Outershield® 91Ni1-HSR
Anuncio

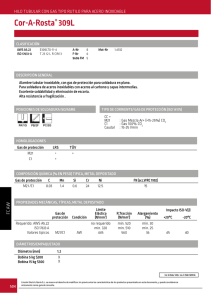
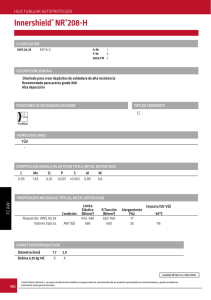
HILO TUBULAR CON GAS TIPO RUTILO PARA BAJA TEMPERATURA Outershield® 91Ni1-HSR CLASIFICACIÓN AWS A5.29 ISO 18276-A A-Nr 10 F-Nr 6 9606 FM 2 E91T1-GM-H4 T 55 4 1NiMo P M 2 H5 DESCRIPCIÓN GENERAL Todas posiciones, hilo tubular con gas aleado al 1% Ni y 0.4%Mo para soldadura offrshore, pipeline y aplicaciones similares. Propiedades de impacto garantizadas después de PWHT. Excelente soldabilidad, bajo nivel de proyecciones, buena apariencia del cordón. Muy solicitado por los soldadores. Excelentes propiedades mecánicas. Constancia de propiedades en cada colada con óptimo control de la aleación. Excelente devanado. Diseño especifico para soportar los procedimientos de elevado aporte de calor Requerimientos NACE MR-0175 POSICIONES DE SOLDADURA ISO/ASME TIPO DE CORRIENTE/ GAS DE PROTECCIÓN (ISO 14175) CC + M21 Caudal : Gas Mezcla Ar+ (>15-25%) CO2 : 15-25 l/min COMPOSICIÓN QUÍMICA (% EN PESO) TIPICA, METAL DEPOSITADO Gas de protección M21 C 0.05 Mn 1.4 Si 0.2 P 0.013 S 0.010 Ni 0.95 Mo 0.4 HDM 3 ml/100 g FCAW PROPIEDADES MECÁNICAS, TÍPICAS, METAL DEPOSITADO Requerido: AWS A5.29 ISO 18276-A Valores típicos Gas de protección Condición M21 AW Límite Elástico (N/mm2) min. 540 min. 550 R.Tracción (N/mm2) 620-760 640-820 Alargamiento (%) min. 17 min. 18 640 700 19 Impacto ISO-V(J) -40°C min. 47 60 DIÁMETROS/EMPAQUETADO Diámetro (mm) 14 kg spool S300 Bobina 15 kg B300 1.2 X X Outershield® 91Ni1-HSR: rev. C-ES06-01/05/16 446 Lincoln Electric Iberia S.L. se reserva el derecho de modificar sin previo aviso las características de los productos presentados en este documento, y puede considerarse únicamente como guía de consulta. HILO TUBULAR CON GAS TIPO RUTILO PARA BAJA TEMPERATURA Outershield® 91Ni1-HSR MATERIALES A SOLDAR Grados Acero/Standard Acero estructural general EN 10025 part 2 Chapa naval ASTM A131 Acero fundido EN 10213-2 Acero tubería EN 10208-1 EN 10208-2 API 5LX EN 10216-1/ EN 10217-1 Calderería y aparatos a presión EN 10028-2 Acero grano fino EN 10025 part 3 EN 10025 part 4 EN 10025 part 6 Tipo S185, S235, S275, S355 Grade A, B, C, D, AH32 to DH36 G P 240R L210, L240, L290, L360 L240NB, L290NB, L360NB, L360QB, L240MB, L290MB, L360MB, L415MB, L415NB X42, X46, X52, X60, X65, X70, X80 P235T1, P235T2, P275T1 P275T2, P355N P235GH, P265GH, P295GH, P355GH, P420GH, P460GH S275N, S275NL, S355N, S355NL, S420N, S420NL, S460N, S460NL S275M, S275ML, S355M, S355ML, S420M, S420ML, S460M, S460ML S460Q, S460QL1, S500Q, S500QL1, S550Q, S550QL1 HOJA DE CÁLCULO Stick-out eléctrico (mm) 20 Velocidad hilo (cm/min) 445 700 950 1270 1590 Intensidad (A) 130 180 220 265 305 Tensión (V) 20-22 23-25 25-27 27-29 30-32 Tasa deposición (kg/h) 1.6 2.5 3.4 4.5 5.9 kg hilo/ kg metal depositado 1.20 1.20 1.20 1.20 1.20 FCAW Diámetro (mm) 1.2 PARÁMETROS ÓPTIMOS DE SOLDADURA IN GAS DE PROTECCIÓN Ar + (>15-25)% CO2 Diámetro (mm) 1.2 PA/1G 230-280A 26-32V Posiciones de soldadura PB/2F PC/2G PF/3Gup 230-280A 200-240A 200-240A 26-32V 25-32V 25-28V PE/4G 160-220A 23-28V 447 www.lincolnelectric.es