Reciclado de catalizadores de automóviles
Anuncio

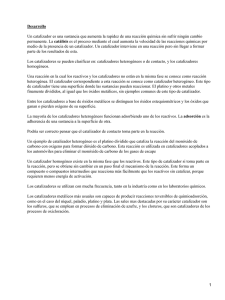
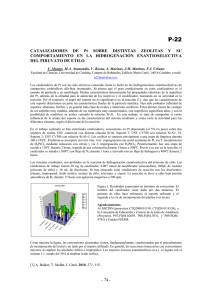
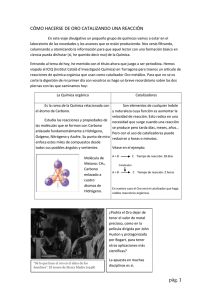
TR J. Rincón, I. Asencio, R. Camarillo y A. Martín Universidad de Castilla-La Mancha tratamiento de residuos Reciclado de catalizadores de automóviles Se analizan las técnicas empleadas actualmente en la gestión y tratamiento de los catalizadores de tres vías agotados que forman parte del sistema de combustión de los automóviles, así como se revisan algunas experiencias de tratamiento llevadas a cabo en los últimos años. También se contemplan nuevos horizontes en los sistemas tradicionales de tratamiento de este residuo. 182 Ingeniería Química Los vehículos a motor son considerados actualmente una fuente móvil de contaminación atmosférica por las características de los gases de escape que emiten. Prueba de ello es la aparición en los últimos años de disposiciones legales cada vez más estrictas que tratan de controlarlos. Los principales componentes de estas emisiones son nitrógeno molecular (N2), dióxido de carbono (CO2) y agua (H2O). Sin embargo, como el proceso de combustión nunca es perfecto, en los motores de los automóviles también se producen algunas cantidades menores de otros compuestos más nocivos, como monóxido de carbono (CO), compuestos orgánicos volátiles (COV), óxidos de nitrógeno (NO y NO2, denominados conjuntamente “NOx”), óxidos de azufre, compuestos de plomo y humos negros (constituidos principalmente por partículas de carbón e hidrocarburos no quemados) (Fig. 1). Para reducir este tipo de emisiones existen una serie de alternativas técnicas, entre las que se encuentran el uso de gasolinas sin plomo, biocarburantes o catalizadores de tres vías. Precisamente el análisis de las técnicas de gestión y reciclado de estos últimos es el objeto del presente artículo. Nº 455 Tratamiento de residuos Figura 1 Gases de escape procedentes de la combustión 1 Los catalizadores de tres vías El catalizador de tres vías es un receptáculo que se coloca en medio del tubo de escape y que consta esencialmente de un soporte (silicato de aluminio y magnesio) sobre el cual se apoya una capa de alúmina altamente porosa. Está impregnado por metales nobles, como platino, rodio o paladio, cuya función es proporcionar los sitios activos para eliminar los gases contaminantes [1]. Estos metales reducen simultáneamente tres tipos de contaminantes: hidrocarburos no quemados, CO y NOx, y por ello se les conoce con el nombre de “catalizadores de tres vías” [2] (Fig. 2). Por otra parte, los motores de los automóviles actuales controlan la cantidad de combustible que queman y, para garantizar el buen funcionamiento del catalizador, la combustión dentro del motor tiene que hacerse sin exceso ni defecto de oxígeno; es decir, intentando mantener la relación aire:combustible muy cerca del punto estequiométrico. Es por ello que los modernos catalizadores de tres vías suelen incorporar también algún material con capacidad para acumular oxígeno, normalmente compuestos de Ce y Zr, que le permiten almacenar oxígeno cuando no hace falta y desprenderlo en condiciones de escasez [3]. A esta importante propiedad de los catalizadores se la conoce como “capacidad de acumulación de oxígeno” u OSC (Oxygen Storage Capacity). Los catalizadores de tres vías se introdujeron a principios de los años 80 en los vehículos de gasolina por ser considerados una técnica eficiente para cumplir con los estrictos límites de emisión impuestos [1]. En la actualidad, en la Unión Europea, las disposiciones fundamentales sobre las emisiones de los vehículos y las relativas a la homologación de los dispositivos de control de la contaminación (entre ellos los catalizadores de tres vías) están reguladas por el Reglamento (CE) Nº 715/2007 del Parlamento Europeo y del Consejo. Este Reglamento está actualmente en vigor y deberá aplicarse a partir de enero del 2009 en cada Estado miembro. 184 Ingeniería Química 2 Desactivación de los catalizadores La actividad de los catalizadores de tres vías se asegura por la estructura altamente porosa, con un gran área superficial, donde se encuentran los metales nobles [1]. Sin embargo, tiende a disminuir con el tiempo y con el uso, debido, principalmente, a la pérdida de superficie activa y a la disminución de la dispersión de los metales nobles [1] (Fig.3). Las principales causas de su desactivación están relacionadas con las severas condiciones de operación a las que están sometidos, pero también influyen las propiedades de los combustibles utilizados. Suelen clasificarse en tres grupos, térmicas, químicas y mecánicas [3-6], y pueden aparecer separadamente o en combinación, pero el efecto neto es siempre la pérdida de actividad catalítica [4]. La desactivación mecánica implica fracturas físicas o el agotamiento del monolito y es irreversible [3 y 4]. En cuanto a la desactivación térmica, ocurre debido a que el sustrato y los metales activos se ven afectados en el rango de variación de la temperatura de operación (20-850ºC, e incluso superior). Se producen cambios cristalográficos en los constituyentes del sustrato, interacciones entre sustrato y metales activos, aleaciones, etc., que reducen el número de sitios activos del catalizador y, por tanto, su actividad. Además, estos cambios térmicos, junto con el efecto del flujo de las partículas de la corriente gaseosa, promueven la pérdida mecánica de material. Al igual que la desactivación mecánica, la térmica también es normalmente irreversible, aunque en algunos casos esta última puede revertirse mejorando la dispersión de los metales en la superficie [2, 4 y 7]. Sin embargo, a diferencia de las anteriores, la desactivación química es reversible. Debido a que se produce como consecuencia del envenenamiento de los sitios activos del catalizador por impurezas (compuestos contaminantes presentes en las emisiones gaseosas) [2], si éstas se retiran, el catalizador recupera su actividad. Las impurezas proceden de aditivos de los combustibles (por ejemplo, Pb y S, que se están reduciendo en las últimas décadas, y Figura 2 Catalizador de tres vías Pantalla térmica Gases de escape N2, H20, C02 Cubierta inoxidable Salida del motor CO, HC, NO2 Material cerámico en forma de panal y cubierto con metales catalíticos Nº 455 Tratamiento de residuos Figura 3 Desactivación del catalizador cuanto a la distribución axial, las mayores acumulaciones se producen en la entrada de los gases de escape [7]. Finalmente, cabe indicar que, aunque la escala de tiempo para la degradación depende de factores como las condiciones de conducción, el tipo de combustible, etc. [2], suele considerarse que, aproximadamente, el tiempo de vida de los catalizadores de tres vías es de 100.000 km o 5 años [8]. Por otro lado, la aparición de cada uno de los tres fenómenos de desactivación descritos, aunque depende de varios factores y se da durante toda la vida útil del catalizador, ocurre a diferentes escalas de tiempo. Por ejemplo, el fenómeno de desactivación química es proporcional al tiempo de operación, mientras que los efectos causados por las altas temperaturas decaen de forma exponencial con el tiempo [9]. Además, el caso de la desactivación total por roturas mecánicas se considera un evento puntual, mientras que el desgaste físico del monolito va ocurriendo de forma gradual [3] En cualquier caso, en general la desactivación química se produce mucho antes que las otras [3, 4 y 7] 3 Gestión y tratamiento de catalizadores agotados también Si, Mg, Mn, Cr y P), de aditivos de aceites lubricantes (por ejemplo, P, Zn y Ca) y de materiales que forman parte del motor y del tubo de escape (por ejemplo, Fe, Ni, Cu y Cr) [2], y suelen formar compuestos que son adsorbidos o reaccionan de modo irreversible con los componentes de superficie activa del catalizador provocando su desactivación. Las formas comunes en las que aparecen las impurezas anteriores en los catalizadores, en la capa de alúmina, son fosfatos del tipo M 3(PO 4) 2, siendo M= Zn, Ca o Mg, o fosfato de aluminio AlPO4. También se ha detectado que, compuestos como CePO4 y Ce(PO4)3 forman una película densa que causa la obstrucción de los poros y no permite el contacto entre el catalizador y el gas [4]. Igualmente se ha observado que compuestos de zinc, como el zinc dialquilditiofosfato (ZDDP) derivado de aceites antioxidantes, aparecen en la corriente gaseosa después de la degradación térmica e hidrolítica del aceite y se depositan en la superficie del catalizador en forma de Zn3(PO4)2, CaZn2(PO4)2, MgZn2(PO4)2 y Zn2P2O7 [3]. Otros compuestos que desactivan el catalizador y que se forman cuando el SO2 está presente en los gases de escape son sulfatos metálicos y sulfuros como, por ejemplo, Ce(SO4)2, Ce2(SO4)3, Al2(SO4)3 o Ce2O2S [3]. Por otra parte, debe señalarse que el grado de retención de los contaminantes principales en el catalizador depende de su naturaleza, habiéndose encontrado que sigue el orden siguiente: P>Pb>Zn>Ca>>S [7]. Además, su acumulación en la superficie del catalizador depende de la temperatura y se ve favorecida a bajos valores de la variable. Con respecto a la distribución de los contaminantes, estudios de macro y microdistribución han demostrado que la mayor parte se acumula en la superficie externa del sustrato, siendo uniforme la distribución radial. En 186 Ingeniería Química Una vez que la actividad disminuye tanto como para que el catalizador no pueda cumplir con los límites de emisión impuestos, éste es reemplazado por otro nuevo. En la actualidad no se lleva a cabo a nivel comercial el reciclaje de catalizadores agotados en ninguna parte del mundo. Las empresas gestoras de este residuo se limitan a la sustitución del monolito agotado por otro nuevo y sus tarifas dependen básicamente de la masa de catalizador introducida, que, a su vez, es función de la potencia del vehículo, del número de revoluciones del motor diésel o de gasolina y de su antigüedad (pues de ella depende la aplicación al vehículo de las normas Euro 3 o Euro 4, esta última más restrictiva desde el punto de vista de las emisiones permitidas al mismo). En definitiva, a mayor volumen de monolito y carga de metales preciosos a introducir, mayor coste de sustitución del catalizador. Las cifras que se manejan actualmente en nuestro país oscilan entre los 150 y los 500 euros [10]. Después, una vez sustituidos, los catalizadores agotados son tratados como una fuente potencial de metales nobles y se someten a procedimientos hidrometalúrgicos. La mayoría de las empresas dedicadas a ello se ocupan de la recuperación de platino, paladio y rodio. Sin embargo, estos tratamientos utilizan agentes altamente agresivos y corrosivos, además de producir grandes cantidades de residuos sólidos y líquidos [11]. Es por ello que en los últimos años han aparecido técnicas nuevas a escala de laboratorio cuyo fin es regenerar este tipo de catalizadores. Por fin se asume la verdadera identidad del residuo como peligroso y se pretende evitar el coste de catalizadores nuevos mediante el reciclaje de los usados. Estas técnicas de regeneración se suelen clasificar en dos grandes categorías, térmicas y químicas, según el tipo de tratamiento usado para la recuperación de la actividad del catalizador. Nº 455 reciclado de catalizadores de automóviles En la actualidad no se lleva a cabo a nivel comercial el reciclaje de catalizadores agotados 3.1 Técnicas de regeneración térmica La desactivación térmica se produce debido a que durante la operación se expone el catalizador a temperaturas superiores a 800°C, y ello provoca la aglomeración y sinterización de las partículas de metal, con la consiguiente disminución de actividad catalítica. Sin embargo, la recuperación de la misma es posible puesto que diversos autores [2, 12-15] han informado de que mediante tratamientos térmicos se puede producir la redispersión del metal en el catalizador. Esta redispersión se produce por la formación de óxidos metálicos, los cuales, tras su reducción, formarían pequeños clusters metálicos en la superficie del catalizador [2]. Para favorecer la redispersión del metal se ha propuesto la utilización de diferentes gases, individualmente o mezclados, durante la regeneración térmica. De los gases empleados, el hidrógeno es el menos efectivo, ya que, a pesar de recuperar la actividad catalítica, esta recuperación se mantiene únicamente un corto periodo de tiempo [2]. El empleo de aire a temperaturas entre 500-700ºC permite la recuperación prácticamente total del catalizador respecto a la conversión de CO e hidrocarburos [2]. Sin embargo, este tratamiento sólo es efectivo para aquellos catalizadores con elevada carga metálica (6.000 mg/dm3) [2]. Una alternativa más interesante es el empleo de mezclas gaseosas oxígeno-cloro. En este caso, la adición de pequeñas cantidades de cloro durante el tratamiento con oxígeno produce la formación de complejos móviles clorados [16-19]. La redispersión del metal se realiza en tres etapas [20]: (a) formación del cloruro volátil, (b) redistribución del cloruro sobre la superficie del catalizador y (c) reabsorción del cloruro y formación de complejos estables en la superficie del catalizador. Por otra parte, debido a que la reducción con hidrógeno a 300°C no elimina totalmente todas las trazas de cloro en el catalizador, con un consiguiente periodo de inducción, es aconsejable un tratamiento con vapor de agua para eliminar las mencionadas trazas y dar estabilidad al catalizador [2]. 3.2 La mayor parte de los contaminantes que producen la desactivación química del catalizador (principalmente fosfatos, sulfatos y óxidos) se disuelven en medios ácidos. Es por ello que, a nivel de laboratorio, casi todas las técnicas de regeneración actuales se basan en el empleo de ácidos orgánicos débiles para movilizar estos contaEnero 2008 marQue 105 Técnicas de regeneración química Tratamiento de residuos En los últimos años han aparecido técnicas nuevas a escala de laboratorio cuyo fin es regenerar este tipo de catalizadores minantes de la superficie del catalizador [3]. No se usan ácidos fuertes (HCl, HNO3 o H2SO4) porque pueden atacar y destruir el sustrato del catalizador [4 y 7]. La eliminación de contaminantes acumulados en los sitios activos de los catalizadores con disoluciones de ácidos orgánicos débiles se realiza a través de la disolución de los compuestos contaminantes y la formación posterior de complejos de metales y otros iones formados en disolución [4]. Los ácidos orgánicos débiles más usados son el acético, el oxálico y el cítrico [3]. Las disoluciones de estos ácidos débiles son muy eficientes en la eliminación de P, Fe, Zn, Cr, Pb, Ni y Cu. El ácido oxálico es más eficiente que el acético y el cítrico en la eliminación de P y Cu, mientras que la aplicación de ácido cítrico es mucho mejor para separar Zn, Fe, Cr, Pb y Ni. Estas diferencias dependen de la mayor o menor capacidad de los compuestos para disolverse en las distintas disoluciones ácidas y de la eficiencia en la formación de complejos de los cationes metálicos con los aniones ácidos [3 y 11]. Más recientemente se ha propuesto el uso de agentes quelantes como el EDTA [11], habiéndose comprobado que la disolución diluida (0,1 M) de este ácido es muy eficiente para la extracción de contaminantes metálicos, como Pb, Ca, Zn, Fe, Cu y Ni [11]. Además, el posterior lavado con ácido oxálico permite una recuperación mucho mayor de la actividad catalítica y de la OSC, fundamentalmente debido a que se produce la eliminación de la mayoría de los compuestos que contienen P. Por tanto, el tratamiento conjunto con agentes quelantes, como el EDTA, y soluciones de ácidos orgánicos débiles, como el ácido oxálico, podría ser un método interesante para la reactivación in situ de los catalizadores de tres vías si no fuera por la contaminación secundaria que se genera debido a la formación de un efluente contaminado (complejo EDTA-metal). Esta corriente contaminante necesita ser tratada con el fin de recuperar o eliminar los metales que contiene y, aunque la viabilidad técnica del proceso está asegurada, pues existen numerosas tecnologías aplicables (por ejemplo, precipitación química convencional, intercambio iónico, adsorción con carbón activo o procesos electrolíticos), la aplicación de cualquiera de ellas afectaría negativamente a la viabilidad económica del proceso de regeneración del catalizador. Finalmente, cabe señalar que el tiempo necesario para la regeneración y el porcentaje de eliminación de cada metal contaminante depende del envejecimiento del catalizador. Así, la regeneración de catalizadores utilizados durante más kilómetros tiene que realizarse durante más tiempo que la de otros no tan envejecidos para conseguir tasas de eliminación de contaminantes similares. 188 Ingeniería Química 3.3 Una tecnología de regeneración emergente Todas las técnicas anteriores presentan algunos inconvenientes en la regeneración de los catalizadores de tres vías; es decir, el proceso no es totalmente eficaz por una o varias de las siguientes razones: se produce la eliminación incompleta de contaminantes, hay tratamientos exclusivos para contaminantes específicos, la recuperación de la actividad catalítica y de la capacidad de acumulación de oxígeno (OSC) es parcial y se generan efluentes contaminantes que necesitan tratamiento. Por ello, en el presente artículo, se propone el uso de fluidos subcríticos y supercríticos para regenerar los catalizadores mediante la extracción selectiva de las sustancias que los desactivan. Los datos publicados en algunos trabajos recientes [21 y 22] nos hacen ser optimistas acerca de los resultados que podría reportar su aplicación. Un fluido supercrítico es aquel que se encuentra por encima de su presión y temperatura críticas, mientras que el término subcrítico hace referencia a valores de presión y temperatura inferiores, pero cercanos al punto crítico. Su uso en las operaciones de extracción resulta interesante por el comportamiento único de las sustancias en la región supercrítica, especialmente en las proximidades del punto crítico, donde pequeñas modificaciones en la presión y la temperatura son capaces de producir cambios drásticos en su poder disolvente y características de transferencia de materia [23]. En otras palabras, cuando la extracción se realiza en condiciones subcríticas o supercríticas, simplemente alterando las condiciones de presión y temperatura es posible modificar a conveniencia la selectividad de la separación. Además, para mejorar las propiedades del disolvente supercrítico pueden utilizarse cosolventes o modificadores de la solubilidad. En este caso, el fluido supercrítico extractor estará constituido por un componente mayoritario (disolvente) y uno minoritario (cosolvente o modificador de solubilidad) que puede proporcionar al primero alguna ventaja, como, por ejemplo, la de aumentar su poder disolvente o su selectividad. En los últimos años se han realizado diversos estudios de regeneración de diferentes tipos de catalizadores con resultados satisfactorios empleando fluidos supercríticos [21, 24 y 25]. Los usados en la industria del refino del petróleo y en reacciones de alquilación han sido objeto de un mayor número de investigaciones. A modo de ejemplo comentaremos el uso de isobutano supercrítico en la eliminación de hidrocarburos acumulados en catalizadores desactivados en reacciones de alquilación. Las muestras de catalizador utilizadas han sido zeolitas como Mordenita, Zeolita Beta y Zeolita Y. Se ha informado de que, tras la regeneración, los catalizadores recuperaban su funcionamiento inicial [21 y 25]. Asimismo se ha observado que en el proceso de regeneración jugaban un papel clave factores como la temperatura, la presión y el tiempo de regeneración, pero que también influían otras propiedades como la solubilidad o la difusividad del contaminante en el fluido supercrítico. Además, el proceso de regeneración presentaba la ventaja de que podía repetirse múltiples veces [24]. Nº 455 reciclado de catalizadores de automóviles Los buenos resultados obtenidos en la regeneración con fluidos supercríticos de los catalizadores anteriores sugieren que también puedan utilizarse con éxito en la regeneración de los catalizadores de tres vías de los automóviles. Las ventajas que presenta esta tecnología son principalmente de tipo económico y medioambiental. Por un lado, se minimiza la generación de residuos ambientalmente peligrosos (los mencionados catalizadores, que contienen los metales pesados) y, por otro, se obtiene una doble actuación económica: aumentar el ciclo de vida de los catalizadores, con el consiguiente ahorro en la adquisición de catalizador fresco, normalmente de elevado valor, y disminuir el coste del tratamiento del efluente generado tras la regeneración del catalizador pues, en principio, la separación de los contaminantes y del fluido supercrítico podría conseguirse sin más que modificar la presión y la temperatura de la corriente residual. Bibliografía [1] H. Birgersson , M. Boutonnet, F. Klingstedt, D.Yu. Murzin, P. Stefanov, A. Naydenov. Applied Catalysis B: Environmental , 65, 93-100. (2006). [2] H. Birgersson , L. Eriksson, M. Boutonnet, S.G. Jaras. Applied Catalysis B: Environmental , 54, 193-200. (2004). [3] P.S. Lambrou, S.Y. Christou, A.P. Fotopoulos, F.K. Foti, T.N. Angelidis, A.M. Efstathiou. Applied Catalysis B: Environmental , 59, 1-11 (2005). [4] S.Y. Christou , H. Birgersson, J.L.G. Fierro, A.M. Efstathiou. Environmental Science & Technology , 40, 2030-2036 (2006). [5] C. Larese, F. Cabello Galisteo, M. Lopez Granados, R. Mariscal Lopez, J.L.G. Fierro, P.S. Lambrou, A.M. Efstathiou. Applied Catalysis B: Environmental, 48, 113-123 (2004). [6] L. Martin, J.L. Arranz, O. Prieto, R. Trujillano, M.J. Holgado, M.A. Galan, V. Rives. Applied Catalysis B: Environmental , 44, 41-52 (2003). [7] T.N. Angelidis, and V.G. Papadakis. Applied Catalysis B: Environmental , 12, 193-206 (1997). [8] R.A. Daley, S.Y. Christou, A.M. Efstathiou, J.A. Anderson. Applied Catalysis B: Environmental , 60, 117-127 (2005). [9] P.S. Lambrou, and A.M. Efstathiou. J. Catal. 240, 182-193 (2006). [10] Iresa Ingeniería S.L. Página Web: www.iresaing.com. [11] S.Y. Christou, H. Birgersson, A.M. Efstathiou. Applied Catalysis B: Environmental , 71, 185-198 (2007). [12] T.J. Lee, and Y.G. Kim. J. Catal. 90, 279-291 (1984). [13] R.M.J. Fiedorow, and S.E. Wanke. J. Catal. 43, 34-42 (1976). [14] J.E. Stulga, P. Wynblatt, J.K. Tien. J. Catal. 62, 59-69 (1980). [15] R.M.J. Fiedorow, and S.E. Wanke. Applied Catalysis B: Environmental , 14, 249-259 (1997). [16] H. Lieske, G. Lietz, H. Spindler, J. Voelter. J. Catal. 81, 8-16. (1983). [17] G. Tonetto, M.L. Ferreira, D.E. Damiani. Journal of Molecular Catalysis A: Chemical , 171, 123-141 (2001). [18] G. Lietz, H. Lieske, H. Spindler, W. Hanke, J. Voelter. J. Catal. 81, 17-25 (1983). [19] K. Foger, and H. Jaeger. J. Catal. 92, 64-78 (1985). [20] K. Foger, D. Hay, H. Jaeger. J. Catal. 96, 154-69 (1985). [21] L.M. Petkovic, D.M. Ginosar, K.C. Burch. J. Catal. 234, 328-339 (2005). [22] D.N. Thompson, D.M. Ginosar, K.C. Burch, D.J. Zalewski. Industrial & Engineering Chemistry Research , 44, 4534-4542 (2005). [23] Stahl, E., Quirin, K. W., and Gerard, D, Ed., Springer-Verlag, Berlín (1988). [24] D.N. Thompson, D.M. Ginosar, K.C. Burch. Applied Catalysis A: General , 279, 109116 (2005). Agradecimientos Los autores agradecen al MMAM y al MCyT la financiación de este trabajo a través de los proyectos de referencia 096/2006/3-11.3 y CMT 2006-10105. Enero 2008 marQue 106 [25] L.M. Petkovic, and D.M. Ginosar. Applied Catalysis A: General, 275, 235-245. (2004).