53 CAPÍTULO 5: REDISEÑO DE LA DISTRIBUCIÓN DE PLANTA
Anuncio

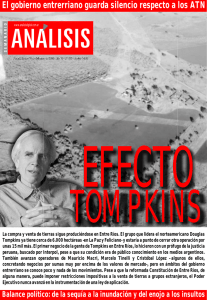
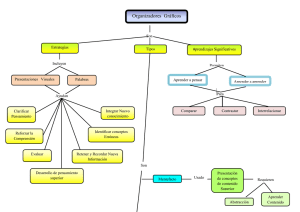
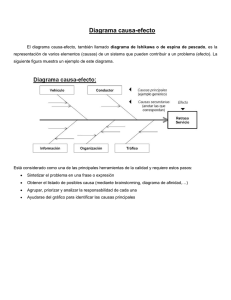
CAPÍTULO 5: REDISEÑO DE LA DISTRIBUCIÓN DE PLANTA ACTUAL. La planeación de instalaciones tiene como algunos de sus objetivos 7 : ü Mejorar el manejo de materiales, el control de materiales y el almacenaje. ü La utilización efectiva del personal, espacio y energía. ü Minimizar la inversión de capital. ü Ser adaptable y promover la facilidad de mantenimiento. ü Proveer seguridad a los empleados y la satisfacción del trabajo. El mismo autor argumenta que la planeación de instalaciones no es una ciencia exacta. 5.1. Metodología de solución Se utilizará el Procedimiento de Layout Sistemático (SLP) de Muther (Tompkins). Dicho procedimiento facilita la planeación de instalaciones aunque este proyecto es una redistribución. El SLP se muestra en la siguiente figura. 7 Tompkins, James A., et. al. Facilities Planning. 2nd ed. John Wiley & Sons, Inc. USA: 1996. 53 Figura 5.1 Procedimiento SLP de Muther. Datos y actividades 2.- Relación de actividades Análisis 1.- Flujo de materiales 3. -Diagrama de relaciones 4.- Requerimientos de espacio 5.- Espacio disponible 9.- Generación de alternativas 10.- Evaluación 8.- Limitaciones prácticas Selección 7.- Consideraciones de modificación Búsqueda 6.- Diagrama de relación de espacio 54 5.1.1. Flujo de materiales: Para comprender mejor el proceso de cada tipo de producto se realizaron listas de materiales, diagramas de ensamble y diagramas de operación de procesos (DOP)8 . Todos los diagramas y cálculos relacionados se encuentran en el anexo 9. Las listas de materiales mostraron los componentes de cada producto, así como los ensambles requeridos. Por otro lado, los DOP mostraron los materiales utilizados así como el momento de su utilización para cada tipo de producto; además, la determinación de la cantidad requerida de esos materiales se llevó a cabo mediante la ayuda de este diagrama generando una lista estándar para la fabricación de un kilogramo de material ya terminado y listo para su venta. También, se pudo determinar los departamentos requeridos para la distribución nueva. Al inicio del proyecto se hablaba de tres tipos de productos, los cuales son: • Piezas de hierro gris. • Piezas de Aluminio. • Piezas de Bronce. De los productos anteriores se pudo detectar mediante el diagrama de flujo y los DOP que cada uno tiene dos variantes: 1. Pieza sin corazón. 2. Piezas con corazón. Por lo anterior, se tienen ahora 6 tipos de productos con su respectivo porcentaje de ventas en los datos históricos individuales, de acuerdo a la empresa. • 8 Piezas de hierro gris sin corazón (68%) y con corazón (32%). Tompkins, James A., et. al. Facilities Planning. 2nd ed. John Wiley & Sons, Inc. USA: 1996. 55 • Piezas de Aluminio sin co razón (84%) y con corazón (16%). • Piezas de Bronce sin corazón (95%) y con corazón (5%). Una vez establecido lo que se va a producir ahora es necesario saber en que cantidad, para así determinar el flujo de materiales. Sin embargo, antes de llevar esto a cabo es necesario mencionar que los DOP mo straron que no tiene caso el tener dos áreas de moldeo separadas pues lo recomendable es integrarlas en una. Por ello, se eliminará el concepto de área o departamento J en la distribución propuesta. 5.1.2. Relación de actividades El diagrama de relación de actividades (Tompkins, 1996) nos muestra los departamentos y la relación entre ellos en base a un ranking por los flujos entre ellos y en ocasiones en base a criterios especiales como conveniencia, por compartir personal o por limpieza. La metodología para el diagrama citado es la siguiente: 1. El diagrama enlista todos los departamentos para la distribución. 2. Determinar unos criterios propios de importancia de su cercanía y la razón de esta. 3. Llenar el diagrama. El diagrama de relación de actividades muestra una fuerte importancia de que deben estar cerca los hornos de la zona de recepción de materiales. A continuación se muestra dicho diagrama en la figura 5.2. 56 Figura 5.2 Diagrama de relación de actividades. Letra A Departamento Baños y regaderas X 5 B X 5 Hornos de crisol U C U U Preparación de arenas U D X 5 Bodega de barretas y adoberas U E U I O 2 K O 2 L X 5 M U Oficinas X 5 N X 5 Corazones y modelos U Ñ U X 5 I 1 O 1 U U U U U Valor A E I O U X Cercanía Absolutamente importante Especialmente necesario Importante Ordinario, está bien Sin importancia Indeseable Criterio (flujo std) 2645.85< 1322.93 - 2645.85 0 - 1322.93 0 0 U Horno de cubilote A 1 O O 1 U A 1 I 1 U X U X E 1 U U U U U U X 5 U U U U I 1 O 2 X 5 E 1 U U X 5 O 1 X 5 U U Corte y Esmerilado ( Acabado ) U X 5 X 5 U X 5 I 1 U I 1 A U Patio de maniobras O 1 U I 1 E I U U I 1 U A F Almacén de insumos básicos I 1 U U U O 1 U O 1 U Area de andén U U U Granallado U X 5 E 1 O 2 H U X 5 Moldeo 1 X 5 U U E 1 G I 1 I 1 Area de pintura X 5 A 1 U F X 5 X 5 Recepción de Coke y chatarra Código 1 2 3 4 5 Razón Flujo de material Conveniencia Control de inventario Mismo personal Limpieza (polvos, humos, etc.) En el diagrama arriba expuesto se presentan situaciones especiales como el hecho de no poder mover departamentos como lo son: • Oficinas. • Patio de maniobras. • Anden de carga ó almacén de producto terminado. 57 • Recepción de coke y chatarra. • Horno de cubilote. • Baños y regaderas. Lo anterior se debe a que para moverlos se requerirá de una excesiva inversión, la cual no sería redituable por el nuevo diseño de distribución de planta. Un ejemplo de ello es que el patio de maniobras y la zona de recepción de materiales son un desnivel de cerca de 1 metro de altura con relación a todos los demás departamentos para facilitar maniobras de descarga de unidades de transporte, por lo que no habrá donde acomodarlos nuevamente. Por otro lado, el costo de nuevas oficinas es de cerca de $35,000.00. M.N. 5.1.3. Diagrama de actividades. El Diagrama de actividades es un gráfico en el que podemos plasmar una layout inicial; además de presentar mediante distintos tipos de líneas las relaciones existentes entre los departamentos de la empresa. El procedimiento para el diagrama de actividades es el siguiente: • Plasmar con círculos esencialmente los departamentos principales, con principal relación, y unirlos con una línea de selección propia para confirmar que estos departamentos deben estar primordialmente cerca. • Agregar al gráfico los departamentos que son de importancia secundaría con otro tipo de líneas y así sucesivamente hasta terminar de acomodar los departamentos. 58 Figura 5.3 Diagrama de actividades. A L G J D E F Ñ B C H A O I K Linea M Relación A E I O U X 5.1.4. Requerimientos de espacio En este punto se calculan los espacios para: • Cada departamento. • Espacio para pasillos. • Espacio para el personal. 59 Las áreas aquí calculadas servirán para comenzar a planear la nueva distribución y se realizaron en función de las hojas de requerimientos de espacio y servicio para departamentos (Tompkins, 1996). Dichas hojas se elaboran considerando para cada departamento el espacio requerido para las estaciones de trabajo que la componen, considerando espacio para sus equipos y carreras de estos, sus cantidades promedio de materiales a procesar y área para que el personal trabaje cómodamente, además de tomar en cuenta los servicios necesarios como corriente eléctrica, presión de aire, altura del techo, etc. Por otro lado, se consideraron los estándares de espacio y producción que tiene la empresa como lo son: • El rendimiento de los moldeadores por turno es de 400 Kg. de fundición hierro gris , 170 Kg. de Aluminio ó 450 Kg. de fundición de Bronce. • Un moldeador abarca en promedio 7.5 metros cuadrados de piso por turno. • El promedio de piezas estibadas en piso es de 500 Kg. cuando son de hierro gris, 170 Kg. cuando las piezas son de Aluminio y 570 Kg. en el caso de ser de Bronce. Los pasillos recomendados 9 son de acuerdo a la máxima dimensión de la carga a mover, por lo que en el caso de cargas de menos de 6 ft (1.83 metros) de largo, las cuales se presentan en la empresa, el área para pasillos debe ser entre 5% y 10% del área del departamento. Por lo anterior, se tomó en consideración un 10% de espacio extra de cada departamento para los pasillos de este y así tener corredores amplios y cómodos para el paso de los materiales y de los operarios. Los requerimientos de personal como sanitarios de acuerdo a Tompkins (1996) están en función del número de operarios en la empresa. Un ejemplo de esto es el cálculo 9 Tompkins, James A. et. al. Facilities Planning. 2nd ed. John Wiley & Sons, Inc. USA: 1996. 60 de espacio para sanitarios, se recomienda 1.4 m2 para cada excusado y 0.56 m2 para cada mingitorio. Además, dado que en la empresa hay 16 obreros, todos hombres, Tompkins recomienda en el caso de fundiciones con ese número de operarios: 2 lavamanos, 2 WC y 1 mingitorio. Lo anterior, en adición a las regaderas da como resultado un espacio de 20 m2. El cálculo de comedor, dado que hay dos mesas de 1 m x 3 m y para 10 personas cada una, es de 20 m2. Sin embargo, este se encuentra en un segundo nivel de las regaderas por lo que ambos se considerarán como un solo departamento para facilitar los cálculos. Por otro lado, los espacios para servicios de salud no los hay, pues son pocos obreros y tienen la prestación de seguro social pero existe un botiquín médico en la oficina. Los espacios para cada departamento se encuentran documentados en las hojas de requerimiento de espacio del anexo 10 y los espacios correspondientes se resumen en la tabla siguiente: Tabla 5.1 Requerimiento de espacio para los departamentos. Letra A B C D E F G H I K L M N Ñ O Departamento Área req. (m2) Baños y regaderas 20 Hornos de crisol 31 Preparación de arenas 20 Bodega de barretas y adoberas 30 Área de pintura 60 Moldéo 246 Granallado 40 Área de andén 30 Almacén de insumos básicos 11 Patio de maniobras 160 Corte y Esmerilado ( Acabado ) 60 Oficinas 48 Corazones y modelos 53 Horno de cubilote 30 Recepción de Coke y chatarra 30 Total 869 61 Se requieren 869 m2 y considerando que el terreno actual tiene 1127 m2, se tiene un espacio de sobra de 258 m2. Lo anterior representa un ahorro máximo de 22.9% con relación al espacio actual ocupado. 5.1.5. Diagrama de relaciones de espacio. Es similar al diagrama de relaciones, la única diferencia es que plasma las áreas requeridas para cada departamento. Sin embargo, en el punto anterior se calcularon los requerimientos de espacio para cada área; por lo cual este punto ya no se llevará a cabo. 5.1.6. Desarrollo de layout alternativo. Basado en el orden de departamentos proporcionado por el diagrama de actividades, los departamentos, considerando su espacio requerido, se acomodaron en un layout del terreno para así formar una distribución nueva. Esta distribución tiene cambios en torno al tamaño requerido para los departamentos planeados, pues al acomodarlos en el layout no siempre se les pudo dar el área requerida. Dichas variaciones se muestran en la tabla 5.2y se muestran las áreas requeridas mínimas contra las áreas reales destinadas para cada departamento. Tabla 5.2 Variaciones en áreas planeadas y reales de departamentos. Letra A B C D E F G H I Departamento Baños y regaderas Hornos de crisol Preparación de arenas Bodega de barretas y adoberas Área de pintura Moldéo Granallado Área de andén Almacén de insumos básicos Área req. (m2) Área real (m2) 20 22 31 32 20 20 30 34 60 60 246 249 40 40 30 32 11 11 62 Tabla 5.1.1 (Continuación). K L M N Ñ O Patio de maniobras Corte y Esmerilado ( Acabado ) Oficinas Corazones y modelos Horno de cubilote Recepción de Coke y chatarra Total 160 60 48 53 30 30 869 161 60 48 57 31 30 885 Finalmente, con esta distribución y área real de departamentos, se utilizarán 885 m2 y dado que el terreno actual tiene 1127 m2, se tiene un espacio de sobra de 242 m2. Lo anterior representa un ahorro de 21.5% con relación al espacio actual ocupado y que es menor al 22.9% de ahorro esperado con los tamaños de departamentos requeridos en 1.4%, lo cual no ocasionará problemas. El layout de la distribución de planta propuesta se dibujó mediante Auto-Cad y se presenta en la figura 5.4 de la página siguiente. 63 Figura 5.4 Layout propuesto. En el nuevo layout se pueden apreciar dos espacios vacíos, el primero entre los departamentos A, L y E; mientras que el segundo está entre el B y el N. Esto se puede llevar a cabo debido al ahorro del 21.5% de espacio, parte del cual se puede acomodar en los espacios vacíos antes mencionados. El primer espacio vacío se planea dejar para las situaciones en las que se requiera incrementar la capacidad del departamento de acabado o de pintura. En el caso del segundo espacio vacío, el espacio junto a hornos de crisol (B), 64 este se dejó pensando en un pasillo mas amplio para el paso de los materiales que van al almacén de insumos básicos. La idea de dejar espacios vacíos, como antes se explicó, se tomó para dar forma lo más regular posible a los departamentos que es lo preferible en la planeación de instalaciones y así no crear departamentos irregulares. Lo anterior se debe a que, de acuerdo a Tompkins, las formas regulares de departamentos es lo mejor, ya sea rectangular o cuadrada, por dos razones; las cuales son las siguientes: • Una mala forma de departamento puede hacer virtualmente imposible un eficiente y efectivo layout detallado de los departamentos. • Los pasillos principales, los cuales conectan a los departamentos, serán irregulares en departamentos irregulares; y por ende complicados para transitarlos. Finalmente, para la eficiencia en el manejo de materiales y otras razones, tales como tránsito de operarios, transportes o para evacuaciones, los pasillos entre departamentos deben ser de mínima distancia de viaje lo cual se logra con un departamento lo más regular posible. En los párrafos anteriores, se hablo de dejar forma regular a los departamentos para tener un buen aprovechamiento de espacio y flujo eficiente entre ellos. Sin embargo, ¿cómo controlar dicha regularidad?, Tompkins expone la siguiente ecuación para medir cuando se tiene una forma de departamento eficiente. Figura 5.5 Medición de la forma de un departamento. F= P 4 A 65 En la ecuación anterior, F = Factor de medición de la forma del departamento. P = Perímetro real del departamento. A = Área real del departamento. De acuerdo a Tompkins, el departamento estudiado tendrá una forma regular, y por ende se tendrá un buen aprovechamiento de espacio y flujo eficiente, mientras el valor de F se encuentre entre 1 y 1.4. Cuando F tiende a 1, su forma tiende a la de un cuadrado; en cambio, cuando F se aleja de 1.4 el departamento generado es muy irregular. Por lo anterior, se presentan en la siguiente tabla los cálculos de F para todos los departamentos en la nueva distribución. Tabla5.2 Factores de medición de forma de departamentos. Letra A B C D E F G H I K L M N Ñ O Departamento Baños y regaderas Hornos de crisol Preparación de arenas Bodega de barretas y adoberas Área de pintura Moldéo Granallado Área de andén Almacén de insumos básicos Patio de maniobras Corte y Esmerilado ( Acabado ) Oficinas Corazones y modelos Horno de cubilote Recepción de Coke y chatarra Total Área (m2) 20 31 20 30 60 246 40 30 11 160 60 48 53 30 30 869 b h 4 6.3 5 11.3 6.3 11.3 7.3 6.3 5 11.3 5 8 11.3 5 5 5.5 5 4 3 9.5 22 5.5 5 2.2 14.25 11.9 6 5 6.25 6 Area real 22 31.5 20 33.9 59.85 248.6 40.15 31.5 11 161.025 59.5 48 56.5 31.25 30 885 F 1.01 1.01 1.01 1.23 1.02 1.06 1.01 1.01 1.09 1.01 1.10 1.01 1.08 1.01 1.00 En la tabla anterior, se demuestra, en base a los valores de F, que los departamentos planeados tienen buenas formas dadas las áreas y dimensiones asignadas dentro del piso de la empresa. Lo anterior se debe a que para los departamentos F está muy cerca a 1 y en el 66 peor de los casos, el valor de F no pasa de 1.25, por lo que aún está en el rango de un buen valor de F (1.0<F1.4). 5.1.7. Evaluación del diseño propuesto. Tomando nuevamente la ecuación: Figura 5.6 Ecuación del costo de una distribución. m m Costo = ∑∑ f ij c ij d ij i =1 i =1 para evaluar este diseño de distribución de planta, se han tomado los flujos ocasionados por las ventas pronosticadas en el capítulo 2, los cuales fueron desarrollados en el capítulo 4 y están contenidos en la figura 5.7. Los cálculos de costos se encuentran en el anexo 11. Para este diseño lo que ha cambiado son las distancias entre departamentos por haber cambiado la distribución de planta. Dichas distancias se encuentran en la matriz de la figura 5.8. Esta última matriz sirvió para generar la matriz de tiempos de transporte entre departamentos de la figura 5.9. 67 Figura 5.7 Matriz desde-hasta de flujos estándar. A - A B C D E F G H I K L M N Ñ O B C D 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 E 0 F 0 - G 0 220.87 2645.8 377.25 H 0 1322.9 I 0 K 0 L 0 M 0 N 0 Ñ 0 O 0 0 671.18 187.5 - 2283.3 - 287.86 2283.25 671.18 377.25 - 1467.65 1718.67 71.63 251.02 - 1354.01 3160.96 551.51 - 1694.5 1317.2 2867.91 293.05 - Figura 5.8 Matriz desde-hasta de distancias para el diseño propuesto. A - A B C D E F G H I J K L M N Ñ O B C D E F - G H 16 16.15 12.5 16.15 J K L M N Ñ O 20.17 6.4 3.1 16 I 7.25 12.5 20.53 20.53 - 7.25 10.46 9.6 21.4 - 3.1 - 14.6 10 6.75 10 20.17 10.46 9.6 - 21.4 4 14.9 - 19.6 14.6 6.75 - 6.4 6 - Figura 5.9 Matriz desde-hasta de costos de transporte para el diseño propuesto. A B C D E F G H I K L M N Ñ O A - B C 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 83.034 0 0 0 107.79 D 0 0 0 0 1227.9 0 0 261.48 0 0 0 0 0 0 E 0 0 0 - F 0 0 0 0 0 134.7 0 0 0 0 279.66 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 203.1 2455.8 271.01 0 0 0 0 0 0 0 1908.7 1105.3 0 G 0 0 0 0 0 2694 0 0 0 0 0 0 0 0 H 0 0 0 0 279.66 0 0 0 0 1665.3 0 0 0 0 I K 0 0 0 0 0 0 0 0 987.75 0 0 0 0 0 L 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 173.05 1259.7 0 0 0 0 0 0 0 M N 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 316.54 0 0 97.379 0 0 0 0 0 Ñ O 0 0 0 0 0 0 0 0 0 0 0 0 0 988.94 0 0 0 0 0 0 0 0 0 726.66 472.27 0 0 0 - 68 La nueva matriz de costos de mover los flujos anteriores genera el costo de la distribución propuesta, el cual se expone en la siguiente tabla bajo los criterios de evaluación de la distribución actual. Tabla 5.4 Costo de la distribución propuesta. Lotes de material a mover (100 kg/lote) Kg. de material bruto a mover 26076.45 lotes 2607644.74 kg Costo de la distribución actual: Sueldo de un ayudante general 294.99 horas $ Días laborales/semana 850.00 semanales 6 Horas del obrero en planta 48 Hr./semana Tiempo de comida 0.5 Hr./día hrs. laborables del trabajador 45 Sueldo/hora Horas para manejo de material y prod. terminado Costo por manejo de material y prod. terminado $ 18.89 294.99 hrs $ 5,572.12 anual Uno de los puntos de análisis de este proyecto es el manejo de materiales, el cual se ha evaluado en base a las distancias y al tiempo de dicho proceso. Estos resultados se resumen en la tabla 5.3. 69 Tabla 5.5 Costos del manejo de materiales. TIEMPO ANALIZADO: ANUAL Lotes de material a mover (100 kg/lote): Costo de la distribución propuesta: 26076.45 Lotes = viajes 505305.96 Metros / año Tiempo del manejo de materiales en distribución propuesta: 294.99 Horas anuales Finalmente, se puede notar que el diseño de planta propuesto en el punto 5.1.6 muestra beneficios aceptables como el ahorro de 258 metros, lo cual es aproximadamente el 21.5% da ahorro del área actualmente utilizada. Por otro lado, el costo de la distribución se reduce en $4,701.83, equivalente a 45.8% menos del costo actual. En cuanto al manejo de materiales, este se reduce de 543.86 horas a 295 horas, lo cual representa una disminución del 45.8% del manejo actual. 70