de la empresa; de la ciudad de Bogotá al municipio de Funza no se evaluaron bien factores como movimiento, materiales, personas, servicio, etc., para una eficiente distribución de planta. Por ende, se observa que no existe manejo de flujo de procesos en cuanto a tiempos y movimientos, por una deficiente distribución de planta (equipos, personas, materiales), también se evidencia una subutilización de espacios de la planta. Así pues, al tener estos inconvenientes la gerencia de la empresa manifestó un descontrol y desorden en la producción. Por consiguiente, se decidió trabajar en una propuesta que mejore el problema planteado, pues la empresa no quiere perder el mercado que hasta ahora ha venido captando, a causa de las falencias encontradas en la producción; si no que al contrario desea captar mayor demanda aprovechando la ubicación de la empresa, pero la gerencia es consciente que primero tiene que solucionar los problemas de producción que le están impidiendo avanzar más en el mercado actual. Por esa razón, la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. requirió de personal para mejorar las falencias que están ocasionando perdidas de tiempo, de mano de obra, lo que ha limitado que se genere una mayor producción eficiente. 8 OBJETIVOS OBJETIVO GENERAL Proponer una redistribución de planta de la Empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. que permita una organización en el flujo de procesos y el aumento de producción de la misma. OBJETIVOS ESPECÍFICOS • Recolectar información de los procesos con respecto a las líneas de producción actuales. • Analizar la actual distribución de planta con respecto a equipos, personas y materiales. • Diseñar los diagramas de proceso, operaciones y recorrido de los procesos de producción actuales de la empresa, teniendo en cuenta tiempos de actividades y movimientos actuales. • Proponer una distribución del área de producción teniendo en cuenta el flujo de materiales y personas. • Establecer diagramas de recorrido que manifiesten los cambios con la distribución de planta propuesta 9 • Evaluar las mejoras en las diferentes líneas de producción de la empresa con respecto a materiales, personas, tiempos, esperas, almacenamientos. • Plantear las ventajas y desventajas del nuevo diseño de planta. 10 1. MARCO REFERENCIAL 1.1. HISTORIA DEL PAN Según Fernández: en primer lugar el descubrimiento fue casual, fue en la Época Neolítica. Desde ese momento, el pan ha formando parte de la cultura universal del hombre. A partir ese primer pan, consecuencia de la casualidad, hasta la actualidad, la oferta de panes es muy extensa, el consumo de este alimento ha pasado por distintas etapas y civilizaciones. El pan en Egipto: las condiciones que el río Nilo ofrecía para el cultivo de cereales. Se han encontrado datos por los que se sabe que en la IV dinastía, en el año 2700 A. de C., se elaboraba pan y un tipo de galletas. El alimento de los egipcios pobres se componía principalmente de pan y cebolla. La evolución en la panificación se produjo de forma importante durante esta civilización, ya que fueron los egipcios los que descubrieron la fermentación y el pan fermentado. El pan sin fermentar -sin levadura- se denomina pan ácimo. Finalmente, pueblo egipcio consolidó las técnicas de panificación y creó los primeros hornos para cocer el pan. 1 El pan griego: una vez que Grecia adopta el invento del pan. Fueron los griegos, en el siglo III A. De C los que hicieron un arte de la panadería, crearon más de setenta panes diferentes, los panaderos griegos inventaban formas variadas a los panes utilizados para fiestas religiosas, probaban diferentes masas panaderas: trigo, cebada, avena, salvado, centeno e incluso masa de arroz; añadiendo a estas, 1 FERNÁNDEZ CARRETERO, Carlos .La historia http://www.ceopan.es/historia/lahistoria.htm. Consulta: 6 de Enero de 2006. 11 del pan.. especias, miel, aceites, frutos secos. El pan comenzó siendo para los griegos un alimento de origen divino pero luego se convirtió en un alimento de caracter popular. El pan en Roma: en Roma alcanzable; sólo aparecía el pan se consideraba en las comidas de como algo ajeno, nada los señores pudientes. En el año 30 A. De C. Roma cuenta con más de 300 panaderías dirigidas por profesionales cualificados griegos; los romanos mejoraron los molinos, las máquinas de amasar, y los hornos. Los panaderos distinguían los panes en función de su composición, forma y función, crearon el panis militaris, especialmente fabricado para los soldados, y que tenía larga duración, ya que durante sus marchas en pro de conquistas, tenían una dieta basada en pan y vino, siendo ésta quizá la primera unión de estos alimentos tan significativos en la historia. El pan en la Edad Media: durante la Edad Media no se produjeron progresos notables en la panificación. En Europa, el cultivo de cereales descendió, y con ello vinieron los periodos de hambre, la escasez del alimento base, la escasez del pan. En las épocas de más hambre, el pan es el alimento más preciado. En muchos lugares de Europa los monasterios se convirtieron en los principales productores de pan. El pan blanco, sólo era accesible para clases ricas y pudientes. En consecuencia en la Edad Media empiezan a cobrar importancia, y ya en el siglo XII surgen los primeros gremios de artesanos de todo tipo de profesionales. El pan en la época moderna: a finales siglo XVIII, las investigaciones sobre la harina y se mejora en técnica del molino; aumenta la producción del trigo y se consigue una harina mejor. En el siglo XIX se inventa el molino de vapor; así fueron evolucionando los sistemas de panificación y se añade una nueva fase a la elaboración del pan: la aireación de la masa; surgen técnicas mecánicas para amasar el pan; con estas mejoras la industria del pan va creciendo de manera rápida. 2 2 Ibid. Consulta: 6 de Enero de 2006. 12 1.2. COMPONENTES DE PAN Según Real Decreto 1137/1984, de 28 de Marzo “designa el producto resultante de la cocción de una masa obtenida por la mezcla de harina de trigo y de agua potable, con o sin adición de sal comestible, fermentada por especies de microorganismos propios de la fermentación panaria” 3. Según Petryk los componentes son los siguientes: Harina: para la fabricación de pan se utiliza la harina de trigo, considerando que aparte de todo el aporte nutricional que pueda dar al pan como alimento, va a hacer de medio de cultivo para los microorganismos, que van a fermentar tomando como nutrientes los azúcares de este ingrediente. Esta harina, forma una masa elástica que va a permitir la contención de las bolsas de dióxido de carbono que se formarán como resultado de la fermentación. Las amilasas son unas enzimas que se encuentran en la harina, y catalizan la reacción de conversión del almidón en maltosa (b-amilasa). Esta maltosa ya puede ser aprovechada por la levadura. Las amilasas, también hacen que en pan no enrancie en poco tiempo 4. Así Lucas Carrillo incluye el gluten como componente importante de pan donde lo define como una sustancia tenaz, gomosa y elástica que se forma en la masa mediante la adición del agua. El gluten se forma por la unión entre otros de las proteínas gliadina y glutenina. Así pues, la calidad del gluten: Se mide por la capacidad de absorción y retención del agua, la capacidad de retener 3 MOSCOSO DEL PRADO Y MUÑOZ, Javier. Real Decreto 1137/1984, de 28 de marzo. http://noticias.juridicas.com/base_datos/Admin/rd1137-1984.t1.html#a2. Consulta: 7 de Enero de 2006. 4 PETRYK Norberto. Proceso de fabricación sana.com.ar/informaciones. Consulta: 7 de Enero de 2006. 13 del pan. http://www.alimentacion- el gas carbónico, la humedad debe estar alrededor de 14% y debe tener presencia de cenizas (material mineral). Finalmente, para el uso de la harina se debe evaluar las siguientes características: • Color: el trigo blando produce harinas blancas o blanco cremoso. • Extracción: se obtiene después del proceso de molienda. Por cada 100 kg de trigo se obtiene 72 a 76 kg de harina • Fuerza: es el poder de la harina para hacer panes de buena calidad. • Tolerancia: se le denomina al tiempo transcurrido después de la fermentación ideal sin que la masa sufra deterioro notable. • Absorción: es la propiedad de absorción de la mayor cantidad de agua. Las harinas hechas de trigo con muchas proteínas son los que tienen mayor absorción. • Maduración: las harinas deben ser maduradas o reposar cierto tiempo. • Blanqueo: las harinas pueden ser blanqueadas por procedimientos químicos. • Enriquecimiento: con vitaminas y minerales. Levadura: se utiliza normalmente Saccharomyces cerevisiae. Así pues, utilizando los componentes de la harina, la levadura fermenta expulsando al medio dióxido de carbono y alcohol, que forma unas bolsas en el interior de la masa característica del pan. También se utilizan otras levaduras o bacterias para realizar la subida de la masa , e incluso impulsores químicos, que se suelen utilizar en la fabricación de panes congelados 5. Los características que debe cumplir la levadura son: • Fuerza, es la capacidad de gasificación que permite una fermentación vigorosa. • Uniformidad, la levadura debe producir los mismos resultados si se emplean las mismas cantidades. 5 LUCAS CARRILLO , Emilio Alfredo. Elaboración de pan. Biotecnología de la fermentación. http://www.monografias.com/trabajos11/ferme/ferme.shtml. Consulta:7 de enero de 2006. 14 • Pureza, evitar la ausencia de levaduras silvestres. • Apariencia, debe ser firme al tacto y al partir no se desmorona mucho, debe de mostrar algo de humedad. • Funciones de la levadura en panificación: • Hace posible la fermentación, la cual de alcohol y gas carbónico. • Aumenta el valor nutritivo al suministrar el pan proteína suplementaria. • Convierte a la harina cruda en un producto ligera. • Da el sabor característico al pan. Sal: como indica Lucas Carrillo la sal debe tener Granulación fina, poseer una cantidad moderada de yodo para evitar trastornos orgánicos, garantizar una pureza por encima del 95% y sea blanca (yodo 0.004). De tal manera que las funciones de sal en panificación son: • Mejorar el sabor, fortalece el gluten, puesto le permite a la masa retener el agua y el gas. • La sal controla o reduce la actividad da la levadura, ejerce una acción bactericida no permite fermentaciones indeseables dentro de la masa. • Las proporciones recomendables de sal a utilizar son: desde 1.5 hasta 3.0%. • Es un elemento que actúa sobre el sabor final del pan • También aumenta la estabilidad de la masa, pues sus iones bloquean la carga de la proteína, permitiendo que ésta se agregue a otras moléculas proteicas. Leche: algunas veces se utiliza porque su principal proteína, la caseína, incrementa la capacidad de absorción y la firmeza de la masa 6. En consecuencia, las funciones de la leche: • Proporciona color a la corteza (lactosa se carameliza). • La textura del pan con la leche es mas suave. • Mejora el sabor del pan. • Eleva el valor nutritivo del pan. 6 Ibid. Consulta: 7 enero de 2006. 15 Agua: según Lucas Carrillo; el tipo de agua a utilizar debe ser alcalina, es aquella agua que usualmente utilizamos para beber. Cuando se amasa harina con la adecuada cantidad de agua, las proteínas gliadina y glutenina al mezclarse forman el gluten unidos por un enlace covalente que finalmente será responsable del volumen de la masa. De tal forma que las funciones del agua en panificación son: • Formación de la masa: el agua es el vehículo de transporte para que los ingredientes al mezclarse formen la masa. También hidrata el almidón que junto con el gluten dan por resultado la masa plástica, suave y elástica. • Fermentación: para que las enzimas puedan actuar hace falta el agua para que puedan difundirse a través de la pared o la membrana que rodea la célula de levadura • El agua es el que hace posible la propiedad de plasticidad y extensibilidad de la masa, de modo que pueda crecer por la acción del gas producido en la fermentación. Azúcar: en panificación se utiliza la sacarosa o azúcar de caña. de tal forma que el azúcar sirve de alimento para la levadura, también ayuda a una rápida formación de la corteza del pan debido a la caramelizacion del azúcar permitiendo que la temperatura del horno no ingrese directamente dentro del pan para que pueda cocinarse y también para evitar la perdida del agua. Además, el azúcar es higroscópico, absorbe humedad y trata de guardarse con el agua. Le da suavidad al producto. 7 Grasas: según Lucas Carrillo las funciones de la grasa en panificación radican en la mejora la apariencia, produciendo un efecto lubricante, además aumenta el valor alimenticio, las grasas de panificación suministran 9.000 calorías por kilogramo. Finalmente, mejora la conservación, la grasa disminuye la perdida de humedad y ayuda a mantener fresco el pan . 8 7 8 Ibid. Consulta. 7 de Enero de 2006. Ibid. Consulta: 7 Enero de 2006. 16 1.3. PROCESO DE ELABORACIÓN DE PAN Recepción y pesado de materia prima: en esta operación, todos los ingredientes son pesados, evaluando la calidad física, química y organoléptica de la materia prima como es la harina, la levadura, azúcar, sal, grasa etc. Mezclado y Amasado: añade el agua la sal, azúcar, malta, leche y revolver hasta crear una especie de masa. Luego se añade la harina, la levadura disuelta, la grasa Mezclar hasta que la masa este uniforme. Se tiene que lograr una distribución uniforme de todos los ingredientes y formar y desarrollar el gluten. Fermentación: comprende todo el tiempo transcurrido desde la mezcla hasta que el pan entre al horno ( a una temperatura de 32 a 35 grados centígrados). La fermentación permite la activación del almidón y el hinchamiento de la masa. 9 Además se debe evaluar los factores que influyen en la retención de gas, como son: suministro adecuado de azucares, aumento en la concentración de la levadura, temperatura adecuada 26 a 27°C. Moldeado: luego de tener una masa uniforme la masa es dividida y redondeada, y es inmediatamente probada. Las piezas de masa pasan a través del moldeador, que contiene una serie de rodillos que quitarán a la masa todo exceso de gas y aire. Las piezas de masa son formadas dentro de un molde cilíndrico o de barra (pan de molde) y colocados en recipientes. Horneo: el objetivo del horneo es cocer la masa, transformarla en un producto apetitoso y digerible. La temperatura adecuada para la cocción del pan es de 190 y 9 PETRYK Norberto. Proceso de fabricación sana.com.ar/informaciones. Consulta: 7 Enero de 2006. 17 del pan. http://www.alimentacion- 270°C. Así pues durante la cocción se aumenta la actividad de la levadura y produce grandes cantidades de CO2., la diastasa transforma el almidón en maltosa, auna temperatura de 77 °C cesa la acción de la diastasa. Finalmente, Empieza la caramelización de la capa externa del pan desde los 110 a 120 ºC. A los 200 °C el pan esta cocido. 10 Enfriado: cuando el pan es retirado del horno, debe ser enfriado, antes que sean cortados y empaquetados Empaque: cuando el pan va ser distribuido la mejor manera de conservarlo es empacarlo, evitando alteraciones de carácter físico, químico y microbiológico. 1.4. DISTRIBUCIÓN DE PLANTA Por distribución en planta se entiende: “La ordenación física de los elementos industriales. Esta ordenación, ya practicada o en proyecto, incluye, tanto los espacios necesarios para el movimiento de materiales, almacenamiento, trabajadores indirectos y todas las otras actividades o servicios, así como el equipo de trabajo y el personal de taller “ 11. Según Lopéz, Cyntia, hay que tener en cuenta: Operaciones intermitentes: la manufactura intermitente es la conversión con características de producción de bajo volumen de productos, con equipo de uso general, operaciones de mano de obra intensiva, flujo de productos interrumpido, cambios frecuentes en el programa, una gran mezcla de productos así como productos hechos a la medida. 10 Ibid. Consulta: 7 Enero de 2006. MARTINEZ, Juan Ramón. Distribución en planta. http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/distriplantarodri.htm. Consulta: 9 Enero 2006. 11 18 Operaciones continuas: las operaciones de producción continuas se caracterizan por un alto volumen de producción, por equipos de uso especializado, por operaciones de capital intensivo, por una mezcla de productos restringida, y por productos estandarizados para la formación de inventarios. 1.4.1. Tipos de distribución de planta Distribución de planta orientada al producto:: las distribuciones de planta orientadas al producto se adoptan cuando se fabrica un producto estandarizado, por lo común en gran volumen. Cada una de las unidades en producción requiere de la misma secuencia de operaciones de principio a fin. Distribución de planta orientado al proceso: las distribuciones de planta orientadas al proceso son adecuadas para operaciones intermitentes cuando los flujos de trabajo no están normalizados para todas las unidades de producción. En una distribución de planta orientada al proceso, los centros o departamentos de trabajo involucrados en el proceso de planta se agrupan por el tipo de función que realizan. 12 Distribución planta por componente fijo: las distribuciones de planta por componente fijo se requieren cuando a causa del tamaño, conformación, o cualquier otra característica no es posible desplazar el producto. En una distribución de planta fija el producto no cambia de lugar; herramientas, equipo y fuerza de trabajo se llevan hasta él según se requiere, a fin de ejecutar etapas apropiadas de elaboración progresista. 12 LÓPEZ , Cintya Carolina . Localización y Distribución http://www.monografias.com/trabajos3/localind/localind.shtml. Consulta: 9 Enero de 2006. 19 Industrial. Distribución de planta combinadas: comúnmente no existen las distribuciones de planta puras, y se tiene que adoptar una distribución de planta combinada. Esto es lo más usual en el caso de procesos y productos. 1.4.2. 13 Distribución en planta por producto: de acuerdo a Moreno, la distribución por producto (Producción en línea o en cadena) es la adoptada cuando la producción está organizada, bien de forma continua (refinerías, centrales eléctricas, etc.), bien repetitiva (electrodomésticos, cadenas de lavado de vehículos, etc.). Si se considera en exclusiva la secuencia de operaciones, la distribución es relativamente sencilla, pues se trata de colocar cada operación tan cerca como sea posible de su predecesora. Las máquinas se sitúan unas junto a otras a lo largo de una línea en la secuencia en que cada una de ellas ha de ser utilizada; el producto sobre el que se trabaja recorre la línea de producción de una estación a otra a medida que sufre las operaciones necesarias. En la tabla 1 se muestra las características de diseño por producto de ubicación evidenciando cada uno de los aspectos que conlleva el diseño de planta por producto. 13 Ibid. Consulta: 9 Enero de 2006. 20 Tabla 1 . Características de diseño por producto ASPECTOS CARÁCTERÍSTICAS • Estandarizado. Producto • Alto volumen de producción. • Tasa de producción constante. Flujo de trabajo • Línea continua o cadena de producción. • Se sigue la misma secuencia de operaciones. Mano de obra • Altamente especializada y poco cualificada. • Capaz de realizar tareas rutinarias y repetitivas. Personal Staff • Numeroso personal auxiliar en supervisión, control y mantenimiento. Manejo de materiales • Previsible, sistematizado y, a menudo, automatizado. Inventarios • Alto inventario de productos terminados. • Alta rotación de inventarios de materias primas. Utilización del espacio • Eficiente: Elevada salida por unidad de superficie. Necesidades de capital • Elevada inversión en procesos y equipos altamente especializados. Coste del producto • Costes fijos relativamente altos. • Bajo coste unitario por mano de obra y materiales. Fuente: MORENO CORTÉS, Carlos Andrés. Distribución en planta. http://www.elprisma.com/apuntes/ingenieria_industrial/distribucionenplanta/default23.asp. Consulta: 9 Enero de 2006. Del mismo modo, en la figura 1 se muestra la posible disposición de los equipos, dependiendo del tipo de flujo del producto o de lo productos, de la forma de la planta. 21 E1 E2 E3 E1 E2 E3 E4 E1 E2 E3 E7 En U E6 E5 E5 En línea E1 En L E2 E8 E7 E6 En O E6 E3 E1 E2 E3 E1 E2 E3 E4 A2 B2 C2 E6 E5 E4 E5 A1 B1 C1 E7 E8 E9 En peine o dentada En S Figura 1. Formas Más Habituales De Distribución Por Producto Finalmente, la distribución de planta por producto conlleva una serie de ventajas y desventajas entre las que se encuentran: • Ventajas de la distribución en planta por producto: o Manejo de materiales reducido. o Escasa existencia de trabajos en curso. o Mínimos tiempos de fabricación. o Simplificación de sistemas de planificación y control de la producción. o Simplificación de tareas. • Inconvenientes d e la distribución en planta por producto: o Ausencia de flexibilidad en el proceso. o Escasa flexibilidad en los tiempos de fabricación. o Inversión muy elevada. o El conjunto depende de cada una de las partes.. 14 14 MORENO CORTÉS, Carlos Andrés. Distribución en planta. http://www.elprisma.com/apuntes/ingenieria_industrial/distribucionenplanta/default23.asp. Consulta: 9 Enero de 2006. 22 Según Bello, una técnica para la distribución en planta por producto es: “ Matriz, operaciones, productos: maneja a través de una matriz la relación entre las operaciones y los diferentes productos que fabrica una empresa, se trata de identificar cuál debe ser la mejor distribución de acuerdo al volumen de productos que pasan por cada una de las operaciones respectivas del proceso productivo, que reduzcan al mínimo la manipulación y el costo que implican los desplazamientos innecesarios” 15. En la Figura 2 se muestra un ejemplo de la matriz operaciones productos, donde se maneja la relación entre operación y cada producto. Figura 2 . Ejemplo matriz relación operaciones, productos. 1.4.3. Distribución en planta por proceso: de acuerdo a Moreno Cortes: se adopta cuando la producción se organiza por lotes (muebles, talleres de reparación de vehículos, sucursales bancarias, etc). El personal y los equipos que realizan una misma función general se agrupan en una misma área, de ahí que estas distribuciones también sean denominadas por funciones. Algunas de sus ventajas son: flexibilidad en el proceso vía versatilidad de equipos y personal calificado, menores inversiones en equipo, mayor fiabilidad y la diversidad de tareas asignadas a los trabajadores reduce la insatisfacción y desmotivación de la mano de obra. Por otro lado, los inconvenientes que presenta este tipo d distribución son: baja eficiencia 15 BELLO, Carlos. Manual de producción. Aplicado a las pequeñas y medianas empresas. Ecoe ediciones. Bogotá. 2004 .p. 65. 23 en el manejo de materiales, elevados tiempos de ejecución, dificultad de planificar y controlar la producción, costo por unidad de producto más elevado y baja productividad. El proceso de análisis se compone, en general, de tres fases: recogida de información, desarrollo de un plan de bloque y diseño detallado de la distribución. La recogida de información, consiste básicamente en conocer los requerimientos de espacio de cada área de trabajo y el espacio disponible, para lo cual bastará con identificar la superficie total de la planta y así poder visualizar la disponibilidad para cada sección. El desarrollo de un plan de bloque se refiere a que una vez determinado el tamaño de las secciones habrá que proceder a su ordenación dentro de la estructura existente o a determinar la forma deseada que dará lugar a la construcción de la planta que haya de englobarlas, teniendo en cuenta criterios cuantitativos o cualitativos. Por ultimo, la distribución detallada se basa en la ordenación de los equipos y máquinas dentro de cada departamento, obteniéndose una distribución detallada de las instalaciones y todos sus elementos. 16 1.4.4. Distribuciones híbridas: Las celulas de trabajo: en el contexto de la distribución en planta la célula puede definirse como una agrupación de máquinas y trabajadores que elaboran una sucesión de operaciones. Este tipo de distribución permite el mejoramiento de las relaciones humanas y de las pericias de los trabajadores. También disminuye el material en proceso, los tiempos de fabricación y de preparación, facilitando a su vez la supervisión y el control visual. Sin embargo, este tipo de distribución potencia el incremento de los tiempos inactivos de las máquinas, debido a que estas se encuentran dedicadas a la célula y difícilmente son utilizadas de manera ininterrumpida. Para llevar a cabo el proceso de formación de células se deben seguir tres pasos fundamentales: seleccionar las familias de productos, determinar las células y por ultimo detallar la ordenación de las células. 16 17 MORENO CORTÉS, Carlos Andrés.Op Cit. Consulta: 9 Enero de 2006. MORENO CORTÉS, Carlos Andrés.Op Cit. Consulta: 9 Enero de 2006 24 17 1.4.5. Distribución en planta por posición fija: este tipo de distribución es apropiada cuando no es posible mover el producto debido a su peso, tamaño, forma, volumen o alguna característica particular que lo impida. Esta situación ocasiona que el material base o principal componente del producto final permanezca inmóvil en una posición determinada, de forma que los elementos que sufren los desplazamientos son el personal, la maquinaria, las herramientas y los diversos materiales que no son necesarios en la elaboración del producto, como lo son los clientes. Todo lo anterior ocasiona que el resultado de la distribución se limite, en la mayoría de los casos, a la colocación de los diversos materiales y equipos alrededor de la ubicación del proyecto y a la programación de las actividades. Factores de distribución de planta: según Bello, los factores que 1.4.6. afectan la distribución de planta son: materia, maquinaria, recurso humano, movimiento, espera, servicio, edificación, cambio. Por otro lado, MUTHER, Richard, considera 18 varios aspectos que afectan estos factores: • Factor material: para evaluar este factor necesario evaluar los siguientes aspectos: o Especificaciones del producto: las especificaciones deben ser las vigentes. El uso de planos o fórmulas que no estén al día o hayan sido substituidos por otras, puede conducir a errores que costará semanas el corregirlos. o Calidad apropiada 18 BELLO, Carlo. Op Cit. P. 63. 25 o Características físicas y químicas: cada producto, pieza o material, tiene ciertas características que pueden afectar la distribución en planta. Las consideraciones de este factor son: tamaño, forma y volumen, volumen de un producto, peso, condición, características especiales. o Número de artículos distintos: una industria que fabrique un solo producto debe tener una distribución completamente diferente de la que fabrique una gran variedad de artículos. o Cantidad de producción de cada artículo: en la distribución por proceso, la cantidad de producción es la suma de los pedidos, lotes, jornadas o tandas. En cambio en una producción en cadena, se debe pensar en términos de velocidad de flujo o ritmo de producción. o Variaciones en la cantidad de producción: no es suficiente conocer cifras correspondientes a las cantidades globales, si se tiene que enfrentar con variaciones en el volumen de producción. o Secuencia de operaciones: muchas veces se puede eliminar por entero una operación completa. Otras veces se pueden combinar unas con otras y en otros casos es mejor el dividir o seccionar una operación. o Posibilidad de mejoras: debe comprobarse cada operación, inspección, transporte, almacenamiento y demora. Se debe determinar si es necesaria cada fase de la producción o puede ser eliminada alguna, determinar si las fases se pueden combinar entre sí, o dividirse para un mejor provecho, luego determinar si la secuencia puede ser cambiada para mejorar la producción y por último comprobar las posibilidades de mejorar o simplificar el método actual. 19 • Factor maquinaria: para analizar el facto maquinaria es necesario evaluar los siguientes aspectos: 19 MUTHER, Richard. Distribución en planta. Hispano Europea S.A.. Barcelona, 1965. P 40. 26 o Proceso o método: los métodos de producción son el eje de la distribución, pues de acuerdo a ello se determinan el equipo y la maquinaria a usar, cuya disposición, a su vez, debe ordenarse. o Tipo de maquinaria: esta selección de la maquinaria y del utillaje óptimos, puede ser el resultado de un balance económico que puede afectar por entero a la economía de la operación industrial. Siempre que se tenga un elemento importante de equipo se debe centrar la máxima atención en el mismo, determinando cuál debe ser su capacidad, cómo encajará en las condiciones ya existentes, y cómo cambiar el que ya se tiene por el nuevo. o Aspectos ha tener en cuenta en la selección del proceso, maquinaria y equipo son los siguientes: Volumen o capacidad, calidad de la producción, coste inicial ( instalado ), coste de mantenimiento o de servicio, coste de operación, espacio requerido, garantía, disponibilidad, cantidad y clase de operarios requeridos, riesgo para los hombres, material y otros elementos, facilidad de reemplazamiento, incomodidades inherentes (ruidos, olores, etc), restricciones legislativas, enlace con maquinaria y equipo ya existente, necesidad de servicios auxiliares. o Determinación del número de máquinas necesarias y de la capacidad de cada una: Los tiempos de operación de las diversas máquinas se obtienen de los ingenieros de venta de la maquinaria, del estudio de tiempos y de los cálculos de velocidades de corte, avances, golpes por minuto, etc. 20 Piezas por hora para cubrir las Tiempo de operación NÚMERO DE necesidades de producción por hora y máquina. MAQUINAS = __________________________ = ____________________ REQUERIDAS Piezas por hora y máquina Tiempo por pieza para cubrir las necesidades de producción. 20 MUTHER, Richard. Ibid. p. 41. 27 o Utillaje y equipo : el tipo de utillaje y equipo necesarios: Un equipo estándar puede facilitar el trabajo de la distribución. Unas dimensiones estándar también simplifican la tarea de proyectar una distribución. El tiempo requerido para medir cada unidad de un modo individual, y para realizar modelos a escala, se reduce en gran manera. El tamaño y forma óptima de las unidades estándar variará para cada industria. o Utilización de la maquinaria: una buena distribución deberá usar las maquinas en su completa capacidad. Es menos sensible perder dinero a través de la mano de obra ociosa o de una manipulación excesiva del material o por un espacio de almacenamiento atestado, siempre y cuando se consiga mantener la maquinaria ocupada. 21 • Factor recurso humano: para analizar este factor es necesario tener en cuenta: o Condiciones de trabajo y seguridad: suelo debe estar libre de obstrucciones y que no resbale, no situar operarios demasiado cerca de partes móviles de la maquinaria que no esté debidamente resguardada, ningún trabajador esté situado debajo o encima de alguna zona peligrosa, los operarios no deban usar elementos especiales de seguridad, los accesos adecuados y salidas de emergencia bien señalizadas, elementos de primeros auxilios y extintores de fuego cercanos, no existan en las áreas de trabajo ni en los pasillos, elementos de material o equipo puntiagudos o cortantes, en movimiento o peligrosos. En cuanto a las condiciones de trabajo, la distribución debe ser confortable para todos los operarios. o Necesidades de mano de obra: para este aspecto en necesario analizar el tipo de trabajadores requeridos, en la tabla 2 se muestra los tipos de distribución de acuerdo a la necesidad de mano de obra. 21 MUTHER, Richard. Ibid. p. 42. 28 Tabla 2 . Tipos de distribución TIPO DE DISTRIBUCIÓN NECESIDAD DE LA MANO DE OBRA Posición fija. Poca o ninguna especialización, pero Hombres en posición fija. requiere gran habilidad. Posición fija. Menos habilidad, variando con el grado Hombres en posición en que se divide el trabajo y se mueven dinámica. los hombres. Distribución por proceso. Especialización Hombres en posición fija. (operación) Producción en cadena. Especialización Hombres en posición fija. operación. de por tipo proceso. producto y por o Utilización del hombre: la buena distribución del puesto de trabajo, está basada en ejercer un estudio de los movimientos que se puedan ejecutar en los procesos productivos. Básicamente, se trata por medio de dichos estudios de evitar la necesidad de alcanzar objetos a largas distancias o realizar movimientos muy amplios, tener que efectuar movimientos violentos de codos, hombros o tronco, al igual que tener que girar o doblarse innecesariamente. o Métodos para conseguir el equilibrio en las operaciones de montaje, dividir las operaciones y repartir los elementos, combinar las operaciones y equilibrar los grupos, tener los operarios en movimiento, mejorar las operaciones, retener el material y realizar las operaciones más lentas en horas extras, mejorar el rendimiento del operario. 22 • Factor movimiento: para evaluar el factor movimiento es necesario analizar los siguientes aspectos: o Patrón de circulación de flujo o de ruta: hay que implantar un modelo de circulación a través de los procesos que sigue el material. 22 MUTHER, Richard. Ibid. p. 42. 29 o Reducción del manejo innecesario y antieconómico: todo transporte de material o manejo del mismo, deberá, siempre que sea factible, mover el material. o Manejo combinado: frecuentemente se pueden proyectar métodos de manejo que sirvan para varios propósitos, aparte del mero traslado de material. o Espacio para el movimiento: el espacio reservado para pasillos es espacio perdido desde el momento en que no es un área productiva de la planta, espacio a nivel elevado, espacio exterior al edificio, espacio de doble uso. o Análisis de los métodos de manejo: material adecuadamente identificado, especificaciones y condición del material, cantidad, ruta o puntos extremos de movimiento. Recipientes necesarios o disponibles, equipo necesario o disponible, condición de la ruta o rutas alternativas, frecuencia, regularidad o requerimientos de sincronización de cada traslado, requerimiento de velocidad, tiempo involucrado en mano de obra y equipo, tarifas laborales, restricciones en el trabajo por convenios, reglas o descripciones del trabajo, cargas o costes de equipo y espacio. o Equipo de manejo: costos del equipo una vez recibido y completamente instalado con los elementos de fuerza y combustible, aspectos de seguridad para el material, operario y otros, efectos sobre las condiciones de trabajo, seguridad en su eficiencia. • 23 Factor espera: es necesario evaluar los siguientes aspectos para analizar el factor espera: o Situación de los puntos de almacenaje o espera: en un punto de espera fijo. Apartado o inmediato al circuito de flujo; cuando los costes de manejo sean bajos, cuando el material requiera protección especial, o 23 MUTHER, Richard. Ibid. p. 43. 30 cuando el material en espera requiere mucho espacio. En un circuito de flujo ampliado o alargado; cuando los modelos varíen demasiado para ser movidos solamente con un dispositivo de traslado, cuando las piezas pudieran deteriorarse si permanecieran en un punto muerto y cuando la cifra de producción sea relativamente alta. o Espacio para cada punto de espera: el área de espera requerida depende principalmente de la cantidad de material y del método de almacenamiento. o Método de almacenaje: las siguientes posibilidades pueden ayudar a ahorrar espacio: aprovechar las tres dimensiones, considerar el espacio de almacenamiento exterior, hacer que las dimensiones de las áreas de almacenamiento sean múltiplos de las dimensiones del producto a almacenar, colocar la dimensión longitudinal del material, almacenar hasta el límite máximo de altura fijado, ajustar el área y el espacio para un momento de máxima actividad con un máximo de carga, situar los artículos que se hallan de medir, pesar o controlar, en general, cercanos al equipo de medición, pesaje o control. 24 • Factor servicio: Los servicios de una planta son las actividades, elementos y personal que sirven y auxilian a la producción. Los servicios mantienen y conservan en actividad a los trabajadores, materiales y maquinaria. Estos servicios comprenden: o Servicios relativos al personal: en esta clase de servicios se encuentran incluidos los accesos, todas situaciones deben ser previstas en el momento de llevar a cabo la distribución en planta ya que son de fundamental importancia pues contribuyen a que los procesos sean ágiles y a que los trabajadores se sientan seguros y protegidos. o Acceso: en este aspecto, se aplicarán los principios de flujo y de distancias, es decir, que la secuencia de operaciones que un obrero 24 MUTHER, Richard. Ibid. p. 44. 31 debe seguir debe concordar con su circuito de desplazamiento. El camino y los pasillos existentes entre el punto de llegada del personal y su lugar exacto de trabajo no deben presentar obstrucciones. Se deberán ordenar los ascensores, las escaleras y las vías de acceso, con el fin de que la distancia sea corta y el flujo de personal ágil. o Instalaciones para uso del personal: a ubicación y disposición de los elementos para uso del personal tienen consideraciones tanto económicas como morales, pues si estos elementos son tratados con negligencia o pasados por alto, incomodarán y ocasionarán perdida de tiempo y por ende de dinero. o Protección contra el fuego: en este aspecto se deben estudiar los riesgos de incendio que representan los materiales con los que se va a trabajar, la resistencia al fuego que posee el edificio, la asignación del equipo contra incendios y se deben prever amplios medios de escape para el personal con pasillos claros y sin obstrucciones. o Iluminación: la iluminación es un elemento importante y necesario que no implica costos elevados. Los diferentes tipos de iluminación (Fluorescente, Incandescente) deben ser escogidos y asignados dependiendo de las necesidades de la planta, del área o de los procesos específicos que vayan a desarrollarse en ella. 25 o Calefacción y ventilación: la colocación de las unidades de calefacción y ventilación es una consideración importante en algunas distribuciones, ya que al instalar estos equipos debe tenerse en cuenta que debe existir una distancia bastante prudencial entre los mismos y el personal, los materiales y demás maquinaria que posea la planta. o Oficinas : las oficinas constituyen una parte esencial de una planta de producción eficiente. En este aspecto se evaluarán el número y clase de hombres y de máquinas, y material de cada oficina, necesidades especiales de cada una de las oficinas, el flujo de material y los contactos que se deben establecer con las demás oficinas.. 25 MUTHER, Richard. Ibid. p. 44. 32 o Servicios relativos a los materiales: en la distribución en planta se deben destinar áreas en las que se puedan llevar a cabo todas las actividades concernientes a los servicios que requieren los materiales. o Control de la calidad: las consideraciones de calidad influyen de un modo directo sobre la distribución en cuanto a la situación de las áreas y equipo de verificación, y a la accesibilidad a las áreas de trabajo. Una buena distribución debe proporcionar a la operación de inspección el espacio y lugar que necesite. o Control de producción frecuentemente, el método utilizado para planificar o programar el material, puede limitar completamente una distribución. Otras veces conduce a un mayor manejo, a demoras más largas entre operaciones y a una actividad baja en líneas de fabricación enteras. La planificación y control de la producción, probablemente, afecta a las áreas de almacenaje de la planta y a los puntos de espera más que cualquier otra condición. De ella depende el tiempo de espera entre dos operaciones y regula la cantidad de espacio para las mercancías entrantes y productos terminados. Las circunstancias en las cuales se aconseja un análisis detenido del control de la producción son: la conversión de un tipo de distribución en otro, mucha maquinaria y/o mano de obra parada, mucho material en espera a lo largo del proceso, incumplimiento de promesas de entrega y Supervisores y/o trabajadores buscando materiales, herramientas, planos, etc. 26 o Control de rechazos, mermas y desperdicios: Los elementos para el control de los rechazos y desperdicios son en varias ocasiones tratados a la ligera por los ingenieros de distribución. Por lo tanto en el momento de realizar una distribución en planta se hace necesario pensar en la ubicación de equipos de recuperación o reacondicionamiento del material y también de áreas para el control de los mismos. o Servicios relativos a la maquinaria: se debe reservar espacio físico para poder brindar a la maquinaria los servicios que esta requiere, tales 26 MUTHER, Richard. Ibid. p. 45. 33 como, el servicio de mantenimiento y el de distribución de líneas de servicio. o Mantenimiento: el mantenimiento requiere un espacio adicional, es decir, necesita de espacio de acceso a las máquinas, motores, bombas y todo el equipo restante de proceso y servicio. o Distribución de líneas de servicios auxiliares: La maquinaria y los procesos precisan de determinados servicios, los cuales deben cumplir con ciertos requerimientos con el propósito de adaptarse lo mejor posible a la distribución. • Factor edificación: debido a la cualidad de permanencia, el edificio crea cierta rigidez en la distribución. Los elementos o particularidades del factor edificio son: o Edificio especial o de uso general: lo primero que debe decidir el ingeniero distribuidor es si desea un edificio “Hecho a medida” o “Fabricado en serie”. Los edificios de aplicación general, son aquellos en los que se pueden fabricar diferentes productos con igual facilidad, su costo inicial es menos elevado a causa de los diseños standard, materiales de construcción standard, y métodos regulares de construcción. Pueden ser adaptados con facilidad a productos nuevos y a nuevos equipos, a cambios en las necesidades de producción o a nuevos propietarios. 27 o Edificio de uno o varios pisos: las plantas que requieran más de un piso, como es natural, deberán adoptar el sistema de pisos superiores con el fin de utilizar de un modo económico el terreno. o Forma del edificio: las operaciones peligrosas, sucias, ruidosas o productoras de vibración deberán separarse en edificio aparte. Las áreas que no toman parte directa en el flujo de producción, como administración, también pueden ser construidos aparte del edificio de 27 MUTHER, Richard. Ibid. p. 46. 34 producción. Se usará un edificio relativamente cuadrado cuando existan cambios frecuentes en el diseño del producto, mejoras frecuentes en los métodos de proceso, reordenaciones frecuentes de la distribución y restricciones o economías en la cantidad de materiales empleados. o Ventanas: las ventanas permiten que el interior del edificio esté sujeto a los cambios de temperatura del exterior. Existen ciertas condiciones que ayudan a decidir el uso o no de ventanas en un edificio, como por ejemplo, hay que determinar si las máquinas, el personal, el material o el trabajo se ven afectados por los cambios de temperatura, humedad, luz, suciedad o ruidos externos. Las ventanas pueden afectar a la distribución por el brillo, por el ángulo de la luz, calor, frío, humedad, suciedad, ruidos externos o corrientes de aire que afecten al personal y/o al material. o Paredes y columnas: son las columnas las que soportan las cargas y las paredes no son necesarias más que como un medio de mantener el interior del edificio a salvo de los elementos del medio exterior. Todo esto es de gran utilidad para la producción, por cuanto significa grandes áreas sin obstrucción. Las paredes interiores o tabiques protegen eficazmente contra humos, vapores, ruido y calor, impidiendo su circulación a través del edificio. • 28 Factor cambio: el cambio es una parte básica de todo concepto de mejora y su frecuencia y rapidez se va haciendo cada día mayor. Los cambios envuelven modificaciones en los elementos básicos de la producción : o Flexibilidad de la Distribución: significa su facilidad de adaptarse a los cambios, razón por la cual se hace necesario poseer en la planta: maquinaria y equipo desplazable, equipo autónomo, líneas de servicio fácilmente accesibles, equipo normalizado, técnicas de 28 MUTHER, Richard. Ibid. p. 46. 35 movimiento bien concebidas y previamente planeadas, la construcción del edificio o Adaptabilidad y versatilidad de la distribución: además de poder adaptarse a las reordenaciones con facilidad, una buena distribución debe poder adaptarse a las emergencias y variaciones de la operación normal, sin tener que ser reordenada. El ingeniero de distribución deberá asegurar la adaptabilidad proporcionando equipos suplementarios para todas las posibles demoras, estableciendo rutas de flujo sustitutivas (circuitos secundarios) y estableciendo estacionamientos de existencias o stocks de compensación en periodos de horas extras, trabajo de final de semana o turnos extras. o Expansión: el considerar las futuras expansiones o ampliaciones de la distribución y de sus elementos es un deber del ingeniero de distribución, el cual debe evitar ser negligente al atender o al pensar solamente en las necesidades del presente. o Cambios externos: en ocasiones estos cambios influyen en la distribución de un área específica y en otras a toda la distribución interna de la planta. Son muchos los factores externos que tienen incidencia directa sobre las industrias. o Instalaciones ya existentes que limitan la nueva distribución: la forma de conseguir que las operaciones continúen mientras se instala nueva distribución es una cuestión puramente de distribución, y que se pasa muy a menudo por alto hasta que llega el momento de instalar la distribución y de cómo hacerlo para causar el mínimo de interrupciones en la producción, con un mínimo de costo y de producción perdida. 29 MUTHER, Richard. Ibid. p. 48. 36 29 1.5. REDISTRIBUCIÓN DE PLANTA Según MORENO, Carlos: Para llevar a cabo una distribución en planta ha de tenerse en cuenta cuáles son los objetivos estratégicos y tácticos que aquella habrá de apoyar y los posibles conflictos que puedan surgir entre ellos. La mayoría de las distribuciones quedan diseñadas eficientemente para las condiciones de partida, pero a medida que la organización crece debe adaptarse a cambios internos y externos lo que hace que la distribución inicial se vuelva menos adecuada hasta que llega el momento en que la redistribución se hace necesaria. Los motivos que hacen necesaria la redistribución se deben a tres tipos de cambios: volumen de la producción, tecnología y en los procesos, el producto. La frecuencia de la redistribución dependerá de las exigencias del propio proceso, puede ser periódicamente, continuamente o con una periodicidad no concreta. Los síntomas que ponen de manifiesto la necesidad de recurrir a la redistribución de una planta productiva son: congestión y deficiente utilización del espacio, acumulación excesiva de materiales en proceso, excesivas distancias a recorrer en el flujo de trabajo, simultaneidad de cuellos de botella y ociosidad en centros de trabajo, trabajadores cualificados realizando demasiadas operaciones poco complejas, ansiedad y malestar de la mano de obra, accidentes laborales, dificultad de control de las operaciones y del personal. 30 30 MORENO CORTÉS, Carlos Andrés.Op Cit. P. 3. 37 2. DESARROLLO METODODOLOGÍA Para la ejecución de los objetivos planteados anteriormente, es necesario seguir una secuencia de pasos para llegar a una propuesta congruente de diseño de planta, teniendo en cuenta las necesidades actuales de la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA, los pasos que se definieron son los siguientes: • Diagnóstico preliminar de la empresa: para el diagnóstico se realizaron las siguientes actividades: o Elaborar un cuadro comparativo de la capacidad actual de la empresa y con la capacidad propuesta. o Elaboración de diagramas de flujo de bloques, proceso, de operaciones. o Levantamiento de plano de la actual distribución de planta de la empresa. o Establecer la cantidad de producto que se elabora por cada producto a diario por medio de un balance materia. • Valoración de los factores de producción: o Valoración del factores: material, maquinaria, movimiento, espera, servicio, edificio y cambio del área actual de producción o Levantamiento de los diagramas proceso y de recorrido actuales de la empresa de los diferentes procesos de producción. 38 o Valoración problemas, falencias en cada uno de los procesos con respecto a la distribución y el tamaño del área de producción. • Propuesta de mejoramiento o Formular los métodos de distribución de planta de acuerdo a las necesidades de la empresa. o Proponer una distribución de planta acorde a las necesidades de la empresa teniendo en cuenta los recursos con que se cuentan como servicios y espacios. o Establecer propuestas diagramas de proceso, operaciones y recorrido de los diferentes procesos productivos o Evaluar las ventajas y desventajas de la distribución de planta propuesta. 2.1. DIAGNÓSTICO PRELIMINAR DE LA EMPRESA El objetivo de diagnóstico preliminar de la empresa es evaluar las condiciones actuales de misma mediante el levantamiento de información como es la capacidad actual, los diagramas de flujo de los procesos más importantes de la empresa, balance de materia. También la valoración de los factores de distribución de planta que son necesarios para una propuesta eficiente de la distribución de planta de la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. En la tabla 3 se evidencia la capacidad actual de planta con respecto a los equipos que intervienen en los procesos con su respectiva capacidad y condiciones de uso del mismo, además muestra la capacidad producción actual y la capacidad a la que se puede llevar con una propuesta de distribución de planta que es aproximadamente entre un 5 a 10 %. 39 Tabla 3. Comparación producción actual vs. producción propuesta CAPACIDAD ACTUAL PLANTA EQUIPO MOJADORA AMASADORA CILINDRADORA REVERTIBLE MOLDEO MANUAL MULTIFORMADORA CUARTO DE CRECIMIENTO HORNO CAPACIDAD OBSERVACIONES 44 litro de agua / 150Kg de 50 Kg masa PRODUCCIÓN ACTUAL (16 bultos promedio) 150 Kg 50 kg 250 3 chorros 160 vueltas 1 bulto 6 horas y 20 min con 8 personas 5 bultos este es un equipo forma el pan, 3 chorros quiere decir que tres salida de producto moldeado 12 Coches 40 Numero de unidades depende latas /cu del producto, del tamaño 80 latas Numero de unidades depende del producto, del tamaño 40 día de procesan 16 bultos de harina de trigo promedio entre tostados y pan o tostados y mogolla PRODUCCIÓN PROPUESTA Con mi propuesta se desea incrementar la producción actual entre un 5 a 10 %, es decir de 16 bultos pasar gradualmente a 17 a 20 bultos día; ya que ha que tener en cuenta la capacidad de los equipos y el flujo de cada uno de los procesos, además hay que considerar la capacitación del personal actual, pues algunos procesos cuentan con varias actividades manuales en donde la variación de tiempo que se puede realizar es mínimo. 2.1.1. Diagramas de flujo de los procesos productivos: del anexo 2 al anexo 8 se encuentran los diagramas de flujo en bloques de cada uno de los productivos de la empresa, el levantamiento de esta información se llevó a cabo en una semana ya que durante el transcurso de la semana se alcanzan a hacer los productos como son: tostada, palitos, calado, mogolla, pan grande, pan pequeño, pan tajado; de tal manera que se alcanzó a recolectar los datos de fabricación, para el levantamiento de los diagramas de bloques. De tal manera que las operaciones que llevan en los procesos son las siguientes: • Recepción materia prima: se comparan cantidades contra pedido y se almacena en la bodega, se observa el estado de la materia prima sea perecedero o no. De tal manera que los aspectos a observar en la recepción de materia prima son: o Harina: observar la fecha de elaboración de tal manera que este lista para trabajar, determinar si viene fuerte o débil. o Levadura: debe estar fría en el momento de la recepción, no debe presentar olor, ni color extraño de tal manera que no afecta la calidad final del producto. o Margarina: debe presentar una consistencia dura, revisar que tenga buen contenido graso. o Azúcar: debe presentar color característico sin olor extraño. o Miel: debe presentar color caramelo, sin fermentación, espesa. o Sal: Presente color blanco, no presente olor ni sabor extraño. • Dosificación: se realiza el respectivo pesaje de: azúcar, sal, mejorador, grasa y otros; de acuerdo a la respectiva formulación. • Amasado: se adicionan los ingredientes a la amasadora con la harina se realiza una homogenización de la mezcla. • Adición de levadura: se adiciona la levadura y el agua y se incorpora bien en la masa. • Cilindrado: luego de estar ya homogénea la masa se procede darle punto a la masa, de tal manera que tiene que pasar en medio de dos rodillos y mediante la fricción y trabajo de la masa se logra proporcionarle punto, es 41 decir que la masa a ser moldeada no se rompa que una textura elástica y suave. • Corte de masa: una vez pesada la masa, se corta en la cortadora si es mogolla o en multiformadora si es pan grande y posteriormente se lleva al tablón. • Formado manual: la masa después de tenerla porcionada se procede a darle formado manual en este caso se realiza con la mogolla y el calado. • Formado por máquina: la plancha se corta en tiras, se alimenta la multiformadora y ésta corta y enrolla la masa de acuerdo a la referencia que se esté trabajando. Los operarios recogen el producto y lo depositan en bandejas. En la multiformadora se elaboran los producto de forma cilíndrica regular, como son la tostada, pan pequeño, pan tajado y algunos panes grandes. • Crecimiento: aquí es donde trabaja la levadura, toma el azúcar y demas componentes de la masa para producir CO2 , de tal manera que se da el crecimiento de la masa, la temperatura debe estar en un rango de 32 a 35 ºC, con una humedad relativa de 75 a 80%, durante unos 20 a 30 minutos, esto depende del ambiente, y del tipo de producto. Aquí se deben organizar los carros cargados con el producto en el cuarto de crecimiento, de tal forma que el que entre primero salga primero. • Horneo: luego de obtener el volumen deseado, se procede a pasar el producto al horno, la temperatura del horno puede oscilar entre 190 a 250ºC por un tiempo de 15 a 30 minutos, dependiendo del tamaño del producto, si el producto es pan pequeño se debe tener una temperatura cercana a 230 ºC por unos 15 minutos y si el pan es grande se debe tener una temperatura de 190 ºC por unos 30 minutos. Se descarga el horno, ubicando las latas en el carro para luego ubicarlo en la zona de enfriamiento. • Descapetado: este proceso se realiza con los calados y tostada media luna, se ubican los carros en la sección de descapetado(separar los productos que se encuentran pegados), el producto descapetado se deposita en bandejas, se cargan en otro tipo de carro para luego llevarlo al horno de tostado. 42 • Tostado: una vez cargado el carro, se introduce en el horno para realizar el tueste, se deja aproximadamente durante 15 minutos, se retira el carro y se lleva a la zona de enfriamiento. • Enfriamiento: en el enfriamiento sigue saliendo humedad del producto por que es necesaria realizar esta operación antes de empaque. • Empaque: se retira el producto de la sección de almacenamiento y se transporta en un carro hasta la sección de empaque, se deposita en la mesa y se procede a empacar y sellar manualmente; simultáneamente se realiza una selección del producto, los paquetes se organizan en canastas de acuerdo a la referencia; se forman arrumes de 10 canastas. • Almacenamiento de producto terminado: una vez que se hacen los arrumes, un operario transporta el producto en un carro y lo ubica de acuerdo a la referencia en la bodega de producto terminado 2.2. PLANOS ACTUALES Los planos actuales se pueden apreciar en el anexo 9 y 10, estos se debieron levantar ya que lo que los que tenia la empresa no estaban en la escala apropiada, fue necesario tomar las medidas en horario de la noche de tal manera que no se estuviera elaborando producto, pues con la toma de medidas se podía interferir en el proceso de fabricación. Aquí se tomaron medidas del espacio ocupado por cada equipo, la distancia entre equipo y equipo, la distancia entre pared y equipo. De tal manera, en el plano correspondiente al primer piso se observa la distribución actual de equipos, se observa el área correspondiente a vestieres, a almacenamiento de materia prima, área ocupada por el punto de venta, también se observa un área que no esta bien definida pero por donde ingresa todo el personal. En cuanto al segundo piso, se observa el área administrativa, igualmente se observa el área de almacenamiento de insumos. Así se observan diferentes deficiencias, en la distribución de planta, como son ubicación de equipo, de personal, de la misma forma falta delimitar y definir más claramente, el área de producto terminado, el área de despachos, área de circulación, en fin una serie de deficiencias que serán analizadas en cada uno de los factores de distribución. 43 3. VALORACION DE FACTORES DE DISTRIBUCION El fin de la valoración de los factores de distribución es levantar información más específica de cada uno de los aspectos que influyen para la propuesta de distribución de planta, de tal manera que sea eficiente al momento de establecerla. 3.1. ANALISIS FACTOR MATERIAL La tabla 4 muestra la valoración de la cantidad de producto por bultos que se procesan semanalmente, este evidencia que el producto que más se procesa en cuanto a cantidad es la tostada 31 bultos semanales, mientras que los otros productos están entre un margen de 2 a 5 bultos semanales, por tanto, la tostada es el producto de mayor demanda que tiene la empresa INDUSTRIAS ALIMENTICIAS TRIGO Y MIEL LTDA. Tabla 4. Valoración de la producción semanal de cada producto CANTIDAD SEMANAL PRODUCCIÓN (bultos) PRODUCTO VARIEDAD MOGOLLA NEGRA 3 MOGOLLA MOGOLLA BOCADILLO 3 MOGOLLA BLANCA 5 MOGOLLA INTEGRAL 2 PAN PAN ALIÑADO 2 PAN BLANDITO 4 PAN CALENTANO 3 PAN INTEGRAL 2 PAN TRENZA 4 PAN BREVA 4 TOSTADOS TOSTADA MEDIALUNA 31 TOSTADA CUADRADA CALADO PALITOS 44 2 5 4 Por otro lado, la tabla 5 muestra las características de cada producto especialmente las físicas y que son similares en la mayoría de productos, además muestra que en este momento se están estandarizando las formulaciones pues con el cambio de proveedores que se está manejando por cuestiones de precio y calidad, las formulaciones se están cambiando continuamente buscando la mejor calidad del pan, teniendo especial cuidado en no variar demasiado para que la demanda de los productos no se afecten negativamente. Tabla 5. Descripción de las características físicas de cada producto PRODUCTO VARIEDAD ESTADO CARACTERÍSTICA FORMULACION FÍSICAS MOGOLLA NEGRA MOGOLLA BOCADILLO MOGOLLA BLANCA MOGOLLA INTEGRAL PAN ALIÑADO PAN BLANDITO PAN CALENTANO PAN INTEGRAL en proceso de estandarización en proceso de MOGOLLA estandarización en proceso de estandarización en proceso de estandarización en proceso de PAN estandarización en proceso de estandarización en proceso de estandarización en proceso de estandarización en proceso de PAN TRENZA estandarización en proceso de PAN BREVA estandarización TOSTADA en proceso de TOSTADOS MEDIALUNA estandarización TOSTADA en proceso de CUADRADA estandarización en proceso de CALADO estandarización en proceso de PALITOS estandarización 45 Color masa : forma carac. Especiales marrón oscuro redonda blando marrón claro redonda blando amarillo pálido redonda blando marrón claro redonda blando marrón claro cilindro blando amarillo pálido cilindro Blando marrón claro cilindro Blando marrón claro cilindro Blando amarillo pálido trenza Blando amarillo pálido cilindro amarillo pálido Blando duro medialuna quebradizo duro cuadrada quebradizo amarillo pálido redonda amarillo pálido cilindro amarillo pálido duro duro quebradizo 3.2. ANALISIS FACTOR MAQUINARIA La tabla 6 muestra los equipos que intervienen en los procesos de la empresa, evidencia que hace falta nivelar cargas pues se observa que hay equipos que tienen mayor capacidad que los otros, por ejemplo la mojadora puede procesar el triple con respecto a la amasadora. Tabla 6. Descripción de los equipos que intervienen en los procesos EQUIPO CAPACIDAD AMASADORA 50 Kg MOJADORA CILINDRADORA REVERTIBLE 150 Kg MOLDEO MANUAL MULTIFORMADORA CUARTO DE CRECIMIENTO HORNO 50 kg 250 3 chorros 12 Coches 40 latas /cu 80 latas 46 OBSERVACIONES 44 litro de agua / 150Kg de masa 160 vueltas 1 bulto 6 horas y 20 min con 8 personas 5 bultos este es un equipo que forma el pan 3 chorros quiere decir que tres salida de producto moldeado Numero de unidades depende del producto, del tamaño Numero de unidades depende del producto, del tamaño 3.3. ANALISIS BALANCE DE MATERIA El objetivo del balance de materia es establecer la cantidad de producto que se procesa realmente y las pérdidas que conllevan cada uno de los procesos, pues al tener los datos de perdidas se puede comenzar a trabajar en propuestas que las disminuyan así mismo, al tener el balance de materia final se obtendrá la cantidad de producto final, y de acuerdo a ese dato se establecerá finalmente el aumento de la producción con la propuesta de distribución de planta. El balance de materia de cada producto se encuentra del anexo 11 al 24, con su respectivo diagrama de símbolos.. Según la recolección de datos para el balance de materia, todos los productos presentan pérdidas durante el cilindrado, estás pérdidas se presentan ya que el equipo tiene un daño por donde la masa se desperdicia y no ha sido reparado eficientemente ocasionando pérdidas del 3% aproximadamente. Del mismo modo el desperdicio y por consiguiente pérdidas se presentan en la multiformadora pues esta también tiene un daño que ocasiona esta merma de aproximadamente el 2 % en los procesos que requieren de este equipo. De tal manera lo que disminuiría estas perdidas es la reparación eficiente de los equipos. La otra perdida se presenta durante el horneo pero es la esperada, pues es la perdida de humedad del producto en el que se produce la cocción del mismo, la cual está entre el 13 y 14 % aproximadamente. Tabla 7. Resumen balance de materia producto PRODUCTO PAN PEQUEÑO PAN GRANDE PAN TAJADO MOGOLLA TOSTADA CALADO PALITOS % PERDIDAS CILINDRAD O % PERDIDAS EN MULTIFORMA DORA % PERDIDAS HORNEO % TOTAL PERDIDAS 83,8 102,8 3,02% 1,95% 14% 18% 19,2 84,6 103,8 3,08% 1,93% 13% 18% 18,7 17,2 17,3 16,8 17,8 82,1 100,8 84,7 101,9 77 94,3 83,8 100,6 77,7 95,5 3,08% 3,14% 3,08% 2,88% 3,04% 1,98% 0,00% 1,70% 0,00% 2,20% 13% 14% 14% 14% 13% 19% 17% 18% 17% 19% PERDIDA CILINDRAD O (Kg) PERDIDA MULTIFOR MADORA (Kg) PERDID AS HORNE O (Kg) TOTAL DE PERDID AS (Kg) 3,1 2 13,9 19 3,2 2 14 3,1 3,2 2,9 2,9 2,9 2 0 1,6 0 2,1 13,6 14 12,8 13,9 12,8 PESO FINAL (Kg) 47 TOTAL MASA (Kg) 3.4. ANALISIS DE FACTOR ESPERA Existe una demora que se presenta en todos los productos y radica en que los productos tienen que esperar antes de entrar al horno ya que también se produce para puntos de venta a parte de la panadería de distribución y esto genera ocupación de horno, aunque se está planteando la idea de generar un tercer turno en las horas de la tarde para que no se genere esta espera. En cuanto al área ocupada por el producto en enfriamiento es relativa, dependiendo de la producción. Por ejemplo por bulto que se procese de pan salen dos carros a dos carros y medio dependiendo del rendimiento que se tenga, cada carro ocupa 2.3 m2. por 20 carros o escabiladeros se ocuparía un espacio de 46 m2. 3.5. ANALISIS DE FACTOR SERVICIO En el análisis de factor servicio evidencia cada actividad, elementos, que auxilian la producción y que son necesarios para que cada proceso se lleve eficientemente los servicios a analizar son con respecto a: • Servicio relativo a hombre: la tabla 8 muestra en análisis de factor hombre donde se muestra los diferentes aspectos evaluados como son: acceso, instalaciones, protección, iluminación, ventilación. 48 Tabla 8. Análisis de factor servicia relativo a hombre SERVICIO Acceso Instalaciones para Uso de personal ANALISIS DE FACTOR En cuanto el acceso de personas del exterior a interior de la planta no se encuentra obstrucción ya que área de vestieres está bien ubicada y debidamente separa del área de producción. Lo que falta por definir es el área de circulación dentro del área de producción ya que cuando los operarios van transportar producto o dirigirse a otra área de planta se presenta obstrucción de paso. Se cuentan con cuatro baños uno para hombres otro para mujeres, otro dos ubicados en el segundo piso para el personal de administración. Falta definir un área de lavado de utensilios apropiada con una manguera para lavado de pisos y paredes, pues tienen que transportar baldes de agua lo cual es demorado e incómodo, o también por el trabajo que le ocasiona el transporte de agua algunas veces no dejan limpio su lugar de trabajo. Protección contra fuego Iluminación Ventilación • También hace falta una buena ubicación de lavamanos, ya que al cambiar de operaciones se requiere lavarse de manos y los operarios tienen que hacer el recorrido de la planta al baño. Si se tienen los respectivos extintores de incendio contra posibles incendios. Por otro lado no se tienen definidas salidas emergencia o medio de escape para personal en caso de personal. La planta cuenta con respectiva iluminación eléctrica para el turno de la noche además cuenta con iluminación natural que ayuda a disminuir costos en servicio de luz, y a un mejor desempeño del personal. En este aspecto si presenta deficiencia ya que hace falta más sistemas de ventilación por el calor que se concentra por los hornos, esto a su vez desmejora la calidad del producto y ocasiona un baja de rendimiento por falta de ventilación pues los operarios y administración se sofocan demasiado, por falta de una apropiada ventilación. Servicio relativo a materiales: En la tabla 9 se muestra el análisis del facto con respecto a materiales enfatizado en el control de calidad y de producción. Tabla 9. Análisis el factor servicio respecto a materiales SERVICIO CONTROL CALIDAD CONTROL PRODUCCIÓN DE DE CONTROL DE RECHAZOS, MERMAS Y DESPERDICIOS ANALISIS DE FACTOR Por la misma obstrucción de circulación de personal y material, no se ha podido efectuar una respectiva inspección en todo el proceso de producción desde dosificación hasta empaque. Solo se lleva un control en la recepción de la materia prima pues siempre se tiene que tener en cuenta el estado, salubridad y calidad en general de la materia prima. No se ha llevado un adecuado control de producción ya que la empresa a empezar a procesar producto para distribución y puntos de venta se presenta ocupación de espacio, escabiladeros, hornos, lo que genera demoras disminución en la calidad del producto. No se tiene control ni en tiempos ni en movimientos, pues la misma deficiencia de distribución genera desorden en la producción. Hace falta adecuar un área de almacenamiento de pan mohoso en caso de que sea devuelto antes de la fecha de vencimiento para su respectiva venta, lo mismo sucede con pan duro que devuelven los vendedores este pan duro puede pasar a miga pero por falta de un molino la acumulación de este genera gran ocupación de espacio, ocasionando desorden y desaprovechando espacio. 49 3.6. ANALISIS FACTOR CAMBIO En cuanto al cambio de la distribución si se puede realizar excepto por el cuarto de crecimiento y los hornos ya que estos son de posición fija. Y considero que están bien ubicados pues son utilizados por todos los productos. Lo que son: la mojadora, amasadora, cilindradora, multiformadora, cortadora si se pueden modificar de lugar hay que tener en cuenta la ubicación de las tomas de luz. Con respecto a las posibilidades de expansión, es posible, ya que la planta tiene adyacentes dos bodegas, de tal manera que sí se puede realizar la ampliación si se desea en algún tiempo; uniendo las bodegas vecinas a la actual, de hecho la bodega actual es la unión de dos bodegas, lo que evidencia que es posible la ampliación en cuanto a tamaño de bodega. 3.7. ANALISIS FACTOR EDIFICIO En la tabla 10 se muestra el análisis de factor edificio se consideran elementos que son importantes en una distribución de planta, donde se evidencia el análisis de edificio, de la forma, de las ventanas, paredes, condiciones en general que afectan la distribución de planta. 50 Tabla 10 Análisis de factor edificio ELEMENTOS ANALISIS Edificio Especial o de Uso General Es un edificio de uso general, ya que en este han permanecido varias industrias que no han sido necesariamente de alimentos, pero es de fácil adaptabilidad para que sea apto para alimentos como modificaciones en materiales de paredes, iluminación, ventilación, etc. Edificio de uno o varios pisos. Es un edificio que cuenta con dos pisos, el primer piso es específico para el área de procesamiento, y el segundo piso para área administrativa. Forma del edificio Es un edificio de forma rectangular, lo que facilita la ubicación de equipos, y personas para llevar a acabo las actividades de proceso Ventanas Las ventanas están ubicadas en el primer piso para el área de recepción y en el segundo piso en el área administrativa, el área de producción cuenta con dos ventanas en cada una de las puertas que tiene que levan hacia el exterior. Suelos El piso es especial de tráfico industrial, es decir que resiste el peso de los equipos sin que se deteriore además es de fácil limpieza. Techos El techo se encuentra alto con respecto la área de producción, lo que no favorece es el material ya es de un material que en vez de aislar el calor de la planta concentra demasiado sobre todo cuando el clima es cálido, necesitando ventilación extra para los trabajadores. Paredes y columnas Las paredes que presenta la planta corresponden a las que separan la parte exterior del interior, solo presenta divisiones internas entre producción y vestieres, y división en las oficinas de un área de almacenamiento de insumos en el segundo piso. Solo existe una columna de soporte que obstruye circulación en medio de toda planta por tanto no puede ser retirada. 51 3.8. ANALISIS DE FACTOR MOVIMIENTO En la tabla 11 se muestra el análisis del factor movimiento evidenciando el análisis de acuerdo a material, maquinaria y utillaje, servicio y hombre. Tabla 11. Análisis de aspectos de factor movimiento ANALISIS DE ASPECTOS MATERIAL El flujo que se presenta desde el almacenamiento de la materia prima hasta la operación en la multiformadora se presenta un flujo continuo. La obstrucción de movimiento se comienza a presentar desde la multiformadora a transporte de empaque ya que no hay un área definida de circulación de tal manera que hay mala ubicación de los escabiladeros obstruye el paso de material y personas, También se observa en el transporte del horno a empaque la tostada pasa de los escabiladeros a canastas esto ocasiona rompimiento, daño del producto y mala presentación por un movimiento exagerado y sin cuidado del producto. 3.8.1. MAQUINARIA Y UTILLAJE No existe definición de área de circulación y de estancia de escabiladeros, estoy ocasiona obstrucción de movimiento de material y personas. SERVICIO No hay un lavadero apropiado de utensilios, solo hay ubicado un par de baldes pero esto no es cómodo para un apropiado aseo, igualmente no tiene áreas definidas para salida de emergencia. HOMBRE No existe definidas áreas de circulación de hombre, lo cual en caso de emergencia puede incurrir en un obstáculo de circulación, igualmente para tener un trabajo continuo y eficiente esta falta de áreas dificulta el buen desarrollo del trabajo Análisis diagramas de proceso y de recorrido: la necesidad de utilizar estos diagramas radica en poder analizar los movimientos de cada proceso evidenciando, almacenamientos, operaciones, controles, transportes y demoras que se presentan en cada proceso, y se puede observar de forma más clara los inconvenientes u obstáculos que se presentan en los proceso, de tostados, panes, mogollas. En los anexos de 25 a 38 se observan la representación del flujo de los procesos de elaboración de tostada, mogolla, calado, palitos, pan grande, pan pequeño, pan tajado. 52 • Análisis del diagrama de proceso y recorrido de tostada: en los anexos 25 y 26 se encuentran los respectivos diagramas de tostada, donde el análisis es el siguiente: o Almacenamiento de materia prima: hay que resaltar que la entrada o recepción de materias primas se realiza por la puerta principal. Aunque es un poco largo el trayecto no obstaculiza el paso de nadie ni del proceso. Falta especificar área de recepción de materia prima donde se pueda realizar una respectiva inspección de materia prima e insumos. o Dosificación: este paso se realiza en la misma área donde se almacena materia prima. Esta está ubicada aquí pues se pretende tener más control de los insumos que salen para producción ya sea para panadería o pastelería. De tal manera que evite el desperdicio y pérdidas de materia prima. o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a multiformadora: durante este transporte no presentan obstrucciones ya que la distancia recorrida es de 1.3 metros. o Transporte de multiformadora a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Enfriamiento: esta es una operación para que el producto se enfríe antes de descapetarlo o despegarlo y no se dañe dicho producto. 53 o Despegue o descapetado: no existe un área definida para el despegue los que ocasiona obstrucción de movimiento y no existe un manejo ergonómico para el operario, alguna veces se ubica tan incomodo que casi no se puede ubicar para tener un mejor rendimiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno. o Enfriamiento-demora: esta es una operación para que el producto se enfríe antes de descapetarlo o despegarlo, no se dañe dicho producto y no se acumule humedad dentro del empaque. o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. • Análisis del diagrama de proceso y recorrido de calado: en los anexos 27 y 28 se encuentran los respectivos diagramas del calado, donde el análisis es el siguiente: o Almacenamiento de materia prima: la entrada o recepción de materias primas se realiza por la puerta principal. Aunque es un poco largo el trayecto no obstaculiza el paso de nadie ni del Proceso. Falta especificar área de recepción de materia prima donde se pueda realizar una respectiva inspección de materia prima e insumos. o Dosificación: este paso se realiza en la misma área donde se almacena materia prima. Esta está ubicada aquí pues se pretende tener más control de 54 los insumos que salen para producción ya sea para panadería o pastelería. De tal manera que evite el desperdicio y pérdidas de materia prima. o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a cortadora: durante este transporte presentan obstrucciones por carros y escabiladeros además la distancia recorrida es de 6.3 metros, además como es cantidad de masa es necesario dividirla en partes para poder transportarla. o Transporte de mesa de formado a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Enfriamiento: el producto se enfría antes de descapetarlo o despegarlo y no se dañe dicho producto. o Despegue o descapetado: no existe un área definida para el despegue los que ocasiona obstrucción de movimiento y no existe un manejo ergonómico para el operario, alguna veces se ubica tan incomodo que casi no se puede ubicar para tener un mejor rendimiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno. o Enfriamiento: el producto se enfría antes de empacarlo y no se acumule humedad dentro del empaque. 55 o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. • Análisis del diagrama de proceso y recorrido de palitos: en los anexos 29 y 30 se encuentran los respectivos diagramas de palitos, donde el análisis es el siguiente: o Almacenamiento de materia prima: la entrada o recepción de materias primas se realiza por la puerta principal. Aunque es un poco largo el trayecto no obstaculiza el paso de nadie ni del Proceso. Falta especificar área de recepción de materia prima donde se pueda realizar una respectiva inspección de materia prima e insumos. o Dosificación: este paso se realiza en la misma área donde se almacena materia prima. Esta está ubicada aquí pues se pretende tener más control de los insumos que salen para producción ya sea para panadería o pastelería. De tal manera que evite el desperdicio y pérdidas de materia prima. o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. 56 o Transporte cilindradora a multiformadora: durante este transporte no presentan obstrucciones ya que la distancia recorrida es de 1.3 metros. o Transporte de multiformadora a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. • Análisis del diagrama de proceso y recorrido de pan pequeño: en los anexos 31 y 32 se encuentran los respectivos diagramas del pan pequeño, donde el análisis es el siguiente: o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos 57 tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a multiformadora: durante este transporte no presentan obstrucciones ya que la distancia recorrida es de 1.3 metros. o Transporte de multiformadora a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. • Análisis del diagrama de proceso y recorrido de pan grande: en los anexos 33 y 34 se encuentran los respectivos diagramas del pan grande, donde el análisis es el siguiente: o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen 58 una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a multiformadora: durante este transporte no presentan obstrucciones ya que la distancia recorrida es de 1.3 metros. o Multiformadora a Mesa de formado: no se presetan obstrucciones ya que la distancia recorrida es mínima. o Mesa de formado a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. • Análisis del diagrama de proceso y recorrido de pan tajado: en los anexos 35 y 36 se encuentran los respectivos diagramas del pan tajado, donde el análisis es el siguiente: o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. 59 o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a multiformadora: durante este transporte no presentan obstrucciones ya que la distancia recorrida es de 1.3 metros. o Multiformadora a Mesa de formado: no se presentan obstrucciones ya que la distancia recorrida es mínima. o Mesa de formado a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Transporte de enfriamiento a empaque : este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Tajado-Empaque-almacenamiento: la ubicación de la tajadora es aceptable ya que por su facilidad de movilidad y el poco espacio que ocupa se puede ubicar de manera eficiente sin que se perturbe las demás actividades del proceso. Además, la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. • Análisis del diagrama de proceso y recorrido de mogolla: en los anexos 37 y 38 se encuentran los respectivos diagramas de la mogolla, donde el análisis es el siguiente: 60 o Transporte de dosificación a amasadora: dichos ingredientes ya dosificados pasan a la mojadora, aquí se puede presenta obstrucción de movimiento pues como no existe un área definida de circulación, el personal deja los escabiladeros y/o carros mal ubicados. o Mojadora - Amasadora – cilindradora: las actividades que sucedes en esto equipos no se presentan obstrucciones de flujo ya que los equipos tienen una ubicación cercana, y existe el suficiente espacio para que dos a tres operarios manejen estos equipos. o Transporte cilindradora a cortadora: durante este transporte presentan obstrucciones por carros y escabiladeros además la distancia recorrida es de 6.3 metros, además como es cantidad de masa es necesario dividirla en partes para poder transportarla. o Transporte de mesa de formado a cuarto de crecimiento: en este si se presentan obstrucciones, también por la mala ubicación de escabiladeros, hasta moverlos ocasionan retrasos en el procesamiento. o Demora antes de entrar al horno: esta demora se debe a que se debe esperar un poco a que estén otros productos, no es demasiada, pero cuando no se coordina las entradas al horno, se puede perder el producto si pasa de unos 10 minutos aproximadamente, pues hay que tener en cuenta que el ambiente la planta es cálido y la levadura por supuesto sigue actuando. o Transporte de enfriamiento a empaque: este es el transporte más obstruido ya que se encuentran algunos carros mal ubicados que se están enfriando, y el personal de empaque tiene que abrir campo para poder pasar el producto a la zona de empaque. o Empaque-almacenamiento: la ubicación de empaque con respecto al almacenamiento es aceptable ya que esta el producto que va siendo empacado va pasando a almacén y no existe acumulación de producto ya que este sale diario en despachos. Lo que hay que tener en cuenta es la ubicación pues en esta área se siente calor y por cuestión de los hornos y falta de ventilación. 61 3.9. ANALISIS GENERAL POR AREAS Además del análisis de factores de planta se realizó un análisis de áreas donde se observaron deficiencias que son necesarias nombrar para realizar una propuesta de distribución completa, por tal razón la siguiente tabla muestra cada área con su respectivo análisis y propuesta de solución: Tabla 12. Análisis de cada área de la empresa AREA ALMACENAM IENTO DE MATERIA PRIMA ANALISIS En esta área de almacenamiento presenta obstrucciones ya que hay materia prima cuya organización no es óptima, pues no se ha contado con un almacenista y no se ha llevado inventarios al día lo que ha ocasionado desorden en producción e inconformidades administrativas y de producción. SOLUCIÓN PROPUESTA Se optó por la contratación de una persona que se haga cargo del almacén para realice su respectiva organización e inventario. ZONA DE PRODUCCIÓ N (MEZCLA HASTA HORNEO) En esta área : la ubicación de la amasadora es muy baja ya que al tener una capacidad de 12 arrobas para levantar esa cantidad es demasiado incómodo y arriesgado Se paso la propuesta para levantar la amasadora unos 20 cm por medio de un tripode o una base que mantenga este equipo más levantado. También en cuanto a la ubicación de escabiladeros, se presenta demasiada obstrucción. Por otro lado, no hay zona demarcadas de circulación, lo que ocasiona desorden en el área de producción Hace falta mesas de trabajo pues a veces hay sobre Por otro lado se propuso producción y no puede trabajar bien por la incomodidad empezar a delimitar áreas de de espacio. circulación de tal manera que no se obstaculice el transito de trabajadores De acuerdo a al decreto 3075 del 97 se tiene que contar con un espacio para lavado en general ya que no se cuenta con este, se está generando problemas de espacio por acumulación de utensilios sucios Se propuso en semana santa se va a hacer la respectiva instalación de dicha zona de lavado. Como se había indicado antes en el horneo es donde se presenta mayor demora ya que por la producción que se ha llevado por parte de pastelería, y por un punto de venta Trabajando en tiempo y movimiento de tal manera que se está estudiando la posibilidad de generar un turno de trabajo adicional para cumplir con los pedidos requeridos. ZONA DE No se cuenta con una zona de enfriamiento bien EMFRIAMIEN delimitada lo que genera una desorganización al TO momento de empacar, por la mala ubicación de los escabiladeros, en esta zona. Realizar las respectivas delimitaciones área de proceso de tal manera que no se genere conflictos en organización y desarrollo de la producción. HORNEO EMPAQUE Incomodidad por falta de espacio en el lugar de trabajo Cambiar la ubicación de tal mala ubicación ya que se encuentra al lado de los manera que no afecte calor de hornos y esto genera cansancio y no hay un buen los hornos. rendimiento de las personas. 62 3.10. RESUMEN DE ANALISIS DE FACTORES DE DISTRIBUCION Con respecto al análisis de factores de distribución de planta se procedió a realizar un consolidado el cual evidencia en que aspectos hay que profundizar al momento de trabajar en la propuesta de distribución de planta: Tabla 13. Resumen de factores de distribución FACTOR ASPECTO A ENFATIZAR EN LA PROPUESTA DE DISTRIBUCIÓN MATERIAL MAQUINARIA CAMBIO ESPERA SERVICIO MOVIMIENTO EDIFICIO Se enfatizará en el aumento de cantidad de producto de 5 a 10 % con respecto a la propuesta de distribución de planta. En la distribución de planta se tendrá en cuenta, área total del equipo, el requerimiento de cada equipo, en cada uno de los procesos, y determinar la necesidad de ubicación de los equipos. Cambio de ubicación de equipo y personal. Y de área de servicio como los vestieres. Tener en cuenta las esperas necesarias como el enfriamiento en cada proceso, para tener en cuenta un área de enfriamiento, y analizar como se puede mejorar en esperas con respecto a las entradas al horno, de cada producto. Enfatizar en áreas de aseo, áreas de servicio para los operarios como áreas adecuadas de descanso, mejoras de condiciones de trabajo en la planta como la ventilación e iluminación. Definir áreas de circulación para tener un efectivo flujo de proceso, para que se disminuya en parte tiempo de procesamiento de cada uno de los productos, establecer las esperas, almacenamientos, demoras necesarias en cada proceso. Definir uso de espacios eficientemente de tal manera que no se desperdicien áreas de toda la planta tendiendo en cuenta tanto producción como el área administrativa. 63 4. PROPUESTA DE DISTRIBUCIÓN En la propuesta de distribución se tiene en cuenta conjuntamente con los factores de distribución, los principios de distribución de planta los cuales se deben tratar cumplir al máximo para tener una propuesta eficiente. En la propuesta de distribución de planta se realiza un análisis de los principios de distribución, seguidamente se procede a la selección de método de distribución de planta evaluando sus ventajas y desventajas. Luego se la selección se trabaja en el método seleccionado. Finalmente se efectúa la respectiva propuesta de distribución de planta. 4.1. ANALISIS DE PRINCIPIOS DE DISTRIBUCIÓN • Principio de la mínima distancia recorrida: este principio se incumple en algunos procesos como son el de la mogolla y el calado por el transporte que tienen realizar el personal y material de la cilindradora a la cortadora, Por consiguiente para que se cumpla este principio es necesario trabajar sobre la distribución de equipos, delimitación de áreas; y al tener menor distancia ocasiona menor tiempo de procesamiento y por tanto disminuye costo de producción ya que la elaboración de los productos será mas ágil y eficiente. • Principio de la circulación o flujo de materiales: será aquella mejor distribución óptima, aquella que integre a hombre, materiales, máquinas y los servicios necesarios de la manera más racional posible. Para que se cumpla este principio es necesario realizar una redistribución de equipos y una delimitación de área necesaria para que se respete el flujo de materiales y de personas y no halla 64 obstáculos en transportes, ni en las actividades que son necesarias en cada proceso. • Principio del recorrido: en igualdad de circunstancias, será mejor aquella distribución que tenga ordenadas las áreas de trabajo en la misma secuencia en que se transforman o montan los materiales, Por consiguiente hay que tener en cuenta una distribución de equipos y de áreas de tal manera que no afecte en forma negativa el flujo de cada uno de los procesos, que no vaya a generar cruces entre procesos o demoras. • Principio del espacio cúbico: es mejor aquella distribución que utilice los espacios horizontal y verticalmente, ya que se obtienen economías y ahorros de espacio, es necesario analizar optimitización de espacio en cuanto a ubicación de equipo, personas y utillaje como escabiladeros y canastas. • Principio de satisfacción y seguridad : es más eficiente la distribución que proporcione a los trabajadores seguridad y confianza para el trabajo satisfactorio de los mismos. Por consiguiente hay que tener en cuenta la ventilación, la facilidad de movimiento y desplazamiento de cada uno de trabajadores especificando áreas de circulación y áreas de procesamiento. • Principio de flexibilidad: la distribución en planta más efectiva, es aquella que pueda ser ajustada o reordenada con el mínimo de interrupciones y al costo más bajo posible. Esto se tratará de realizar ya que en vez de incluir más gastos a la empresa lo que se pretende es disminuirlos con poca inversión. 4.2. SELECCIÓN METODO DE ESLABONES La selección de este método se debió a que se necesitaba una herramienta que ayude a una distribución eficiente de equipos, la cual muestre la intervención de los equipos en cada uno de los procesos evidenciando la importancia y necesidad de la ubicación cada equipo dentro del procesamiento de productos más importantes que maneja la empresa. 65 los Fase 1. Representación 4.2.1. grafica de nivel de relación equipo-proceso: en primer lugar se procede a la representar gráficamente el nivel de relación que tienen los equipos con cada proceso mostrando los eslabones de cada uno. Esta representación muestra que equipos intervienen en cada uno de los procesos, tostada, calado, palitos, mogolla, pan pequeño, pan grande, pan tajado. Las letras a, b, c, d, etc., representan cada uno de lo eslabones o conexiones que une a cada equipo durante el flujo de proceso. PROCESO TOSTA DA Equipo PROCESO CA LA DO PROCESO PALITOS PROCESO MOGOLLA PROCESO PAN PEQUEÑO PROCESO PA N PROCESO PAN GRA NDE TAJA DO Mojadora A masador a Cilindrador a Cortadora Tablon Multif orma dora Cuarto de cremiento Horno Tajadora Figura 3 Método de eslabones • Análisis de la fase 1 o Proceso de la tostada: - Eslabón(a) [mojadora-amasadora]: indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. 66 - Eslabón (b) [amasadora-cilindradora]: la masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (c)[cilindradora-multiformadora]: comprende en el que la plancha de la masa pasa de la cilindradora a la multiformadora para su posterior formado. - Eslabón (d)[multiformadora-cuarto de crecimiento]: paso en el que la tostada ya formado y acomodado en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (e)[cuarto de crecimiento-horno]: tostada ya con el volumen deseado pasa al horno, pasa dos veces, pues sancocha, se despega y luego se tuesta. o Proceso del calado: - Eslabón(f) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (g) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (h) [cilindradora-cortadora] : Comprende en el que la plancha de la masa pasa de la cilindradora a la cortadora para obtener porciones del mismo peso. - Eslabón (i) [cortadora-tablón]: las porciones pasan a tablón o mesa para ser moldeadas manualmente. - Eslabón (j) [tablón-cuarto de crecimiento]: paso en el que el calado ya formado y acomodado en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. 67 - Eslabón (k) [cuarto de crecimiento-horno]: el calado ya con el volumen deseado pasa al horno, pasa dos veces, pues sancocha , se despega y luego se tuesta. o Proceso de palitos - Eslabón(1) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (m) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (n) [cilindradora-multiformadora]: Comprende en el que la plancha de la masa pasa de la cilindradora a la multiformadora para su posterior formado. - Eslabón (o) [multiformadora-cuarto de crecimiento]: paso en el que los palitos ya formados y acomodados en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (p) [cuarto de crecimiento-horno]: palitos ya con el volumen deseado pasa al horno para tostar. o Proceso de la mogolla - Eslabón(q) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (r) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. 68 - Eslabón (s) [cilindradora-cortadora] : Comprende en el que la plancha de la masa pasa de la cilindradora a la cortadora para obtener porciones del mismo peso. - Eslabón (t) [cortadora-tablón]: las porciones pasan a tablón o mesa para ser moldeadas manualmente. - Eslabón (u) [tablón-cuarto de crecimiento]: paso en el que la mogolla ya formada y acomodada en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (v) [cuarto de crecimiento-horno]: la mogolla ya con el volumen deseado pasa al horno, pasa dos veces, pues sancocha, se despega y luego se tuesta. o Proceso de pan pequeño - Eslabón (w) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (x) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (y) [cilindradora-multiformadora]: Comprende en el que la plancha de la masa pasa de la cilindradora a la multiformadora para su posterior formado. - Eslabón (z) [multiformadora-cuarto de crecimiento]: paso en el que el pan pequeño ya formado y acomodado en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (a’) [cuarto de crecimiento-horno]: pan pequeño ya con el volumen deseado pasa al horno para su cocción. 69 o Proceso de pan grande - Eslabón (b’) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (c’) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (d’) [cilindradora-multiformadora]: Comprende en el que la plancha de la masa pasa de la cilindradora a la multiformadora para realice el corte con el peso deseado.. - -Eslabón (e’) [multiformadora-Tablón): ya porcionada la masa se procede a dar forma al pan. - Eslabón (f’) [Tablón- cuarto de crecimiento]: paso en el que el pan grande ya formado y acomodado en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (g’) [cuarto de crecimiento-horno]: pan grande ya con el volumen deseado pasa al horno para su cocción. o Proceso de pan tajado - Eslabón (h’) [mojadora-amasadora]: Indica el flujo donde la mezcla de harina, grasa, azúcar, sal y otros aditivos desde la mojadora a la amasadora para obtener una mezcla más homogénea y adicionar la levadura y el agua. - Eslabón (i’) [amasadora-cilindradora]: La masa con todos sus ingredientes incorporados pasa a la cilindradora para obtener punto de tela; es decir el punto donde la masa presenta elasticidad que le permita moldearse sin romperse. - Eslabón (j’) [cilindradora-multiformadora]: Comprende en el que la plancha de la masa pasa de la cilindradora a la multiformadora para realice el corte con el peso deseado.. 70 - Eslabón (k’) [multiformadora-Tablón): ya porcionada la masa se procede a dar forma al pan. - Eslabón (l’) [Tablón- cuarto de crecimiento]: paso en el que el pan grande ya formado y acomodado en las latas pasa al cuarto de crecimiento para adquirir el volumen deseado. - Eslabón (m’) [cuarto de crecimiento-horno]: pan grande ya con el volumen deseado pasa al horno para su cocción. - Eslabón (n’) [horno-tajadora]: pan grande después de horneo y frío se procede a tajar para luego pasar a empaque. 4.2.2. Fase 2. Diagrama origen destino: después de observar la secuencia con que cada uno de equipos interviene en actividades de los procesos, se procede a establecer la importancia de cada equipo al momento de la distribución, para esto se utiliza el método origen destino; la finalidad de este método es mostrar el número de veces que interviene cada uno de los equipos en cada proceso; de acuerdo esto, se determina la necesidad de ubicar un equipo eficientemente en la distribución propuesta. Por consiguiente en esta tabla, cada letra representa cada uno de los eslabones de los procesos en los que interviene un determinado equipo. De acuerdo al número de letras o eslabones que tenga cada equipo se le dará un mayor rango de importancia para la ubicación en la distribución de planta. 71 Tabla 14. Tabla método origen destino A de 9 tajadora 8 Horno 7 Cuarto 6 4 3 2 1 crecimient multiforma Cortador Cilindrador Amasado Mojador o dora a a ra a 5 tablón a, 7 f,i,q,w,b 1 Mojadora ’,h’ b,g,m,r,x 2 amasadora 14 ,c’,i’ c,v,y,d’,j’ h,j 14 3 cilidradora i,t 4 4 Cortadora j,u,f’,l’ 8 5 Tablón d,o,z 6 10 e’,k’ Multiformadora 7 Cuarto e,k,p,va crecimiento ’,g’,m’ n’ 14 8 8 horno 1 9 Tajadora • Análisis de equipo a equipo o Mojadora a amasadora: se encuentran las letras, a,f,l,q,w,b’,h’ , estas indican que la mojadora a la amasadora están: a: proceso de elaboración de tostada f: proceso de elaboración de calado l; proceso de elaboración palitos q: proceso de elaboración la mogolla w: proceso de elaboración de pan pequeño b’: proceso de elaboración de pan grande h’: proceso de elaboración de pan tajado o Amasadora a cilindradora: se encuentran las letras, d, g ,m, r, x, c’,i’ , estas indican que la amasadora a cilindradora están: 72 b: proceso de elaboración de tostada g: proceso de elaboración de calado m; proceso de elaboración palitos r: proceso de elaboración la mogolla x: proceso de elaboración de pan pequeño c’: proceso de elaboración de pan grande i’: proceso de elaboración de pan tajado o Cilindradora a multiformadora: se encuentran las letras, c,n,y,d’,j’ , estas indican que la cilindradora a multiformadora están: c: proceso de elaboración de tostada n: proceso de elaboración de palitos y; proceso de elaboración de pan pequeño d’ proceso de elaboración la pan grande j’: proceso de elaboración de pan tajado o Cilindradora a cortadora: se encuentran las letras, h,s , estas indican que la cilindradora a cortadora están: h: proceso de elaboración de calado s: proceso de elaboración de mogolla o Cortadora a tablón: se encuentran las letras, i,t , estas indican que la cortadora a tablón están: i: proceso de elaboración de calado t: proceso de elaboración de mogolla o Tablón a cuarto de crecimiento: se encuentran las letras, i, u, f’, l’ , estas indican que la cortadora a tablón están: j: proceso de elaboración de calado u: proceso de elaboración de mogolla f’: proceso de elaboración de pan grande l’: proceso de elaboración de pan tajado o Multiformadora a cuarto de crecimiento: se encuentran las letras, d, o, z, estas indican que la cortadora a tablón están: d: proceso de elaboración de tostada o: proceso de elaboración de palitos z : proceso de elaboración de pan pequeño 73 o Multiformadora a tablón: se encuentran las letras, e’,k’ e indican que de la multiformadora a tablón están: e’: proceso de elaboración de pan grande k’: proceso de elaboración de pan tajado o Cuarto de crecimiento a horno: se encuentran las letras, e,k,p,v,a’,g’,m’ e indican que de la multiformadora a tablón están: e: proceso de elaboración de tostada k: proceso de elaboración de calado p: proceso de elaboración de palitos v: proceso de elaboración de mogolla a’: proceso de elaboración de pan pequeño g’ : proceso de elaboración de pan grande m’: proceso de elaboración de pan tajado o Horno a tajadora: se encuentra la letra n’ e indicia que del horno a la tajadora está: n ‘ : proceso de elaboración de pan tajado • Análisis por equipo: En cada equipo se observa un número este indica el número de veces o frecuencia en el que interviene el equipo en todos los procesos; en el proceso de tostada, calado, palitos, mogolla, pan pequeño, pan grande y pan tajado. El equipo que tenga el mayor número de eslabones de los procesos es el que se debe dar más prioridad al momento de diseñar una distribución de planta adecuada, pues este equipo probablemente es que vaya a intervenir en todos los procesos, en la tabla 15 se muestra los equipos y su respectiva frecuencia de uso durante los procesos. 74 Tabla 15. Frecuencia de uso de cada equipo Esto indica que lo equipos: Amasadora Cilindradora Cuarto de crecimiento Son los equipos que más hay que tener en cuenta al momento de la distribución pues son los que más intervienen en los procesos. En seguida el equipo que hay que tener presente es la multiformadora pues, también pasa por esta varios procesos y además el espacio que ocupa es considerable, también por es el equipo en el que más se utiliza personal, hay que considerar en gran medida su ubicación por espacio, trabajo y circulación de personas. 4.2.3. Fase 3. Desarrollo de la red de equipos: la figura 35 muestra la mejor disposición de cada uno de los equipos, para que no haya cruces de ninguno de los procesos. Primero se intentó con la siguiente disposición evidenciada en la figura 34 pero se evidenciaba cruces y desorden, lo cual no convenían en el flujo de proceso. 75 w x q r l m f g a b 1 2 b’ h’ c t s h 4 c’ y u j i 3 i’ d’ n 6 k’ 5 f ’ c’ e’ o 7 d 9 8 z l’ g’ e k p v a’ m’ Figura 4. Disposición de equipos Fase 1 Las convenciones del diagrama son las siguientes: De acuerdo a esto se evidencia que también hay que tener en cuenta a la multiformadora pues además de que es uno de los equipos más grandes la ubicación de esta puede generar cruces. Se procedió a ubicar los equipos como muestra la figura 35: 76 w x q r l m f g a b 1 2 b’ h’ t s h u j i 3 4 k’ 5 f’ c’ e’ c’ o n 6 z y d’ 7 d c l’ g’ e k p v a’ 8 i’ m’ 9 Figura 5. Disposición de equipos Fase 2 Este diagrama muestra la disposición de cada equipo de tal manera que no haya cruces de flujo. De acuerdo a esto no se generan cruces ni desorden en el flujo de proceso, finalmente se decidió que era la mejor ubicación a la que se podría llegar. 4.2.4. Área requerida por equipo: para la distribución también se debe tener en cuenta que los equipos tendrán una posición fija, por lo que debe establecer un área total por equipo, pues, además de tener en cuenta la ubicación del equipo dentro de la planta es necesario considerar el área total de cada equipo, para tener una mejor organización, dentro de la planta de procesamiento; la tabla 16 muestra el área total del equipo tomando las diferentes áreas del equipo.. Por tanto el área total de equipo está comprendida de la siguiente manera: A Total = Area de equipo + area separación + area de circulació n Area de trabajo = area de equipo x número de lados 77 Tabla 16. Definición de área total por equipo EQUIPO MOJADORA AMASADORA CILINDRADORA CORTADORA MULTIFORMADORA TABLON1 LAMINADORA CILINDRADORA PEQUEÑA TABLON 2 BATIDORA GRANDE BATIDORA PEQUEÑA TABLÓN 3 TABLÓN 4 CUARTO DE CRECIMIENTO HORNO B-80 HORNO NOVA TAJADORA MESA DE EMPAQUE AREA EQUIP O m2 1,28 1,47 1,64 0,32 3,86 1,59 AREA DE TRABA JO m2 2,55 1,47 1,64 0,32 15,42 6,38 AREA DE CIRCULAC ION m2 1,00 1,00 1,00 0,80 1,00 1,00 AREA TOTAL EQUIP O m2 4,83 3,93 4,27 1,44 20,28 8,97 0,80 0,90 1,57 0,68 0,38 2,76 2,13 11,83 3,83 0,95 0,17 1,64 0,80 0,90 1,57 0,68 0,38 11,04 8,51 11,83 3,83 0,95 0,17 3,28 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 0,80 1,00 2,60 2,80 4,15 2,36 1,76 14,80 11,64 24,67 8,65 2,91 1,15 5,92 4.3. DEFINICION DE AREAS También hay que realizar una definición de áreas ya que así se puede establecer una mejor propuesta de distribución, la tabla 17 muestra la definición de áreas con sus respectivos equipos y el área a ocupar: 78 Tabla 17. Definición de áreas AREAS RECEPCIÓN DE MATERIA PRIMA ALMACENAMIENTO DE MATERIA PRIMA AREA DE PRODUCCION DE PANADERIA DESCRIPCIÓN EQUIPOS Ya que no se tiene un área definida donde realizar la respectiva inspección de las materias primas, esta área de recepción de Materia Prima va a ser ubicada en seguida de almacén de materia prima. Definir bien y eficazmente; se va dejar don se ha utilizado ya que queda cerca de área de recepción y es de fácil acceso para el área de producción. Esta área va a quedar en el mismo lado solo que se modificará la ubicación de los equipos. Ninguno AREA A OCUPAR m2 2.39 Balanza 15.79 Mojadora Amasadora Cilindradora Multiformad ora Cortadora 2 Mesas Laminadora Dos tablones Cilindradora pequeña Batidora grande y batidora pequeña Horno pequeño Horno grande B-80 Horno Nova Ningún equipo se encuentran escabiladeros Selladora AREA DE PRODUCCIÓN DE PANADERIA Y PASTELERIA DE PUNTOS DE VENTA Definir bien estas áreas ya que la panadería y pastelería de los puntos de venta inició hace poco y se está expandiendo la producción y es necesaria la ubicación para que no haya obstáculo de flujo en pastelería ni en panadería. AREA DE HORNEO Esta área está delimitada, comprendida por el horno y área de trabajo AREA DE ENFRIAMIENTO No se cuenta con una zona de enfriamiento bien delimitada lo que genera una desorganización al momento de empacar AREA DE EMPAQUE DE PASTELERIA AREA DE CIRCULACION No existe un área definida donde no se caliente el producto ni se maltrate Definir esta área ya que se presenta Ningún obstaculización en el transito de personas y equipo materiales y en caso de emergencia se seguramente se presentarán inconvenientes por falta de definición de este aspecto Dividir o ubicar bien esta área pues como se tajadora encuentra al lado de los hornos se presenta ineficiencia en el trabajo por el calor y falta de ventilación Comprende el área de almacenamiento de Ningún producto terminado y el área de despachos. Es equipo necesario de dividir físicamente esta área para que haya un mejor control y rotación de producto terminado. Ubicar esta área para lo empleados pues en el ninguno momento su hora de almuerzo la toman en los vestieres y es muy incómodo por el espacio. Definir esta área, pues como el carro de las ninguno basuras no pasa todos los días, en necesario definir esta área separada de las demás para evitar infestaciones. AREA DE EMPAQUE DE PANADERIA AREA DE PRODUCTO TERMINADO COMEDOR PARA EMPLEADOS CUARTO DE BASURAS 79 39.96 17.93 15.63 8 3 33.23 33.2 28.73 11.75 3.57 4.4. PLANOS PROPUESTOS De acuerdo al análisis realizado de los factores en la distribución se debe tener en cuenta el movimiento de materiales y personas ya que la producción se presenta en cadena por lo que se genera movimiento de material y de personas. También se tuvo en cuenta la definición de áreas con su respectiva area, por tanto se propusieron los planos con una distribución de planta que cumple con los principios de distribución ya anteriormente descritos. Los planos propuestos se pueden apreciar en los anexos 39 y 40. De acuerdo a los planos propuestos evidenciaron los siguientes cambios: • Cambios primer piso o Se propone un área de recepción de materia prima por donde ingresa la misma y se puede realizar la respectiva inspección, para esto se propone realizar una división puede ser de cortinas plásticas o de otro material que no afecte la inocuidad de los productos en proceso, la división tiene como fin separar el área de producción con área de recepción de materias primas , además se propone abrir un puerta que conecte la sección de recepción con la de almacenamiento de materias primas. o Otra propuesta es ubicar el cuarto de basuras donde se encuentran los vestieres, adaptando a su vez una puerta que facilite el despacho de estos desechos hacia el exterior. o También se propone la ubicación de la zona de empaque en un área aislada de calor para que no afecte la calidad del producto, esta área bien separada, la cual queda cerca del área de despachos de pastelería; no obstante no se propone un área de almacenamiento de pastelería ya que estos productos por su gran perecibilidad deben ser despachado apenas estén listos. 80 o A su vez es necesario dividir el área de producto terminado, puede ser con modulares de poliestireno y otra división resistente a calor, esto con el fin de tener mayor control de la salida y entrada de producto terminado. o Es importante nombrar el área de circulación esta recorre toda la parte de proceso de la planta, esto evitar retrasos en movimientos, en transporte de producto en proceso y movilidad de personas. o Otra propuesta es la ubicación del área de descapete o despegue de lo que es la tostada y el calado pues esta actividad es muy repetitiva y necesita un espacio cómodo y ergonómico para el trabajador. • Cambios segundo piso o Se propone ubicar la zona de los vestieres en el segundo piso, esta es un área más agradable, y más grande también para ubicar comedor para que los trabajadores tomen su respectivo descanso y almuerzo. o Surge la idea de ubicar un área de almacenamiento de insumos aquellos, como son las bolsas de empaque, blondas o bases circulares para tortas, cintas. 81 4.5. REPRESENTACION DE DIAGRAMAS DE RECORRIDO Y PROCESO CON PROPUESTA DE DISTRIBUCIÓN En diagramas que se pueden apreciar del anexo 41 al 54 se muestra el recorrido de los diferentes procesos en el plano propuestos, luego se realizará una ponderación de tiempo y distancia que reduce. El análisis se realiza mediante los siguientes diagramas de proceso de cada uno de uno de los procesos, se evidencian las diferencias en cada proceso. • Análisis diagramas de tostada: en los anexos 41 y 48 se encuentran los respectivos diagramas con la distribución propuesta de la tostada, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. • Análisis diagramas de calado: en los anexos 42 y 49 se encuentran los respectivos diagramas con la distribución propuesta del calado, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación de las mesas de formado más cerca a la cilindradora, esto evidencia una disminución en tiempo y en distancia. o El otro cambio en cuanto a tiempo y distancia se da en el transporte al de la mesa de formado a cuarto de crecimiento también una disminución de 50 % tanto para tiempo como para distancia, pues la distancia de 4.5 82 metros pasa a 2.25 metros y en cuanto a tiempo pasa de 10 minutos a 5 minutos en realizar este transporte. o El empaque, esta disminución en cuanto al tiempo pues el área de circulación significó un reducción de 10 minutos a 5 minutos es decir un 50 %. • Análisis diagramas de palitos: en los anexos 43 y 50 se encuentran los respectivos diagramas con la distribución propuesta de palitos, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. • Análisis diagrama de pan pequeño: en los anexos 44 y 51 se encuentran los respectivos diagramas con la distribución propuesta del pan pequeño, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. 83 • Análisis diagrama de pan grande: en los anexos 45 y 52 se encuentran los respectivos diagramas con la distribución propuesta del pan grande, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. o El otro cambio en cuanto a tiempo y distancia se da en el transporte al de la mesa de formado a cuarto de crecimiento también una disminución de 50 % tanto para tiempo como para distancia, pues la distancia de 4.5 metros pasa a 2.25 metros y en cuanto a tiempo pasa de 10 minutos a 5 minutos en realizar este transporte. • Análisis diagrama de pan tajado: en los anexos 46 y 53 se encuentran los respectivos diagramas con la distribución propuesta del pan tajado, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. o El otro cambio en cuanto a tiempo y distancia se da en el transporte al de la mesa de formado a cuarto de crecimiento también una disminución de 50 % tanto para tiempo como para distancia, pues la distancia de 4.5 metros pasa a 84 2.25 metros y en cuanto a tiempo pasa de 10 minutos a 5 minutos en realizar este transporte. • Análisis diagrama de mogolla: en los anexos 47 y 54 se encuentran los respectivos diagramas con la distribución propuesta del mogolla, donde el análisis es el siguiente: o El cambio más representativo se evidencia en el transporte número 2, pues al cambiar de ubicación la cilindradora y acercarla más a la multiformadora se disminuyo la distancia y por supuesto el tiempo de transporte del producto en proceso. o El otro cambio en cuanto a tiempo se da en el transporte al cuarto de crecimiento y el empaque, esta disminución en cuanto al tiempo se presentó en un 50% evidenciado no en la disminución de espacio si no que ya no hay obstáculo que impida el flujo de proceso continuo. o El otro cambio en cuanto a tiempo y distancia se da en el transporte al de la mesa de formado a cuarto de crecimiento también una disminución de 50 % tanto para tiempo como para distancia, pues la distancia de 4.5 metros pasa a 2.25 metros y en cuanto a tiempo pasa de 10 minutos a 5 minutos en realizar este transporte. 4.6. ANALISIS GENERAL DE CAMBIO EN LOS PROCESOS La tabla 18 muestra la variación total de tiempo y de distancia totales de los diferentes procesos estudiados, entre los procesos que más se encontraron variaciones están el calado, pan tajado y la mogolla, puesto que en esto se tuvo que ubicar mejor los equipos lo cual evidenció el cambio. 85 Tabla 18. Disminución de tiempo y distancias totales por proceso PROCESO TIEMPO TOTAL REDUCIDO (MIN) DISTANCIA TOTAL REDUCIDA (METROS) TOSTADA 6 2.1 CALADO 17 2.4 PALITOS 11 0.8 PAN PEQUEÑO 13 0.8 PAN GRANDE 11 3.05 PAN TAJADO 11 6.6 MOGOLLA 22 4.65 En todos los diagramas de recorrido se disminuyó un transporte, específicamente el que va desde la cilindradora a multiformadora ya que se propuso acercar la cilindradora a la multiformadora, esto a su vez disminuye el esfuerzo de transporte ya que la el peso aproximado que hay que transportar es de 85 Kg De un distancia de 1.5 m que recorren con material, solo habrá un transporte de 50 cm aproximadamente. Por consiguiente al disminuir el espacio en recorrer se disminuye el tiempo, así lo que más interesa es disminuir el tiempo de esfuerzo de carga del operario. A su vez al delimitar áreas de circulación el tiempo desde el formado mecánico llevado a cabo por la multiformadora hasta el cuarto de crecimiento disminuye pues al tener el área de circulación definida también no se presentan obstrucciones ni de escabiladeros o carros y personas. El tiempo que recorrían aproximadamente era de 10 minutos sin obstáculos recorrerá esa misma distancia aproximadamente 4.5 metros en menos de 5 minutos. También por el área de circulación el tiempo en que se recorre desde la mesa de formado hasta el cuarto de crecimiento también disminuye, además de que se 86 cambió la ubicación de las mesas de formado al no haber obstáculos de movimiento el tiempo de recorrido se disminuye de de 15 minutos a menos de 5 minutos. A causa del cambio de ubicación de las mesas de formado, también surge una disminución en distancia y en tiempo desde la cilindradora hasta la mesa de formado, pues de recorrer un distancia de 6.6 metros con un tiempo aproximado de 15 minutos pues debían dividir la masa para poder transportarla, con la nueva propuesta tienen que recorrer una distancia de 2.9 metros disminuyendo también tiempo a la mitad aproximadamente. Otro transporte que se veía afectado era el comprendido desde la zona de enfriamiento hasta el área de empaque, por que se presentaba obstrucción de movimiento a causa de los escabiladeros mal ubicados, lo que conllevaba a recorrer una distancia de 6 metros con un tiempo de 5 a 8 minutos, o a veces más pues se necesitaba descargar los escabiladeros y pasar el producto a canastas lo que dañaba la calidad del producto y de hay llevar el productos a la zona de empaque, ahora con el área de circulación esta tiempo de disminuye en un 50 % pues no se presenta obstáculos de movimiento. 4.7. RESULTADOS ESPERADOS CON RESPECTO A CANTIDAD DE PRODUCTO En primer lugar al disminuir el tiempo de proceso en cada uno de los productos analizados ese tiempo es aprovechable para procesar más cantidad de producto. La siguiente tabla muestra la cantidad de producto procesado según el balance de materia realizado, recordando que se partió de 50 Kg De harina, además muestra el tiempo total que se gasta en procesar dicha cantidad de producto, también indica el tiempo total que se predice gastado con la nueva distribución; mostrando la diferencia de tiempo. Con respecto a lo anterior se estableció la relación de Kg de producto procesado por minuto (Tiempo total dist. Propuesta/cantidad producto total). Finalmente se calculó la cantidad de producto que se puede procesar con el tiempo reducido con lo cambio hechos con la nueva distribución, representado también en porcentaje con respecto a la cantidad de producto procesado. 87 Por consiguiente a tabla 28. evidencia que la mogolla y el pan pequeño representan el mayor aumento de la producción con un 8.87% para la mogolla y un 7.18% para el pan pequeño, siguiendo el proceso de calado, palitos, pan grande y pan tajado, evidenciando así la disminución de tiempo y aumento posible de cantidad de producto en todos los procesos. Tabla 19. Análisis del aumento de producción PROCESO CANTIDAD TIEMPO DE TOTAL DE PRODUCTO PRODUCCIÓN TOTAL POR BULTO PROCESADO DE HARINA (Kg) (MIN) TIEMPO TOTAL DE PRODUCCIÓN CON LA DISTRIBUCION PROPUESTA POR BULTO DE HARINA (MIN) TIEMPO Kg DE Kg QUE SE % TOTAL PRODUCTO PUEDE AUMENTO REDUCIDO PROCESADO PROCESAR PRODUCCI (MIN) POR MINUTO EN EL ÓN TIEMPO REDUCIDO TOSTADA 77,7 292 281 6 0,3 1,7 CALADO PALITOS PAN PEQUEÑO PAN GRANDE PAN TAJADO MOGOLLA 83,8 77,7 83,2 302 202 197 285 191 181 17 11 13 0,3 0,4 0,5 5,0 4,5 6,0 85,8 202 191 11 0,4 4,9 82,1 237 196 11 0,4 4,6 84,7 270 248 22 0,3 7,5 2,14% 5,96% 5,76% 7,18% 5,76% 88 5,61% 8,87% 4.8. VENTAJAS Y DESVENTAJAS DE LA PROPUESTA DE DISTRIBUCION DE PLANTA En la tabla 20 se describen las ventajas y desventajas que se evidencian en el diseño de planta. Tabla 20. Ventajas y desventajas de la propuesta de distribución VENTAJAS DESVENTAJAS • • • • • • Mejora el flujo de proceso de la elaboración de cada uno de los productos. Disminuye el tiempo de procesamiento de cada producto y por tanto se puede considerar un aumento de producción. Mejora la condiciones de trabajo del personal. Disposición de áreas definidas en la planta de procesamiento. Aprovechamiento de espacios subutilizados. • Esta es un distribución de planta sin tener en cuenta posible ampliación de las instalaciones. No se tuvo en cuenta la posible adquisición de nuevos equipos, lo que generaría otra propuesta de distribución. 4.9. TIEMPO DE PUESTA DE EN MARCHA DE RESDISTRIBUCIÓN DE PLANTA El tiempo se puede dividir en dos fases de tal manera que no afecte la producción y por supuesto las ventas de los productos. Primera fase: para esta fase es necesario que no haya producción por eso se puede acordar un doble turno para hacer la producción y no atrasarse en la misma, esto le generará costo adicional de mano de obrar pero al tener bien coordinada la producción se impedirá el retraso de la misma. En la tabla 21 se determinan las diferentes actividades correspondientes a esta fase. 89 Tabla 21. Actividades correspondientes a la primera fase ACTIVIDADES TIEMPO RECURSOS MATERIALES EN REQUERIDOS LLEVAR A CABO Cambiar los vestieres de sitio Un día Divisiones modulares completo Ubicar la zona de basuras 2 Divisiones Realizar la delimitación de área de Cinta adhesiva 56 metros de circulación seguridad o con pintura marcar piso Realizar la división de área de Cortina plástica recepción de materia prima Ubicación puerta que comunica el Puerta área de recepción de materia prima 1 obrero para instalación con el área de almacenamiento de materia prima Cambio de ubicación de la mojadora, 3 personas cambiar de sitio los amasadora y cilindradora equipos Segunda fase: En esta fase ya es la culminación de la aplicación de la propuesta de distribución, de acuerdo a los objetivos alcanzados las actividades correspondientes de la segunda fase se observan en la tabla 22. Tabla 22. Actividades correspondientes a la segunda fase ACTIVIDADES Terminar lo que quedo incluso en la primera fase Se van a hacer divisiones correspondientes a área de producto terminado y al área de empaque y de despacho de pastelería División del área de almacén de insumos ubicado en el segundo piso. TIEMPO EN LLEVAR A CABO Un día completo RECURSOS MATERIALES REQUERIDOS Divisiones modulares 2 obreros Divisiones modulares. 90 CONCLUSIONES • La ubicación de los equipos y la ubicación del personal, permite la comodidad y libre desarrollo de cualquier actividad sin violar normas de seguridad de las personas. • La redistribución de planta, con respecto a los factores de distribución evidenció una distribución de equipos y de áreas importantes y al momento de establecer los nuevos diagramas de recorrido, así mismo los flujos de proceso continuos sin obstrucción de movimientos de personas y de material. • Por otro lado con la propuesta de redistribución de planta se consideran cada uno de los principios de distribución, entre los más trabajados, mínima distancia recorrida, principio de circulación y flujo de materiales; estas mejoran con la propuesta de cambio de redistribución de equipo y con el área de circulación. El principio de seguridad y principio de flexibilidad; lo cuales se trabajaron haciendo modificaciones en cuanto a servicio para el personal y material como son el cambio de lugar de vestieres y área de circulación. • Con la propuesta de redistribución de planta se disminuye el tiempo en todos los procesos, siendo más notoria en el proceso de la mogolla que disminuye en 17 minutos el procesamiento de un bulto y del pan pequeño que disminuye 22 minutos, los otros procesos están entre 6 y 13 minutos que se disminuyen por bulto. Esta disminución de tiempo se puede aprovechar en producir más cantidad de producto y al aumentar la producción conlleva a un aumento de ventas y por supuesto de ingresos para la empresa que es lo que se está buscando con poca inversión. • Finalmente con la propuesta de distribución de planta se aumento de producción entre el rango que se estableció inicialmente de 5 a 10 %, pues la tostada se 91 aumentó un 2.14%, calado un 5.96% ;palitos 5.76%; pan pequeño 7.18%; pan grande, 5.76%;pan tajado 5.61% y mogolla 8.87%; encontrándose estos valores entre el rango propuesto inicialmente . No obstante este 10 % adicional que se procese significa un 10% adicional en ventas y por supuesto en ingresos de la empresa. 92 RECOMENDACIONES • Se recomienda eliminar un sifón que atraviesa toda planta, pues no se evidencia utilidad alguna, pues lo que hace es recoger desechos de pan, agua lo que atrae plagas como son insecto, y esto no es nada favorable para la inocuidad del producto. • Se recomienda adecuar ventilación en la parte de producción ya sea levantando el caballete de taja o adaptando ventilación mecánica, pues la temperatura es alta para llevar a cabo la actividades eficientemente. • Si se desea incrementar la capacidad de producción de panadería a un 30 % más aproximadamente se recomienda adquirir otra amasadora, una mogollera y un horno, al adquirir una mogollera se reduce el tiempo de procesamiento de la mogolla, pues en el momento se esta haciendo a mano y mientras se procesan 85 kg en hora y media con cinco personas a mano, este equipo procesa en 20 minutos un bulto, lo cual disminuye el tiempo considerablemente, a su vez al adquirir otro horno se puede procesar mas cantidad evitando las demoras por espera a que estén listos otros productos. 93 BIBLIOGRAFÍA BELLO PEREZ, Carlos. Manual de producción. Aplicado a las pequeñas y medianas empresas. Ecoe ediciones. Bogotá. 2004 p.51 FERNÁNDEZ CARRETERO, Carlos .La historia del pan.. http:// www. ceopan. es/ historia/ lahistoria. htm. Consulta: 6 de Enero de 2006. GUAGLIA G. Ciencia y tecnología de la panificación. Zaragoza. Editorial Acribia. 1991. LUCAS CARRILLO , Emilio Alfredo. Elaboración de pan. Biotecnología de la fermentación. http://www.monografias.com/trabajos11/ferme/ferme.shtml. Consulta:7 de enero de 2006. MUTHER, Richard. Distribución en planta. Hispano Europea S.A.. Barcelona, 1965 MOSCOSO DEL PRADO Y MUÑOZ, Javier. Real Decreto 1137/1984, de 28 de marzo. http://noticias.juridicas.com/base_datos/Admin/rd1137-1984.t1.html#a2. Consulta: 7 de Enero de 2006. PETRYK Norberto. Proceso de fabricación del pan. http://www.alimentacionsana.com.ar/informaciones. Consulta: 7 de Enero de 2006. PRIETO, Lena. Manual de procesos industriales. Volumen I. Editorial Pontificia Universidad Javeriana. Bogotá. D.C. 2004.p.29 . 94 ANEXOS Anexo 1 Mapa Funza-Bogotá 95 Anexo 2. Elaboración pan pequeño PROCESO DE ELABORACIÓN PAN PEQUEÑO DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN HARINA AMASADO LEVADURA AGUA MEZCLA ADICIÓN LEVADURA MASA CILINDRADO MASA FORMADO MECANICO MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN HORNEO VAPOR PAN CALIENTE ENFRIAMIENTO VAPOR PAN FRIO BOLSA EMPAQUE PAN EMPACADA CANASTAS ALMACENAMIENTO TRANSPORTE CONSUMO CLIENTE 96 PRODUCT Anexo 3 Elaboración pan grande PROCESO DE ELABORACIÓN PAN GRANDE DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN HARINA AMASADO LEVADURA AGUA MEZCLA ADICIÓN LEVADURA MASA CILINDRADO MASA CORTADO MECANICO FORMADO MANUAL MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN HORNEO VAPOR PAN CALIENTE ENFRIAMIENTO VAPOR PAN FRIO BOLSA EMPAQUE PAN EMPACADA CANASTAS ALMACENAMIENTO TRANSPORTE PRODUCTO CONSUMO CLIENTE 97 Anexo 4. Elaboración pan tajado PRO CESO DE ELABO RACIÓ N PAN TAJAD O DIAGR AM A DE BLO Q UES AZÚCAR M EJO R ADO R G RASA SAL CO NSERVANTE CO LO R D O SIFICACIÓ N HARIN A AM ASADO LEVADU RA AG UA M EZCLA AD IC IÓ N LEVADUR A M ASA CILINDR AD O M ASA CO RTAD O M ECANICO FO RM AD O M ANUAL M ASA M O LDEADA C RECIM IENTO M ASA PRO DUC TO M AYO R VO LUM EN VAPOR HO RNEO PAN C ALIENTE EN FRIAM IENTO VAPOR PAN FRIO TAJAD O BO LSA EM PAQ UE PAN EM PACADO CANASTAS ALM ACENAM IENTO TR AN SPO RTE PRODUCTO C O NSUM O C LIENTE 98 Anexo 5 Elaboración de mogolla º PROCESO DE ELABORACIÓN MOGOLLA DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN HARINA AMASADO LEVADURA AGUA MEZCLA ADICIÓN LEVADURA MASA CILINDRADO MASA MOLDEO MANUAL MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN HORNEO VAPOR MOGOLLA CALIENTE ENFRIAMIENTO VAPOR MOGOLLA FRIO BOLSA EMPAQUE MOGOLLA EMPACADA CANASTAS ALMACENAMIENTO TRANSPORTE PRODUCTO CONSUMO CLIENTE 99 Anexo 6. Elaboración calado PROCESO DE ELABORACIÓN CALADO DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN HARINA AMASADO ADICIÓN LEVADURA LEVADURA AGUA MEZCLA CILINDRADO MASA PESADO MASA CORTADO MECANICO MASA FORMADO MANUAL MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN VAPOR SANCOCHADO CALADO SANCOCHADO DESCAPETADO CALADO DESPEGADA TOSTADO CALADO CALIENTE VAPOR ENFRIAMIENTO CALADO FRIO BOLSA EMPAQUE CALADO EMPACADA CANASTAS ALMACENAMIENTO TRANSPORTE CONSUMO CLIENTE 100 PRODUCTO Anexo 7 Elaboración tostada PROCESO DE ELABORACIÓN TOSTADOS DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN AMASADO HARINA MEZCLA LEVADURA AGUA ADICIÓN LEVADURA MASA CILINDRADO MASA FORMADO MECANICO MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN SANCOCHADO TOSTADA SANCOCHADO DESCAPETADO VAPOR TOSTADA DESPEGADA TOSTADO TOSTADA CALIENTE ENFRIAMIENTO VAPOR TOSTADA FRIO BOLSA EMPAQUE PRODUCTO EMPACADO CANASTAS ALMACENAMIENTO TRANSPORTE PRODUCTO CONSUMO CLIENTE 101 Anexo 8. Elaboración palitos PROCESO DE ELABORACIÓN PALITOS DIAGRAMA DE BLOQUES AZÚCAR MEJORADOR GRASA SAL CONSERVANTE COLOR DOSIFICACIÓN AMASADO HARINA MEZCLA LEVADURA AGUA ADICIÓN LEVADURA MASA CILINDRADO MASA FORMADO MECANICO MASA MOLDEADA CRECIMIENTO MASA PRODUCTO MAYOR VOLUMEN TOSTADO VAPOR PALITO CALIENTE ENFRIAMIENTO VAPOR PRODUCTO FRIO BOLSA EMPAQUE PRODUCTO EMPACADO CANASTAS ALMACENAMIENTO TRANSPORTE PRODUCTO CONSUMO CLIENTE 102 Anexo 9. Plano actual primer piso 103 Anexo 10 Plano actual segundo piso 104 Anexo 11. Diagrama de símbolos proceso pan pequeño 105 Anexo 12. Balance de materia de pan pequeño 106 Anexo 13. Diagrama de símbolos de pan grande 107 Anexo 14.Balance de materia de pan 108 grande Anexo 15. Diagrama de símbolos de proceso pan tajado 109 Anexo 16 . Balance de materia de pan tajado 110 Anexo 17 . Diagrama de símbolos de proceso mogolla 111 Anexo 18 . Balance de materia de mogolla 112 Anexo 19 . Diagrama de símbolos de proceso de tostada 113 Anexo 20 . Balance de materia de tostada 114 Anexo 21 . Diagrama de símbolos de proceso de calado 115 Anexo 22. Balance de materia de proceso de calado 116 Anexo 23. Diagrama de símbolos de proceso de palitos 117 Anexo 24 . Balance materia de proceso de palitos 118 Anexo 25 . Diagrama de proceso de tostada 119 Anexo 26. Diagrama de recorrido de tostada 120 Anexo 27. Diagrama de proceso de calado 121 Anexo 28. Diagrama de recorrido de calado 122 Anexo 29. Diagrama de proceso de palitos 123 Anexo 30. Diagrama de recorrido de palitos 124 Anexo 31. Diagrama de proceso de pan pequeño 125 Anexo 32. Diagrama de recorrido de pan pequeño 126 Anexo 33. Diagrama de proceso de pan grande 127 Anexo 34. Diagrama de recorrido de pan grande 128 Anexo 35 Diagrama de proceso de pan tajado 129 Anexo 36. Diagrama de recorrido de pan tajado 130 Anexo 37. Diagrama de proceso de mogolla 131 Anexo 38. Diagrama de recorrido de mogolla 132 Anexo 39. Plano propuesto primer piso 133 Anexo 40. Plano propuesto segundo piso 134 Anexo 41Diagrama de recorrido en plano propuesto tostada 135 Anexo 42. Diagrama de recorrido en plano propuesto calado 136 Anexo 43 Diagrama de recorrido en plano propuesto palitos 137 Anexo 44. Diagrama de recorrido en plano propuesto pan pequeño 138 Anexo 45. Diagrama de recorrido en plano propuesto pan grande 139 Anexo 46. Diagrama de recorrido en plano propuesto pan tajado 140 Anexo 47. Diagrama de recorrido en plano propuesto mogolla 141 Anexo 48. Diagrama de proceso propuesto de tostada 142 Anexo 49. Diagrama de proceso propuesto de calado 143 Anexo 50. Diagrama de proceso propuesto de palitos 144 Anexo 51. Diagrama de proceso propuesto de pan pequeño 145 Anexo 52. Diagrama de proceso propuesto de pan grande 146 Anexo 53. Diagrama de proceso propuesto de pan tajado 147 Anexo 54.Diagrama de proceso propuesto de mogolla 148