INFORME_1_GDO. - U
Anuncio

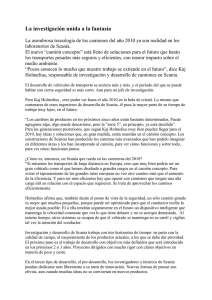
UNIVERSIDAD DE CHILE Facultad de Ciencias Físicas y Matemáticas Departamento de Ingeniería Civil Industrial TRABAJO SEMESTRAL: INFORME SCANIA Integrantes: Jorge Bustos Silva Felipe Muñoz Espinoza Curso: Gestión de Operaciones I Sección: 2 Profesor: Rodrigo Wolf Yadlin Ayudante: Cristian Chehade Barroux Fecha: 19 de noviembre de 2012 1. Resumen Ejecutivo En el presente informe, se describe el proceso que efectúa el área de Operaciones en la sucursal nacional de la empresa SCANIA, fabricante de camiones, buses y motores. Se hará una descripción del marco contexto de la empresa, su historia, su diversa competencia, luego se describen cada una de las áreas en las que se centra la logística de operaciones, que son Procesos, Diseño de productos, Manejo de Demanda, Instalaciones, Planeación Agregada, Programación, Transporte, Manejo de Materiales, Control de Calidad e Inventarios. Se proponen además 3 áreas donde se centrará más el análisis, para presentar futuras soluciones a problemáticas. 1 2. Índice 1. Resumen Ejecutivo ...........................................................................................................................................1 3. Introducción ......................................................................................................................................................3 4. Marco histórico y teórico..................................................................................................................................4 5. Empresa y Competencia ...................................................................................................................................6 6. Función de Operaciones ...................................................................................................................................8 7. Análisis y Selección de Procesos......................................................................................................................9 8. Diseño de Productos y Operaciones de Servicio. ...........................................................................................11 9. Pronóstico de Demanda ..................................................................................................................................12 10. Decisión y Distribución de Instalaciones ...................................................................................................13 11. Planeación Agregada ..................................................................................................................................15 12. Programación de Operaciones ....................................................................................................................16 13. Logística de Transporte ..............................................................................................................................17 14. MRP, Programación de Proyectos y Manufactura JIT ...............................................................................18 15. Administración y Control de Calidad .........................................................................................................19 16. Administración de Inventarios....................................................................................................................21 17. Conclusiones y Comentarios ......................................................................................................................22 18. Bibliografía .................................................................................................................................................24 2 3. Introducción Entre los objetivos del curso de Gestión de Operaciones, se cuenta que los estudiantes apliquen los conceptos estudiados en un trabajo práctico, desarrollado en una empresa contactada por los mismos, que sea productora de un bien o servicio, de diversos tamaños, aunque no debe ser demasiado grande. Para el presente, la empresa escogida por el grupo es SCANIA CHILE, empresa dedicada a la venta de vehículos pesados y partes accesorias, filial de Scania Group, empresa internacional nacida en Europa, actualmente en su mayoría propiedad del grupo Volkswagen. Dada la empresa, los alumnos proceden a un acercamiento con encargados de diversas áreas, donde destaca el contacto inicial, Sr. Claudio Pinto, encargado del área de Recursos Humanos. A través de él se llega al encargado de Volume Planning y Logística de la empresa, Sr. Guido Merino, quien hasta hace poco más de dos meses estaba encargado del área operativa. Para el contacto, y conocimiento de las mismas instalaciones, se procedió a hacer una visita de la casa central en Chile, ubicada en la comuna de Quilicura. Como Scania es una empresa de gran magnitud, se ha optado por focalizar el trabajo de grupo en el área logística más que económica. Aun así, se analizará el sistema de pronóstico de demanda y venta, que como se explicará, es muy importante, dado el tipo de proceso que ocupan. El producto principal son camiones, que se comercializan en diversos rubros de la industria chilena, y que por tanto requieren un alto grado de satisfacción a los requerimientos de los clientes. En segundo lugar se encuentran los chasis de buses, es decir la parte interior (motor, ejes de ruedas, etc.), excluyendo la carrocería, encargada a otras empresas en colaboración. Además llevan un tiempo en el mercado de los motores marinos, y ahora más recientemente en capacitación de conductores. Sin embargo, el análisis se centrará en los productos más vendidos: camiones y buses. Finalmente en el informe, se toman 3 posibles áreas donde existan problemáticas de gestión, a las que se pueda buscar una solución que optimice el rendimiento, dado que la empresa apunta a la satisfacción integral con el cliente, no sólo con el producto en sí, sino con todo el proceso de venta. 3 4. Marco histórico y teórico Scania es fundada en el año 1900, en Suecia, país donde hoy en día se encuentra su central mundial, y debe su nombre a la provincia sueca de Skåne. Comenzó como fabricante de pequeños automóviles y con el paso de los años, se fusionó con varias marcas y comenzó a focalizarse en la industria de los camiones. En 1995 se separa de la productora de vehículos livianos Saab, para concentrarse sólo en la gama de gran tamaño. Actualmente, es propiedad mayoritariamente del Grupo Volkswagen y MAN. En el año 1957, Scania Group abre la filial en Sao Paulo, Brasil. Este es el segundo puesto de producción después de la central sueca, y abastece de productos a toda la zona latinoamericana. En el año 1971, producto de la llegada a Brasil, Kleinkopf adquiere los derechos de comercialización en Chile, y crea Scania Servicios Chile, como ayuda en postventa. En septiembre de 1995, se inaugura finalmente una planta de primer nivel en el barrio industrial de Quilicura, en un terreno de 33 mil metros cuadrados, y pasa a ser Scania Chile S.A. Desde ahí se expandió por el país, hasta actualmente poseer 12 sucursales. La central chilena, lugar donde se hizo la visita de los alumnos, se encuentra en Panamericana Norte 9850, Quilicura, Santiago, y posee 150 trabajadores entre todas sus áreas. Sus productos, mencionados anteriormente, comprenden camiones, omnibuses, motores marinos, repuestos, además del servicio de capacitación de conductores. Sus camiones se comercializan en Chile principalmente a empresas mineras y forestales, y para la construcción como camiones tolva y mezcladores. Como historia más reciente, el último logro fue la transacción por 231 buses de motor Eco V para Transantiago, que fueron presentados hace unas semanas. Estos buses cuentan con un filtro de partículas y usan un combustible especial, lo que los hace económicos y no contaminantes, superando incluso la norma máxima habida en el país para buses, poseer un motor Eco IV. Esto significó un logro para la empresa, dado que era la primera vez que Transantiago negociaba con ellos y no con fabricantes de carrocerías, dado que los principales requerimientos se encontraban en el chasis, y además han tenido muy buenos resultados y la empresa que se los adjudicó, Alsacia, se muestra muy satisfecha. 4 En el presente informe se procede a describir todos los diferentes aspectos de la función de operaciones de la empresa hoy, y cómo se resuelven los diferentes problemas que se dan a través del proceso productivo. El proceso mismo se describe en su forma de interacción con el cliente, si que está involucrado o no, los pasos de la cadena que se da hasta la entrega del producto final, y las futuras posibilidades. Se evaluará también la etapa de diseño del producto o del servicio a ofrecer, la forma de pronosticar efectivamente la demanda y como enlazan ese número con la cantidad producida y vendida. Estos pronósticos ayudan a la empresa a realizar procesos de planeación agregada, donde sin muchos detalles, se plantean metas y objetivos para el mediano plazo, por ejemplo un año, y dadas las metas, se procede a desagregar y programar las operaciones cotidianas de la planta a fin de apuntar a esos objetivos.Además de la importancia de aspectos más prácticos como la distribución y localización de las instalaciones de la filial, que radica en la cercanía al cliente y en la rapidez con la que se puede procesar un producto hasta su entrega final, la logística de transporte de insumos y productos entre la central en Quilicura y las sucursales en el país, la planeación del requerimiento de insumos, de proyectos futuros, y su forma de manufactura. Se reconoce además la significación de la calidad como la óptima adecuación al uso por parte del cliente: este ámbito puede ser sumamente trascendental en la imagen de la empresa, y en este caso, la calidad se encuentra entre los objetivos principales de Scania. Por último se verá como la empresa maneja los inventarios y los productos en stock, que objetivos tiene con respecto a sus cantidades, con que sistema los mantiene ordenados o informados para mantener la demanda cubierta. 5 PRIMERA PARTE: Descripción y comentarios. 5. Empresa y Competencia Scania fue durante 22 años, el principal vendedor de camiones en Chile. Los objetivos de la empresa no se dirigen a ofrecer el producto más barato del mercado. Es más, los precios de los productos de la marca son elevados. La meta apunta a ofrecer el vehículo más rentable operacionalmente. Es decir, que presente una larga duración, tanto en su funcionamiento mecánico como en su labor asignada, y que sea muy fácil de mantener. Por eso mismo el mantenimiento y los repuestos los ofrece la misma empresa. De forma más general, el objetivo de la compañía, mundialmente, se centra en tres valores centrales: “el cliente en primer lugar”, “respeto por las personas” y “calidad”. La competencia en el mercado de vehículos pesados tiene a otras dos marcas importantes, y entre las tres suman la mayor parte de aquel. Ellas son Volvo y Mercedes Benz. Volvo lleva cerca de 45 años importando camiones, pero sólo en el 2007 el grupo Volvo mundial se instaló en el país. En cambio, Mercedes Benz se encuentra en el país hace 60 años, representada por el grupo Kaufmann, quienes también se dedican a traer automóviles de la marca. Ambas empresas se dedican al rubro de camiones y buses. Las tres marcas son parte de ANAC, Asociación Nacional Automotriz de Chile, y todas están en estos momentos enfocando sus líneas de productos en el sector ecológico. Además, en el último año, han ingresado a competir en el segmento, aunque aún con poco porcentaje, pero creciendo, las marcas asiáticas Hyundai y Yuejin, junto con varias más provenientes en su mayoría del mercado chino. También tiene participación Chevrolet, aunque sólo en el sector camiones. El informe de ANAC para julio del 2012 pone a Mercedes con un 21% de las ventas, seguida de Scania con un 9,8%, en el segmento de vehículos pesados. 6 Figura 1: Modelo Scania R470 actual. 7 6. Función de Operaciones En cuanto al área de operaciones, es decir, la que resuelve los problemas en el ámbito de producción del servicio, la empresa ha pasado por varias etapas. Hace algunos años, esta parte del proceso estaba a cargo del área de logística, quien se encargaba de coordinar los procesos de entrega del producto, que incluía la interacción entre la sucursal con la planta de Brasil. Debido a que se recibían muchas unidades de diferentes productos, se fueron añadiendo sistemas de control por separado, que al final hacían en extremo pesado el sistema en general. Por eso, se creó el área de Volume Planning, cuyo objetivo es planear que volúmenes son los que se transarán con la fábrica de Brasil. Este detalle es de vital importancia en la empresa, dado que la mayoría de los productos se traen desde allá, y la planta trata de funcionar con el menor stock posible, es decir, que los productos pasen en el menor tiempo al cliente. O sea, tratar de equiparar los volúmenes entrantes con los salientes, y para generar estos cálculos es necesario tener en cuenta la relación con el cliente, la estimación de venta (estrechamente relacionada con la demanda) y el tipo de proceso. Pero, esta nueva forma también se estaba comenzando a sobrecargar, lo que ya empieza a generar una cadena de responsabilidades demasiado grande, que aumenta el tiempo de producción innecesariamente. Entonces, a modo de agilizar y optimizar de mejor manera la secuencia de los procesos y quitar algunas responsabilidades a las áreas de Volume Planning y logística, es que hace no más de dos meses, Scania creó un área de Operaciones propiamente tal, quienes aún se encuentran revisando las formas de agilizar el proceso y aún no tienen un espacio definido completamente, debido al poco tiempo que llevan. A modo de comentario, la empresa ha hecho bien en tratar de reducir la carga de un sistema que se hace complejo. Según la opinión del contacto, Sr. Merino, había tantos sistemas que la información que se cruzaba se hacía muy difícil de juntar, pues cada paso del proceso había adoptado un sistema distinto. Es correcto reorganizar hasta encontrar un óptimo donde se puedan hacer más tareas simultáneamente, pero el área operativa de la empresa ha sufrido muchos cambios en poco tiempo, lo que lleva a una inestabilidad de los procesos. Además que un área nueva en proceso de ajuste es un foto de potenciales errores que podrían ser fácilmente detectables para la aplicación de los contenidos del curso. Por lo mismo la nueva área será un foco de visita próximamente. 8 7. Análisis y Selección de Procesos La empresa funciona con el proceso de tipo A PEDIDO. El cliente asiste y hace una cotización del servicio que necesita, para su total customización. Casi ningún camión o chasis es igual el uno al otro, se hace con diferentes características dependiendo si es forestal, minero, urbano, etc., en cosas que varían desde la suspensión de los ejes de ruedas al alto de los asientos, y por supuesto su potencia y tamaño. Luego que el cliente confirma su orden y esta es aprobada por la unidad comercial de Scania, se envía la cotización a Brasil, donde se fabrica el camión, por tanto no hay un envío de materias primas ni proveedores, sino movimiento del producto dentro de la misma compañía. Cuando el producto está listo, se envía por tierra desde Brasil. Al llegar se le hacen varios chequeos de pre-entrega, se agregan algunas customizaciones adicionales y se deja en stock, en espera que el cliente tenga financiamiento, o realice el pago entregando sus camiones Scania usados/siniestrados, cubriendo el saldo restante con dinero. Esto incurre en un valor negativo. El objetivo dentro de la planta es tener el menor stock de camiones y buses posible, entre nuevos y usados. Ellos no trabajan con unidades disponibles en planta, y tenerlas ahí esperando es un costo. Desde que se envía la orden a Brasil y se le entrega al cliente transcurren 60 días aproximadamente. Esta forma de proceso requiere de una amplia secuencia de detalles a asegurar. Desde la calidad del producto, a que tenga papeles en orden para cruzar por las fronteras entre los países y que pueda cargar con el combustible idóneo en el camino. Por ejemplo, este fue un problema para los buses nuevos de Transantiago, que solo pudieron cargar petróleo en una estación de servicio ubicada en Argentina. Por otro lado, los repuestos se traen en avión desde Brasil o Suecia, y se tienen embodegados en un sector especial de la planta. Aunque se maneja con inventarios, la cantidad de repuestos sí es regulada por pedido de clientes. Luego, cuando el camión llega desde el extranjero a Chile, o cuando llega uno a su mantenimiento, se hace un periodo llamado pre-entrega, donde se revisa que esté todo lo que el cliente solicitó y que el funcionamiento mecánico del producto haya sido el correcto, en especial tras tan larga travesía. Este proceso de revisión se hace de forma de secuencial con estaciones, los camiones ingresan a una de las 15 bahías disponibles en la planta de Quilicura, y paso a paso se revisan aspectos diferentes en cada 9 estación, luego se agregan los requerimientos finales que puedan hacerse y se lava, todo esto siguiendo una línea recta, tras lo cual se almacena, en espera del cliente. Se ve que este proceso es efectivo, y es el más viable, dado que sería un costo grande hacer una planta de fabricación propiamente tal de camiones en el país. Por tanto, como se traen de afuera con ciertas especificaciones, es esperable que sea un proceso a pedido. Luego no son volúmenes extremadamente altos, y la credibilidad permite que cliente espere el plazo impuesto. Donde sí existen problemas es en que últimamente hay gran cantidad en stock en la empresa, lo que puede implicar que hay errores en las herramientas de entrega al cliente o de aceptar un pedido cuando quizás el cliente no reúna las condiciones para poder recibir el producto a tiempo. Además ese stock restante no se encuentra inventariado. En términos de integración con otros mercados, Scania hace unos dos años ingresó al mercado de los motores marinos, donde tiene una baja participación, y ahora está ingresando a capacitar a los conductores de sus camiones, a fin de dar al cliente una satisfacción integral. Estos movimientos se pueden definir como integración horizontal, pues la empresa aprovecha sus factores a favor, para moverse a mercados diferentes, pero aún asociados. 10 8. Diseño de Productos y Operaciones de Servicio. En cuanto al diseño de los productos, la filial chilena no tiene mucha influencia, salvo en entregar al grupo internacional las especificaciones necesarias del mercado, que puedan ser traducidas en customizaciones tangibles en los camiones y buses. Estos datos son utilizados en la etapa de diseño preliminar del producto, pero esos procesos no se dan en Chile, sino en la central de Scania Group. Se puede decir que los camiones Scania ya se encuentran en una etapa de madurez en términos que llevan años de producción, aunque se deben adaptar a cambios y nuevas necesidades. El servicio que ofrece la compañía son las primeras etapas de compra, donde el cliente elige los detalles, y donde el área comercial tiene su mayor influencia. Aquí el contacto con el cliente es muy alto, pues él debe estar en todo detalle y el objetivo de la empresa es satisfacerlo integralmente, tanto post-venta como pre-venta, por lo que sería un consumidor guía. Aquí es de vital importancia la nota de venta, es decir, el escrito donde se deja estipulado las condiciones del producto requerido. Este artefacto ha sido modificado varias veces en el último tiempo, a modo de incluir todos los posibles requerimientos, y reducir lo más posible los errores humanos que puedan devenir después. Comentando, el diseño de producto podría ser más inclusivo con los clientes chilenos, que poseen una industria minera y forestal bastante característica, pero eso no depende de la gestión de la filial, sino de una gestión a nivel macro. En cuanto al servicio, en los últimos meses ha estado mejor evaluado, debido al mejoramiento de la nota de venta, lo que ha reducido los errores humanos del proceso, pero aún así es engorroso, y cada área de la empresa pide tener su influencia sobre la nota. Ante esto quizás sea necesario evaluar el trade-off entre lo customizable y lo óptimo del proceso. 11 9. Pronóstico de Demanda Scania funciona con un número de cupos, o de unidades que la planta chilena está autorizada a pedir a la fábrica, que son informados a la central latinoamericana en Brasil, y ese número de cupos funciona como estimación de la demanda en el periodo. Tienen un modelo propio de estimación de ventas en un año, para pedir la cantidad de cupos, que es flexible en términos de cambios e inclusión de nuevas variables y ocupa la plataforma Microsoft Excel. Ocuparon otros métodos en el pasado, pero el actual modelo matemático minimiza el margen de error. Entre las variables que el sistema utiliza se encuentran el tiempo de llegada de la maquinaria a Chile, la capacidad de producción (entre ensamble en Brasil hasta toques finales en Chile), el stock disponible en la planta y la proyección de aumento del parque automotriz para el año. Para ayudarse con esta proyección, solicitan información a ANAC, quien estima las variaciones en los diferentes segmentos para el año. El promedio de vehículos vendidos por año es de cerca de 650 camiones. La demanda de la empresa incluye las siguientes variaciones: en los meses de agosto-septiembreoctubre, hay un aumento de demanda debido al cambio de año de los vehículos: empresas se ven beneficiadas en licitaciones si presentan vehículos más actuales como opción de compra. En cambio en los meses de verano, la demanda baja. Existe un quiebre cada 3 o 4 años, periodo donde se le exige a las forestales la renovación de su flota, por tanto ponen grandes pedidos a disposición de las empresas. Es decir, más que ocupar datos de periodos pasados, la empresa se ocupa de las proyecciones en el año para generar la estimación de la demanda que tendrá, tomando en cuenta los movimientos de los mercados consumidores más que de la competencia. Esto repercute en un modelo propio matemático de relaciones lineales, apto a cambios. Esto habla de un modelo que ha sido perfeccionado, lo cual es bueno ya que se ha adaptado no sólo a los cambios tecnológicos propios, sino que a los cambios en el mercado de los vehículos pesados. 12 10. Decisión y Distribución de Instalaciones El mismo layout es exigido por Scania Group Internacional para todas sus plantas. Esta debe estar a la orilla de una carretera altamente transitada por vehículos pesados, con algunos modelos de stock nuevos que estén visibles. En cuanto al interior, solo hay bahías o talleres donde se hace el proceso en línea de revisión y se lava, dispuestas una al lado de otra. Además de en la parte central, las oficinas administrativas, con un amplio sector donde se cierran los tratos. Por último, sectores grandes para dejar los vehículos nuevos y usados en stock, aunque tratan de tener lo menos posible. Se da en las bahías, una distribución por proceso. Figura 2: Layout planta Scania. Para la ubicación en sucursales dentro del país se da prioridad a las ciudades que se encuentren cercanas a empresas que usen este tipo de camiones o buses. Se hace solo una instalación por ciudad, y se ubica de una forma gravitacional, dado que privilegia la cercanía a clientes. Así se han instalado 3 sucursales en 3 ciudades de Chile en el último año, y como plan a futuro se quiere tener sucursales 13 móviles, que hagan el mantenimiento en las empresas mismas, durante la noche, para no interrumpir su labor. El layout es correcto, dado que muestra a los potenciales clientes que transitan el nuevo material, y el hecho de que sea el mismo para todas las sucursales lo hace más ordenado a la hora de interactuar entre sí. Como no es una venta muy masiva, es conveniente solo tener una planta por ciudad, pero todas las marcas tratan de quedar cerca de los clientes, por lo que se hace una zona de venta de camiones. 14 11. Planeación Agregada El objetivo de la empresa no es hacer el vehículo lo más barato posible en la compra misma, sino que sea rentable en términos operacionales. Es decir, que aunque la inversión inicial es alta, presenta bajas fallas y alta duración, es decir, pretende dejar al cliente completamente satisfecho en el tiempo. Luego, los objetivos anuales se traducen en un cierto porcentaje de participación del mercado chileno del momento. Para evaluar sus cumplimientos, los reportes de ANAC mensuales les entregan los porcentajes suyos y de la competencia (Mercedes, Volvo, Chevrolet, Hyundai principalmente). Esta es la única instancia donde se tienen datos de la competencia directa. El nivel de agregación se traduce en que en la planeación anual, la sucursal Chile pide CUPOS a Brasil, o espacios, un cierto número de maquinarias a fabricar, y en repuestos por pedir, no se pide por modelos de camiones o buses en específico, dado además que la customización del cliente haría ese detalle mucho más difícil. Se ve que la planeación se hace con respecto a la proyección que hace ANAC de crecimiento del mercado, y esta proyección involucra los años anteriores más los cambios de los clientes y la tendencia que llevan las ventas. Se ve que no absorben la demanda sino que velan por capacidad, lo que ha funcionado muy bien y la empresa siempre se ha movido en sus márgenes de planeación. 15 12. Programación de Operaciones Dado que Scania Chile S.A. se basa en un proceso de venta a pedido, con distintas personalizaciones de los camiones que el cliente pide, pero sin ser parte de la fabricación de productos, se puede tratar como un proceso de tipo intermitente. En base a lo anterior, el primer punto a considerar corresponde al control de entradas y salidas. Según lo señalado en secciones anteriores, la empresa busca generar una producción sin ningún nivel de inventario. En tal sentido, se busca que las entradas sean iguales a las salidas del sistema de producción. En la práctica, las primeras son mayores que las segundas, pues el pedido que realiza cada cliente, una vez que llega al país, se mantiene en zonas de la empresa, a la espera que el cliente lo retire. Aquello depende, tal como se hizo notar antes, del financiamiento que alcance a tener el cliente cuando llega el producto desde Brasil. Luego, normalmente se tiene la situación expuesta, siendo un problema a resolver por la empresa, por el costo asociado a tener un nivel de entradas superior al de salidas. Otro aspecto a considerar corresponde a la carga, dentro de la programación. En específico, dado que la empresa cumple con un tiempo de entrega relativamente constante, aunque aproximado, funciona con cargas del tipo a futuro. Es decir, se comienza el proceso considerando la fecha en que el cliente realiza el pedido, y desde allí se cargan los trabajos a futuro. Luego, es posible exceder las fechas de entrega, pero debido a que la empresa cuenta con una muy buena reputación, y el grado de retraso no es demasiado elevado, el cliente igualmente espera por su pedido. De esta forma, se aprecia la satisfacción con el producto que entrega Scania. De manera personal, es posible comentar que se puede mejorar la programación de operaciones, sobretodo en el aspecto del control de entradas y salidas, de forma que aquel se siente como un proceso más eficiente, reduciendo los costos de la empresa debido a inventarios. 16 13. Logística de Transporte En primer lugar, dado que los productos de la empresa son vehículos (camiones y buses), se tiene que el producto mismo corresponde al transporte. En el caso de los camiones, aquellos se utilizan para el transporte de productos de empresas tanto de minería como forestal, como se señaló anteriormente. Por su parte, los buses comercializados se utilizan en servicio de pasajeros, principalmente de transporte público, como el derivado del acuerdo entre Scania y Transantiago. Respecto a la flota, se trata de múltiples vehículos, donde cada uno tiene un nivel de personalización distinto. Ahora, en las relaciones contractuales, dado que se trata de vehículos propios, se tiene una mayor seguridad de servicio, debido a un mayor control sobre el transporte. Los vehículos de Scania se traen por tierra desde Brasil, lo que constituye el primer proceso de prueba del camión. Al ser su propio transporte, la forma en que se maneja su llegada o salida está íntimamente relacionada con los plazos relativos al cliente, y con el número de cupos disponibles en planta. De esta forma la empresa de ahorra un proceso logístico de despacho, y lo fusiona con procesos como la entrega y la recepción del producto. Este es un proceso óptimo dado el alto costo que significaría el despacho de vehículos de tal tamaño, costo que tendría que ser asumido por la empresa, y que sería altamente impráctico. 17 14.MRP, Programación de Proyectos y Manufactura JIT Puesto que la sucursal chilena de la empresa no se encarga de la fabricación del producto, no necesita llevar a cabo un requerimiento de materiales. Por ende, no es posible ahondar mayormente en este tópico. Por otro lado, como se mencionó antes, el proceso de producción de la empresa puede catalogarse como del tipo intermitente. De esta forma, para este caso no se aplican los tópicos relacionados con programación de proyectos, los cuales consideran una producción única de un elemento, hecho que no es aplicable al caso de Scania. Finalmente, respecto a la manufactura “just in time” (JIT), aquella se presenta como el tipo de trabajo contrario al enfoque tradicional “just in case” (JIC), que procesa partes sólo en caso de ser necesarias. De este modo, JIT se puede considerar como la contraparte del sistema MRP. Por ello, dado que este último no es aplicable al caso de Scania Chile, tampoco el enfoque JIT puede ser analizado mayormente a través de la experiencia en la empresa nacional. No obstante lo anterior, en términos más generales, la filosofía JIT tiene por objeto principal eliminar todo lo que se considere “desperdicio” dentro de la empresa, entendiéndose aquello como un elemento que no entregue valor agregado al producto final. En la práctica, aspectos que pueden ser considerados como desperdicio son inventarios, reprocesos y desechos, entre otros, que se erigen como costos para la empresa. En base a ello, es posible que el enfoque JIT aporte en cierta medida a algunos problemas con los que actualmente cuenta la empresa, como la generación de inventarios, o la entrega de vehículos usados en parte de pago por parte del cliente, que terminan siendo elementos en necesidad de reproceso, siendo aquello también costo para Scania. Una mayor profundización se realizará una vez que, ante posteriores visitas a la empresa, los encargados del área de operaciones entreguen información relevante al tema en cuestión. 18 15. Administración y Control de Calidad En primer término, y dado que calidad se refiere generalmente al concepto de “adecuación al uso”, es posible señalar que Scania cumple con su cometido. Aquello se aprecia en el nivel de satisfacción por parte del cliente, basado en el aumento progresivo de la demanda a lo largo del tiempo, con la consiguiente expansión de la empresa en el mercado nacional, desde su primera sede en Santiago, hasta las variadas sucursales con las que cuenta a lo largo del país. Lo expuesto antes es sumamente relevante, puesto que la adecuación al uso es un concepto relativo, que depende de la perspectiva de cada cliente. Ahora, tal definición se basa en cinco aspectos principales: calidad de diseño, calidad de conformancia, disponibilidad y servicio de campo. El primero de ellos, y en base a la búsqueda de satisfacción por parte del cliente final, debe erigirse como un concepto particular de diseño. Se puede afirmar que Scania cumple a cabalidad con tal aspecto, puesto que los pedidos, aunque tienen características generales similares, no son iguales en su totalidad, debido al grado de personalización que tiene cada camión (o grupo de camiones), según los requerimientos del cliente final. Éstos se ejecutan tanto en la fabricación en Brasil, como en la personalización final una vez llegados los productos a Chile. El tópico considerado en el párrafo anterior, tiene bastante relación con el concepto de calidad de conformancia, en el sentido que aquel punto responde al nivel en que la empresa responde a las especificaciones dadas por el cliente. Al igual que antes, es posible afirmar que la empresa cumple su cometido, siendo aquello evidenciado por la preferencia cada vez mayor que muestra el usuario final por los productos de Scania. Por lo mismo es que Scania tiene una política de espera por el cierre de la transacción con el cliente, a pesar del costo en el que incurre al tener camiones en inventario. Respecto a la disponibilidad, tal concepto engloba tres puntos: disponibilidad, vista como la continuidad de servicio del producto, sin ser mayormente sometido a reparación o mantenimiento; confiabilidad, referida al tiempo que puede ser utilizado el producto antes de fallar; y facilidad de servicio, relacionado con la reparación de un producto, para ponerlo en operación, luego que aquel ha fallado. La empresa Scania se destaca por este tópico, ya que su objetivo principal no es entregar un 19 producto al menor precio, sino que se desempeñe de la mejor manera durante su operación, sin ser sometido a continuos ni largos procesos de reparación y/o mantención. Ahora, dado que igualmente los elementos fallan, y es necesario contar con un plan de trabajo para este caso, la empresa también se encarga de los servicios de reparación y mantención en sus sedes nacionales, tanto con personal calificado, como con repuestos importados desde su sede brasileña, que cumplen con altos estándares. Aquello forma parte del servicio de campo de Scania, o mayormente conocido como servicio al cliente o servicio de ventas. Aquel también es un aspecto que la empresa desarrolla de buena forma, aportando en el grado de calidad que tienen los productos ofrecidos por Scania. 20 16. Administración de Inventarios Este tópico es importante para la empresa, pero no por ser un aspecto aplicado por ésta, y que busque hacer más eficiente. Por el contrario, los inventarios no pretenden ser parte del funcionamiento de Scania. Dado lo anterior, y en base al hecho que el producto terminado debe esperar en dependencias de la empresa a que el cliente cuente con el financiamiento, que permita realizar la transacción, se tienen costos importantes asociados a este tópico. Luego, aquel es un problema que la empresa busca solucionar, y probablemente esta es una de las causas que la sede chilena de Scania haya decidido contar con un área formal de operaciones, que se encargue, entre otros aspectos, del control, y probable eliminación, de inventarios. Ahora, un punto que puede ser fuente de problemas para analizar un buen método de control de inventarios es la falta de registro por parte de Scania del inventario existente. Dado que no es parte de sus objetivos contar con productos en bodega, no se halla un trabajo profundo de recopilación de datos, que permitan mejorar la situación actual. Aquello, a nuestro parecer, puede verse modificado, en base a la nueva área de operaciones creada por Scania, en respuesta a la necesidad de controlar diversos aspectos relacionados con la administración de operaciones dentro de la sede nacional, entre ellas, el nivel de inventarios. Por lo anterior, este tópico es uno de los tres temas que los alumnos tratarán en mayor profundidad, considerando que aquello puede ir en directo beneficio de la empresa con la que se está trabajando. 21 SEGUNDA PARTE : Análisis y Soluciones. 17. Conclusiones y Comentarios En primer lugar, y tal como se señaló en las secciones anteriores, Scania es una empresa que funciona en base al pedido de productos por parte del cliente. Aquello es la función principal de la sede chilena, dado que la fabricación se realiza en la sede en Brasil. En base a lo anterior, existen diversos aspectos que se pueden abordar desde la mirada de la gestión de operaciones, pero existen otros en los que no es posible profundizar en demasía. Tales son los casos de la programación de proyectos, MRP y manufactura JIT, pues la primera está determinada por procesos que funcionan en base a proyectos específicos (tal no es el caso de Scania, que trabaja de manera similar a producción intermitente), y los dos últimos puntos son potenciales de abordar en fábricas de procesado, donde se tiene requerimientos de materiales, tecnología, y trabajos dentro del proceso de producción, lo cual no se encuentra en la sede chilena de la empresa, sino que en la sucursal instalada en Brasil, desde la cual se importa el producto mayormente terminado. Ahora, el análisis de los principales aspectos de la empresa en cuestión, donde existen otros tópicos de la administración de operaciones que sí son aplicables, permitieron focalizar los mayores problemas con los que cuenta aquella, de forma que el trabajo de los alumnos se puede realizar de mejor manera, en base a objetivos claros y precisos. Sobre ello, es relevante como antecedente la creación formal (hace un par de meses) del área de operaciones dentro de la empresa, que permitirá una interacción más fluida entre los encargados de las operaciones de Scania, y los alumnos encargados del presente 22 informe. Cabe señalar que la empresa accedió a la entrega de algunos modelos y números aproximados, que permitieron un análisis más exhaustivo de lo que se puede observar, y la disposición a resolver dudas de los estudiantes fue siempre buena, aunque la coordinación haya sido difícil. A medida que avanzó el tiempo de trabajo con la empresa, aparecieron nuevas problemáticas cuya relevancia era grande y que permitían un análisis correcto, por lo que se cambió el rumbo de los puntos a tratar. Se profundizó en el enorme quiebre generado por la imposición sin planificación de un área nueva dentro del proceso, lo que llevo al caos y a poner en riesgo la credibilidad de la empresa frente al cliente. Esta situación conllevó a una completa restructuración completa de los alcances de las labores de cada factor relevante en el proceso, que se está llevando a cabo y que ha permitido en sus primeras semanas disminuir el desorden. En segundo lugar se analizó… Finalmente se profundizó en el tema de la relación entre el stock de camiones que se tienen en planta, que inciden en un costo negativo para la empresa, y el hecho de que no se inventaríen, dado que la empresa busca tener el menor stock. Este tema últimamente se había salido de las manos, triplicando la meta máxima de stock que tenían. Entre las causas se cuentan varios factores humanos como la no concertación de ventas y el hecho de que eso no se informara, acumulando productos customizados, con menor potencial de venta. La solución propuesta… 23 18. Bibliografía Schroeder, Roger (1992). “Administración de Operaciones”. Editorial Mc Graw Hill. México. 24