PLANIFICACIÓN, PROGRAMACIÓN Y CONTROL DE LA
Anuncio

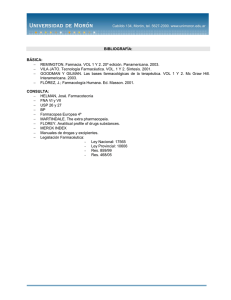
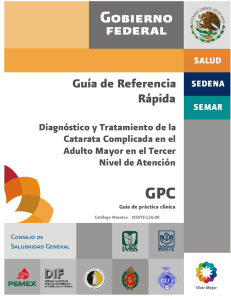
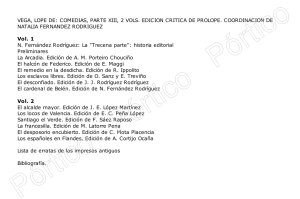
PLANIFICACIÓN, PROGRAMACIÓN Y CONTROL DE LA PRODUCCIÓN Rodríguez, M. Eliana Escuela de Ingeniería Industrial. Facultad de Ingeniería. Universidad de Carabobo. Valencia. Estado Carabobo. Venezuela email: elianarodriguez99@gmail.com Resumen: La investigación que se presenta examina el estado del arte de la planificación, programación y control de producción, abordando su evolución y tendencias dentro de los procesos de transformación de bienes en un mercado cada vez más exigente. Esta revisión permitió identificar la dinámica actual de la labor logística en términos de la elaboración de planes, asignación de recursos, identificación de rutas de manufactura, paradigmas actuales de fabricación y aprovisionamiento, así como las plataformas informáticas que sirven de apoyo para tales funciones. En líneas generales, la tendencia en este campo está dirigida hacia la autoorganización de los elementos de producción y la gestión horizontal para favorecer la visión holística de todos los eslabones de la cadena de suministro. Palabras clave: planificación agregada, programación de la producción, sistemas de fabricación. PLANNING, PROGRAMMING AND PRODUCTION CONTROL Abstract: The research presented examines the state of the art in planning, programming and production control, addressing their developments and trends within the production processes of goods in an increasingly demanding market. This review led to the identification of current logistics work dynamics in terms of planning, resource allocation, identification of manufacturing routes, current manufacturing paradigms and procurement as well as computing platforms that support such functions. In general, the trend in this area is directed towards the self-organization of production elements and horizontal management to facilitate holistic view of all links of the supply chain. Key words: Aggregated planning, production scheduling, manufacturing systems. INTRODUCCIÓN La complejidad de los sistemas de producción se ha ido acrecentando en la medida en la que el mercado se ha vuelto más exigente como consecuencia de la evolución de la fabricación en masa a la fabricación basada en la variedad. En estas circunstancias aspectos como flexibilidad, adaptabilidad y rapidez de respuesta han pasado de ser aspectos deseables, a convertirse en la clave del éxito en muchas empresas (Arauzo et al., 2004) Para dar respuesta a estas necesidades del mercado se han desarrollado paradigmas de producción que pretenden conjugar de manera sinérgica todos los elementos individuales del sistema y sacar el mayor provecho posible de los recursos con los que se cuenta para fabricar los bienes. Para ello, los esquemas de producción se rigen por lineamientos derivados de Sistemas de Planificación y Control de la Producción (SPCP). Existen en la comunidad empresarial dos grandes tipos de SPCP, los de arrastre y los de empuje.La característica principal de los sistemas de arrastre es que la producción se inicia como consecuencia de los pedidos de los clientes, mientras que en los sistemas de empuje la producción se inicia por la decisión del suministrador de fabricar para mantener los inventarios antes que el cl iente exprese su neces idad (Haan et al., 2001). Los SPCP más conocidos son la Planificación de Requerimientos de Materiales (MRP) (Orlicky, 1975) y el Justo a Tiempo (JIT) (Ohno, 1991), el primero para el empuje de los materiales y el segundo bajo la modalidad de arrastre. Goldratt (1986) presentó una propuesta de un paradigma de fabricación denominado Tecnología de Producción Optimizada (OPT) y desde la comunidad académica surgió una propuesta denominada Planificación Jerárquica de la Producción (HPP) (Hax y Meal, 1975). En este artículo se hace una revisión del estado del arte de los SPCP, evolución, nuevas tendencias y su influencia en la labor logística del mundo moderno. 108 Planificación, Programación y Control de la Producción. Rodríguez, M. Eliana. DESARROLLO La gestión de la planificación, programación y control de la producción puede dividirse en cuatro etapas (Rojas y Escudero, 2000). En una primera etapa se realiza la Planificación agregada de la producción, en la que se determina la cantidad de producción y su desarrollo en el tiempo a mediano plazo a través de familias de productos. Posteriormente, estos cálculos mensuales se disgregan semana a semana tomando en consideración las particularidades de cada producto, para así programar su elaboración. Esta información alimenta un sistema de planificación de materiales, equipos y otros recursos que deberá alinearse para cumplir con las metas establecidas en el plan. Definidas las rutas de fabricación, se pone en marcha un último eslabón en el que se coordina la labor productiva y se ejecutan los mecanismos para su control. Planificación Agregada de la Producción Según Heizer y Render (2001), la planificación agregada es un método para determinar la cantidad de producción y su desarrollo en el tiempo a mediano plazo. Se refiere a la determinación de la fuerza laboral, a la cantidad de producción y niveles de inventario en orden de satisfacer la demanda para un horizonte temporal de planificación específico a mediano plazo, y el término agregada, hace referencia a que la planificación no desglosa la cantidad de producción por detalles de productos sino que los considera en varias familias, sin importar sus diferentes variantes de diseño o modelo (Dante, 2007). En la actualidad, la planificación agregada es una buena referencia para la planificación de ventas y operaciones, en la cual puede cumplir la función de pivote al integrar las funciones de operaciones de producción, de comercialización y financieras (Singhal y Singhal, 2006). Una de las primeras características de las metodologías de planificación agregada es la ‘‘Jerarquía’’. El enfoque jerárquico es necesario para se logre una integración vertical entre los objetivos estratégicos, tácticos y operativos del sistema productivo y además se establezca su relación horizontal con el resto de las áreas funcionales de la empresa (Miranda et al., 2005). Estos autores señalan que la jerarquía de los planes se inicia con la planificación estratégica o a largo plazo que utiliza un horizonte temporal superior al año para determinar la capacidad instalada de la planta, aspecto que luego se convierte en restricción para los planes de orden inferior. Posteriormente, se pasa a la planificación agregada o también llamada planificación a mediano plazo que estima la fuerza de trabajo, la tasa de producción, el nivel de inventario, entre otros factores, con un horizonte temporal de entre 6 y 18 meses. El plan maestro de la producción se desarrolla a corto plazo como consecuencia de las restricciones establecidas en el plan agregado y así se determina la cantidad a fabricar de cada artículo, como tambien el momento en que se debe iniciar dicha producción. Según Miranda et al. (2005), este proceso concluye con el programa y control de la producción. La planificación agregada posee las características mostrada en la figura 1. Las características temporales tienen que ver con el horizonte temporal de la planificación, periodos, plazo de rigidez y plazo de revisión. Los criterios de evaluación determinarán las bondades y desventajas de diversos escenarios frente a la maximización del beneficio. A su vez, este beneficio se determina gracias a la inclusión de variables de decisión tales como el mantenimiento de inventarios, la subcontratación y las variaciones de la fuerza laboral que por lo general también se influencian de restricciones técnicas, de mercado y legales que permiten definir el desempeño de la empresa. Caracteristicas Temporales -Horizonte temporal, periodos, plazo de rigidez y plazo de revisión Criterios de evaluación -Maximización del beneficio, Minimizar las demoras en las entregas de los pedidos, variaciones en el nivel de la fuerza de trabajo y variaciones en el nivel de producción Variables de decisión -Inventario, Nivel de fuerza laboral, Nivel de producción, Subcontratación, Horas de trabajo Restricciones -Especificaciones del producto, Restricciones Técnicas. Requerimientos del mercado Figura 1. Características principales de la planificación agregada Fuente: Dante (2007) Los métodos para la planificación agregada se pueden clasificar en métodos de comparación de alternativas, métodos que utilizan reglas de decisión y métodos basados en modelos de programación matemática. En la figura 2, se presenta una lista de los métodos más reconocidos. 109 Métodos de comparación de alternativas Métodos con reglas de decisión - Métodos gráficos de planificación agregada - Proceso de planificación agregada mediante una hoja de cálculo - Regla de decisión lineal (LDR) - Modelo de los coeficientes de la dirección - LDR y la capacidad de la planta - Método de la regla de decisión por búsqueda - LDR con múltiples productos y ciclos largos de producción Modelos de programación lineal - Métododel transporte de Bowman - La LDR y el modelo de programación lineal de Hanssmann-Hess - Planificación agregada mediante programación lineal Figura 2. Métodos más reconocidos para la planificación agregada Fuente: Singhal y Singhal (2006) Los métodos de comparación de alternativas son aquellos que consisten en generar varios planes alternativos y seleccionar uno en función de ciertos criterios, haciendo uso de métodos gráficos y hojas de cálculo. Son métodos ampliamente usados por su sencillez pero sólo para la evaluación de estrategias y no para su desarrollo, puesto que para ello se requiere de modelos matemáticos. Los métodos con reglas de decisión proporcionan un plan agregado que especifica nivel de producción, nivel de fuerza de trabajo, horas extras e inventarios a partir de datos tales como pronósticos de demanda, costos, inventarios actuales, mediante un conjunto de expresiones matemáticas que pueden ser lineales o no. Los modelos de programación lineal son los más importantes para resolver el problema de la planificación agregada por la versatilidad y calidad de los resultados que ofrecen (Singhal y Singhal, 2006). Esta afirmación puede corroborarse al revisar las publicaciones científicas de los últimos años en las que se ha hecho un uso extendido de estas metodologías, seguido de los métodos de la regla de decisión lineal (LDR). Por ejemplo, la incertidumbre de la demanda del mercado y la incertidumbre en las capacidades de producción son abordadas por Fung et al. (2003) y Tang et al. (2003) planteando un modelo de programación no-lineal con lógica difusa para la planificación de la producción agregada con múltiples productos, tomando en cuenta la posibilidad de modificar la plantilla de personal para lograr minimizar los costos. 110 La programación entera mixta fue utilizada por Singhvi et al. (2004) para resolver el problema de la pl anificació n agregada recurriendo a la subcontratación, a variar los niveles de fuerza laboral, a horas extras, y a mantener inventarios y permitir su quiebre para satisfacer los pronósticos de demanda conocidos. Torres (2006) desarrolló un trabajo en la ULA Colombia en el que estudia el efecto de la descomposición del horizonte temporal sobre las decisiones de regulación agregada de cargas de trabajo, con ayuda de Programación Lineal Entera Mixta y un segundo modelo de programación dinámica. Dante (2008) propone un modelo de planificación agregada que incorpora la gestión de la tesorería y las finanzas a corto plazo, y la organización flexible del tiempo de trabajo, con un sistema de cuentas de horas. Esta revisión muestra como la planificación agregada puede desempeñar un papel fundamental en la gestión de la empresa integrando todas las áreas de la organización a través de la aplicación de modelos racionales que incluyen cada vez un número mayor de variables de interés. Tal y como lo señala Dante (2007) la tendencia es hacia la programación lineal con múltiples objetivos y al revisar las publicaciones presentadas puede observarse dicha situación. Esta realidad representa una enorme ventaja al empresario, pues se muestra un abanico más amplio de opciones para la generación y evaluación de propuestas de fabricación que consideran aspectos como niveles de inventario, variaciones de la fuerza laboral, tercerización de algunas operaciones, sobretiempo, entre otros. Programa Maestro de Producción La programación de la producción permite disgregar la informació n mensual que proporci ona la planificación agregada, semana a semana, ya no por familias, sino por productos. El objetivo debe estar orientado a establecer la mejor asignación y ordenamiento en el tiempo de lo s recursos compartidos, considerando restricciones del sistema y algún objetivo de fabricación (Acevedo y Mejía, 2006). Las técnicas comúnmente usadas son la Programación Reactiva, Redes de Petri, Algoritmos Genéticos y la Teoría de las Restricciones Programación Reactiva La programación reactiva consiste en un esquema de programación en el que las interrupciones aleatorias que pueden efectuarse dentro de las líneas de producción son tomadas en cuenta para generar el plan de fabricación y sus derivaciones en caso de llegada de órdenes de trabajo imprevistas o fallas en los sistemas. Muchos han sido los enfoques utilizados para abordar esta clase de problemas. Acevedo y Mejía (2006) señalan, por ejemplo, que Yamamoto y Nof (1985), Chang, y Hsieh (1992), Rojas (1996) y Pan y Chen, (1997) han clasificado las interrupciones aleatorias como aquellas que se llevan a cabo en tiempo real o fuera de línea, y basándose en ello han generado modelos reactivos que le hacen frente. En investigaciones como las de Sun, y Xue (2001) se introdujo un mecanismo de programación de producción reactivo y dinámico para resolver interrupciones por cambios de órdenes de producción y recursos de manufactura. El mecanismo propuesto modifica sólo la parte de los programas creados originalmente para mejorar la eficiencia de la programación reactiva, mientras mantiene la calidad de programación. Honghong y Zhiming (2003) estudiaron un ambiente de manufactura flexible con interrupciones y un requerimiento de respuesta con restricción de tiempo en la reprogramación. Su propuesta se basó en la utilización de una base de datos dinámica, la cual podía reformar el estado actual del sistema perturbado vía totalización de los recursos remanentes y trabajos en proceso. Hall y Potts (2004), consideraron los problemas de programación en los que un conjunto de trabajos originales ya se han programado para minimizar un determinado objetivo y un nuevo conjunto de trabajos llega de imprevisto y ocasiona una perturbación, en un ambiente de manufactura de una sola m,áquina. Para su solución, diseñaron dos modelos: el primero, para minimizar los costos de programación de todos los trabajos sujeto a un límite sobre la ruptura causada al programa original; y el segundo, para minimizar un objetivo de costo total en el que se incluye la medida del costo original y el costo por la ruptura. Redes de Petri Una Red de Petri (RdP) es un tipo particular de grafo dirigido, pesado y bipartito (Cho, H., 1998). Murata (1989) afirma que las redes de Petri permiten modelar fácilmente sistemas con eventos concurrentes, asíncronos, distribuidos, paralelos y/o estocásticos, donde cada pieza puede tener rutas alternativas para su proceso dentro del sistema y esto ocurre en los sistemas de manufactura flexible. Figura 3. Modelo de Red de Petri Fuente: Acevedo y Mejía, 2006 Algunas de las aplicaciones de las RdP son las propuestas por Liu y Dillon (2007) en la que se desarrolla un método de transformación de las normas de producción en Redes de Petri para mantener la exactitud, consistencia e integridad de la base de datos a programar. Gradisar y Music (2007) describen como aplicar Redes de Petri temporizadas y datos históricos en la modelización de los sistemas de producción. Para ello se construye un algoritmo de redes de Petri en Matlab y para mostrar la eficiencia de la propuesta lo aplican a un problema de programación en la producción de herrajes para muebles. Zou et al. (2009) presentaron un modelo de flujo de trabajo para el Desarrollo Cooperativo de Productos (DCP). Para ello se plantearon como objetivo analizar el proceso de desarrollo de la producción basada en las Redes de Petri, tomando como referencia la gestión de flujo de trabajo. Algoritmos Genéticos Los Algoritmos Genéticos (AGs) son métodos de búsqueda estocástica que utilizan las teorías de evolución y selección natural, para resolver un problema dentro de un espacio de solución complejo y forma parte de una población más amplia de algoritmos denominados Algoritmos Evolutivos (Acevedo y Mejía, 2006). El uso de los AGs para la resolución de problemas de programación y asignación de recursos puede observarse en investigaciones como la de Illada y Maneiro (2005) en la que se logra optimizar el manejo de materiales en una empresa fabricante de cremas dentales mediante métodos evolutivos. 111 Gómez (2007) presenta un algoritmo genético basado en un sistema multiagente para la programación de la producción en un taller de flujo híbrido, en el que diferentes máquinas son capaces de producir los mismos productos. Correa et al. (2008) presenta una revisión del estado del arte de los métodos meta heurísticos, principalmente algoritmos genéticos existentes en la literatura para el problema genérico del Job Shop, minimizando el makespan y resalta que esta clase de métodos son los más recurrentes a la hora de solucionar el problema genérico de los talleres de producción. I SB P EG ES CNI CNR F Figura 4. Ejemplo de Aplicación de Algoritmos Genéticos. Estados de un Agente Familia Fuente: Gómez (2007) Jaramillo et al. (2009) presentaron el desarrollo de un método basado en algoritmos genéticos y programación lineal para la solución de un problema de corte unidimensional para optimizar un proceso de producción de cajas de cartón. Como parte de las conclusiones resalta que el desempeño del método desarrollado es superior a las soluciones anteriores obtenidas al utilizar únicamente algoritmos genéticos o programación lineal. Teoría de las Restricciones Esta teoría fue propuesta por Goldratt en la década de los 80 y desde entonces ha sido ampliamente utilizada en la industria (Mula, 2005). Es un conjunto de procesos de pensamiento que utiliza la lógica de la causa y efecto para entender lo que sucede y así encontrar maneras de mejorar. Tiene como premisa 112 fundamental que en toda empresa existen restricciones que impiden que las ganancias sean ilimitadas. Estos factores limitantes se denominan cuellos de botella y el objetivo de la gerencia debe ir orientado a la neutralización de los mismos (Watson et al., 2007). Morales (2006) utilizó esta técnica para diseñar un sistema de programación en una empresa de artes gráficas en Medellín y logró detectar las brechas para el aumento de las ganancias y en base a ello estructurar mecanismos para enfrentarlas. Jia et al. (2007) utilizaron la Teoría de las restricciones y la dinámica de sistemas para rediseñar un método de producción a partir del uso de árboles de resolución de problemas, árbol de uso de recursos y la transferencia de la matriz de restricciones. El objetivo era mejorar la eficacia y eficiencia de los sistemas de producción mediante el establecimiento de un mecanismo de supervisión, previsión y gestión de restricciones. Tsai et al. (2007) presentaron un algoritmo para la optimización de la programación de un conjunto de productos bajo la teoría de restricciones, tomando en cuenta todos los recursos cuello de botella mediante el cálculo de una relación de prioridad. Los resultados muestran que el algoritmo propuesto es un instrumento práctico para la obtención de la programación del conjunto de productos que optimiza los beneficios. Planificación de los Requerimientos La planificación de los requerimientos de los recursos empresariales generalmente se logra a través de sistemas integrados que permiten optimizar los procesos empresariales, acceder a la información de forma fiable, concisa y segura, no replicar información a través de bases de datos centralizadas, dar soporte a los clientes del negocio, gestionar eficientemente los recursos de información para la toma de decisiones y minimizar los costos de operaciones. Planificación de los requerimientos de los materiales (MRP) Un sistema MRP transforma un plan maestro de producción en un programa detallado de necesidades de materiales y componentes requeridos para la fabricación de los productos finales utilizando para ello las listas de materiales Orlicky (1975). En este sentido los programas generados por el MRP provocan el inicio de los procesos de producción para satisfacer las fechas de entrega. Las piezas requeridas se procesan y pasan a la siguiente etapa hasta que se produce el montaje final (Mula, 2005) El hecho de no considerar ninguna restricción de capacidad, fue considerado una desventaja en la planificación real de los materiales y el MRP evolucionó al sistema MRP II en el que se encuentran funciones como planificación de negocio, ventas y planificación de la producción (Petty et al., 2000) (Vollmann et al., 1992). Sin embargo, Jonsson y Mattson (2002) y Mula y Poler (2001) señalan que los sistemas MRP II son los más utilizados para la planificación y control de la producción en las industrias, aunque en algunas casos haya problemas para su implementación. Planificación Jerárquica de la Producción (HPP) Los procesos de planificación jerárquica de la producción descomponen el problema global de toma de decisiones en una serie de sub-problemas que corresponden a diferentes niveles de una jerarquía de planes. Estos sub-problemas pueden resolverse en secuencia, de modo que la solución en cada nivel impone restricciones sobre el problema del nivel inferior (enfoque de arriba-abajo) (Hax y Meal, 1975). Vicens (1988) señala que si bien el MRP podría considerarse como un procedimiento jerárquico, la HPP lo es realmente, y se basa en la división del problema de la planificación de la producción en varios niveles. La planificación jerárquica de la producción (HPP) difiere marcadamente del MRP y sus implicaciones matemáticas habían impedido que lograra el mismo grado de aceptación (Vicens et al., 2001). Las aplicaciones de la HPP son diversas. Qiu et al. (2001), por ejemplo, la utilizan en un ambiente de multiproducto y multimáquina para asignación de recursos en un horizonte temporal, Tisher (2003) para los problemas de la cosecha de la caña de azúcar y Yan (2003) en un taller flexible automatizado en china. Para el 2004, Yan et al. exploran el problema de la HPP de sistemas flexibles de fabricación con el objetivo de descomponer planes de producción a medianos plazo en planes de producción a corto plazo que minimicen los costes sujetos a la restricción de que las demandas sean satisfechas. Control de la Producción Una vez que se han disgregado las necesidades para la consecución de los objetivos del programa de producción es necesario establecer los mecanismos de control de las actividades de producción. Domínguez, Machuca et al (1995), denominan gestión de talleres a todas las actividades cotidianas que tienen como objetivo elaborar programas, evaluaciones y controles de la producción para satisfacer el Programa Maestro, conjugando capacidad disponible y máxima eficiencia. Un concepto muy ligado al de control de producción es el de inventarios. Varias filosofías describen estos esquemas de manera muy clara: Justo a Tiempo (JIT) y Tecnología de Producción Optimizada (OPT) son algunas de ellas. La Tecnología de Producción Optimizada es la filosofía detrás de la Teoría de las Restricciones. Este método se puede sintetizar de la siguiente manera; en primer lugar, se programa la producción para el recurso cuello de botella, este programa se traslada al origen del flujo de materiales en forma de permiso para comenzar la producción y a ésto se le denomina tambor. La anticipación con la que se proporciona este permiso depende de las irregularidades del sistema que se gestiona, y a ésto se le conoce como cuerda. De este modo no se establece un calendario para los distintos centros de trabajo, sino que éstos deben procesar las órdenes tan rápido como puedan (Mula, 2005). Las aplicaciones de esta filosofía se han presentado en el aparte relativo a programación de producción. El Justo a Tiempo (JIT) es el cambio de paradigma de un grupo teórico sobre los sistemas MRP II. El esquema de producción JIT está caracterizado por el trabajo en pequeños lotes y el control de la producción por medio de un sistema de información denominado Kanban. Esta filosofía de manufactura ha sido ampliamente difundida y sus repercusiones estudiadas por numerosos investigadores. Actualmente, se enmarca dentro de los patrones de la Manufactura Esbelta, que se ha definido como un conjunto de herramientas cuyo objetivo principal es eliminar el desperdicio como tiempo, espacio, personas, material, retrabajos, inventarios, entre otros (Shah y Ward, 2003). Numerosos investigadores han explorado las ventajas y desventajas del JIT. González (2000) presenta un estudio sobre cuáles son los problemas que están afrontando los proveedores de primer nivel en la industria española del automóvil, tras la adopción de sistemas de aprovisionamiento JIT por parte de sus clientes y señala que los problemas de inventario de las ensambladoras no han desaparecido, sólo se han desplazado a los almacenes de los proveedores y Álvarez (2002) realizó un estudio similar en México encontrando resultados muy parciales. Por su parte, Zijm (2000) resalta que muchos autores abogaron por enfatizar la estabilidad de los tiempos 113 de entrega internos y no prestaron atención al tiempo que pasaban las órdenes de trabajo esperando a ser liberadas. Sin embargo, Sáenz et al. (2006) señalan que dentro de las buenas prácticas de la logística en una comunidad europea, estaban indicadores como la satisfacción del cliente, reducción de plazos de entrega y reducción de inventarios, como los principales factores de evaluación de la gestión logística de diversos tipos de empresas y que éstos resultados estaban asociados a JIT dentro de las cadenas de suministro. Rodríguez y Mendoza (2007), en un artículo de revisión documental, señalan que en las empresas en las que se ha establecido el JIT, se evidencia una marcada distancia entre modelo y realidad, por cuanto su aplicación está limitada a pequeños cambios que no modifican de manera sustancial la organización de la producción. Nuevos sistemas de fabricación La aparición de paquetes informáticos que permiten la resolución de problemas complejos en un tiempo muy corto ha permitido el desarrollo de nuevas formas de gestión de los sistemas productivos, que destacan la idea de ver los sistemas de fabricación como seres complejos para establecer símiles con sociedades humanas, enjambres de insectos o seres vivos. En tal sentido aparecen nuevos paradigmas tales como Sistemas de Fabricación Holónicos, Sistemas de Fabricación Biónicos, Fabricación Fractal o Fabricación Basada en Agentes (Tharumarajah 1998). Los sistemas de fabricación holónicos son los que más interés han despertado en los últimos años. Su fuente de inspiración es la organización de los sistemas observados en la naturaleza (Tiwari 2002). Están co mpuestos por unas uni dades autónomas denominadas holones que poseen cierto grado de independencia y capacidad de decisión ante ciertas contingencias, de forma que no necesitan solicitar instruccio nes a una autoridad s uperio r. Simultáneamente están sujetos al mando múltiple de autoridades superiores. De esta forma, los sistemas constituidos por holones combinan los mejores rasgos de las organizaciones jerárquicas y de las horizontales. la literatura especializada y que permiten identificar las bondades y desventajas de tales sistemas de planificación y control de la producción. Uno de los mayores desafíos es adaptar tales enfoques a la realidad doméstica de plantas con grandes volúmenes de importación. A medida que se han desarrollado paquetes informáticos que realizan cálculos complejos en una menor cantidad de tiempo, y considerando una cada vez mayor cantidad de variables, los planificadores han decidió utilizar la HPP como herramienta para la toma de decisiones. Esto ha permitido mejorar los márgenes de rentabilidad al incorporar en el análisis, variables no sólo de orden cuantitativo sino que también se han podido ajustar variables cualitativas que permiten aumentar la sensibilidad de las maniobras de planificación y producción. Al observar la evolución de los sistemas de producción, se identifica una tendencia de estas filosofías hacia la auto organización de sus elementos y la gestión horizontal. En este sentido, emerge una nueva generación de esquemas de fabricación que promueven la sinergia entre los eslabones de la cadena de producción, de manera de aprovechar la máxima capacidad de todos los involucrados al menor costo posible a través de la construcción de sistemas informáticos, que modelan la situación real de trabajo y que en muchos casos también colaboran con la labor logística y operacional de las fábricas. REFERENCIAS Acevedo, J. y Mejía G. (2006) ‘‘ Programación Reactiva y Robusta de la Producción en un Ambiente Sistema de Manufactura Flexible: Llegada de Nuevas Órdenes y Cambios en la Prioridad de las Órdenes de Trabajo’’. Universidad de los Andes. Bogotá, Colombia. Álvarez, M. (2002) ‘‘Cambios en la industria automotriz frente a la globalización: el sector autopartes en México’’. Revista Contaduría y Administración. N’ 206. Araúzo, J., de Benito, J., del Olmo, R., Sanz, P. (2004) ‘‘Situación actual y expectativas de los sistemas de fabricación basados en agentes’’ VIII Congreso de Ingeniería de Organización. Leganés. CONCLUSIONES De la revisión bibliográfica realizada, su análisis y discusión, se puede verificar que los conceptos MRP y JIT siguen vigentes; sólo se han hecho adiciones a los paradigmas y tal situación queda demostrada por la cantidad de implantaciones que se han reportado en 114 Correa, A., Rodríguez, E., Londoño, M. (2008) ‘‘Secuenciación de operaciones para configuraciones de planta tipo flexible Job Shop: Estado del arte’’ Revista Avances en Sistemas e Informática, Vol. 5, No. 3, Diciembre de 2008. Medellín, ISSN 16577663. Chang, S. C. y Hsieh, F. (1992) ‘‘Order and Production Scheduling/Rescheduling for Flow Shops’’, en Proceedings of the IEEE International Conference on Robotics and Automation (Niza, Francia, 1992). Computer Society Press, Vol. 2, pp. 1173-1178. Cho, H. (1998) ‘‘Petri net models for message manipulation and event monitoring in an FMS cell’’. International Journal of Production Research, Vol. 36, No. 1, Enero (1998), pp. 231 – 250. Dante, O., Corominas, A., Lusa, A. (2007) ‘‘Estado del arte sobre planificación agregada de la producción’’. Estado del arte sobre planificación agregada de la producción. Tesis doctoral, Universidad Politécnica de Cataluña, Instituto de la organización y sistemas industriales: Barcelona. Dante, O., Corominas, A., Lusa, A. (2008) ‘‘Modelo de planificación agregada de la producción, la plantilla, el tiempo de trabajo y la tesorería’’. EOLI: Enginyeria d’Organització i Logística Industrial. Universidad Politécnica de Cataluña. Domínguez Machuca, J.A., Álvarez Gil, M.J., Domínguez Machuca, M.A., García González, S., Ruiz Jiménez, A. (1995) ‘‘Dirección de Operaciones. Aspectos tácticos y operativos en la producción y los servicios’’. Editorial McGraw-Hill. Fung, R.Y.K., Tang, J., Wang, D. (2003). ‘‘Multiproduct aggregate production planning with fuzzy demands and fuzzy capacities’’. IEEE Transactions on Systems, Man, and Cybernetics-Part A: Systems and Human, Vol. 33, No. 3, pp. 302-313. Gradisar, D. y Music, G. (2007) ‘‘Production-process modelling based on production-management data: a Petri-net approach’’. International Journal of Computer Integrated Manufacturing, Vol. 20, No. 8, pp. 794810(17) Goldratt, E.M. y Cox, J. (1986) ‘‘The Goal: A process of ongoing improvement’’, North River Press, Massachusetts, USA. González, J. (2000) ‘‘Aprovisionamiento Just-In-Time en la Industria del Automóvil: El Reto de los Proveedores de Primer Rango’’, Dirección y Organización, Vol. 24, pp. 51-60. Gómez. P. (2007) ‘‘Un nuevo Algoritmo Genético Basado en un Si stema Multiagente para la Programación de la Producción en un Taller de Flujo Híbrido’’. International Conference on Industrial Engineering y Industrial Management – CIO. Haan, J., Yamamoto, M. y Lovink, G. (2001) ‘‘Production Planning in Japan: Rediscovering Lost Experiences or New Insights?’’ International Journal of Production Economics, Vol. 71, pp. 101-109. Hax, A.C. y Meal, H.C. (1975) ‘‘Hierarchical Integration of Production Planning and Scheduling’’, Geisler (ed.), Logistics. Studies in the Management Sciences, vol. 1, Elsevier, Netherlands. Heizer, J., Render, B. (2001). ‘‘Dirección de la producción-Decisiones tácticas’’. Sexta Edición. Editorial Prentice-Hall. Hall, N. G. y Potts, C. N. (2004) ‘‘Rescheduling for New Orders. Operations Research’’. Vol. 52 No. 3, pp. 440 – 453. Honghong, Y., y Zhiming, W. (2003) ‘‘The application of Adaptive Genetic Algorithms in FMS dynamic rescheduling’’. International Journal of Computer Integrated Manufacturing, Septiembre 2003, Vol. 16, No. 6, pp. 382- 398. Illada, R. y Maneiro, N. (2005) ‘‘Optimización del manejo de materiales en una empresa fabricante de cremas dentales mediante métodos evolutivos’’. Revista Ingeniería Industrial, Vol. XXVI, No. 1. Jonsson, P. y Mattson, S.A. (2002) ‘‘The selection and application of material planning methods’’, Production Planning and Control, Vol. 13, No. 5, pp. 438-450. Jaramillo, J., Correa, F. y Jaramillo, R. (2009) ‘‘Desarrollo de un Método Basado en algoritmos Genéticos y Programación Lineal Para la Solución de un problema de Corte Unidimensional.’’ Cuarto Congreso Colombiano de Computación 4CCC. Sociedad Colombiana de Computación. Jia, G. y Cheng, Y. (2007) ‘‘Reengineering method of production system based on theory of constraint and system dynamics’’. Computer Integrated Manufacturing Systems, No. 4. Liu, N.K. y Dillon, T. (2007) ‘‘An approach towards the verification of expert systems using numerical petri nets’’. Department of Computer Science. International Journal of Intelligent Systems. Vol. 6, No. 3, pp. 255 – 276. 115 Miranda Gonzalez, F.J., Rubio, S., Chamorro, A. y Bañegil, T. (2005) ‘‘Manual de dirección de operaciones’’. Editorial Thomson.. Morales, J. (2006) ‘‘Propuesta para implementar un sistema de programación de la producción bajo la teoría de las restricciones, en una empresa de artes gráficas’’. Trabajo de grado para optar al título de especialista en Logística Industrial. Universidad de Antioquia. Mula, J. y Poler, R. (2001) ‘‘Sistema MRP Frente al Enfoque Tradicional en la Planificación y Control de la Fabricación de Calzado. Un Caso Práctico’’. IV Congreso de Ingeniería de Organización, Actas del Congreso, pp. 231-239. Mula, J., Poler, R. y García, J. (2005) ‘‘Evaluation of Production Planning and Control Systems’’. Universidad Politécnica de Valencia, Dpto. Organización de Empresas, Escuela Politécnica Superior de Alcoy. Información Tecnológica, Vol. 17, No. 1, pp. 19-34. Murata, T. (1989) ‘‘Petri nets: Properties, analysis and applications’’. Proceedings of the IEEE Ohno, T. (1991) ‘‘El sistema de producción Toyota: más allá de la producción a gran escala’’. Editores Gestión 2000. España. ISBN: 84-86703. Orlicky, J. (1975) ‘‘Material Requirements Planning’’, Editorial McGraw Hill, Londres, Reino Unido. Pan, C. H. y Chen, J. S (1997) ‘‘Scheduling Alternative Operations in Two-Machine Flo w-Shops’’. J. Operational Research Society, Vol. 48, No. 5, pp. 533540. Petty, D.J., Stirling, M.D., Travis, L.C. y Bennett, R. (2000) ‘‘Conditions for the Succesful Implementation of Finite Capacity/MRPII Hybrid Control Systems’’, Proceedings of the Institution of Mechanical Engineers, Part B, Journal of Engineering Manufacture, Vol. 214, pp. 847-851. Qiu, M., Fredendall, L. y Zhu., Z. (2001) ‘‘Application of hierarchical production planning in a multiproduct, multimachine environment’’. International Journal of Production Research, Vol. 39, No. 13, Septiembre 2001, pp. 2803 – 2816. Rojas, J. y Escudero, S. (2000) ‘‘Reprogramación de operaciones en procesos de producción: Complejidad y alternativas de resolución’’. Instituto Politécnico Nacional, México D.F. 116 Rojas, J. (1996) ‘‘Evaluación de Estrategias de Reacción ante Perturbaciones de Sistemas Flexibles de Producción’’. Avances en Ingeniería de Sistemas y Educación Tecnológica (1er. Congreso Internacional de Ingeniería Electromecánica y Sistemas, México D.F., pp. 56-62. Rodríguez, M y Mendoza, H. (2007) ‘‘Sistemas productivos y organización del trabajo: Una visión desde Latinoamérica’’. Gaceta Laboral, Agosto 2007, Vol. 13, No. 2, pp. 218-241. Shah, R. y Ward, P. (2003) ‘‘Lean Manufacturing: Context, Practice Bundles, and Performance’’. Journal of Operations Management, Vol. 21, pp. 129-149. Saénz, J., Lambán, M., García, C., Royo, J. y Calahorra, R. (2006) ‘‘Buenas prácticas en la gestión de la cadena de suministro: Estudio Empírico’’. Tercera convocatoria de proyectos de investigación sobre economía aragonesa de FUNDEAR. Singhal, J. y Singhal, K. (2006) ‘‘Holt, Modigliani, Muth, and Simons work and its role in the renaissance and evolution of operations management’’. Journal of Operations Management. Sun, J. y Xue, D. (2001) ‘‘A dynamic reactive scheduling mechanism for responding to changes of production orders and manufacturing resources’’. Computers in Industry, Vol. 46, No. 2, pp. 189–207. Sinhvi, A., Madhavan, K.P. y Shenoy, U.V. (2004). ‘‘Pinch analysis for aggregate production planning in supply chains’’. Computers and Chemical Engineering, Vol. 28, pp. 993-999. Tang, J.F., Fung, R.Y.K. y Yung, K.L. (2003) ‘‘Fuzzy modelling and simulation for aggregate production planning’’. International Journal of Systems Science, Vol. 34, pp. 12-13. Tsai, W., Lai, C. y Chang, J. (2007) ‘‘An algorithm for optimizing joint products decision based on the Theory of Constraints’’. International Journal of Production Research, Vol. 45, No. 15, pp. 3421-3437(17). Tharumarajah, A., Wells, A.J y Nemes, L. (1998) ‘‘Comparison of Emerging Manufacturing Concepts’’. CSIRO Manufacturing Science y Tecnology, Australia. Tiwari, M. K. y Samrat, M. (2002) ‘‘Application of an Auto nomous Agent Network to Support the Architecture of a Holonic Manufacturing System’’. Int. J Adv. Manuf. Technol. Vol. 20, pp. 931–942. Tisher, I. y Carrión, A. (2003) ‘‘La planificación jerárquica y su aplicación a la cosecha de la caña de azúcar’’. Ingeniería y Competitividad. Vol. 4, pp. 4252. Torres, J. (2006) ‘‘Descomposición robusta de horizontes temporales en planificación de la producción’’. Universidad de Los Andes, Departamento de Ingeniería Industrial, Bogotá, Colombia. Fecha de recepción: 6 de mayo de 2010 Fecha de aceptación: 8 de junio de 2010 Vicens, E. (1988) ‘‘Sistema Integrado de Gestión de Producción en una Empresa de Muebles. Planifi­cación Jerárquica y de Requerimiento de Materiales’’. Tesis Doctoral. Universidad Politéc­nica de Valencia, España. Vicens, E., Alemany, M., Andres, C. y Guarch , J. (2001) ‘‘A design and application methodology for hierarchical production planning decision supports systems in an enterprise integration context’’. International Journal of Production Economics, Vol. 74, pp. 5-20. Vollmann, T.E., Berry, W.L. y Whybark, D.C. (1992) ‘‘Manufacturing Planning and Control Systems’’. 3ª Edition, Irwin, Homewood, Illinois. Watson, J., Blackstone, J. y Gardinerc, S. (2007) ‘‘The evolution of a management philosophy: The theory of constraints’’. Journal of Operations Management, Vol. 25, No. 2, pp. 387-402. Yamamoto, M. y Nof, S. Y. (1985) ‘‘Scheduling / Rescheduling in the Manufacturing Operating System Environment’’. International Journal Production Research, Vol. 23, No. 4, pp. 705 – 722. Yan, H.S., Zhang, X.D. y Jiang, M. (2004) ‘‘Hierarchical production planning with demand constraints’’. Computers and Industrial Engineering, Vol. 46, pp. 533­551. Yan, H. (2003) ‘‘Practical solution approaches to solve a hierarchical stochastic production planning problem in a flexible automated workshop in china’’. IIE Transaction, Vol. 35, pp. 113-115. Zi jm, W. H.M. (2000) ‘‘To wards I ntel li gent Manufacturing Planning and Control Systems’’, OR Spektrum, Vol. 22, pp. 313-345. Zou, L., Gou, D., Sun, C. y Gao, D. (2009) ‘‘Workflow Modeling for Cooperative Production Development Based upon Advanced Petri Net’’. Key Engineering Materials, Vols. 392-394, pp. 810-815. 117