Diseño de un sistema de manejo de materiales en Bridgestone
Anuncio

UNIVERSIDAD SIMÓN BOLÍVAR
COORDINACIÓN DE INGENERÍA DE PRODUCCIÓN
DISEÑO DE UN SISTEMA DE MANEJO DE MATERIALES EN BRIDGESTONE
FIRESTONE VENEZOLANA
Por:
Karim Ahmed Djabi Porras
INFORME FINAL DE CURSOS EN COOPERACIÓN
Presentado ante la ilustre Universidad Simón Bolívar
Como Requisito Parcial para Optar al Título de
Ingeniero de Producción
Sartenejas, Julio de 2006
ii
UNIVERSIDAD SIMÓN BOLÍVAR
COORDINACIÓN DE INGENERÍA DE PRODUCCIÓN
DISEÑO DE UN SISTEMA DE MANEJO DE MATERIALES EN BRIDGESTONE
FIRESTONE VENEZOLANA
Informe de Pasantía realizado en:
BRIDGESTONE FIRESTONE VENEZOLANA
Autor: Karim A Djabi P
Carnet 00-32741
TUTOR ACADÉMICO: Prof. Joaquín Santos
TUTOR INDUSTRIAL: Ing. Carlos Araujo
Sartenejas, Julio de 2006
iii
DISEÑO DE UN SISTEMA DE MANEJO DE MATERIALES EN BRIDGESTONE
FIRESTONE VENEZOLANA
Realizado por:
Karim A Djabi P
RESUMEN
El sistema de manejo de materiales se desarrolló en el Departamento de Inspección Final de la
empresa Bridgestone Firestone Venezolana CA.; ubicada en la zona industrial de Valencia,
estado Carabobo, la cual se dedica a la manufactura de cauchos. El manejo de materiales dentro
del Departamento de Inspección Final tiene el índice de productividad más bajo de la empresa y
tiempos no operativos de un 18% por falta de material. El empaletamiento de los cauchos por
segregación se realiza de manera manual, lo que trae errores de clasificación y problemas de
envío a las ensambladoras y distribuidoras. El objetivo de este trabajo es proponer un sistema de
manejo de materiales que, aplicando la metodología del System Handling Analysis permita
aumentar la productividad del departamento. Primero se analizó el sistema actual de manejo, se
clasificaron los materiales y se analizaron los movimientos dentro del departamento; con el uso
de diagramas de procesos, de flujos, de rutas y diagramas de orígenes y destinos entre otros. Se
propuso el sistema de manejo usando los principios de distancia y cantidad. La propuesta viene
acompañada de la implementación del código de barra, herramienta que permite tener un mayor
control sobre los materiales manipulados. Como resultado se tiene un sistema de manejo que
brinda un flujo constante entre las áreas del departamento, reduce los tiempos no operativos por
falta de material y elimina la segregación manual de los cauchos. El costo de la inversión fue de
Bs. 3.065.826.250 los beneficios por la implementación del sistema fueron de Bs. 1.861.321.800
lo que proporciona un retorno de la inversión de 1,64 años. En otro análisis financiero se tiene un
Valor Presente Neto (VPN) de Bs. 1.189.933.416 para un estudio de cinco años y una Tasa
Interna de Retorno (TIR) del 41%, mayor a la tasa de riesgo asumido que fue de 25%. Lo que
significa que el proyecto es factible. Con el proyecto se recomienda incorporar a los trabajadores
asociados al proceso de cambio a través de jornadas informativas, encuestas, recepción de ideas,
además de que la empresa debe proporcionar el entrenamiento adecuado para el buen desempeño
del sistema de manejo.
Palabras claves: Segregación, Diseño, Manejo de Materiales, Flujos, Código de Barra,
Productividad.
iv
DEDICATORIA
A Dios por todo.
A mis padres por la vida, su amor ante todo y gracias por siempre pensar en la mejor educación
para nosotros. Gracias por todos sus sacrificios para brindarnos una mejor vida.
A mi familia por sus consejos, palabras de apoyo y estar siempre pendiente de mí. Gracias
Abuelo, Abuelas, Tías y Tíos.
A mi familia de Argelia que a pesar de la distancia y la barrera del idioma nos queremos como si
estuviésemos juntos todos los días, especialmente a mi prima Zhora y a la abuela que no pasa un
segundo sin pensar en su hijo y en nosotros.
Gracias a todos los Kd por ser mi segunda familia, son los mejores amigos que uno puede tener.
Gracias a María José porque me has acompañado en esta última etapa de mi vida universitaria y
me has brindado todo tu apoyo para que el trabajo se diera.
Gracias a todos por todo. Especialmente a Samir por ser parte de mí y a Omar.
v
AGRADECIMIENTOS
A la empresa por abrirme las puertas y brindarme la posibilidad de emplear los conocimientos
adquiridos.
A los compañeros de trabajo, a los ingenieros y a los pasantes.
A Joaquín Santos por ser mi tutor y guiarme por esta experiencia que fue la pasantía, siempre
dando consejos para enseñarnos la vida real.
A Carlos Araujo por ser mi tutor en la empresa y más que eso un amigo incondicional que me
brindó todo su apoyo para la realización del proyecto.
A mis compañeros en la universidad especialmente a Víctor Sánchez por aguantarme por tantos
años y siempre estar dispuesto a la hora de realizar los trabajos.
A todo el personal de la planta y de la Universidad por su apoyo y ayuda.
vi
ÍNDICE GENERAL
INTRODUCCIÓN........................................................................................................................... 1
CAPÍTULO 1 LA EMPRESA......................................................................................................... 4
1.1
Bridgestone Firestone Venezolana C.A........................................................................... 4
1.2
Organigrama de la Empresa ............................................................................................ 5
1.3
Proceso Productivo .......................................................................................................... 7
CAPÍTULO 2 MARCO TEÓRICO .............................................................................................. 17
2.1
Ingeniería de métodos.................................................................................................... 17
2.2
Manejo de Materials ...................................................................................................... 18
2.3
Puntos a Considerar para Reducir el Tiempo y la Energía Empleada en el Manejo de
Materiales ...................................................................................................................... 19
2.4
El Método SLP (Systematic Layout Planning) ............................................................. 21
2.5
Systematic Handling Analysis (SHA) ........................................................................... 22
2.5.1
Procedimiento del SHA ......................................................................................... 23
2.6
Las Fases del Diseño de Manejo de Materiales............................................................. 25
CAPÍTULO 3 METODOLOGÍA.................................................................................................. 26
3.1
Descripción de la Metodología...................................................................................... 26
3.2
Identificación Situación Actual ..................................................................................... 28
3.3
Creación de Alternativas de Manejos............................................................................ 28
3.4
Cálculos de los Requerimientos y Factibilidad del Proyecto ........................................ 29
CAPÍTULO 4 RESULTADOS ..................................................................................................... 30
4.1
Determinar Productos, Cantidades, Rutas, Servicios y Tiempo.................................... 30
4.2
Propuesta y Requerimientos del Sistema de Manejo para Cauchos Radiales y
Convencionales.............................................................................................................. 35
4.2.1
Cabina de Rasurado ............................................................................................... 35
4.2.2
Inspección Prioritaria............................................................................................. 38
4.2.3
Cabina de Inspección............................................................................................. 39
4.2.4
Pulido de Defectos Menores, Jaula de Scrap y Retrabajo ..................................... 40
4.2.5
Máquina de Rayos X ............................................................................................. 41
4.2.6
Máquinas de Uniformidad TUO............................................................................ 42
4.2.7
Máquina Balanceadora YAMATO........................................................................ 44
4.2.8
Reinspección.......................................................................................................... 45
4.2.9
Almacén de Productos Terminados....................................................................... 46
4.3
Propuesta y Requerimientos del Sistema de Manejo para Cauchos Camión ................ 47
4.4
Requerimientos para el Sistema de Código de Barra .................................................... 47
4.5
Comparación de Alternativas para el Empaletado de los Cauchos en Almacén ........... 50
4.6
Selección de la Alternativa de Empaletamiento de los Cauchos en el Almacén........... 52
4.7
Análisis Financiero ........................................................................................................ 55
CAPÍTULO 5 CONCLUSIONES ................................................................................................ 60
CAPÍTULO 6 RECOMENDACIONES........................................................................................ 62
REFERENCIAS BIBLIOGRÁFICAS .......................................................................................... 64
ANEXOS ....................................................................................................................................... 65
ANEXO A ..................................................................................................................................... 66
ANEXO B ..................................................................................................................................... 67
ANEXO C ..................................................................................................................................... 68
vii
ANEXO D ..................................................................................................................................... 69
ANEXO E...................................................................................................................................... 70
ANEXO F ...................................................................................................................................... 71
ANEXO G ..................................................................................................................................... 76
ANEXO H ..................................................................................................................................... 84
viii
ÍNDICE DE TABLAS
Tabla 1
Tabla 2
Tabla 3
Tabla 4
Tabla 5
Tabla 6
Tabla B1
Tabla C1
Tabla D1
Table E1
Resumen de Movimientos en el Departamento de Inspección Final ........................... 34
Flujos en los transportadores de Vulcanizado .............................................................. 36
Distribución planteadas con nuevo transportador ........................................................ 36
Requerimientos de Equipo para Código de Barra ........................................................ 50
Costos por Zona............................................................................................................ 57
Costos del Sistema de Código de Barra ....................................................................... 57
Clasificación de los Materiales ..................................................................................... 67
Resumen del Sistema, Equipo y Unidad de Transporte................................................ 68
Redistribución de Personal .......................................................................................... 69
Estudio Financiero ........................................................................................................ 70
ix
ÍNDICE DE FIGURAS
Figura 1 Organigrama General de BFVZ ........................................................................................ 6
Figura 2 Organigrama del Departamento de Ingeniería Industrial.................................................. 6
Figura 3 Proceso de Elaboración de Caucho ................................................................................... 8
Figura 4 Operador de Banbury en la Fabricación de Gomas ........................................................ 10
Figura 5 Entubadora 10x10 ........................................................................................................... 11
Figura 6 Operador de la Banner .................................................................................................... 11
Figura 7 Percha de talones............................................................................................................. 12
Figura 8 Operador en máquina de segunda etapa.......................................................................... 13
Figura 9 Prensas de Vulcanizado................................................................................................... 14
Figura 10 Simbología de Ingeniería de Métodos .......................................................................... 18
Figura 11 Metodología aplicada en el proyecto ............................................................................ 27
Figura 12 Intensidad de Flujo por Categoría en el Departamento de Inspección Final ................ 31
Figura 13 Cabina de Rasurado ...................................................................................................... 37
Figura 14 Cabina de Inspección Prioritaria ................................................................................... 38
Figura 15 Cabina de Inspección .................................................................................................... 39
Figura 16 Mesa y Jaula de Scrap ................................................................................................... 40
Figura 17 Máquina de Rayos X..................................................................................................... 41
Figura 18 Empaletamiento Radial ................................................................................................. 42
Figura 19 Máquina TUO ............................................................................................................... 43
Figura 20 Montacargista en las Máquinas TUO............................................................................ 44
Figura 21 Máquina Balanceadora YAMATO ............................................................................... 45
Figura 22 Área de Reinspección.................................................................................................... 46
Figura 23 Colocación de la Etiqueta en el Caucho........................................................................ 48
Figura 24 Equipo para la Impresión de Etiquetas.......................................................................... 48
Figura 25 Cámara fija lectora de Código de Barras ...................................................................... 49
Figura 26 Lectura de los Cauchos por las Cámaras Fijas.............................................................. 49
Figura 27 Lectores Móviles........................................................................................................... 50
Figura 28 Entrada al almacén ........................................................................................................ 51
Figura 29 Alternativa 1.................................................................................................................. 53
Figura 30 Alternativa 2.................................................................................................................. 54
Figura A1 Layout del Departamento Situación Actual ................................................................. 66
Figura F1 Costos de la Zona 1....................................................................................................... 71
Figura F2 Costos de la Zona 2....................................................................................................... 72
Figura F3 Costos de la Zona 3....................................................................................................... 73
Figura F4 Costos de la Zona 4....................................................................................................... 74
Figura F5 Costos de la Zona 5....................................................................................................... 75
Figura G1 Diagrama Flujo PSR EO y LTR EO (parte 1).............................................................. 76
Figura G2 Diagrama Flujo PSR EO y LTR EO (parte 2).............................................................. 77
Figura G3 Diagrama Flujo PSR EO y LTR EO (parte 3).............................................................. 78
Figura G4 Diagrama Flujo PSR y LTR (parte 1) .......................................................................... 79
Figura G5 Diagrama Flujo PSR y LTR (parte 2) .......................................................................... 80
Figura G6 Diagrama Flujo PSR y LTR (parte 3) .......................................................................... 81
Figura G7 Diagrama de Flujo PSS y LTS (parte 1) ...................................................................... 82
Figura G8 Diagrama de Flujo PSS y LTS (parte 2) ...................................................................... 83
x
GLOSARIO
Balanceadora Yamato: Es una máquina que se encarga de colocar un punto en el lado opuesto
al lado más pesado del caucho. Esta máquina también clasifica los cauchos en E. O, Reposición
o Scrap, de acuerdo a los límites de balanceo, previamente establecidos.
Cauchos Camión Convencional (TBS): Son aquellos cauchos de construcción convencional
que no poseen malla de acero, estos cauchos son destinados al uso de camiones o autobuses y
son generalmente de diámetros mayores o iguales a las veinte pulgadas.
Cauchos Camioneta Convencional (LTS): Son aquellos cauchos de construcción convencional
que no poseen malla de acero, estos cauchos son destinados al uso de camionetas o microbuses y
son generalmente de diámetros mayores o iguales a las quince pulgadas.
Cauchos Camioneta Radial (LTR): Son aquellos cauchos de construcción radial que poseen
malla de acero, la cual les brinda una mayor durabilidad y estabilidad, estos cauchos son
destinados al uso de camionetas o microbuses y son generalmente de diámetros mayores o
iguales a las quince pulgadas.
Cauchos E. O: Son los cauchos producidos con especificaciones de uniformidad y apariencia
establecidas por las ensambladoras.
Cauchos Pasajero Convencional (PSS): Son aquellos cauchos de construcción convencional
que no poseen malla de acero, estos son destinados al uso de automóviles y generalmente de
diámetros mayores o iguales a las catorce pulgadas.
Cauchos Pasajero Radial (PSR): Son aquellos cauchos de construcción radial que poseen malla
de acero, la cual les brinda una mayor durabilidad y estabilidad, estos son destinados al uso de
automóviles y generalmente de diámetros mayores o iguales a las trece pulgadas.
xi
Cauchos Scrap: Son los cauchos que no cumplen con las especificaciones técnicas, estándares
de calidad o aspectos de apariencia establecidos por el fabricante para ser despachados hacia los
clientes. Estos son desechados y destruidos dentro de la fábrica.
Índice P de Productividad: Es un indicador de productividad establecido por la Corporación a
nivel mundial y sirve para medir la productividad de cada planta o cada departamento de la planta
y así poder comparar las plantas del mundo en cuanto a productividad. El índice se obtiene por la
división del total de cauchos depositados en un periodo de tiempo expresado en libras dividido
entre el total de horas hombre utilizadas.
Porcentaje de Tiempo No Operativo: Es el porcentaje obtenido entre el tiempo en que una
estación de trabajo no se encuentra en estado productivo en relación al tiempo total disponible.
Productividad: Relación entre los productos o servicios y uno o más insumos. La medición de la
productividad permite comparar bajo una misma medición el desarrollo de compañías, industrias
y naciones.
Tire Uniformito Optimizer: Es una máquina de Inspección que se encarga de evaluar la
uniformidad del caucho, clasificándolos como E.O, Reposición o Scrap. Previa a la clasificación
viene un proceso de optimización del caucho, a través del esmerilado y la medición constante de
las variables de Uniformidad.
Rack o paleta: Estructura metálica utilizada para almacenar cauchos de una misma medida, la
cantidad de cauchos permitidos por paleta está estandarizada y va a depender de la medida y de la
categoría del caucho.
Sorting: Es la selección automática de los cauchos, utilizando el sistema de identificación del
código de barras, el cual le indica al sistema a donde va a lanzar cada caucho, dependiendo de las
características y del destino final del caucho en el proceso.
1
INTRODUCCIÓN
Toda empresa competitiva debe tener sistemas de producción constituidos por un conjunto de
actividades y procesos relacionados, para así obtener bienes y servicios de valor agregado para el
cliente. En los últimos años la globalización del mercado ha provocado una competencia
agresiva, por lo que las empresas tienen que buscar otras vías para aumentar su rentabilidad. Una
de las posibilidades representa el aumentar la productividad y obtener una mayor producción con
los menores costos.
La manera como se encuentran distribuidos los equipos y las áreas de trabajo dentro de la
empresa es un elemento importante en el sistema de producción. Poseer una buena distribución y
sistema de manejo de materiales permite la supervivencia de las empresas,
debido a que
contribuye a disminuir los costos de fabricación y a aumentar la rentabilidad de la empresa, que
es el objetivo primordial. La distribución va a depender del espacio físico que se posea y de la
forma eficiente como se utilice dicho espacio.
La industria cauchera posee un proceso complejo debido a que, necesita un gran número de
materiales para producir un caucho, la variedad de los mismos es amplia y a su vez, deben
cumplirse las condiciones de manejo de materiales durante todo el proceso.
Bridgesone Firestone Venezolana C.A., se encarga de la manufactura de cauchos según las
especificaciones corporativas y las necesidades de los clientes nacionales y extranjeros. La
empresa actualmente se encuentra en el primer lugar en ventas de cauchos a nivel nacional y con
el objeto de mantener el liderazgo, se ve en la necesidad de crecer aumentando su producción.
Tal desarrollo no se da de manera desorganizada y debe ofrecer alternativas de manejo de
materiales que permita un flujo constante de los mismos, aprovechando el espacio disponible sin
dejar de cumplir con los requerimientos de calidad.
El Departamento de Inspección Final es el que tiene menor índice de relación de peso en libras
de cauchos depositados en un mes de producción, por el número total de horas hombre utilizada
para producir los cauchos. Por otro lado, este departamento tiene hasta un 18% de tiempo total no
2
productivo por falta de cauchos, ocasionado por un manejo deficiente de los cauchos, esto se
debe a que en la actualidad la mayoría de los movimientos de los materiales en el Departamento
de Inspección Final se realizan de manera manual o con el uso de montacargas.
Los trabajadores del Departamento de Inspección Final tienen la responsabilidad de segregar
los cauchos por medidas cuando estos son empaletados, trayendo como consecuencia problemas
de calidad en la selección de los mismos, tiempos de respuestas ante un problema demasiado
altos, así como envío de cauchos equivocados a los Distribuidores y ocasionalmente a las
Ensambladoras. Esta situación genera costos adicionales de inspecciones en el Almacén de
Productos Terminados al momento de preparar los despachos.
En la actualidad, la empresa está implementando un sistema de código de barras para poseer
mayor control de los materiales y procesos, así localizar efectivamente los lotes de producción
problemáticos, con el objeto de establecer medidas apropiadas y oportunas.
Por todo lo antes mencionado, se propone el diseño de un sistema de manejo de materiales que
permita aumentar la productividad del Departamento de Inspección Final, aplicando la
metodología SHA (System Handling Analysis.). Para ello es necesario realizar un diagnostico
del sistema actual de manejo que identifique los principales problemas.
Aprovechando la implementación del código de barras se elaboran propuestas de manejo para
mantener un flujo constante entre equipos y las áreas de trabajo, diseñando alternativas de
almacenamiento temporales y analizando posibles cuellos de botellas para su eliminación,
garantizando el flujo constante.
La implementación del sistema de código de barras conjuntamente con el sistema de manejo de
materiales propuesto tiene como finalidad incrementar la productividad del Departamento de
Inspección Final, debido a que mejora la segregación y retención de cauchos con problemas de
calidad, los tiempos de respuestas, la utilización de los equipos y los flujos constantes entre las
máquinas; ya que brinda un mejor y mayor conocimiento sobre la producción del caucho, da
3
información sobre máquinas, fechas y operadores entre otras. A su vez dicho sistema garantiza
un mejor control para el conteo de los cauchos al Almacén de Productos Terminados.
El sistema de manejo de materiales, aprovecha al máximo el espacio físico en el Departamento
de Inspección Final, ya que el flujo no se obstaculiza y no se producen demoras, de igual manera
disminuye el porcentaje de cauchos equivocados devueltos por los Distribuidores y
Ensambladoras, lo que trae como consecuencia la disminución de los costos relacionados con la
reinspección y auditorias realizadas en el Almacén de Productos Terminados.
De esta forma Bridgestone Firestone Venezolana C.A, se mantiene un paso por encima de sus
competidores y mantiene su liderazgo en el mercado nacional, satisfaciendo a sus clientes y
ofreciendo los mejores controles de calidad en sus productos sin incurrir en costos elevados,
brindando de esta manera mayor rentabilidad para la empresa de neumáticos.
Para finalizar, se determina la factibilidad del proyecto a través de un análisis financiero a 5
años, en donde se utilizaron distintos indicadores, como el Tiempo de Retorno de la Inversión, el
Valor Presente Neto y la Tasa Interna de Retorno.
Para el Tiempo de Retorno de la Inversión se obtuvo 1,64 años, por política de la empresa se
considera un proyecto factible si el tiempo de retorno es menor a 3 años. Por otro lado se obtuvo
un Valor Presente Neto de Bs. 1.189.933.416, un valor mayor a cero, este indicador apoya a la
factibilidad del proyecto, por último se determinó una Tasa Interna de Retorno del 41%, que es
mayor a la tasa de riesgo asumida para el proyecto, que fue del 25%. A través de estas
herramientas financieras se determinó que el proyecto es factible.
4
CAPÍTULO 1
LA EMPRESA
En este capítulo es presentada una breve descripción de la empresa, de su misión, visión, su
organización interna, como la organización del departamento en donde se desarrollo el proyecto y
por último se explica de manera breve el proceso productivo para la manufactura de cauchos.
1.1 Bridgestone Firestone Venezolana C.A.
La empresa donde se realizó la pasantía fue “Bridgestone Firestone Venezolana C.A.”, se
encuentra legalmente inscrita bajo la razón de Compañía Anónima, dedicada a la producción y
comercialización de cauchos en el país y fuera de él, que satisfagan las necesidades del cliente.
La empresa le ofrece a sus clientes una línea de cauchos dirigidas al sector automotriz y se
pueden clasificar según su tamaño, características y resistencia en tres categorías:
• Caucho Pasajero: Radial y Convencional.
• Caucho de Camioneta: Radial y Convencional.
• Caucho de Camión: Convencional.
“La empresa tiene como misión investigar, desarrollar, manufacturar y distribuir neumáticos,
así como también actividades de ventas, servicios y actividades relacionadas dentro y fuera del
trabajo para proporcionar productos y servicios de calidad”.
“La visión de la empresa está orientada a la satisfacción de sus clientes. La tecnología de punta,
respaldada por un valioso equipo humano, capacitado y satisfecho; nos permite ofrecer productos
de óptima calidad en armonía con el medio ambiente, así ejercemos un liderazgo sostenido en
ventas y servicios al mercado venezolano generando beneficios a nuestros accionistas.”
Bridgestone Firestone Venezolana C.A., es una organización dedicada y comprometida con sus
clientes internos y externos a diseñar, manufacturar y comercializar productos con la más alta
5
tecnología a fin de satisfacer las exigencias y necesidades del mercado ofreciendo el mejor
servicio.
Profesionalismo, atención personalizada al cliente, disciplina, disposición de trabajo en equipo
son algunos de los valores que distinguen el éxito de Bridgestone Firestone Venezolana en la
industria del neumático en Venezuela.
Como política de calidad Bridgestone Firestone Venezolana C.A. está comprometida a producir
y comercializar productos de avanzada tecnología que excedan las expectativas de los clientes,
optimizando oportunamente el uso de los recursos disponibles, en un medio de trabajo seguro, de
respeto, en armonía con el ambiente y la comunidad.
Bridgestone Firestone Venezolana C.A opera todas sus actividades con miras a reducir y
controlar sus impactos ambientales de manera responsable. Es por ello que adquiere, a través de
una política ambiental, el compromiso de cumplir con las regulaciones ambientales vigentes en el
país, así como con otros requerimientos ambientales a los cuales se suscriben.
1.2 Organigrama de la Empresa
El organigrama general de la empresa, se muestra en la figura 1, en donde el cliente es
representado por las Ensambladoras y los Distribuidores. El cliente dentro del organigrama son
los entes con mayor importancia dentro la empresa, se tiene un organigrama inverso colocando al
cliente en el sector más alto para identificar su jerarquía. La figura 2, se muestra el organigrama
del Departamento de Ingeniería Industrial, la pasantía se encontró bajo la supervisión del
Asistente al Gerente de Ingeniería Industrial.
El objetivo principal del Departamento de Ingeniería Industrial es el de impulsar el
mejoramiento continuo de los procesos, es el responsable de la elaboración, implementación y
control de los estándares de producción.
Entre las funciones del Asistente al Gerente de Ingeniería Industrial se encuentra en crear
recomendar y mantener los métodos de trabajo que permitan proponer mejoras en la utilización
6
de mano de obra, de máquinas y materiales. Elaborar reportes requeridos por la casa matriz para
dar información en cuanto al uso de los recursos utilizados en la producción y mantener
informado al Gerente sobre el control de los procedimientos de calidad y recomendar acciones en
la planeación y coordinación de los mismos.
Figura 1 Organigrama General de BFVZ
Para apreciar la complejidad de la organización, en planta se tiene un total de 900 personas,
divida en 790 trabajadores fijos y 110 personas contratadas. Estos trabajadores operan las
máquinas en las diferentes áreas y realizan cambio de turno semanal.
Figura 2 Organigrama del Departamento de Ingeniería Industrial
7
1.3 Proceso Productivo
La elaboración de un caucho contempla cuatro etapas básicas, dentro de las cuales se
encuentran un gran número de actividades que se explican detalladamente a continuación:
•
Recepción de materia prima.
•
Elaboración de materiales.
•
Armado de Caucho.
•
Vulcanización e Inspección.
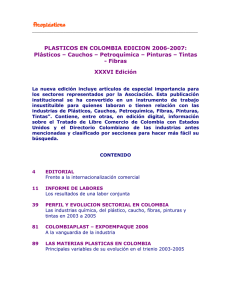
En la figura 3 se muestra el proceso de la empresa, pasando por cada una de las etapas
correspondientes en la elaboración del caucho.
Recepción de Materia Prima
Se reciben materiales nacionales e importados para la elaboración del producto, tales como:
goma natural, goma sintética, aceites, negro de humo y pigmentos.
Los materiales se almacenan, agrupándolos según su naturaleza y características.
Posteriormente, se toman muestras a cada uno de ellos para determinar en el laboratorio su
aceptación o rechazo. Paralelamente, se hace seguimiento de los productos intermedios durante el
curso del proceso.
8
P R O C E S O
MATERIA PRIMA
D E
E L A B O R A C I Ó N
D E
C A U C H O S
(ELABORACIÓN DE LA GOMA)
BANBURY
CICLO 040
SOBRE 003
J2757
n
ca
prod
ucci
uch
ve
ro rde o
dad
telas os
carc
ca
u asa
vu cho s
do l can
iza
cauc
scra ho
cau p
alm cho
acen
o
°GOMAS
°MASTERBAT
CHS
°REMIL
°PIGMENTOS
°NEGRO DE
°HUMO
°ACEITES
°ETC.
0.
0
5
4
°
c
000
.0
ESPECI FI CA
CI ÓN
35 1 A EDF
Ñ
60
N qwQdi
EI o i
16
oW
i
q R e
WE
w
OI Rqwlirj
WEÑ
ño iQW
{
OI J ROiq DJ
Mp
{Q
QOI
j wC
}p or ws
RW
WJ
C
qñ
o{Q
q j3W´
k´
R d
J WÑ
DQW
wio{
I SD
w,K F
Rf
E ´
rjÑQ
W Wwq 3e
wj
cmE
f
WOÑI
OEI
wi
HE w 3leWQ
R w4he
e9
3erf
r
EST
ESTAND
ANDAR
AR DE
DE
TRABA
TRABAJO
JO
TRAER
MATERIA PRIMA CHEQUEAR
MEZCLA DE
COMPUESTOS EN
EL BANBURY
PESAR SEGÚN SECUENCIA INDICADA EN EL
DISPLAY DEL SISTEMA
CALANDRA
MOLINEADO DE GOMA
(TELA DE
CUERPO)
SECADO DE GOMA
ESPE CIFICA CIÓN
3516 016 A E D FN qw di oi EIR Ño i e
QW
W E OIR qw
WE Ñ OIJ R qw l i r
j ño iQ W DJ
Q O IRW JO i q w
j o{ {Q WJD Mpw sd
C W ÑISD {C qj w }por k´ Q WE
qñw i orj {Q 3W´ R ,K F w q 3e
Ñ Q W OE IH Rf w j ef́
W W OÑ IE Rw 4e9 cmE WQ
wih e
r w 3l 3erf
ESPECIFICACIÓN
ESPECIFICACIÓN
FORMADORA DE
TALON
ENTUBADORA
(RODADO, PARED, RELLENO, ETC)
00
0
TELA STEELASTIC
00
0
(TELAS ESTABILIZADORAS)
TUBER 10X10
MOLINO 52
MOLINO 51
MOLINO 53
MOLINO 42
MOLINO 41
1 era ETAPA
ARMADO DEL CAUCHO
PARED
2 da ETAPA
CAUCHO
VERDE
VULCANIZACIÓN
163S163 - C-11-S
163S163 - C-11-S
Figura 3 Proceso de Elaboración de Caucho
163S163 - C-11-S
163
/
163
INSPECCIÓN
FINAL
ALMACENAJE
EO 1
9
Elaboración de Materiales
La elaboración de los materiales consiste en la preparación de los recursos o materia prima
requerida en la sección de armado para estructurar el caucho verde. Para esta etapa se tiene un
determinado número de áreas dedicadas exclusivamente a preparar materiales con una función
específica, entre estas áreas se tienen los siguientes procesos:
•
Banbury.
•
Calandra.
•
Entubadoras: triplex, 10x10 y en Frío.
•
Banner.
•
Steelastic.
•
Talones
Los Banbury se dedican a la producción de gomas tales como: Master batch, remills y finales;
para ello se requieren de tres máquinas mezcladoras conocidas como Banbury Nº 1, Banbury Nº
2 y Banbury Nº 3.
El proceso es el siguiente, primero es cargar la banda transportadora de materia prima,
siguiendo una rigurosa fórmula para pesar los componentes según especificaciones de la goma
requerida, se arroja por un molino sometido a temperaturas altas, seguidamente la goma molida
se enfría y se baja para ser almacenadas temporalmente en paletas conocidas como chapas. La
figura 4 muestra la banda transportadora de alimentación para la fabricación de las gomas.
10
Banda Transportadora para
alimentar a la máquina de goma
Figura 4 Operador de Banbury en la Fabricación de Gomas
Las calandras son equipos que se utilizan para fabricar rollos de innerlinner, telas con
enmallado de nylon o poliéster, sin enmallado, preensamblado y tiras de goma, usando como
materia prima las gomas extraídas del Banbury, rollos originales de nylon y poliéster.
El proceso en Calandra consiste en moler las gomas finales de Banbury, a temperaturas altas,
la goma llega de Banbury en las chapas, se cortan las telas según las dimensiones del caucho,
seguidamente estas se enrollan en los linner y se almacenan los rollos.
Las entubadoras son máquinas dedicadas a la elaboración de perfiles de goma tales como
paredes, bandas de rodamientos, gomitas abrasivas y relleno de talón radial y convencional,
tomando como materia prima las gomas producidas por el Banbury.
La goma es previamente calentada, se funde y se hace pasar por una extrusora; este mecanismo
posee un extremo del cuerpo equipado con una tolva de alimentación por la cual se introduce la
goma en forma de una tira continua hacia las alas de un tornillo sin fin. Paralelamente se va
empujando la goma sobre la banda transportadora y se enfría, para luego ser cortada con
dimensiones que la medida del caucho requiera. La figura 5 muestra a los operadores de la
entubadora 10x10 en la fabricación de rodado.
11
Figura 5 Entubadora 10x10
Banner son los equipos usados para cortar la tela de cuerpo en ángulo y anchos especificados;
estas telas tienen precedencia de Calandra Nº 2. Una vez efectuado el corte con cuchilla en forma
diagonal se procede a empatar la tela sobre una mesa de empalme, luego es guardada en rollos o
linner. La figura 6 se muestra a un operador tomando la tela cortada por la máquina y realizando
el empate de la tela para colocarlo en los linner de almacenamiento.
Figura 6 Operador de la Banner
12
Las Steelastic son máquinas extrusoras para elaborar la tela estabilizadora usada en el armado
del caucho radial, en total la comprenden cuatro máquinas. La goma cruda proveniente de los
molinos de Banbury es pasada por una extrusora; esta goma es previamente fundida para recubrir
los alambres de acero (hilos de espesor específico), los cuales provienen de un cuarto llamado
“Cuarto Caliente”, con temperatura y humedad específica, con la finalidad de evitar la oxidación
de los alambres.
En el área de talones se elabora la sección del caucho que estará en contacto con el rin de acero
o aluminio, tomando como materia prima la goma elaborada en entubadora en frío y los
alambres. La figura 7 muestra una percha de talones en esta área.
Figura 7 Percha de talones
Armado del Caucho
Es la etapa dedicada al ensamblaje de los materiales antes expuestos para constituir el
neumático o caucho verde. Esta etapa debe ser dividida en dos áreas: armado convencional y
armado radial, dada las características particulares de la forma de armado y tipo de producto
conseguido.
En el armado convencional se ensamblan los materiales en la siguiente forma: se colocan telas
de cuerpo sobre un tambor, se le acoplan los talones por ambos lados, se efectúan ciclos de
máquinas a alta presión para compactar los empalmes, seguidamente se colocan brecker, líneas
13
de color o gomitas abrasivas, para finalmente anexar el rodado en una secuencia de ciclos y
tratamientos adecuados.
Durante este proceso se obtiene la forma del caucho verde, definición que se le da cuando no ha
sido sometido al proceso de vulcanización. Los cauchos verdes son llevados a la sección de
dopadora para lubricar con dope el interior del caucho.
En el armando radial se procede a confeccionar el caucho verde mediante la colocación del
innerlinner o goma impermeable, sobre la cual se sobreponen telas de cuerpo, se acoplan los
talones, se le anexan las paredes y líneas de color, sometidos a una serie de ciclos y tratamientos
semiautomáticos, para obtener la carcasa. Luego la carcasa es llevada a una segunda etapa donde
le colocan las telas estabilizadoras y rodado para finalmente darle la forma del caucho verde.
Figura 8 Operador en máquina de segunda etapa
Vulcanizado e Inspección Final
En la sección de vulcanizado se tiene una serie de prensas, con moldes respectivos para cada
medida de caucho radial, convencional y camión, en los cuales se añade azufre, sometiendo al
caucho verde a presión de vapor de agua y aire comprimido, con la finalidad de darle al caucho
mayor estabilidad, impermeabilidad y duración. La figura 9 se muestra las prensas en producción
en el área de vulcanizado.
14
Figura 9 Prensas de Vulcanizado
Una vez vulcanizado el caucho es llevado mediante bandas transportadoras a la sección de
inspección, en esta fase del proceso los neumáticos son clasificados según estándares internos
como: Equipo Original (E.O), neumáticos de Primera, de reposición y desperdicio, dependiendo
de la falla o desperfectos que estos presenten.
El departamento posee dos sistemas de manejos, uno que se encarga del manejo de los cauchos
radiales y convencionales y el otro que se encarga del manejo únicamente de los cauchos camión.
Las áreas que componen el manejo de los cauchos radial y convencional son:
Rasurado: por esta área se procesan todos los cauchos de las categorías radial y convencional, en
la cabina son retiradas mediante unas raquetas los excesos de rebabas en las áreas de talón, pared
y rodado del caucho.
Cabina de Inspección: Por esta área se procesan todos los cauchos de las categorías radial y
convencional, los inspectores se encargan de detectar de manera visual y táctil posibles defectos
en lo cauchos. El chequeo se empieza por el talón del caucho, pared, innerliner y rodado.
15
Retrabajo: se realizan diferentes labores: a) Pulido que consiste en esmerilar y pintar el caucho;
b) Pequeños vulcanizados para terminar la apariencia externa del caucho; c) Correcciones en las
letras inscritas en el caucho; d) Rechazo del caucho por presentar defectos que no pueden ser
retrabajados.
Área de Scrap: se declara el caucho como scrap y se envía a la jaula de scrap, en caso contrario
el caucho puede ser enviado al proceso.
Rayos X: se procesan los cauchos radiales, en donde, la máquina de rayos x toma una fotografía
que tiene la función de detectar cualquier materia extraña (metal, madera u otro material).
Empaletado Radial: se empaleta los cauchos radial en cada rack de acuerdo a su medida, esta
operación se realiza de manera manual.
Empaletado Convencional: se empaleta los cauchos convencional en cada rack de acuerdo a su
medida, esta operación se realiza de manera manual.
Máquinas de Uniformidad: se procesan los cauchos radiales los cuales son evaluados por las
maquinas de T.U.O que tienen como función inspeccionar y/o optimizar la uniformidad de
caucho, una vez realizado esto lo clasifica en Equipo Original , Reposición o Scrap.
Máquina Balanceadora: los cauchos evaluados por la máquina son solamente Equipo Original,
se inspecciona y balance el caucho y lo clasifica como Equipo Original, Reposición o Scrap.
Reinspección: los cauchos que pasan por esta área son Equipo Original, la función de esta etapa
es de chequear que el caucho de Equipo Original tenga el sello del inspector, la impresión de
Equipo Original de la T.U.O, el punto de Equipo Original de la Yamato y otras aspectos de
apariencia que pudieron ser obviados por los inspectores.
Boleteo para depósito: se imprime la boleta para cada rack y se registra la paleta para su ingreso
en el almacén de productos terminados.
16
Vitacap: esta área es un retrabajo que consiste en recuperar cauchos que tengan problemas de
talones unidos por falla en el post-inflado en la prensa.
El manejo de materiales de los cauchos camión esta compuesto por un área de rasurado,
inspección, retrabajo y área de boleteo. En el anexo A se puede apreciar un layout del
Departamento de Inspección Final en donde se identifica cada una de las áreas que componen el
departamento.
17
CAPÍTULO 2
MARCO TEÓRICO
En este capítulo se presentan los principales conceptos utilizados para el desarrollo del proyecto
y sustenta de esta manera los resultados obtenidos.
2.1 Ingeniería de métodos
La Ingeniería de Métodos permite resolver problemas dentro de cualquier organización, entre
ellas, empresas manufactureras y de servicio, por ello ha sido utilizado en este proyecto y a
continuación se define el mismo.
La Ingeniería de Métodos está relacionada directamente con el establecimiento de métodos de
trabajo, determinación del tiempo necesario para realizar una actividad y desarrollo del material
que se requiere para darle un uso práctico a estos datos. Una definición más formal, y operativa
es:
La Ingeniería de Métodos es el estudio de los métodos, materiales, equipos y herramientas
involucrados en una tarea en particular, con la finalidad de:
1. Encontrar el mejor método de ejecución.
2. Normalizar el método, los materiales, los equipos y las herramientas.
3. Determinar el tiempo necesario para que una persona calificada y debidamente entrenada
realice la tarea, trabajando a ritmo normal. (Burgos Vivas, 1999)
La Ingeniería de Métodos permite el logro de ciertos objetivos específicos como son: reducir el
costo de operación, eliminar actividades innecesarias y no esenciales, incrementar la eficiencia
de cada actividad necesaria, eliminar la duplicación de esfuerzos, hacer el trabajo más seguro y
con menos fatiga para los operadores, eliminar las pérdidas de tiempo, energía y materiales.
(Burgos Vivas, 1999)
18
La fase de especificación, en particular, y del proceso de diseño de métodos, se complementa
con un lenguaje estandarizado especial basado en símbolos, a partir de los cuales es posible
describir en forma rápida y efectiva la secuencia de una actividad productiva.
La Sociedad Americana de Ingenieros Mecánicos (A.S.M.E) estableció un conjunto de
elementos y símbolos para procesos. La figura 10 muestra los símbolos más comunes.
Figura 10 Simbología de Ingeniería de Métodos
2.2 Manejo de Materials
Según el Instituto de Manejo de Materiales de los Estados Unidos: “El manejo de materiales
comprende todas las operaciones básicas relacionadas con el movimiento de productos a granel,
empacados y unitarios, en estado semisólido ó sólido por medio de equipos y maquinarias y
dentro de los límites de un lugar de comercio”.
Los principios para el manejo de materiales son:
• Toda actividad de manejo de materiales debe estar basada en un plan.
• Se debe procurar la integración en un sistema que incluya el máximo posible de variables
(recibir, almacenar, producir, inspeccionar, mover, despachar, transportar).
• Simplificar, esto es, minimizar el movimiento innecesario de materiales y equipos.
• Usar la gravedad en su favor para mover materiales y cosas.
• Optimizar del espacio utilizado.
• Al seleccionar un equipo, considerar: el material, el movimiento y el método que se utilizará.
• Estandarizar equipos y métodos.
• Procurar la flexibilidad en el uso equipos y aplicación de métodos.
• Disminuir la capacidad ociosa de sus equipos y espacios.
19
Cada uno de los principios descritos con anterioridad, ofrece su valor en un escenario
determinado. Aunque algunos de estos puedan resultar incompatibles aplicándolos de forma
simultanea, se debe elegir la mejor combinación de equipos, considerando estos principios, para
alcanzar una solución determinada. Pueden ser usados como guía para diseñar un nuevo sistema
de manejote materiales, así como también mejorar uno ya existente. (Santos J y Contreras L,
2004).
2.3 Puntos a Considerar para Reducir el Tiempo y la Energía Empleada en el Manejo de
Materiales
El analista de métodos debe tener siempre en mente que la parte mejor manejada es aquella
que tiene la menor operación manual. Ya sea que las distancias de movimiento sean grandes o
pequeñas, el analista de métodos debe estudiarlas con vistas a su mejoramiento. Considerando los
cinco puntos siguientes es posible reducir el tiempo y la energía empleados en el manejo de
materiales: (Gómez, Ezequiel, 2005).
1. Reducir el tiempo destinado a recoger el material.
2. Reducir la manipulación de materiales recurriendo a equipo mecánico.
3. Hacer mejor uso de los dispositivos de manejo existentes.
4. Manejar los materiales con el mayor cuidado.
5. Considerar la aplicación del código de barras para inventario y aplicaciones relacionadas.
En atención a lo expuesto, el análisis de estos puntos descritos, permiten tener una idea más
precisa y esquematizada de lo que es necesario tomar en cuenta para mejorar el manejo de
materiales, y es por eso, que a continuación se describe detalladamente cada uno de estos puntos:
Reducir el Tiempo Destinado a Recoger el Material
En la mayoría de los casos se cree que el manejar los materiales depende o es tarea única del
transporte y se deja de un lado la colocación de las estaciones de trabajo. Esto es igualmente
importante y como suele dejarse a un lado, en muchas ocasiones puede ofrecer mayores
20
oportunidades de reducción de costos que el propio transporte. El tener correctamente diseñada
una estación de trabajo y no almacenar materiales apilados o amontonados en el piso, reduce
considerablemente la fatiga y los costos asociados a la manipulación en la máquina o en los sitios
de trabajo, esto le proporciona al operario la oportunidad de realizar sus actividades más rápido,
con menos fatiga y mayor seguridad.
Reducir la Manipulación de Materiales Recurriendo a Equipo Mecánico.
Al mecanizar el manejo de materiales generalmente se reducirán los costos de mano de obra, se
mejorará la seguridad de los trabajadores, se aliviará la fatiga y en consecuencia se aumentará la
productividad. Más sin embargo se debe prestar suma atención a la selección del equipo y del
método de manejo, además de estandarizar los equipos utilizados debido a que simplifica el
entrenamiento necesario para los operadores y reduce los stock del almacén de repuestos. Es de
vital importancia considerar el consumo de energía de los equipos seleccionados a la hora de
tomar la decisión sobre el más conveniente.
Hacer Mejor Uso de los Dispositivos de Manejo Existentes.
Con el propósito de obtener el mayor provecho del equipo de manejo y movimiento de
materiales, éste deberá usarse del modo más efectivo posible.
Manejar los Materiales con el Mayor Cuidado
Las encuestasen industrias revelan que casi el 40% de los accidentes ocurridos en una empresa
son resultado de operaciones de manejo de materiales. De aquellos, el 25% proviene de
maniobras de levantamiento y traslado del material, es por esta razón que debe tenerse sumo
cuidado con las operaciones de manejo, y transferir las operaciones que ameriten un considerable
esfuerzo físico a aparatos mecánicos, ya que de esta manera se reduce la fatiga y los accidentes.
Aunque esta mecanización debe ir acompañada de sus respectivas normas de seguridad ya que
por sí sola no representa garantía alguna, por ejemplo si se va a utilizar el montacargas deben
delimitarse y señalarse los pasillos por donde este va a transitar, así como también colocar
espejos en las intersecciones de las vías para facilitar la visibilidad de los conductores y los
peatones.
21
Considerar la Aplicación del Código de Barras para Inventario y Aplicaciones relacionadas
El código de barras ha acortado las colas en las cajas de las tiendas por departamentos. Esas
barras negras y espacios blancos representan dígitos que identifican al artículo y al fabricante.
Una vez que se ha leído el código de barras presente en la etiqueta, la información contenida en
este es transferida a un computador que registra y actualiza información fiable y en tiempo real
de la productividad de la mano de obra, niveles de inventarios y ventas.
2.4 El Método SLP (Systematic Layout Planning)
Este método, tiene como principal objetivo mostrar a los encargados de realizar la distribución
en planta en las empresas, como plantear los problemas de instalación de sus equipos industriales.
No se basa ni en principios ni en una visión teórica, sino que intenta proporcionar un método
general de sistematización y una serie de procedimientos a seguir. Los problemas de la
distribución en planta son tan antiguos como las propias empresas industriales y comerciales. Sin
embargo, a medida que los sistemas de producción se han ido desarrollando y el tamaño de las
industrias ha ido aumentando, ha sido necesario dedicar más tiempo al estudio de la mejor forma
de utilizar el espacio físico disponible.
Uno de los análisis, quizá el más importante para un proyecto de distribución en planta, lo
constituye el recorrido de los productos. Analizando este recorrido, puede organizarse la
distribución en función de los movimientos de los productos dentro de las áreas o sectores
involucrados. Aparte de las zonas operacionales o productivas, existen también las zonas para los
servicio anexos, que debido a su importancia deben ser tomadas en cuenta en el proyecto, y por
esto deben formar parte del análisis respectivo.
Estos dos análisis se combinan, seguidamente, en un diagrama de recorridos y/o actividades, en
el cual las distintas actividades, servicios y zonas se orientan geográficamente los unos respecto a
los otros, sin tener en cuenta el espacio que cada uno realmente requiere. Seguidamente, se
examinan las necesidades de espacio, a partir del análisis de las máquinas y de los equipos
22
necesarios tanto para la producción como para las actividades auxiliares. Estas necesidades deben
compararse en todo momento con el espacio disponible. Luego se fija sobre el Diagrama
Relacional de Actividades, la zona destinada a cada actividad, con el fin de construir el Diagrama
Relacional de Espacios.
Este último diagrama es, esencialmente, un Planteamiento. Sin embargo, no es todavía un
Planteamiento efectivo, con toda seguridad, ya que será necesario adoptarlo haciendo invertir un
cierto número de factores que puedan modificarlo. Estos Factores influyentes comprenden, por
ejemplo: sistemas de mantenimiento, las prácticas operacionales, aspectos de seguridad, entre
otros. A medida que se introduzcan estos factores, se hará necesario confrontar las ideas con las
posibilidades, lo cual se denomina Limitaciones Prácticas.
Durante ese proceso de examen de Factores y de Limitaciones Prácticas, se irán inspeccionando
y verificando una idea tras otra. Aceptando las que tengan algún valor práctico y descartando las
demás. Finalmente, después de haber abandonado los planes que no parecían validos, se
seleccionarán dos, tres o cuatro proyectos de Planteamiento. Cada uno de estos debe ser posible y
viable. Ahora el problema consistirá en decidir cuál debe ser la elección final. En este momento
de la preparación debe efectuarse un estudio de costos por cada proyecto definido, para tomar una
decisión de selección. (Muther, Richard 1968)
2.5 Systematic Handling Analysis (SHA)
Es un método básico, disciplinado y racional que se aplica para resolver problemas de manejo
de materiales. No es una vía mágica para llegar a la solución de todos los problemas, pero es una
manera estructurada de análisis que permite tener alternativas de manejo de materiales.
El primer paso, es comenzar a aplicar el análisis de los elementos claves (P, Q, R, S, T). Este
análisis se describe a continuación. (Muther, Richard y Haganas, Knut, 1969)
El Producto (P): La naturaleza de los materiales y productos a manejar determinan en gran
medida las características de los equipos a emplearse. El análisis por lo tanto exige examinar con
23
detalle cada una de las propiedades de los materiales, especialmente aquellas que afectan su
manejabilidad.
La Cantidad (Q): La cantidad de material por unidad de tiempo que requiere ser transportado,
es un factor de vital importancia en la selección del sistema de manejo; tipo y cantidad de equipo
necesario.
La Ruta (R): Se refiere a donde y en qué dirección se mueve el material ¿Es un movimiento
horizontal, vertical o una combinación de ambos?. Como el movimiento vertical tiene un mayor
consumo de energía y es, por lo general, un movimiento intermitente debe evitarse siempre que
sea posible. La distancia a recorrer también influirá en la selección del equipo.
Los Servicios (S): Para llevar a cabo operaciones productivas y de manejo de materiales deberá
existir un determinado número de servicios que hagan que el proceso funcione con normalidad.
Los procedimientos de recepción y despacho, el mantenimiento, los sistemas de suministro de
electricidad, gas, agua, vapor y combustible, y las facilidades de almacenamiento son servicios
esenciales.
El Tiempo (T): Se refiere a cuando se realizarán los movimientos. Los factores más
importantes a considerar son: la regularidad con la cual deben realizarse los movimientos y la
duración de estos.
La sincronización de las entregas en las distintas etapas del proceso evita la acumulación de
inventarios entre estaciones de trabajo y reduce las demoras durante la fabricación. Esto tiene
especial importancia en la implementación de programas de mejoras de productividad y calidad.
2.5.1 Procedimiento del SHA
El procedimiento consta de nueve pasos descritos a continuación:
24
1) Clasificación de los materiales: Se hace un análisis productos-cantidades, agrupando los
artículos o materiales en orden de la magnitud de su manejo, por ejemplo: los productos
de poca variedad pero gran volumen de manejo; de gran variedad de artículos y de flujo
moderado y los que representan una gran variedad de artículos de poco flujo. Esto permite
identificar los materiales problemas y establecer el enfoque sobre las acciones a tomar en
cada caso.
2) Distribución en planta: La distribución en planta permite determinar el arreglo actual y
la disposición de las máquinas, equipos y otras facilidades que determinan las rutas y los
movimientos.
3) Análisis de los movimientos: Para hacer el análisis se deben determinar las rutas de los
materiales, así como las distancias que deben recorrer los productos, la naturaleza de los
mismos: si son verticales, horizontales o inclinados, e identificar las restricciones del
problema.
4) Visualización de los movimientos: Para visualizar los movimientos se deben utilizar
planos y/o diagramas; tales como Diagramas de Flujo, de Recorrido, del Proceso, etc.
5) Conocimiento y comprensión de los métodos de manejo de materiales: Identificar las
posibles formas o métodos de manejo que se adecuen a la situación planteada.
6) Planes preliminares de manejo de materiales: Se fijan planes alternativos de manejo de
materiales de acuerdo al análisis realizado.
7) Modificaciones y limitaciones: Se estudian las limitaciones del problema y se hacen las
modificaciones, para adecuarse a los recursos disponibles.
8) Cálculos de los requerimientos: Se hacen los cálculos definitivos de los requerimientos
de cada plan alternativo.
25
9) Evaluación de alternativas: Las alternativas se avalúan a fin de predecir el
comportamiento de cada plan, lograr evidenciar las ventajas y desventajas de cada uno.
Conocidos los detalles de cada plan alternativo se selecciona aquel que proporcione el mínimo
manejo de materiales al más bajo costo.
2.6 Las Fases del Diseño de Manejo de Materiales.
Existen cuatro fases para el diseño del manejo de materiales: (Muther, Richard y Haganas,
Knut, 1969)
Fase I: Integración Externa
En esta fase se deben examinar todos los movimientos y traslados del área en cuestión hacia
fuera, preparando para la siguiente fase, los movimientos dentro del área a diseñar el manejo de
materiales.
Fase II: Plan General de Manejo
Se debe planear el método de movimiento de materiales entre las áreas. Tomando decisiones
con respecto a los sistemas, los tipos de equipos y container a utilizar en el manejo propuesto.
Fase III: Plan Detallado de Manejo
Se debe planear el método de movimiento de materiales de cada área tanto en su movimiento
interno como en su relación con las demás áreas entre lugares de trabajo y puntos de control.
Fase IV: Instalación
Se deben planos, dibujos y especificaciones de obtención e instalación de los equipos,
entrenamiento a los trabajadores, y seguimiento a cada detalle. Estas fases permiten ubicar en
tiempo y espacio el avance del desarrollo del modelo de manejo de materiales, y servirán para
hacer seguimiento y planificar la investigación que se llevará a cabo.
26
CAPÍTULO 3
METODOLOGÍA
En este capítulo se describen los pasos llevados a cabo para la elaboración del sistema de
manejo de materiales en el Departamento de Inspección Final.
3.1 Descripción de la Metodología
La metodología usada para la elaboración de la propuesta de diseño del sistema de manejo de
materiales en el Departamento de Inspección Final fue Systematic Handling Analysis (SHA),
como se hizo referencia en el marco teórico, esta metodología proporciona un método lógico y
racional para el análisis de sistemas de manejo y a partir del estudio obtener alternativas que
permiten mejorar el sistema de manejo actual.
La figura 11 muestra un flujograma que describe los nueves pasos que conforma la
metodología, los que se implementaron para la realización de la propuesta del sistema de manejo.
El primer paso consistió en determinar los elementos claves como lo son Producto, Cantidad,
Ruta, Servicio y Tiempo. Para determinar cada uno de estos elementos se tiene que empezar por
analizar la situación actual de la empresa, para ello se implementó los primeros cuatro pasos de la
metodología.
Luego de obtener el análisis de la situación actual se plantearon alternativas de manejos para
mejorar el sistema existente, para ello se implementaron los pasos desde el quinto hasta el octavo.
Por último, se realizó la evaluación de las alternativas en donde se escogió aquella que
proporcionó un mejor manejo de materiales, cumpliendo con los objetivos planteados y asociados
a los costos más bajos.
27
ELEMENTOS CLAVES P, Q, R, S, T
1. CLASIFICACION DE LOS MATERIALES
2. DISTRIBUCION EN PLANTA
3. ANALISIS DE MOVIMIENTOS
4. VISUALIZACIÓN DE MOVIMIENTOS
5. CONOCIMIENTO Y COMPRENSION DE LOS METODOS DE MANEJO DE
MATERIALES
6. PLANES PRELIMINARES DE MANEJO DE MATERIALES
7. MODIFICACIONES Y LIMITACIONES
8. CALCULO DE REQUERIMIENTOS
PLAN X
PLAN Y
PLAN Z
PLANES ALTERNATIVOS DE MANEJO
9. EVALUACION DE ALTERNATIVAS
PLAN DE MANEJO DE MATERIALES
SELECCIONADO
Figura 11 Metodología aplicada en el proyecto
28
3.2 Identificación Situación Actual
Para identificar los diferentes productos que se manejan a través del Departamento de
Inspección Final, se utilizaron criterios físicos, como el tamaño y el diámetro, entre otras
características.
Para estudiar la situación actual de manejo se utilizó la distribución de la planta, con ella se
conoció la ubicación de las diferentes máquinas, áreas de trabajo y se identificaron los orígenes y
destinos de los diferentes procesos.
Se analizó el Layout del Departamento de Inspección Final con el objeto de clasificar la
distribución de las diferentes etapas. Según la metodología, estas pueden ser de tres tipos:
Por ProcesoPor Producto: Posición Fija:
Por Proceso: este tipo de distribución es relativamente diversificado, es para cantidades
moderadas o pequeñas y para procesos dominantes o costosos.
Por Producto: las distribuciones por producto son aquellas por material relativamente
estandarizado, son para cantidades relativamente alta y procesos relativamente simples.
Posición Fija: las distribuciones relativamente largas, cantidades relativamente pequeños y
procesos relativamente simples.
El siguiente paso de la metodología consistió en el estudio del movimiento, con este análisis se
obtuvieron los flujos entre las diferentes etapas y las condiciones de manejo. A partir de la
información obtenida se plantearon diferentes alternativas para
mejorar el sistema. Para
simplificar el estudio, se realizó un resumen de movimiento, herramienta que ayudó a visualizar
mucho más rápido la información recolectada.
3.3 Creación de Alternativas de Manejos
Partiendo de los principios de distancia y cantidad, se planearon dos posibles alternativas de
manejo enfocadas en lograr los objetivos planteados con los menores costos de equipos. Se
29
elaboró una tabla resumen en donde se engloban los sistemas y equipos a implementar en las
distintas áreas del Departamento de Inspección Final.
3.4 Cálculos de los Requerimientos y Factibilidad del Proyecto
Luego de determinar la alternativa a implementar para obtener un mejor sistema de manejo de
materiales dentro del Departamento de Inspección Final, se calcularon los requerimientos
necesarios de equipo y los costos asociados para desarrollar el sistema.
Se realizó una evaluación económica en donde se determinaron los costos de la inversión y los
beneficios que puede obtener la empresa por la implementación del sistema de manejo, a partir
de la evaluación se aplicaron herramientas financieras como el Tiempo de Retorno de la
Inversión, el Valor Presente Neto y la Tasa Interna de Retorno para determinar la factibilidad de
la propuesta.
30
CAPÍTULO 4
RESULTADOS
Este capítulo presenta los resultados obtenidos al implementar la metodología, se muestra el
diseño de manejo de materiales en el Departamento de Inspección Final describiendo la propuesta
en cada área que compone el departamento.
4.1 Determinar Productos, Cantidades, Rutas, Servicios y Tiempo
Para determinar los diferentes productos que se manejan dentro del Departamento se realizó la
clasificación de los materiales, utilizando características físicas como tamaño y peso, de manera
similar se determinó la importancia de cada material a través del volumen y la criticidad.
A partir de esta clasificación se obtuvieron cinco tipos de productos:
• PSR: Pasajero Radial.
• LTR: Camioneta Radial.
• PSS: Pasajero Convencional.
• LTS: Camioneta Convencional
• TBS: Camión.
Las abreviaturas utilizadas provienen de las siglas en inglés. Cada tipo de caucho puede tener
tres posibles clasificaciones, Equipo Original que son los cauchos enviados a las Ensambladoras,
TRADE que son los cauchos enviados a los Distribuidores, SCRAP aquellos cauchos que no
superan los requisitos de calidad y son desechados por la empresa. La clasificación puede ser
apreciada con mayor detalle en tabla B1 en los anexos.
Se determinó la cantidad de cada producto para de esta manera analizar que categoría tiene
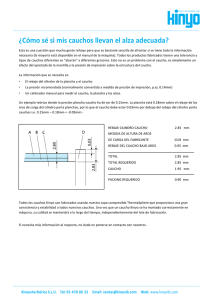
mayor relevancia para la empresa por su cantidad y criticidad. En la figura 12 se muestran las
cantidades para cada categoría, este flujo viene dado por los cauchos diarios que son manipulados
en el Departamento de Inspección Final.
31
Producción de Cauchos día
7.000
6.302
Cauchos por Día
6.000
5.000
4.000
3.171
3.000
1.045
2.000
196
1.000
0
PSR
PSR: Pasajero Radial
LTR: Camioneta Radial
PSS: Pasajero Convencional
LTS: Camioneta Convencional
TBS: Camión
900
LTR
PSS
LTS
TBS
Categorías
Figura 12 Intensidad de Flujo por Categoría en el Departamento de Inspección Final
En la figura 12 se observa los flujos de cada una de las categorías en que se dividieron los
materiales, el grupo PSR es el más importante junto a LTR, entre estas categorías se tiene el
81,56% del material que se maneja en el Departamento de Inspección Final, por lo tanto la
categoría de los cauchos radiales fue la prioridad en cuanto a determinar los métodos de manejos
para proporcionaran los mejores resultados.
En el Departamento de Inspección Final se tienen dos sistemas de manejos, uno que se encarga
de la categoría radial y convencional y el otro que se encarga exclusivamente de la categoría de
los cauchos camión. En la figura 12 se observa que los cauchos radiales y convencionales
representan el 92,25% del material manejado en el departamento, mientras que los cauchos
camión el 7,75% restante, por lo tanto las principales mejoras del sistema fueron al manejo de los
cauchos radiales y convencionales.
Luego de clasificar los materiales y determinar las cantidades de cada categoría dentro del
Departamento de Inspección Final, se procedió a identificar las rutas, los servicios y los tiempos
de los diferentes materiales.
32
Para cada material se implementó la metodología utilizada para levantar la información
correspondiente para cada área. La información obtenida se utilizó para crear un resumen de
movimiento en donde se expresó lo más relevante obtenido a través de las diferentes
herramientas utilizadas. La tabla 1 muestra el resumen de movimiento del Departamento de
Inspección Final, para los cauchos de las categorías radial y convencional.
Se realizó el resumen de movimiento para este sistema de manejo por ser el más relevante para
la empresa, ya que brinda mejoras en las diferentes etapas de los cauchos radiales y
convencionales, lo que se traduce en beneficios inmediatos para el Departamento de Inspección
Final, ya que por cantidad y criticidad estos son los cauchos que tienen mayor valor agregado
para la empresa.
En cuanto al servicio se determinó que se cuenta con lo necesario para tener un buen manejo de
materiales dentro del Departamento, la única dificultad que se encontró fue que en ciertas áreas
no se tiene facilidades de almacenamientos.
Se apreció que entre ciertas áreas no existe una sincronización, lo que produce tiempos no
operativos por falta de material. Las áreas más críticas son las de empaletamiento radial y
convencional, debido a que se segrega los cauchos de manera manual y estos son trasladados
hasta la próxima etapa únicamente cuando la paleta se encuentre llena. Por otro lado, en las áreas
de las máquinas TUO, máquinas YAMATO y área de reinspección existe un desempaletamiento
para procesar los cauchos y luego un nuevo empaletamiento, actividad que toma tiempo y
proporciona una fatiga al operador por manipular los cauchos.
Para identificar la importancia de cada ruta, cada material y de cada movimiento se utilizó una
letra vocal para crear una escala.
A –Muy Alta Intensidad de materiales en movimiento. Representado por el color rojo.
E – Alta Intensidad de materiales en movimiento. Representado por el color amarillo.
I – Importante Intensidad de materiales en movimiento. Representado por el color verde.
33
O – Ordinaria Intensidad de materiales en movimiento. Representado por el color azul.
U – Sin importancia Intensidad de materiales en movimiento. Ningún color la representa.
Con la utilización de esta escala se puede visualizar de manera inmediata la relativa
importancia de los flujos y de los transportes que tiene entre las diferentes áreas.
El resumen de movimiento que se realizó contiene la siguiente información:
1. Una lista de todas las rutas, direcciones, distancias.
2. Una lista de todos los materiales.
3. Para cada movimiento:
a. La intensidad de flujo.
b. El trabajo de transporte.
c. Condición del movimiento.
d. La escala de importancia con la letra vocal y el color.
4. Para cada ruta:
a. Total de intensidad de flujo.
b. Total de trabajo de transporte.
c. La escala de importancia con la letra vocal y el color.
5. Por cada clase de material:
a. Total de intensidad de flujo y como se divide por las diferentes rutas.
b. Total de Trabajo de Transporte y como se divide por las diferentes rutas.
c. La relativa importancia con la letra vocal y el color de cada clase de material.
6. Total intensidad de trabajo e intensidad de flujo que involucra el análisis completo.
34
Tabla 1 Resumen de Movimientos en el Departamento de Inspección Final
35
A partir de la tabla 1, se observó que los flujos más críticos son pasajero radial PSR y
camioneta radial LTR, esta intensidad de flujo se mantiene por todos los procesos del
Departamento.
Por otro lado, cuando se analizaron los flujos por las distintas áreas se tiene que estos son muy
parecidos debido a que los cauchos clasificados como Scrap son muy bajos, por lo tanto se tiene
un flujo casi constante de las distintas categorías por las diferentes etapas, esto puede ser
apreciado el la tabla 1 cuando se observa los flujos por las diferentes áreas.
Luego de plantear la situación actual y de analizar los elementos claves para el manejo de
materiales se determinaron las alternativas de manejo para obtener los objetivos planteados y de
esta manera conseguir un mejor desempeño en el manejo de los materiales dentro del
Departamento de Inspección Final.
4.2 Propuesta y Requerimientos del Sistema de Manejo para Cauchos Radiales y
Convencionales
Los dos criterios que se utilizaron para la selección de los sistemas a utilizar fueron el principio
de distancia y el principio de cantidad, a partir de ello se procedió a proponer los sistemas de
manejo para cada etapa que conforma el Departamento de Inspección Final.
4.2.1 Cabina de Rasurado
Por esta área se manejan cauchos PSR, LTR, PSS, y LTS, los cauchos llegan desde el
Departamento de Vulcanizado, este departamento se divide en nueve líneas de vulcanizado,
empezando por la línea D hasta la línea L, existen dos rutas establecidas constituidas por cintas
transportadoras que recogen los cauchos de un conjunto de líneas y los trasladan a la cabina de
rasurado.
36
Hay una línea que recoge los cauchos radiales y convencionales de las líneas E, F, G y H y la
otra toma los cauchos de las líneas I, J, K y L. La distancia promedio entre las Prensas y la
Cabina de Rasurado es de aproximadamente 101m. lo que implica una distancia larga.
Los flujos dependen directamente de la medida del caucho, de los tiempos de ciclos de
vulcanizado y del número de moldes en producción de cada medida, pero en rasgos generales se
tienen flujos altos. En la tabla 2 se muestran los flujos de cada transportador que va a la Cabina
de Rasurado.
Tabla 2 Flujos en los transportadores de Vulcanizado
Líneas de Prensas
Cauchos/Hr
Transportador I-J, K-L
267
Transportador E-F, G-H
179
A partir de la tabla 2 se determinó que el 59,97% de los cauchos se trasladan a través del
transportador de las líneas I, J, K, L.
Con la aplicación de estudios de tiempo en el Departamento de Inspección Final, se determinó
que unas de las consecuencias cuando se producen retrasos en la Cabina de Rasurado o en la
Cabina de Inspección, es la acumulación
de cauchos
en
las cintas
transportadoras de
vulcanizado, especialmente al transportador I, J, K, L, produciendo un colapso en el sistema.
Para evitar estos problemas y minimizar la acumulación de cauchos en el transportador de
líneas I, J, K, L, se propuso construir un transportador paralelo a esta línea por el que se van a
trasladar los cauchos de las líneas I, J, de tal manera que el flujo queda distribuido como se
muestra en la tabla 3.
Tabla 3 Distribución planteadas con nuevo transportador
Líneas de Prensas
Cauchos/Hr
Transportador I-J
85
Transportador K-L
182
Transportador E-F, G-H
179
37
Como se aprecia en la tabla 3, con el nuevo transportador se nivelan los flujos entre los
transportadores de las líneas E, F, G, H y el de la línea K, L. Por otro lado el flujo del
transportador I, J no es representativo comparado con los otros dos pero en un futuro cuando se
agreguen nuevas prensas, el traslado de esos cauchos radiales y convencionales se realizará por
este transportador.
A través de estudios de tiempo se apreció que en ciertos momentos del turno existe una
acumulación de cauchos en la entrada y en la salida de la cabina de rasurado, esto se debe a dos
causas principales que son; la hora de la comida y la fatiga del operador.
Actualmente se cuenta con una sola cabina de rasurado y dos operadores quienes toman relevos
entre sí para rasurar cauchos y para despejar los transportadores que alimentan a la cabina cuando
existen cuellos de botellas o cauchos montados. En la figura 13 se muestra la operación se
rasurado del caucho.
Figura 13 Cabina de Rasurado
Se propuso agregar otra cabina que proporcione al operador mayor tiempo para realizar el
trabajo, debido a que se contará con dos rasuradores. El uso de la nueva cabina produce menor
fatiga al operador durante la jornada y de manera similar los operadores de cada cabina pueden
tomar turnos para despejar los transportadores.
38
4.2.2 Inspección Prioritaria
La inspección prioritaria es un requerimiento del Departamento de Calidad, es un chequeo que
se realiza de manera diaria y consiste en tomar los primeros cauchos de cada prensa y realizar una
inspección al caucho.
Para trasladar los cauchos hasta la Cabina de Inspección Prioritaria desde vulcanizado se van a
utilizar los mismos transportadores que un caucho, que se dirige a la Cabina de Rasurado, la
única diferencia consiste que antes de la cabina de rasurado se ubicó una cámara lectora de
código de barras.
Este será el primer uso del Sistema del Código de Barra dentro del Departamento de Inspección
Final, luego de la lectura del código el sistema determina si el caucho es la primera carga de la
prensa, si este necesita ser inspeccionado será desviado a una cinta transportadora que lo mueve
a la Cabina de Inspección Prioritaria.
La inspección prioritaria es realizada por el inspector de calidad y la ejecuta caucho a caucho,
por lo tanto se necesita contar con un almacén temporal, por ello se colocó una espiral que tiene
la función de almacenar los cauchos mientras que se realiza la inspección. En la figura 14 se
muestra la inspección del caucho.
Figura 14 Cabina de Inspección Prioritaria
39
Por otro lado, la operación de inspección prioritaria a pesar que se realiza de manera diaria, solo
toma entre cuatro a cinco horas al día, por lo tanto se justificó estos equipos de manejo para las
siguientes operaciones:
• Para desviar los cauchos que presenten problema de lectura de código de barras.
• Para desviar los cauchos que presenten problemas con la etiqueta del código.
• Para desviar los cauchos que en el ciclo de vulcanizado presenten problemas de calidad
detectado por la máquina.
4.2.3 Cabina de Inspección
Los flujos entre las cabinas de inspección y la máquina de rayos x son alta, debido a que se
tienen todos los cauchos radiales y convencionales, por lo tanto, para garantizar que no colapse el
sistema se tiene que colocar un recorrido mayor que permita a los inspectores poder examinar los
cauchos con el tiempo suficiente sin que el sistema falle por acumulación de material. La figura
15 muestra a los inspectores en las cabinas de inspección.
Figura 15 Cabina de Inspección
40
Esto permite utilizar el transportador como almacén de cauchos para evitar embotellamiento
entre estas dos áreas y para darle mayor tiempo al caucho a que se enfríe y pueda ser manipulado
por los inspectores de manera sencilla.
Con estudios de tiempo se determinó que se tienen que añadir 2 cabinas de inspección para
pasar de las cinco actuales a siete cabinas y poder inspeccionar en un 100% los cauchos radiales y
convencionales que se produzcan en planta en un futuro cercano, de esta manera reducir los
cuellos de botellas entre la cabina de rasurado y la cabina de inspección.
4.2.4 Pulido de Defectos Menores, Jaula de Scrap y Retrabajo
El manejo en el área se realiza de manera manual, ya que no se justifican métodos complicados
de manejo de materiales porque los flujos son pequeños y las distancias cortas. Los cauchos que
pasen por estas áreas serán identificados y colocados en sistemas con ayuda del código de barra.
La figura 16 muestra la jaula de scrap y al operador con el ingreso manual en el computador del
caucho, con el sistema propuesto este ingreso es automático cuando lea el código de barras del
caucho.
Jaula de Scrap
Figura 16 Mesa y Jaula de Scrap
41
4.2.5 Máquina de Rayos X
Los cauchos radiales son los que pasan por la Máquina de Rayos X, esto por requerimientos de
calidad para las categorías PSR y LTR.
La distancia entre las Cabinas de Inspección y la Máquina de Rayos X es corta, de
aproximadamente 27m. A pesar que por la Máquina de Rayos X solo pasan los cauchos de
categoría radial, el flujo es alto, ya que los cauchos radiales representan más del 80% del material
manejado en el Departamento de Inspección Final.
Actualmente la máquina no puede cambiar de especificaciones de manera automática, esto
produce que rechace ciertos cauchos, los cuales luego tienen que ser reprocesados por la máquina
en el momento que el operador cambia las especificaciones de la máquina. Esta situación recarga
el trabajo del operador lo que le produce fatiga. La figura 17 muestra el ingreso de los cauchos a
la máquinas de Rayos X, esta máquina tiene diferencias de velocidades en las cintas
transportadoras para garantizar la distancia requerida entre los cauchos.
Ingreso de los
cauchos en la
máquina
Figura 17 Máquina de Rayos X
Se propuso colocar en la máquina de rayos X una cámara lectora de código de barra que
permita identificar el caucho y proporcione la información necesaria a la máquinas de rayos X
42
para cambiar de especificaciones de manera automática cuando sea necesario, según el tipo de
caucho.
Se propuso colocar una espiral en la salida de las cabinas de inspección que permita almacenar
cierta cantidad de cauchos para proporcionarle tiempo a la máquina de Rayos X de inspeccionar
los cauchos sin que el sistema colapse por exceso de material, de igual manera el espiral otorga
un tiempo adicional para arreglar cualquier desperfecto en la máquina u otros equipos.
4.2.6 Máquinas de Uniformidad TUO
Actualmente los cauchos radiales salen de la máquina de Rayos X y pasan al área de
empaletado radial donde se agrupan por medidas para ser trasladados a las máquinas de TUO, la
segregación se realiza de manera manual lo que trae problemas de segregación, además que se
producen demoras en el sistema porque la paleta debe estar llena para ser enviada a las máquinas
TUO, como consecuencia se tienen tiempos no operativos por falta de material. La figura 18,
muestra a un operador empaletando los cauchos.
Figura 18 Empaletamiento Radial
Los operadores que se encargan del empaletado manifiestan molestias musculares y fatiga,
debido a que su jornada de trabajo solo consiste en tomar y clasificar cauchos. De igual manera
43
los operadores de las máquinas de TUO tienen una sobrecarga de trabajo porque deben colocar
los cauchos desde la paleta a la máquina y luego que se realizó la prueba de uniformidad por la
máquina deben nuevamente colocar los cauchos en la paleta. La figura 19, muestra al operador de
la máquina TUO alimentando a la máquina.
Figura 19 Máquina TUO
Con el diseño propuesto de manejo de materiales se planteó en esta etapa del proceso la
eliminación del empaletado, ahora se realizará un traslado directo entre la máquina de Rayos X a
las máquinas TUO, este tipo de manejo proporciona flujos constantes entre las máquinas al
disminuir los tiempos perdidos por falta de material en las máquinas TUO, además de que se
evita la sobrecarga a los operadores de las máquinas TUO.
El manejo que se propuso consta de un carrusel (transportador aéreo de forma ovalada), cuya
función es distribuir los cauchos según la medida a las distintas máquinas de TUO. El carrusel
que se diseñó para el manejo de materiales en las Máquinas de TUO posee un lector fijo de
código de barra el cual identificará el caucho y lo enviará a una de las máquinas, según la medida
del caucho. Para evitar el colapso del carrusel por exceder la capacidad de las máquinas serán
colocados en cada TUO una espiral que permita almacenar cauchos.
44
A través del sistema del código de barra el supervisor puede ir monitoreando en tiempo real la
cantidad de cauchos que se encuentran dentro del sistema y las diferentes medidas, para de esta
manera colocar los parámetros en la máquinas y cambiar de medida en un momento determinado,
ayudando a disminuir los tiempos no operativos en estos equipos por falta de cauchos.
4.2.7 Máquina Balanceadora YAMATO
En la actualidad los materiales que se manejan en la máquina balanceadora son los radiales y
convencionales Equipo Original, es decir, PSR EO, LTR EO y LTS EO. Los cauchos luego de
ser chequeados por la máquina TUO y empaletados, son trasladados por un montacargas hasta la
máquina balanceadora en donde nuevamente son tomados para alimentar la máquina y luego se
vuelven a empaletar para ser trasladados a la siguiente etapa del proceso.
El operador del montacargas tiene diversas funciones, por lo tanto en ciertas ocasiones existen
tiempos perdidos por falta de material debido a que no se pudieron mover los cauchos de un área
a la otra. Se tuvo que buscar la manera de proporcionar flujos constantes entre estas áreas. La
figura 20 muestra al operador del montacargas moviendo una paleta.
Figura 20 Montacargista en las Máquinas TUO
45
Por nuevos requerimientos corporativos se tienen que balancear todos los cauchos radiales, para
ello la empresa adquirió una segunda máquina balanceadora. La figura 21 muestra la máquina
balanceadora YAMATO parada por falta de material.
Figura 21 Máquina Balanceadora YAMATO
La propuesta consistió en llevar los cauchos uno a uno a través de cintas transportadoras desde
la máquina TUO, en donde una cámara leerá el código del caucho e identificará la medida del
mismo, el sistema elegirá a cual de las dos máquinas transportará el caucho para que este sea
evaluado. Luego dependiendo del resultado que produzca la máquina el caucho será clasificado
en Equipo Original, Scrap o TRADE y dependiendo de cada uno de estos resultados el caucho
será transportado a la etapa correspondiente.
4.2.8 Reinspección
Para el área de reinspección solo se manejan cauchos Equipo Original, que representan flujos
bajos. Actualmente son trasladados a través del montacargas. Los cauchos son tomados,
inspeccionados y empaletados nuevamente. En esta área se identificó la recarga de trabajo de los
inspectores. La figura 22 muestra el área de reinspección, en donde se aprecian los cauchos
inspeccionados esperando ser ingresados al almacén de productos terminados.
46
Mesa de Reinspección
Figura 22 Área de Reinspección
Se proponen flujos constantes entre las áreas, en donde, los cauchos serán transportados por
cinta a las diferentes mesas de reinspección, disminuyendo los tiempos no operativos de los
inspectores y la fatiga producida por la manipulación de los cauchos.
4.2.9 Almacén de Productos Terminados
En la actualidad, los cauchos que van a ser ingresados al almacén pueden llegar por diferentes
vías, las cuales son:
•
Los cauchos PSR y LTR enviados en paletas desde las máquinas TUO con el uso del
montacargas.
•
Los cauchos PSS y LTS enviados en paletas desde el área de empaletado convencional
con el uso de montacargas.
•
Los cauchos PSR EO, LTR EO y LTS EO, en paleta desde el área de reinspección.
•
Los cauchos PSR EO y LTR EO que fueron pasados a TRADE luego de la prueba de
balanceo.
Se plantearon dos alternativas utilizando sistemas de cintas transportadoras y celdas
controladoras de flujos, para tener un ingreso caucho a caucho al almacén. Con el nuevo sistema
se puede ingresar al almacén por tres vías:
47
•
Desde la cabina de inspección para los cauchos PSS y LTS.
•
Desde las máquinas balanceadora YAMATO para los cauchos PSR, LTR.
•
Desde el área de reinspección, los cauchos PSR EO, LTR EO y LTS EO.
Con el uso del código de barras se verificará si el caucho ha pasado por todas las áreas que
compone el departamento y chequeará que haya superado los requerimientos de calidad que se
evalúan. En la tabla C1 se puede apreciar los sistemas, equipos y la unidad de transporte que se
implementó en cada área del departamento.
4.3 Propuesta y Requerimientos del Sistema de Manejo para Cauchos Camión
Para los cauchos de esta clasificación no se justificó realizar cambios significativos en todas las
etapas del proceso, debido a que el flujo es bajo, por lo tanto se prefirió mantener el actual
manejo de materiales. La única modificación que se realizó en la propuesta del diseño fue la
entrada de los cauchos al Almacén de Productos Terminados.
Para el ingreso de los cauchos camión al almacén se tiene una propuesta similar de los cauchos
radial y convencional, se diseñó un sistema de manejo que permite la entrada al almacén uno a
uno para poseer un mejor control.
4.4 Requerimientos para el Sistema de Código de Barra
Para la propuesta que se realizó en el proyecto, se incluye dentro de los requerimientos los
equipos necesarios para la implementación del código de barras.
La figura 23 muestra la posición de la etiqueta en el caucho. La ubicación es en el talón del
caucho y se coloca en el momento del armado. Durante el manejo del caucho a través de los
transportadores tienen que tener el código hacia arriba para que puedan ser leídos por las
cámaras.
48
Etiqueta de código de
Barra en el Caucho
Figura 23 Colocación de la Etiqueta en el Caucho
La figura 24 muestra el equipo de impresión de etiquetas, esta máquina realiza las etiquetas que
deben ser colocados en los diferentes cauchos.
Figura 24 Equipo para la Impresión de Etiquetas
La Figura 25 muestra la cámara lectora de código de barras, en la figura 26 se tiene la
cámara en una máquina TUO cuando es leído el código del caucho,
49
Figura 25 Cámara fija lectora de Código de Barras
Figura 26 Lectura de los Cauchos por las Cámaras Fijas
En la figura 26, se muestra la forma como es leída la información contenida en el código de
barras a través de las cámaras fijas que se encuentran ubicadas a lo largo del Sistema de Manejo
de Materiales. Con la información contenida en la etiqueta, la cámara decide enviar el caucho a
cada puesto de trabajo. Estas cámaras van a ser usadas en: Puestos de Inspección Prioritaria,
Maquina de Rayos X, Carrusel de Maquinas TUO, Balanceadoras Yamato, Entrada al Almacén
de Productos Terminados.
Se muestran los equipos móviles lectores de código en la figura 27. Estos lectores van a ser
utilizados en la Mesa de Scrap, Reparación Radial Convencional, Reparación Camión,
Reinspección, y en cualquier otro puesto de trabajo que sea requerida ante cualquier eventualidad
de las cámaras fijas de lectura.
La utilización de estos equipos para el código de barras, permiten al sistema propuesto enviar
los cauchos de manera automática a los diferentes puestos de trabajo, evitando los errores
humanos en la segregación de cauchos que utiliza el sistema actual.
50
Figura 27 Lectores Móviles
La tabla 4 muestra los requerimientos en cuanto a equipo que se necesitan para la
implementación del código de barra en el Departamento de Inspección Final.
Tabla 4 Requerimientos de Equipo para Código de Barra
Equipos
Cantidad
Lectores Fijos (Cámaras)
8
Lectores Móviles (Handheld)
5
Impresora de Etiquetas
1
4.5 Comparación de Alternativas para el Empaletado de los Cauchos en Almacén
Se estudiaron dos posibles diseños, cuya diferencia radica en la manera como son empaletados
los cauchos en el almacén. Actualmente el ingreso se realiza con las paletas, como la segregación
es realizada por los operadores se tiene el riesgo de cometer errores y colocar en las paletas
cauchos de diferentes medidas, este es uno de los principales problemas que se quiere eliminar
con el manejo de materiales y el código de barras. La figura 28 muestra una acumulación de
paletas que esperan su ingreso al almacén.
51
Entrada del Almacén
Figura 28 Entrada al almacén
En ocasiones, el espacio entre el Departamento de Inspección Final y la entrada del almacén de
productos terminados, se encuentra saturada por paletas que esperan la entrada al almacén. En
ambas alternativas se plante un flujo constante entre ambos departamentos para evitar estas
demoras.
Alternativa 1
Una de las posibles alternativas consiste en hacer el ingreso mediante un carrusel en el cual los
cauchos se encontraran en constante movimiento en el transportador circular hasta que el
empaletador tome el caucho y lo coloque en la paleta correspondiente, la segregación se realizaría
de manera manual por lo que se corre el riesgo de seguir cometiendo errores de empaletados. En
la figura 29 se presenta el layout del departamento con la alternativa 1 en la entrada del almacén.
Alternativa 2
La propuesta 2, consiste en un sistema central que funcione con sorting y que de acuerdo a la
medida de los cauchos, los distribuya a los diferentes sitios de empaletado. La segregación se
realizaría de manera automática con el uso del código de barra para calificar los cauchos, la única
función del empaletador es colocar el caucho en la paleta, el traslado se realiza a través de
transportadores y por unidad.
52
La figura 30 muestra el layout de la alternativa 2 con todos los requerimientos de la propuesta
del sistema de manejo de materiales.
4.6 Selección de la Alternativa de Empaletamiento de los Cauchos en el Almacén
En la alternativa 1 se sigue realizando la operación de empaletado de manera manual, los
cauchos se encuentran en el carrusel, en donde el operador los tomas y los empaleta. La
identificación del caucho la realiza el operador en el momento de tomar el caucho, por lo tanto se
mantiene la segregación manual de los cauchos, esto trae como consecuencia errores de envíos a
las ensambladoras y a las distribuidoras.
En la alternativa 2 en el momento que la cámara lea el código de barras va a identificar el
caucho y a dirigirlo a la paleta correspondiente a su medida, por lo tanto con esta alternativa se va
a contar con una segregación automática. La función del operador es tomar el caucho
correspondiente y colocarlo en la paleta.
Para evitar los errores de empaletamiento que se producen en el Departamento y eliminar los
costos de auditoria de almacén, además de los problemas de envíos a las ensambladoras y
distribuidores, se escogió la alternativa 2.
Se realizaron los diagramas de flujos a cada una de las categorías radiales y convencionales,
para apreciar de manera gráfica como se va a realizar el manejo de los materiales dentro del
departamento. Estos diagramas contienen las operaciones, las inspecciones, los transportes, las
demoras y los almacenamientos que se tienen para cada uno de los movimientos. (Ver Anexos F).
53
A
62
62
A
C
68
B
Inspección Prioritaria
C
Cabina Inspector
D
Scrap y pulido de
defecto menores
E
Máquina Rayos X
F
Máquinas TUO
G
Máquina Yamato
H
Reinspección
60
MEETING
ROOM
B
61
E
Area de cauchos
a evaluar
63
RAYS X
AUTOMATIC
MACHINE
Area de cauchos
evaluados
D
BIAS
I
Sorting Radial y
Convencional
J
Sorting Camión
12
11
9
10
7
8
5
F4
3
2
6
OE AND TRADE
1
GRIND
BIAS
Propuesta de Diseño
para el manejo de
materiales
OE AND TRADE
G
YAMATO BALANCER
BIAS
MANUAL
TRIMMER
59
PULIDORA
PULIDORA
TBS
AUTOMATIC
TRIMMER
I
H
RETRABAJO DE CAMION
J
Rasurado
VITACAP
POST-INFLADO
RADIAL-CONVENCIONAL
Figura 29 Alternativa 1
54
A
62
62
A
C
A
60
M E E T IN G
ROOM
Rasurado
B
Inspección Prioritaria
C
Cabina Inspector
D
Scrap y pulido de
defecto menores
E
Máquina Rayos X
F
Máquinas TUO
G
Yamato
H
Reinspección
61
B
B
63
RAYS X
A U T O M A T IC
M A C H IN E
40
Area de cauchos
a evaluar
D
Area de cauchos
evaluados
E
B IA S
D
11
9
10
7
8
C
5
4
F
12
3
2
6
O E AND TR ADE
1
I
Sorting Radial y
Convencional
J
Sorting Camión
BIAS
G RIN D
Propuesta de Diseño
para el manejo de
materiales
OE AN D TR ADE
E
Y A M AT O BA LA NC ER
G
59
P U L ID O R A
BIAS
MANUAL
T R IM M E R
P U L ID O R A
G
TBS
A U T O M A T IC
T R IM M E R
H
I
F
H
RETRABAJO DE CAMION
J
P O S T - IN F L A D O
R A D IA L - C O N V E N C IO N A L
VITACAP
I
Figura 30 Alternativa 2
55
4.7 Análisis Financiero
Para realizar el estudio financiero se utilizaron los datos proporcionados por la empresa
Transroll la cual determinó los costos del sistema de manejo de materiales, para ello se dividió el
proyecto en 5 zonas. En el anexo D se aprecian los precios de cada zona.
Zona 1: Constituida por los requerimientos de inspección prioritaria, las áreas de rasurado,
inspección y rayos X y el transportador de los cauchos convencionales.
Los requerimientos de la zona 1 incluyen, la línea adicional de vulcanizado, el desvío de los
cauchos hacia la cabina de inspección prioritaria, la espiral de almacenamiento temporal de
inspección prioritaria que tiene como función adicional recibir los cauchos con problemas de
etiquetas o de calidad. A su vez requiere una nueva cabina de rasurado para poder cumplir con el
aumento de producción.
También se incluyen las dos nuevas cabinas de Inspección, así como la espiral entre las Cabinas
de Inspección y la Máquina de Rayos X para tener un almacenamiento temporal que le
proporcione el tiempo suficiente a la máquina para procesar los cauchos cumpliendo con el
requerimiento de separación de 1m.
Zona 2: Constituida por los requerimientos de las áreas de TUO.
La zona 2 esta compuesta por el carrusel de las máquinas TUO, el sistema que va a identificar
los cauchos por código de barra y dirigirá de manera automática el caucho a la máquina
correspondiente. Los cauchos que no sean procesados seguirán en el sistema dando vueltas hasta
que se tenga la cantidad suficiente para procesar en la máquina, por esta razón existe un
monitoreo en tiempo real del sistema que permite tomar decisiones.
Por otro lado, el sistema cuenta con varias salidas de desahogo que permite sacar o colocar
cauchos en el sistema en caso de cualquier eventualidad. Por último, se diseñó para cada TUO
una espiral que permita almacenar cauchos de manera temporal para que el sistema no colapse.
56
Zona 3: Constituida por los requerimientos de las áreas de YAMATO, reinspección y la entrada
al almacén.
Los requerimientos de la zona 3 están constituidos por el transportador que se dirige desde la
cabina de inspección hasta el almacén, así como los requerimientos de las máquinas
balanceadoras y el área de reinspección. Los cauchos pueden llegar al almacén por 3 vías por lo
que se necesitan celdas que regulen el flujo de cada vía para que se pueda realizar el ingreso de
los cauchos.
Por otro lado tiene varios desahogos para los cauchos con problemas de etiquetas o para
aquellos cauchos calificados por la máquina como caucho scrap.
Zona 4: Sorting de Camión.
La modificación que se realizó en el manejo de materiales de los cauchos camión fue la
construcción del sorting, de esta manera eliminar la segregación manual y los errores de
empaletamientos.
Zona 5: Sorting de Cauchos Radiales y Convencionales.
Los requerimientos de la zona 5 incluyen todo lo necesario para la creación del sorting de
convencional y radial, se diseñó a lo largo, que a cada lado tiene paletas para los cauchos, la
segregación es realizada por el sistema con el uso del código de barra, el que identifica el caucho
y lo dirige a la paleta correspondiente, la única función del operador consiste en tomar el caucho
y colocarlo en la paleta.
La tabla 5, refleja los costos referentes a cada una de las zonas.
57
Tabla 5 Costos por Zona
ZONA
COSTO (BS.)
1
618.000.000
2
890.700.000
3
375.000.000
4
161.000.000
5
623.000.000
TOTAL
2.667.700.000
Los costos totales de la propuesta del sistema de manejo de materiales fueron de Bs.
2.667.700.000.
Los costos que implica la instalación de los equipos para la implementación del código de barra
se expresan en la tabla 6, estos costos fueron proporcionados por el Departamento de Tecnología
de la empresa.
Tabla 6 Costos del Sistema de Código de Barra
Costo
Cantidad Unitario
Descripción
(Bs.)
Lectores
Fijos
(Cámara)
Lectores Moviles
(HandHeld)
Impresora
etiquetas
de
Costo Total
(Bs.)
8
43.000.000 344.000.000
5
8.030.250
1
13.975.000 13.975.000
40.151.250
398.126.250
Los costos totales para la instalación del nuevo manejo de materiales son 3. 065.826.250 Bs.(A)
58
Con la implementación de los métodos planteados, se va a producir una reubicación del
personal esto se debe a que las operaciones que se realizaban de manera manual, ahora se van a
realizar de manera automática, produciendo de esta manera un retorno de la inversión.
Con la implementación se tendrá la reubicación de 31 personas que ya no pertenecerán al
Departamento de Inspección final y podrán ser utilizados por la empresa en otras áreas, evitando
así la contratación de nuevo personal (Ver anexo E). La reubicación representa una ganancia de
31 operadores x 30.240.000 Bs. Operador/Año = 937.440.000 Bs. /Año.
Otra ganancia para la empresa se encuentra en la eliminación de las auditarías de almacén para
detectar los cauchos mal empaletados, esto se traduce en un ahorro de 466.8 Hrs. Hombre/mes x
4000 Bs. / Hr. Hombre x 12 meses/año = 22.406.400 Bs. /Año.
Al eliminar las horas no operativas de la TUO y de la balanceadora YAMATO por falta de
caucho se tiene 58.01 Hrs./día x 259 días/año x 60.000 Bs./Hr = 901.475.400 Bs./Año.
El total del ahorro obtenido es de 1.861.321.800 Bs. / Año. (B)
El retorno de la inversión es (A)/(B), el resultado es de 1,64 años, esto quiere decir que en
menos de 2 años la empresa recupera la inversión realizada por los beneficios obtenidos. Para la
empresa cualquier proyecto que posea un retorno de la inversión menor a los 3 años, es factible.
Otras herramientas para validar la factibilidad económica del proyecto fueron el Valor Presente
Neto y la Tasa Interna de Retorno. (Ver Anexo F).
Para el Valor Presente Neto y la Tasa de Retorno se tomaron las premisas de una tasa de riesgo
del 25%, esto incluye la tasa de intereses de los bancos, la inflación y el riesgo país. A partir del
año 1 se tiene gastos de mantenimientos del sistema, estos gastos involucraron el personal y los
repuestos necesarios.
59
El estudio financiero se realizó para cinco años, en donde se determinó un Valor Presente Neto
Bs. 1.189.933.416 lo que es mayor que cero por lo tanto el proyecto es factible, por otro lado se
tuvo una Tasa Interna de Retorno de 0,41 que es mayor a 0,25 que fue la tasa de riesgo resultado
que apoya a la factibilidad económica del proyecto.
El diagrama de flujos del nuevo sistema de manejo de materiales se puede apreciar en el anexo
G, por otro lado, cualquier información que se necesito para un mejor entendimiento de la
evaluación de la situación actual se muestra en el anexo H.
60
CAPÍTULO 5.
CONCLUSIONES
Con este proyecto se determinó un sistema de manejo de materiales que incrementará el índice
de productividad dentro del Departamento de Inspección Final y disminuirá los tiempos no
operativos en las diferentes áreas del departamento.
Con la implementación del proyecto se le da solución a la inspección prioritaria, debido a que
con el nuevo sistema de materiales los cauchos son trasladados de manera automática desde la
prensas hasta la cabina, no deben ser trasladados de manera manual como se realizaba antes.
Se ofreció una solución a los cauchos que presenten problemas de etiquetas o de calidad en el
área de las prensas, ya que estos cauchos serán trasladados y almacenados hacia la cabina de
inspección prioritaria para tomar las medidas correctivas correspondientes al caso.
Se colocó una espiral de almacenamiento entre las Cabinas de Inspección y la Máquinas de
Rayos X para garantizar la distancia entre los cauchos, que es un requerimiento de la máquina,
además de proporcionar un tiempo adicional para corregir fallas o desperfectos en las máquinas
antes del colapso del sistema.
Se determinó un sistema de manejo para eliminar la segregación manual y garantizar menores
tiempos por falta de cauchos en las máquinas. De manera similar, se determinó un sistema de
manejo que traslada de manera directa los cauchos desde las máquinas de TUO a las máquinas
balanceadoras, eliminando los tiempos no operativos por falta de caucho y evitando el
empaletamiento de los cauchos por cada una de estas etapas.
Se garantiza un mejor control y registro de los cauchos almacén, de esta manera no se tienen
que realizar auditorias de almacén tan frecuentes.
El sorting proporciona una segregación automática, con la propuesta se elimina la segregación
manual de los cauchos, se tiene que no van a existir problemas de envíos de cauchos erróneos a
61
las ensambladoras o a las distribuidoras, debido a que ahora la segregación se realiza con el
código de barra.
Se eliminó el empaletamiento de los cauchos en distintas áreas lo que produce mejoras en los
tiempos de procesos y disminución en los tiempos de espera de material.
Con el sistema planteado se garantiza el flujo constante entre las áreas, trayendo como
consecuencia la disminución de los tiempos no operativos en las áreas.
Con la utilización del Sistema del Código de Barra, el Departamento de Calidad tiene la
posibilidad de seguir los cauchos con problemas de una manera más sencilla y de esta manera
disminuir los grupos de cauchos con posibles problemas al conocer toda la información de
materiales de cada caucho.
Con la implementación del proyecto se va a tener una redistribución de 31 trabajadores
asociados dentro de la empresa.
62
CAPÍTULO 6.
RECOMENDACIONES
Se recomienda a la empresa en general:
• Mejorar el flujo de información para involucrar a todos los Departamentos necesarios para
la implementación del Proyecto, de esta manera se tiene que la suma de la partes trae
mejores beneficios que cada Departamento trabaje por su propia cuenta.
• Realizar la planificación de cada zona para evitar paradas de planta en la construcción del
sistema de manejo.
• Realizar las licitaciones necesarias para conseguir la mejor relación costo-calidad en el
momento de contratar la empresa que se encargará de las diferentes etapas del proyectos,
como la construcción del sistema de manejo de materiales y la implementación del código
de barra.
• Realizar pruebas pilotos con el código de barra para que en el momento de su arranque
definitivo no se presenten problemas con los trabajadores asociados.
• Para el cumplimiento de producción de los futuros años, se debe colocar una cabina
adicional de rasurado, así como dos cabinas de inspección, para de esta manera poder
rasurar e inspeccionar el 100% de los cauchos elaborados.
En relación al personal:
• Tomar en cuenta las opiniones del personal mediante reuniones y encuestas en cuanto a los
cambios involucrados dentro del departamento, para que los trabajadores asociados se
sientan como parte del sistema y no aprecien el nuevo sistema de manejo como algo
impuesto por la empresa hacia ellos.
63
• Mantener al personal continuamente informado de los avances del proyecto y siempre estar
abiertos a la retroalimentación con las ideas presentada por los trabajadores asociados.
• La capacitación continúa del personal de las áreas para garantizar el buen desempeño del
sistema de manejo.
64
REFERENCIAS BIBLIOGRÁFICAS
Burgos F, “Ingeniería de métodos: Calidad y Productividad”, Segunda Edición, Universidad de
Carabobo, Venezuela 1999
Gómez, Ezequiel, “Manejo de Materiales”, Universidad de Carabobo, Facultad de Ingeniería,
Escuela de Ingeniería Industrial, Departamento de Ingeniería de Métodos, Valencia 2005.
Muther, Richard, “Planificación y Proyección de la Empresa Industrial”, Editores Técnicos
Asociados, s.a, Barcelona 1968.
Muther, Richard y Haganas, Knut, “Systematic Handling Analisys”, Management and Industrial
Research Publications. USA 1969.
Niebel, Benjamín, “Ingeniería Industrial, Métodos, Tiempos y Movimientos”. Alfaomega Grupos
Editor, Mexico, D.F 1996.
Pierre, Michael, “Distribución en Planta”. Ediciones Deusto. Barcelona 1989.
Santos J y Contreras L, “Introducción al Manejo de Materiales”. PS-4350, Guía de estudio,
Universidad Simón Bolívar, Departamento de Procesos y Sistemas, 2004.
Santos J, “Manejo Automatizado de Materiales PS-4350”, Apuntes de Clases, Universidad Simón
Bolívar, Departamento de Procesos y Sistemas, 2004.
65
ANEXOS
66
ANEXO A
Situación Actual
A
A
B
B
C
C
E
D
G
H
K
I
N
L
M
Cabina Inspector
Scrap y pulido de defecto
menores
Retrabajo
D
F
Rasurado
J
E
Rayos X
F
Empaletado Convencional
G
Empaletado Radial
H
TUO
I
Yamato
J
Reinspección
K
Rasurado Camión
L
Inspección Camión
M
Reparación
N
Vitacap
Figure 31 Layout del Departamento Situación Actual
Figura A1 Layout del Departamento Situación Actual
67
ANEXO B
En la tabla B1, se presenta la clasificación de los materiales dentro del Departamento de Inspección Final.
Tabla B1 Clasificación de los Materiales
ProductoDescripción de
Material (Item)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
PSR-EO
PSR-TRADE
PSR-SCRAP
LTR-EO
LTR-TRADE
LTR-SCRAP
PSS-TRADE
PSS-SCRAP
LTS-EO
LTS-TRADE
LTS-SCRAP
TBS-EO
TBS-TRADE
TBS-SCRAP
Grupo
a
b
c
d
e
La unidad mas
Tamaño
pequeña que se
Peso lbs
Diametro
puede dividir el
Promedio
Altura caucho
externo max
item
maximo (mm)
(mm)
Caucho
615
201
18,30
Caucho
719
240
19,17
Caucho
719
240
19,07
Caucho
778
272
29,63
Caucho
804
272
38,02
Caucho
804
272
35,20
Caucho
719
223
25,26
Caucho
719
223
25,26
Caucho
808
220
48,19
Caucho
808
220
45,37
Caucho
808
220
45,66
Caucho
1226
315
114,11
Caucho
1226
315
122,13
Caucho
1226
315
118,91
Material
PSR
LTR
PSS
LTS
TBS
Pasajero radial
Camioneta radial
Pasajero Convencional
Camioneta convencional
Camion Convencional
Cantidad
(Volumen)
6,34
46,87
1,05
9,19
17,18
0,93
1,66
0,03
0,92
7,99
0,09
3,11
4,52
0,12
Tiempo
Urgente
Regular
Regular
Urgente
Regular
Regular
Regular
Regular
Urgente
Regular
Regular
Urgente
Regular
Regular
Clasificacion
a
b
c
d
e
68
ANEXO C
Tabla C1 Resumen del Sistema, Equipo y Unidad de Transporte
69
ANEXO D
Tabla D1 Redistribución de Personal
Número de Número de
Operadores Operadores
Cargo
Diferencia
por día
por día
actual
propuesto
Cabina de Rasurado
6
3
3
3
2
1
6
6
0
1
1
0
1
1
0
7
7
0
Maquina de Rayos X
1
1
0
Empaletado RadialConvencional
4
4
0
Operador de TUO
18
6
12
Operador de Yamato
6
0
6
Reinspectores
5
5
0
Montacarguistas
6
3
3
Rasurador Camión
3
0
3
Inspector /
Empaletador Camión
3
3
0
Operador de Vitacap
3
3
0
Retrabajo Camión
1
1
0
1
1
0
1
1
0
9
6
3
85
54
31
Inspección
Prioritaria
Cabina de
Inspección Radial
Convencional
Mesa de Scrap
Pulido Defectos
Menores
Retrabajo RadialConvencional
Inspector de
Procesos
Instructor de
Inspectores
Vacaciones y
Ausentismo (11,5%)
TOTAL
70
ANEXO E
Se presenta el estudio financiero realizado para calcular la factibilidad del proyecto.
Tabla E1 Estudio Financiero
71
ANEXO F
Empresa: BRIDGESTONE FIRESTONE VENEZOLANA
ESTIMADO
Fecha: Valencia,
Atención: ANTONIO TORO / CARLOS ARAUJO
Obra: ESTIMACIÓN DE PROYECTO ZONA 1
PART. CANT. UNID.
DESCRIPCION
1
1
SG TRANSPORTADORES DE BANDA INTRALOX
2
1
SG TRANSPORTADORES MOTORIZADOS TIPO CAMA LISA
3
1
SG TRANSPORTADORES A GRAVEDAD
4
1
SG CURVAS A GRAVEDAD
5
1
SG BARANDAS PARA TRANSPORTADOR
6
1
SG PARTE ELECTRICA Y DE CONTROL
7
1
SG TRANSPORTADOR EN ESPIRAL PARA DESCENSO
8
1
SG
SISTEMA NEUMATICO
NOTA:
*.- No inlcuye I.V.A.
*.- Todos los precios corresponden a un estimado del trabajo, los
mismos estan sujetos a variación para efecto de la cotización
final.
VALIDEZ DE LA OFERTA:
CONDICIONES DE PAGO:
TIEMPO DE ENTREGA:
R-018-06
08/02/2006
Proveedor Nº:
PRECIO UNIT.
P. TOTAL
39.000.000,00
39.000.000,00
175.000.000,00
175.000.000,00
17.500.000,00
17.500.000,00
21.000.000,00
21.000.000,00
64.500.000,00
64.500.000,00
203.000.000,00
203.000.000,00
84.000.000,00
84.000.000,00
14.000.000,00
14.000.000,00
SUB-TOTAL
618.000.000,00
TRANSPORTE
618.000.000,00
Rafael Chacón
Dpto. de Proyectos
ZONA IND. EL RECREO, SOCIEDAD INDUSTRIAL BATALLA DE CARABOBO GALPON C-4 VALENCIA EDO. CARABOBO
TELEFAX. (0241) 8786155 TELF. 8786155-8787567 CEL. 0416-4774860 - 0414-4163783 .E-mail: transroll@cantv.net
www.trans-roll.com
Figura F1 Costos de la Zona 1
72
Empresa: BRIDGESTONE FIRESTONE VENEZOLANA
ESTIMADO
Fecha: Valencia,
Atención: ANTONIO TORO / CARLOS ARAUJO
Obra: ESTIMACIÓN DE PROYECTO ZONA 2
PART. CANT. UNID.
DESCRIPCION
1
1
SG TRANSPORTADORES DE BANDA INTRALOX
2
1
SG TRANSPORTADORES MOTORIZADOS TIPO CAMA LISA
3
1
SG TRANSPORTADORES A GRAVEDAD
4
1
SG CURVAS A GRAVEDAD
5
1
SG BARANDAS PARA TRANSPORTADOR
6
1
SG PARTE ELECTRICA Y DE CONTROL
7
1
SG TRANSPORTADOR EN ESPIRAL PARA DESCENSO
8
1
SG
SISTEMA NEUMATICO
NOTA:
*.- No inlcuye I.V.A.
*.- Todos los precios corresponden a un estimado del trabajo, los
mismos estan sujetos a variación para efecto de la cotización
final.
VALIDEZ DE LA OFERTA:
CONDICIONES DE PAGO:
TIEMPO DE ENTREGA:
R-018-06
08/02/2006
Proveedor Nº:
PRECIO UNIT.
P. TOTAL
325.000.000,00
325.000.000,00
87.500.000,00
87.500.000,00
6.000.000,00
6.000.000,00
15.000.000,00
15.000.000,00
58.200.000,00
58.200.000,00
39.000.000,00
39.000.000,00
336.000.000,00
336.000.000,00
24.000.000,00
24.000.000,00
SUB-TOTAL
890.700.000,00
TRANSPORTE
890.700.000,00
Rafael Chacón
Dpto. de Proyectos
ZONA IND. EL RECREO, SOCIEDAD INDUSTRIAL BATALLA DE CARABOBO GALPON C-4 VALENCIA EDO. CARABOBO
TELEFAX. (0241) 8786155 TELF. 8786155-8787567 CEL. 0416-4774860 - 0414-4163783 .E-mail: transroll@cantv.net
www.trans-roll.com
Figura F2 Costos de la Zona 2
73
Empresa: BRIDGESTONE FIRESTONE VENEZOLANA
ESTIMADO
Fecha: Valencia,
Atención: ANTONIO TORO / CARLOS ARAUJO
Obra: ESTIMACIÓN DE PROYECTO ZONA 3
PART. CANT. UNID.
DESCRIPCION
1
1
SG TRANSPORTADORES DE BANDA INTRALOX
2
1
SG TRANSPORTADORES MOTORIZADOS TIPO CAMA LISA
3
1
SG TRANSPORTADORES A GRAVEDAD
4
1
SG CURVAS A GRAVEDAD
5
1
SG BARANDAS PARA TRANSPORTADOR
6
1
SG PARTE ELECTRICA Y DE CONTROL
7
1
SG TRANSPORTADOR EN ESPIRAL PARA DESCENSO
8
1
SG
SISTEMA NEUMATICO
NOTA:
*.- No inlcuye I.V.A.
*.- Todos los precios corresponden a un estimado del trabajo, los
mismos estan sujetos a variación para efecto de la cotización
final.
VALIDEZ DE LA OFERTA:
CONDICIONES DE PAGO:
TIEMPO DE ENTREGA:
R-018-06
08/02/2006
Proveedor Nº:
PRECIO UNIT.
87.500.000,00
12.500.000,00
15.000.000,00
45.000.000,00
75.000.000,00
126.000.000,00
14.000.000,00
SUB-TOTAL
TRANSPORTE
P. TOTAL
87.500.000,00
12.500.000,00
15.000.000,00
45.000.000,00
75.000.000,00
126.000.000,00
14.000.000,00
375.000.000,00
375.000.000,00
Rafael Chacón
Dpto. de Proyectos
ZONA IND. EL RECREO, SOCIEDAD INDUSTRIAL BATALLA DE CARABOBO GALPON C-4 VALENCIA EDO. CARABOBO
TELEFAX. (0241) 8786155 TELF. 8786155-8787567 CEL. 0416-4774860 - 0414-4163783 .E-mail: transroll@cantv.net
www.trans-roll.com
Figura F3 Costos de la Zona 3
74
Empresa: BRIDGESTONE FIRESTONE VENEZOLANA
ESTIMADO
Fecha: Valencia,
Atención: ANTONIO TORO / CARLOS ARAUJO
Obra: ESTIMACIÓN DE PROYECTO ZONA 4
PART. CANT. UNID.
DESCRIPCION
1
1
SG TRANSPORTADORES DE BANDA INTRALOX
2
1
SG TRANSPORTADORES MOTORIZADOS TIPO CAMA LISA
3
1
SG TRANSPORTADORES A GRAVEDAD
4
1
SG CURVAS A GRAVEDAD
5
1
SG BARANDAS PARA TRANSPORTADOR
6
1
SG PARTE ELECTRICA Y DE CONTROL
7
1
SG TRANSPORTADOR EN ESPIRAL PARA DESCENSO
8
1
SG
SISTEMA NEUMATICO
NOTA:
*.- No inlcuye I.V.A.
*.- Todos los precios corresponden a un estimado del trabajo, los
mismos estan sujetos a variación para efecto de la cotización
final.
VALIDEZ DE LA OFERTA:
CONDICIONES DE PAGO:
TIEMPO DE ENTREGA:
R-018-06
08/02/2006
Proveedor Nº:
PRECIO UNIT.
75.000.000,00
7.500.000,00
15.000.000,00
28.500.000,00
35.000.000,00
-
SUB-TOTAL
TRANSPORTE
P. TOTAL
75.000.000,00
7.500.000,00
15.000.000,00
28.500.000,00
35.000.000,00
161.000.000,00
161.000.000,00
Rafael Chacón
Dpto. de Proyectos
ZONA IND. EL RECREO, SOCIEDAD INDUSTRIAL BATALLA DE CARABOBO GALPON C-4 VALENCIA EDO. CARABOBO
TELEFAX. (0241) 8786155 TELF. 8786155-8787567 CEL. 0416-4774860 - 0414-4163783 .E-mail: transroll@cantv.net
www.trans-roll.com
Figura F4 Costos de la Zona 4
75
Empresa: BRIDGESTONE FIRESTONE VENEZOLANA
ESTIMADO
Fecha: Valencia,
Atención: ANTONIO TORO / CARLOS ARAUJO
Obra: ESTIMACIÓN DE PROYECTO ZONA 5
PART. CANT. UNID.
DESCRIPCION
1
1
SG TRANSPORTADORES DE BANDA INTRALOX
2
1
SG TRANSPORTADORES MOTORIZADOS TIPO CAMA LISA
3
1
SG TRANSPORTADORES A GRAVEDAD
4
1
SG CURVAS A GRAVEDAD
5
1
SG BARANDAS PARA TRANSPORTADOR
6
1
SG PARTE ELECTRICA Y DE CONTROL
7
1
SG TRANSPORTADOR EN ESPIRAL PARA DESCENSO
8
1
SG
SISTEMA NEUMATICO
NOTA:
*.- No inlcuye I.V.A.
*.- Todos los precios corresponden a un estimado del trabajo, los
mismos estan sujetos a variación para efecto de la cotización
final.
VALIDEZ DE LA OFERTA:
CONDICIONES DE PAGO:
TIEMPO DE ENTREGA:
R-018-06
08/02/2006
Proveedor Nº:
PRECIO UNIT.
P. TOTAL
390.000.000,00
390.000.000,00
70.000.000,00
70.000.000,00
71.000.000,00
71.000.000,00
92.000.000,00
92.000.000,00
SUB-TOTAL
623.000.000,00
TRANSPORTE
623.000.000,00
Rafael Chacón
Dpto. de Proyectos
ZONA IND. EL RECREO, SOCIEDAD INDUSTRIAL BATALLA DE CARABOBO GALPON C-4 VALENCIA EDO. CARABOBO
TELEFAX. (0241) 8786155 TELF. 8786155-8787567 CEL. 0416-4774860 - 0414-4163783 .E-mail: transroll@cantv.net
www.trans-roll.com
Figura F5 Costos de la Zona 5
76
ANEXO G
Diagramas de Flujos.
(PSR – LTR) Equipo Original 1/3
inicio
1
A
1
1
Vulcanizar
Si el caucho no esta Ok,
transportar caucho hacia
área de pulidos menores
F
Transportar caucho desde la
prensa a rasurado
6
Inspeccionar
condición de caucho
8
Lectura del Código de Barras
2
Inspeccionar
8
3
5
A
K
9
Primera carga, transportar a
cabina inspección prioritaria
Rasurar cauchos con las
7
H
2
1
B
El caucho no es
Scrap y no
presenta defectos
9
Si el caucho es
Scrap,
transporta
caucho hacia
10
Inspeccionar
Transportar caucho a cabina de
inspección
E
Inspeccionar
4
Si el caucho esta Ok, colocar
sello de inspector
5
Lanzar caucho hacia
transportador radial
7
2
Si el caucho es
Scrap, ingresar Scrap
2
Fin
Ingresar el caucho
en jaula de scrap
Figura G1 Diagrama Flujo PSR EO y LTR EO (parte 1)
Si el caucho
presenta defecto
menores, pintar
defecto
Registrar
Colocar sello
77
(PSR – LTR) Equipo Original 2/3
B
8
E
3
Transportar caucho a
máquina de rayos X
2
Inspeccionar
caucho con
El caucho esta
Inspeccionar caucho
K
J
I
Si el caucho no
esta ok y es
Si el caucho no
esta ok y no es
Scrap
Si el caucho
esta OK
J
4
3
5
6
6
F
G
I
9
11
10
3
Transportar caucho
hasta área de T.U.O
H
Inspeccionar
caucho en T.U.O
Transportar
caucho a la
Balancear caucho con
la Yamato
Transportar
Reinspección
C
Figura G2 Diagrama Flujo PSR EO y LTR EO (parte 2)
Inspeccionar caucho
para conocer
Reparar caucho
según defecto
Inspeccionar
Enviar a
inspección caucho
78
C
4
7
(PSR – LTR) Equipo Original 3/3
Inspeccionar
Transportar
caucho al almacén
de producto
7
Empaletar
1
Almacenar
Fin
Figura G3 Diagrama Flujo PSR EO y LTR EO (parte 3)
79
PSR – LTR 1/3
inicio
1
1
Vulcanizar
Transportar caucho desde la
prensa a rasurado
5
Inspeccionar
condición de caucho
8
Lectura del Código de Barras
2
Inspeccionar
7
3
4
A
Rasurar cauchos con las
6
1
B
K
8
Primera carga, transportar a
cabina inspección prioritaria
H
2
El caucho no es
Scrap y no
presenta defectos
F
A
1
Si el caucho no esta
Ok, transportar caucho
hacia área de pulidos
9
Si el caucho es
Scrap,
transporta
caucho hacia
Inspeccionar
10
Transportar caucho a cabina de
inspección
E
Inspeccionar
4
Si el caucho esta Ok, colocar
sello de inspector
5
Lanzar caucho hacia
transportador radial
7
2
Si el caucho es
Scrap, ingresar
2
Fin
Ingresar el caucho
en jaula de scrap
Figura G4 Diagrama Flujo PSR y LTR (parte 1)
Si el caucho
presenta defecto
menores, pintar
defecto
Registrar
Colocar
80
PSR – LTR 2/3
B
6
E
3
Transportar caucho a
máquina de rayos X
2
Inspeccionar
caucho con camara
El caucho esta OK
Inspeccionar caucho
K
J
I
Si el caucho no
esta ok y es
Si el caucho no
esta ok y no es
Scrap
Si el caucho
esta OK
J
4
3
6
Balancear caucho con
la Yamato
6
I
7
11
8
H
Inspeccionar
caucho en T.U.O
Transportar caucho
a la máquina
G
3
Transportar caucho
hasta área de T.U.O
5
2/5
F
Transportar caucho
al almacén de
producto terminado
C
Figura G5 Diagrama Flujo PSR y LTR (parte 2)
Inspeccionar caucho
para conocer
Reparar caucho
según defecto
Inspeccionar
Enviar a inspección
caucho
81
C
PSR – LTR 3/3
7
Empaletar
1
Almacenar
Fin
Figura G6 Diagrama Flujo PSR y LTR (parte 3)
82
PSS - LTS
inicio
1
1
Vulcanizar
Transportar caucho desde la
prensa a rasurado
3
Inspeccionar
condición de caucho
8
Lectura del Código de Barras
2
Inspeccionar
4
3
2
A
Rasurar cauchos con las
4
1
B
K
5
Primera carga, transportar a
cabina inspección prioritaria
H
2
El caucho no es
Scrap y no
presenta defectos
F
A
1
Si el caucho no esta
Ok, transportar caucho
hacia área de pulidos
9
Si el caucho es
Scrap,
transporta
caucho hacia
Inspeccionar
10
Transportar caucho a cabina de
inspección
E
Inspeccionar
4
Si el caucho esta Ok, colocar
sello de inspector
5
Lanzar caucho hacia
transportador radial
7
2
Si el caucho es
Scrap, ingresar
2
Fin
Ingresar el caucho
en jaula de scrap
Figura G7 Diagrama de Flujo PSS y LTS (parte 1)
Si el caucho
presenta defecto
menores, pintar
defecto
Registrar
Colocar
83
PSS - LTS
B
E
3
Transportar Almacén
Producto Terminado
6
Empaletar
1
Almacenar
Fin
F
G
I
5
11
6
3
Inspeccionar caucho
para conocer
Reparar caucho
según defecto
Inspeccionar
Enviar a
inspección caucho
H
Figura G8 Diagrama de Flujo PSS y LTS (parte 2)
84
ANEXO H
El anexo H es un CD en donde se presentan los diagramas de flujos, diagramas de recorrido,
estudios de intensidades y otras herramientas implementada como parte de la metodología y que
se utilizaron como soporte al momento de realizar la propuesta.