Tecnología del Agua, Marzo 2008
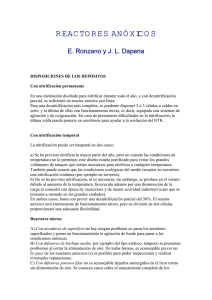
Anuncio

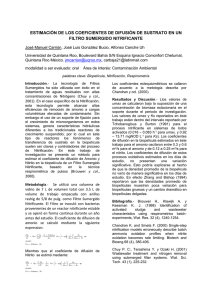
ARTICULOS Resumen Se presentan los resultados de experimentación en planta piloto que, junto con los resultados de simulaciones de modelos matemáticos, han permitido evaluar el potencial del proceso híbrido HYBAS con nitrificación en biopelícula y en suspensión. Se experimentó durante un año con un proceso UCT minimizando el tiempo de retención hidráulico (TRH) y se abarcó diferentes condiciones operacionales de temperatura, de tipo de relleno y de agua decantada y bruta. Respecto a la nitrificación se llega a la conclusión de que es posible nitrificar a 13 ºC satisfactoriamente con un TRH aerobio de 2,7 horas, empleando relleno K1 O K3 de AnoxKaldnes. Para un proceso de fangos activos típico de biodegradación aerobia de materia orgánica que opera con un TRH de 4 horas se considera que es posible su remodelación a proceso híbrido HYBAS con eliminación de nitrógeno manteniendo el TRH, mediante el empleo de una postdesnitrificación con metanol. Palabras clave: EDAR, remodelación, proceso híbrido, lecho móvil, nitrificación en biopelícula, eliminación de nitrógeno y fósforo. 294 / MARZO / 2008 Abstract The HYBAS hybrid process with moving bed, an effective alternative for upgrading existing urban WWTP The present work shows the experimental results in a pilot plant together with mathematical model simulation results, allowing the evaluation of the potential of the HYBAS hybrid process for nitrification both in biofilm and in suspension. The UCT process was applied in the experimental test over one year, minimising the hydraulic retention time (HRT). Different operational conditions were covered such as temperature, carrier type and raw and settled urban wastewater. Regarding nitrification, it is concluded that it is possible to nitrify satisfactorily at 13 ºC using an aerobic HRT of 2.7 hours and K1 or K3 carriers from AnoxKaldnes. A typical activated sludge process for carbon removal using HRT of 4 hours is possible to be upgraded applying the HYBAS hybrid process for nitrogen removal, maintaining HRT, by using a postdenitrication reactor with methanol. Keywords: WWTP, remodelling, hybrid process, moving bed, nitrification in biofilm, nitrogen and phosphorus removal, upgrading WWTP. 54 TECNOLOGIA DEL AGUA TECNICOS Proceso híbrido con lecho móvil HYBAS, una eficaz alternativa para la remodelación de EDAR urbanas existentes Por:Gorka Zalakain, director técnico (*); Asun Larrea, responsable de I+D (**); Jorge J. Malfeito, director de I-D (***); Jon Albizuri, ingeniero químico (****); Luis Larrea, doctor ingeniero industrial e investigador principal (****) (*) AnoxKaldnes, S.L. Portuetxe, 23 B, Oficina 1-1 20018 San Sebastián (Guipúzcoa) Tel.: 943 315 225 E-mail: goz@anoxkaldnes.com (**)Acciona Agua Centro de Tecnología e I+D Avda. de las Garrigues, 22 - 08820 El Prat de Llobregat (Barcelona) Tel.: 933 351 500 E-mail: jorgejuan.malfeito.sanchez@acciona.es (**)ATM, S.A. Epele Bailara 29 20120 Hernani (Guipúzcoa) Tel.: 943 331 838 E-mail: alarrea@atmsa.com CEIT- IK4 Research Alliance & TECNUN (Universidad de Navarra) (****) C/ Manuel Lardizábal, 15 - 20018 San Sebastián (Guipúzcoa) Tel.: 943 212 800 E-mail: llarrea@ceit.es L 1. Introducción a eutrofización de aguas es uno de los problemas medioambientales más importantes en España y Europa para alcanzar los objetivos de la Directiva Marco del Agua 60/2000/CE (DMA). En concordancia, el Ministerio de Medio Ambiente ha ampliado recientemente las zonas sensibles a eutrofización desde 5 a unos 25 millones de habitantes equivalentes (he), lo cual concierne directamente a las estaciones depuradoras de aguas residuales (EDAR) que vierten a dichas aguas receptoras. En el marco del Plan Nacional de Saneamiento y Depuración 1995-2005, se han construido más de 500 EDAR para núcleos urbanos de más de 15.000 he con una carga superior a 50 mi- llones he. La entrada en vigor de la nueva declaración demandará la remodelación y/o ampliación de una elevada cantidad de EDAR. Ante esta situación se visionan dos escenarios. El escenario 1 se centra en los procesos de fangos activos que sólo biodegradan materia orgánica (ΔC), que operan con tiempos de retención hidráulico (TRH) de unas 4 horas. Su ampliación a eliminación de nitrógeno (ΔN) conlleva un incremento del volumen de los reactores de en torno a 3 veces (HRT ≈ 10-12 horas), y para eliminación de fósforo biológica asciende a 14-16 horas, que en muchos casos con falta de espacio se convierte en un problema de gran entidad. El escenario 2 se centra en las EDAR que ya disponen de elimi- ARTICULOS a TECNICOS b c Figura 1. Soportes de AnoxKaldnes: a) K1, sup. esp. (SE) = 500 m2/m3 ; b) K3, SE = 500 m2/m3; y c) Biofilm Chip M, SE = 1.200 m2/m3. Figura 2. Esquema de planta piloto configurada con proceso UCT modificado. cialmente la capacidad de generar biopelícula con altas cantidades de biomasa nitrificante. Por ello, la adición de soportes solamente en reactores aerobios existentes permite reducir notablemente el volumen necesario para nitrificación. Así mismo, con la recirculación de fangos existente se mantienen altas concentraciones de biomasa en suspensión en los reactores restantes donde se puede llevar a cabo la desnitrificación y en su caso la eliminación de fósforo. Esta aplicación de proceso híbrido es relativamente reciente, siendo el proceso HYBAS de AnoxKaldnes el más extendido (Christensson et al., 2004, Rutt et al., 2006). El presente artículo presenta los resultados de experimentación en planta piloto que junto con los resultados de simulaciones de modelos matemáticos han permitido avanzar en el conocimiento de la interacción biopelícula-biosuspensión y evaluar el potencial del proceso híbrido para la remodelación de EDAR existentes en el marco del primer escenario descrito arriba. Los resultados del escenario 2 se publicarán en un posterior artículo. 2. Materiales y métodos 2.1. Materiales Se diseñó y construyó una planta piloto de pequeña escala con un volumen total para el tanque de biorreactores de unos 300 l en forma rectangular (1.420 x 530 x 400) y un decantador secundario de 40 l. Se realizó en PVC transparente y ofrecía la posibilidad de configurar cualquier variante de proceso que incluyera reactores anaerobios-anóxicos y aerobios, mediante el empleo de tabiques que se podían cambiar de posición longitudinalmente. 2.2. Métodos Para investigar el escenario 1 de remodelación y, en su caso, ampliación de una EDAR de biodegradación de materia orgánica, la planta TECNOLOGIA DEL AGUA 294 / MARZO / 2008 nación de nitrógeno y se trata de ampliarlas a eliminación de fósforo biológica, con el fin de evitar los costes asociados a una eliminación fisicoquímica. En adición, las características de sedimentación de los procesos de fangos activos con eliminación de nutrientes tienen tendencia al bulking filamentoso que provoca relevantes problemas de operación eficiente de la EDAR. Se considera que la alternativa tecnológica más sencilla actualmente en el mercado es añadir soportes de plástico para generar biopelícula y así transformar el proceso de fangos activos en un proceso híbrido con biomasa nitrificante en biopelícula y biomasa heterótrofa en suspensión. AnoxKaldnes es una empresa especializada en el empleo de soportes de plástico (Figura 1) para el tratamiento biológico de aguas residuales. En la década de los 90 ha instalado numerosas depuradoras (Rusten et al., 2000) aplicando su Kaldnes moving bed process (proceso Kaldnes de lecho móvil), que se caracteriza por realizar cualesquiera de los procesos de biodegradación: materia orgánica (ΔC), nitrificación y desnitrificación en las biopelículas generadas en los soportes con altas concentraciones de biomasa, por no emplear recirculación de fangos desde el decantador secundario y por no generar bulking filamentoso. Destaca espe- 55 ARTICULOS TECNICOS Figura 3. Variación de DQO filtrada, amonio y fosfato en el agua influente al proceso UCT. 294 / MARZO / 2008 Figura 4. Variación de SST y DQO total en el agua influente al proceso UCT. 56 piloto fue instalada en la EDAR de Gaikao de Legorreta (Guipúzcoa), que trata una aglomeración urbana de 70.000 he, y que cuenta con un proceso convencional de predesnitrificación-nitrificación por fangos activos y digestión anaerobia. En consecuencia, el agua residual presentaba unas características habituales (se detallan más adelante) que se adecuaban a la investigación propuesta. El tanque de biorreactores se configuró con el proceso UCT modificado de eliminación de nitrógeno y fósforo (Figura 2) con soporte AnoxKaldnes en los reactores aerobios. Ello permitía explorar el potencial y las limitaciones de los tres fenómenos involucrados: la TECNOLOGIA DEL AGUA nitrificación, la desnitrificación y la eliminación de fósforo, lo cual podría ser aplicable a cualquier caso de ampliación. El objetivo era delimitar los tiempos de retención hidráulico (TRH) mínimos factibles y evaluar las posibilidades de eliminar nitrógeno con un TRH de 4 horas que es un valor típico de procesos de fangos activos con eliminación de materia orgánica y el TRH mínimo necesario para ampliarla a eliminación de nitrógeno y fósforo. La distribución de zonas anaerobias, anóxicas y aerobias fue aproximadamente del 23, 40 y 37% respectivamente, teniendo en cuenta que la nitrificación con soporte iba a requerir un volumen menor que en fangos activos. El desarrollo experimental abarcó diferentes condiciones operacionales de temperatura, de tipo de relleno (K1 y BiofilmChip M) y de agua (decantada y bruta) con el fin de observar sus efectos en los tres fenómenos, especialmente en la nitrificación. La experimentación se extendió desde agosto 2005 a julio 2006. Cabe resaltar que un objetivo experimental primordial fue maximizar la nitrificación en biopelícula, ya que permitiría evaluar el potencial de los soportes de AnoxKaldnes. Para conseguirlo se trató de que el nitrógeno amoniacal en el efluente se mantuviera en lo posible con valores por encima de 1 mgN/l (2-5 mgN/l) para maximizar la penetración del sustrato (amonio) en la biopelícula y su tasa de nitrificación. Por la misma razón el oxígeno disuelto se mantuvo entre los 4 y 5 mg/l. En consecuencia, se decidió operar con caudales de alimentación relativamente altos de modo que el TRH se moviera alrededor de 8 horas. Asimismo, se decidió operar en general con sólidos suspendidos en el licor mezcla (SSLM) relativamente bajos (~ 2.000 mg/l), ya que el empleo de valores altos se pensaba que podría conllevar amonios en el efluente muy bajos y desviación de la nitrificación hacia la biomasa en suspensión en detrimento de la biopelícula, que es más eficiente. En las diferentes fases experimentales se realizaron ensayos en reactores discontinuos (ERD) incorporando sólo el soporte o sólo sólidos suspendidos con el fin de evaluar la tasa máxima de nitrificación (producción de nitratos) en cada caso, mediante la adición de amonio y oxígeno en exceso. De este modo se piensa que no había limitaciones de transferencia de sustrato (amonio) y oxígeno en la biopelícula y las tasas máximas obtenidas serían proporcionales a la cantidad de biomasa nitrificante bien en biopelícula o en suspensión. ARTICULOS Se realizaron tomas diarias de muestras compuestas en el influente y efluente de la planta piloto, midiendo SST, DQO, amonio, nitrato y fosfato. También se tomaron muestras puntuales en reactores para medir los sólidos suspendidos del licor mezcla (SSLM), nitrato en el reactor anóxico 1 y fosfato en reactor anaerobio. Para facilitar la explicación de los resultados experimentales y evaluar el potencial del proceso híbrido a través de simulaciones de casos de estudio, se desarrolló un modelo matemático del mismo a partir del modelo físico biopelícula MCB (Wanner et al., 1995) y del modelo bioquímico empleado para el proceso de fangos activos (ASM2d, Henze et al., 2000). El modelo global fue calibrado mediante los resultados experimentales tanto de la planta piloto como de los ensayos ERD. Todo ello a partir de la experiencia previa con el proceso MBBR (Larrea et al., 2007). TECNICOS Figura 5. Variación del TRH y TRS en proceso UCT. 3. Resultados y discusión del escenario 1 3.1.1. Fracción filtrada La DQO filtrada media fue de unos 150 mg/l, observándose valores altos de 200 mg/l y valores bajos en tiempos de lluvias de 80 mg/l. El nitrógeno amoniacal tenía un valor medio de 30 mg/l con picos de 45 y 20 mg/l. El ratio DQO filtrada/amonio se sitúo en el nivel de 5. El fosfato presentaba un valor medio de 4,5 mgP/l con picos de 7 y 3 mg/l. El ratio amonio/fosfato variaba en torno a 6. Todos estos valores se consideran típicos para una EDAR urbana cantábrica que dispone de digestión anaerobia de fangos Figura 6. Variación de la temperatura y SSLM en proceso UCT. 3.1.2. Muestra total Los sólidos suspendidos totales (SST) en el agua decantada (fase 1, agosto 2005-marzo 2006) tomaban valores relativamente bajos (de en torno a 75 mg/l) gracias al satisfactorio funcionamiento de la decantación primaria. La fracción de volátiles (fv) era del 85%. En la fase 2 (marzo-julio 2006), con agua bruta, el valor medio de SST se situó en unos 300 mg/l con una fv del 75%, observándose oscilaciones de entre 300 y 550 mg/l. La DQO total es la suma de la DQO filtrada y la DQO particulada asociada a los sólidos suspendidos volátiles (SSV). En la fase 1 el valor medio de la DQO total era de unos 250 mg/l y en la fase 2 era de 500 mg/l, lo que resulta en un ratio de DQO particulada/SSV en el nivel 1,6, que se considera normal. El NTK y el fósforo total del agua decantada eran del orden de 34 mgN/l y 6 mg/l, que resulta en un ratio de DQOT/NTK de 7,3 y en un DQOT/PT de 42. 3.2. Condiciones operacionales En la primera subfase 1 (agosto 2005-enero 2006) se empleó soporte K1 ocupando el 50% de los reactores aerobios. Después, en la segunda subfase (enero-marzo 2006), se cambió por soporte BiofilmChip M. En la fase 2 de agua bruta, se mantuvo el soporte BiofilmChip M. En las Figuras 5 y 6 se recoge la variación de las principales conTECNOLOGIA DEL AGUA 294 / MARZO / 2008 3.1. Características del agua influente En las Figuras 3 y 4 se recoge la fuerte variación que mostraron los parámetros de la fracción filtrada y muestra total del agua de EDAR Gaikao respectivamente. 57 ARTICULOS TECNICOS 294 / MARZO / 2008 Figura 7. Variación de amonio, nitrato y fosfato en el efluente del proceso UCT. 58 diciones operacionales. El resto se comentan en el texto. La puesta en marcha se realizó con temperaturas en el licor mezcla de entre 20 y 22 ºC. El tiempo de retención hidráulico (TRH), de sólidos (TRS) y los SSLM en el periodo (P1) fueron mantenidos relativamente altos, de 12 horas, 15 días y 3.000 mg/l, respectivamente, con el fin de facilitar la implantación y consolidación de la nitrificación. El caudal de recirculación de fangos desde el sedimentador secundario se mantuvo durante toda la experimentación en el 80% del caudal influente. El caudal de recirculación interna de licor mezcla desde el reactor aerobio al anóxico y desde éste al anaerobio también mantuvieron un ratio bastante constante del 250 y 100% respectivamente. La concentración de oxígeno disuelto en los reactores aerobios se mantuvo siempre entre 3 y 6 mg/l, de modo manual en la fase 1 con agua decantada y empleando un control automático en la fase 2. Posteriormente, en el periodo transitorio (PT), la temperatura fue disminuyendo, el TRH se redujo hasta 8-9 horas y los SSLM eran de unos 2.000 mg/l. Cabe resaltar que el licor mezcla no contenía filamentos y el índice de volumen de fangos (IVF) se situaba en 110-130 ml/g. En el periodo de invierno (P2) se llegó a una temperatura del agua TECNOLOGIA DEL AGUA de entre 9 y 13 ºC. Al cambiar de relleno (BiofilmChip M), el TRH se mantuvo en 9 h, pero el TRS se incrementó a 30-40 días con SSLM de 5.000 mg/l con el fin de favorecer la implantación de las nitrificantes. Ello no fue suficiente y fue necesario aumentar la temperatura del agua, incorporando resistencias a los reactores aerobios (periodo P3). Una vez conseguida la nitrificación, se eliminaron las resistencias y se operó a la temperatura de 1113 ºC. En concordancia, el TRS se bajó hasta unos 10 días y los SSLM descendieron hasta 2.000 mg/l. En la fase 2, con agua bruta, la temperatura fue incrementando en el periodo transitorio (PT) desde 15 a 22 ºC y el TRH se mantuvo en 7-8 horas. El TRS se redujo inicialmente para mantener SSLM en 2.000 mg/l pero condujo a un funcionamiento insatisfactorio. Por ello, finalmente (periodo P4) se decidió operar con TRS mayor y SSLM de unos 4000 mg/l. 3.3. Nitrificación 3.3.1. Descripción de resultados La Figura 7 muestra que al final del periodo inicial (P1) la nitrificación fue total (N-NH4 efluente < 1mg/l) y las tasas de nitrificación máxima obtenidas en ensayos en reactores discontinuos (ERD) mostraron valores (corregidos a 15ºC) de 260 gN/m3·d en la biopelícula del reactor aerobio R1 que, para K1 con 50%, corresponde a 1 gN/m2·d y de 100 gN/m3·d en la biosuspensión. Ello indicaba que se había conseguido implantar satisfactoriamente la biomasa nitrificante en el relleno y que la nitrificación en suspensión era significativa. En el periodo transitorio y en P2 con bajada de la temperatura y reducción del TRH y TRS, la nitrificación presentó altibajos apreciándose valores de nitrógeno amoniacal de entre 1 y 10 mgN/l. En los días de lluvias intensas, disminuía la carga aplicada de amonio influente y el amonio efluente descendió hasta valores por debajo de 1 mgN/l. En los periodos secos el amonio influente tomó valores superiores a 30 mgN/l (alta carga), lo que junto a las bajas temperaturas (10-13 ºC) conducía a la obtención de amonios en el efluente altos (7-12 mgN/l), tal y como se deseaba. Los valores de la tasa de nitrificación máxima en los ensayos ERD tomaron valores (corregidos a 15 ºC) de 1,2 gN/m2·d en el relleno del reactor R1, que son algo mayores que los encontrados en el periodo 1, lo cual podría ser debido a la mayor carga de nitrógeno aplicada. La tasa máxima en la biosuspensión era de 120 que era algo menor que en el periodo 1, lo cual podría deberse al menor TRS de operación. Al inicio del periodo P3, con nuevo relleno BiofilmChip M, la nitrificación fue muy pobre hasta que a mediados de febrero se alcanzó una nitrificación satisfactoria. Sin embargo, los ensayos en reactores discontinuos revelaron que el 90% de la nitrificación tenía lugar en suspensión y solo el 10% en el relleno, lo cual se atribuyó al elevado TRS aerobio, alta temperatura y bajo amonio efluente. En consecuencia, se decidió reducir el TRS a 10 días produciéndose un incremento transitorio del amonio efluente, pero que después descendió a valores inferiores a 1 mgN/l, debido a la baja concentración de amonio influente. ARTICULOS TECNICOS Figura 8. Distribución de biomasas autótrofa nitrificante (X_A), heterótrofa (X_H), inerte (X_I) y sustrato particulado (X_S) en las biopelículas del primer y segundo reactor aerobio. 3.3.2. Análisis por simulación La experimentación en planta piloto ha permitido observar tendencias en el comportamiento de la nitrificación, pero la fuerte variabilidad del agua influente ha impedido precisar el efecto de las condiciones operacionales. Para facilitar la explicación de los efectos se llevó a cabo el desarrollo del modelo matemático y su calibración a partir de los valores medios del amonio influente y efluente en los periodos P1, P2, P3 y P4. Así, se ajustaron los Figura 9. Distribución del oxígeno y amonio en las biopelículas del primer y segundo reactor aerobio. coeficientes del modelo consiguiendo que las simulaciones estacionarias presentaran una descripción satisfactoria de los resultados experimentales tanto de la planta piloto como de los ensayos ERD de tasa de nitrificación máxima. Además, se realizaron simulaciones estacionarias adicionales para profundizar en el conocimiento de los efectos de las condiciones operacionales. Del análisis de las simulaciones cabe destacar los siguientes aspectos. En lo que se refiere a la nitrificación en biopelícula, el comportamiento del primer reactor aerobio R1 era bastante diferente al del segundo reactor aerobio R2. La tasa de nitrificación máxima en ERD es siempre menor en R1 (1,2 frente a 1,5 gN/m2·d en R2) y por tanto menor la cantidad de biomasa nitrificante (X_A) (Figura 8) lo cual se atribuye a la existencia de un crecimiento mayor de biomasa heterótrofa (X_H) causado por la biodegradación de la materia orgánica que escapa del último reactor anóxico. Por ello se decidió que en la experimentación del escenario 2 se intensificaría significativamente la realización de ensayos en reactores discontinuos, no sólo para el reactor R1, sino también para el reactor R2. Asimismo, también se trataría de delimitar las diferencias de cantidad de biomasa heterótrofa en cada reactor mediante ensayos de consumo de oxígeno. Las tasas de nitrificación en las biopelículas de R1 y R2 en el funcionamiento de la planta piloto conTECNOLOGIA DEL AGUA 294 / MARZO / 2008 Los ensayos ERD mostraron que se había conseguido la implantación mayoritaria de nitrificantes en biopelícula respecto a suspensión. En la fase 2 con agua bruta, la nitrificación en los meses iniciales (periodo transitorio PT) fue muy inestable variando entre 2 y 10 mgN/l debido al muy bajo TRS aplicado. Los ensayos de ERD mostraron tasas máximas de nitrificación bajas, tanto en biopelícula como en suspensión. Después, en el periodo P4 se alcanzó una nitrificación satisfactoria operando con moderado TRS y elevada temperatura. Los ensayos ERD revelaron que las tasas de nitrificación se incrementaron notablemente, lo que se atribuye al incremento de TRS. Sin embargo, todavía eran menores que en los periodos con agua decantada tanto en biopelícula como en suspensión. 59 ARTICULOS TECNICOS Tabla 1 Datos Parámetros de diseño Requerimientos de salida Unidades Valor Caudal invierno 3 m /d 8.400 Tª de invierno ºC 14 Carga DBO5 Kg/d 1.480 Carga SST Kg/d 870 Carga NTK Kg/d 312 N-NH4 mgN/l <1 TRH aerobio invierno horas 3,3 SST licor mezcla Parámetros de planta TRS aerobio 2.500 días Tipo de soporte plástico Llenado en HYBAS 2,75 K3 % 67 294 / MARZO / 2008 Tabla 1. Datos de Planta James River (Estados Unidos) basada en el proceso HYBAS. 60 tinua eran lógicamente menores que las máximas en ERD, ya que las tasas dependen no sólo de la cantidad de biomasa nitrificante en biopelícula, sino también de su actividad condicionada por la penetración del amonio y del oxígeno disuelto (Figura 9). Por tanto, dependen de la concentración de amonio y de oxígeno disuelto en el seno del líquido del reactor y del consumo de oxígeno en la biopelícula. En cuanto a la nitrificación en suspensión en la planta continua. Las simulaciones parecen confirmar la hipótesis derivada de la experimentación de que al aumentar SSLM por aumento de TRS se incrementa la tasa de nitrificación en suspensión, manteniéndose una alta tasa en biopelícula si el amonio en el seno del líquido es relativamente alto. Ello se atribuye a que el desprendimiento de nitrificantes de la biopelícula por cizalladura es una fuente permanente de nitrificantes en suspensión que son acumuladas con el TRS. Como consecuencia, la simulación del periodo P2 a 13 ºC operando con una concentración SSLM de 4.000 mg/l, en lugar de los 2.000 mg/l de la experimentación, da como resultado un amonio efluente de 2-3 mg/l que es una nitrificación satisfactoria para un TRH aerobio de unas 2,7 horas TECNOLOGIA DEL AGUA empleando soporte K1 con 50% del volumen. AnoxKaldnes dispone de plantas construidas en los últimos años basadas en el proceso HYBASTM, tales como James River (Estados Unidos), con TRH aerobio en torno a 3 horas, obteniendo valores de amonio de 1 mgN-NH4/l en el efluente (Tabla 1). 3.4. Desnitrificación y eliminación de fósforo 3.4.1. Descripción de resultados La concentración de nitrato en el efluente es el resultado del nitrógeno influente que ha nitrificado menos el nitrógeno desnitrificado en el reactor anóxico. La Figura 7 muestra que el nitrato efluente presentó una variabilidad importante y para explicarla hay que tener en cuenta los siguientes factores: el nitrógeno influente y el amonio efluente, que han sido muy variables; la concentración de DQO soluble y particulada, que determinan la desnitrificación primaria y secundaria (la DQO soluble y la DQO particulada del agua decantada eran bajas por lluvias y por bajos SST, respectivamente); el TRS y la concentración de SSLM (valores bajos), que determinan la desnitrificación terciaria; y la temperatura, que afecta a la velocidad de la desnitrificación. En el periodo P1 de la fase 1 con agua decantada, operando con alta temperatura, tiempo seco y amonio efluente bajo, el nitrato tomaba valores entre 8 y 12 mg/l. En los periodos P3 y P4 de invierno, en tiempo húmedo, la suma de amonio y nitrato era baja lógicamente, pero en tiempo seco ascendía a valores de 15-20 mg/l, que se atribuye a los bajos SST en el agua influente y en el licor mezcla. En el periodo P4 de la fase 2 con agua bruta y alta temperatura, el tiempo fue húmedo y la suma de amonio y nitrato se situaba entre 5 y 10 mg/l, lo cual parecía indicar que no influían significativamente los factores positivos como la alta concentración de SST en el agua influente y la elevada temperatura. Se piensa que ello podría ser debido al bajo TRS mantenido, que dificultaba la biodegradación anóxica del sustrato lentamente biodegradable. En cuanto a la eliminación de fósforo, hay que tener en cuenta que el proceso se ve afectado por varios factores, tales como: la relación entre el sustrato fácilmente biodegradable (Ss) (fracción de la DQO filtrada) y el fosfato en al agua, que en el caso de EDAR Gaikao no es favorable; la con- ARTICULOS 3.4.2. Análisis por simulación Las simulaciones estacionarias de los periodos P1, P2, P3 y P4 han descrito aceptablemente los valores medios de nitrato, amonio + nitrato y fosfato en el efluente. La simulación del periodo P3 a 13 ºC operando con SSLM de 4.000 mg/l (mencionada arriba) que consigue bajar el amonio a 2-3 mg/l, da como resultado un nitrato de 15 mgN/l, mantenién- Figura 10. Esquema de proceso híbrido para eliminación de nitrógeno con TRH de 4 horas. dose la suma amonio + nitrato en unos 18 mg N/l que no cumple con los requerimientos de nitrógeno total para zonas sensibles. La simulación de un escenario (contemplado en algunos casos reales) de adición de fango primario para incrementar los SST del agua decantada, da como resultado valores similares de amonio + nitrato, lo cual parece confirmar los resultados experimentales en P4 y el efecto negativo del bajo TRS necesario debido al bajo TRH empleado. Se considera que si se desea realizar un diseño en estas condiciones de operación y para aguas decantadas con bajo DQO/NTK, se hace necesaria la adición de metanol para cumplir los requerimientos en zonas sensibles. Cuando se plantea el caso de la remodelación a eliminación de nitrógeno de una EDAR de biodegradación de materia orgánica que opera con un TRH de 4 horas, las simulaciones indican que una posible configuración manteniendo el TRH y, por tanto, sin ampliación de planta, es la presentada en el siguiente esquema de tratamiento (Figura 10). El TRH aerobio se sitúa en 2,8 horas, lo que permite conseguir una nitrificación satisfactoria (2-4 mg/l de amonio efluente), siendo posible dos opciones de empleo de relleno: soporte BiofilmChip M sólo en N2 ocupando el 35% del volumen; y soporte K1 o K3 en ambos reactores nitrificantes, ocupando el 40-50% del volumen. En cuanto a la desnitrificación, el primer reactor anóxico (D1) trata de utilizar lo más eficazmente posible la DQO biodegradable del agua decantada y en el reactor de postdesnitrificación con metanol se alcanza la concentración de nitrato efluente deseada. Si se plantea la eliminación de nitrógeno y fósforo biológica, será necesario ampliar la planta incorporando un tanque anaerobio y la recirculación interna desde el primer reactor anóxico. 4. Conclusiones La experimentación con el proceso híbrido UCT alimentado con aguas habituales en EDAR urbanas que incluyen digestión anaerobia, ha mostrado que se pueden alcanzar, a 15 ºC como temperatura de referencia, tasas máximas de nitrificación en biopelícula del orden de 1,2 gN/m2·d para el primer reactor aerobio, rellenado al 50% con soporte K1. El estudio de simulaciones muestra que, operando con tiempos de retención de sólidos (TRS) moderados y sólidos suspendidos del licor mezcla de unos 4.000 mg/l, la tasa de nitrificación en suspensión también puede ser significativa, de tal modo que se puede alcanzar una nitrificación satisfactoria a 13 ºC en proceso híbrido con un tiempo retención hidráulico (TRH) de 2,7 horas empleando K1 o K3 en un 50% del volumen aerobio. Para un proceso de fangos activos típico de biodegradación aerobia de materia orgánica que opera a 13 ºC con un TRH de 4 horas, se considera que es posible su remodelación a proceso híbrido con eliminación de nitrógeno, manteniendo el TRH mediante el empleo de una postdesnitrificación con metanol. TECNOLOGIA DEL AGUA 294 / MARZO / 2008 centración de nitrato entrante en el reactor anaerobio, ya que consume Ss disponible para eliminar fósforo; y la temperatura y el tiempo de retención de sólidos debido a que aumenta la redisolución del fósforo acumulado. En líneas generales, se observa que la variabilidad del fosfato en el efluente (Figura 7) está estrechamente relacionada con la variabilidad del nitrato en el reactor anóxico 1 recirculada al anaerobio (valores no mostrados), la cual a su vez está relacionada con la concentración de nitrato en el efluente. En un análisis más detenido se aprecia que en el periodo P1 el fosfato efluente tomaba valores relativamente altos lo cual se atribuye no sólo al nitrato relativamente alto en el efluente sino también a la alta temperatura y TRS. En los periodos siguientes con agua decantada (PT, P2 y P3) la temperatura y el TRS eran relativamente bajos y los nitratos en el efluente presentaban muchos altibajos que determinaban la concentración de fosfato efluente, observándose muchos días con valores por debajo de 1 mgP/l. Algunos valores altos son debidos a problemas electromecánicos en la planta piloto que producían paradas y la consiguiente redisolución de fósforo acumulado. En la fase 2 con agua bruta, el periodo transitorio presentó valores relativamente altos que se atribuyen al excesivamente bajo TRS de operación, lo cual se corrigió en el periodo P4 observándose valores satisfactorios de fosfato efluente. TECNICOS 61 ARTICULOS 5. Agradecimientos La presente investigación se ha llevado a cabo en el marco de un proyecto de I+D financiado por el programa INTEK BERRI del Gobierno Vasco, en el que han participado las empresas ATM, AnoxKaldnes y Acciona Agua y los Consorcios de Aguas de Guipúzcoa y de Bilbao-Vizcaya y la Diputación Foral de Guipúzcoa. Se agradece a estos últimos su generosa colaboración en los estudios en planta piloto. 294 / MARZO / 2008 7. Bibliografía [1] Christensson, M.; Welander, T. (2004). Treatment of Municipal wastewater in a hybrid process 62 TECNOLOGIA DEL AGUA TECNICOS using a new suspended carrier with large surface area. Wat. Sci. Tech. 49, 11-12, 207-211 [2] Henze, M.; Gujer, W.; Mino, T.; Matsuo, T.; Van Loosdrecht, M (2000). Activated sludge models. ASM1, ASM2, ASM2d and ASM3. Scientific and Technical report No.9. [3] Larrea, L.; Albizuri, J.; Abad, A.; Larrea, A.; Zalakain, G. (2007). Optimizing and modelling nitrogen removal in a new configuration of the movingbed biofilm reactor process. Wat. Sci. and Tech., Vol. 55, No. 8-9, pp. 317-327. [4] Rusten, B.G.; Hellström, F.; Sehested, O.; Skjelfoss, E.; Svend- sen, B. (2000). Pilot testing and preliminary design of moving bed biofilm reactors for nitrogen removal at FREVAR wastewater treatment plant. Wat. Sci. and Tech., Vol. 41, No. 4-5, pp. 13-20. [5] Rutt, K.; Sedan, J.; Johnson, C. (2006). Two years case study of integrated fixed film activated sludge (IFAS) at Broomfield, Co WWTP. Proceedings from WEFTEC. [6] Wanner, O.; Reichert, P. (1995). Mathematical Modeling of Mixed-Culture Biofilms. Biotechnolgy and Bioengineering, Vol 49, pp 172-184.