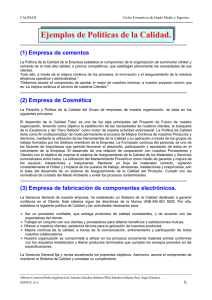
aseguramiento del flujo en sistemas de aceite pesado en mexico
Anuncio

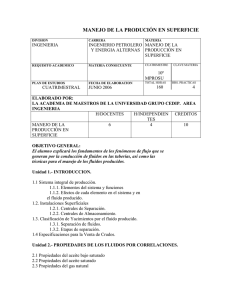
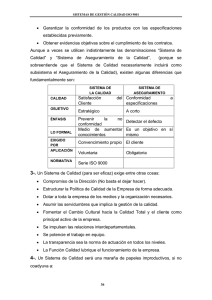
ASEGURAMIENTO DEL FLUJO EN SISTEMAS DE ACEITE PESADO EN MEXICO Autores: M.C. Octavio Reyes Venegas (ore@scandpowerpt.com), Scandpower PT Inc., M.I. José Ángel Gómez Cabrera (jagomezc@correodict.fi-a.unam.mx) FI-UNAM; M.I. Néstor Martínez Romero (nmartinezr@pep.pemex.com) PEP-SCTET. Copyright 2005,CIPM. Este artículo fue preparado para su presentación en la tercera E_Exitep 2005, efectuado del 20 al 23 de febrero de 2005 en Veracruz, Ver. , México. El material presentado, no necesariamente, refleja la opinión del CIPM, su mesa directiva o sus colegiados. El artículo fue seleccionado por un Comité Técnico con base en un resumen; el contenido total no ha sido revisado por el comité editorial del CIPM. INTRODUCCION En este articulo se analizan los requerimientos tecnológicos para generar las estrategias y escenarios de diseño, planeación, operación, mantenimiento, monitoreo, control y optimización de los sistemas de producción durante toda la vida de producción; enfatizando la necesidad del uso de tecnologías de punta para lograr la optimización de los sistemas de producción de crudo pesado y altamente viscoso. La disciplina de Aseguramiento del Flujo es uno de los tópicos centrales en la definición de la arquitectura e ingeniería de transporte y proceso de los sistemas de producción petrolera. La expresión “Aseguramiento del Flujo” fue originalmente usada por Ingenieros en PetroBras en los 90’s como 'Garantia de Fluxo', lo cual se traduce en forma literal como: ‘Garantizar el Flujo”. En ese entonces, básicamente significaba, el cubrir los aspectos de Termo-hidráulica y Fisicoquímica de los sistemas de producción, que les permitiera hacer producir sus yacimientos de aceite pesado en aguas profundas. del yacimiento, acoplado con el modelado y simulación dinámica de tipo predictivo enlazado a través de sistemas de monitoreo en línea, asegura entre otros beneficios posibles, una operación óptima durante la vida de producción del sistema. Los avances tecnológicos en la simulación dinámica de flujo multifásico, en las técnicas de laboratorio, en los sistemas de monitoreo en-línea así como en los computacionales, han hecho posible la integración de todas estas tecnologías, estrategias y tareas (1) La Figura1 muestra la importancia central de tener información consistente de las propiedades de fluidos producidos durante la vida operativa de cada uno de los pozos en el sistema. Los modelos disponibles en el mercado y las respectivas simulaciones dinámicas de flujo multifásico y proceso, no pueden ofrecer resultados confiables para predecir, anticipar o eliminar problemas de aseguramiento del flujo sin buenos datos de las propiedades de PVT. La especialidad o disciplina de Aseguramiento del Flujo ha madurado y actualmente implica una mayor definición de actividades, las cuales incluyen la planeación, desarrollo, implantación, mantenimiento y operación de tecnologías y estrategias para asegurar que el fluido sea producido efectivamente, transportado y procesado en los sistemas petroleros en forma segura y dentro de normas y estándares ambientales (1, 13, 14, 15, 16, 17). Es por ello que las propiedades PVT de transporte y proceso, deben ser validadas mediante un aseguramiento metódico de la calidad de las muestras y su trazabilidad a lo largo de todo el proceso de colección, así como, su correcto y completo análisis en el laboratorio. La validación debe incluir los modelos y simuladores de tipo predictivo de propiedades de PVT y residentes en el simulador de flujo multifásico y de proceso, donde ambos deberán de utilizar en forma consistente este mismo modelo PVT. Para el mejor ejercicio de esta especialidad, debe existir una estrecha interacción dinámica entre los laboratorios de producción, para efectuar un eficiente monitoreo de los sistemas y fluidos producidos, y de todas las tareas combinadas de aseguramiento del flujo. El muestreo frecuente y periódico de los fluidos producidos y su análisis de laboratorio, para seguir su evolución durante la vida Para disminuir los problemas de aseguramiento del flujo asociados con la producción de estos crudos pesados es necesario analizar desde las etapas tempranas de producción, o aún antes de iniciar la producción, con la finalidad de minimizar fases de fluidos alternas que se podrían llegar a formar desde el yacimiento, a través del pozo y líneas superficiales, así como en el equipo de proceso. 1 Para la correcta estimación de la economía del proceso integral de diseño y producción de hidrocarburos se requieren análisis para la evaluación, planeación y administración del riesgo, así como la definición correcta de procedimientos operacionales mediante la simulación dinámica del proceso de producción, ver Figura 2. Aunque, la viscosidad a temperatura del yacimiento también es importante dado que determina la rapidez con que el fluido in-situ se transporta o fluye en el medio poroso hacia la boca del pozo, afortunadamente en el yacimiento casi siempre se tiene una temperatura relativamente alta a la cual la viscosidad de estos aceites pesados es relativamente baja. PRODUCCION DE ACEITES PESADOS La energía calorífica del fluido se empieza a perder en su transporte hacia la superficie, a través de las paredes de las tuberías y recubrimientos de los pozos y tuberías superficiales en forma más importante y a ciertas temperaturas relativamente bajas (~20-40 oC), a las cuales la viscosidad empieza a detener a estos fluidos en su trayectoria hacia los centros de procesado o exportación. Actualmente es difícil encontrar aceites ligeros y es evidente, sobre todo en México, Canadá, Venezuela y Brasil (2, 3, 4, 5, 6, 7, 8, 9) – que los aceites pesados y ultra pesados son el recurso mayoritario que se tendrá que extraer, y cuando sea necesario o posible, transformar para transportar y comercializar. En los próximos años la producción nacional de crudos pesados y altamente viscosos se incrementará en forma muy importante y se estima que podría a llegar a representar del orden de más del 50% de la producción petrolera para el año 2020. La producción actual más importante de este tipo de crudo será la proveniente de la regiones Marinas, aún cuando un crudo similar esta siendo producido en la región Norte desde hace algunos años y es probable que se encuentren más yacimientos con este tipo de fluidos en la misma región. En el pasado, se evitaba producir estos aceites pesados, especialmente, cuando se tenían recursos de aceites más ligeros y comerciales, esto era debido a la dificultad y costos involucrados en su producción. En el ámbito mundial, es ahora cada vez más difícil hacer a un lado el recurso de aceite pesado, el cual se estima constituye del orden de 6 trillones de barriles in situ, o sea del orden de tres veces el de las reservas mundiales de hidrocarburos in situ de todas las otras fuentes de hidrocarburos ligeros y gas (2, 3, 4). Sabemos muy bien que las características primarias de la formación productora, como son: la porosidad, permeabilidad y presión determinan el comportamiento de producción del yacimiento, mientras que la densidad y viscosidad del fluido nos condicionan y norman mayormente el método de producción que debemos de usar para llevarlo a la superficie y a las plantas de procesado. La densidad es de menor importancia en el transporte, aunque es extremadamente importante en el proceso en las refinerías y no varia en forma tan significativa con respecto a la temperatura como lo hace la viscosidad. Antiguamente, se definían como aceites pesados a aquellos aceites con densidades entre 10 a 22.3 °API. Sin embargo, es ahora común incluir como aceites pesados también a aquellos en el rango de 7 a 10 °API, debido a que aún es posible utilizar métodos de producción de aceites pesados tradicionales o aún de aceites ligeros. Los aceites ultrapesados, los cuales estan contenidos en arenas bituminosas, son extraídos mediante métodos de minería y con auxilio de otras corrientes de fluidos calentados para separarlos de las arenas o tierras que los contienen (2, 3, 4, 5). Existe cierto conocimiento de algunos “culpables materiales” que generan en la naturaleza estos aceites pesados y utilizamos el término “degradación” para explicar esta generación de fluidos hidrocarburos pesados y ultra pesados. La degradación puede ocurrir por la acción de agentes biológicos. Algunas bacterias, que viven normalmente en la zona de contacto agua-aceite de los acuíferos de los yacimientos, metabolizan los hidrocarburos parafínicos-naftenicos y aromáticos en los hidrocarburos de cadena larga y pesada (aún cuando sabemos que existen otras bacterias que digieren en el sentido inverso, esto es, de hidrocarburos pesados a más ligeros). La degradación también puede ocurrir por procesos físicos de separación en el yacimiento, donde el agua de la formación pueden remover o separar los aceites ligeros de los pesados, empujando los ligeros hacia la superficie mientras los pesados 2 permanecen, por mayor densidad que la del agua, en la parte baja de la formación secundaria y mejorada, la cual puede involucrar el calentamiento artificial de los hidrocarburos. Otra forma de degradación física ocurrió y puede seguir ocurriendo en yacimientos en donde la barrera impermeable sobre la formación porosa del yacimiento, no es o no fue tan impermeable para los hidrocarburos ligeros en alguna época en la que estos escaparon hacia la superficie. Dentro de las técnicas o métodos usados se incluye la inyección de vapor de agua a través de los pozos hacia el yacimiento en forma cíclica, permitiendo incrementar el factor de recuperación del 20 al 40%. Una variación de esta técnica es la de tener pozos inyectores de vapor hacia el yacimiento en forma continua, mientras los pozos productores están también operando en forma continua, ciertamente, la correcta localización de pozos de inyección de vapor y los de producción permitirá un mayor incremento en el factor de recuperación, algunas veces hasta del orden de 80% dependiendo del tipo y características de la formación y del fluido. Los aceites pesados son generalmente encontrados en las formaciones geológicas relativamente “jóvenes” del —Pleistoceno, Plioceno y Mioceno. Las cuales normalmente tienden a ser someras y tienen un sello menos efectivo que permite fugas en forma natural. Este tipo de yacimientos fueron los que primitivamente se empezaron a explotar, como el de Baku en Azerbaiján, en el cual literalmente, se paleaba el hidrocarburo hacia algún recipiente antes de quemarlo y calentar el hábitat de los antiguos humanos. Esta técnica - realmente de minería - se siguió utilizando hasta los inicios del los 1900’s. A partir de ese entonces se empezaron a generar la mayoría de los métodos, ahora llamados tradicionales de producción por medio de pozos y tuberías a temperaturas de yacimiento y sin ningún tipo de calentamiento de los fluidos en su transporte. Aún en estos días, algunos operadores utilizan estos métodos de recuperación primaria de aceites pesados, también llamados de producción en frío, es decir a temperatura del yacimiento, sin ningún calentamiento o actividad de mantenimiento de la temperatura del fluido en su transporte hacia la planta de proceso. Los factores típicos de recuperación en el modo o método de producción en frío son del 1 al 10%. Dependiendo de las propiedades del fluido (más importantemente la viscosidad) la producción en frío puede mantenerse y extenderse con ayuda de algún tipo de sistema de levantamiento artificial, como la inyección de algún aceite ligero, diluyentes o reductores de viscosidad y últimamente con el uso de bombas electrocentrífugas y otro tipo de bombas (4, 11). Algunos de estos yacimientos someros producen más eficientemente a través de pozos horizontales y en esquemas de producción de aceite-arena (4, 5, 6, 7, 8, 9) . Una vez que la producción en frío alcanza su límite económico, es necesario iniciar la recuperación Es bien conocido que los operadores con mayor experiencia en la explotación de estos campos y fluidos pesados han requerido de grandes inversiones a largo plazo para lograr un retorno adecuado de la inversión (2, 4). En sistemas de producción de aceite pesado se estima el valor de la tecnología utilizada o introducida como la habilidad para reducir el costo total de producción y procesado. En este sentido la tecnología usada para aseguramiento del flujo tiene un impacto enorme al permitir reducciones en el costo de producción por un factor de 2 o 3 veces menos de los que originalmente costaba efectuar la producción en estos yacimientos. Es importante mencionar que un aceite pesado también requiere técnicas especiales de refinación de ese crudo. La perforación de pozos horizontales más largos y complicados, aún en yacimientos someros, ha representado reservas adicionales. El costo asociado es alto, sin embargo representa solo un porcentaje menor al ligado a la inyección de fluidos y a las tuberías y sistemas artificiales de producción necesarios para movilizar a estos viscosos aceites hacia la superficie. Estos costos operativos debe ser proyectados varias décadas en el futuro, dependiendo obviamente de la extensión y tamaño del yacimiento, dado que el ritmo de producción en este tipo de yacimientos es necesariamente lento para lograr altos factores de recuperación. Pocos hemos observado el significado físico de tener un fluido tan viscoso, como aceites pesados a los que nos referimos, pero basta mencionar que estos aceites se comportan como miel natural de abeja a una temperatura de 20 oC o 3 aproximadamente 2,000 cp. Aún cuando es fácil encontrar aceites en México que a 20 oC tienen una viscosidad de ~25,000 cp. in-situ, mediante técnicas y métodos de hidrogenación (19, 20) - con lo que se crea un aceite más ligero, llamado “aceite sintético” El rango de viscosidades reportadas por los laboratorios llega a variar desde 25,000 hasta 35,000 cp a 15 oC, aún en yacimientos contiguos, lo cual nos indica que podrían llegar a provocar problemas de transporte, aún en las condiciones climáticas relativamente benignas de la sonda de Campeche. Las impurezas y fracciones más pesadas de hidrocarburos, pueden generar incrustaciones - de tipo orgánico e inorgánico - en los sistemas de producción, transporte y proceso. Asociada a estas altas viscosidades, empieza a existir una importante divergencia en el comportamiento del flujo tipo newtoniano de nuestros modelos de transporte y las predicciones de caídas de presión que podrían crear grandes incertidumbres en el correcto diseño de los sistemas de producción y proceso, por lo cual se ha identificado la necesidad de generar mejores modelos de transporte para estos crudos (ver proyectos de investigación OVIP y HORIZON en la sección de referencias). Adicionalmente a los problemas de transporte derivados de la alta viscosidad, los otros problemas de aseguramiento de flujo son enormes, dado el también alto potencial de formación de tapones de hidratos, parafinas, asfáltenos, incrustaciones y otros sólidos en las tuberías durante el transporte de estos fluidos hacia la superficie. Los aspectos térmicos en los sistemas de producción son también de primordial importancia y se hace necesario utilizar sistemas de ensambles de tuberías, reductores de fricción, y cualquier otra herramienta disponible en el arsenal tecnológico actual y empezar labores de investigación de desarrollo en la creación de nuevas herramientas o productos necesarios para optimizar el transporte y distribución de estos aceites pesados (OVIP y HORIZON). Existe una serie de tecnologías emergentes para preprocesarlos in situ – en el yacimiento - o bien sobre las plataformas de producción, antes de su venta o exportación y mejorar su calidad de un aceite de 10-13 oAPI a uno más redituable de 25-30 o API. En las instalaciones de proceso primario y aún en el secundario, las refinerías tendrán que también rediseñarse para eliminar la plétora de impurezas y subproductos al proceso de refinación. Esta última readecuación puede y debe reducir el costo y requerimientos tecnológico de refinación, si se hace la transformación – preprocesado del crudo Las parafinas, asfáltenos y el agua a pueden llegar a producir tapones en los sistemas de producción con la consiguiente disminución y finalmente paro en la producción, a un costo ciertamente muy elevado y con costos de remediación que no serán de ninguna manera despreciables. ASEGURAMIENTO DEL FLUJO Aseguramiento del flujo se define como el proceso de análisis estructurado en el cual se requiere: • • • Un profundo conocimiento de las propiedades de los fluidos producidos, transportados y procesados Un detallado análisis térmico e hidráulico del sistema El desarrollo de estrategias para el control de sólidos tales como hidratos, parafinas, asfáltenos e incrustaciones, ver Figura 3. El objetivo principal del aseguramiento del flujo es: • • • Mantener la trayectoria del flujo abierta en todo momento Mantener el perfil de producción a lo largo de la vida operativa del sistema Minimizar las salidas de operación por trabajos de remediación o mantenimiento En México y dada la naturaleza de los hidrocarburos que mayormente se han encontrado en forma reciente, la fase liquida de alta densidad y viscosidad con poco gas en solución, ha generado que los eventos transitorios sean muy rápidos y por lo tanto capaces de producir perturbaciones o eventos transitorios mayores en el sistema, con graves consecuencias en todas las instalaciones o procesos (12,13, 14). Para evitar o prevenir los probables transitorios o “accidentes” operativos es necesario modelar y simular en forma dinámica, todos y cada uno, de los modos y maneras de operación normal y de contingencia que se puedan generar durante la vida útil de operación de la plataforma y del resto del 4 sistema, incluyendo la evolución o cambios en los componentes del sistema, los incrementos o decrementos en la producción, etcétera. Además de tomar una actitud preventiva y de planeación para evitar taponamientos del flujo. - Comprender el comportamiento fisicoquímico de los aspectos clave del aseguramiento del flujo: Formación de hidratos, ceras parafínicas, y asfaltenos; corrosión interna de las tuberías(15, 16), eventos transitorios. Los márgenes de seguridad y riesgo de operación en estos sistemas de producción serán mínimos y de un alto costo, sin un mecanismo o técnica de tipo de preventivo-evitativo que requiere de herramientas de tipo predictivo y dinámico (12,13, 14). - Evaluación de Integridad mecánica de los sistemas de producción - Evaluación, Planeación y diseño de corridas de limpieza (diablos) y de sistemas de detección de fugas. ESPECIALISTA FLUJO - Entender el papel y usos de sistemas SCADA acoplados a sistemas de administración y control de sistemas de producción de tipo predictivo en-línea, fuera-de-línea, y simuladores de entrenamiento en régimen dinámico para aseguramiento del flujo EN ASEGURAMIENTO DEL En la Facultad de Ingeniería de la UNAM y en estrecha colaboración con PEP y la Compañía Scandpower Petroleum Technology, se ha identificado el perfil de un especialista en aseguramiento del flujo, que permitirá adecuar los planes de estudio, a nivel de licenciatura como de postgrado para afrontar en forma eficiente las consecuencias de la producción de estos fluidos en México. El perfil requiere de conocimientos de los siguientes aspectos: • • • • • • • • • Análisis PVT, Simulación y análisis de flujo multifásico, Hidratos, Incrustaciones, Parafinas (ceras parafinicas), Asfáltenos, Naftenatos. Slugging Corrosión Todos estos aspectos de la fisicoquímica de transporte de hidrocarburos tienen iniciadores comunes a bajas temperaturas y de alta a baja presión. Estas condiciones de P y T son mas comúnmente encontradas en aguas profundas y ultra profundas y en instalaciones tanto submarinas como en superficie las cuales inician la formación de tapones de hidratos, ceras parafinicas y asfáltenos e incrustaciones de materiales inorgánicos en las paredes internas de las tuberías La especialización en aseguramiento del flujo creará habilidades para: - Identificar y aplicar las características del comportamiento de los fluidos en el diseño y operación de los sistemas de producción de hidrocarburos – de todo tipo de fluidos no únicamente de aceites pesados. En los cursos y temas de la especialización se analizarán los aspectos operativos y de mantenimiento en sistemas de producción, recolección y distribución complejos, así como el comportamiento de los fluidos en transporte. Se propiciará una profunda comprensión de los fenómenos de transporte, el análisis termo hidráulico y fisicoquímico de producción en aspectos de diseño, operación y mantenimiento de sistemas de gas y aceite. Para los siguientes escenarios críticos de operación y evaluación de aseguramiento del flujo e integridad física de los sistemas de producción: - - Comportamiento de fase y reología incluyendo propiedades de fluidos y caracterización de emulsiones. Medición de gas, líquidos, gas húmedo, y flujo multifásico Análisis hidráulico de tuberías de flujo multifásico incluyendo caída de presión y fracción de volumen de líquidos (hold-up), estimación y administración de inventarios líquidos. Integridad Mecánica de sistemas de producción incluyendo el impacto de la corrosión interna y el golpe de ariete, Prevención de bloqueos por tapones de hidratos, ceras parafinicas, asfáltenos, incrustaciones y arenas. Inventario de líquidos en sistemas de gas y condensados Condensación retrograda Slugging 5 - - Administración de perdidas de calor Diseño de ensambles de tuberías para conservación de calor en transporte de aceites pesados. Comportamiento térmico de pozos y tuberías incluyendo aislamientos y calentamiento activo Análisis de aspectos operativos durante arranque, paro y consecuencias de baches de líquidos generados sobre el equipo de proceso. Sistemas de producción en aguas profundas y ultra profundas Para examinarar las causas de estos problemas, soluciones de diseño, planeación de respuestas operacionales y de mantenimiento se incluirá en el programa. - Introducción a propiedades fisicoquímicas, de aceite, gas y agua en transporte. Determinación de propiedades de los fluidos y comportamiento de fase Análisis de flujo – monofásico (gas o liquido) y multifásico. Formación y predicción de slugs – atenuación y eliminación de slugs. Consideraciones de diseño de sistemas de producción para aseguramiento del flujo. Análisis de surgencia para diseño de slug catchers Golpe de ariete en sistemas líquidos. Corrosión –Interna y Externa Formación de hidratos Formación y depositación de ceras parafínicas Formación y depositación de asfáltenos Operaciones de limpieza de las tuberías – diablos Detección de fugas y sistemas SCADA Evaluación económica del aseguramiento del flujo. Los bloqueos al flujo son muy costosos; dado que no únicamente se deja de producir – lo cual es muy costoso en si mismo - sino que también originan operaciones de remediación extremadamente costosas para desbloquear y limpiar las tuberías. El software a ser utilizado en la especialización incluye el uso integral de todos los módulos del simulador de flujo multifásico en régimen dinámico OLGA 2000, el cual cubre la totalidad de las actividades relacionadas con el aseguramiento del flujo, como se muestra en la Figura 4. Metodología de Análisis El aseguramiento del flujo comprende una serie de técnicas y metodologías que utilizan la tecnología más avanzada de transporte de flujo multifásico en régimen dinámico, comportamiento de fase y fisicoquímica de los fluidos producidos para dosificar los químicos necesarios y administrar la posible formación de fases sólidas y la perdida de calor del fluido en transporte para evitar la formación de tapones que prevengan en flujo de fluidos por los sistemas de producción así como la prevención de procesos y eventos que pongan en riesgo la integridad física de estos sistemas (por ejemplo, golpe de ariete, corrosión, sugerencia de líquidos entre otros). El aseguramiento de flujo consiste: La aplicación de tecnologías que comprenden un conjunto de modelos predictivos confiables que nos permitan estimar, planear, diseñar, operar y mantener una buena identificación y estimación de agentes o factores antiflujo en nuestro sistema de producción para la correcta: 1. 2. 3. 4. Administración de formación de sólidos. Administración de pérdidas de calor. Administración y dosificación de químicos. Administración, monitoreo y control del la producción Herramientas requeridas – OLGA 2000 Modelos de Diagnostico y Prognosis: Para aplicar la metodología se requieren 2 modelos. - Modelo de PVT de los fluidos producidos. Modelo Termo-hidráulico en régimen dinámico del sistema de producción que incluya la correcta predicción y estimación de la formación de depósitos sólidos (hidratos, ceras parafinicas, asfáltenos, incrustaciones), corrosión interna. Estos dos modelos permiten diagnosticar el status operacional del sistema una vez que se verifique y validen estos modelos como representaciones reales del sistema de producción. La parte esencial más importante de la fase de validación del modelo es la que tendrá el modelo dinámico de simulación de tipo predictivo que nos permitirá analizar todo tipo de estrategia operativa y de mantenimiento para asegurar el flujo durante la vida útil del sistema y por ende generar las prognosis necesarias para optimizar la operación del sistema. 6 Debido a que las condiciones de operación del sistema cambian muy dinámicamente debido a la declinación de la energía del yacimiento el modelo del sistema de producción requiere de un mantenimiento continuo que dependerá estrechamente de un continuo monitoreo de las condiciones de presión, temperatura, flujos y composición de los fluidos en las fuentes del sistema. En consecuencia, es necesaria la implantación de un sistema de medición que permita la retroalimentación en el modelo de estas nuevas condiciones de producción impuestas por el comportamiento del yacimiento. El modelo debe ser capaz de generar estas predicciones de operación del sistema de producción a partir del modelo de simulación del yacimiento, sin embargo esta premisa seria valida si del modelo dinámico del yacimiento es correcto, por lo que es entonces doblemente importante la implantación de este sistema de medición y monitoreo en línea pues servirá para ambos modelos yacimiento-sistema de producción. Estos sistemas llamados en forma genérica SCADA, existen desde hace algunos años y actualmente son capaces de generar perfiles de temperatura y presión en pozos y tuberías así como equipo, de proceso en tiempo real. Los flujos multifásicos y composicionales de las corrientes en el sistema están empezando a ser monitoreadas, pero esto es un proceso que dista aún de efectuarse en tiempo real, La frecuencia de estas mediciones es cada vez más alta y precisa, los suficientemente precisas para crear un circuito de retroalimentación entre modelos de simulación dinámica yacimiento-sistema de producción y proceso con los sistemas de medición, monitoreo de operación y control. Esta integración nos permite a generar un cuarto de control único para la optimización del sistema mediante simulaciones de tipo predictivo-preventivo y generar las estrategias, procedimientos de operación y mantenimiento en las cuales se embeben las guías y normas de aseguramiento del flujo, así como la administración del riesgo operativo y ambiental de ese sistema de producción a lo largo de la vida de éste. Las sobre estimaciones o factores de miedo en ingeniería descenderán tanto en los aspectos del tratamiento químico de los fluidos producidos como en la anulación de los peores escenarios operacionales posibles y en general las técnicas de remediación se minimizan en su uso pues se evitarían mediante mantenimientos preventivos que evitarían el tipo de paro de operaciones que podrían derivarse de la operación del sistema de producción. Ejemplos de campo en la Sonda de Campeche. En 2004, se empezó a analizar la problemática de producción de aceites altamente viscosos en la sonda de Campeche y a utilizar en forma parcial la metodología comentada en el presente artículo, en instalaciones de PEMEX en la Sonda de Campeche. En el primer ejemplo se considera la producción de aceite pesado estabilizado que se bombea desde la plataforma Zaap-C hacia Ku-A, donde se mezclará con aceite un poco más ligero y entonces será rebombeado hacia Akal-J en un recorrido total de unos 17 km como se muestra en Figura 5 y la Figura 6. Las viscosidades experimentales de este aceite se Tabla 1, abajo. muestran en la Temperatura (o C) 15.6 25.0 50.0 80.0 Presión absoluta (Bar) 7.38 7.38 7.38 7.38 Viscosidad (cp) 39560.5 12705.0 1373.0 195.25 Tabla 1- Datos de viscosidad de laboratorio Los escenarios estatales de operación referidos a los diferentes ritmos que produciría este sistema en los próximos años, indican la gran importancia de simular los transitorios de paro y arranque del sistema, especialmente en el caso de un paro largo de operaciones que llevara al sistema a una baja temperatura de 18 oC, en equilibrio térmico con el agua de mar de la sonda, y el consiguiente aumento de las viscosidades del fluido en las tuberías en el rango de 25,000 a 33,000 cp. La simulación predice que se tomaría del orden de unos 40 días en alcanzarse este equilibrio térmico frío. Asimismo, tomará de 6 a 7 días de bombeo continuo en Zaap-C y Ku-A, el llevar al sistema a la misma condición de producción estable que se tenia antes del paro a la condición en frío con el consiguiente costo económico debido a la producción diferida. 7 Con propósitos prácticos y de seguridad, la Presión de Operación Máxima Permitida, POMP, o MAOP (por sus siglas en Inglés), no debe ser excedida en ninguna sección de la tubería del sistema durante el arranque, por lo cual una rampa de presión a la descarga de la bomba en Zaap-C fue efectuada desde 6.5 a 65 kg/cm2 durante las primeras 7 hrs. Después, la presión de descarga en Zaap-C fue mantenida a 65 kg/cm2 durante 5 días, y finalmente disminuida gradualmente a 6.5 kg/cm2 una vez que se regresa a la condición de operación estable con el sistema, nuevamente, caliente, como se muestra en la Figura 7. La presión de descarga en la bomba en Zaap-C es normalmente de 6.5 kg/cm2, para el escenario de operación estable considerando calentamiento. Para evitar un incremento súbito de la presión en el sistema, la fuente de aceite de los Kus y Bacab en Ku-A se mantuvo constante a 10 mbpd durante toda la simulación. Flujos más altos en estas fuentes producen picos de presión por encima del MAOP. La presión en Akal-J fue mantenida a 3 kg/cm2 durante la primera hora y entonces incrementada a 31 kg/cm2 durante las siguientes 5 horas. La misma Figura 7 muestra el comportamiento de la presión y el flujo en este escenario de arranque en frío. El flujo en Zaap-C se incrementa lentamente pero en forma estable, ~ 3,000 bpd durante los primeros 2 días, al día 3 en otros 4,000 bpd, al 4o día se incrementa a 7,000 bpd, el día 5 a 20,000 y finalmente en el día 6.5 se inicia con un marcado incremento en el flujo, el cual, después de medio día más reestablece el nivel de producción normal. Después de 6.5 días las temperaturas en el tramo de Zaap-C a Ku-A se encuentran en el rango de 103 a 82 oC, como se muestra en Figura 8, mientras que en el tramo de Ku-A a Akal-J en el rango de 70 a 30 oC. Estas temperaturas están llevando a las viscosidades del fluido en el tramo Zaap-C a Ku-A a rangos de viscosidades de menos de 5000 cp, como se puede observar en la Figura 9; mientras que en la primera mitad del tramo de Ku-A a Akal-J a valores menores de 5,000 cp y el último tramo de esta tubería a menos de 10,000 cp. Por supuesto, la producción diferida será bastante costosa, sin mencionar la penosa experiencia y sufrimiento del personal de operación para efectuar el arranque del sistema, y a pesar de que, este escenario pueda suceder en forma poco frecuente estos eventos se sufrirán plenamente. Este estudio de aseguramiento del flujo solo analizó el efecto de la alta viscosidad, pero falta analizar el efecto de la formación de otros tapones de sólidos que se podrían formar por depositación de parafinitas, asfáltenos e hidratos. Una mejor alternativa, que valdría la pena analizar es la utilización de ensambles de calentamiento enviando la producción a un FPSO o bien el FPSO con circuito de calentamiento para mantener este sistema en posibilidades de operar en caliente y evitar problemas operacionales o de aseguramiento del flujo. El siguiente ejercicio en aseguramiento del flujo, lo estamos efectuando en los pozos del más reciente descubrimiento en la sonda de Campeche al norte del yacimiento de Ku-Maloob-Zaap en aguas un poco más profundas. Este aceite es aún más pesado, 9 a 11 oAPI, y viscoso que el de Zaap y Maloob del caso anterior, de 13 oAPI. Este es un buen ejemplo de métodos de producción en frío de aceites pesados en el cual se requiere de un sistema artificial de producción, en este caso, bombas electro-centrifugas. Se efectúan estudios de factibilidad y aseguramiento del flujo y se examina el tipo y nivel de incremento en producción que se logra con sistemas de calentamiento en los pozos, como podrían ser el uso de ensambles de tuberías en un circuito de calentamiento, en el cual aceite se calienta en la superficie de la plataforma de producción y se bombea a través y por la sección anular desde la plataforma hasta el nivel del lecho marino recirculándolo por tuberías de menor diámetro hacia la plataforma nuevamente para su recalentamiento y nuevamente enviarlo al nivel del lecho marino como se muestra en la Figura 10. En el próximo medio día la temperatura aumenta lo suficiente como para que las viscosidades se reduzcan a valores de ~200 cp en ambas líneas. Para analizar la transferencia de calor se usó el modulo de FEMTherm de OLGA 2000, que permite una modelación rápida y precisa de la transferencia de calor utilizando métodos de elementos finitos en ensambles de tuberías tan complicados como los que se muestran en la Figura 11. Un arranque en frío es posible en este sistema, pero tomará 7 días el reestablecer el sistema a su producción normal de una manera segura. Es posible efectuar cálculos en estado estable o transitorio y dado que esta acoplado a una interfase grafica que permite la generación de secciones 8 transversales, en dos dimensiones y considerando todos los componentes del haz de tuberías y aislamientos del ensamble para generar automáticamente una malla de cálculo utilizando el método de triangulación de Delaunay, ver Figura 12. Esto permite calcular la distribución espacial de la temperatura en las secciones transversales del ensamble para investigar el intercambio de calor entre las diferentes tuberías con el medio ambiente así como con los aislamientos y/o materiales de empacamiento, aún en el caso dinámico o cuando el fluido de calentamiento este en movimiento o si el calentamiento es por medio de resistencias eléctricas. La posibilidad de efectuar simulaciones dinámicas lo hace especialmente útil para examinar operaciones de paro y arranque. Lo anterior permitió la correcta modelación y simulación del aislamiento térmico que examinamos en estos pozos. Por ejemplo, en uno de los escenarios analizados: • • • El aceite se calienta en la plataforma a 160 oC, y se descarga por medio de 4 tubos a nivel del lecho marino a través de la sección anular. El pozo, con la bomba electro centrífuga (la cual también es modelada con OLGA 2000) esta produciendo del orden de 1,000 bpd de aceite en frío. El uso de aislamiento térmico con una longitud de 160 m, desde el lecho marino hasta el cabezal del pozo, permite un incremento de producción de 660 bpd, un 66 % adicional, como se observa en la Figura 13. Las figuras siguientes, 14 a 19 muestran las distribuciones espaciales en cuatro secciones transversales y a lo largo del ensamble en función del tiempo. Conclusiones Es necesario establecer un alto nivel de competencia – de preferencia de origen nacional – para cubrir los aspectos de medición y análisis de los fluidos producidos para poder hacer uso adecuado de la disciplina de aseguramiento del flujo y poder optimizar nuestros sistemas de producción. Es también necesario establecer en México la capacidad de implantación de sistemas SCADA para el establecimiento de sistemas de monitoreo y control de sistemas de producción en tiempo real. Existen la necesidad de mejorar algunos modelos y módulos ya sea con programas de investigación y desarrollo internos – en el país o dentro de PEMEX – aún cuando es conveniente sobre todo económicamente asociarse en proyectos conjuntos que se están llevando a cabo en relación con el perfeccionamiento del mismo OLGA 2000. PEMEX tienen necesidades específicas para la explotación de aceites pesados. Solo se ha empezado y esta es una muy pequeña muestra de la gran cantidad de estudios que se tendrán que llevar a cabo, sobre todo cuando se inicie la explotación de los campos en aguas profundas y ultra profundas. REFERENCIAS 1. Octavio Reyes, Scandpower PT Inc; Alfredo Hernandez, José Villalobos, PEP; Néstor Martínez, UNAM; Alfonso Aragón y José M. Malo, IIE. SPE74383 - Integration of Design, Control, Operation, Maintenance, and Management Tasks of Petroleum Production Systems: A Case Study 2. Heavy-Oil Reservoirs by Carl Curtis y Robert Kopper, Petrozuata; Eric Decoster; Angel Guzmán-Garcia, ExxonMobil; Cynthia Huggins, Occidental of Elk Hills, Inc.; Larry Knauer y Mike Minner, ChevronTexaco; Nathan Kupsch, PetroCanada; Luz Marina Linares, Operadora Cerro Negro; Howard Rough, Bakersfiel; Mike Waite, ChevronTexaco en Overseas Petroleum, Oilfield Review – Otoño del 2002. 3. Nehring R, Hess R y Kamionski M: The Heavy Oil Resources of the United States. R-2946-DOE (February 1983) 4. Ehlig-Economides CA, Fernandez BG and Gongora CA:“Global Experiences and Practice for Cold Production of Moderate and Heavy Oil,” paper SPE 58773, presented at the SPE La disciplina de aseguramiento del flujo nos permite definir las mejores estrategias de diseño, planeación de operación y mantenimiento de los sistemas de producción Es importante que las universidades e institutos técnicos puedan generar especialistas en aseguramiento del flujo que cubran las necesidades de PEMEX. La única herramienta o aplicación de software que cubre todos y cada uno de los aspectos del aseguramiento del flujo es OLGA 2000. 9 International Symposium on Formation Damage Control, Lafayette, Louisiana, USA, February 23–24, 2000. 13. Scandpower, "OLGA 2000 Transient Multiphase Simulator, User's Manual, v4.16.1", Scandpower, Kjeller, Norway, 2005. 5. Trebolle RL, Chalot JP and Colmenares R: “The Orinoco Heavy-Oil Belt Pilot Projects and Development Strategy,”paper SPE 25798, presented at the SPE International Thermal Operations Symposium, Bakersfield, California,USA, February 8–10, 1993. 14. “Thermal Considerations For Subsea Pipelines To Achieve Cost Efficient Operation”, Håvard Eidsmoen, Scandpower Petroleum Technology Inc., in conference and workshop on Flow assurance : A Holistic Approach, May 15-16, 2004, Houston, Texas, USA – IQPC 6. Layrisse I: “Heavy-Oil Production in Venezuela: Historical Recap and Scenarios for the Next Century,” paper SPE 53464, presented at the SPE International Symposium on Oilfield Chemistry, Houston, Texas, USA, February 16– 19, 1999. 15. J.M. Malo; O. Reyes; “Estrategias alternativas para el control de corrosión interior de ductos”, 5a Conferencia Internacional de Ductos, Veracruz, México, Octubre 2001 7. 8. 9. Stalder JL, York GD, Kopper RJ, Curtis CM, Cole TL y Copley JH: “Multilateral-Horizontal Wells Increase Rate and Lower Cost Per Barrel in the Zuata Field, Faja, Venezuela,” paper SPE 69700, presented at the SPE International Thermal Operations and Heavy Oil Symposium, Porlamar, Margarita Island, Venezuela, March 12–14, 2001. Summers L, Guaregua W, Herrera J and Villaba L:“Heavy Oil Development in Venezuela—Well Performance and Monitoring,” presented at the Oil and Gas Journal Multilateral Well Conference, Galveston, Texas,USA, March 5–7, 2002. http://www.globalenergyevents.com/multilateral/proceedings.htm Guzman-Garcia AG, Linares LM and Decoster E: “Integrated Evaluation of the Cerro Negro Field for Optimized Heavy Oil Production,” Transactions of the SPWLA 43rd Annual Logging Symposium, Oiso, Japan, June 2–5, 2002, paper T. 10. Urgeli D, Durandeau M, Foucault H and Besnier J-F:“Investigation of Foamy-Oil Effect from Laboratory Experiments,” paper SPE 54083, presented at the SPE International Thermal Operations and Heavy Oil Symposium, Bakersfield, Cal., USA, March 17–19, 1999. 11. Longer distances – Flow assurance through multiphase boosting D Müller-Link, G Rohlfing, A Jäschke, and G Schröder Joh. Heinr. th Bornemann GmbH, Germany 11 international Conference on MULTIPHASE, Extending the Boundaries of Flow Assurance, in San Remo, Italy, June 11 – 13, 2003 12. E. Benjamin Wylie and Victor L. Streeter – Fluid Transients in Systems, Prentice Hall, 1993 16. The Nuggets Development Flow Assurance Issues for a Long Subsea Tie-Back in the North Sea, F. FOURNIE, y A. CRIPPS – TOTAL FINA ELF EXPLORATION UK PLC 17. Referencias en Internet http://www.advantica.biz/services/flow_assu rance/case_studies.htm http://www.bakerhughes.com/bakerhughes/ http://www.akerkvaerner.com/Internet/Indust riesAndServices/OilAndGas/default.htm 18. Heavy oil characterization and pretreatment Offshore Heavy Oil Technological Program, Propes coordinator: Wagner Luz Trindade, PETROBRAS / CENPES / PDP e-mail: wtrindade@petrobras.com.br 19. R&D on Technology for Improving the Stability of Heavy Oil by Low-Temperature Hydrogenation (Heavy Oil Stability Improvement Group) _Kozo Kamiya, Yasuhiro Kubota, Masaru Sato, Kazuo Fukazawa, Wataru Sahara,Toshio Inukai, Masao Mori, Tadashi Seike,Kazuo Yamada, Takashi Nakano, http://www.pecj.or.jp/english/report/gijutureport/e-report/00E213e.pdf Proyectos de Investigación en relación aseguramiento del flujo en OLGA 2000: a OVIP – OLGA 2000 Verification and Improvement Projects The objective is to compare OLGA 2000 to laboratory and field data, and improve the code in areas found to need improvement, also tl collect data and identify areas where more data is needed Current areas of work 2004-2005 are: Model improvements for gas condensate systems: Large waves in upward inclined large diameter pipes Water accumulation in gas condensate systems Improve 2- and 3-phase slug flow 10 • HORIZON – Long distance transport of well stream fluids The objective is to generate and implement the improvements in OLGA2000 to treat longer distances, deeper water, more difficult fluids and more economic transport solutions for the future challenges in well-stream transport. In addition, the industry faces new problems with mature fields that are going into the tail end production phase. This means that there is a need for more accurate and reliable predictions of the flow and the flow assurance problems (hydrates, wax, sand, scaling etc.) associated with these challenges for the development and safe operation of: CENTRO ADMINSTRATIVO Y DE CONTROL DE PRODUCCION ANALISIS Y TOMA DE DECISIONES DIAGNOSTICO PROGNOSIS SIMULADOR DE MONITOREO EN LINEA Y PREDICCION DE CORROSION OPERACIÓN EN LINEA Y OPTIMIZACION DE PROPIEDADES PVT-DEL FLUIDO PARA TRANSPORTE Y PROCESADO ENTRENAMIENTO FUERA DE LINEA MANTENIMIENTO DISEÑO DE PROCESO CONTROL DE PROCESO AVANZADO DISEÑO DE POZOS Y SISTEMAS ARTIFICIALES DE PRODUCCION SIMULADOR DE ESTUDIOS DE SEGURIDAD • Long distance gas-condensate transport • Long distance transport of oil well-streams • Tail end production Especial interest to PEMEX are the following subprojects in HORIZON: Project 2 - Flow Assurance and Fluids Sub-Project 2.1 – Slurry transport. Sub-Project 2.2 – Oil-water dispersions. Sub-Project 2.3 – Heavy oils and emulsions Sub-Project 2.4 – Component treatment Sub-Project 2.5 – Hydrates Sub-Project 2.6 – Wax Sub-Project 2.7 – Thermal issues. Sub-Project 2.8 – Sand transport. Figura 1 Diagrama sinérgico de la integración y unificación del modelo de propiedades de fluidos producidos bajo el ambiente unificado de software de modelación y simulación dinámica de los procesos de diseño, control, operación, mantenimiento y las tareas de administración de sistema de producción petrolera. INGENIERIA DE YACIMIENTO Estudios conceptuales a lo largo de la vida del yacimiento y sus sistemas de producción – Escenarios múltiples. Definición del más probable escenario de producción INGENIERIA DE PRODUCCION Estudios de dinámica de fluidos para todos los sistemas de producción en el escenario más probable para determinación de la envolvente de estados limite (limit status) mediante análisis de transitorios: •Aseguramiento del flujo – prevención de taponamientos del flujo •Seguridad – Presión Interna, corrosión, estimación de fallas, riesgo operativo •Impacto ambiental – derramamientos – análisis de consecuencias y remediación IFE - Corrosion Control Techniques in Wet Gas Pipelines with High H2S and CO2 Levels IFE - Increased Confidence in Selection of Corrosion Inhibitors for Multiphase Pipelines The objective of the project is to develop more reliable test equipment, test procedures and selection criteria for corrosion inhibitor selection taking properly into account the most critical parameters controlling inhibition in multiphase oil and gas pipelines. D E Implicaciones prácticas Diseño conceptual, preliminar y de detalle de los sistemas de producción y perforación, así como risers marinos en aguas profundas Diseño de esfuerzos de acuerdo al método de Limit States The objective is to find the optimal conditions and application limits for corrosion control by chemical treatment in wet sour gas systems with 1-20 bar H2S and 2-50 bar CO2 both with and without hydrate preventers. A D M I N S T R A C I O N A S E G U R A M I E N T O Factores a considerar Requisitos de Normatividad Consideraciones de Materiales Modelado Estructural Ovalizacion D E L Esfuerzo Crítico de Buckling Envolvente de Presión-Deformación-Tensión Curva de corrosión- diseño de mantenimiento Fracturas – Estimación de falla Fatiga Administración del proyecto y supervisión de construcción INGENIERIA DE PRODUCCION Estudios y análisis de dinámica de fluidos para determinación de guías y procedimientos específicos de operación segura y mantenimiento de este sistema de producción. Planeación de aseguramiento del flujo, mantenimiento preventivo a diferentes etapas a lo largo del desarrollo de la vida de operación del sistema de producción OPERACION Y MANTENIMIENTO Adquisición y Monitoreo de datos de producción, monitoreo de estructuras y equipo, observación de guías y normas de seguridad y ambientales Figura 2. Proceso integral de diseño y producción de hidrocarburos 11 F L U J O S E G U R I D A D Y R I E S G O Trend data PRESSURE ZAAPC [kp/cm2] PRESSURE E-KUA-OUT [kp/cm2] 70 TOTAL VOLUME FLOW TOP-O-ZAAPC [bbl/d] TOTAL VOLUME FLOW E-KUA-OUT [bbl/d] 600000 550000 60 500000 450000 50 400000 350000 bbl/d kp/cm2 40 30 300000 250000 200000 20 150000 100000 10 50000 0 0 0 Figura .3. Curvas de formación de hidratos, ceras parafínicas y asfaltenos 1 2 3 4 5 Time [d] 6 7 8 9 10 C:\_Ku-Maloob-Zaap\Model\FFM\HOil\Transient\ZC-AkJ1-Int-StartUp-Cold-v 10PB.inp Figura 6 Perfiles de las tuberías del sistema de aceite pesado de Zaap-C=>Ku-A=>Akal-J, en donde existiría bombeo tanto en plataformas de Zaap-C como en KU-A Aplicación de tecnología de aseguramiento del flujo E le v atio n p ro file Fenómenos de transporte de fluidos – Metodología integrada para pozos, sistemas superficiales e instalaciones de proceso ZAAP-C Z A A P -C 3 0 KU-A P B -K U A 2 AKAL-J KU A _AJ 30 30 Proceso Reducción de costo operacional mediante: •Separador •Slugcatcher •Simulación integral de pozos, tuberías e Instalaciones de proceso 20 10 •Muestreo de fluidos con múltiples propósitos •Análisis con UMP para la evaluación de pozos 0 Muestreo Pruebas de laboratorio •Administración de perdidas de calor •Diseño integral y unificado del control de hidratos, emulsiones, ceras parafinicas, asfáltenos, incrustaciones y corrosión. -1 0 Paquete de Inyección de químicos Elevation [m] nuevos, prueba de equipo, chequeo de sistemas (trouble shooting/process), predicción/desembotellamiento, dimensionamiento de slugcatcher y supresión de slugs Propiedades de los fluidos Unidad Móvil de Pruebas (UMP) -2 0 -3 0 -4 0 Control de incrustaciones -5 0 Control de corrosión Control de emulsiones Control de hidratos Control de ceras parafinicas Control de asfáltenos -6 0 -7 0 Termo hidráulica de pozos -8 0 -8 0 0 0 Equipo Multifásico Medidor multifásico Bombeo multifásico Choke Termo hidráulica de transitorios en los sistemas de producción -5 0 0 0 0 5000 Le ngth[m ] 10000 15000 17000 C : \ _ K u -M a lo o b -Z a a p \ Mo d e l\ F F M\ H O il\ Z C -A k J 1 . in p Figura 4. Aplicación de la tecnología de flujo de fluido producción Figura 7. Comportamiento de la presión y flujo durante el arranque en frío FLUID TEMPERATURE,ZAAPC=>EKUA [C] 0[d] 1[d] 2[d] 4[d] CR-150 A A A 1 2 3 4 30"Ø x 7 Km New Pipeline under construction 110 B B B 6[d] 6.5[d] 7[d] KU-A ZAAP-C (X:585220, Y:2158477, T: 65m.) H (X:585446, Y:2158516, T: 65m.) 2 (X:585120, Y:2158371, T: 65m.) 3 4 1 1 2 3 100 4 INT-78 B A 1 2 3 90 CR-220 INT-89 CR-219 INT-87 80 INT-88 70 30 "Ø x 16 K m L16 4 A B CR-2 2 1 3 4 60 50 1 2 OLEOGASODUCTOS EXISTENTES. 4 OLEODUCTOS EN CONSTRUCCION. 40 1 2 3 4 2 1 AKAL-J 3 30 4 1 4 H 20 A B 10 Figura 5. Aplicación de la tecnología de flujo de fluidos para aseguramiento del flujo en sistemas de producción 0 1000 2000 3000 4000 Length [m] 5000 6000 7000 8000 C:\_Ku-Maloob-Zaap\Model\FFM\HOil\Transient\ZC-AkJ1-Int-StartUp-Cold-v 10PB.inp Figura 8. Perfiles de Temperatura para la línea de Zaap-C a Ku-A a diferentes tiempos en la simulación durante el arranque en frío durante el arranque en frío 12 LIQUID VISCOSITY (NO WATER-SLIP),ZAAPC=>EKUA [cp] 0[d] 1[d] 2[d] 4[d] 6[d] 6.5[d] 7[d] 60000 ENSAMBLES DE TUBERIAS Usados en Aguas Profundas y/o Aceite pesado 55000 50000 6 45000 6 PLASTIC SHEATH 5 5 THERMAL INSULATION ( CREEP RESISTANT ) 4 PLASTIC FILLERS 3 WATER HEATING HOSES ID=33.5 mm OD = 46 mm 40000 4 2 GAS LIFT HOSES ID=27.4 mm OD= 46 mm 3 35000 1 CORE OF THE I.P.B ( 8 " ) 2 O H T C = 2.4 W/mK 30000 1 25000 20000 15000 10000 5000 0 0 1000 2000 3000 4000 Length [m] 5000 6000 7000 7700 C:\_Ku-Maloob-Zaap\Model\FFM\HOil\Transient\ZC-AkJ1-Int-StartUp-Cold-v 10PB.inp Figura 9. Perfiles de viscosidad para la línea de Zaap-C a Ku-A a diferentes tiempos en la simulación durante el arranque en frío durante el arranque en frío Figura 11. Ejemplos de ensambles de tuberías (bundles) Modulo de FEMTherm (Finite Element Methods Thermal POZO CON CIRCUITO DE CALENTAMIENTO PLATAFORMA-NIVEL DEL LECHO MARINO CARGA TÈRMICA Triangulacion de Delaunay Medio calefactor Transient temperature distribution during: • INYECCION DEL ACEITE CALIENTE POR EL ESPACIO ANULAR INYECCIÓN DEL ACEITE CALIENTE HASTA NIVEL DEL LECHO MARINO POR TUBERÍAS DE MENOR DIÁMETRO EN EL ESPACIO ANULAR • Normal production Shut-in / Start-up ACEITE TÉRMICO A 150 °C RETORNO DEL ACEITE DE CALENTAMIENTO POR EL ESPACIO ANULAR Figura 12. El método de triangulación de Delaunay es utilizado por el modulo de FEMThem en OLGA 2000 para generar automáticamente la malla de cálculo más apropiada para el cálculo de transferencia de calor en estos ensambles de tuberías. Lecho Marino Figura 10. Uno de los ensambles o chambras de calentamiento analizados entre la Plataforma y el lecho Marino 13 Trend data FLUID TEMPERATURE B-START [C] FLUID TEMPERATURE B-END [C] LIQUID VOLUME FLOW AT STOCK TANK CONDITION B-END [STB/d] LIQUID VISCOSITY (NO WATER-SLIP) B-START [cp] 150 3000 LIQUID VISCOSITY (NO WATER-SLIP) B-END [cp] 8000 7000 2500 6000 2000 100 5000 cp C STB/d 1500 4000 1000 3000 50 500 2000 0 0 1000 -500 0 0 10 20 30 40 50 60 Time [h] 70 80 90 100 110 120 C:\Baksha\Baksha-FEMTherm\BakshaFEM.inp Figura 13. Comportamiento del flujo producido de aceite una vez que se pone a funcionar el ensamble o chambra de calentamiento en el pozo. Un incremento en la producción se observa del orden del 66%. Figura 14. Distribuciones espaciales de temperatura en el ensamble a diferentes tiempos en la simulación Figura 15. Distribuciones espaciales de temperatura en el ensamble a diferentes tiempos en la simulación Figura 16 Distribuciones espaciales de temperatura en el ensamble a diferentes tiempos en la simulación Figura 17. Distribuciones espaciales de temperatura en el ensamble a diferentes tiempos en la simulación en la representación de barra de extrusión Figura 18. Distribuciones espaciales de temperatura en el ensamble al inicio del calentamiento en la sección cercana al lecho marino. 14 Figura 19. Distribuciones espaciales de temperatura en el ensamble al inicio del calentamiento en la sección más cercana a la fuente de calor en la plataforma 15