Automotriz - Ministerio de Ciencia, Tecnología e Innovación
Anuncio

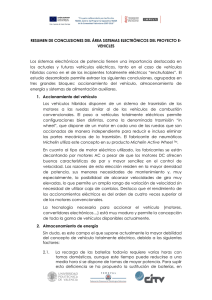
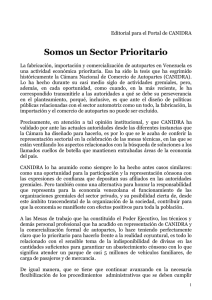
ANÁLISIS TECNOLÓGICOS Y PROSPECTIVOS SECTORIALES Automotriz Responsable: Juan Cantarella FEBRERO 2016 AUTORIDADES ■ Presidente de la Nación Ing. Mauricio Macri ■ Ministro de Ciencia, Tecnología e Innovación Productiva Dr. Lino Barañao ■ Secretario de Planeamiento y Políticas en Ciencia, Tecnología e Innovación Productiva Dr. Miguel Ángel Blesa ■ Subsecretario de Estudios y Prospectiva Lic. Jorge Robbio ■ Director Nacional de Estudios Dr. Ing. Martín Villanueva RECONOCIMIENTOS Los estudios sobre complejos productivos industriales fueron coordinados por el Dr. Juan Santarcángelo y asistidos por el Lic. Martín Kalos. La supervisión y revisión de los trabajos estuvo a cargo del equipo técnico del Programa Nacional de Prospectiva Tecnológica (Programa Nacional PRONAPTEC) perteneciente a la Dirección Nacional de Estudios del Ministerio de Ciencia, Tecnología e Innovación Productiva: Lic. Alicia Recalde. ■ Lic. Manuel Marí. ■ Lic. Ricardo Carri. ■ A.E. Adriana Sánchez Rico. ■ Se agradece a los diferentes actores del sector gubernamental, del sistema científicotecnológico y del sector productivo que participaron de los distintos ámbitos de consulta del Proyecto. No habría sido posible elaborar este documento sin la construcción colectiva de conocimientos. Por consultas y/o sugerencias, por favor dirigirse a pronaptec@mincyt.gob.ar El contenido de la presente publicación es responsabilidad de sus autores y no representa la posición u opinión del Ministerio de Ciencia, Tecnología e Innovación Productiva. El estudio se realizó entre entre octubre de 2012 y abril de 2013. COMPLEJO AUTOMOTOR 1 PROCESOS PRODUCTIVOS Y TECNOLOGÍAS ACTUALES 1.1 Principales características del complejo automotor En los últimos veinte años el sector automotriz ha ido mutando hacia un esquema de mayores responsabilidades tecnológicas por parte de los proveedores, tanto en el diseño de los componentes de los vehículos como en el desarrollo de éstos. Ello ha modificado las relaciones de poder relativo en algunos casos, al mismo tiempo que se acotan los grados de libertad en las decisiones locales. Sin embargo, esta mayor delegación de responsabilidades no implica una disminución de liderazgo en la relación por parte de las terminales, quienes están en condiciones claras de fijar las reglas de juego. También comenzó a generalizarse, con mayor o menor profundidad según el fabricante de vehículos, el sistema de producción Toyota con mayores exigencias en la flexibilidad del proceso productivo, la calidad y velocidad de respuesta a las necesidades de las terminales. El puesto de trabajo, fijo, delimitado, integrado en una cadena y reducido a simples tareas ejecutadas por una mano de obra de baja calificación cedió paso al ¨just in time¨ (JIT) de entrega, la automatización flexible, la polivalencia laboral y un estrechamiento de las relaciones con los proveedores. Independientemente de los cambios mencionados, las terminales han mantenido el control sobre las variables que consideran claves en el negocio: el diseño de nuevos modelos, la administración de la marca y la relación con el cliente, tanto la financiación de las ventas como en la atención al cliente en todo lo relativo a la post venta, sobre todo durante el período de garantía del producto, que llega a tres años en varias marcas. Durante este período el consumidor debe indefectiblemente realizar el mantenimiento del vehículo en talleres oficiales, caso contrario pierde la garantía del fabricante. Otro aspecto importante de esta evolución fue el cambio hacia la oferta de 1 soluciones integrales por parte de los proveedores de componentes, en lugar del tradicional suministro de piezas individuales. En este sentido los proveedores del primer anillo (sistemistas) se transforman en corresponsables del diseño y desarrollo de lo producido por el segundo y el tercer anillo de proveedores. De esta manera las terminales delegan en los proveedores del primer anillo no sólo la responsabilidad sobre el “conjunto” sino también el gerenciamiento y la interrelación con los otros dos anillos. La terminal asume el compromiso con el proveedor en cuanto a las especificaciones de la producción y de la calidad de sus productos demandados. Si bien en nuestro país no son frecuentes los contratos en firme entre una terminal y sus proveedores del primer anillo, el tipo de relación y los niveles de compromiso que asumen las partes, generan en la mayoría de los casos una relación de largo de largo plazo entre las terminales y un grupo reducido de proveedores. Dada la nueva forma de provisión de conjuntos, las terminales han buscado la reducción del número de plataformas productivas y la manera de usar una misma plataforma para la fabricación de distintos vehículos en busca de ganar economías de escala y aprovechar la conveniencia del comercio entre regiones. En estos casos, aquellos países en donde se da comienzo a la producción, tienen mayores chances de convertirse en los proveedores globales de los principales componentes. A efectos de simplificar la descripción de los diferentes eslabones que componen un sector como el automotriz, vale observar los Gráficos 1 y 2, en donde se exponen los diferentes actores. 2 Principales Actividades Etapa Sector Gráfico 1: Cadena de valor automotriz Sector Industrial Básico Materias Primas Industria Autopartista Partes y piezas Subconjuntos y Conjuntos Terminal / Reposición Comercialización Mercado Reposición Distribuidores Distribución Otros Terminales Concesionarios Ensamble (manual o Ensamble de Conjuntos y Producción de Acero automatizado) subconjuntos partes y Aluminio Ensamblado de motores, componentes varios Diseño, desarrollo y Petroquímicos ensamblado de módulos estampado grandes, Vidrio, textiles Tornillos, ruedas, pintura, etc. estampados, forja, y sistemas (conjuntos) y caucho Producción de autos fundición, plásticos Producción de Otros conjuntos inyectados, etc. Exportaciones Motor, caja, ejes, etc. Otros Reposición Terminales Servicios Vinculados Terciarización de actividades Logística Mantenimiento Las terminales necesitan altos niveles de escala para una mejor distribución de los costos de diseño y desarrollo de marca. Las capacidades de innovación y diseño continúan siendo críticas, los primeros en atinar una innovación mantienen el liderazgo comercial e incrementan las posibilidades de obtener una rentabilidad extraordinaria. Algunas compañías se ponen mayor énfasis en el desarrollo de la marca y en las finanzas. Otras, mantienen un mayor énfasis relativo en la excelencia de la manufactura. Los “proveedores mega-globales”, proveen a las terminales de los principales conjuntos (motores, cajas de cambo, ejes con diferencial, sistemas de climatización, etc.). También son conocidos como los “Tier 0,5”, tratando con esto de explicar que su cercanía a las terminales es aún superior a la que tienen los proveedores del primer anillo. Estas compañías necesitan tener alcance global, para poder seguir a las terminales a todos los lugares donde estas produzcan los modelos de autos para los cuales los proveedores le suministran los conjuntos. Las soluciones que proveen tienen una característica adicional, se tratan de soluciones “black box”, es decir el proveedor recibe un requerimiento detallado y aporta una solución integral. Usa su propia tecnología para alcanzar el nivel de desempeño esperado por la terminal. 3 Los proveedores del primer anillo son aquellos que proveen de manera directa a las terminales. Algunas de estas empresas se han desarrollado como “proveedores mega-globales” (PMG). Estas empresas requieren capacidades de diseño e innovación, pero su alcance global será más limitado. Los Proveedores del Segundo anillo son firmas que trabajan habitualmente sobre diseños suministrados por las terminales o por los PMG. Con el objeto de alcanzar los requerimientos de costos y flexibilidad, cuentan con un buen nivel de habilidades técnicas. Adicionalmente, para mantenerse en el mercado es necesario que logren certificaciones de calidad exigidas por los clientes (ISO 9000, ISO/TS 16949). Estas firmas generalmente abastecen un mercado y poseen posibilidades de crecer en el comercio internacional. Los proveedores del tercer anillo son firmas que proveen productos relativamente básicos. En la mayoría de los casos se trata de productos con un mayor nivel de estandarización, donde las habilidades requeridas son menos sofisticadas. Tal es así que el nivel de inversión realizado en capacitación es más reducido. En este eslabón las empresas compiten entre sí principalmente vía precios, con lo que la competencia es mucho más fuerte. Una parte importante de la cadena de valor automotriz lo constituye el mercado de reposición. Es un sector en el cual muchas empresas de países en desarrollo comenzaron a trabajar, inclusive con anterioridad a la instalación de terminales locales. En nuestros días existe un mercado internacional muy desarrollado para los productos de reposición. Las empresas en este sector compiten principalmente vía precios. El acceso a materia prima económica y a habilidad técnica es un elemento importante de este grupo de empresas. El diseño no es una habilidad requerida para este grupo, ya que en la mayoría de los casos se realizan copias/adaptaciones de diseños realizados por terceros, sin embargo, la habilidad para adaptar y transformar determinadas piezas a las necesidades locales, constituye un elemento importante para este grupo. 4 Gráfico 2: Principales características de los eslabones de la cadena de valor Sector Materias Primas Principales características Sector Industrial Básico Etapa automotriz. Provisión Nacional o importada Alta concentración Alto poder de negociación Industria Autopartista Partes y piezas Mayoría PyMEs Alta participación de Capital Nacional Requerimientos de tecnología medios Fuerte nivel de competencia interna e importada Bajo poder de negociación frente a proveedores y clientes Subconjuntos y Conjuntos Mayoría Multinacionales Proveedores globales de las Terminales Se proveen de empresas locales o bien importan sus componentes Menor competencia relativa por acuerdos globales. Industria Terminal Terminales Grandes Multinacionales Se proveen de conjuntos locales e importados Alta competencia entre empresas radicadas en la región y baja competencia de productos Extra Zona Tendencia hacia la especialización y complementación regional. Alta incidencia de exportación regional Vale destacar que en un mismo momento, algunas empresas pueden ser catalogadas de primer, segundo o tercer anillo, según el cliente al que le vendan, de acuerdo a cómo se fue desarrollando cada negocio específico con una plataforma o modelo en particular. A su vez, hay proveedores de terminales que también participan del mercado de reposición, ya sea a través de la terminal y su red de concesionarios o en forma directa. Para este último caso resultan necesarios ciertos acuerdos particulares por razones de propiedad intelectual y propiedad de los herramentales con que los productos son fabricados. La etapa de producción de los vehículos a pesar de ser una actividad principalmente de ensamblaje, es claramente capital intensiva en donde la mano de obra tiene una incidencia en los costos del orden del 5%. En la Argentina hay 11 terminales automotrices, de las cuales 10 ensamblan vehículos, de las cuales 2 también producen cajas de cambio, mientras que 1 sola fabrica transmisiones. En el caso de la producción de autopartes, las tecnologías de producción pueden ser tanto capital o mano de obra intensiva. Ello depende de varios factores: 5 Características del proceso. Características del producto. Nivel promedio de lotes de producción que permita amortizar inversiones. En este sector las variantes de procesos productivos son inmensas. Hay procesos de ensamblaje, fabricación de conjuntos grandes, medianos y pequeños; transformación de diversas materias primas (chapa, aluminio primario y secundario, plásticos, textiles, caucho, vidrio, plomo, cobre, etc.). También hay procesos de mecanizados de piezas de fundición y forjadas. La participación de la mano de obra en los costos puede ir de un 5% en un simple proceso de ensamblado, a un 40% en los procesos con mayor transformación y más integrados verticalmente. En resumen, los procesos abarcan ensamblado, soldadura, mecanizado, inyección, extrusión, estampado, cortado de telas, termoformados varios, fundición, forja, tratamiento superficial, doblado de caños, diseño y fabricación de herramentales, rotomoldeo, pintura, producción de mezclas químicas, plegado, soplado plástico. Las autopartes constituyen entre dos tercios y el 80% del costo de fabricación de un vehículo. En el sector de autopartes coexisten empresas de capital nacional, empresas trasnacionales y unos pocos casos en donde se han generado joint ventures entre éstas. El primer grupo tiene mayor preponderancia en el mercado de reposición y en el segundo y tercer anillo de proveedores, mientras que las empresas trasnacionales y joint ventures tienen mayor presencia relativa en el primer anillo. Hay más de 400 empresas fabricantes, de las cuales unas 200 son proveedores directos de terminales. El empleo directo de los fabricantes de autopartes es de 65.000 personas, mientras que las terminales emplean a 32.000 personas. Se estima que el empleo indirecto ¨aguas abajo¨ es de unas 30.000 personas, siendo ello sumamente dependiente de los niveles de integración de autopartes ya que ello es el vaso comunicante del derrame sobre el resto de la economía. Dada la heterogeneidad de procesos y materias primas de la actividad productiva, se encuentran involucrados varios sindicatos. En el caso de las terminales, todas están encuadradas en Smata (Sindicato de Mecánicos y Afines del Transporte Automotor) 6 excepto una que es UOM (Unión Obrera Metalúrgica). En el caso de los proveedores un 75% está encuadrado en UOM, un 20% en Smata y el resto en el gremio químico, del vidrio, textil, caucho, etc. La mayoría de las empresas consideran la existencia de escasez en nuevos recursos humanos técnicos. Se destaca la falta de formación o problemas de formación (por carencias de las instituciones de educación técnica) de oficios tradicionales, tales como mecánicos de mantenimiento, electricistas de mantenimiento, soldadores TIG, soldadores MIG MAC, operadores de equipos CNC, torneros, fresadores, operarios de plantas de pintura y principalmente matriceros. En cuanto a las necesidades de capacitación, se pueden mencionar principalmente: metrología, hidráulica, neumática, preparación y operación de equipos de control numérico computarizado (CNC), programación de equipos de control numérico computarizado (CNC), Autocad y tecnología de herramientas de corte. Estas carencias están detectadas y existen diversos programas de capacitación financiados por el Ministerio de Trabajo, que son ejecutados a través de los gremios, además de las horas de entrenamiento que la mayoría de las empresas también provee. Asimismo, se han generalizado inconvenientes con los empleados por cuestiones actitudinales. Se percibe una ausencia creciente de una cultura del trabajo en la dotación de mano de obra de las fábricas. Ello se ve reflejado en altas tasas de ausentismo, cuestiones disciplinarias, ausencia de valores como el respeto a las jerarquías y pares, la responsabilidad, etc. Con respecto a los mandos medios y gerenciales, donde también se observaron limitaciones en la oferta ante el fuerte crecimiento de los últimos años, es de destacar la reciente creación de la carrera de Ingeniería en Industria Automotriz de la Universidad Tecnológica Nacional. Sobre esta plataforma, y con el apoyo de Volkwagen, se ha creado el Centro para la Investigación y el Desarrollo de la Industria Automotriz, Dr. Ferdinand Porsche. 7 1.1.1 Actividad automotriz basada en un modelo exportador Desde la entrada en vigencia del Mercosur, y con mayor profundidad desde 2003, la fabricación de vehículos basó su estrategia en un modelo exportador, principalmente regional. Ello ha hecho posible una renovación continua de plataformas exclusivas asignadas a la Argentina (vehículos que en el Mercosur no se fabrican en Brasil) con una mayor especialización productiva a nivel regional que haga posible una complementación productiva y comercial con Brasil. Ello permite mejorar sustancialmente la escala productiva de cada plataforma, alcanzando mayor productividad y competitividad. Desde 2004, de los 21 nuevos proyectos lanzados por las terminales, 17 fueron exclusivos para la región. De allí la importancia de acceder libremente al mercado brasilero, y de promover mejores y nuevos acuerdos con países latinoamericanos. Como toda industria de escala, las inversiones en bienes de capital son demasiado grandes como para soportar bajos niveles de producción en un vehículo. Por la imposibilidad de Argentina de competir en los modelos de mayor escala más masivos comercialmente, se especializó en vehículos medianos, utilitarios y pick ups. Más del 70% de la producción de vehículos es de plataformas que no se producen en Brasil. Estos vehículos tienen comercialmente una contribución marginal más alta con lo cual es posible alcanzar el punto de equilibrio a pesar de tener una escala productiva más baja. Luego, el intercambio entre las filiales de ambos países hace posible se pueda complementar la oferta cubriendo todos los segmentos del mercado. Este modelo exportador hizo posible que en 2011 se alcanzar la producción récord de 830.000 unidades producidas en Argentina, habiéndose destinado el 60% a la exportación a Brasil en su gran mayoría. Al mismo tiempo, el 60% de los vehículos comercializados en el mercado interno fueron de origen importado, principalmente de Brasil (48%). 8 Gráfico 3: Evolución de la producción y exportación de vehículos. 900.000 90,0% 800.000 80,0% 700.000 70,0% 600.000 60,0% 500.000 50,0% 400.000 40,0% 300.000 30,0% 200.000 20,0% 100.000 10,0% 0 0,0% 19951996199719981999200020012002200320042005200620072008200920102011 Producción Exportaciones X/Producción (eje derecho) Fuente: Elaboración propia en base a Adefa. De esta manera, la actividad exportadora de vehículos es la principal tractora ¨aguas abajo¨ de los demás eslabones productivos. Por ello es que resulta tan relevante poder continuar con produciendo vehículos de manera relativamente competitiva (en comparación con las alternativas de la región) por el fuerte impacto directo e indirecto sobre proveedores y el empleo. Las ventas de autopartes fueron de 7.400 millones de dólares en 2011. Un 60% están destinadas a las terminales, un 20% al mercado de reposición y un 20% a la exportación directa. Sin embargo persisten las dificultades para incrementar el grado de integración local de los vehículos y en consecuencia, para disminuir el déficit comercial de autopartes. Paradójicamente al incrementarse la producción de vehículos se acrecienta el déficit de autopartes que en 2011 superó los 8.700 millones de dólares. En el Gráfico 3 se puede observar que tanto durante el período de la convertibilidad, como luego de la gran devaluación de 2008, resulta muy alta la correlación entre la producción de vehículos y las importaciones de autopartes, lo que evidencia restricciones de carácter estructural. 9 Entre las principales causas se destacan: insuficiente oferta productiva de autopartes en algunos rubros en calidad/cantidad/tecnología, baja articulación en la cadena de valor; dificultades en los procesos de nacionalización y retraso en maduración de inversiones en curso, por citar algunas. Gráfico 4. Producción de vehículos e importación de autopartes. Fuente: Elaboración propia en base a información de Indec y Adefa. A pesar de la evolución reciente muy favorable en la actividad automotriz, se observa un proceso de deterioro de la competitividad en la producción local de vehículos que podría obstaculizar la consolidación de este modelo exportador. En efecto, se encuentran crecientes dificultades para la inserción internacional de los vehículos argentinos. Mientras en 2008 se exportaba a 81 destinos, en 2010 a 66 y en 2011 a 46 destinos. Asimismo, se enfrenta un fuerte incremento de la competencia de productos originarios de extra–zona en el mercado regional especialmente los asiáticos. Argentina y Brasil constituyen mercados atractivos, sobre los cuales hay fuerte presión de la oferta externa. Se acrecienta la competencia de unidades provenientes de extrazona que, en el caso de México aprovechó las preferencias arancelarias existentes hasta que Brasil renegoció el acuerdo y Argentina lo suspendió. 10 Este modelo exportador enfrenta no pocos desafíos: Mantener el peso relativo dentro del ciclo de asignación de modelos (disputa regional con Brasil y México). Sin estas asignaciones se estaría produciendo vehículos menos modernos que cada vez resultaría de más difícil aceptación por parte del mercado, tanto local como externo. Adaptar la producción a los nuevos requerimientos de la demanda. Brasil y México están más adelantados en materia de nuevas tecnologías por decisión de terminales de desarrollar capacidades locales de diseño y por adaptación de su producción a nuevos requerimientos tecnológicos. En el caso de Brasil, en lo que respecta a motorización flex y auto eléctrico. En el caso de México, con líneas de montaje para autos híbridos adecuándose a nuevas legislaciones de Estados Unidos. Enfrentar un escenario más competitivo en Latinoamérica a nivel productivo y comercial. Marcas del Sudeste Asiático intensifican inversiones en la región para la producción (foco en Brasil, Uruguay y México), lo cual alterará la dinámica comercial intrazona con sus nuevos jugadores y nuevos modelos. Sostener la mejora de productividad: a nivel local. Se observa un incremento paulatino de los niveles de utilización de la capacidad instalada a pesar de inversiones recientes, pero con situaciones diferenciales por empresas. Hay que remarcar que la productividad laboral bruta aumenta en función del aumento de la producción. A estas cuestiones se les debe sumar la fuerte pérdida de competitividad por las subas de los costos de producción y costos logísticos que dificulta el sostenimiento de algunos negocios de exportación. La sustentabilidad de las exportaciones resulta sumamente sensible para toda la actividad automotriz, con lo cual resulta necesario analizar tanto la política de derechos de exportación del sector (retenciones del 5%), de reintegros (devolución del 6%), devolución del IVA exportaciones y el impacto negativo de la suba de costos 11 de producción en el tipo de cambio real. Los atrasos que se evidencian en el cobro de los reintegros (neteados los insumos importados), mientras que el pago de las retenciones es automático y sobre la totalidad de la exportación (sin netear los insumos importados), hace que las exportaciones tengan una presión impositiva que afecta nuevas operaciones de exportación y el mantenimiento de las actuales. 1.1.2 Protección efectiva y su impacto en el entramado productivo El nivel de protección efectiva resulta determinante sobre la estructura productiva y constituye un mejor indicador del manejo discrecional del esquema arancelario y de la dispersión de incentivos relativos entre los sectores productivos o los eslabones que componen la cadena de abastecimiento de cada uno de ellos. Actualmente toda la cadena de aprovisionamiento de las terminales enfrenta una situación en donde el esquema arancelario desincentiva claramente la conveniencia de la compra local de partes y por ende la radicación de inversiones. La existencia del mecanismo de admisión temporaria permite a los exportadores importar insumos sin aranceles siempre que éstos sean reexportados dentro de productos de mayor valor agregado. Ello se ve aún más potenciado desde que se sigue permitiendo que esas exportaciones tengan destino Mercosur, a efectos de poder descargar los insumos importados libres de aranceles. Si bien este esquema resulta totalmente objetable desde el punto de vista conceptual para una unión aduanera, el ¨ahorro¨ de aranceles que permite esta triangulación ha permitido a empresas radicadas en los países relativamente más chicos, incluyendo a la Argentina, obtener importantes negocios. Sin embargo, debemos diferenciar los beneficios comerciales que ha significado para algunas empresas, tanto terminales como proveedores, del impacto que ello tiene sobre el entramado productivo. En efecto, desde que las principales empresas (terminales y grandes proveedores) han focalizado fuertemente la actividad productiva hacia la exportación (con Brasil 12 como principal destino), la protección arancelaria ha quedado totalmente relativizada. Al exportarse el 60% de la producción, esta misma proporción de los insumos importados utilizados tuvieron una protección arancelaria nominal del 0%. Con un arancel externo común para autopartes del 16% en promedio, tendríamos un arancel nominal promedio ponderado del 6,4%. Y al considerar que un 45% de las importaciones de autopartes provienen de Brasil al 0%, el arancel nominal promedio ponderado se reduce aún más al 3,5%. Gráfico 5. Saldo comercial de autopartes. Millones de US$. 15.000 Saldo Comercial Exportaciones Importaciones 11.364,8 10.000 2.571,3 2.170,4 2.591,3 1.216,3 773,1 0 -6.817,5 -72,0 -1.397,3 -5.000 -8.773,5 5.000 7.926,7 2011 2010 2009 2008 2007 2006 2005 2004 2003 2002 2001 2000 1999 1998 1997 1996 1995 -10.000 Fuente: abeceb.com Aunque puede considerarse razonable una mayor protección efectiva cuanto mayor sea el nivel de valor agregado del eslabón productivo, pareciera haber cierta desproporción entre la correspondiente a las autopartes y la de los vehículos terminados que se encuentra en casi el 100%, con un arancel nominal del 35%. Si bien resulta positivo que el mecanismo de admisión temporaria facilite alcanzar un importantísimo nivel de exportaciones sectoriales, no debería descuidarse el objetivo de fortalecer todos los eslabonamientos productivos aguas abajo. Bajo este esquema una terminal puede importar autopartes libres de arancel para ensamblar los vehículos que se exportan, mientras que los proveedores deben 13 tributar aranceles para los insumos importados para producir autopartes destinadas a vehículos a ser exportados al final del circuito. En el caso de las terminales hay un elemento adicional a esta situación que es el régimen de aduana en factoría. En este caso los beneficios son similares a los de la admisión temporaria, más la posibilidad de tributar impuestos y aranceles sobre las autopartes importadas sólo cuando se despacha producción al mercado interno. Ello implica básicamente una ventaja adicional de índole financiera y logística, que equivaldría a alrededor del 2% del valor de las importaciones. Si bien la normativa referida al régimen de aduana factoría establece que las terminales beneficiarias se debían comprometer a metas de contenido local de autopartes, hubo períodos en donde dicha exigencia no fue aplicada. Si se revisara la normativa a efectos de subsanar el esquema actual, de manera que tanto la admisión temporaria como la aduana en factoría pudieran ser utilizadas también por los proveedores que entregan autopartes para vehículos destinados a la exportación, se generarían mayores incentivos para el fortalecimiento y mayor integración de la cadena productiva. 14 2 LAS TECNOLOGÍAS DEL FUTURO EN EL COMPLEJO AUTOMOTOR A NIVEL MUNDIAL Los efectos perjudiciales del combustible fósil utilizado para la movilidad en ciudades y rutas (automóviles, camiones, logística, etc.), la calidad del aire y la preservación del patrimonio medioambiental, así como las limitantes en la disponibilidad de este tipo de energía en el futuro, proponen cambios en la movilidad para los próximos años. Los futuros estándares y las leyes relacionadas con la reducción de emisiones, exigen mejoras en el rendimiento de los vehículos así como una optimización en la movilidad personal y el transporte de bienes. El alcanzar estas metas requiere de desarrollos e innovación en una amplia variedad de campos de tecnología, yendo de la producción, el almacenamiento y la distribución de energía, nuevos conceptos de vehículos y arquitecturas, y la aplicación de soluciones de Tecnología de Comunicación (las TIC) y servicios para el gerenciamiento de la movilidad y la logística. La innovación acelerada se basará en convenios conjuntos de los sectores de actividad y los organismos de orden público para establecer las metas a alcanzar en el corto, mediano y largo plazo. La optimización de los motores convencionales y la electrificación de vehículos son de vital importancia a los efectos de alcanzar los objetivos de emisiones poco contaminantes. La electrificación incluye el desarrollo de vehículos eléctricos puros, específicamente diseñados para el uso en el ambiente urbano, así como también los híbridos enchufables y los vehículos equipados con extensores de autonomía, capaces de garantizar la autonomía necesaria para trayectos más largos dentro y fuera de las ciudades. El futuro de la movilidad para la próxima década prevé la coexistencia de distintas tecnologías de propulsión: convencional de motores de combustión, motores de combustión con tecnología de downsizing, híbrida, híbrida enchufable, eléctrica a baterías, eléctrica con extensor de autonomía, sistemas de pila de combustible, 15 pequeñas distancias (bicicletas eléctricas). Esquema 1: soluciones de movilidad para viajes en ciudad y larga distancia Fuente: European Green Cars Initiative. Los productos finales necesarios para abastecer a los mercados en forma masiva, requieren de importantes innovaciones tecnológicas que deben contemplar los siguientes aspectos: Bajo costo (para su producción, adquisición y su mantenimiento). Seguridad y alto rendimiento desde el punto de vista del almacenamiento de energía (fundamentalmente orientado a vehículos alternativos). Estandarización para la conexión de los vehículos a la red de suministro energético (fundamentalmente orientado a vehículos alternativos). Baja emisión de CO2. Control avanzado de la motorización. Mejora en la seguridad de las personas transportadas y para el entorno. Integración con el sistema de transporte y de logística. Junto a estas innovaciones tecnológicas, las futuras generaciones de vehículos requieren esfuerzos en el ámbito de la estandarización de componentes, modularización de sub-sistemas y nuevos requisitos de fabricación. 16 La reducción de costos y la capacidad de respuesta a las variaciones de demanda, serán las fuerzas motrices clave hacia el éxito en la captación de los mercados masivos. En la actualidad, la máxima prioridad en el desarrollo de la movilidad está dada por los Estados Unidos, Japón, China, Corea y la Unión Europea. Existen anuncios de programas nacionales dedicados en tal sentido. Del mismo modo, hay una importante generación de documentos e informes cualitativos, mientras que las compañías fabricantes de automóviles han contribuido a elevar las expectativas generales a través de anuncio de la inminente producción en masa de vehículos alternativos. 2.1 Las regulaciones en las emisiones de CO 2 Siendo este el principal factor que marcará la evolución de las tecnologías de la movilidad, se realiza una breve descripción del estado de situación y el futuro de las nuevas reglamentaciones y sus tendencias. Un motor a combustión interna, independientemente del combustible que utilice, al hacer quemar su mezcla, produce una serie de deshechos en forma de gases, líquidos y partículas sólidas. En los análisis de los gases de escape es posible encontrar hasta 107 sustancias diferentes, entre las que se destacan: CO: monóxido de carbono, cuyo mayor peligro reside en el desplazamiento del oxígeno. CO2: dióxido de carbono, no tóxico pero causante del efecto invernadero. HC: hidrocarburos, producidos en toda mezcla no perfecta, representan un grave daño al medio ambiente por su liberación a la atmósfera, además de estar considerados como elementos cancerígenos. H2O: agua emitida a la atmósfera en forma de vapor y que no representa 17 toxicidad alguna. Partículas: muy contaminantes por contener elementos como el azufre y derivados del petróleo que son emitidos a la atmósfera. NOx: óxidos de nitrógeno, uno de los elementos más contaminantes por la creación de O3 (ozono), lluvia ácida y efecto invernadero. N2: nitrógeno, su único inconveniente es la creación de O3 (ozono). Si bien existe toxicidad en los componentes derivados de la combustión, desde las administraciones tan sólo se ha hecho hincapié en la reducción del CO 2 debido a su alarmante impacto en el efecto invernadero. La unidad de medida de las emisiones esta dada por los gramos de CO2 por kilómetro recorrido (gCO2/Km). Esta es la referencia para la legislación. Gráfico 6: normativas presentes y tendencias a futuro en las principales regiones, normalizado según NEDC (New European Driving Cycle) 270 USA California gCO2 / Km, normalizado según NEDC 250 Canada 230 UE Japon 210 China Corea de Sur 190 Australia 170 150 130 Puntos llenos y líneas: performnce histórica Puntos sólidos y líneas de trazos: metas aprobadas 110 Puntos sólidos y líneas de puntos: objetivos propuestos Puntos huecos y líneas de puntos: propuesta sin aviso previo 90 2000 2005 2010 2015 China 2020: 117 US A2025: 107 Japon 2020: 105 UE 2020: 95 2020 2025 Fuente: Future Low Carbon Cars. 18 Gráfico 7: avances de algunas de las terminales automotrices con respecto a la reducción de emisiones en sus modelos y el objetivo de “130 gCO2/Km” planteado hacia el año 2015 200 gCO2 / Km, normalizado según NEDC 2005 190 2006 2007 180 2008 2009 170 2010 160 Target 150 140 130 120 BMW DAI Fiat PSA Renault VW Toyota Ford Fuente: Future Low Carbon Cars. 2.2 Tecnología aplicada a los vehículos del futuro En este se hace necesario separar la tecnología en dos aspectos centrales: Tecnologías para la motorización de vehículos. La necesidad de desarrollo de movilidad para cumplir con las regulaciones establecidas por las distintas regiones y la necesidad de reemplazo de las fuentes de energía motivado por la reducción de las reservas de combustible fósil. Tecnologías complementarias. Estas tecnologías están orientadas a optimizar aspectos relacionados con la seguridad activa y pasiva, el confort, la facilidad de la movilidad, la conectividad, etc. 19 El primer aspecto es el que condiciona la tecnología a ser utilizada en la movilidad del futuro y por tal razón se realizará un análisis particular sobre el mismo. El segundo aspecto, si bien es de considerable importancia, esta librado a los desarrollos y propuestas particulares realizadas por las terminales automotrices sin detectarse tendencias claras de quienes serán los que impongan dichas tendencias y cuáles serán las mismas. Sobre este último aspecto solo se realiza un elenco de alguna de las tecnologías en desarrollo. 2.2.1 Tecnologías para la motorización de vehículos Relacionadas con los objetivos de reducción de emisiones y la reducción del consumo de energía, las tecnologías que hasta el momento se estarían desarrollando, no logran marcar una tendencia única. La mayoría de los fabricantes de vehículos están realizando actividades de Investigación, Desarrollo e Innovación (I+D+i) en varias tecnologías a la vez, algunas de ellas como transición y otras como posibles futuros estándares. 2.2.1.1 Vehículos equipados con motores de combustión interna La fuente de energía de los vehículos equipados con motores de combustión interna es el combustible fósil (ejemplo nafta o diesel), el biocombustibles (ejemplo biodiesel, alcohol), el gas (ejemplo GNC, GLP). Al ser este tipo de vehículos los que más emisiones generan, existen grandes esfuerzos por parte de los fabricantes para reducir dichas emisiones mediante innovaciones orientadas a incrementar la potencia y reducir el consumo: Downsizing: reducción de la cilindrada de los motores manteniendo las características de potencia entregada. Para ello se utilizan tecnologías de inyección directa y sobrealimentación mediante la utilización de turboalimentadores (mayor aporte de oxígeno a la mezcla). 20 Reducción de peso y mejoras aerodinámicas: el consumo de combustible es proporcional a la masa transportada así como a la resistencia del aire. Para ello se utilizan materiales más livianos y nuevos diseños aerodinámicos. Innovaciones en las transmisiones: el consumo de combustible y la ineficiencia en la combustión se generan por utilizar los motores en rangos de velocidad inadecuados. La sustitución de las cajas de velocidades manuales por cajas automáticas, cambios pilotados, doble embrague y la transmisión variable continua (CVT) permiten mantener las relaciones de giro del motor con solicitudes de par y velocidad óptimas. 2.2.1.2 Vehículos equipados parcial o totalmente con motores eléctricos La fuente de energía de los vehículos equipados con motores eléctricos, es la electricidad. En este tipo de vehículos, los motores eléctricos pueden ser la única fuente de propulsión y también pueden coexistir con motores de combustión interna (vehículos híbridos). Al ser la fuente de energía la electricidad, los motores eléctricos no generan emisiones de CO2 durante su utilización, aunque cabe considerar que la generación de energía primaria, si podría generarla (centrales eléctricas térmicas, generadores a bordo, etc.). Algunas de las ventajas de los vehículos eléctricos puros radican en una alta eficiencia del motor (energía eléctrica recibida vs energía mecánica entregada), simplicidad de la mecánica asociada (en la construcción del motor y en la transmisión del movimiento), el bajo ruido y el bajo mantenimiento entre otras. La principal debilidad es la acumulación y la portabilidad de la energía a bordo del vehículo dado por el peso de las baterías y la baja relación con la potencia entregada por las mismas, los tiempos de recarga y el bajo nivel de evolución de alternativas viables. 21 Cabe aclarar que los vehículos híbridos no pueden considerarse eléctricos ni tampoco “cero emisión”. Estos vehículos combinan un motor de combustión convencional y otro eléctrico que se alimenta con baterías (o algún acumulador transitorio) y sirve de ayuda para mejorar las prestaciones y reducir los consumos. Pero, aunque contaminan menos, siguen produciendo emisiones. 2.2.1.3 Vehículo híbrido ligero o micro híbrido (MH de su sigla en inglés Micro Hybrid) Se denominan micro híbridos porque tienen apoyo eléctrico a la propulsión, pero son modelos con mecánicas de combustión convencionales que incluyen un sistema Start - stop de arranque y parada automática en los semáforos y atascos para reducir los consumos y emisiones en las ciudades. Para no agotar la batería convencional con tantos arranques, añaden un dispositivo que recupera la energía de los frenos para recargarla a los efectos de absorber el gasto extra que exige alimentar el Start - stop. 2.2.1.4 Vehículo híbrido eléctrico (HEV de su sigla en inglés Hybrid Electric Vehicle) Combinan un motor a combustión con otro eléctrico que sirve de ayuda en una configuración serie o paralelo. Incluyen la tecnología Start - stop e incorporan baterías extra que se recargan con el motor de combustión y con la recuperación de energía cinética en el momento del frenado a través del alternador. Así, además de reducir el trabajo del motor de combustión convencional ante demandas de aceleración, en algunos casos permiten recorrer algunos pocos kilómetros sólo en modo eléctrico para no contaminar (en garajes, en atascos, etc.). 2.2.1.5 Vehículo eléctrico hibrido enchufable (PHEV de su sigla en inglés Plug-in Hybrid Electric Vehicle) 22 Son el siguiente paso en la tecnología de los híbridos clásicos (HEV) e incorporan baterías de mayor capacidad para permitir una autonomía de entre 20 y 40 kilómetros de recorrido utilizando sólo energía eléctrica almacenada. El término enchufable deriva de la necesidad o posibilidad de recargar las baterías conectando el vehículo a la red eléctrica. El objetivo del diseño es utilizar el motor convencional fuera de las ciudades y el motor eléctrico alimentado por las baterías dentro de las mismas. 2.2.1.6 Vehículo eléctrico de batería (BEV de su sigla en inglés Battery Electric Vehicle) Estos vehículos están propulsados únicamente por un motor eléctrico y no emiten ninguna sustancia durante su funcionamiento (ZE = Zero Emission). La fuente de energía proviene de la electricidad almacenada en las baterías que se deben cargar a través de la red. Necesitan de un conjunto de baterías de mayor capacidad que los vehículos MH, HEV y PHEV. 2.2.1.7 Vehículo Eléctrico de Autonomía Extendida (EREV de su sigla en inglés Extended Range Electric Vehicle) Son muy parecidos a los híbridos enchufables. Pueden recorrer aproximadamente 60 kilómetros con la energía almacenada en sus baterías y cuando estas se agotan, cuentan con un motor de combustión convencional para alimentar un generador eléctrico que carga las baterías del sistema siendo siempre el motor eléctrico el que genera la tracción. 2.2.1.8 Vehículo eléctricos con pila de combustible (FCEV de su sigla en inglés Fuel Cell Electric Vehicles) Este tipo de vehículos generan su propia energía eléctrica a bordo mediante una pila 23 de combustible alimentada por hidrógeno, es un vehículo eléctrico propulsado por hidrógeno que no utiliza baterías para almacenar energía. El hidrógeno es almacenado y utilizado posteriormente para obtener energía eléctrica. El catalizador que hace posible la necesaria reacción química es de platino. Una pila de combustible combina hidrógeno y oxígeno para obtener electricidad y agua. Puesto que el agua es prácticamente el único subproducto de la reacción, estos vehículos son totalmente limpios durante su funcionamiento. 2.2.2 Tecnologías complementarias En este apartado se enumeran algunos de los desarrollos y tendencias tecnológicas: 2.2.2.1 Sistemas de tracción Delantera: aplicado a vehículos livianos. Trasera: aplicado a vehículos de mayor potencia. Cuatro ruedas (vehículos convencionales): se impone la tracción conectable sobre la permanente. Tracción individual (vehículos híbridos y eléctricos): aplicando un motor a cada rueda. Rueda autónoma (vehículos híbridos y eléctricos): el motor forma parte de la rueda. 24 2.2.2.2 Neumáticos Utilización de nuevos materiales para garantizar economía, prestaciones y sustentabilidad sin la necesidad de depender de los derivados del petróleo. Neumáticos autocontrolados: detectan perdida de presión y se autogestionan. Neumáticos especiales para vehículos eléctricos: reducen la resistencia a la rodadura y el ruido provocado por el rozamiento. 2.2.2.3 Sistemas de suspensión Suspensión predictiva: utiliza scanners y sensores que permiten interpretar la ruta y actuar en consecuencia. 2.2.2.4 Sistemas de frenado Frenado automático: utiliza radares que permiten anticiparse a objetos que se interponen en la trayectoria provocando, avisos o directamente el frenado del vehículo. 2.2.2.5 Sistemas de iluminación Luces posición, freno e intermitencia con tecnología LED. Faros con tecnología LED. Iluminación adaptativa a las condiciones de entorno. 25 2.2.2.6 Antiniebla con tecnología láser. Sistemas de seguridad Control electrónico de estabilidad, tracción y diferencial electrónico: con comportamiento inteligente en función al terreno, la carga del vehículo, el desbalance de carga, etc. Airbags en cinturones de seguridad. Airbags inteligentes: realiza el inflado de las bolsas en forma proporcional al impacto. Airbags por fuera: ubicados en el paragolpes delantero. Asistente en intersecciones: utiliza radares para detectar peligro en el frente y laterales. 2.2.2.7 Asistente para cambio de carril. Tecnologías de la información y la comunicación Comunicación entre vehículos: el objetivo es comunicar alertas y situaciones anormales. Comunicación vehículo - entorno: conexión WiFi con reconocimiento de entorno. Conducción autónoma: sin necesidad de conductor. 26 Control de velocidad crucero adaptativo: dependiente de la información recibida por el entorno. 2.3 Futuro de los vehículos de bajas emisiones En esta sección se analizan las tendencias de la tecnología avanzada del sistema de propulsión automotriz a corto, mediano y largo plazo, con datos tomados desde documentos realizados por especialistas internacionales del sector. Como resumen se podría mencionar que el corto y mediano plazo encontrará a los vehículos a nafta y diesel de tecnología avanzada con una muy buena presencia en los mercados, no se podría afirmar lo mismo para los vehículos eléctricos, dado fundamentalmente por el costo al que llegarán a los usuarios. Las mejoras a los motores convencionales serán claves para los próximos 10 a 15 años y el vehículo hibrido (HEV) será viable a gran escala en 2020. A corto plazo la adopción del mercado masivo de vehículos eléctricos es poco probable dada la comparación de costos frente a los vehículos de combustión del motor. Mientras el precio de los vehículos eléctricos sea elevado, solo serán productos de nicho. Los motores convencionales pueden cumplir con los objetivos de regulación hacia el año 2020 a bajo costo mediante la adopción generalizada de varias tecnologías emergentes como el downsizing de motores, utilización de turbocompresores, compresores volumétricos, sistemas de admisión de inyección directa de combustible, sistemas de escape y catalizadores, incorporación del sistema Start – stop automático para la eliminación de la inactividad del motor cuando el vehículo está detenido, utilización de transmisiones avanzadas y otras tecnologías que reducen las pérdidas y que serán necesarias para cumplir con los objetivos de regulación. Un cambio hacia tecnologías de dispositivos más costosos, híbridos y eléctricos, por el momento es poco probable. Se estima que a partir del año 2020 se realizaran avances en materia de vehículos híbridos y eléctricos que llevaran la producción para ciertos nichos de mercado hacia una producción de volumen. Este paso se daría fundamentalmente por un gran 27 avance en el rendimiento de las baterías (energía y densidad de potencia), así como una drástica reducción en su costo. Se estima que a partir del año 2020 la industria automotriz podría cumplir con los objetivos de regulación con una cuota de mercado del 10% de vehículos híbridos (HEV), un 4,5% de vehículos híbridos enchufables (PHEV) con baterías pequeñas y un 4% para vehículos eléctricos puros a baterías (BEV). Al día de hoy se estima que el costo diferencial existente entre la fabricación de un vehículo convencional y la fabricación del mismo vehículo con un motor eléctrico, es del orden de los US$ 21.500 dado fundamentalmente por el costo de las baterías, aunque se espera que este costo se reduzca en forma progresiva, el costo del combustible fósil aumente y las posibilidades de reducir el costo de los motores convencionales sea cada vez menos, hasta llegar al punto de equilibrio donde los vehículos eléctricos tengan dominio respecto a los de combustión interna. Este punto de equilibrio se espera para el año 2025. Las reducciones de costos de las baterías serán la clave de la electrificación de los vehículos en el futuro. Otro elemento que puede contribuir en gran medida a la reducción de consumos y emisiones, son las transmisiones, concretamente las de doble embrague, las de variador continuo y otras evoluciones con alto grado de automatismo que superan la efectividad del conductor medio y en muchos casos la de cualquier conductor humano. La reducción de la masa desplazada y las mejoras aerodinámicas jugarán también un papel decisivo. Respecto a la necesidad de materias primas, los vehículos híbridos y los vehículos eléctricos requerirán cantidades importantes de materias primas que no son utilizadas o son poco utilizadas actualmente en la fabricación de vehículos convencionales. Estas materias primas tienen relación con las baterías y los motores de tracción para HEV, PHEV y EV y se requerirán importantes cantidades considerando que son mucho menos abundantes y menos reciclables que los principales metales utilizados en los automóviles convencionales. Mientras que las reservas de litio en el planeta garantizan la producción de baterías 28 por muchas décadas, materiales como las tierras raras (también utilizadas en las baterías) y el cobre (utilizado en los motores) serán tema de atención. Los suministros mundiales de litio son adecuadas para el futuro previsible, pero la producción de metal de tierras raras está dominado por los productores chinos y los precios se han disparado. La limitación más importante es la del metal de cobre. Un vehículo convencional necesita 24 kg de cobre mientras que un hibrido convencional (HEV) necesita 34 kg, un hibrido enchufable (PHEV) necesita 54 kg y un vehículo eléctrico (BEV) necesita 94 kg. Como resultado, el valor del cobre en un vehículo eléctrico probablemente supere el valor total del acero y aluminio combinados. Los sistemas Start - stop ofrecen algunas ventajas en la relación calidad - precio con una potencial de reducción de CO2. Es de esperar que prácticamente todos los sistema de propulsión convencional de combustión interna en los mercados maduros incluyan estos sistemas de aquí al año 2020. Casi todas las mejoras de los sistemas de propulsión se basan en los conceptos anteriores. La química y la física de base en los sistemas de propulsión, no han cambiado significativamente en los últimos 100 años, pero las mejoras de diseño y la eficiencia de la combustión han generado continuos avances en la densidad de potencia (mayor potencia con menos cilindrada y peso), mientras que los niveles de ruido, las emisiones y el consumo de combustible ha disminuido. Los próximos 15 años serán caracterizados por una evolución de las tecnologías existentes y la coexistencia de las diversas opciones de motorización. En los próximos 15 a 20 años se espera que la electrificación se vaya imponiendo, pero también se espera que tres de cada cuatro vehículos todavía incluyan un motor de combustión interna a bordo. En el sector de almacenamiento de energía, los primeros beneficiados serán los fabricantes de las baterías de arranque dado por la proliferación de los sistemas Start – stop que necesitan baterías especiales que serán sometidas a una gran cantidad de solicitudes de arranque del motor en un viaje y a una mayor cantidad de ciclos de 29 carga y descarga. El costo de estas baterías duplica o triplica el costo de una batería convencional. Mientras que la tecnología actual de la batería puede ser lo suficientemente buena para las solicitudes básicas de los sistemas de arranque, es claramente insuficiente para los avanzados sistemas Start - stop que desean implementar los fabricantes de automóviles para minimizar las emisiones y maximizar el ahorro de combustible. Esos sistemas avanzados necesitarán dispositivos de almacenamiento de energía mucho más robustos, como la combinación batería - supercapacitor y baterías especiales. En relación a las baterías de litio, no se vislumbra que su producción sea un buen negocio durante los próximos siete a diez años debido a que las empresas están bajo una enorme presión para reducir costos en un industria en la que los materiales representan el 60% de los mismos, siendo importante el nivel de automatización necesario y la calidad de la mano de obra. Gráfico 8: Tendencias de motorización para las próximas décadas Objetivos de emisiones de la UE - CO2 (g/Km) 130 95 ? Anuncios Vehículos de pila de combustible (FCV) Infraestructura de recarga de H2 Eléctricos de nicho Evolución en el almacenamiento de H2 Producción masiva de electricos (BEV) Infraestructura de recarga eléctrica Anuncios Evolución en el almacenamiento de energía Híbridos Enchufables (PHEV) Evolución en el almacenamiento de energía Híbridos (HEV) Micro híbridos (Start – Stop) Innovaciones en transmisión y uso de combustibles alternativos Mejoras en Downsizing, reducción de peso y de la resistencia aerodinámica combustión motores a 2000 2010 2020 2030 2040 2050 Fuente: Future Low Carbon Cars. 30 2.4 Plantas y procesos que se encargarán de la producción de las nuevas tecnologías Hasta el momento no es fácil hablar de procesos productivos y de tecnología aplicada a los mismos, dado que los vehículos del futuro (híbridos, eléctricos y pila de combustible) no se producen aun a escala. La producción de las unidades que están a la venta se realiza en las plantas existentes de las terminales automotrices en algunos países del mundo. Si hablamos de nuevas plantas, las mismas están orientadas a producir motores de combustión interna introduciendo en los mismos las tecnologías de downsizing, inyección directa y turboalimentación. Lo que sí es importante destacar es que existe una marcada tendencia en instalar plantas que no solo produzcan vehículos “más ecológicos” sino que las mismas plantas, sus procesos y sus servicios tienden a ser más ecológicos, como ser la reducción del consumo de agua, reducción de residuos no reciclables, uso de energía solar para iluminación, aprovechamiento del agua de lluvia, tratamiento de aguas residuales, etc. En lo que respecta a las tendencias de producción de modelos de vehículos, las terminales buscan reducir costos y producir utilizando plataformas modulares, es decir utilizar partes y sistemas comunes en sus modelos y proveedores cada vez más globalizados, unificando procesos de producción. 31 3 CONCLUSIONES Y RECOMENDACIONES DE POLÍTICA DE INVESTIGACIÓN, DESARROLLO E INNOVACIÓN 3.1 Principales limitantes e iniciativas para la generación de desarrollos tecnológicos locales Resulta imposible referirse a las capacidades locales para desarrollar autopartes y nuevas tecnologías sin mencionar el rol que tienen las terminales y proveedores mega-globales en este aspecto. Si bien hay desarrollos que se llevan a cabo en forma independiente de éstos, como ser en el mercado de reposición y maquinaria agrícola, son las terminales y en menor medida los PMG, quienes deciden cuáles serán los vehículos y autopartes del futuro. Los centros de I+D se encuentran radicados fuera de nuestro país, principalmente junto a las casas matrices o en filiales de países de gran relevancia de mercado. A su vez, estos centros se encuentran en esos países dónde las regulaciones medioambientales y de seguridad activa y pasiva son más exigentes, con lo cual es dónde los vehículos y autopartes deben adecuarse en primer lugar. Posteriormente esas tecnologías son aplicadas en los países de menor desarrollo relativo como Argentina, pudiendo llevar a cabo sólo adecuaciones menores. Es decir que el principal inconveniente para generar desarrollos tecnológicos locales es la falta de demanda. Argentina debería generar los incentivos necesarios para que en forma paulatina las terminales y PMG generen una demanda local de investigaciones científicas y tecnológicas. Ello resulta fundamental ya que aunque nuestro país estuviera llevando a cabo desarrollos propios, se requiere de la decisión de las terminales para su efectiva aplicación, lo cual sería de muy baja probabilidad de ocurrencia por la gran cantidad de barreras corporativas existentes. No resulta posible afrontar los altos costos de I+D en forma independiente de las terminales y PMG ya que sin la demanda para una futura aplicación productiva, 32 resulta por demás riesgosa semejante inversión. Otro elemento relevante es el desarrollo de capacidades locales para la realización de ensayos necesarios para la validación y homologación de autopartes y vehículos. Una vez diseñada la pieza ya en producción en otro país, desarrollarla localmente puede llevar dos años (paragolpes) y hasta cuatro años (componente de motor). Ello implica a su vez desarrollar proveedores de materias primas, moldes y matrices, y la realización de una serie de ensayos de validación. La mayoría de estos ensayos son realizados por las terminales en el exterior, prolongando los tiempos de aprobación (lo cual reduce el tiempo de recupero de la inversión en herramentales) y genera costos mucho más elevados (lo cual vuelva a ¨castigar¨ la localización de la autoparte). Contar con capacidades locales de laboratorios permitiría reducir los tiempos y costos, facilitando el desarrollo de piezas locales y el proceso de sustitución de importaciones. Adicionalmente se generan importantes externalidades positivas fortaleciendo las capacidades de ensayos locales. Es importante que los laboratorios locales cumplan con las normas específicas de calidad para que los ensayos sean aprobados por las terminales. Adicionalmente deben ser integrados al sistema internacional para que los vehículos se puedan homologar, cuestión ineludible para los mercados de exportación. Ante la necesidad de articular las capacidades locales de ensayos, el Instituto Nacional de Tecnología Industrial (INTI), la Asociación de Fábricas de Automotores (ADEFA) y la Asociación de Fábricas Argentinas de Componentes (AFAC), firmaron un convenio para la creación de una red de laboratorios para la industria automotriz (Reliau). Esta red resulta de relevancia para facilitar la utilización de las capacidades locales existentes y el desarrollo de nuevas, a efectos de llevar a cabo validaciones y homologaciones locales de piezas. Esta articulación incluye laboratorios públicos, privados y de las propias empresas. Se han relevado más de 100 laboratorios con capacidades para más de 500 ensayos utilizados en el sector automotriz. Como se mencionó, se espera que el desarrollo de esta red permita ahorrar costos y tiempos en los procesos de desarrollo de piezas 33 locales, con gran impacto en la sustitución de importaciones. Como ejemplo, la reducción de tiempos al poder contar con capacidades de realización de tests dos veces al año en vez de una sola, llevó a Bosch a radicar en Tierra del Fuego una pista de pruebas para tests de invierno de sistemas de control de chasis, como es el caso del Sistema Antibloqueo de Frenos (ABS). Bosch contaba solamente con pistas de pruebas de invierno en el hemisferio norte, localizadas en Suecia, China, Japón y Estados Unidos. Pero con el aumento de nuevos proyectos en América del Sur, la compañía optó por desarrollar un centro de pruebas en la región. De esta manera, puede atender la demanda de sus clientes de forma más rápida, eficiente y económica. Como muestra de la importancia de que una empresa como Bosch lleve a cabo estas actividades en el país, vale destacar que registra una patente cada treinta minutos. La Comisión de Investigaciones Científicas de la Provincia de Buenos Aires posee centros de investigación, desarrollo y servicios, como así también varios programas de apoyo a las empresas industriales. Varios de ellos son de utilidad para las empresas del sector y su utilización debería ser potenciada en la medida en que el INTI vaya articulando la red de laboratorios. La Provincia de Santa Fe ha creado un Laboratorio de Ensayos de Autopartes, Agropartes y Unidades de Transporte (Lenaut), dependiente de la Secretaría del Sistema Metalmecánico, Químico, Automoción y otras Manufacturas del Ministerio de Producción. En el mismo se realizan alrededor de 20 ensayos específicos del sector automotriz. Muy recientemente el Ministerio de Industria y el INTI con las cámaras sectoriales, han lanzado el Programa Nacional de Autopartes. El mismo consiste en asistir a las empresas autopartistas que son seleccionadas por las terminales para iniciar un proceso de mejora de la competitividad. Adicionalmente, busca desarrollar nuevos proveedores autopartistas a partir de empresas seleccionadas que actualmente no alcanzan las condiciones requeridas para ser proveedores de equipo original pero que cuentan con condiciones para alcanzarlos. En su comienzo se trabajará con 54 34 empresas fabricantes de autopartes. El trabajo se basará en un diagnóstico de las empresas a partir del cual se hará un plan de mejoras con una serie de recomendaciones de aplicación de tecnologías, tanto blandas como duras, a efectos de mejorar la performance global de la empresa. 3.2 Política sectorial en Brasil. Plan Innovar-Auto Este plan lanzado en Brasil durante el corriente año, persigue como principales objetivos: la atracción de inversiones, la innovación tecnológica, la incorporación de tecnología, fortalecer la cadena productiva e incrementar la competitividad sectorial. El principal incentivo de las terminales es la reducción del IPI en 30 puntos porcentuales, para lo cual están obligadas a generar un crédito fiscal a través de diversos coeficientes que se multiplican por: compras locales de autopartes, moldes y matrices; gastos en investigación y desarrollo; producir vehículos con mayor eficiencia energética. Para nuevas radicaciones se les otorga un crédito fiscal contra los compromisos de inversión y producción. Con respecto a las exigencias de compras de autopartes, si bien en parte de la normativa se mencionan ¨autopartes regionales¨, en paralelo se exigen que una serie exhaustiva de procesos productivos se realicen en el país con lo cual termina prevaleciendo esta exigencia. Esta iniciativa por parte del gobierno brasileño hace más necesario que nunca que Argentina implemente medidas similares si se desea mantener el peso relativo en la región, caso contrario las nuevas inversiones tendrán mayores incentivos para radicarse en el país vecino. 35 3.3 Fortalezas, Oportunidades, Debilidades y Amenazas del sector en Argentina 3.3.1 Fortalezas Industria con una tradición en el país de más de 50 años. Importantes inversiones realizadas en maquinarias y en tecnología que generan una importante capacidad instalada, dotación de recursos humanos y capacidad empresaria. Mano de obra calificada y especializada, aunque si bien la dotación posee características positivas, su número es escaso en algunas especialidades. En el país existen profesionales con gran capacidad creativa y reconocimiento a nivel mundial. Muchos de los productos que se fabrican son de calidad internacional y pueden insertarse dentro del modelo de global sourcing y vehículos ¨clase mundial¨. Estrategia de especialización productiva y complementación comercial en la región. Mejora sustancial en la escala relativa de producción de las plataformas en producción. 3.3.2 Oportunidades Mercado interno y (habitantes/vehículos) regional que con brindan bajos un niveles horizonte de de saturación demanda en crecimiento. En Argentina este ratio es de 3,8, en Brasil 5,9 , mientras en los mercados desarrollados es inferior a 2. Nuevos requerimientos de la demanda: tecnología, infoteinment, 36 seguridad, ecología. Articulación de capacidades locales de ensayos para validaciones y homologaciones. Nueva política automotriz Mercosur. Grandes oportunidades para sustituir autopartes de Extrazona por 22.000 millones de dólares en el Mercosur. Decisión gubernamental de brindar fuerte apoyo a las actividades industriales en general, y en particular al sector automotor. Aunque insuficientes, se hicieron importantes inversiones en los últimos años. Financiamiento público disponible. 3.3.3 Debilidades Falta de escala del mercado interno: el tamaño del mercado interno constituye una de las principales debilidades del sector por tratarse de un sector que produce a escala. Esto obliga a las empresas a tener una estrategia de exportación importante que les permita producir en niveles de escala rentables. Falta de autonomía en las capacidades locales de decisión: en la mayoría de los casos la decisión no está en Argentina, sino en las casas matrices de las terminales. Casi inexistente actividad de ingeniería y diseño, salvo algunas adaptaciones. Reducida articulación en la utilización y desarrollo de las capacidades 37 locales de ensayos para validaciones y homologaciones. Industria fuertemente dependiente de las economías argentina y brasilera. Concentración en la provisión de materias primas, nula capacidad de negociación. Importante incertidumbre ¨microeconómica¨ en las relaciones entre los diferentes eslabones, con gran asimetría de poder. Agravado por las subas de costos y la presión hacia la reducción de precios de las piezas. Altísimo déficit de la balanza comercial en autopartes. Baja integración local de los vehículos producidos. Persistente incremento de todos los costos de producción. Pérdida de competitividad. Falta de modernización de algunos sectores proveedores de insumos. Por ejemplo fundición, con 75% de la maquinaria con más de 30 años de antigüedad. Existe un déficit en la producción local de materias primas como ser forja, chapa para estampado con nuevas especificaciones exigidas (mayor resistencia estructural con menores espesores), plásticos y ciertos aceros especiales. Necesidad de un mayor compromiso con las mejores prácticas medioambientales. Inexistencia de oferta de ciertas autopartes (oportunidad de catch up tecnológico). Muchos proveedores mega-globales que participan del co-diseño sin presencia en el país. Marcado déficit en gran parte de las empresas PyME relacionado con la 38 organización y la gestión. Escasa cultura para la contratación de servicios profesionales (consultoría y tecnología aplicada) para optimizar sus recursos y procesos. 3.3.4 Amenazas Fuerte dependencia de la demanda brasileña. Difícil acceso de autopartes argentinas al mercado brasileño. Subsidios estaduales en Brasil para instalación de terminales y autopartistas. Desactualización tecnológica puede dejar obsoletas las inversiones realizadas. Concentración de los centros de decisiones de compras radicadas en Brasil. Baja protección efectiva ¨aguas abajo¨ de la cadena productiva. Capacidad productiva ociosa del mundo. Resultados de las negociaciones comerciales con la Unión Europea. Importaciones de origen asiático. Necesidad de mayores anuncios de renovación de inversiones para mantener el ciclo de asignación de nuevos modelos (competencia Brasil y México). Falta de producción de materias primas básicas genera pérdida de competitividad y afecta la asignación de ciertos procesos a la estructura 39 productiva local. Incertidumbre sobre la oferta energética a la hora de acompañar el crecimiento. 3.4 Recomendaciones de política La industria automotriz tiene características muy favorables para impulsar el crecimiento y desarrollo económico, por lo cual la mayoría de los países que la poseen establecen políticas públicas para su afianzamiento. Es conocido que el incentivo de este tipo de industrias no sólo constituye una fuente importante de empleo de alta calidad, a la vez que reduce el posible déficit de la balanza comercial, sino que también estimula el desarrollo de capacidades tecnológicas. Es decir estimula la creación de más y mejor empleo, el cual es asimilado por el resto de las industrias manufactureras, mejorando no sólo la capacidad técnica sectorial sino también la capacidad técnica sistémica. Nuestro país ha alcanzado el vigésimo lugar en el ranking de productores mundiales de vehículos (estaba en el 31° lugar en 2002), y juntamente con Brasil se posiciona en el 5° lugar. En el actual contexto mundial ello brinda una oportunidad para nuestro país y la región sin precedentes. Las tendencias proponen un crecimiento del sector y de las alternativas de motorización en forma sostenida, con lo que se espera sea un punto de partida para nuevas etapas de generación de empleo ya sea directo o indirecto. La especialización en sectores relacionados con las nuevas tecnologías y la coexistencia de las mismas, puede establecer diferencias en el momento en que las terminales decidan instalar las nuevas líneas de producción en los distintos lugares del mundo. La formación de nuevos profesionales que puedan acompañar la evolución de la producción de los nuevos vehículos y las nuevas tecnologías, será un eje de 40 desarrollo de gran importancia dentro de la generación de condiciones para lograr que ciertos procesos productivos se realicen en el país. La incertidumbre y la competencia crearán un escenario donde todas las marcas deberán ofrecer al mercado las distintas alternativas de motorización y tecnología para evitar la pérdida de posicionamiento a futuro. Nos hemos referido a varios elementos que deben ser abordados para que esta oportunidad pueda ser cabalmente aprovechada, para lo cual resulta necesario reconsiderar el actual esquema de incentivos e instrumentos de política sectorial. En ese mismo sentido, tal como se mencionó, recientemente Brasil ha anunciado el Plan Innovar Auto que aborda varias de las cuestiones aquí planteadas. De acuerdo a lo expuesto, se proponen los siguientes lineamientos de política sectorial: Redefinir la protección arancelaria efectiva de toda la cadena productiva guardando mayor equidad entre los diversos eslabones productivos. Modificar los niveles de los derechos de exportación (retenciones) y reintegros a las exportaciones a efectos de mejorar el tipo de cambio real. Profundizar el trabajo tendiente a articular las capacidades locales de laboratorios para ensayos y lograr su reconocimiento internacional por parte de las terminales y PMG para las validaciones y homologaciones de vehículos y autopartes. Generalizar todos los programas tendientes a la mejora de procesos y de la productividad en los pisos de planta. Permitir la desgravación de inversiones en capacitación del personal directo en disciplinas técnicas. Establecer fuertes incentivos fiscales para la generación local de I+D+i por parte de las terminales y PMG, por ejemplo, utilizando los impuestos 41 internos de la misma manera que Brasil ha utilizado el IPI. Dar especial énfasis a las nuevas tecnologías de motorización como los vehículos híbridos. Promover la radicación de PMG o la generación de joint ventures con empresas nacionales. Prorrogar la Ley 26.393 permitiendo adelantar el 50% del beneficio, constituyendo las debidas garantías, a efectos de destinar dichos fondos al desarrollo de moldes y matrices. Promover un Código de Buenas Prácticas Comerciales entre los actores de la cadena automotriz a efectos de reducir la incertidumbre microeconómica que generan las tensiones comerciales y la asimetría de poder de negociación. Redefinir los requisitos de contenido regional y local en el próximo acuerdo automotriz con Brasil y en la normativa existente. 42 REFERENCIAS Bernstein Research & Ricardo (2011), “Global autos: don’t believe the hype – analyzing the costs & potential of fuel-efficient technology”, España. Cantarella, Juan E. y Katz, Luis (2008), “La Industria Automotriz Argentina: Limitantes a la Integración Local de Autocomponentes”. LITTEC, Universidad Nacional de General Sarmiento. CFI, Consejo Federal de Inversiones (2000), ¨Estudio del sector autopartista en la Provincia de Buenos Aires¨, Instituto de Estudios Sociales de la Ciencia y la Tecnología, Argentina. EGCI Ad-hoc Industrial Advisory Group (2011), European Green Cars Initiative, PublicPrivate Partnership, Multi-annual roadmap and long-term strategy, Luxembourg: Publications Office of the European Union. Element Energy Limited (2012), Cost and performance of EV batteries, Final report for The Committee on Climate Change, Cambridge. Gedeon, Roland (2001), ¨Mercosur and the Opening of the South American Markets: The Demise of the Argentine Automotive Parts Sector¨, Tesis, International Trade Policy and Industrial Development, University of Pennsylvania, United States. Jackson, Neville (2011), Future Low Carbon Cars, Presentation to RAC Public Policy Committee, UK. Kosacoff, Bernardo (1999), ¨Hacia un mejor entorno competitivo de la producción automotriz en Argentina¨, Proyecto Adefa-Cepal. Mc Dermott, Gerry y Corredoira, Rafael (2007), ¨How do foreign multinationals help local firms upgrade in emerging markets? An analysis of inter-firm relationships in the Argentine Autoparts Sector¨, Wharton University, United States. OIT (2005), ¨Tendencias de la industria automotriz que afectan a los proveedores de 43 componentes¨, Ginebra. Petersen, Bernstein and Ricardo (2011), “Cheap Will Beat Cool in Vehicle Electrification”, Switzerland. www.greencarcongress.com, Energy, Technologies, Products, Issues and Policies to Sustainable Mobility, United States. www.tecmovia.com, Tecnología y coches de nueva generación, España. Yoguel, Gabriel y Erbes, Analía (2007), ¨Competencias tecnológicas y desarrollo de vinculaciones en la trama automotriz argentina en el período post-devaluación¨, Proyecto Foncyt. 44