111 - laccei
Anuncio

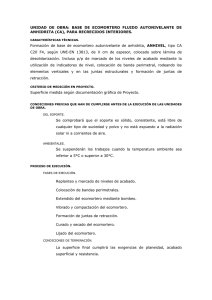
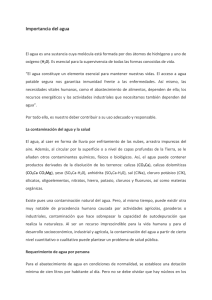
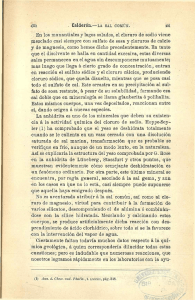
Third LACCEI International Latin American and Caribbean Conference for Engineering and Technology (LACCET’2005) “Advances in Engineering and Technology: A Global Perspective”, 8-10 June 2005, Cartagena de Indias, COLOMBIA Aplicaciones de la Anhidrita en la Construcción Delma V. Almada N., M.Sc. Ing. Instituto Tecnológico Y De Estudios Superiores De Monterrey, Monterrey, NL, México, dalmada@itesm.mx Francisco S. Yeomans R., PhD Instituto Tecnológico Y De Estudios Superiores De Monterrey, Monterrey, NL, México, fyeomans@itesm.mx Ricardo Reynoso M., M.Sc. Ing. Instituto Tecnológico Y De Estudios Superiores De Monterrey, Monterrey, NL, México, rreynoso@itesm.mx Daniel Dávila B., Q. Recubrimientos Ligeros del Norte, S.A. de C.V., México, davilad@prodigy.net Resumen En México como en otros países en vías de desarrollo, el crecimiento poblacional y el bajo ingreso de la mayor parte de la población, además del rezago habitacional, requiere buscar materiales alternos económicos y de calidad que puedan ser utilizados en la construcción. La Anhidrita representa uno de estos materiales. La anhidrita sintética es un sulfato de calcio anhidro obtenido como producto secundario en la producción de ácido fluorhídrico. La anhidrita se extrae del horno y se neutraliza con cal para luego ser triturada, almacenada y distribuida (Anhidrita sin intemperizar). Sin embargo cuando la anhidrita no es utilizada se almacena a la intemperie causando impacto ecológico por volumen ya que representa un desecho industrial. La anhidrita generada en México es producida por empresas dedicadas a la fabricación de ácido fluorhídrico localizadas en los estados de Chihuahua, Nuevo León, San Luís Potosí y Tamaulipas. El ITESM ha desarrollado diversos proyectos de investigación en sistemas de vivienda continuos, usando morteros a base de anhidrita. La anhidrita puede ser utilizada como un cementante económico, alternativo en la elaboración de mezclas de concreto. Este artículo presenta la caracterización de la Anhidrita sin intemperizar y la Anhidrita intemperizada así como los usos en morteros y tabiques respectivamente. Palabras Clave Anhidrita, Materiales Reciclados, Materiales de Construcción, Vivienda. 1. Introducción Anualmente en nuestro planeta se generan millones de toneladas de subproductos que contaminan el medio ambiente. Estos residuos impactan ya sea por su contenido contaminante o por su concentración en los lugares de su disposición. Algunos de estos materiales pueden ser re-usados mediante adecuaciones en su contenido o a través de procesos de neutralización verificando que cumplan con la normativa correspondiente, como la prueba de CRETI que busca evaluar si un material es Corrosivo, 1 Reactivo, Explosivo, Tóxico e Inflamable. Un subproducto que cumple con estas características es la anhidrita. Esta, se puede encontrar en forma natural en yacimientos o en forma artificial como subproducto de procesos químicos. Uno de los mayores yacimientos naturales de anhidrita en el mundo se localizan en la frontera entre México y Estados Unidos, sin embargo su explotación no ha sido rentable hasta la fecha. Por otro lado, existen una serie de plantas fabricantes de acido fluorhídrico en México y muchos otros países, que generan como subproducto la anhidrita sintética. La anhidrita sintética es un sulfato de calcio anhidro obtenido como producto secundario en la producción de ácido fluorhídrico al combinar ácido sulfúrico y fluoríta. H 2 SO4 + CaF2 = 2 HF + CaSO4 En planta, la anhidrita es extraída del horno y neutralizada con cal para luego ser triturada, almacenada y distribuida para su uso industrial (Anhidrita sin intemperizar). Sin embargo, cuando la anhidrita no es utilizada se almacena a la intemperie causando impacto ecológico por volumen o concentración en el lugar de disposición (Figura 1). Figura 1. Disposición de anhidrita en la planta de San Luís Potosí, México En México como en otros países en vías de desarrollo, el crecimiento poblacional y el bajo ingreso de la mayor parte de la población, además del rezago habitacional, requiere buscar materiales alternos económicos y de calidad que puedan ser utilizados en la construcción de vivienda. La anhidrita puede ser utilizada en esta industria gracias a sus características cementantes que le permiten ser usada en la fabricación de morteros cuando esta proviene directamente de el proceso de neutralizado en planta o en la fabricación de tabiques cunado la anhidrita es obtenida de los depósitos de material intemperizado. La producción de anhidrita en México es del orden de 2000 Ton/día en tres grandes plantas ubicadas en San Luís Potosí, Chihuahua y Tamaulipas. El ITESM ha desarrollado diversos proyectos de investigación en sistemas de vivienda continuos, usando morteros a base de anhidrita [Yeomans, Reynoso, 2003]. La anhidrita puede ser utilizada como un cementante económico, alternativo en la elaboración de mezclas de concreto. Este artículo presenta la caracterización de la Anhidrita sin intemperizar y la Anhidrita intemperizada así como los usos en morteros y tabiques respectivamente. 2 2. Morteros de Anhidrita En la búsqueda de soluciones económicas y de rápida construcción para vivienda, el ITESM a través del Centro de Investigación en Diseño y Construcción (CDC), ha desarrollado investigación en el uso de materiales alternos así como sus aplicaciones en sistemas constructivos continuos [Yeomans, Almada, Reynoso, 2004]. Estos sistemas constructivos se basan en la técnica de ferrocemento usando morteros base anhidrita como material cementante. El mortero base anhidrita fue desarrollado por empresas mexicanas en colaboración con el CDC. Tal es el caso del mortero Relin de la empresa Recubrimientos Ligeros del Norte SA de CV y el mortero Termoplaster de la empresa Termolita SA de CV. Las características mecánicas principales de estos morteros se presentan en la Tabla 1. Tabla 1. Propiedades físicas del Mortero base anhidrita. Parámetro Resistencia mínima a la compresión (f’TP) Valor 100 Kg./cm2 Módulo elástico Módulo de ruptura (flexión) Peso volumétrico seco 59,000 Kg./cm2 20 kg/cm2 1,150 Kg./cm2 Porcentaje de absorción Contracción lineal Conductividad térmica 13% No apreciable 0.32-0.39 W/m°K Norma ASTM C109M98 ASTM C469-94 ASTM C78-94 Lab. CDC/ITESM ASTM C642-97 ASTM C596-96 ASTM C177-85 El sistema Tecnocasa surge de la idea de crear una estructura continua mediante el uso de la técnica de ferrocemento. Investigando la tecnología existente sobre este tipo de estructuras, se pudo constatar que en países desarrollados existen empresas dedicadas no solamente a construir viviendas continuas, sino a promover la enseñanza del método constructivo de los mismos. Debido a la percepción de los posibles usuarios a quienes se enfoca el proyecto de vivienda y a su posible reticencia de habitar una vivienda con geometría no tradicional de manera permanente, se decidió combinar las ventajas estructurales de un continuo con la geometría de una vivienda tradicional, para lo cual se modeló una estructura con sección transversal continua semejante a un semielipse montado en dos muros rectos (Figura 2). La modelación estructural de esta nueva geometría se hizo considerando las cargas más severas de viento y sismo estipuladas en los reglamentos nacionales vigentes así como aquellas cargas de servicio propias de una vivienda. El empleo de acero como cimbra autosoportada y a su vez como refuerzo de la estructura permitió cubrir claros hasta de 7 m. sin necesidad de utilizar apoyos intermedios salvo en la fase constructiva empleando perfiles rectangulares ligeros. Como consecuencia, el peso de la vivienda construida con el sistema Tecnocasa llega a ser hasta la mitad del de la vivienda hecha con un sistema tradicional, mejorando esto su comportamiento bajo fuerzas sísmicas y transmitiendo menor presión al suelo que la soporta. 3 Figura 2. Geometría continua de las costillas metálicas de una Tecnocasa y su apariencia final. Inicialmente se consideró un sistema de costillas de tubular rolado y anclado a un firme como la base de la estructura de la nueva vivienda. A estas costillas se fijaban las mallas – electrosoldada y desplegada- y posteriormente se aplicaba mortero base anhidrita (Figura 2). Los primeros prototipos de Tecnocasa, construidos se han hecho a base de este sistema, pero buscando la optimización del mismo se han creado paneles prefabricados con ambas mallas incluidas los cuales se ensamblan y mediante tornillos de grado se unen para formar la estructura (Figura 3). La prefabricación de paneles ha permitido crear un sistema de rápida construcción, flexible, modular y que garantiza la calidad de la vivienda debido a la disminución de mano de obra requerida en la fabricación de la estructura [Yeomans, Almada, Reynoso, 2004]. Figura 2. Componentes del sistema Tecnocasa: panel de muro, alero, panel de techo y cumbrera. 4 La facilidad de rolado y resistencia de los perfiles de acero estructural utilizados en este sistema ha permitido que el sistema de vivienda sea versátil y su campo de aplicación se pueda extender a estructuras de diversa índole como lo son vivienda rural y urbana, cabañas para ecoturismo, escuelas rurales, bibliotecas, clínicas de campo etc. (Figura 3). Figura 3. Escuela rural en la Sierra Gorda, Querétaro, Querétaro. México 3. Tabiques de Anhidrita Intemperizada. Buscando encontrar un uso económico y sustentable a los grandes depósitos de anhidrita intemperizada, el CDC en conjunto con el Q. Daniel Dávila procedió a evaluar el estado actual de la anhidrita en dichos depósitos y a determinar posibles usos de la misma como material de construcción. Después de una serie de pruebas se determinó un proceso para fabricar tabiques usando dicha anhidrita. Este nuevo producto de la construcción impacta directamente en la sustentabilidad del medio ambiente pues además de reutilizar un residuo, substituye al tabique tradicional el cual es fabricado en México en hornos calentados mediante la quema de llantas. A continuación se presenta el proceso seguido para la fabricación de tabiques así como los resultados de la caracterización mecánica del material. 3.1 Proceso de Muestreo. Los especimenes a probar fueron hechos utilizando anhidrita de diversas partes del depósito al aire libre que se encuentra dentro de la Planta en Ciudad Juárez, Chihuahua. El muestreo del material se realizó en seis puntos diversos del depósito, enviándose cinco toneles de 0.1 m3. de capacidad a los laboratorios del CDC y manteniéndose un tonel lleno como testigo del material muestreado (Figura 4). 5 Figura 4. Muestreo de anhidrita en planta de Ciudad Juárez, Chihuahua. La anhidrita de todos los depósitos se revolvió y cuarteó para homogeneizar la mezcla de material. Posteriormente, el material se cribó para eliminar todas las partículas mayores a 13 mm. (1/2”), neutralizándose y estabilizándose utilizando aditivos y revolviéndose con agua en proporción agua/anhidrita de 0.20. La mezcla de material se depositó en moldes de aluminio y se utilizó una regla y cuchara de albañil para rebozar el tabique, el cual después de un lapso aproximado de entre 10 y 15 minutos logra una consistencia que permite desmoldar el ladrillo fabricado (Figura 5). Los tabiques fabricados y probados fueron de 7x14x28 cm. Figura 5. Fabricación de tabiques de anhidrita. 6 3.2 Resistencia a compresión del tabique. La resistencia a compresión (f’p) de los tabiques con 28 días de edad se determinó acorde a la prueba estándar ASTM C-67, con seis secciones de tabique cortadas con sierra, cuya superficie perpendicular a la fuerza aplicada fuera mayor a 90.32 cm2 (14 plg2). La cara superior e inferior de las piezas probadas fue cabeceada con azufre para asegurar la aplicación uniforme de la fuerza y evitar zonas de concentración de esfuerzos (Figura 6). Figura 6. Diagrama de aplicación de carga para determinar la resistencia a compresión axial del tabique. El valor promedio de este parámetro fue de 130.32 Kg./cm2 con una desviación estándar de 23.56 Kg./cm2. La humedad de los tabiques fue menor al 2% en todos los especimenes. Los resultados de esta prueba se muestran en la Tabla No. 2. Tabla 2. Resultados de la prueba a compresión axial de tabiques de anhidrita. Dimensiones (cm.) Espécimen No. 1 2 3 4 5 6 b 14 14 14 14 14 14 d 14 14 13 14 14 14 Carga de falla (Kg.) 22500 33040 26900 22800 25060 20890 Esfuerzo (Kg./cm2) 114.80 168.57 147.80 116.33 127.86 106.58 Humedad (%) 1.47 1.32 1.73 1.08 1.64 1.45 3.3 Módulo de ruptura del tabique. El módulo de ruptura del tabique (Mrp) se determinó apoyando la pieza en dos soportes redondos separados 25 cm. entre sí y aplicando una carga concentrada en la parte media del claro (Figura 7), acorde al estándar ASTM C-67. Se probaron seis piezas y se obtuvo un valor promedio de 24.67 Kg./cm2 para este parámetro, siendo esto equivalente a un 18.9% de f’m. La desviación estándar para este parámetro fue de 0.78 Kg./cm2. (Tabla 3). El módulo de ruptura se calculó como: Mrp = 3Ps 2dh 2 7 Figura 7. Esquema de la aplicación de carga para determinar el módulo de ruptura en el tabique de anhidrita y dimensiones del espécimen. Tabla 3 . Resultados de la prueba para determinar el módulo de ruptura de los tabiques de anhidrita. Dimensiones (cm.) Espécimen No. 1 2 3 4 5 6 S 25 25 25 25 25 25 d 14 14 14 14 14 14 h* 7.2 7.5 7.3 7.1 7.6 7.3 Carga de falla (Kg.) 480 500 519 455 530 489 Esfuerzo de tensión Humedad (Kg./cm2) (%) 24.80 1.03 23.81 1.86 26.09 1.42 24.18 0.90 24.58 2.06 24.58 2.08 *Nota: La variación dimensional de la altura de los especimenes se debe al procedimiento de fabricación de los mismos. La norma establece una tolerancia de ±2.4 mm. 3.4 Resistencia a compresión de la mampostería de anhidrita. La determinación de la resistencia a compresión de anhidrita se hizo fabricando 9 prismas de mampostería con tres tabiques cada uno, junteados con mortero tipo I (cemento-arena 1:3), atendiendo la Norma Técnica Complementaria [N.T.C., 1995] sección 2.4.1 del Reglamento de Construcciones del Distrito Federal. Se cabecearon los prismas utilizando azufre y se aplicó carga de manera análoga al procedimiento seguido para la determinación de la resistencia a compresión del tabique como unidad de mampostería (Figura 8). 8 Figura 8. Esquema de la aplicación de carga para determinar la resistencia a compresión de la unidad de mampostería. La relación de esbeltez de la pila afecta los resultados de la prueba. Se aplicaron los factores estipulados en la norma. La resistencia media a compresión de la mampostería f m = 125.44 Kg./cm2, con una desviación estándar de 29.68 Kg./cm2. La N.T.C. [N.T.C., 1995] especifica que la resistencia de diseño a compresión de la mampostería se debe calcular como: f m* = fm 1 + 2.5c m Donde: f m = Promedio de la resistencia de las pilas ensayadas corregida por esbeltez. cm= Coeficiente de variación de la resistencia de las pilas ensayadas, nunca menor que 0.15. cm = f m* = 26.68 s = = 0.2366 f m 125.44 fm 125.44 = = 78.82 kg/cm 2 1 + 2.5c m 1 + 2.5(0.2366 ) Los resultados de la prueba a compresión axial de las pilas de mampostería se encuentran en la Tabla 4. Tabla 4. Resultados de la prueba a compresión axial de prismas de mampostería de anhidrita. Dimensiones (cm.) Prisma No. 1 2 3 4 5 6 7 8 9 b 28.8 28.5 28.5 28.6 28.6 28.5 28.3 28.8 28.5 d 14.5 14.5 14.4 14.6 14.6 14.5 14.5 14.4 14.6 h 25.6 26.0 24.0 25.0 24.5 25.8 25.5 25.0 25.0 Factor corrección 0.71 0.72 0.70 0.71 0.70 0.72 0.71 0.71 0.71 Carga de falla Esfuerzo Humedad (Kg.) (Kg./cm2) (%) 69380 119 0.28 82920 144 0.34 70140 120 0.38 77970 132 0.26 80650 136 0.37 90150 156 0.2 32820 57 0.6 88820 152 0.29 66720 113 0.44 9 La Figura 9 muestra algunos aspectos de la prueba. En general las fallas de los prismas se debieron al aplastamiento de las piezas de mampostería, observándose, posterior a la falla, la separación entre la junta de mortero y el tabique de anhidrita. Figura 9. Aspectos de la prueba de compresión axial de prismas de mampostería. 3.5 Peso volumétrico seco, absorción y coeficiente de saturación. El coeficiente de saturación se obtuvo acorde a la norma ASTM-C67, basado en la absorción del espécimen inmerso en agua fría durante 24 hr. y en agua caliente durante 5 hr. Este parámetro es una 10 medida de la durabilidad de la unidad de mampostería. Se puede entender este coeficiente como la razón entre los poros que fácilmente se llenan de agua a la totalidad de los poros que podrían hacerlo. El peso volumétrico seco promedio de las unidades de mampostería, obtenido como el cociente del peso del espécimen seco al horno durante 24 hr. entre su volumen, fue de 1866 Kg./m3. De la muestra de 6 especimenes probados, el valor promedio del coeficiente de saturación fue de 0.88, es decir, la absorción de agua fría de un tabique de mampostería de anhidrita llenaría un 88% del total de los poros del espécimen. La absorción promedio en 24 hr. de inmersión en agua fría fue de 9.02%, mientras que la absorción promedio en 5 hr. de inmersión en agua hirviendo fue de 10.34%. Los resultados de estas pruebas se muestran en la Tabla No. 5. Tabla 5. Resultados de la prueba de absorción en agua fría y caliente de la mampostería de anhidrita. Dimensiones (cm.) Espécimen No. 1 2 3 4 5 6 b 14.4 13.9 14.3 14.0 15.0 14.2 d 13.7 14.2 14.3 14.4 14.0 14.0 h 7.5 7.7 7.8 7.9 7.4 7.6 Peso Absorción volumétrico seco 24 hr. agua 5 hr. agua Coeficiente (Kg./m3) fría (%) caliente (%) de saturación 1822 11.02 14.76 0.75 1852 10.98 11.50 0.95 1780 10.92 11.21 0.97 1815 8.96 10.07 0.89 1827 6.58 7.64 0.86 2103 5.67 6.84 0.83 4. Conclusiones. 1. El sistema Tecnocasa presentado posee ventajas sobre sistemas tradicionales como lo son: Control de calidad en los materiales empleados debido a que el acero utilizado puede certificarse desde la planta y la prefabricación de la estructura asegura su calidad. Facilidad de transporte de las piezas debido a su ligereza. Rapidez de construcción. Disminución de mano de obra en el proceso constructivo, lo que representa un ahorro en el costo total del inmueble. Confort debido a la utilización de un mortero térmico en su construcción. Mejor comportamiento bajo cargas sísmicas y eólicas. 2. Atendiendo a la Tabla 1 de requerimientos físicos para la clasificación de mampostería de la norma ASTM-C62, la mampostería de anhidrita puede clasificarse como NW (not weathering) debido a su resistencia a compresión (menor a172 Kg./cm2) y a su coeficiente de saturación el cual rebasa en algunos casos el valor límite de 0.90. Cabe mencionar que los parámetros de absorción son menores a los esperados para una mampostería clasificada como NW. 3. En varios prismas de mampostería sujetos a compresión axial, se notó junto con la falla por aplastamiento del tabique de anhidrita, el desprendimiento de la junta de mortero de la pieza, lo que indica falta de adherencia entre ambos materiales. Futura investigación deberá hacerse para determinar el esfuerzo de adherencia que se desarrolla entre ambos materiales. Actualmente se continúan realizando pruebas en laboratorio sobre los paneles del sistema para mejorar su comportamiento ante diferentes tipos de carga. Además se desarrollan en el Centro de Diseño y Construcción propuestas encaminadas a optimizar no solo los sistemas constructivos sino también los morteros base anhidrita utilizados. 11 5. Agradecimientos. La presente investigación fue desarrollada con el apoyo del Centro de Investigación en Diseño y Construcción del Instituto Tecnológico y de Estudios Superiores de Monterrey (ITESM). El trabajo fue llevado a cabo en el laboratorio de Ingeniería Estructural del Departamento de Ingeniería Civil. Este proyecto fue patrocinado por el ITESM vía programa CAT-003.a través de la Cátedra de Desarrollo e Innovación de Procesos y Tecnologías de Vivienda. 6. Bibliografía. Yeomans, F.; Almada, D.; Reynoso, R. (2004). “Emergency Dome Construction Housing System Based on Anhydrite Light Mortar”, World Congress on Natural Disaster Mitigation. New Delhi, India. Yeomans, F.; Reynoso, R. (2003) “Light Mortar Alternative Construction System For Emergency Housing” 28th Conference Our World in Concrete Proceedings, Singapore. N.T.C. (1995) “Normas Técnicas Complementarias del Reglamento de Construcciones del Distrito Federal”, Gaceta Oficial del Distrito Federal, 27 de febrero de 1995, pp. 4-8. Información Biográfica M. Sc. Ing. Delma V. ALMADA NAVARRO. La Ingeniera Almada es profesora asociada del Departamento de Ingeniería Civil del ITESM así como investigadora asociada al Centro de Investigación en Diseño y Construcción del mismo Instituto. Actualmente forma parte del claustro de profesores del programa de Posgrado en Ingeniería Civil y es co-asesora de la Cátedra de Desarrollo e Innovación de Procesos y Tecnologías de Vivienda. Dr. Francisco S. YEOMANS REYNA. Dr. Yeomans es Director del Centro de Investigación en Diseño y Construcción del ITESM, es profesor titular del Departamento de Ingeniería Civil del mismo Instituto. Actualmente es coordinador del programa de Posgrado en Ingeniería Civil y Coordinador de la Cátedra de Desarrollo e Innovación de Procesos y Tecnologías de Vivienda. M. Sc. Ing. Ricardo REYNOSO MIRANDA. El Ingeniero Reynoso fue profesor asistente del Departamento de Ingeniería Civil del ITESM así como investigador asociado al Centro de Investigación en Diseño y Construcción del mismo Instituto. Actualmente se desempeña como Ingeniero calculista dueño de su empresa de diseño y construcción Miranda y Asociados y es co-asesor de la Cátedra de Desarrollo e Innovación de Procesos y Tecnologías de Vivienda. Q. Daniel DÁVILA BARRIENTOS. El Químico Dávila fue profesor de la facultad de Ciencias Químicas de la Universidad Autónoma de NL. Reconocido investigador en el área de la sustentabilidad, cuenta con un número apreciable de patentes dentro de las que se incluye tecnología relacionada con la anhidrita. Actualmente se desempeña como investigador y dueño de una empresa fabricante de morteros cementantes base anhidrita. Es asesor del Centro de Diseño y Construcción. 12