Polímeros Homopolímeros y copolímeros
Anuncio

Polímeros
Los polímeros son macromoléculas que están formados por la unión de moléculas
llamadas monómeros.
Los polímeros no son más que unas sustancias formadas por una cantidad finita
de moléculas que le confieren un alto peso molecular que es una característica
representativa de esta familia de compuestos orgánicos.
Las reacciones que dan lugar a esta serie de sustancias, no dejando de lado que
las reacciones que se llevan a cabo en la polimerización son aquellas que son
fundamentales para la obtención de cualquier compuesto orgánico. Entre los polímeros
sintéticos encontramos el nailon, el polietileno y la baquelita.
Homopolímeros y copolímeros
Los materiales como el polietileno, el PVC, el polipropileno, y otros que contienen
una sola unidad estructural, se llaman homopolímeros. Los homopolímeros, además,
contienen cantidades menores de irregularidades en los extremos de la cadena o en
ramificaciones.
Por otro lado los copolímeros contienen varias unidades estructurales, como es el
caso de algunos muy importantes en los que participa el estireno.
Estas combinaciones de monómeros se realizan para modificar las propiedades de
los polímeros y lograr nuevas aplicaciones. Lo que se busca es que cada monómero
imparta una de sus propiedades al material final; así, por ejemplo, el acrilonitrilo aporta su
resistencia química, el butadieno su flexibilidad y el estireno imparte al material la rigidez
que requiera la aplicación particular.
Evidentemente al variar las proporciones de los monómeros, las propiedades de los
copolímeros van variando también, de manera que el proceso de copolimerización
permite hasta cierto punto fabricar polímeros a la medida.
Homopolímero
Copolímero
Tipos de polímeros según la estructura de la cadena
Lineal: Se repite siempre el mismo tipo de unión.
Ramificado: Con cadenas laterales unidas a la principal.
Entrecruzado: Si se forman enlaces entre cadenas vecinas.
Polimerización
La reacción por la cual se sintetiza un polímero a partir de sus monómeros se
denomina polimerización. Según el mecanismo por el cual se produce la reacción de
polimerización para dar lugar al polímero, ésta se clasifica como polimerización por pasos
o como polimerización en cadena. En cualquier caso, el tamaño de la cadena dependerá
de parámetros como la temperatura o el tiempo de reacción, teniendo cada cadena un
tamaño distinto y, por tanto, una masa molecular distinta, de ahí que se hable de masa
promedio del polímero.
Tipos de polimerización
Existen dos tipos fundamentales de polimerización:
•
Polimerización por condensación
En cada unión de dos monómeros se pierde una molécula pequeña, por ejemplo
agua. Debido a esto, la masa molecular del polímero no es necesariamente un múltiplo
exacto de la masa molecular del monómero.
Los polímeros de condensación se dividen en dos grupos:
• Los Homopolímeros.
• Los Copolímeros.
La polimerización en etapas (condensación) necesita al menos monómeros
bifuncionales.
•
Polimerización por adición
En este tipo de polimerización la masa molecular del polímero es un múltiplo
exacto de la masa molecular del monómero.
La estructura puede ser lineal o también ramificada (aparte de poder presentar
entrecruzamientos). También pueden adoptar otras estructuras, por ejemplo radiales.
Los polímeros pueden ser lineales, formados por una única cadena de
monómeros, o bien esta cadena puede presentar ramificaciones de mayor o menor
tamaño. También se pueden formar entrecruzamientos provocados por el enlace entre
átomos de distintas cadenas.
La naturaleza química de los monómeros, su masa molecular y otras propiedades
físicas, así como la estructura que presentan, determinan diferentes características para
cada polímero.
En el caso de que el polímero provenga de un único tipo de monómero se
denomina homopolímero y si proviene de varios monómeros se llama copolímero o
heteropolímero.
Clasificación
Existen varias formas posibles de clasificar los polímeros según su origen:
•
Polímeros naturales
Existen en la naturaleza muchos polímeros y las biomoléculas que forman los
seres vivos son macromoléculas poliméricas. Por ejemplo, las proteínas, los ácidos
nucleicos, los polisacáridos (como la celulosa y la quitina), el hule o caucho natural, la
lignina, etc.
•
Polímeros semisintético.
Se obtienen por transformación de polímeros naturales. Por ejemplo, la
nitrocelulosa, el caucho vulcanizado, etc.
•
Polímeros sintéticos
Muchos polímeros se obtienen industrialmente a partir de los monómeros. Por
ejemplo, el nylon, el poliestireno, el Policloruro de vinilo (PVC), el polietileno, etc.
Según su mecanismo de polimerización
Polímeros cristalinos y amorfos
Todos los materiales sólidos pueden clasificarse de acuerdo a su estructura
molecular en cristalinos y amorfos.
En los sólidos cristalinos, las moléculas se encuentran ordenadas en las tres
dimensiones. Esto es lo que se llama ordenamiento periódico y lo pueden tener los
sólidos cristalinos constituidos por moléculas pequeñas. En el caso de los polímeros, las
cadenas son muy largas y fácilmente se enmarañan y a demás, en el estado fundido se
mueven en un medio muy viscoso, así que no puede esperarse en ellos un orden tan
perfecto, pero de todas maneras, algunos polímeros exhiben ordenamiento parcial en
regiones llamadas cristalitos.
Una sola macromolécula no cabrá en uno de esos cristalitos, así que se dobla
sobre ella misma y a demás puede extenderse a lo largo de varios cristalitos.
Estructura molecular
Se distinguen regiones de dos clases: las cristalinas, en la que las cadenas
dobladas varias veces en zigzag están alineadas formando las agrupaciones llamadas
cristalitos; y otras regiones amorfas, en la que las cadenas se enmarañan en un completo
desorden.
La proporción o porcentaje de zonas cristalinas puede ser muy alta, como en el
polietileno, en el nylon y en la celulosa.
En esos casos puede considerarse que el material contiene una sola fase, que es
cristalina, aunque con muchos defectos.
En otros polímeros, como el PVC, el grado de cristalinidad es mucho menor y es
más razonable considerarlo como sistemas de dos fases, una ordenada, cristalina,
embebida en una matriz amorfa.
Finalmente hay otros polímeros totalmente amorfos, como es el caso del
poliestireno atáctico.
El grado de cristalinidad de los polímeros, que por su estructura regular y por la
flexibilidad de sus cadenas tienen mayor tendencia a cristalizar, depende de las
condiciones de la cristalización. Si el polímero cristaliza a partir del material fundido, habrá
más imperfecciones porque las cadenas se enredan y el medio es muy viscoso, lo cual
dificulta el ordenamiento de ellas. En cambio, si el polímero cristaliza de una solución
diluida, es posible obtener cristales aislados, con estructuras bien definidas como en el
caso del polietileno, de donde se distinguen las llamadas lamelas formada por cadenas
dobladas muchas veces sobre sí mismas.
En estos casos, si la solución contiene menos de 0,1 % de polímero, la posibilidad
de que una misma cadena quede incorporada a varios cristales se reduce o se elimina.
La cristalización a partir del polímero fundido conduce a la situación descripta
anteriormente, en la que se tendrán dos fases: cristalina y amorfa, con algunas cadenas
participando en varios cristalitos, actuando como moléculas conectoras. También es
frecuente que los cristalitos mismos se agrupen radicalmente a partir de un punto de
nucleación y crezcan en él en forma radical, formando esferulitos.
Un enfriamiento muy rápido puede reducir considerablemente el grado de
cristalinidad.
Los cristalitos también pueden agruparse de otras maneras, generando fibrillas; la
formación de fibrillas en lugar de esferulitos, dependerá de factores tales como la
flexibilidad de la cadena y las interacciones entre ellas, el peso molecular del polímero, la
velocidad del enfriamiento y en muchos casos del tipo de esfuerzo del cual se somete al
material durante el procesamiento.
Los cristales fibrilares pueden producirse en los procesos de inyección o de
extrusión, o durante el proceso de estirado de algunos materiales que se emplean en la
industria textil (nylon y poliésteres).
Material Termoplástico
El termoplástico es una mezcla de ingredientes sólidos, (resinas, pigmentos.
cargas y microesferas de vidrio) que se hace liquida cuando se la calienta, y luego se
solidifica nuevamente cuando se enfría. Estos plásticos se ablandan con el calor,
pudiéndose moldear con nuevas formas que se conservan al enfriarse. Esto es debido a
que las macromoléculas están unidas por débiles fuerzas que se rompen con el calor.
Un aporte de calor a esta estructura permite que las estructuras puedan desliarse
y resbalar unas sobre otras confiriendo el llamado estado viscoelástico.
Dentro de este grupo podemos distinguir entre termoplásticos amorfos y
cristalinos. La diferencia radica en que los cristalinos, a la vuelta al estado sólido tras el
aporte de calor, cuando se repliegan lo hacen intentando ocupar el mínimo espacio
posible, no así en el caso de los amorfos que lo hacen de una forma mucho más
anárquica. Aún más, en el caso de los amorfos la contracción es isotrópica (constante en
las 3 dimensiones del espacio), mientras que en el caso de los cristalinos la contracción
es anisótropa (la contracción es mucho mayor en el sentido de flujo que en el transversal).
No obstante, no existe ningún termoplástico que sea 100% cristalino ni, a la
inversa, 100% amorfo. Siempre coexiste una parte cristalina y otra amorfa, aunque haya
siempre una mayoritaria que define la clasificación del material.
Termoestable
Durante el proceso de moldeo se aplica calor para activar la racionabilidad de los
monómeros de las cadenas, algunos de los cuáles logran enlazarse con monómeros de
otras cadenas dando lugar a la citada estructura. Como en el caso anterior la disposición
microscópica de las cadenas dota a la estructura macroscópica resultante de una
características particulares; en este caso, la estructura macroscópica resultante es muy
compacta y de gran rigidez : estos materiales presentan respecto al resto de plásticos una
mayor resistencia térmica por cuanto al aportar más calor no logra romperse la estructura
de cadenas. No obstante, su fragilidad es inversamente proporcional a la resistencia
térmica. Efectivamente, la resistencia térmica viene dada por la mayor compactación de
las cadenas pero ese mismo mayor empaquetamiento da lugar a una posibilidad de rotura
mayor. Un impacto no deja de ser un aporte de Energía en un lugar puntual y concreto
que las cadenas, en este caso, es difícil que puedan absorber por estiramiento ya que su
libertad de movimiento no es muy alta. Estos materiales no son reciclables.
Este hecho se explica por la reacción entre cadenas durante el proceso de
moldeado que dan lugar a un material muy resistente a la temperatura una vez
transformado y que, por tanto, difícilmente se puede volver a fundir para su reutilización.
1. Poliuretano
2. Resinas fenólicas
3. Melanina
Material Termorígidos
Los polímeros termoestables, termofraguantes o termorígidos son aquellos que
solamente son blandos o "plásticos" al calentarlos por primera vez. Después de enfriados
no pueden recuperarse para transformaciones posteriores.
Esto se debe a su estructura molecular, de forma reticular tridimensional. En otras
palabras, constituyen una red con enlaces transversales. La formación de estos enlaces
es activada por el grado de calor, el tipo y cantidad de catalizadores y la proporción de
formaldehído en el preparado base. Esta característica puede verse en los esquemas de
las fórmulas químicas que aquí se exponen:
Material compacto y duro
Fusión dificultosa (la temperatura los afecta muy poco)
Insoluble para la mayoría de los solventes
Crecimiento molecular en proporción geométrica frente a la
Reacción de polimerización (generalmente es una Policondensación).
Clasificación de los materiales termoestables
Resinas fenólicas
Resinas ureicas
Resinas de melamina
Resinas de poliéster
Resinas epoxídicas
Resinas Fenólicas
Se forman por policondensación de los fenoles (ácido fénico o fenol) y el formaldehído o
formol. Este último es el estabilizador de la reacción. Su proporción en la solución
determina si el material final es termoplástico o termoestable.
Tenemos estos tipos de bakelita:
Bakelita A o Resol
Bakelita B o Resitol
Bakelita C o Resita
La reacción se detiene antes de los 50ºC. Se detiene a temperatura intermedia
entre la A y la C. Se obtiene calentando el resitol a 180 - 200ºC.
Puede ser líquida, viscosa o sólida Sólida y desmenuzable. Dura y estable y
soluble en:
Alcoholes
Fenol
Acetona
Glicerina
Resinas Ureicas
Se obtienen por policondensación de la urea con el formaldehído.
Propiedades y características generales:
Similares a las bakelitas
Pueden colorearse
Ventajas: resistencia muy elevada a las corrientes de fuga superficiales
Desventajas: Menor resistencia a la humedad
Resinas de Melamina
Se forman por policondensación de la fenilamina y del formol.
Características y propiedades generales:
Color rojizo o castaño.
Alto punto de reblandecimiento
Escasa fluidez
Insolubles a los disolventes comunes
Resistencia a los álcalis
Poco factor de pérdidas a alta frecuencia
Excelentes: Resistencia al aislamiento
Resinas de Poliéster
Se obtienen por poliesterificación de poliácidos con polialcoholes.
Características y aplicaciones:
Elevada rigidez dieléctrica
Buena resistencia a las corrientes de fuga superficiales
Buena resistencia a la humedad
Buena resistencia a los disolventes
Buena resistencia al arco eléctrico
Excelente estabilidad dimensional
Arden con dificultad y con un humo muy negro
Resinas Epoxídicas
Se obtienen por reacción del difenilolpropano y la epiclorhidrina.
Según las cantidades en que se adicionan los constituyentes y las condiciones en que se
efectúan las reacciones se obtienen resinas sólidas, viscosas o líquidas.
Son característicos los grupos epóxidos, muy reactivos, comprendidos en la
molécula mientras es un material termoplástico. Desaparecen durante el endurecimiento.
Son, en pocas palabras, termoplásticos endurecidos químicamente. Se obtienen las
propiedades características por reticulación de las moléculas epoxídicas bifuncionales con
agentes endurecedores
Ácidos:
1.
Anhídrido ftálico
2.
Anhídrido maleico
3.
Anhídrido piromelítico
Alcalinos:
1.
Trietilenotetramina
2.
Dietilenotriamina
3.
Dicianamida
4.
Etc.
Propiedades y características generales
No se desprenden gases durante su endurecimiento
El material no se contrae una vez terminado el proceso de endurecimiento
Se emplean puras o diluídas con carga.
Una vez endurecidas, se adhieren a casi todos los cuerpos
Se utilizan a temperatura ambiente o algo más elevada
Buena resistencia mecánica
Buena resistencia a los agentes químicos
Materiales Orgánicos utilizados en Óptica
Los primeros materiales plásticos aparecieron a fines del siglo XIX, no es hasta el
segundo tercio del siglo XX que aparecieron plásticos utilizables en la industria óptica.
El primero en utilizarse fue el polimetilmetacrilato (PMMA), actualmente tiene poco
uso en la óptica oftálmica.
Los materiales que cobran mayor importancia son el carbonato de dialilglicol
(CR39) y el policarbonato (PC).
Propiedades de los materiales plásticos
Para describir las propiedades de los materiales plásticos estableceremos una
relación con el vidrio mineral, comparando ambos materiales.
En términos generales los materiales plásticos tienen índices de refracción
inferiores a los materiales minerales. Actualmente se encuentra en uso los materiales
orgánicos de alto índice (1,6).
Los platicos de índice medio no son muy dispersores, su número de abbe es
similar al del vidrio Crown, pero los de alto índice son tan dispersores como el vidrio Flint.
El porcentaje de transmisión depende del índice de refracción y no de que el
material sea orgánico u inorgánico; el corte en el ultravioleta suele ser más elevado y es
más en el policarbonato que en el CR39.
La densidad es el parámetro característico de los materiales plásticos, puesto que
es del orden de un 40% menor que la densidad en el vidrio mineral, la densidad del CR39
es 1,32 g/cm³, mientras que la densidad del vidrio Crown es 2,54g/cm³ y en este caso
aunque el índice de refracción varié, la variación de la densidad es despreciable. Este es
una de las grandes propiedades de las lentes orgánicas frente a las minerales, la gran
reducción de peso.
Otra propiedad es que al ser mejores conductores del calor frente a los minerales,
los orgánicos se empañan menos cuando son sometidos a cambios bruscos de
temperatura. Otra gran ventaja de los materiales orgánicos es la gran resistencia a los
golpes (baja fragilidad) el CR39 es unas 20 veces más resistente a la rotura que el vidrio y
en esta categoría el policarbonato es aún mejor, por lo que se lo emplea en lentes de tipo
protectoras.
Su peor inconveniente y que hoy en día no se ha podido solucionar es su poca
dureza, lo que hace que las lentes se rayen con facilidad, en esta categoría el
policarbonato es más blando que el CR39.
Los plásticos en general son resistentes a los agentes químicos y por su estructura
interna son muy fáciles de colorear y decolorar.
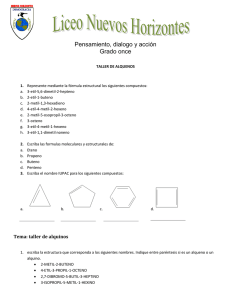
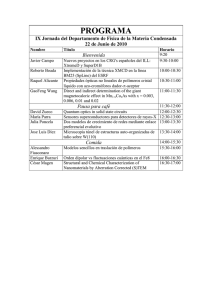
A continuación vemos una tabla con los valores más importantes de los materiales
más utilizados en el campo de la óptica oftálmica.
Indicé de
Número de
Refracción
Abbe
Crown
1,52300
Crown alto índice
TIPO
% Transmisión
Densidad(g/cm )
59,3
91,40
2,54
1,60050
41,2
89,50
2,65
Flint
1,70000
34,6
86,80
3,21
Flint denso
1,80400
34,7
84,50
3,66
CR39
1,49800
55,3
92,10
1,32
Orgánico índice medio
1,52300
48,0
91,00
1,30
Orgánico alto índice
1,60000
36,0
89,63
1,34
Policarbonato
1,58500
30,0
89,63
1,20
Material orgánico para la industria óptica
Es un material sintético de aspecto similar al vidrio. Este material formado por
elementos orgánicos macromoleculares agrupados desordenadamente, se le define como
material amorfo. Para su fabricación se emplean durómeros, que una vez sometidos a
calor no modifican su forma. El material más conocido para la fabricación de lentes
orgánicas es el “CR 39”, material menos resistente a la abrasión que el vidrio mineral pero
con propiedades ópticas muy semejantes.CR-39
A comienzos de la Segunda Guerra Mundial en 1939, se produjo una gran
carencia de materias primas naturales que, provocó la búsqueda de nuevos recursos. En
ese período tan crítico, en Estados Unidos, una empresa filial de la firma “Industries
Pittsburg Plate Glass” PPG, conocida como “Columbia Southem Chemical Company” se
consagró en la investigación de un material sintético que no fuera termoplástico. El equipo
de investigación describió el proyecto como “Columbia Resins”.
En mayo de 1940, descubrieron un monómero, el “alil-diglicol-carbonato” conocido
como el “ADC”, que a partir de ese momento serviría de base para la elaboración y
estudio de 180 compuestos distintos. De todos ellos, el compuesto identificado con el
número 39 resultó ser el más apropiado. Con el tiempo se descubrió que podía tener una
óptima aplicación en la fabricación de lentes oftálmicas por su índice de refracción.
Diferencias entre el material orgánico y el mineral
•
Peso específico bajo.
•
Alta resistencia a la rotura.
•
Dureza superficial reducida.
•
Mayor resistencia a las esquirlas incandescentes.
•
Coloración ilimitada (proceso realizado por inmersión).
•
Fabricación de lentes por moldeo.
CR-39
Las lentes minerales son sin duda el tipo de lente oftálmica que más se ha
aplicado en la fabricación durante décadas, siendo el material disponible para tal
propósito. El vidrio óptico por excelencia es el Crown. Se caracteriza esencialmente por
su transparencia y pureza óptica con óptima estabilidad. Resistencia a la intemperie,
contra ácidos y especialmente al desgaste. Tiene gran aptitud para el tallado y un índice
de refracción principal de n=1,525. Son frágiles y su rotura se produce apenas sobrepasa
el límite de elasticidad. Sin embargo, los hace resistentes a las ralladuras y
deformaciones.
Pastilla de Vidrio
Es un bloque de vidrio de forma cilíndrica prensado con forma de lente, obtenido a
partir de la masa fundida y con un espesor entre 1 y 3 cm. Normalmente sus caras son
opacas y ligeramente rugosas, de aspecto parecido a la piel de una naranja. Esta pastilla
permite la fabricación de lentes de diferentes potencias dióptricas. Su curvatura anterior y
posterior nos permite saber si se convertirá en una lente positiva o negativa.
Policarbonato
El policarbonato es un moldeable, durable, forma económica de plástico que se
utiliza en una amplia variedad de productos de consumo. Utiliza con frecuencia para hacer
los lentes, discos compactos (CD), artículos para el hogar, vasos, agua y biberones, así
como numerosos productos industriales. El policarbonato es apreciado por su resistencia
al impacto, la claridad óptica y la tolerancia a la temperatura. Policarbonato se desarrolló
en la década de 1950 y pronto fue reconocido como un sustituto de dinámica de vidrio. En
la década de 1980, anteojos de policarbonato se introdujeron a los consumidores como
una alternativa segura y asequible a los de plástico estándar o lentes de cristal.
Lentes de policarbonato tienen ventajas significativas sobre otras formas de lentes
en el mercado. Además de su excelente resistencia al impacto, gafas de policarbonato
son hasta un 40% más delgado y un tercio más ligero que los lentes de plástico estándar.
Estas propiedades hacen que las gafas de policarbonato ideal para las personas con las
prescripciones de altura. Las gafas de policarbonato, sin embargo, no son perfectas.
Como resultado de su capacidad para absorber el impacto, los lentes son suaves y por
tanto más susceptibles a los arañazos. Para compensar esto, recubrimientos resistentes
al rayado se han desarrollado y se puede añadir a las gafas de policarbonato para ofrecer
mayor durabilidad.
Todas las gafas de seguridad están hechas de material de policarbonato, ya que
proporciona la mejor resistencia al impacto de los materiales disponibles de anteojos. Las
gafas de policarbonato son 10 veces más resistentes a la rotura de las lentes de plástico.
Lentes de policarbonato son altamente recomendables para los niños debido a este
beneficio de seguridad. Además, los bloques de policarbonato 99% de la luz UV. Esta
capacidad es una característica importante, especialmente para los niños y las personas
que trabajan al aire libre, como la luz ultravioleta es conocida por contribuir al desarrollo
de cataratas. Vidrio Crown-CR-39
Polimetilmetacrilato
Dentro de los plásticos de ingeniería podemos encontrarlo como
Polimetilmetacrilato, también conocido por sus siglas PMMA. La lámina de acrílico se
obtiene de la polimerización del metacrilato de metilo y la presentación más frecuente que
se encuentra en la industria del plástico es en gránulos ('pellets' en inglés) o en láminas.
Los gránulos son para el proceso de inyección o extrusión y las láminas para
termoformado o para mecanizado.
Compite en cuanto a aplicaciones con otros plásticos como el policarbonato (PC) o
el poliestireno (PS), pero el acrílico se destaca frente a otros plásticos transparentes en
cuanto a resistencia a la intemperie, transparencia y resistencia al rayado.
Por estas cualidades es utilizado en la industria del automóvil, iluminación,
cosméticos, espectáculos, construcción y óptica, entre muchas otras. En el mundo de la
medicina se utiliza la resina de polimetilmetacrilato para la fabricación de prótesis óseas y
dentales y como aditivo en polvo en la formulación de muchas de las pastillas que
podemos tomar por vía oral. En este caso actúa como retardante a la acción del
medicamento para que esta sea progresiva.
En gránulos el acrílico es un material higroscópico, razón por la cual es necesario
secarlo antes de procesarlo.
Distinguiríamos el metacrilato como nombre común para las planchas o láminas de
polimetilmetacrilato, siendo el nombre químico mucho más genérico a todo tipo de
elemento (no sólo láminas) formulado con este material (resinas, pastas, gránulos,
adhesivos, emulsiones...)
Algunas marcas comerciales: Plexiglás, Vitroflex, Lucite, Altuglas . Aunque
también es llamado simplemente Vidrio Acrílico.
Las aplicaciones del PMMA son múltiples, entre otras señalización, expositores,
protecciones en maquinaria, mamparas separadoras decorativas y de protección,
acuarios y piscinas, obras de arte, etc. Las ventajas de este material son muchas pero las
que lo diferencian del vidrio son: bajo peso, mejor transparencia, inferior fragilidad. De los
demás plásticos se diferencia especialmente por su mejor transparencia, su fácil moldeo y
su posible reparación en caso de cualquier raya superficial. La posibilidad de obtener
fibras continuas de gran longitud mediante un proceso de fabricación relativamente barato
hace junto con su elevada transparencia que sea un material muy empleado para la
fabricación de fibra óptica. Últimamente encontramos muchos diseños, colores y
acabados en las planchas que abren un mundo de posibilidades para su uso en
arquitectura y decoración, sectores en los que cada vez se emplea más frecuentemente.
El PMMA no es tóxico si está totalmente polimerizado. Su componente el MMA
(monómero de metacrilato de metilo) si lo es en fase líquida.
Propiedades
Entre sus propiedades destacan:
•
Transparencia de alrededor del 93%. El más transparente de los plásticos.
•
Alta resistencia al impacto, de unas diez a veinte veces la del vidrio.
•
Resistente a la intemperie y a los rayos ultravioleta. No hay un
envejecimiento apreciable en diez años de exposición exterior.
•
Excelente aislante térmico y acústico.
•
Ligero en comparación con el vidrio (aproximadamente la mitad), con una
densidad de unos 1190 kg/m3 es sólo un poco más pesado que el agua.
•
De dureza similar a la del aluminio: se raya fácilmente con cualquier objeto
metálico, como un clip. El metacrilato se repara muy fácilmente con una pasta de pulir.
•
De fácil combustión, no se apaga al ser retirado del fuego. Sus gases
tienen olor afrutado y crepita al arder. No produce ningún gas tóxico al arder por lo que lo
podemos considerar un producto muy seguro para elementos próximos a las personas al
igual que la madera.
•
Gran facilidad de mecanización y moldeo.
•
Se comercializa en planchas rectangulares de entre 2 y 120 mm de
espesor. Existe con varios grados de resistencia (en unas doce calidades diferentes) y
numerosos colores. Se protege su superficie con un film de polietileno para evitar que se
raye al manipularlo.
•
Se puede mecanizar en frío pero no doblar(serrado, esmerilado,
acuchillado pulido, etc.). Para doblarlo hay que aplicar calor local o calentar toda la pieza.
Esto último es un proceso industrial complejo que requiere moldes y maquinaria
especializada.
•
El metacrilato presenta gran resistencia al ataque de muchos compuestos
pero es atacado por otros, entre ellos: Acetato de etilo, acetona, ácido acético, ácido
sulfúrico, alcohol amílico, benzol, butanol, diclorometano, triclorometano (cloroformo),
tolueno.
Materiales plásticos utilizados para armazones
Consideraciones generales sobre los plásticos
Como ya sabemos los plásticos son cadenas de monómeros a la cual llamamos
polímeros, el grado de reticulación y longitud de las cadenas condicionan las propiedades
de los polímeros. Los polímeros lineales son más cristalinos que los ramificados y
reticulados, resultando más duros, rígidos y resistentes a los disolventes que sus
correspondientes no cristalinos. La cristalinidad influye en la densidad y por lo tanto en el
índice de refracción.
En cuanto al comportamiento térmico, cabe decir que los polímeros lineales y los
ramificados son termoplásticos, se ablandan por la acción del calor, mientras que los
reticulados son termoestables, por lo que no se puede modificar su forma con la
aplicación de calor. Este fenómeno es importante en el alineamiento y ajuste de las
monturas plásticas.
Mientras que los derivados de la celulosa, como el polimetilmetacrilato (PMMA) y
las poliamidas son termoplásticos, mientras que las resinas epoxi, las resinas poliéster y
las resinas fenol-formaldehido (bakelita) son termoestables.
Referente a la solubilidad, ocurre que los polímeros reticulados no se disuelven,
únicamente pueden hincharse en presencia de disolventes; en cambio los polímeros
lineales o ramificados pueden disolverse en el disolvente adecuado.
Las variables que influyen en la solubilidad son, la temperatura, cuyo aumento
favorece la solubilidad, la cristalinidad (los polímeros cristalinos difícilmente son solubles),
la longitud y ramificación del polímero. A mayor longitud menor solubilidad y a mayor
ramificación mayor solubilidad.
Aditivos
Raramente un material presenta todas aquellas características que lo hacen
idóneo desde la fase de su obtención hasta su utilización.
Al polímero base se le pueden incorporar aditivos que modifican sus propiedades,
tanto en el proceso de obtención como en la utilización del material.
Los plastificantes se añaden para mejorar la fluidez, y por lo tanto la facilidad de
procesado, y también para reducir su fragilidad. De esta forma se reduce el grado de
cristalinidad del polímero y se obtiene un cambio en las propiedades del material, el nuevo
material resulta ser menos duro y menos frágil, pero más flexible y tenaz.
Al mezclar los reforzantes, que son sólidos, contribuyen a aumentar la resistencia
al impacto, a la tracción, a la compresión y a la abrasión, además aportan estabilidad
dimensional y térmica. Los reforzantes se hallan en forma de partículas o fibras y so estas
últimas las mejores para conseguir elevadas resistencias.
La mezcla de polímero-reforzante constituye un nuevo material al que se
denomina en ingles Composite.
Los colorantes se utilizan en el campo de los plásticos para aplicaciones ópticas
para obtener monturas coloreadas o vidrios oftálmicos para gafas de sol o con
características filtrantes. Estos colorantes pueden añadirse a la masa del polímero en un
momento de su obtención y también puede realizarse un proceso de tintado superficial
una vez obtenido el material.
Composites
Son materiales compuestos que se obtienen por la mezcla de dos o más
materiales diferentes en forma y composición química, e insolubles entre sí.
La mezcla da lugar a un nuevo material de características mejoradas, los
composites más utilizados para la fabricación de monturas son los plásticos reforzados
con fibras, constan de una matriz polimérica, que suele ser una resina epoxi o poliéster, y
fibras de vidrio, de carbono o de aramid que le confiere resistencia y rigidez.
Consideraciones del material ideal para monturas
Las consideraciones ideales de los materiales plásticos para la fabricación de
monturas es la siguiente:
La densidad debe ser baja, para que el peso sea el menor posible.
Las propiedades térmicas condicionan el montaje de las lentes en la montura y la
adaptación al usuario; el límite inferior del margen de la temperatura a las que la forma de
la montura puede ser modificada, se relaciona con la temperatura corporal. Si el límite es
cercano a los 37°C, la montura se desadaptará con facilidad.
La temperatura de conformado no debe ser demasiado elevada, para no provocar
quemaduras al usuario.
La temperatura límite de deformación, que es donde el material pierde las
propiedades plásticas, es de unos 20°C por arriba de la temperatura de conformado.
En cuanto a las propiedades mecánicas del material ideal que interesan al
momento del montaje y adaptación de monturas, son la resistencia a la tracción que es la
resistencia a la ruptura cuando se somete al material a un esfuerzo de tracción desde el
exterior.
Existe un importante parámetro a la hora de mantener una correcta adaptación de
las monturas y es el grado de absorción de agua del material, cuanto mayor sea este,
peores serán sus propiedades elásticas. Los plastificantes que se agregan a algunos
materiales, como los derivados de la celulosa, con el paso del tiempo tienden a
evaporarse, haciendo que el material se vuelva frágil y quebradizo, a la vez que se vuelve
amarillento.
Teniendo en cuenta que las monturas están en contacto con la piel del usuario,
deben ser inertes, no provocar irritaciones en la piel, ni alergias.
Las monturas inyectadas, suelen adaptarse mejor a las exigencias de los
diseñadores, por resultar más económicas y poder obtener mejores formatos que las
fresadas.
Polímeros para monturas y sus características
Los polímeros más usuales para monturas, se pueden clasificar en dos grupos:
Derivados de la celulosa y los plásticos no derivados de ella (celuloide, acetato de
celulosa, propionato de celulosa y acetobutirato de celulosa).
Plásticos (resina epoxi, poliamidas, copoliamida, polimetilmetacrilato y fibra de
carbono)
Derivados de la celulosa
Celuloide: Es el plástico más antiguo, se compone de nitrato de celulosa con
alcanfor como plastificante, dejo de utilizarse debido a su rápido envejecimiento
con aparición de grietas, perdida de elasticidad, rotura y decoloración.
Acetato de celulosa: Es el material plástico más utilizado en la fabricación de
monturas. Reemplazo al celuloide, es menos inflamable y utiliza como plastificante
ester de ácido ftálico, que migra menos que el alcanfor utilizado en la celuloide. Es
más estable frente al envejecimiento, tiene peores propiedades mecánicas que el
celuloide, ya que su contenido de agua es considerable, su menor elasticidad
dificulta su conformado y adaptación, por este motivo en las patillas suele
incorporarse un alma metálica para garantizar la estabilidad del ajuste.
Estas monturas son fácilmente reparables, por el proceso de soldado, que se consigue
disolviendo las partes a soldar en acetona. La mayoría de las monturas de acetato
celulosa se fabrican a partir del fresado de planchas que se obtienen mediante técnicas
de extrusionado, o bien a partir de bloques constituidos por varias planchas de acetato
que se encuentran pegadas entre sí.
Propionato de celulosa: Este material surgió después del acetato de celulosa y
se emplea principalmente en monturas de sol de tipo económicas. Su proceso de
fabricación es el inyectado, aunque también se puede obtener por fresado.
El margen de temperatura es muy estrecho y se sitúa por debajo de los 50°C, lo que
aconseja ensayar su comportamiento térmico en el extremo de la varilla, antes de
proceder al calentamiento de la montura, pues se podría llegar a deteriorar.
Acetobutirato de celulosa: Sus propiedades son muy parecidas a las del
policarbonato, no es muy utilizado en la fabricación de monturas, solo como
protector de las charnelas en la fase de pulido de las varillas.
Plásticos
Resina epoxi: Las resinas epoxi junto con las poliamidas y el propionato de
celulosa son los materiales que mayoritariamente se emplean en la fabricación de
monturas inyectadas. Las resinas epoxi comercializadas bajo el nombre de “Optyl”,
aparecierón en el mercado en el año 1968 y es el material que mejor se ajusta a la
categoría de ideal. Posee muy buenas propiedades mecánicas con una elevada
resistencia a la flexión, que nos permite no tener que introducir alambres en las
varillas (como ocurría en el caso del acetato de celulosa). Presenta un amplio
margen de temperaturas en las que sus propiedades elásticas son muy buenas,
pues recupera su forma al enfriarse; presenta también la ventaja de ser coloreado
por inmersión antes de proceder a barnizar la montura.
La reparación de este tipo de monturas es un problema, por dos razones. La
primera consiste en la imposibilidad de disolver el material, lo que obliga a
pegarlas con algún pegamento acrílico. La segunda razón que hace difícil su
reparación se relaciona con la capa de barniz que poseen todas estas monturas,
se puede eliminar con una lima ó con la pulidora, pero provoca la desaparición del
color en la zona del arreglo.
Poliamida: Se desarrolló específicamente para la fabricación de monturas, dada
su buena propiedad mecánica se utiliza en armazones del tipo de protección sea
industrial o en el deporte. Su comportamiento térmico no es muy bueno, pero tiene
buenas propiedades elásticas a bajas temperaturas, por lo que resulta muy fácil
introducir las lentes en la montura sin tener
que usar el calentador. Las posibilidades de reparación son escasas y no está muy
justificada si se trata de gafas de protección.
Polimetilmetacrilato: Es un material que se empleó en la fabricación de monturas
durante un tiempo, pero dejo de utilizarse. Presenta una elevada resistencia a la
tracción, una gran transparencia, que con la posibilidad de ser tintado, nos
permiten obtener coloraciones espectaculares.
Fibra de Carbono: Las monturas de fibra de carbono, presentan muy buenas
propiedades mecánicas, debido a su constitución interna, está formado por resina
epoxi, con fibra de carbono como material aglomerante. Esto permite fabricar
monturas cuyas secciones de aro y puentes son muy reducidas. Un estrecho
margen de temperatura limita las posibilidades de adaptación, y por ello la mayoría
de las monturas llevan varillas metálicas lacadas. La posibilidad de reparación es
casi nula, pues con un pegado no se restablece la resistencia a la tracción, que es
su principal ventaja.
Diferencias que nos permiten clasificar las monturas plásticas
Composición química: Los derivados de la celulosa son polímeros naturales
transformados, de cadenas lineales y contienen plastificantes, mientras que los
otros plásticos son polímeros reticulados tridimensionales, que en ningún caso
contienen plastificantes.
Propiedades térmicas: Los derivados de la celulosa son termoplásticos, mientras
que los otros plásticos suelen ser termoestables.
Sistema de fabricación: Los derivados de la celulosa pueden fabricarse por
fresado e inyectado, mientras que los otros plásticos siempre se fabrican por
inyectado.
Posibilidad de reparación: Los derivados de la celulosa son solubles en distintos
solventes, lo que permite su soldadura, mientras que los otros plásticos solo se
pueden reparar por pegado con acrilatos por no ser solubles.
Propiedades de los materiales para monturas plásticas
Acetato
Propionato
Resina
de celulosa
de celulosa
epoxi
(CA)
(CP)
(EP)
1,38
1,3
1,22
70
80-100
100
Celuloide
Poliamidas
Polimetilmetacrilato
Fibra de
(PA)
(PMMA)
carbono (CF)
1,1
1,04
1,2
1,5
80-115
100-130
50-80
100-110
110-120
130
150
250
100-110
*
120-260
140
180
180
350
140
170
350
60-70
30-50
30-50
75
75
110
1800
*
*
40-60
110
*
*
*
60-70
50-80
50-80
130
130
130
*
*
4,2
2,6
0,2
1,2
0,4
0,2
Fresado
Fresado
inyectado
inyectado
Inyectado
Inyectado
Soluble
Soluble
Soluble
Pegado
Imposible
Pegado
*
Media
Baja
Baja
Baja
Uso común
Graduada
Graduada
Graduada
Deportes
Graduada
de la gafa
desuso
sol
sol
protección
desuso
(CN)
Densidad
(g/cm )
T conformado
( c)
T límite de
Deformación
( c)
T combustión
( c)
Resistencia a
La tracción
(N/mm )
Resistencia a
La flexión
(N/mm )
Resistencia al
impacto
(N/mm )
Absorción de
agua (%)
Proceso
de
Fresado
Fabricación
Reparación
Interacción
con la piel
Sol
Depende
del barniz
Fresado
inyectado
Moldeado
Imposible
Depende del
barniz
Graduada
Proceso de fabricación de monturas plásticas
Los podemos clasificar en dos grupos, hablaremos de monturas inyectadas,
cuando la materia prima es introducida en el molde donde endurecerá adoptando la forma
del propio molde. El otro grupo de monturas serán las que se obtienen a partir de una
plancha de material y mediante diversos procesos de fresado se consigue la forma
deseada.
Monturas plásticas fresadas
El acetato de celulosa ha sido durante mucho tiempo el material empleado por
excelencia en la fabricación de monturas plásticas fresadas y actualmente lo sigue siendo.
El primer paso en la elaboración de una montura, sea del tipo que sea, es su
diseño, está a cargo de diseñadores con programas como el AutoCAD
Con el diseño de CAD y el prototipo se analiza la viabilidad del diseño, desde dos
puntos de vista, uno el estrictamente de producción, principalmente evaluar si con la
maquinaria disponible es posible fabricar el nuevo diseño, y cuando el diseño es aceptado
se pasa a la fase de utillaje, que consiste en preparar todos aquellos elementos que sin
pertenecer a la montura (soportes, fresas, copiadores, etc.) nos permiten obtener la
producción del diseño.
En la fase siguiente, se reúne toda la fornitura precisa para la fabricación de un
determinado número de unidades; se eligen las bisagras, varillas y los embellecedores.
El siguiente paso será el fresado de frentes y varillas, la fresa es un elemento
cortante que consta de la zona de corte y la de evacuación de los restos del material,
para el trabajo con materiales blandos, como el acetato de celulosa, la fresa debe girar
entre 15.000 y 20.000 revoluciones, este arranque de material se produce para llevar a
cabo, redondeos de plaquetas o codos, vaciados del interior de los frentes, etc.
Las fresas automáticas, poseen un soporte, donde se coloca un rectángulo de
acetato, de donde obtendremos la pieza final, este cuenta con cuatro grados de libertad
(x, y, z, y el giro respecto a uno de ellos).
Cuentan también con un cabezal porta motores, al que se le pueden adaptar
distintas fresas. Se debe tener en cuenta que las máquinas con control númerico, están
destinadas a la producción en serie, y su versatilidad es muy elevada, pues para cambiar
de modelo, habrá que ejecutar el programa correspondiente al nuevo modelo, pero hoy en
día su costo es muy elevado.
Fresa automática con control numérico
También se emplean los pantógrafos, están constituidos por un copiador y una
fresa que se desplaza siguiendo los movimientos del copiador, este palpa sobre una
plantilla que es una reproducción a escala de la parte interior y exterior del frente, la fresa
va cortando la forma sobre el rectángulo de material, que luego será el frente.
Se debe tener en cuenta que en la fabricación de un frente de montura, pueden
haber de 15 a 20 operaciones de fresado.
Fresado de interiores: el rectángulo se sujeta por su parte exterior y se cortan los
interiores de los aros, a la vez que son ranurados
Fresado de exteriores: se debe de sujetar el rectángulo por el interior de los aros, se
corta todo el perfil exterior y se le da la forma al puente, a las plaquetas y a los codos.
Empotrado de las bisagras: se realiza una vez que se han efectuado todas las
operaciones de fresado, para ello se practica un orificio en la parte posterior de cada uno
de los codos, teniendo en cuenta que el volumen del material desalojado debe ser igual a
la bisagra que empotraremos.
Fabricación de las varillas: en primer lugar se fresan los rectángulos, obteniendo la
varilla estirada y posteriormente se clava un alambre que lleva soldado en uno de sus
extremos la bisagra, la función de este alambre es la de mantener la varilla en la posición
adecuada.
Proteger las bisagras del frente: es proteger las bisagras durante el pulido, se recubren
con acetobutirato de celulosa, el cual será eliminado una vez concluido el proceso de
pulido.
Pulido: se dispone de bombos de sección hexagonal, que poseen movimientos de giro
axial, con una velocidad de 30 revoluciones. El proceso de pulido cuenta con varias
etapas, de tres a cinco, cada una de las cuales corresponde a un bombo cargado con
distintos abrasivos, el proceso de pulido puede durar hasta 12 horas.
Ensamblado: consiste en el ajuste de varillas, decorado, marcado y empaquetado
de las monturas.
Influencia de las propiedades mecánicas en las condiciones de uso de las monturas.
Monturas plásticas inyectadas
La obtención de estas monturas se consigue introduciendo el material que
constituirá la montura en un molde que conforma el material, obteniéndose así las varillas
y los frentes. Dependiendo del material con que se fabrique la montura y de sus
posibilidades de manipulación, se trabajará con la técnica de llenado del molde por
diferencia de presiones o bien por medio del extrusionado.
Un molde para la inyección de monturas está construido a partir de un bloque
metálico, dividido en dos mitades, el interior de las mismas se rebaja convenientemente
para que una vez ensambladas quede en el interior un vacío con la forma de la montura o
varillas que queremos obtener con el molde.
El rebajado del interior del molde se consigue con un proceso de electroerosión y
un pulido posterior, el objetivo es que al desmoldar el frente de la montura o de las
varillas, su calidad superficial sea prácticamente la deseada en el elemento terminado.
El molde empleado para la inyección deberá de tener un orificio de entrada de
material y al menos uno para la evacuación del aire confinado en su interior, además de
unos encajes localizados en la zona del codo y extremos de las varillas, donde antes de
cerrarlo se colocan las bisagras. Se debe de tener en cuenta que los frentes y varillas una
vez desmoldados se pulen, decoran y ensamblan.
El llenado del molde en el caso de trabajar con acetato de celulosa, propionato de
celulosa o poliamida se consigue por extrusionado. Este proceso se lleva a cabo dentro
de un cilindro termostatado a unos 100°C, uno de cuyos extremos está en contacto con la
parte inferior de una tolva, donde colocamos el material en forma de granulado. El
material fundido se desplaza en el interior del cilindro por la acción de avance producida
por un tornillo sin fin, obligando al material a salir por el otro extremo del cilindro, donde se
halla ajustado el molde por su entrada.
El material fundido inunda los huecos del molde, desplazando el aire que saldrá
por los orificios de evacuación. En el caso de trabajar con resinas epoxy, el llenado del
molde se consigue por diferencia de presión. En el interior del molde se crea una
depresión que favorece la entrada de la mezcla a polimerizar, al igual que en la inyección
de acetato, antes de cerrar el molde, se colocan las bisagras del frente y las varillas, el
endurecido del material dentro del molde se consigue sometiendo al molde a una
temperatura de unos 100°C durante media hora.
Las monturas fabricadas con resina epoxy son coloreadas en la masa, el colorante
se añade a la resina antes de introducirla en el molde, se colorean por inmersión, técnica
que nos permite obtener degradados, después del pulido final se procede a su
ensamblado, marcado y barnizado, con lo que se obtiene un acabado superficial muy
duradero.