Procesos de Fabricación I
Anuncio

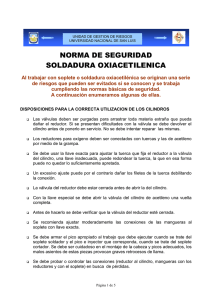
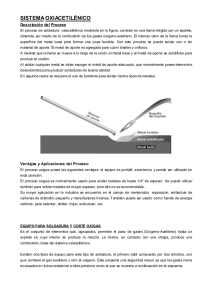
Procesos de Fabricación I. Guías 9 y 10 0 Procesos de Fabricación I Procesos de Fabricación I. Guías 9 y 10 1 Facultad: Ingeniería Escuela: Ingeniería Mecánica Asignatura: Procesos de Fabricación 1 Tema: Soldadura oxiacetilénica Objetivo Al finalizar la práctica, el alumno (a) será capaz de: Definir correctamente el concepto de soldadura teoría estudiada en la práctica de taller. oxiacetilénica según Listar al menos tres tipos de gases utilizados en soldadura con llama sin equivocarse. Listar al menos tres tipos de materiales que se pueden soldar con el proceso de soldadura oxiacetilénica sin equivocarse Utilizar el equipo de soldadura oxiacetilénica para efectuar cordones por fusión y aporte de material aplicando las normas de seguridad correctamente. Identificar una instalación de gases centralizada para soldadura oxiacetilénica observando la distribución del equipo en no más de 2 minutos. Contenido INTRODUCCIÓN TEÓRICA. Definición: Es un procedimiento de fusión con llama (fuente de calor) que permite unir piezas ferrosas y no ferrosas, utilizando el calor producido por la combustión de la mezcla de los gases oxígeno- acetileno u oxígenopropano. Con estos procesos se puede soldar con o sin material de aporte; cuando este es de la misma naturaleza de las piezas a unir se le llama soldadura autógena. El contenido de los gases necesarios para llevar a cabo la soldadura oxiacetilénica viene envasado en cilindros metálicos cuyas características son: El cilindro para el oxígeno generalmente es de color verde, según normas, y debe ser fabricado de un material que soporte una presión de 2200psi y que a la vez tenga propiedades de elasticidad. Para comprobar si está manteniendo su elasticidad se le hacen pruebas hidrostáticas. El cilindro para el acetileno [Carburo de calcio + Agua (CaC2 + H2O)] generalmente es de color rojo, de acuerdo a normas, este debe soportar una presión de 340psi. El gas acetileno por ser un gas artificial no se puede comprimir a mas de 15psi; para poder comprimirlo a 340psi el cilindro de acetileno tiene una característica peculiar la cual consiste en contener, dentro Procesos de Fabricación I. Guías 9 y 10 2 del cilindro, una masa porosa (panal de asbesto) con acetona el cual es un componente que hace mas compresible dicho gas. Es recomendable recargar el cilindro de acetileno con un residuo de aproximadamente 10 psi de presión. Las mangueras están diseñadas para trabajar bajo una presión de 200psi máximo. La función de los manómetros es la de proporcionar una lectura de presión y así poder reducir una presión alta a una presión baja, con el propósito de evitar daños a los controladores ó válvulas del soplete; ya que la presión de trabajo para la tarea de soldadura es: 20 psi el O2 y 5 psi el C2H2; y para cortar las presiones de operación son: 40 psi para el O2 y 5-7 psi para el C2H2. Es necesario destacar que son tres tipos de procesos, de acuerdo con la presión de trabajo del acetileno (C2H2). Alta presión. Cuando el acetileno trabaja a una presión que varia entre 4.26 a 7.1 psi. Mediana presión. Cuando el acetileno trabaja a una presión que varia entre 1.42 a 4.26 psi. Baja presión. Cuando el acetileno es mantenido a una presión común, descontando las perdidas de las válvulas y los conductos Este proceso se vuelve ineficiente al soldar materiales con un espesor mayor a los 6mm, ya que implica mayor tiempo al soldar y mayor costo. El diámetro de la varilla del material de aporte debe ser igual a la mitad del espesor de la chapa más un milímetro. Por ejemplo para una chapa de 2mm la varilla será Ø = 2/2 + 1 = 1 + 1 = 2mm; para una chapa de 4mm la varilla será Ø = 4/2 +1 = 2 +1 = 3mm. MATERIALES QUE SE PUEDEN SOLDAR CON EL PROCESO OXIACETILENO: Antimonio Aluminio Latón Bronce Cobre Fundición > del 1.8 ó 2.2 % de C Estaño Acero En los aceros, el cuidado que se debe tener es el de no eliminar ciertas propiedades de dureza debido al calentamiento excesivo. Para los aceros medios y altos al carbono el efecto térmico del calentamiento es significativo, no así para el acero inoxidable ya que a este último le elimina completamente las propiedades que lo caracterizan; por lo tanto, este proceso de soldadura no es aplicable para el acero inoxidable. TIPOS DE LLAMAS DE OXIACETILENO. La temperatura alcanzada can la llama oxiacetilénica, es de 3200 ºC (5792 ºF) en la punta del dardo; para facilitar el trabajo del soldador, se establecieron tres tipos de llamas • Llama carburante o reductora • Llama neutra o normal • Llama oxidante Procesos de Fabricación I. Guías 9 y 10 3 La llama carburante se caracteriza por tener más acetileno que oxígeno. Son temperaturas bajas por lo que se utiliza para soldar materiales con punto de fusión bajo. La llama neutra tiene la característica de soldar materiales como aquellos donde se utiliza la llama carburante, con la diferencia que con esta llama se debe actuar con mayor velocidad por las mismas características de oxígeno. Es la llama correcta para soldar aceros; se ha agregado la cantidad exacta de oxígeno al acetileno, cuando esta llama se aplica al acero este se calienta muy rápido pero no afecta a la soldadura de ningún modo. La llama oxidante en este tipo de llama, la proporción de oxigeno es mayor que la de acetileno, observándose una disminución en el dardo o cono brillante; se utiliza por lo general para soldar latón, sin embargo se necesita mucha habilidad por parte del operador. Esta llama también consta de dos partes: un cono exterior y un cono interior puntiagudo; hay también un silbido en la boquilla, este silbido produce un sonido áspero muy diferente del sonido suave de la llama neutra. En la Fig. 1 se muestran las características de las cuatro llamas antes mencionadas. Fig. 1 Características de las llamas Procesos de Fabricación I. Guías 9 y 10 4 Materiales y Equipo Lámina negra de 2 ½ “ x 3/64 “ x 100mm Alambre de amarre Botella de acetileno y de oxígeno Manómetros de alta y baja presión para ambos tipos de gases Juego de sopletes y boquillas de soldadura Herramientas necesarias para instalación de accesorios Cepillo de alambre Tenaza alicate Procedimiento PASOS PARA ARMAR EL EQUIPO DE SOLDADURA OXIACETILENA. Existe una rutina que se debe seguir, la cual se estableció para proteger al operario y el equipo 1. Amarre los cilindro con una cadena a un conservándolos en posición vertical. (Fig. 2) 2. 3. Quite las tapas que protegen las válvulas. (Fig. 3) 4. Compruebe que no están dañadas las roscas del cilindro y del regulador. Acople el regulador de oxígeno al cilindro de oxígeno y el regulador de acetileno al cilindro de acetileno. (Fig. 5) 5. Compruebe que ha sacado el tornillo ajustador de presión. Soplete el polvo que puede haber en el regulador. Esto se hace abriendo lentamente la válvula y luego manteniendo el tornillo ajustador de presión hasta que empieza a fluir el gas por la abertura donde se conectará la manguera. Cierre la válvula del cilindro y regrese el tornillo ajustador de presión. Siga esta rutina con los dos reguladores.(Fig. 6) 6. Acople la manguera de oxígeno al regulador de oxígeno y la manguera de acetileno al regulador de acetileno. Antes compruebe que las roscas no estén dañadas. (Fig. 7) 7. Acople el otro extremo de la manguera a la admisión de oxígeno del soplete y la manguera de acetileno en el lado correspondiente del soplete. Antes debe comprobar que las roscas no estén dañadas. Recuerde que la manguera de oxígeno es verde y tiene roscas derechas y que la manguera de acetileno es roja y tiene roscas izquierdas. 8. 9. Acople la boquilla de soldar al soplete. objeto estacionario Sople el polvo de la conexión del regulado abriendo y cerrando la válvula rápidamente. (Fig. 4) Asegúrese de que no apunte a nadie con la salida de la conexión, manténgalo retirado de cualquier llama. Párese por un lado mientras sopletea el polvo. Abra lentamente las válvulas de los cilindros de oxígeno y de acetileno. Recuerde que debe abrir totalmente la de oxígeno y 1 ½ vueltas la de acetileno. Procesos de Fabricación I. Guías 9 y 10 5 10. Asegúrese de que las válvulas de aguja del soplete estén cerradas. Introduzca uno por uno, los tornillos ajustadores de presión, hasta obtener la presión deseada. El equipo se encuentra armado y listo para revisarlo buscando fugas. Fig. 2 Fig. 4 Fig. 3 Fig. 5 Procesos de Fabricación I. Guías 9 y 10 Fig. 6 6 Fig. 7 PASOS PARA EL ENCENDIDO DEL SOPLETE 1. Compruebe que el equipo está completamente armado y las válvulas del soplete cerradas. 2. Después de seguir las reglas indicadas anteriormente, abra las válvulas principales de los cilindros o de las líneas de gas. 3. Establezca la presión deseada en los manómetros, metiendo los tornillos ajustadores de presión uno por uno. 4. Sostenga el soplete con una mano con las válvulas hacia arriba, y sostenga el encendedor con la otra mano. 5. Abra la válvula de acetileno del soplete ¼ de vuelta o menos. 6. Mantenga el encendedor cerca de la boquilla y encienda el gas. 7. Abra completamente la válvula del acetileno (o menos) del soplete. 8. Abra despacio la válvula del oxígeno del soplete. PASOS PARA EXTINGUIR LA LLAMA. a. Cierre totalmente la válvula de acetileno del soplete. b. Cierre totalmente la válvula de oxígeno del soplete. c. Recuerde que para cerrar las válvulas en los cilindros estas deben girarse a la derecha. La válvula de acetileno se cierra primero para evitar depósitos de carbón en la boquilla. PRÁCTICA: Atienda las instrucciones del responsable del laboratorio y realice las operaciones siguientes: 1° Corrimiento de cordón de soldadura por fusión sin material de aporte. Dirija el soplete hacia la izquierda, que forme con la superficie del material un ángulo entre 60° y 70°, haciendo movimiento de costura en óvalos. 2° Soldadura a la izquierda con material de aporte. Soldadura a la izquierda o hacia delante; es el método clásico de soldadura y es aplicable a toda clase de metales y aleaciones, indicado Procesos de Fabricación I. Guías 9 y 10 7 hasta para chapas de espesores de 6mm. Para metales con punto de fusión bajo el ángulo entre el soplete y la pieza a soldar estará entre 25° y 45°. Cuando es necesaria mayor penetración el ángulo se eleva hasta los 90°. 3° Unión a tope con soldadura oxiacetilénica. Fije la pieza por puntos de soldadura, dejando entre los bordes una separación equivalente a la mitad el espesor de la pieza a unir, aproximadamente. Para la obtención del cordón, se da al soplete un movimiento de oscilación, al empezar debe ser mas lento hasta que se inicie la fusión; cuando se llega al final el cordón de soldadura tiende a ensancharse, por lo que se debe aumentar la velocidad de avance del soplete. Si una vez comenzada la soldadura se debe interrumpir por cualquier causa, será necesario calentar el cordón en los últimos 2 a 20mm, antes de reiniciar el trabajo. NOTA: DEBE REGULAR LAS PRESIONES PARA UN PROCESO DE SOLDADURA; 5psi PARA EL ACETILENO y 20psi PARA EL OXÍGENO. Investigación Complementaria 1. Investigue ampliamente sobre los procesos de corte por plasma y oxicorte. Tenga en cuenta que deberá incluir introducción, objetivos, características, ventajas, desventajas, entre otras. No olvidar las conclusiones. 2. En que consiste la centralización de un sistema oxiacetilénico. Incluya un diagrama de este tipo de sistema. Nota: reporte de 3 a 4 páginas, sin incluir la portada. Bibliografía Manual de Soldador OXGASA Soldadura, Aplicaciones y Prácticas o Henry Horwitz o Editorial Alfaomega Tecnología de los Procesos de Soldadura o P. T. Houldcroft o Editorial Ceac Manual de Soldadura con Llama o Gonzáles Vásquez, J.