Soldadura por ultrasonido - Departamento de Electrónica y
Anuncio

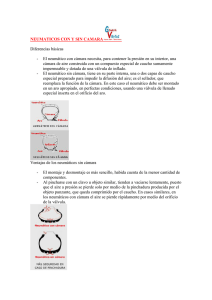
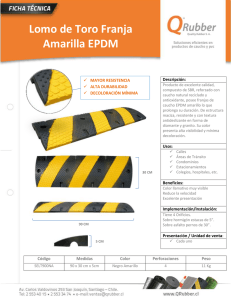
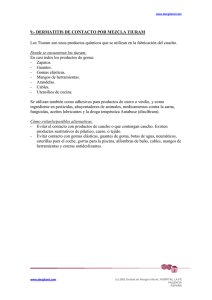
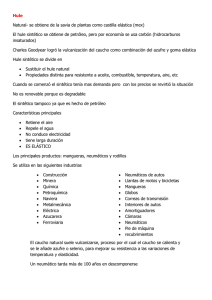
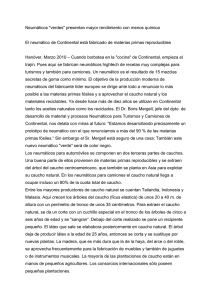
Soldadura por Ultrasonido Flores Esteban, Ruíz Nelson Iván Cátedra: Aplicaciones Industriales delUltrasonido Curso 2014 Departamento de Electrónica y Automática-Facultad de Ingeniería Universidad Nacional de San Juane-mail 1.Introducción El ensamble plástico por ultrasonido es la unión o reformación de termoplásticos mediante el calor generado por un movimiento mecánico de alta frecuencia. Esto se logra convirtiendo la energía eléctrica a movimiento mecánico de alta frecuencia (vibraciones), las cuales crean calor en el punto de unión. Las vibraciones cuando son aplicadas a una parte bajo presión/fuerza, crean calor en la interferencia causando que el plástico que está en el punto de unión se derrita, creando una unión molecular entre los componentes plásticos. La mayoría de las personas están familiarizadas con lo que ocurre cuando un material es golpeado continuamente con un martillo. Si el impacto es muy fuerte y ocurre frecuentemente, el objeto de metal empezara a calentarse. Si esta acción continua, la temperatura del metal se elevara drásticamente. El objeto de metal se calienta porque sus moléculas se mueven o vibran a una velocidad que causa un incremento de temperatura. De acuerdo con las leyes básicas de la física, la verdadera definición de calor es “la energía asociada con el movimiento aleatorio o vibraciones de las moléculas”. Teóricamente, solamente en cero absoluto (-273ºC) no hay movimiento molecular. Por lo tanto, en la práctica las moléculas de cualquier sustancia están vibrandoconstantemente. La velocidad de la vibración molecular en una sustancia determina su temperatura. Mientras más vibren las moléculas más caliente es la sustancia. En el ejemplo anterior, el impacto del martillo causa una vibración molecular en el metal, que incrementa su temperatura. Enfocando las vibraciones de alta frecuencia a un área especificada de un termoplástico, las moléculas del material son “agitadas” y la temperatura se incrementa hasta que el material se derrita y se forme una unión (soldadura) o que tome la forma del sonotrodo (reformación). Como el ensamble por ultrasonido es un proceso relacionado con el calor, alguno de los principios de la soldadura por calor son los mismos. La diferencia principal es como se introduce el calor al área deseada. Con el resultado, el sonotrodo transmite vibraciones de alta frecuencia que debe atravesar el material y concentrarse en el área de unión deseada, causando que el calor se desarrolle en el material por sí solo. 2.¿Cómo se logra la soldadura por ultrasonido? La soldadura por ultrasonido se logra convirtiendo energía eléctrica de alta frecuencia a movimiento mecánico de alta frecuencia. El movimiento mecánico, junto con la fuerza aplicada, crean calor en las superficies de contacto (área de unión) de los componentes plásticos logrando que el material plástico se derrita y forme una unión molecular entre las dos piezas. El generador es alimentado por la línea de voltaje de CA de 50 o 60 hertz la cual es convertida a 20000 o 40000 hertz. Esta energía eléctrica de alta frecuencia es enviada a un transductor (convertidor) piezoeléctrico, el cual convierte la energía eléctrica a vibraciones 2 mecánicas. Estas vibraciones cuando son aplicadas a una parte bajo fuerza/presión, van a crear calor causando que el plástico se derrita en el área de unión. Cuando el plástico se enfrié, se crearauna unión molecular entre los componentes. La soldadura por ultrasonido, es la aplicación más común del ensamble por ultrasonido. Al soldar el sonotrodo hace contacto con una de las piezas, una fuerza es aplicada y las vibraciones ultrasónicas viajan a través del material generando calor en el área de unión entre las dos piezas. El material de plástico se derrite y fluye entre las superficies de ambas partes. Cuando las vibraciones cesan, el plástico se solidifica y las dos piezas quedan unidas. La figura 1 muestra el proceso de soldadura por ultrasonido detalladamente: Figura 1. Soldadura por ultrasonido 1. Los dos materiales termoplásticos a unir, son colocados juntos, uno arriba del otro en un soporte llamado nido. 2. Un componente de titanio o aluminio llamado sonotrodo, hace contacto con la parte de plástico superior. 3. Una presión controlada es aplicada por el sonotrodo empujando las dos piezas de plástico contra el nido. 4. El sonotrodo esta vibrando verticalmente, 20 khz en algunas maquinas y en otras a 40 khz, a una distancia medida en milésimas de pulgada (micrones) por un predeterminado tiempo llamado tiempo de soldadura. Las vibraciones mecánicas son dirigidas al punto de contacto de las dos partes. Las vibraciones mecánicas son transmitidas a través del material termoplástico al punto de unión para crear calor, cuando la temperatura en el punto de unión alcanza el punto de fusión, el plástico se derrite y fluye y las vibraciones cesan. Esto permite que el plástico derretido se enfrié y se solidifique. 5. La fuerza ejercida sobre las piezas, se mantiene por un tiempo predeterminado permitiendo que las piezas se unan, logrando una unión molecular. Este se conoce 3 como tiempo de sostenimiento. Al cual se le puede aplicar otra fuerza mayor para mejorar la fuerza de unión entre los materiales. Esto se logra usando una doble presión sobre el material. 6. Una vez que el plástico halla solidificado, la fuerza ejercida sobre las piezas se elimina y el sonotrodo se retracta. Las dos piezas de plástico ahora están unidas como si hubieran sido moldeadas juntas y son removidas del nido como una pieza. 3.Componentes del sistema y sus funciones1 El sistema básico del ensamble por ultrasonido consta principalmente de cuatro componentes: • Generador (fuente de poder). • Transductor (convertidor). • Amplificador. • Sonotrodo (pieza acústica). Se necesita una prensa para sostener el convertidor-amplificador-sonotrodo (cañón) y un nido para sostener las piezas a unir para completar el sistema de ensamble plástico por ultrasonido. El generador, cambia la energía eléctrica convencional (120Vac, 50hz) a energía eléctrica a una frecuencia a la cual el sistema está diseñado a operar. Aunque diferentes frecuencias de operación son usadas en todo el mundo, las frecuencias más comunes usadas en la producción de manufactura son de 20000hz o 40000hz. La energía eléctrica de alta frecuencia producida por el generador, es enviada a través de un convertidor, el cual cambia la energía eléctrica a movimiento mecánico vertical de baja amplitud, o vibraciones. Estas vibraciones son transmitidas al amplificador, el cual es usado para incrementar o disminuir la amplitud de las vibraciones. La cantidad de amplitud requerida depende del material, tipo de aplicación y el trabajo que se necesita hacer. A veces es necesario cambiar la amplitud de la vibración que va al sonotrodo, para que el resultado sea apropiado en una aplicación especifica. El amplificador incrementa o decrementa la amplitud para hacer esto posible. La cantidad de incremento en la amplitud, es expresada como la razón conocida como ganancia. 1 4 Para esto, un amplificador de 2 a 1 unido al convertidor, duplica la amplitud de la vibración en su salida. Un amplificador de 3:1 triplica la vibración. Un amplificador de 0.5:1 decrementa la amplitud de las vibraciones a la mitad. Después las vibraciones son transmitidas al sonotrodo de una forma y tamaño apropiado para entregar mejor las vibraciones a la pieza. Dependiendo de su forma, el sonotrodo puede incrementar la amplitud de las vibraciones. En resumen, el generador provee la energía eléctrica de alta frecuencia al convertidor, el cual la transforma a vibraciones de alta frecuencia. El amplificador altera la amplitud de las vibraciones entre el convertidor y el sonotrodo para una aplicación específica. El sonotrodo es diseñado para aplicar las vibraciones a la parte a ensamblar. La figura 2 muestra la función de cada uno de los componentes básicos y como la energía es creada e incrementada. Figura 2. Componentes básicos y sus funciones 3.1 Sonotrodo2 El sonotrodo refuerza y transmite concentradamente las oscilaciones mecánicas emitidas por el transductor, a la pieza a soldar. 2 5 Su superficie de apoyo, debe de adaptarse correctamente al contorno de la pieza a tratar, con el fin de que el sentido de la oscilación se encuentre verticalmente y con la mayor exactitud posible con respecto al director de energía. 3 Debe ser construido en resonancia con la frecuencia nominal del transductor. Su relación de masas configura la fuerza deseada o amplitud. Se puede diseñar con mayor emisión de fuerza y menor amplitud o mayor amplitud y menor emisión de fuerza. Cuando no es posible obtener la amplitud deseada en la fabricación de un sonotrodo, por su forma o relación entrada/salida, se recurre a modificar la amplitud mediante el empleo de los boosters. La oscilación del sonotrodo se produce por el prensado y dilatación de la textura de su material, la cual está sujeta a cargas extremadamente intensas. El esfuerzo del material esta en proporción a la amplitud de la oscilación, y por tanto se destruye al rebasar los límites de amplitud específicos para cada sonotrodo. Los sonotrodos se fabrican con aleaciones de titanio altamente resistentes y con excelentes propiedades acústicas; también se utilizan aleaciones de aluminio y en casos de escasa amplitud, de acero. Son diversas las formas que puede adoptar un sonotrodo, ya que en su diseño y cálculo intervienen varios factores: • Naturaleza del material a soldar. • Forma y dimensión de la pieza. • Operación a realizar. • Amplitud suministrada por el generador/transductor. • Booster a emplear. • Material del sonotrodo. • Dimensiones de la forma del sonotrodo. De entre las formas básicas se destacan: • Sonotrodos redondos rectos, redondos catenoidales, redondos exponenciales y redondos escalonados. • Sonotrodos rectangulares o de pala y cuadrados. 3 6 • Figura 3. Diferentes tipos de Sonotrodos 4.Ventajas del ensamble por ultrasonido Es un proceso rápido, eficiente y repetitivo, que produce uniones fuertes usando poca energía. No se requieren solventes, adhesivos, sujetadores mecánicos ni calor externo. El ensamble final es fuerte y limpio. El ensamble de piezas tiene un ciclo rápido, porque la energía es transferida hacia el área de unión y el calor se desarrolla rápidamente. La rápida disipación de calor hace este proceso más rápido que otros métodos de ensamble. El ensamble por ultrasonido es muy aceptado y es usado en la industria automotriz, médica, eléctrica y electrónica, comunicaciones, electrodomésticos, juguetes, industria textil y en la de empaque. La industria de azúcar y alcohol, ya empezó a abrir las puertas a esta solución, ya que se encuentran conductos, tubulares, tanques de almacenaje, de transporte y proceso hechos en plástico reforzado. Es un proceso económico que incrementa significativamente la producción a un costo bajo. En el siguiente cuadro se resumen algunas de las ventajas junto con alguna de sus restricciones: Ventajas Los tiempos de ciclo son menores a un segundo. Alta calidad de soldadura y uniforme. Consume poca energía. Restricciones No permite hacer soldaduras de cordón. Piezas con espesores pequeños(menor a 3mm). Solo para superficies planas o con pequeñas curvaturas. Permite unir metales diferentes. No hay calentamiento por lo que no se fragilizan zonas afectadas por calor. No contamina al no emitir gases ni residuos. Las uniones son más fuertes que en otros métodos. 7 5.Tipos de soldadura ultrasónica4 Hay tres tipos de soldadura ultrasónica dependiendo de las aplicaciones que se le darán. Lo que varía en estos sistemas es la forma del sonotrodo que permitirá soldaduras en puntos específicos, continuas o circulares. • Soldadura de punto (spot welding)5 Figura 4. Soldadura de punto 4 5 8 • Soldadura de costura (seamwelding)6 Figura 5. Soldadura de costura • Soldadura en torsión (torsión welding)7 Figura 6. Soldadura en torsion 6 7 9 6.Soldadura ultrasónica para recuperar el caucho de los neumáticos Motivación Considerando los desechos generados por la industria automotriz por neumáticos en desuso y la poca capacidad para obtener productos de alta calidad se propone la soldadura ultrasónica como método para obtener piezas que a su vez pueden volver a reciclarse gracias a que la soldadura ultrasónica no contamina con otros productos al elemento de base. Por este motivo a continuación analizaremos los distintos tipos de caucho, los métodos utilizados para la recuperación de este material, las distintas piezas que pueden ser fabricadas con dicha técnica y demás aspectos que tendremos en cuenta para sacar conclusiones que nos permitan afirmar si es posible o no la aplicación de la soldadura ultrasónica en el caucho. 6.1 Tipos de caucho Caucho Natural: es el caucho más utilizado en el mundo, y a partir del cual se han ido desarrollando todos los cauchos sintéticos. El caucho natural se califica como no-resistente al aceite, y su temperatura de trabajo es de 70ºC. Estas dos características no son las más favorables pero ofrece otras cualidades que lo hacen insustituible, como son: • Excelentes características mecánicas, incluso en mezclas sin carga, entre las que destacan la resistencia a la tracción y la resistencia al desgarro. • Excelente resiliencia. • Buena deformación remanente. • Buena resistencia a bajas temperaturas. Como contrapartida a estas características debemos de resaltar: • Escasa resistencia a la intemperie y al ozono, por lo que es preciso protegerlo con antiozonantes y antioxidantes. En cuanto a su utilización destaca la fabricación de neumáticos, fundamentalmente los grandes neumáticos y los de competición, debido a las severas condiciones de trabajo. Cauchos sintéticos de uso general: Poliisopreno sintetico: 10 Gracias a él se logro obtener por síntesis un material homologo al caucho natural y su formulación es muy similar a la de este. En las operaciones de moldeo, tanto por compresión como por inyección, estos poliisoprenos sintéticos fluyen con mucha más facilidad que el caucho natural, lo que puede ser particularmente ventajoso en el modelo por inyección o en la fabricación de piezas complicadas o de poco espesor y gran superficie; en cambio, su menor resistencia al desgarro, sobre todo a las temperaturas de vulcanización, puede causar dificultades en el desmoldeo de tales piezas complicadas. En la extrusión, calandrado y confección de artículos compuestos, los poliisoprenos sinteticos no presentan dificultades especiales, excepto las que puedan derivarse de su menor tenacidad y resistencia en crudo, y en el caso de los obtenidos con butil-litio, de su flujo en frio. La menor tendencia a la cristalización que poseen los poliisoprenos sinteticos se traduce en valores más bajos de dureza, rigidez, resistencia a la tracción y al desgarro, y por un menor índice de retención de estas mezclas sin cargas. La mayor pureza de los poliisoprenos sintéticos da lugar a un mejor comportamiento como aislante eléctrico, así como a una menor coloración. Al tratarse de materiales sintéticos, presentan una uniformidad de características inalcanzables para el caucho natural. Cauchos de Butadieno-Estireno (SBR): Los cauchos de butadieno-estireno constituyen el tipo de caucho sintetico de mayor volumen de consumo. Como el caucho natural, el SBR puede vulcanizar por medio de azufre y acelerantes, por medio de peróxidos o por medio de otros agentes vulcanizantes especiales. El SBR es menos sensible a la oxidación que el caucho natural, en parte por llevar ya incorporado un antioxidante y en parte por su naturaleza intrínseca. Los SBR, además, necesitan de la presencia de cargas reforzantes para alcanzar un nivel satisfactorio de resistencia mecánica. Con tales cargas se obtiene una resistencia a la abrasión que frecuentemente supera a la del caucho natural. Los cauchos SBR son claramente inferiores al caucho natural en lo que se refiere a resilencia. En lo que respecta al comportamiento frente a la fatiga dinámica, los SBR son mejores que el caucho natural en cuanto a que tardan más en que aparezcan grietas, pero una vez iniciadas estas, por fatiga o por eventual laceración mecánica, se propagan a mayor velocidad que en los vulcanizados de caucho natural. En cuanto a sus principales aplicaciones destacan la fabricación de cubiertas de neumáticos, aislamientos de cables, artículos técnicos moldeados, calzado, correas, mangueras, o adhesivos, entre otros. 11 Cauchos de polibutadieno (BR): Los polímeros de butadieno figuran entre los primeros cauchos sintéticos fabricados a escala industrial. Cuando se emplea como único caucho en un vulcanizado, los BR de alto contenido cis-1,4 dan valores más altos de resistencia a la tracción y al desgarro, y de alargamiento en la rotura. También es mejor su resistencia a la abrasión, que en todos los BR es superior a la del SBR y a la del caucho natural. Una de las peculiaridades de los vulcanizados de BR es su elevada resiliencia, que a temperatura ambiente es superior incluso a la del caucho natural. También es sobresaliente su resistencia al frio. Los BR de alto contenido cis mantienen su elevada resiliencia a temperaturas tan bajas como -40ºC. Si en una formulación a base de caucho natural se sustituye progresivamente este por BR, hasta que la proporción del último no supere un valor de aproximadamente 40-45 por ciento, no produce un empeoramiento apreciable de las características de elaboración, y en cambio se obtienen las ventajas siguientes: • Mejor resistencia a la abrasión • Menor tendencia al agrietamiento por fatiga • Mayor resistencia a la reversión Análogamente, en el caso de una formulación a base de SBR, hasta que no se llega a sustituir aproximadamente el 50% del mismo por BR las características de elaboración no resultan afectadas de modo sensible, y en cambio se consigue: • Mejor resistencia a la abrasión • Menor tendencia al agrietamiento por fatiga • Mayor resiliencia y menor histéresis, lo que se traduce en una menor generación de calor, y por lo tanto en menores temperaturas de rodaje 6.2 Composición y características de los neumáticos8 En la actualidad, la mayoría de los neumáticos de vehículos de pasajeros como los de camión sonradiales, por lo que están compuestos de una banda de rodamiento elástica, una cinturaprácticamente inextensible y una estructura de arcos radialmente orientada, sobre una membranainflada y sobre unos aros también inextensibles que sirven de enganche a 8 12 otro elemento rígido,que es la llanta. También existe otro tipo de neumáticos llamados diagonales, utilizadosprincipalmente en camiones. La complejidad de la forma y de las funciones que cada parte del neumático tiene que cumplir setraduce también en una complejidad de los materiales que lo componen. El principal componentedel neumático es el caucho: casi la mitad de su peso. El caucho natural se extrae a partir del árbol Hevea Brasiliensis que es un látex con partículas de caucho en suspensión. Después de un proceso de secado y de ahumado se utilizan diferentesproductos. Hoy en día alcanza el 30 % del mercado de los cauchos, el resto lo ocupan los cauchossintéticos, todos basados en hidrocarburos. Los tipos de caucho más empleados en la fabricaciónde los neumáticos son: 9 • Cauchos naturales (NR) Polibutadienos (BR) • Estireno – Butadieno (SBR) Polisoprenos sintéticos (IR) La matriz de caucho más utilizada es el copolímero estireno-butadieno (SBR), en el que la proporción es de aproximadamente un 25 % en peso de estireno, o una mezcla de caucho naturaly SBR.Todos los tipos de cauchos poseen diferentes propiedades, pero también con algo en común:todos, una vez vulcanizados, pueden ser muy duraderos, por lo que necesitarían una gran cantidadde tiempo para su degradación. En el proceso de vulcanización el caucho pasa de ser un material termoplástico a ser uno elastomérico. Las posibilidades de deformación son muy diferentes, como se ilustra en la Figura 7: Figura 7. Esfuerzo vs Deformación 9 13 También se agregan además, otros materiales al caucho para mejorar sus propiedades, tales como: suavizantes, que aumentan la trabajabilidad del caucho, antes de la vulcanización; óxido de Zinc y de Magnesio, comúnmente denominados activadores, pues son mezclados para reducir el tiempo de vulcanización de varias a horas a pocos minutos; antioxidantes, para dar mayor vida al caucho sin que se degrade por la acción del oxígeno y el ozono; y finalmente negro de humo, especie de humo negro obtenido por combustión incompleta de gases naturales, que entrega mayor resistencia a la abrasión y a la tensión. 10En forma general el neumático está compuesto por los siguientes componentes: Según la Rubber Manufacters Association, se tiene otra versión acerca de la composición y características de los diferentes tipos de neumáticos: Neumáticos de Pasajeros (automóviles y camionetas) Neumáticos MCT (camiones y microbuses) 10 14 6.3 Recuperación de desechos11 Poco después de la invención de la llanta de neumático en 1877, el fabricante estadounidense Chapman Mitchel fundó una nueva rama de la industria introduciendo un proceso de recuperación del caucho de desecho con ácido, reciclándolo para usarlo en nuevos productos. Para ello empleó ácido sulfúrico que destruye los tejidos incorporados al caucho, y después, al calentarlo, consiguió que el caucho adquiriera la plasticidad suficiente para incorporarlo en lotes de caucho crudo. Alrededor de 1905, el químico estadounidense Arthur H. Marks inventó el proceso de recuperación alcalina y estableció el primer laboratorio de fábrica de caucho. Este método permitió la producción de grandes cantidades de caucho, de gran demanda, sin rebajar sustancialmente la calidad del producto acabado. Al año siguiente, el químico estadounidense George Oenslager, que trabajaba en el laboratorio de Marks investigando el uso de caucho de baja graduación en los procesos de manufacturación, descubrió los aceleradores orgánicos de la vulcanización, como la fenilamina y la tiocarbanilida. Estos aceleradores no sólo reducían en un 60-80% el tiempo necesario de calentamiento para la vulcanización, sino que además mejoraban la calidad del producto. 6.4 Reutilización y reciclado de neumáticos fuera de uso12 Un neumático necesita grandes cantidades de energía para ser fabricado (medio barril de petróleo crudo para fabricar un neumático de camión) y también provoca, si no es convenientemente reciclado, contaminación ambiental al formar parte, generalmente, de vertederosincontrolados. Existen métodos para conseguir un reciclado coherente de estos productos perofaltan políticas que favorezcan la recogida y la implantación de industrias dedicadas a la tarea derecuperar o eliminar, de forma limpia, los componentes peligrosos de las gomas de los vehículos ymaquinarias. RECICLADO Como aprovechamiento de los materiales, se puede señalar que existen diversos procedimientos para anular las características elásticas de los desperdicios del caucho, 11 15 dotándoles nuevamente de propiedades plásticas como las del caucho no vulcanizado. Veremos a continuación los más importantes: REGENERACION Este proceso se basa en romper las cadenas que forman el material para obtener una materia prima que, aunque dista mucho de la original, podría volver a vulcanizarse y fabricar de nuevo el caucho. El caucho regenerado en teoría podría ser utilizado en la fabricación de neumáticos, pero cada día las mezclas utilizadas en la fabricación de los neumáticos, a los que se exigen altísimas prestaciones, tienen que cumplir con unas especificaciones tan estrictas que hacen difícil, por el momento, la utilización generalizada de caucho regenerado. En cualquier caso puede aplicarse a la fabricación de otros productos de caucho, o cubiertas macizas para otro tipo de vehículos. TERMÓLISIS Se trata de un sistema en el que se somete a los materiales de residuos de neumáticos a un calentamiento en un medio en el que no existe oxígeno. Las altas temperaturas y la ausencia de oxígeno tienen el efecto de destruir los enlaces químicos. Aparecen entonces cadenas de hidrocarburos. Es la forma de obtener, de nuevo, los compuestos originales del neumático, por lo que es el método que consigue la recuperación total de los componentes del neumático. Se obtienen metales, carbones e hidrocarburos gaseosos, que pueden volver a las cadenas industriales, ya sea de producción de neumáticos u a otras actividades. PIROLISIS Está poco extendido, debido a problemas de separación de compuestos carbonados que ya están siendo superados. Este procedimiento (fabrica piloto) está operativo en Taiwán desde 2002 con cuatro líneas de pirolisis que permiten reciclar 9000 toneladas / año. En la actualidad el procedimiento ha sido mejorado y es capaz de tratar 28.000 toneladas de neumáticos usados/año, a través de una sola línea. Los productos obtenidos después del proceso de pirolisis son principalmente: - GAZ, similar al propano que se puede emplear para uso industrial - Aceite industrial liquido que se puede refinar en Diesel - Coke y acero INCINERACION Proceso por el que se produce la combustión de los materiales orgánicos del neumático a altas temperaturas en hornos con materiales refractarios de alta calidad. Es un proceso costoso y además presenta el inconveniente de la diferente velocidad de combustión de los diferentes componentes y la necesidad de depuración de los residuos por lo que no resulta fácil de controlar y además es contaminante. Genera calor que puede ser usado como energía, ya que se trata de un proceso exotérmico. Con este método, los productos contaminantes que se producen en la combustión son muy perjudiciales para la salud humana, entre ellos el Monóxido de carbono, Xileno, Hollín, Óxidos de nitrógeno, Dióxido de carbono, Óxidos de zinc, Benceno, Fenoles, Dióxido de azufre, Óxidos de plomo, Tolueno. Además el hollín contiene cantidades importantes dehidrocarburos aromáticos policíclicos, altamente cancerígenos. El zinc, en concreto, es particularmente tóxico para la 16 fauna acuática. También tiene el peligro de que muchos de estos compuestos son solubles en el agua, por lo que pasan a la cadena trófica y de ahí a los seres humanos. TRITURACION CRIOGENICA13 Este método necesita unas instalaciones muy complejas lo que hace que tampoco sean rentables económicamente y el mantenimiento de la maquinaria y del proceso es difícil. La baja calidad de los productos obtenidos, la dificultad material y económica para purificar y separar el caucho y el metal entre sí y de los materiales textiles que forman el neumático, provoca que este sistema sea poco recomendable. TRITURACIÓN MECÁNICA Es un proceso puramente mecánico y por tanto los productos resultantes son de alta calidad limpios de todo tipo de impurezas, lo que facilita la utilización de estos materiales en nuevos procesos y aplicaciones. La trituración con sistemas mecánicos es, casi siempre, el paso previo en los diferentes métodos de recuperación y rentabilización de los residuos de neumáticos. Este concepto incluye la fragmentación del neumático en gránulos (GTR, Caucho de Ruedas Granulado) y separación de componentes (acero y fibras) y des vulcanización o no. Ejemplos de uso son: materiales de relleno en productos de caucho, modificadores de asfalto, superficies de atletismo y deportes, y productos moldeados y calandrados. Lo que se pretende es incrementar la calidad y consistencia del GTR, y ello conducirá a un reciclado del material mucho más extenso. Algunos fabricantes indicaron que el uso de hasta un 10% de GTR como relleno en los neumáticos no altera sus prestaciones y calidad. Hoy en día los neumáticos contienen un 5% de material reciclado. Hay opiniones que dicen que podrían contener hasta un 30%. NEUMATICOS CONVERTIDOS EN ENERGIA ELECTRICA Los residuos de neumáticos una vez preparados, puede convertirse también en energía eléctrica utilizable en la propia planta de reciclaje o conducirse a otras instalaciones distribuidoras. Los residuos se introducen en una caldera donde se realiza su combustión. El calor liberado provoca que el agua existente en la caldera se convierta en vapor de alta temperatura y alta presión que se conduce hasta una turbina. Al expandirse mueve la turbina y el generador acoplado a ella produce la electricidad, que tendrá que ser transformada posteriormente para su uso directo. 6.5 Usos tras el reciclado Los materiales que se obtienen tras el tratamiento de los residuos de neumáticos, a partir de la trituración mecánica, una vez separados los restos aprovechables en la industria, pueden tener varios usos. Entre otros usos podemos mencionar: - Drenaje en campos de deporte y pistas deportivas - Planchas para revestimientos y baldosas - Productos moldeados y bandejas - Guardabarros de vehículos 13 17 - Aislantes para cables - Cintas transportadoras y componentes reparadores - Juntas de expansión - Tuberías porosas de irrigación - Superficies no deslizantes, y cubiertas de barcos - Cintas de carga y descarga - Revestimientos para suelos de hospitales y pisos industriales También existen avances en el desarrollo de productos plásticos a partir de triturado de caucho, con adición de ligantes de tipo termoplástico o de ligantes tipo poliuretano pueden fabricarse diferentes materiales y objetos como suelas de zapatos, carcasas, láminas aislantes, respaldos, cascos de motorista, etc. Pero con esta adición de ligantes se degrada cada vez más la composición química del mismo. La goma granulada es la goma triturada en pequeñas partículas (menos de 3/8 de pulgada) libre de acero y las fibras que se obtiene del neumático. Esta goma granulada puede ser utilizada para hacer nuevos productos tales como correas y mangueras para automóviles, cañerías de irrigación, barreras de sonido para autopistas y varios productos moldeados. A partir de este método, una vez obtenida la goma granulada es que se propone la utilización de la soldadura ultrasónica para el moldeado de piezas pequeñas de utilización específica. Un tipo de aplicación específica sería: moldeado de piezas para reducir la vibración transmitida por motores industriales hacia la estructura de soporte o fijación, con ello se mejoran las características acústicas del lugar donde se encuentran instalados, además de proteger las instalaciones de daños provocados por las vibraciones constantes de los mismos. Para lograrlo se podría utilizar una máquina de soldado de las llamadas “soldadoras de banco” teniendo en cuenta las potencias que debe manejar para poder moldear la pieza. Cuya frecuencia de trabajo oscila entre 15Khz y 40 Khz según el fabricante y modelo del que se trate. A modo de ejemplo se ilustra a continuación un modelo comercial de soldadora por ultrasonidos (figura 8): 14 Figura 8: Maquina de soldadura por ultrasonidos 14 18 Un posible diseño de instrumento de adaptación se muestra en a siguientes imágenes: Figura 9. Diseño del instrumento Esta pieza se utiliza como base o apoyo del motor y puede utilizarse sin fijación (solo apoyo) o a través de un tornillo de sujeción en el eje central y una arandela metálica en el extremo en contacto con la superficie de fijación para evitar el desgaste excesivo en este punto. El espesor de la pieza está definido según el peso a soportar de manera permanente y la magnitud de las vibraciones que el dispositivo es capaz de disipar. El caucho por sus características elastométricas después del proceso de vulcanizado que se utiliza para la construcción de neumáticos lo convierte en el material ideal para componer la pieza, brindando una característica de esfuerzo Vs deformación aproximadamente lineal (ver figura 9). El aro superior metálico, es solidario con la pieza maciza de caucho lo que permite una correcta adherencia y solidez, las medidas tentativas son las siguientes: • Alto(incluyendo el anillo de acero solidario): 22 mm • Alto(sin anillo de acero solidario): 16mm 19 • Diametro Exterior: 32mm • Espesor(mayor): 5,5 mm • Diametro del orificio central: 7 mm Dicha pieza debe ser sometida a ensayos para determinar los parámetros de peso a soportar sin sufrir deterioro y máxima amplitud de vibraciones capaz de amortiguar. La cantidad de piezas a colocar en la base puede variar en función de la carga mecánica que puede soportar cada una de manera permanente, pudiendo incluso realizar combinaciones de un mayor número de piezas que soporten menos carga individualmente pero que ofrezcan una aislación más amplia a las vibraciones dentro de un rango de frecuencias de interés. Para el proceso de moldeado de la pieza se propone lo siguiente: Se construye una preforma de acero o de aluminio de alta resistencia, se coloca algún liquido desmoldante para facilitar luego la extracción de la pieza. Luego va a ser colocada la goma granulada obtenida de la trituración a temperatura ambiente, según la reseña hecha anteriormente (ver TRITURACION MECANICA), en el interior de la preforma. Mientras que la pieza de acero superior debe ser colocada antes de aplicar presión y ultrasonido con el sonotrodo. Por ejemplo puede adherirse temporariamente al sonotrodo utilizando un tipo de unión electromagnética hasta completar el proceso de moldeado. Se aplica el ultrasonido a la frecuencia adecuada y el tiempo que sea necesario para obtener una pieza uniforme y sólida. Generalmente se lleva a cabo en menos de 1 minuto por pieza. 7. Referencias 1. “PRICIPIOS DE ULTRASONIDO”,Paginas:14-15.Autor:Sin información.Disponible en Internet: http://tesis.uson.mx/digital/tesis/docs/12586/Capitulo2.pdf 2. “PRICIPIOS DE ULTRASONIDO”,Paginas:18 y 19.Autor:Sin información.Disponible en Internet: http://tesis.uson.mx/digital/tesis/docs/12586/Capitulo2.pdf 3. “SOLDADURA POR ULTRASONIDOS”,Pagina:14.Autor:Francisco GutierrezMerelo.Disponible en Internet:http://www.csisif.es/andalucia/modules/mod_ense/revista/pdf/Numero_28/FRANCISCO_GUTIERREZ_2.pdf 4. “SOLDADURA POR ULTRASONIDOS”,Pagina:14.Autor:Francisco GutierrezMerelo.Disponible en Internet:http://www.csisif.es/andalucia/modules/mod_ense/revista/pdf/Numero_28/FRANCISCO_GUTIERREZ_2.pdf 5. Imagen:http://www.bransoneurope.eu/producto/soldadura-por-ultrasonidos/utillajes 6. “SOLDADURA POR ULTRASONIDO”,Diapositiva:8.Autor:Julio Alberto Schafer:Disponible en Internet:http://biblio3.url.edu.gt/Libros/2013/pro_ma/20.pdf Aguilar 7. “SOLDADURA POR ULTRASONIDO”,Diapositiva:6.Autor:Julio Alberto Schafer:Disponible en Internet:http://biblio3.url.edu.gt/Libros/2013/pro_ma/20.pdf Aguilar 8. “SOLDADURA POR ULTRASONIDO”,Diapositiva:9.Autor:Julio Alberto Schafer:Disponible en Internet:http://biblio3.url.edu.gt/Libros/2013/pro_ma/20.pdf Aguilar 20 9. “SOLDADURA POR ULTRASONIDO”,Diapositiva:10.Autor:Julio Alberto Schafer:Disponible en Internet:http://biblio3.url.edu.gt/Libros/2013/pro_ma/20.pdf Aguilar 10. “MATERIALES Y COMPUESTOS PARA LA INDUSTRIA DELNEUMATICO”, Pagina:2.Autor: Ing. Guillermo Castro.Disponible en Internet: http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 11. “MATERIALES Y COMPUESTOS PARA LA INDUSTRIA DELNEUMATICO”,Paginas:2-3.Autor: Ing. Guillermo Castro.Disponible en Internet: http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 12. “MATERIALES Y COMPUESTOS PARA LA INDUSTRIA DEL NEUMATICO”, Paginas:45.Autor: Ing. Guillermo Castro.Disponible en Internet: http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 13. “MATERIALES Y COMPUESTOS PARA LA INDUSTRIA DEL NEUMATICO”,Pagina:28.Autor: Ing. Guillermo Castro.Disponible en Internet: http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 14. “REUTILIZACION, RECICLADO YDISPOSICION Pagina:2.Autor:Autor: Ing. Guillermo Castro.Disponible en Internet: FINAL DENEUMATICOS”, http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 15. “REUTILIZACION, RECICLADO YDISPOSICION FINAL 4.Autor:Autor: Ing. Guillermo Castro.Disponible en Internet: DENEUMATICOS”,Paginas:3- http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 16. REUTILIZACION, RECICLADO YDISPOSICION Pagina:4.Autor:Autor: Ing. Guillermo Castro.Disponible en Internet: FINAL DENEUMATICOS”, http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 17. “REUTILIZACION, RECICLADO YDISPOSICION FINAL Paginas:4;6.Autor:Autor: Ing. Guillermo Castro.Disponible en Internet: DENEUMATICOS”, http://campus.fi.uba.ar/file.php/295/Material_Complementario/Materiales_y_Compuestos_para_la_I ndustria_del_Neumatico.pdf 18. Catalogo “BRANSON”, Disponible en internet: http://www.directindustry.es/prod/bransonultrasonics/maquinas-soldadura-plastico-por-ultrasonidos-5555-579726.html 21