ES 2 121 196 T3
Anuncio

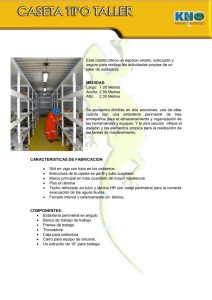
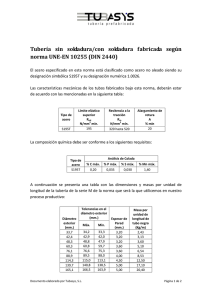
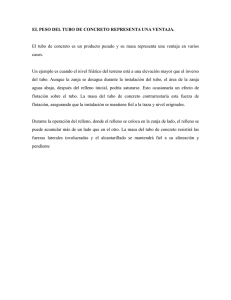
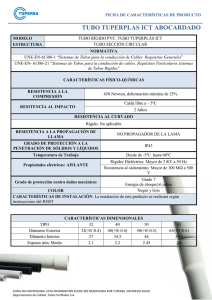
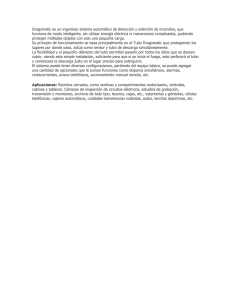
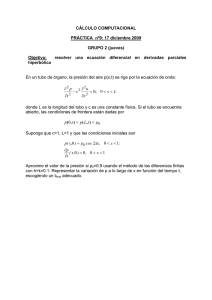
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k kInt. Cl. : B23K 26/00 11 Número de publicación: 2 121 196 6 51 ESPAÑA k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 94910109.1 kFecha de presentación : 10.02.94 kNúmero de publicación de la solicitud: 0 684 887 kFecha de publicación de la solicitud: 06.12.95 T3 86 86 87 87 k 54 Tı́tulo: Procedimiento y aparato de reparación de tubos dañados. k 30 Prioridad: 17.02.93 US 18644 07.02.94 US 192556 Electric Power Research Institute, Inc 3412 Hillview Avenue Palo Alto California 94303, US k 72 Inventor/es: Findlan, Shane J.; k 74 Agente: Ungrı́a López, Javier 45 Fecha de la publicación de la mención BOPI: 16.11.98 45 Fecha de la publicación del folleto de patente: 16.11.98 ES 2 121 196 T3 k 73 Titular/es: Aviso: k Frederick, Gregory J.; Peterson, Artie G. y Childs, Wylie J. k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 121 196 T3 DESCRIPCION Antecedentes de la invención 1. Campo de la invención La invención se refiere a la reparación de tubos intercambiadores de calor y, más particularmente a la reparación por soldadura con láser de tubos generadores de vapor de agua en una central de energı́a nuclear de reactor de agua presurizada (PWR). 2. Descripción de la técnica relacionada En centrales de energı́a nuclear que utilizan el ciclo del reactor de agua presurizada, el calor es liberado en el reactor a partir de la fisión de combustible nuclear. El calor es eliminado del reactor haciendo circular continuamente fluido denominado refrigerante del reactor. Después de calentarse en el reactor, el refrigerante fluye hasta un intercambiador de calor, referido comúnmente como el generador de vapor de agua, donde proporciona calor y después lo retorna al reactor para calentamiento adicional. En el generador de vapor de agua, el refrigerante del reactor nuclear calienta un agua secundaria que se utiliza entonces para accionar una turbina de vapor de agua. Después de que se escapa de la turbina de vapor de agua, el vapor de agua es condensado y retornado al generador de vapor de agua para el calentamiento adicional por el refrigerante del reactor. El circuito del refrigerante del generador vapor de agua del reactor es referido comúnmente como el circuito primario y el circuito de turbina del generador de vapor de agua es referido comúnmente como el circuito secundario. El generador de vapor de agua es tı́picamente un armazón y un intercambiador de calor de tipo de tubo, haciendo pasar el refrigerante primario a través del interior de los tubos del intercambiador de calor y haciendo pasar el agua secundaria sobre la superficie exterior de los tubos y contenida por el armazón del intercambiador de calor. La transferencia de calor desde el refrigerante del reactor hasta el agua secundaria se produce sobre la mayor parte de la longitud de los tubos. Para realizar una junta de obturación en el extremo de los tubos, y de esta manera prevenir la mezcla del refrigerante del reactor y del agua secundaria, los extremos de los tubos están conectados a una lámina de tubos que comprende una placa plana con aberturas a través de ella para recibir los extremos de los tubos. Los extremos de los tubos o bien están soldados herméticamente a la lámina de tubos o expandidos en las aberturas para producir una junta sellada. Los bordes periféricos de la lámina de tubos están sellados al armazón del generador de vapor de agua y a una caja de agua de refrigerante del reactor. Los generadores de vapor de agua están orientados normalmente de forma que los tubos se extienden generalmente en dirección vertical y pueden ser del tipo de flujo recto continuo o de retorno. En el generador de vapor de agua de tipo recto continuo, los tubos están en lı́nea recta y conectados a láminas de tubos en ambos extremos. El refrigerante del reactor entra en una caja de agua en la parte superior del generador de vapor de agua, fluye a través de los tubos y es recogido en una caja de agua en la parte inferior del gene2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 rador de vapor de agua. Más común es el generador de vapor de agua de tipo de flujo de retorno, en el que los tubos tienen una configuración en forma de “U” invertida, teniendo ambos extremos conectados a la misma lámina de tubos en la parte inferior del generador de vapor de agua. La caja de agua por debajo de la lámina de tubos contiene una placa de división orientada para sellar de forma efectiva esa porción de la lámina de tubos que contiene las entradas de tubos desde esta parte que contiene las salidas. De esta manera, el refrigerante del reactor fluye dentro de la porción de entrada de la caja de agua, a través de los tubos en forma de “U” invertida y dentro de la porción de salida de la caja de agua. En cualquiera de los generadores de vapor de agua, de tipo recto continuo o de retorno, los tubos son muy largos y requieren soporte a lo largo de su longitud. Esto se consigue colocando placas de soporte dentro del armazón del intercambiador térmico en varias posiciones a lo largo de la longitud de los tubos. Las placas de soporte contienen aberturas a través de las cuales pasan los tubos y tienen sus bordes periféricos conectados al armazón del generador de vapor de agua. Para facilitar la instalación de los tubos y para permitir la expansión térmica diferencial entre los tubos y el armazón, las aberturas en las placas de soporte están sobredimensionadas para permitir el deslizamiento del tubo con respecto a la placa de soporte. No obstante, las aberturas en la placa deben ser suficientemente pequeñas para proporcionar el soporte horizontal adecuado para los tubos y para evitar excesiva vibración del tubo durante el funcionamiento. De esta manera, se forman grietas entre las placas de soporte y los tubos. Estas grietas recogen residuos y productos de corrosión durante el funcionamiento del generador de vapor de agua, promoviendo de esta manera la corrosión de las grietas. Adicionalmente, las juntas entre los tubos y la lámina de tubos descritas previamente contienen grietas que conducen a la corrosión por grietas. Los tubos del generador de vapor de agua son susceptibles a varios tipos de mecanismos de corrosión que pueden conducir, finalmente, a fuga o adelgazamiento significativo de la pared. Estos incluyen fisuración por corrosión por tensión del agua primaria, ataque intergranular del lado secundario, fisuración por corrosión por tensión intergranular y desgaste del lado secundario. La degradación del lado primario se produce tı́picamente en lugares de altos esfuerzos de tracción residual, tales como áreas de transición de expansión, flexiones en forma de U de la hilera interna y sitios de soporte del tubo. La degradación del lado secundario se produce en lugares donde pueden concentrarse impurezas, proporcionando sitios de corrosión, tales como grietas de lámina de tubo a tubo, superficies de contacto de placa de soporte de tubo con tubo, superficies de contacto de barras anti-vibración, y regiones de acumulación de lodo. Las técnicas de mitigación usuales para estos problemas inducidos por la corrosión incluyen: sustitución del generador de vapor de agua, taponamiento de tubos degradados, electrogalvanizado de superficies interiores del tubo, y revestimiento con manguito de tubos degradados. 3 ES 2 121 196 T3 La sustitución del generador de vapor de agua es una solución drástica que implica una inversión de capital substancial y meses o años de tiempo de inactividad de la central con la correspondiente pérdida de ingresos que acompañan a cortes prolongados de la central. El taponamiento de los tubos degradados retira del servicio al tubo, reduciendo la eficiencia del generador de vapor de agua. La capacidad para obturar tubos está basada en el “margen de taponamiento” que se calcula en base a la experiencia de funcionamiento para cada generador de vapor de agua. Una vez que se ha consumido el “margen de taponamiento”, el taponamiento adicional de los tubos reduce la capacidad del generador de vapor de agua y toda la central debe funcionar a un régimen inferior, accionada a una capacidad menor que la de diseño. El electrogalvanizado de los tubos del generador de vapor de agua con nı́quel permite que el tubo permanezca en servicio. Adicionalmente, el galvanizado de nı́quel sellará fugas pequeñas y evitará la degradación adicional, pero no restablecerá la integridad estructural del tubo. Por lo tanto, una limitación principal del electrogalvanizado es que es efectivo solamente en grietas pequeñas que son detectadas pronto, de forma que se puede realizar la reparación antes de que la resistencia del tubo se degrade seriamente. El revestimiento con manguito es una técnica de mitigación más costosa, pero permite que el tubo permanezca en servicio. El revestimiento con manguito se consigue insertando en la porción dañada del tubo generador de vapor de agua, un manguito tubular corto que tienen un diámetro exterior ligeramente menor que el diámetro interior del tubo del generador de vapor de agua y soldando el manguito al tubo. El manguito está fabricado generalmente del mismo material que el tubo y, en efecto, sustituye la sección dañada del tubo. Por lo tanto, la integridad estructural del tubo se restablece por este método de reparación. El revestimiento con manguito se realiza generalmente cuando se alcanza el “margen de taponamiento” del generador de vapor de agua. Un método de revestimiento con manguito se describe en la patente de los Estados Unidos número 5.066.846 publicada el 19 de Noviembre de 1991, a nombre de William E. Pirl e incorporada aquı́ por referencia. En esta patente, el manguito se suelda al tubo utilizando una cabeza de soldadura de haz láser colocada dentro del tubo. La energı́a láser procedente de una fuente láser es dirigida a través de un cable de fibra óptica hasta la cabeza de soldadura, donde un espejo inclinado refleja el haz sobre la superficie interior del manguito. La cabeza de soldadura gira en una posición axial a lo largo del tubo cerca de un extremo del manguito y el haz láser suministra calor suficiente para fundir el manguito al tubo en una banda circunferencial, estrecha alrededor de la superficie de contacto del manguito/tubo. La soldadura alcanzada por este método es aquélla que está referida en la técnica como una soldadura autógena, ya que el metal de base del manguito y el tubo están soldados y fundidos y no se añade metal de relleno adicional durante el proceso de soldadura. La cabeza de soldadura es reposicio- 5 10 15 20 25 30 35 40 45 50 55 60 65 4 nada en el otro extremo del manguito y se realiza otra soldadura autógena. Aunque el revestimiento con manguito de este modo puede restablecer la integridad estructural del tubo, tiene varios inconvenientes. En primer lugar, el manguito disminuye necesariamente el diámetro interno del paso del tubo añadiendo caı́da de presión incrementada al flujo del refrigerante a través del tubo cuando el generador de vapor de agua esta puesto en servicio. Además, si la reparación se sitúa en la porción inferior de un tubo, tal como la lámina de tubos, se impide la reparación posterior de la degradación del tubo por encima de la localización del primer manguito, puesto que otro manguito de dimensiones correctas no puede insertarse más allá del manguito ya instalado. Adicionalmente, las soldaduras autógenas en ambos extremos del manguito están normalmente rebajadas desde el extremo del tubo, ya que es muy difı́cil realizar una soldadura de cordón de calidad en el extremo del manguito sin añadir material de relleno. Puesto que estas soldaduras están rebajadas desde los extremos de los manguitos, permanece una grieta entre el manguito y el tubo en la región entre el extremo del manguito y la soldadura. Además, puesto que las soldaduras son ellas mismas bandas circunferenciales estrechas, el área externa del manguito entre las bandas forma una grieta con el tubo. El daño al tubo que necesita la reparación, tal como una fisura o una picadura, permite la entrada de agua dentro de esta grieta. Estas áreas de grietas son de nuevo susceptibles a muchas formas de corrosión cuando el generador de vapor de agua está puesto de nuevo en servicio. Se han realizado ensayos para utilizar una soldadura autógena continua dentro del tubo sin la utilización de un manguito, con el fin de reparar los tubos dañados. Estos esfuerzos han fallado debido a que la corrosión que conduce a daño ha dejado superficies oxidadas que dan lugar a defectos y huecos cuando se utiliza la soldadura autógena. Si se utiliza material de relleno en el proceso de soldadura, el material de relleno puede contener agentes de desoxidación y de control de la viscosidad que prevengan los defectos y los huecos asociados con la soldadura autógena. Adicionalmente, el uso de un material de relleno permite la capacidad para formar la pared del tubo, proporcionando de esta manera sustitución estructural completa de la pared del tubo dañada con el nuevo depósito de soldadura. Por lo tanto, es evidente que son necesarias técnicas de mitigación mejoradas para cumplir las demandas futuras de las centrales de energı́a de PWR. Una vez que el margen de taponamiento del tubo se ha utilizado y se ha instalado una gran cantidad de manguitos (es decir, > 10 % de los tubos) para permitir el funcionamiento continuado, la degradación del tubo conduce finalmente a una decisión a sustituir el generador de vapor de agua, funcionamiento de la central a un régimen más bajo o desmontaje de la instalación. Es necesaria tecnologı́a de reparación alternativa que pueda proporcionar servicio extendido del tubo al final de la vida de la central, a un coste económico. El documento JP-A-60-199587 describe un método de soldadura de revestimiento de la su3 5 ES 2 121 196 T3 perficie interior del tubo, que comprende insertar un material de revestimiento dentro del tubo y dirigir la energı́a láser, girando y moviendo axialmente una cabeza de láser a lo largo del eje del tubo, hasta un lugar de soldadura seleccionado para fundir dicho material de revestimiento en dicha superficie interior de dicho tubo para producir una soldadura de revestimiento dentro de dicho tubo. Resumen de la invención De acuerdo con la invención, se proporciona un aparato de acuerdo con la reivindicación 1, y un método de acuerdo con la reivindicación 9. De acuerdo con la invención, el aparato tiene un manguito de rotación que se puede colocar dentro de un tubo generador de vapor de agua. Un cable de fibra óptica y un pasillo de relleno están colocados dentro del manguito de rotación. El cable de fibra óptica recibe energı́a láser desde un láser. El pasillo de relleno recibe el material de relleno desde un sistema de suministro de metal de relleno que se mueve de forma sincrónica con el manguito de rotación. Una cabeza de soldadura está colocada en el extremo del manguito de rotación, la cual incluye una abertura de la cabeza y un conjunto de modificación direccional de la energı́a láser. La energı́a láser procedente del cable de fibra óptica es transferida a través del conjunto de modificación direccional de energı́a láser y a través de la abertura de la cabeza hasta el lugar de soldadura seleccionado sobre la superficie interior del tubo. El material de relleno procedente del sistema de suministro del metal de relleno es transportado también a través de la abertura de la cabeza y se intersecta con la energı́a láser en el lugar de soldadura seleccionado. El metal de relleno se funde con la superficie interna del tubo para producir una soldadura de revestimiento. El resultado es una reparación de la soldadura de revestimiento uniforme sobre la superficie interna del tubo que restablece la resistencia del tubo y no deja grietas para un ataque de corrosión futuro. Además, el diámetro interno del tubo está muy próximo al diámetro original del tubo, reduciendo al mı́nimo de esta manera la caı́da de presión asociada con la reparación de tipo de revestimiento y permitiendo la reparación posterior del tubo en lugares más allá de la primera área de reparación. Breve descripción de los dibujos La figura 1 es una vista en alzado en sección de un generador de vapor de agua tı́pico utilizado en una central de energı́a de reactor de agua presurizada. La figura 2 es una vista en sección transversal de un aparato de reparación de soldadura de revestimiento por láser colocado dentro de un tubo generador de vapor de agua y utilizando una bobina de alambre pre-colocada como el metal de relleno, para llevar a cabo el método de acuerdo con la presente invención. La figura 3 es una vista en sección transversal simplificada de un aparato de soldadura por revestimiento con láser colocado dentro de un tubo generador de vapor de agua 4 6 próximo a una placa de soporte del tubo y soldando una lámina fina previamente colocada de metal de relleno en el interior del tubo. 5 10 15 20 La figura 4 muestra una vista en sección transversal de otro aparato de reparación de soldadura de revestimiento por láser colocado dentro de un tubo generador de vapor de agua y utilizando una bobina de alambre metálico lleno previamente colocada directamente sobre el área que debe soldarse con revestimiento. La figura 5 es una vista lateral de un aparato de rotación utilizado de acuerdo con una forma de realización de la presente invención. La figura 6 es una vista en sección transversal lateral de una cabeza de soldadura de rotación colocada en el extremo del manguito de rotación del aparato de rotación de la figura 5. 25 La figura 7 es una vista lateral de un conjunto de modificación direccional de energı́a láser realizado con un prisma de cuña. 30 La figura 8 es una vista lateral de un aparato de rotación alternativo utilizado de acuerdo con una forma de realización de la presente invención. 35 La figura 9 es una vista en sección transversal lateral de una cabeza de soldadura de rotación colocada en el extremo del manguito de rotación del aparato de rotación de la figura 8. 40 45 50 55 60 65 La figura 10 es una vista lateral de un conjunto de modificación direccional de energı́a láser realizado con un cable de fibra óptica cortado. La figura 11 es una vista lateral de un conjunto de modificación direccional de energı́a láser realizado con un cable de fibra óptica doblado. Descripción detallada de las formas de realización preferidas La presente invención es aplicable para la reparación de tubos de diámetro pequeño corroı́dos o dañados utilizados en cualquier aplicación tal como sistemas de transporte de material o intercambiadores de calor. La siguiente descripción detallada del aparato y del funcionamiento de las formas de realización de la presente invención utiliza a modo de ejemplo un intercambiador de calor especializado conocido como un generador de vapor de agua que se utiliza en un ciclo de central de energı́a nuclear de reactor de agua presurizada. Volviendo de nuevo a la figura 1, donde números similares designan componentes similares a lo largo de varias de las figuras, se describe un generador de vapor de agua tı́pico de tipo de retorno. El generador de vapor de agua, designado tı́picamente como 10 consta de un armazón 12, un haz de tubos 14, una lámina de tubos 16 7 ES 2 121 196 T3 y una caja de agua 18. Para claridad en la ilustración, solamente se representa un tubo configurado en forma de “U” 20 pero se entiende que el haz de tubos 14 está formado de miles de tubos individuales 20. La placa de división 22 divide la caja de agua 18 en una primera sección de entrada 24 y una sección de salida 26. En funcionamiento, el refrigerante del reactor caliente se introduce en la sección de entrada 24 o caja de agua 18 a través de la tobera 28. Desde la sección de entrada 24, el refrigerante fluye a través de los tubos 20 hasta la sección de salida 26 de la caja de agua y vuelve al reactor (no mostrado) a través de la tobera 30. El agua secundaria entra en el armazón 12 a través de la tobera 40 y se calienta mediante el contacto con tubos 20. A medida que el agua secundaria se calienta, hierve generando vapor de agua que sale del armazón 12 en la parte superior del generador de vapor de agua 10 a través de las toberas 42, 44. El vapor de agua generado de esta manera es encaminado hasta una turbina de vapor de agua (no mostrada) donde se expande para accionar un generador eléctrico (no mostrado). En el generador de vapor de agua, los tubos 20 están conectados a la lámina de tubos 16 por soldadura de junta o mediante expansión del tubo dentro de la apertura del tubo en la lámina de tubos 16. Placas de soporte del tubo 50 que contienen aberturas a través de ellas para el paso de tubos 20 están colocadas a varias alturas en el armazón 12. Las aberturas en las placas de soporte del tubo 50 son de diámetro ligeramente mayor que el diámetro exterior de los tubos 20, de forma que los tubos pueden deslizarse verticalmente dentro de las placas de soporte. Esta capacidad de deslizamiento relativo es necesaria para absorber la expansión térmica diferencial que se produce cuando el generador de vapor de agua 10 se pone en lı́nea y se calienta lentamente hasta la temperatura de funcionamiento. Como se indica previamente, las grietas formadas entre las placas de soporte 50 y los tubos 20, ası́ como las grietas localizadas en la fijación de tubos 20 a la lámina de tubos 16 son susceptibles de corrosión, lo que degrada los tubos 20 conduciendo por último a la ruptura o fallo del tubo. Con referencia de nuevo a la figura 2, se describe una vista en sección transversal de un aparato de reparación de soldadura de revestimiento por láser. Esta figura muestra la instalación y uso generales de la invención para soldadura de revestimiento del interior de un tubo de diámetro pequeño. Se ilustra una porción de un tubo generador de vapor de agua 20 donde pasa a través de una placa de soporte de tubo 50. Tı́picamente, la holgura entre la superficie exterior de la placa de soporte 50 está en el orden de 0,2 a 0,38 mm (0,008 a 0,015 pulgadas). Por lo tanto, es evidente el potencial para la corrosión de grietas. En esta forma de realización, el aparato está colocado dentro de un tubo generador de vapor de agua y utiliza una bobina de alambre pre-colocada como el material de relleno. El láser 100 es la fuente de calor para la soldadura del tubo dañado 20. El láser 100 puede ser de cualquier tipo utilizado comúnmente para soldadura pero, más tı́picamente es un láser Nd:YAG. Un ejemplo de un láser de este tipo que 5 10 15 20 25 30 35 40 45 50 55 60 65 8 se ha utilizado por los inventores es un modelo 2400 de Hobart Laser Products que produce 2400 vatios de potencia. El láser 100 está conectado a una fibra óptica 102 que guı́a la potencia del láser generada por la fuente del láser 100 a la cabeza de soldadura 200. La cabeza de soldadura 200 comprende un cuerpo giratorio cilı́ndrico 202. Un espejo 204 está alojado dentro del cuerpo 202, que está orientado en un ángulo predeterminado con relación al eje del cuerpo 202. Como se describirá a continuación, la óptica de dirección puede sustituirse por el espejo 204. Dos vı́as de paso para la luz de haz láser están taladradas en el cuerpo 202. El primer paso 203 es concéntrico con el eje cilı́ndrico del cuerpo 202 y se introduce desde su superficie inferior y termina en la superficie del espejo 204. El segundo paso 205 está taladrado radialmente desde la circunferencia del cuerpo 202 y termina de nuevo en la superficie del espejo 204. De esta manera, la luz del haz láser que entra en la parte inferior del cuerpo 202 se refleja fuera del espejo 204 radialmente fuera hasta la superficie interior del tubo 20. Una junta giratoria 206 está conectada a la parte inferior del cuerpo 202. La junta giratoria 206 comprende una porción giratoria, superior 208 y una porción estacionaria inferior 210 y permite al cuerpo 202 de la cabeza de soldadura 200 girar alrededor de su eje. Conectado a la porción estacionaria 210 de la junta giratoria 206 está girando el motor de accionamiento 212 de la cabeza. El motor de accionamiento 212 es un motor eléctrico o neumático en miniatura de árbol hueco que proporciona la fuerza de rotación necesaria para hacer girar el cuerpo 202 durante el funcionamiento de la cabeza de soldadura 200. La parte inferior del motor 212 está conectada al cable flexible 214 que se conecta a la fuente láser 100 y contiene fibra óptica 102. El cable 214 incluye también alambres eléctricos (no mostrados) para activar el motor de accionamiento 212 si es eléctrico. En el caso donde se utilice un motor neumático para accionar la cabeza de soldadura 200, el cable 214 aloja un tubo neumático (no mostrado) para accionar el motor 212. Adicionalmente, el cable 214 puede incluir el conducto (no mostrado) para el suministro de gas protector tal como argón o helio para mejorar la soldadura final como es entendido completamente por los técnicos en la materia en las técnicas de soldadura. El gas protector puede suministrarse a través de un conducto o tubo especializado, aunque se introducen con fuerza con más frecuencia, a través de intersticios entre un cable de fibra óptica, un conducto de alambre y un manguito. El gas es distribuido entonces a través de agujeros perforados en la cabeza de soldadura para dirigir el gas hacia el proceso de soldadura. Puesto que el motor 212 tiene un árbol hueco, la energı́a láser puede pasar a través del motor 212 y la junta giratoria 206 hasta el espejo 204. Las lentes de enfoque 213 y 215 están montadas dentro del árbol hueco del motor 212. Estas lentes pueden ajustar la longitud focal del paso, de forma que la energı́a láser está concentrada en la superficie interior del tubo 20. Están disponibles varios métodos conocidos por los técnicos en la materia para ajustar la distancia entre la lente 5 9 ES 2 121 196 T3 213 y la lente 21115 que permite que se ajuste la longitud focal, de forma que la misma cabeza de soldadura 200 puede utilizarse en tubos de diferentes diámetros internos. Un cojinete 220 configurado en forma de anillo está montado sobre la parte superior del cuerpo de cabeza de soldadura 202. El cojinete 220 está conectado de forma giratoria al cuerpo 202 para permitir el movimiento giratorio relativo. Los resortes de lámina 222 están conectados al cojinete giratorio 220 y al motor de accionamiento 212, que tienen zapatas 224 montadas sobre sus extremos distantes. Los resortes de lámina 222 empujan las zapatas 224 radialmente hacia afuera desde el eje de la lı́nea central de la cabeza de soldadura 200. Las zapatas se acoplan con la pared interior del tubo 20 y funcionan para soportar la cabeza de soldadura 200 centrada en el tubo 20 al mismo tiempo que se acciona la cabeza de soldadura. Sin embargo, la fricción relativamente ligera entre las zapatas 224 y el tubo 20 permite a la cabeza de soldadura 200 moverse de forma fácil axialmente dentro del tubo, de forma que la cabeza de soldadura puede colocarse de forma exacta para una operación de soldadura. Un motor de alimentación de alambre de relleno 230 está montado también sobre la parte superior del cuerpo de cabeza de soldadura 202 y dentro del cojinete configurado en forma de anillo 220. Los motores de alimentación de alambre de relleno 230 se han utilizado en aplicaciones de soldaduras de gas y de arco eléctrico en atmósfera de helio en industrias tales como la industria del automóvil. Por lo tanto, su construcción y funcionamiento son conocidos generalmente en la técnica. El motor de alimentación 230 tiene un árbol hueco y una pluralidad de ruedas de fricción 232 que agarran un alambre y lo alimentan linealmente a través del árbol hueco. El eje de rotación para las ruedas de fricción 232 está ligeramente desviado del eje de rotación el cuerpo de la cabeza de soldadura 202. Por lo tanto, puesto que el cuerpo de la cabeza de soldadura 202 está girado, las ruedas de fricción imparten un movimiento lineal al alambre soportado entre las superficies de las ruedas que se acoplan tangencialmente. El árbol hueco del motor de alimentación 230 termina en el borde inferior del motor 230 en alineación con la guı́a de alambre de relleno 234. La guı́a del alambre de relleno 234 es un paso taladrado a través del cuerpo de la cabeza de soldadura 202. La entrada superior para la guı́a 234 está centrada en la superficie superior del cuerpo 202 y la salida inferior de guı́a 234 está en el lateral del cuerpo 202 directamente por encima de la salida radial del paso del haz láser 205. De esta manera, la alimentación del alambre a través de la guı́a 234 es dirigida hasta el lugar de soldadura. Por encima de la cabeza de soldadura 200 se representa el alambre de relleno 240. El alambre de relleno 240 está fabricado de un material similar como el tubo 20. Preferentemente, se utiliza una aleación Inconel(R) con un contenido de cromo más alto que el material del tubo para reducir la susceptibilidad al agrietamiento por corrosión. La aleación Inconel(R) 625, 52 ó 72 puede utilizarse y puede incluir agentes de desoxidación y de control de la viscosidad tales 6 5 10 15 20 25 30 35 40 45 50 55 60 65 10 como silicio y titanio. El alambre de relleno 240 está pre-configurado en una bobina que tiene un diámetro exterior que coincide aproximadamente con el diámetro interior del tubo 20. La fricción entre el alambre de relleno helicoidal 240 y la superficie interior del tubo 20 mantiene el alambre colocado durante la operación de la cabeza de soldadura 200. El extremo inferior del alambre de relleno 240 pasa a través de las ruedas de fricción 232 en el motor de alimentación de alambre 230 a la guı́a 234 y fuera del lateral del cuerpo 202 hasta el lugar de la soldadura. La cabeza de soldadura 200 se coloca dentro del tubo 20 en el lugar de la reparación. La cabeza de soldadura 200 vuelve a dirigir la energı́a láser desde la fibra óptica en una dirección radial contra la pared interior del tubo 20. Lo siguiente describe el procedimiento y funcionamiento utilizados para realizar una reparación del tubo con la presente invención. En primer lugar, el alambre de relleno 240 está arrollado, de manera que el diámetro exterior de la bobina es aproximadamente igual al diámetro interior del tubo 20. El extremo inferior del alambre 240 se dobla en el centro de la bobina y después se dobla hacia abajo, de forma que el extremo se encuentra sobre la lı́nea central del tubo 20 después de que la bobina se ha insertado en el tubo. Las bobina del alambre de relleno es insertada entonces en el tubo 20 y empujada hasta una posición ligeramente por encima de la reparación de soldadura pretendida. La bobina puede moverse en el tubo sin deformar su configuración, utilizando un tubo flexible hueco de diámetro exterior ligeramente menor que el diámetro interior del tubo 20. Después de que se ha colocado la bobina del alambre, la cabeza de soldadura 200 es insertada en el tubo 20, en primer lugar el motor de alimentación de alambre 230. La inserción de la cabeza de soldadura 200 se alcanza comprimiendo las zapatas 224 radialmente hacia dentro e insertando después la cabeza de soldadura 200 dentro del tubo 20. La cabeza de soldadura 200 es empujada entonces dentro del tubo alimentando cable 214 dentro del tubo 20 hasta que la cabeza de soldadura 200 está colocada en el lugar de la reparación. Cuando la cabeza de soldadura 200 alcanza el lugar adecuado, el extremo de la bobina del alambre de relleno 240 que se colocó previamente, se alimentará en el centro del motor de alimentación de alambre 230 y se acoplará por ruedas de fricción 232. Para comenzar la soldadura, se aplica energı́a, o bien eléctrica o neumática, al motor de accionamiento 212 que hace girar el cuerpo de la cabeza de soldadura 202. La rotación del cuerpo de la cabeza de soldadura 202 hace que el motor de alimentación del alambre 230 alimente alambre 240 a través de la guı́a del alambre 234 hasta la pared interior del tubo 20. Al mismo tiempo, la fuente de láser 100 es conectada y la energı́a láser es transmitida hasta la pared interna del tubo 20 a través de fibra óptica 102 y el espejo 204. La cabeza de soldadura 200 puede moverse axialmente dentro del tubo 20 tirando del cable 214. Alternativamente, una conexión de rosca de precisión, bien conocida por los técnicos en la materia, entre el cuerpo de soldadura 202 y el cojinete en forma de 11 ES 2 121 196 T3 anillo 220 puede realizar el avance axial uniforme del cuerpo de la cabeza de soldadura 202 durante la operación de soldadura. Por lo tanto, a medida que gira el cuerpo de la cabeza de soldadura 202, el metal de base del tubo 20 se funde mientras que el alambre de relleno es alimentado hasta el lugar de la soldadura y fundido simultáneamente produciendo de esta manera una soldadura de revestimiento. Con referencia ahora a la figura 3, se describe una vista en sección transversal simplificada de una forma de realización de un aparato de soldadura de revestimiento por láser. Esta forma de realización no entra dentro del alcance de las reivindicaciones. La figura 3 y la descripción relacionada tienen únicamente fines ilustrativos. En esta forma de realización, una lámina fina 250 de material de relleno de soldadura se utiliza en lugar de un alambre de relleno 240 descrito previamente. El material de relleno de soldadura utilizado en la lámina puede tener agentes de desoxidación y de control de la viscosidad como se describe previamente para el alambre de relleno 240. La lámina 250 del metal de relleno tiene aproximadamente 0,63 mm (0,025 pulgadas) de espesor y se dobla en forma de un cilindro hueco que tiene una longitud que coincide con la longitud de la sección del tubo que debe repararse. (El espesor del metal de relleno se determina por el espesor de formación o revestimiento). El diámetro externo del cilindro formado de esta manera es aproximadamente igual al diámetro interno del tubo 20 y, por lo tanto, el cilindro puede pre-posicionarse de una manera similar a la descrita previamente para la bobina de alambre. Después de que el cilindro está pre-posicionado, la cabeza de soldadura 200 es insertada en el tubo y la soldadura se realiza de la misma manera. La soldadura resultante produce un revestimiento uniforme que disminuye el diámetro interno del tubo solamente en 1,27 mm (0,050 pulgadas). La profundidad de penetración de la soldadura es aproximadamente 0,56 mm (0,022 pulgadas) que da lugar a un espesor de 1,19 mm (0,047 pulgadas), y se produce una unión excelente entre la lámina fina 250 y el tubo 20. Un espesor de revestimiento de 1,19 mm (0,037 pulgadas) restablece completamente el espesor de pared original y la integridad estructural del tubo, que tiene un espesor nominal de 1,06 mm (0,042 pulgadas). Se apreciará que la penetración y el espesor de revestimiento están gobernado por los parámetros de soldadura seleccionados (salida del láser, velocidad de avance, paso, espesor de la hoja, etc.). Volviendo de nuevo a la figura 4, se describe otra forma de realización que no entra dentro del alcance de las reivindicaciones. La figura 4 y la descripción relacionada únicamente tienen fines ilustrativos. La figura 4 muestra una vista en sección transversal simplificada del aparato de reparación de soldadura de revestimiento por láser colocado dentro de un tubo generador de vapor de agua y que utiliza una bobina pre-posicionada de alambre de metal de relleno directamente sobre el área que debe revestirse por soldadura. En esta forma de realización, la cabeza de soldadura 200 consta de una barra roscada, hueca 300 con espejo 204 montado sobre la parte superior en un 5 10 15 20 25 30 35 40 45 50 55 60 65 12 ángulo predeterminado, por ejemplo, un ángulo de cuarenta y cinco grados (45). La barra 300 se atornilla en una placa de extremo superior circular y roscada internamente 302. El extremo inferior de la barra 300 sirve como la armadura 304 para el motor de accionamiento 212. La placa de extremo superior 302 está conectada a una placa de extremo inferior configurada en forma de arandela 306 por barras de guı́a 310. Las placas extremas inferior y superior 306, 302 se mantienen en posición dentro del tubo 20 por resortes de lámina 22 y zapatas 224. Las barras de guı́a 310 están configuradas en forma de “T” en sección transversal y están colocadas en paralelo al eje de la barra 300 con pestañas centrales que se dirigen radialmente hacia dentro hacia el centro del aparato de cabeza de soldadura 200. El estator 312 del motor 212 tiene muescas longitudinales 314 sobre cada lateral que aceptan los bordes de las barras de guı́a 310. La parte inferior de la armadura del motor 304 está fijada a la junta giratoria 206 que está fijada, a su vez, al cable 214. En funcionamiento, una bobina arrollada de forma apretada de alambre de relleno 240 está pre-colocada dentro del tubo 20 directamente sobre el área que debe revestirse por soldadura. La cabeza de soldadura 200 se inserta entonces en el tubo, de forma que el espejo 204 está ligeramente por encima de la parte superior del alambre 240. Cuando se suministra energı́a láser a la cabeza de soldadura 200 y se activa el motor 212, la barra 300 y el espejo 204 giran dirigiendo la energı́a del láser sobre la bobina del alambre 240. Adicionalmente, la barra 300 se rosca en la placa superior 302 provocando que el haz de soldadura se desplace axialmente hacia abajo a través del alambre helicoidal 240 a una velocidad que está sincronizada con su movimiento giratorio. Para absorber el movimiento axial de la barra 300, el estator del motor 312 se desliza a lo largo de las barras de guı́a 310 pero se evita que gire por muescas 314 que están acopladas con los bordes de las barras de guı́a 310. Por lo tanto, el haz láser gira y se desplaza axialmente dentro del tubo, fundiendo el alambre 240 a la superficie interior del tubo 20 produciendo una soldadura de revestimiento uniforme. La figura 5 ilustra una forma de realización alternativa de la invención, donde se utiliza un aparato giratorio 320 para reparar los tubos dañados 20. En esta forma de realización, el motor de accionamiento de cabeza giratoria 212 y la junta giratoria 206 que se acompaña utilizadas en las formas de realización de las figuras 2-4 están sustituidos por varios elementos giratorios. Especı́ficamente, se coloca una cabeza de soldadura giratoria 322 en el extremo de un manguito giratorio 3224. Un mecanismo de accionamiento giratorio 325 hace girar el manguito 324. El mecanismo de accionamiento giratorio 325 hace girar simultáneamente un conjunto de relleno 326 que incluye un receptáculo del metal de relleno 328 y un sistema de suministro del metal de relleno 330. El receptáculo del metal de relleno 328 soporta el metal de relleno que debe soldarse. Generalmente, el receptáculo del metal de relleno 328 estará en forma de un carrete de alambre de metal de relleno. El sistema de suministro del 7 13 ES 2 121 196 T3 metal de relleno 330 recibe el metal de relleno y lo suministra a un paso de relleno dentro del manguito giratorio 324. Puesto que el manguito giratorio 324 y el conjunto de relleno 326 giran de forma sı́ncrona, el metal de relleno no se enreda. El sistema de suministro del metal de relleno 330 está activado a través de anillos de deslizamiento del conjunto de relleno 332. La velocidad del motor de alimentación del alambre puede variar para permitir velocidades de alimentación de alambre diferentes, proporcionando control del espesor de revestimiento y para permitir el ajuste para las variaciones en niveles de salida de láser, velocidad de avance, paso giratorio y otros factores. El aparato de rotación 320 incluye también un acoplador de gas 336 que está conectado a un suministro de gas 338. El manguito de rotación 324 incluye un cable de fibra óptica giratorio 340. Un láser 344 suministra energı́a a un cable de fibra óptica fijo 343. La energı́a del láser es transferida desde el cable de fibra óptica fijo 343 hasta el cable de fibra óptica giratorio 340 a través de un acoplador óptico 342. El aparato de rotación 320 se mueve a lo largo de su eje longitudinal por un sistema de accionamiento axial 350 montado sobre el árbol 351. Los rodillos de guı́a 349 pueden utilizarse para guiar el manguito de rotación 324 en posición. Un controlador por ordenador 353 es utilizado para controlar el funcionamiento del mecanismo de accionamiento del aparato de rotación 325, el sistema de accionamiento axial 350, y el sistema de suministro de metal de relleno 330. En particular, el controlador por ordenador 353 es utilizado para ajustar la velocidad del mecanismo de accionamiento del aparato giratorio 325, la posición para el sistema de accionamiento axial 350 y la proporción de suministro de relleno para el sistema de suministro de metal de relleno 330. El funcionamiento del aparato de rotación 320 se aprecia de forma más completa con referencia a la figura 6, que proporciona una vista en sección transversal ampliada de la cabeza de soldadura de rotación 322. La cabeza de soldadura de rotación 322 incluye un cuerpo 380 que define un paso de relleno 386. El paso de relleno 386, denominado también el “conducto del alambre”, se extiende a lo largo del manguito de rotación 324. El relleno 388 es forzado desde el sistema de suministro de metal de relleno 330 a través del paso de relleno 386 hasta una abertura del cuerpo 394. La energı́a del láser es suministrada a través de la abertura del cuerpo 394 y suelda el relleno 388. El conducto de gas 389 suministra un gas protector a la cabeza de soldadura 322. Preferentemente, el conducto de gas 389 termina en canales de distribución (no mostrados) que distribuyen el gas a la aberturas 394 en un número de lugares. La figura 6 describe también el cable de fibra óptica giratorio 340 colocado dentro del cuerpo 380 de la cabeza de soldadura de rotación 322. El cable de fibra óptica de rotación 340 se extiende a lo largo del manguito de rotación 324 y se fija a éste. El cable de fibra óptica de rotación 340 termina en un conjunto de modificación direccional de la energı́a del láser 392. En las formas de reali8 5 10 15 20 25 30 35 40 45 50 55 60 65 14 zación previas de la invención, el conjunto de modificación direccional de la energı́a del láser 392 se describió en forma de un espejo 204. El conjunto 392 puede formarse también como un conjunto óptico. La figura 7 describe un conjunto de modificación direccional de la energı́a del láser alternativo 392 que incluye un conjunto de lente de entrada 396, un prisma de cuña 397, y un conjunto de lente de salida 398. El prisma de cuña 397 sirve para cambiar la dirección de la energı́a del láser. El prisma de cuña 397 proporciona mayor capacidad de producción de energı́a láser que la que está disponible desde un espejo 204. Preferentemente, la energı́a del láser está dirigida hacia la superficie de recepción en un ángulo no ortogonal. Los dispositivos de la técnica anterior utilizan un espejo para dirigir la energı́a del láser a la superficie, de tal forma que la energı́a del láser choca sobre la superficie de una manera ortogonal. En esta configuración, la energı́a del láser reflexivo interrumpe la energı́a de entrada del láser. Adicionalmente, se produce un penacho y salpicaduras que deben retirarse por técnicas convencionales para evitar el daño a la óptica. Cuando la energı́a del láser choca sobre la superficie 20 que debe soldarse en un ángulo de, por ejemplo, 45◦ , como se muestra en la figura 7, entonces la energı́a reflexiva del láser no interrumpe la energı́a del láser de entrada. La figura 8 describe otra forma de realización de la invención. La forma de realización de la figura 8 corresponde generalmente con la forma de realización de la figura 5, sin embargo, se coloca un tubo interior fijo 402 dentro del manguito de rotación 324. El tubo interior fijo 402 permite que un cable de fibra óptica fijo 343 permanezca estacionario al mismo tiempo que gira el manguito de rotación 324A. En otras palabras, a diferencia de la forma de realización de la figura 5, el cable de fibra óptica de la figura 8 no gira. Puesto que el cable de fibra óptica no gira, no se requiere el acoplador óptico 342 de la figura 5. En su lugar, se utiliza un soporte del tubo interior fijo 404. La figura 9 ilustra una cabeza de soldadura de rotación 322A que puede utilizarse con el aparato de la figura 8. La figura ilustra un cable de fibra óptica fijo 343 colocado dentro de un tubo interior fijo 402. El manguito de rotación 324A gira alrededor del tubo interior fijo 402. El manguito de rotación 324A incluye un conducto de gas 389. El manguito de rotación 324A incluye un manguito maquinado 386A (mostrado con lı́neas imaginarias) que sirve como el paso de relleno. El paso de relleno 386A se extiende a lo largo del manguito de rotación 324A. El paso del filtro puede formarse también como un tubo pequeño que se extiende en la longitud del manguito de rotación 324A. En esta forma de realización, el conjunto de modificación direccional de energı́a láser 392 gira con el manguito de rotación 324A y recibe la energı́a láser desde el cable de fibra óptica estacionario 343. Una forma de realización alternativa del conjunto de modificación direccional 392A se ilustra en la figura 10. En esta forma de realización, el cable de fibra óptica 343A es cónico en su extremo de salida 405 para formar una cuña. Esta estructura crea el mismo efecto que el prisma de cuña 15 ES 2 121 196 T3 que se ilustra en la figura 7. Esta forma de realización proporciona la modificación direccional de energı́a láser que requerı́a previamente o bien un prisma de cuña o un espejo. El haz láser sale de la fibra 343A en un ángulo no ortogonal y se dirige a través de una lente de enfoque 406 hacia el lugar de soldadura. Un beneficio de este diseño es que reduce el número de elementos ópticos (es decir, lente de colimación, lente de enfoque intermedio, y prisma de cuña) y, por lo tanto, reduce las pérdidas de energı́a en cada superficie de contacto y el coste global de la cabeza óptica. La figura 11 ilustra un conjunto alternativo de modificación direccional de energı́a láser 392A. En esta forma de realización, el cable de fibra óptica 343B se dobla para obtener un ángulo no ortogonal pre-seleccionado con respecto a la superficie 20. La producción de energı́a láser desde el cable de fibra óptica 343B se dirige a través de una lente de enfoque 408 hacia el lugar de soldadura sobre la superficie 20. Esta forma de realización del conjunto de modificación direccional elimina un número de elementos ópticos y reduce de esta manera las pérdidas de energı́a. Las formas de realización de las figuras 5-11 se han llevado a cabo utilizando un láser Hobart de 2400 vatios con una longitud de onda de 1064 nanómetros, de Hobart Laser Products, Inc., Livermore, California. El acoplador óptico 342 de la figura 5 está comercialmente disponible a partir de Hobart Laser Products, Inc., Livermore, California. El cable óptico utilizado en la invención se forma preferentemente de fibra de sı́lice fundida encerrada en una funda flexible, metálica. La fibra está revestida con un revestimiento reflexivo para prevenir la absorción de la superficie del haz láser y para mejorar la transmisión. El cable óptico puede tener un tamaño de punto de 600800 micras. El manguito giratorio 324 puede formarse de acero inoxidable o de un tubo metálico flexible. El manguito de rotación 324 se ha realizado con un manguito circular con un diámetro exterior de 1,27 cm (0,5 pulgadas) y un diámetro interno de 0,94 cm (0,370 mm). El tamaño del paso de relleno 386 está gobernado por el tamaño del alambre de relleno. El tamaño del paso de relleno 386 es preferentemente de algunas centésimas de pulgada (1 pulgada = 2,54 cm) mayor que el diámetro del alambre. Los diámetros del alambre utilizados comúnmente incluyen 0,020, 0,025, 0,030 y 0,035 (0,5, 0,63, 0,76, 0,89 mm). El acoplador de gas 336 se mantiene estacionario y el manguito 324 se le permite girar libremente a través del acoplador 336. El acoplador de gas 336 incluye juntas tóricas para permitir la rotación del manguito 324, manteniendo al mismo tiempo la presión del gas dentro del acoplador 336. El manguito 324 tiene agujeros dentro para permitir que el gas se transfiera desde el suministro de gas 338 hasta el interior del manguito 324. El gas es suministrado entonces a la cabeza de soldadura 322 a través del conducto de gas 389. En lugar de utilizar un conducto de gas especializado 389, pueden proporcionarse intersticios en- 5 10 15 20 25 30 35 40 45 50 55 60 65 16 tre el cable de fibra óptica 340, el conducto de alambre 386, y el manguito 324. El mecanismo de accionamiento del aparato de rotación 325 es preferentemente un motor escalonado. El mecanismo de accionamiento 325 está acoplado al manguito de rotación 324 y al conjunto de relleno 326 por técnicas convencionales, tales como engranajes o cintas. El sistema de accionamiento axial 350 se ha llevado a cabo utilizando un motor escalonado montado sobre un árbol 351. El movimiento horizontal o planar puede obtenerse colocando manualmente el árbol 351. En la alternativa, el árbol 351 puede colocarse en un dispositivo de movimiento plano motorizado (no mostrado), que permite que el aparato de rotación 320 se coloque en cualquier tubo seleccionado 20. El sistema de suministro de metal de relleno 330 puede ser del tipo utilizado en soldadores existentes. Por ejemplo, la invención se ha llevado a cabo utilizando un dispositivo de alimentación de alambre ASTRO ARC, de ASTRO ARC, Inc., Sun Valley, California. El modelo de anillo deslizante AC4598 de Litton Poly-Scientific, Blacksburg, Virginia, se ha utilizado para activar el sistema de suministro de metal de relleno 330. El conjunto de modificación direccional de energı́a del láser 392 de la figura 7 se ha realizado utilizando lentes estándar. El conjunto de lente de entrada 396 colima el haz de luz láser para formar un haz colimado. El conjunto de lente de entrada 396 incluye una lente de ventana 396A, una lente de -20mm f.l. 396B y una lente +10 mm f.l. 396C. El prisma de cuña 397 dobla el haz colimado (de 10 a 60 grados, preferentemente de 20 a 45 grados, y más preferentemente, aproximadamente 30 grados) para formar un haz doblado y colimado. El haz doblado y colimado es transportado al conjunto de lente de salida 398, que incluye una lente de +20 mm f.l. 398A y una lente de ventana 398B. El conjunto de lente de salida 398 forma un haz enfocado y colimado de un diámetro pequeño con densidad de energı́a muy alta. El haz proporciona energı́a térmica máxima en el punto de soldadura, fundiendo de esta manera el material de relleno y una porción del material de base de una manera controlada. El conjunto de modificación direccional de energı́a del láser 392 se ha utilizado en producción continua de 2400 vatios, sin fallo. Los dispositivos de la técnica anterior que utilizan espejos se han limitado generalmente a energı́as de láser de 1000 vatios. El tubo interior fijo 402 de la figura 9 está formado preferentemente de acero inoxidable. El tubo de rotación 324A de la figura 9 está formado preferentemente de acero inoxidable. Se utilizan cojinetes de Nylon o de Teflón(R) disponibles comercialmente entre el tubo interior fijo 402 y el tubo de rotación 324A. Habiendo descrito las formas de realización ejemplares de la invención, se reconoce que los técnicos en la materia serán capaces de concebir y diseñar cambios y modificaciones en la realización de esta invención sin separarse del alcance de la invención a continuación reivindicada. 9 17 ES 2 121 196 T3 REIVINDICACIONES 1. Aparato de soldadura por láser para soldadura de revestimiento de la superficie interior de un tubo (20), que comprende: 5 un láser (334); un manguito de rotación (324) que encierra un cable de fibra óptica (340) que recibe energı́a láser desde dicho láser, incluyendo dicho manguito de rotación un paso de relleno (386); un sistema de suministro de metal de relleno (330) en rotación sı́ncrona con dicho manguito de rotación (324) y suministrando un material de relleno (388) a dicho paso de relleno (386) de dicho manguito de rotación; y una cabeza de soldadura giratoria (322), con una abertura de la cabeza (374) colocada en el extremo de dicho manguito de rotación (324), incluyendo dicha cabeza de soldadura giratoria (322) un conjunto de modificación direccional de energı́a láser (372) para recibir dicha energı́a de dicho cable de fibra óptica (340) y dirigirlo a través de dicha abertura de la cabeza (374) hasta la superficie interior de dicho tubo (20), terminando dicho paso de relleno en dicha abertura de cabeza (374) de forma que dicho material de relleno (388) dentro de dicho paso de relleno (386) se intersecta con dicha energı́a y de esta manera se funde con la superficie interior de dicho tubo (20) para producir una soldadura de revestimiento. 2. El aparato de la reivindicación 1, donde dicho cable de fibra óptica (340) está fijado a dicho manguito de rotación (324) y de esta manera gira de forma sı́ncrona con dicho manguito de rotación. 3. El aparato de la reivindicación 2, donde dicho cable de fibra óptica (340) recibe dicha energı́a láser de dicho láser (334) a través de un acoplador óptico (342). 4. El aparato de cualquier reivindicación precedente, donde dicho sistema de suministro de metal de relleno (330) está acoplado a un receptáculo de metal de relleno (328) que alimenta dicho 10 15 20 25 30 35 40 45 50 55 60 18 material de relleno (388) a dicho sistema de suministro de metal de relleno. 5. El aparato de cualquier reivindicación precedente, donde dicho conjunto de modificación direccional de energı́a láser (392) incluye un prisma de cuña (397) para cambiar la dirección de dicha energı́a del láser. 6. El aparato de la reivindicación 5, donde dicha energı́a láser choca sobre la superficie interior de dicho tubo (20) en un ángulo no ortogonal con respecto a dicho tubo. 7. El aparato de cualquier reivindicación precedente, que comprende adicionalmente un sistema de accionamiento axial (350) para colocar axialmente dicha cabeza de soldadura giratoria. 8. El aparato de la reivindicación 1, donde dicho cable de fibra óptica (340) se coloca en un tubo interior fijo (402) dentro de dicho manguito de rotación (324A). 9. Un método de soldadura de revestimiento de la superficie interior de un tubo (20) que comprende las etapas de: suministrar un metal de relleno giratorio (388) hasta un lugar de soldadura seleccionado dentro de dicho tubo; y dirigir la energı́a láser, girando de forma sı́ncrona con dicho metal de relleno, hasta dicho lugar de soldadura seleccionado para fundir dicho metal de relleno hasta dicha superficie interior de dicho tubo para producir una soldadura de revestimiento dentro de dicho tubo. 10. El método de la reivindicación 9, donde dicha etapa de suministro incluye la etapa de alimentar el material de relleno a través de un paso de relleno (386) formado dentro de un manguito giratorio (324). 11. El método de la reivindicación 9 ó 10, donde dicha etapa de dirección incluye la etapa de transportar dicha energı́a láser a través de un cable de fibra óptica (340) colocado dentro de un manguito giratorio (324). 12. El método de la reivindicación 11, donde dicha etapa de transporte incluye la etapa de proporcionar un acoplador óptico (342) entre un láser (334) y dicho cable óptico (340) que gira de forma sı́ncrona con dicho manguito giratorio (324). NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 10 ES 2 121 196 T3 11 ES 2 121 196 T3 12 ES 2 121 196 T3 13 ES 2 121 196 T3 14 ES 2 121 196 T3 15 ES 2 121 196 T3 16 ES 2 121 196 T3 17 ES 2 121 196 T3 18 ES 2 121 196 T3 19 ES 2 121 196 T3 20