Manejo de los residuos peligrosos en ARTEXTIL SA
Anuncio

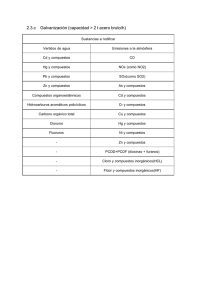
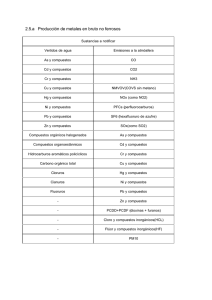
Caso exitoso Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) Mary Luz Avendaño López/ / Natalia Andrea Molina Grajales2 Management of dangerous wastes in ARTEXTIL S.A.: A commitment with environmental Management (part II). Manejo dos resíduos perigosos em ARTEXTIL S.A.: um compromisso com a gestão ambiental (Parte II) RESUMEN Se hace un resumen de los tres tipos de colorantes usados como materia prima en ARTEXTIL S.A y del manejo de los residuos peligrosos que se generan. Este manejo implica una minimización de la producción de estos residuos gestionando devoluciones a los proveedores del material de empaque, un buen almacenamiento y una adecuada disposición. Palabras clave: Manejo de residuos peligrosos. Gestión ambiental. Ingeniera Química, Líder de Desarrollo Técnico Artextil S.A/2 Ingeniera Sanitaria, Integrante Grupo Gestión Ambiental Artextil S.A. 1 Correspondencia: Mary Luz Avendaño López, email: maryluza@gmail.com Fecha de recibo: 15/09/2008 ; fecha de aprobación: 01/10/2008 Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) 89 Abstract A brief about the three types of dyes used as raw material in ARTEXTIL S.A. is made, also covering the management of the dangerous waste produced. This managmenent implies a minimization of the production of such wastes, returning the packing material to the suppliers, a good storage and an adequate disposition. Key words: Management of dangerous waste. Environmental Management. Resumo Faz-se um resumo dos três tipos de corantes usados como matéria prima em ARTEXTIL S.A e do manejo dos resíduos perigosos que se geram. Este manejo implica uma minimização da produção destes resíduos gerindo devoluções aos provedores do material de empacotamento, um bom armazenamento e uma adequada disposição. Palavras chaves: Manejo de resíduos perigosos. Gestão ambiental. INTRODUCCIÓN Los residuos peligrosos más comunes en ARTEXTIL y en las industrias textileras son los materiales (empaques) contaminados con pigmentos y colorantes producidos en las áreas de estampación y tintorería. Los empaques generados en estas áreas de la empresa están contaminados con tres clases de colorantes o pigmentos: dispersos y directos reactivos. Se pasa a explicar en forma breve cada uno de ellos. Colorantes dispersos – Tintado del poliéster. El poliéster utilizado en ARTEXTIL se tiñe exclusivamente con colorantes dispersos. Los colorantes solubles en agua no se adhieren al poliéster, ya que sus fibras son hidrófobas (incompatibles con el agua). Por el contrario, los colorantes dispersos se pueden caracterizar por la falta de grupos polares y, en general, se trata de moléculas pequeñas (que penetran las fibras con mayor facilidad). Las moléculas del colorante no se adhieren a la fibra, sino que se produce toda una variedad de interacciones electroestáticas (dipolo-dipolo, Van der Waals, y puentes de hidrógeno) que incrementan la afinidad con la fibra, lo que produce la fijación. La falta de un fuerte nexo químico permite cierto grado de migración fuera de la fibra, lo que produce la alta incidencia de dermatitis de contacto asociada con las materias colorantes dispersas. En el caso del poliéster, el colorante insoluble en agua se aplica en dispersión acuosa. El colorante no penetra las fibras con facilidad, por lo que es necesario crear cierto tipo de condiciones que fuercen el proceso1. Colorantes directos. Los colorantes directos son moléculas largas más planas que se pueden alinear con las macromoléculas de las fibras. Éstas se fijan por fuerzas (electroestáticas) de Van der Waals y por puentes de hidrógeno. 90 Producción + Limpia - Julio-Diciembre de 2008.Vol.3, No.2 Se utilizan auxiliares similares a los de los colorantes reactivos. Se aplican electrolitos (cloruro sódico o sulfato sódico) para favorecer el agregado de moléculas de colorante sobre la fibra. Se aplican humectantes (generalmente surfactantes no iónicos) para contribuir a una absorción uniforme y completa del colorante. Para contribuir a una buena durabilidad del color se aplica un tratamiento posterior que bloquea los grupos hidrófilos en la molécula del colorante y ocasiona una reducción en la solubilidad en agua. Predominan los compuestos cuaternarios de amonio con largas cadenas de hidrocarburo. Éstas forman compuestos similares a la sal con la molécula del colorante. Los compuestos cuaternarios del amonio suelen ser tóxicos para los organismos acuáticos1. Colorantes reactivos. Un tercio de los colorantes utilizados para la celulosa son reactivos y se utiliza una cantidad cada vez mayor de ellos en el algodón. Los colorantes contienen grupos químicos que se unen por enlace covalente a la tela. En el caso de la celulosa, se trata de grupos que son típicamente de pirimidina, triazina o de sulfonas y que experimentan una reacción con los grupos de hidroxilo de la celulosa por sustitución o por adición nucleofílica. El tintado del algodón se realiza con un pH de entre 10 y 11,2, medida que se consigue con NaCO3 y/o NaOH. Hasta un 40% del colorante puede ser hidrolizado con agua, lo que lo vuelve inerte. Esto desemboca en la presencia de colorantes reaccionados (inertes) en las aguas residuales que son difíciles de aislar (son solubles en agua). Se utiliza sal (NaCl) para incrementar la liberación de colorantes en los baños. Los electrolitos suprimen la acumulación de cargas negativas en la tela, ocasionadas por el uso de colorantes aniónicos y, por tanto, potencian la absorción de colorantes. Se pueden utilizar cantidades de hasta 10% de colorante, aunque las cargas necesarias pueden variar de una materia colorante a otra. La baja fijación de colorantes es un problema en el tintado reactivo desde hace mucho tiempo. Sin embargo se ha seguido usando, ya que tanto su capacidad de reproducir sombras como su durabilidad de color son excelentes. Se está trabajando para aliviar el impacto medioambiental del tintado reactivo. El uso de colorantes catiónicos, o bien de un tratamiento previo de la tela basado en polímeros catiónicos, alivia la necesidad de utilizar electrolitos y reduce el consumo de agua. Tras teñir la tela, se lava repetidas veces con surfactantes para retirar el exceso de material colorante o tintes no adheridos1. PARÁMETROS PARA OPTIMIZAR LA GESTIÓN DE RESIDUOS PELIGROSOS 1. Minimización. Para minimizar la producción de los residuos peligrosos se han adelantado negociaciones con los proveedores de las materias primas, con el fin de devolverles los empaques (canecas y/o cartones impregnados). Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) 91 2. Separación en la fuente. Atendiendo al tipo de residuo generado en cada área y a las características que presentan, se han distribuido canecas de separación de residuos peligrosos en las siguientes áreas: • Laboratorio • Almacenamiento de insumos • Tintorería (Las máquinas jet) • Taller • Muestras • Cocina de pintura • Estampación Con el fin de no tener incompatibilidad química entre los materiales o residuos contaminados contenidos en las canecas, se definen cuatro clases de recipiente, de la siguiente forma2: Clase 1: recipientes para depositar residuos de alcoholes, esteres, bases, sales orgánicas e inorgánicas, colorantes, pigmentos, percloroetileno y amoniaco. Clase 2: recipientes para depositar éteres, aldehídos, peróxidos, catalizadores, Reducol, amidas, aminas y oxidantes. Clase 3: recipientes para depositar residuos de ácidos inorgánicos débiles y ácidos orgánicos. Clase 4: recipientes para depositar hidrocarburos y thinner. De acuerdo con las incompatibilidades químicas, ARTEXTIL S.A. pretende implementar la separación de residuos peligrosos en 4 clases de recipientes: la clase 1 en cocina de pintura y tintorería, la clase 4 en el área de taller y todas en el laboratorio y en el almacenamiento de insumos. Los recipientes de cada área deben ser de material plástico, sobre todo si tenemos en cuenta el carácter corrosivo de algunos residuos. Todos deben llevar bolsas plásticas de color rojo, que serán cambiadas cada vez que estén llenas (aproximadamente cada 2 días). Todas las canecas estarán rotuladas con una etiqueta que indique los materiales que contienen En la Tabla 1 se muestran las incompatibilidades de los residuos peligrosos producidos y la clase de caneca en la que se deben depositar. 92 Producción + Limpia - Julio-Diciembre de 2008.Vol.3, No.2 Tabla 1. Incompatibilidades de materiales3 SUSTANCIA FAMILIA QUÍMICA CRITERIO INCOMPATIBILIDAD IHOBE CLASE DE CANECA Acido acético Acido orgánico 3 Acido cítrico Acido orgánico 3 Acido fórmico o fosfórico Acido inorgánico débil Acido oxálico Acido orgánico Aluminio Metal Amoniaco Anhídrido de nitrógeno Asublanc E-399 Poliésteres modificados Asugal Amina, éter Asugal Acido orgánico Asulit Amina, éter 3 3 Ácidos inorgánicos fuertes Ácidos inorgánicos fuertes Ácidos inorgánicos débiles 1 Ácidos inorgánicos débiles Ácidos orgánicos 1 1 Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos Aldehídos 2 3 Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos Aldehídos 2 Asulit Pac Copolimero, amida Ácidos inorgánicos fuertes Ácidos inorgánicos débiles 2 Asulit Rl Aromático, éter, alcohol Ácidos inorgánicos fuertes 2 Asulit RL Aidos, alcoholes, éteres 1 Asumin Sal orgánica 2 Asuminter Esteramida 2 Asutol Sal orgánica 2 Asutol op Sal orgánica Bicromato de amonio Sal inorgánica 2 Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos 1 Carbonato de sodio Sal inorgánica Catalizador Fenil Cecanol Éter Ácidos inorgánicos fuertes 2 Cecofix Amida, formaldehído Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos 2 CHT Sal inorgánica Diclorometano Hidrocarburos halogenados saturados Difusor Hidrocarburos y esteres Hidrocarburos halogenados insaturados 1 1 Ácidos inorgánicos fuertes Oxidantes Alcoholes Hidrocarburos 1 4 Bases 4 93 Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) Tabla 1. Incompatibilidades de materiales3 (cont.) SUSTANCIA FAMILIA QUÍMICA CRITERIO INCOMPATIBILIDAD IHOBE CLASE DE CANECA Diphasol Éter Ácidos inorgánicos 2 Dispersante ws Derivado ácido orgánico 2 Etanol Alcohol Ácidos inorgánicos fuertes Formol Aldehído Ácidos inorgánico fuertes Hidrosulfito de sodio Sal inorgánica Ácidos inorgánicos fuertes Oxidantes Alcoholes Hidrocarburos Ácidos inorgánicos fuertes Oxidantes Alcoholes Hidrocarburos Ácidos inorgánicos fuertes Oxidantes Alcoholes Hidrocarburos Hipoclorito de sodio Sal inorgánica Invatex ac Ácidos orgánicos Irgalon Sal inorgánica 1 2 1 1 3 1 Irgasol NA Alcohol y éter Ácidos inorgánicos fuertes Levegal Ácido orgánico, amina 3 Lioprint Sal orgánica 1 Lutexal Alcohol, éter Ácidos inorgánicos fuertes Meropan bre Sal inorgánica Ácidos Hidrocarburos Oxidantes Alcoholes Metabisulfito de sodio Sal inorgánica Ácidos inorgánicos fuertes Oxidantes Ácidos inorgánicos débiles Hidrocarburos Ácidos orgánicos 2 2 1 1 Novatol Novatol Sal oxidante orgánica, Oxidantes Óxidos 2 Percloroetileno Orgánico saturado con Ácidos inorgánicos débiles cloro Bases 2 Perofxin Enzima 2 Peroxido de hidrogeno Peróxidos 2 Persoftal Sal orgánica 1 Print line Copolimero 1 Prisulon Cetona, tiazoles, éter Ácidos inorgánicos fuertes 2 Proder jt Éter Ácidos inorgánicos fuertes 2 Reducol Reductor 2 Secuestrante APR Ácidos y sales orgánicas 3 Silvatol Aceites vegetales 1 Soda cáustica Base Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos Aldehídos Anhídridos orgánicos 1 94 Producción + Limpia - Julio-Diciembre de 2008.Vol.3, No.2 Tabla 1. Incompatibilidades de materiales3 (cont.) SUSTANCIA FAMILIA QUÍMICA CRITERIO INCOMPATIBILIDAD IHOBE CLASE DE CANECA Sulfato de aluminio Sal inorgánica Hidrocarburos halogenados insaturados 1 Sulfato de amonio Sal inorgánica Ácidos inorgánicos fuertes Nitritos Álcalis 1 Ácidos inorgánicos fuertes 1 Sulfato de sodio Sal inorgánica Thinner Ácidos inorgánicos débiles Ácidos inorgánicos fuertes Ácidos orgánicos Tubingal 4748 Ester de acido graso Tubingal OM16 Éter Ácidos inorgánicos fuertes Univadine Amina, éter, acido orgánico Ácidos inorgánicos fuertes Ácidos inorgánicos débiles Ácidos orgánicos Fenol Benzotiazoles 4 1 2 Aldehídos 2 Tabla 2. Rótulos de transporte 5 Característica Corrosivos Rótulo Sustancias Acido acético, ácido fórmico o fosfórico, soda caustica, ácido oxálico, amoníaco, asutol, asutol Pac, cecanol, invatex, sulfato de aluminio Inflamables Etanol, formol, lutexal, Reducol, thinner Peróxidos Peróxido de hidrógeno Tóxicas Asulit RL, catalizador, formol, Irgasol, percloroetileno, hidrosulfito de sodio, Irgasol NA, Prisulón, Univadine Oxidantes Bicromato de amonio, Novatol Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) 95 3. Rutas de recolección. Para definir las rutas de recolección se consideraron las siguientes condiciones: Horas de menor flujo de personal. Establecimiento de una ruta exclusiva para los residuos peligrosos. Los operarios encargados de la recolección y manipulación de residuos deben utilizar siempre los elementos de protección personal proporcionados por la empresa, como guantes de látex, tapa bocas, delantal de PVC, gafas y zapatos con refuerzo metálico. 4. Almacenamiento y clasificación. En el centro de acopio se destinan áreas de almacenamiento temporal (peligrosos, no peligrosos, almacenamiento final, entre otros), con su respectiva señalización. Para el almacenamiento de los residuos peligrosos es importante destinar áreas de almacenamiento de sustancias según sus incompatibilidades2,3 (ver en la tabla 1 las incompatibilidades de materiales), para esto los materiales deben estar separados por vallas portátiles o contenedores móviles, con una señalización adecuada según el residuo contenido. El centro de acopio debe tener las siguientes subáreas: • Área de ácidos • Área de pigmentos y colorantes (alcoholes, pigmentos, colorantes, sales y bases) • Área de Oxidantes (peróxidos, oxidantes, éteres, aldehídos) • Área de hidrocarburos (thinner, aceites y hidrocarburos) El acopio de los residuos peligrosos debe poseer material oleofílico (absorbente de derrames) para control de goteos. Para control de fugas y derrames se deben construir dos diques de contención para recoger los derrames y las aguas de lavado, uno para las áreas de ácidos y colorantes o pigmentos y el otro para las áreas de hidrocarburos y oxidantes. Estos diques deben tener capacidad suficiente para almacenar una fuga masiva Personal encargado del centro de acopio. En ARTEXTIL el personal de apoyo del grupo de gestión se encargará de todas las acciones que se lleven en el centro de almacenamiento de residuos peligrosos. Ellos realizarán las siguientes tareas: • • • • Pesar y clasificar los materiales recibidos Almacenar los materiales en el sitio apropiado. Vigilar el adecuado almacenamiento de los residuos. Pesar, embalar, rotular y despachar los materiales a comercializar, valorizar o disponer. • Mantener limpios y ordenados los centros de acopio. • Llevar registros de los materiales recolectados y dispuestos. 5. Transferencia y transporte externo. Basándose en la norma 1609 del 2002 para el transporte de residuos, ARTEXTIL debe verificar que la empresa prestadora del servicio de recolección externa o de aprovechamiento y disposición de los residuos cumpla con requisitos mínimos tales como4: 96 Producción + Limpia - Julio-Diciembre de 2008.Vol.3, No.2 Los residuos en el vehículo deben estar debidamente acomodados, estibados, apilados, sujetos y cubiertos de tal forma que no presenten peligro para la vida de las personas y para el medio ambiente. Los vehículos deben poseer rótulos de identificación, de acuerdo con lo estipulado en la norma técnica colombiana 1692 para cada clase de material. En la Tabla 2 se muestran los rótulos de las sustancias que son transportadas desde o hacia ARTEXTIL. El vehículo debe tener elementos básicos para atención de emergencias tales como: extintor de incendios, ropa protectora, linterna, botiquín de primeros auxilios, equipo para recolección y limpieza, material absorbente y los demás equipos y dotaciones especiales de acuerdo con lo estipulado en la tarjeta de emergencia. En cada caso el grupo de gestión debe conservar una copia de la certificación de la disposición de los residuos y conservar copia de las licencias y permisos ambientales de las empresas encargadas de la recolección de los residuos. CONCLUSIÓN Los tres tipos de colorantes usados como materia prima en ARTEXTIL S.A. (dispersos, directos y reactivos) presentan características de bioacumulación y son tóxicos por contacto o ingestión, por lo que el problema es muy grave si no se tiene un adecuado manejo de los residuos que están contaminados con estos materiales. Este manejo implica una minimización de la producción de estos residuos, gestionando devoluciones a los proveedores del material de empaque, un buen almacenamiento y una adecuada disposición. Para la obtención de resultados tangibles en la gestión integral de residuos peligrosos se debe implementar un plan de contingencia para el manejo de éstos que apunte a cumplir básicamente dos funciones: la primera, ofrecer la estructura organizativa para la coordinación de atención de riesgos. La segunda, la formulación de funciones, procedimientos y recursos que permitan prevenir, mitigar y atender eficiente y efectivamente las emergencias que se puedan presentar, según el decreto 321 del 17 de febrero de 1999 o las demás disposiciones que se expidan sobre el tema. Estos planes pueden ser parte del plan de contingencia general o integral de la empresa. Considerando la naturaleza de los residuos generados en ARTEXTIL, las principales situaciones de emergencia corresponden a derrames y, en menor medida, a posibles incendios, generando consecuencias que pueden afectar a las personas, el medio ambiente y/o la propiedad. Se debe diseñar y ejecutar un programa de capacitación y entrenamiento sobre el manejo de procedimientos operativos normalizados y prácticas seguras, que incluya a todo el personal que interviene en las labores de embalaje, cargue, descargue, almacenamiento, manipulación, disposición adecuada de residuos, descon- Manejo de los residuos peligrosos en ARTEXTIL S.A.: un compromiso con la gestión ambiental (Parte II) 97 taminación y limpieza. Además, cumplir con lo establecido en la Ley 55 de julio 2 de 1993 sobre capacitación, entrenamiento y seguridad en cuanto a la utilización de los productos químicos en el trabajo. Es necesario programar capacitaciones periódicas a todo el personal de la organización, el cual será sensibilizado en los siguientes temas: legislación ambiental vigente, programa de gestión de residuos peligrosos acogido por la empresa, impactos ambientales asociados al inadecuado manejo de estos residuos y contingencias. Estas capacitaciones serán realizadas por el grupo de gestión ambiental de la compañía. REFERENCIAS 1. ACOLTEX. Química textil. En: Seminario de Química textil y Denim, (07 : 2008: Medellín) Acoltex 2008. Memorias del Seminario de Química textil y Denim. Medellín : ACOLTEX, 2008. 2. ÁLVAREZ ROSAS, José. Identificación de Materiales Peligrosos. En: Seminario “Materiales Peligrosos y Respuesta a Emergencias” Semanas de “Seguridad, Salud y Protección al Ambiente” (09: 2002: México). Memorias del Seminario “Materiales Peligrosos y Respuesta a Emergencias”. México, 2002. 3. SURATEP. Hojas de Seguridad. [En línea] <www.suratep.com/cistema/hojas. html> [Consultado en febrero de 2008] 4. COLOMBIA. MINISTERIO DE TRASPORTE. Decreto 1609 de 2002, por el cual se reglamenta el manejo y transporte terrestre automotor de mercancías peligrosas por carretera. Bogotá: Ministerio de Transporte, 2002. 3 p. 5. MÁRQUEZ ROMEGIALLI, Fernando. Manejo seguro de residuos peligrosos. Concepción: Universidad de Concepción - Facultad de Ingeniería, 2004. 261 p. Copyright of Producción Más Limpia is the property of Corporacion Universitaria Lasallista - Facultad de Ingenierias and its content may not be copied or emailed to multiple sites or posted to a listserv without the copyright holder's express written permission. However, users may print, download, or email articles for individual use.